
Structure Optimization and Failure Mechanism of Metal Nitride Coatings for Enhancing the Sand Erosion Resistance of Aluminum Alloys
Abstract
:1. Introduction
2. Experimental Methods
2.1. Coating Preparation
2.2. Structural Characterization and Mechanical Property Testing
3. Results and Discussion
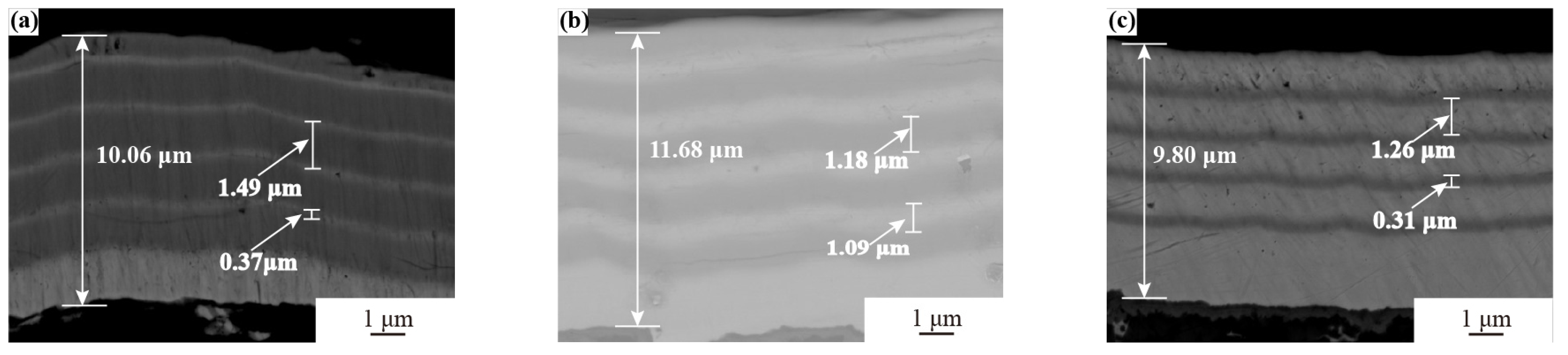
3.1. Coating Surface Morphology and Microstructure
3.2. Mechanical Properties
3.3. Sand Erosion Performance
4. Conclusions
- (1)
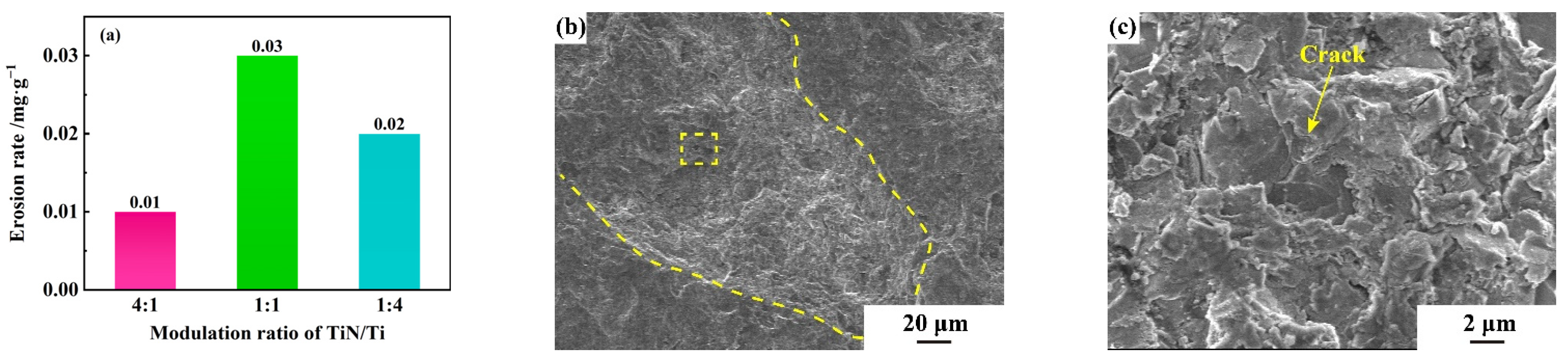
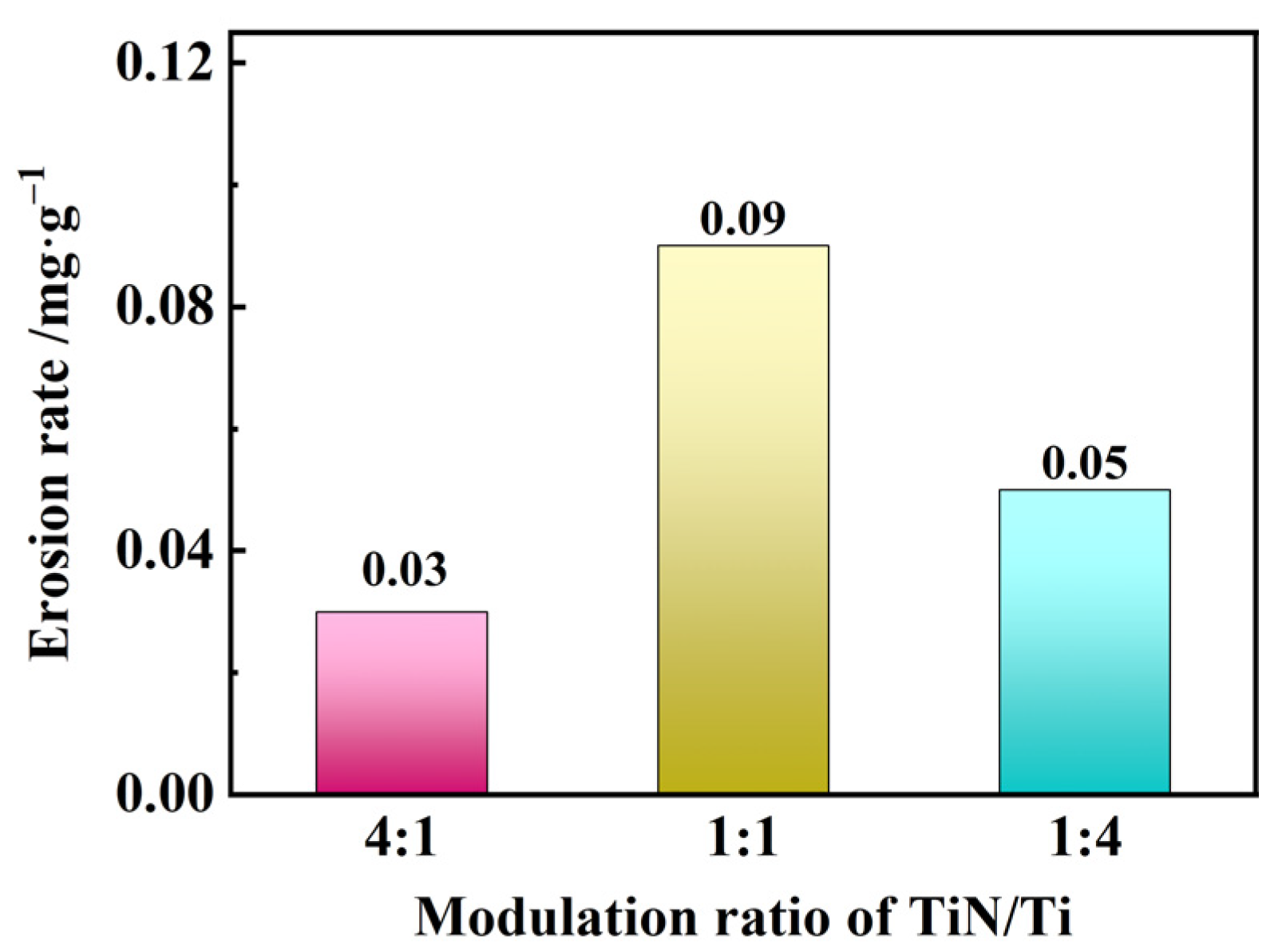
- The TiN/Ti multilayer coatings, compared with the aluminum alloy substrate, exhibited significantly improved erosion performance. The erosion rate of the aluminum alloy substrate was 14–42 times higher than the TiN/Ti coating.
- (2)
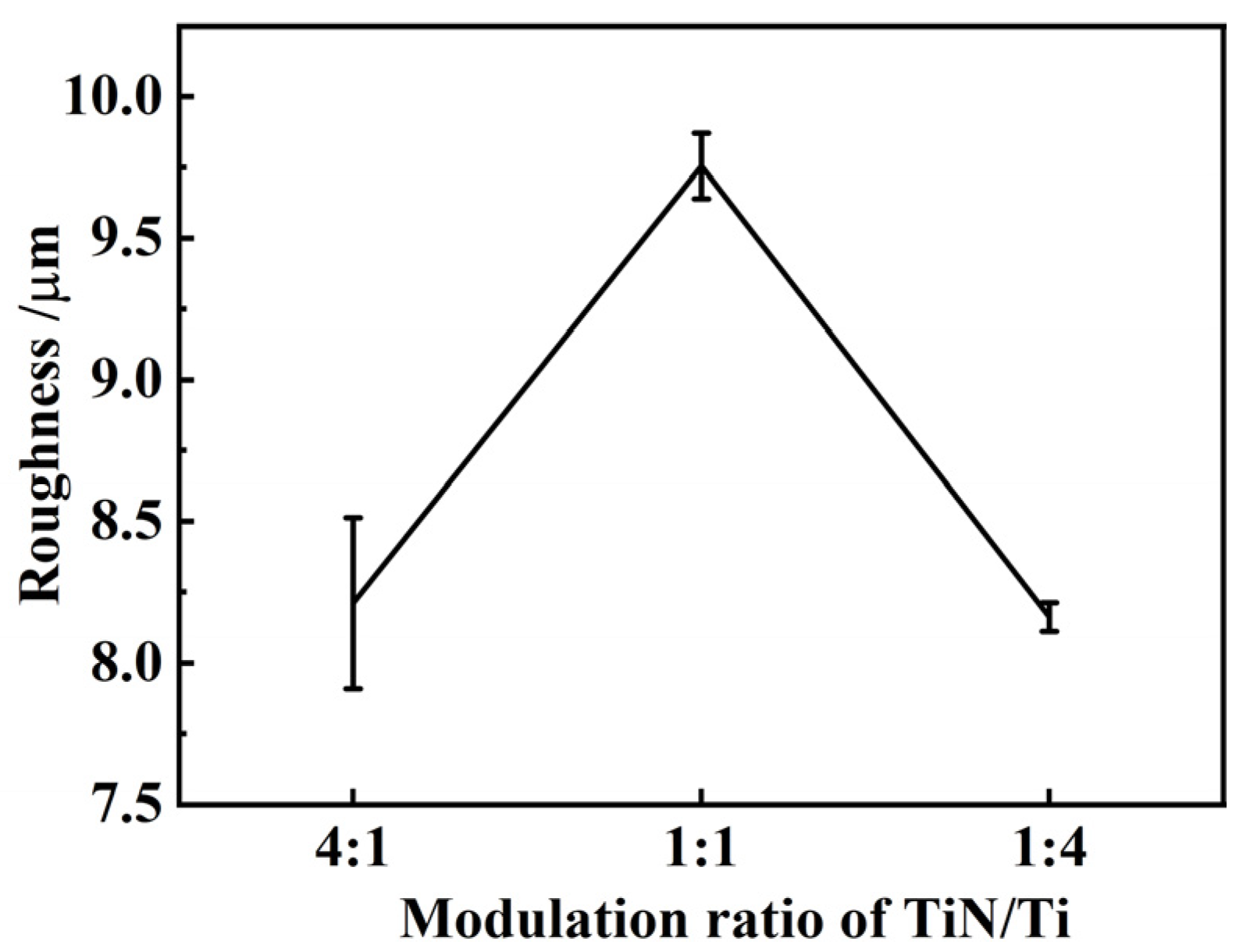
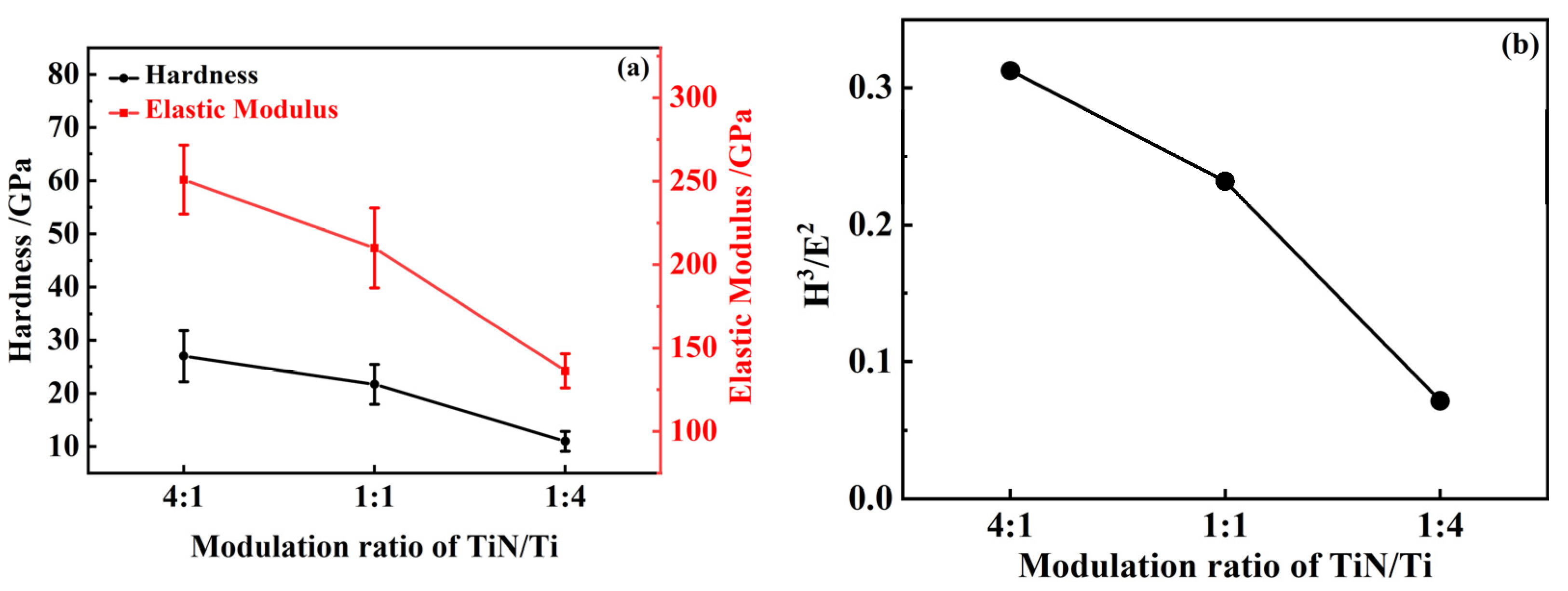
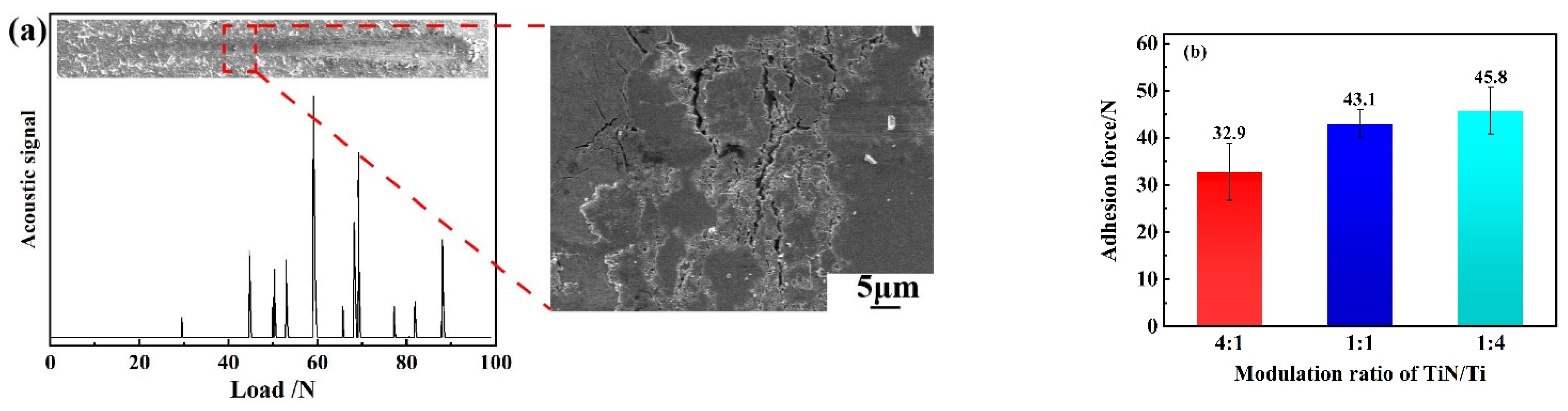
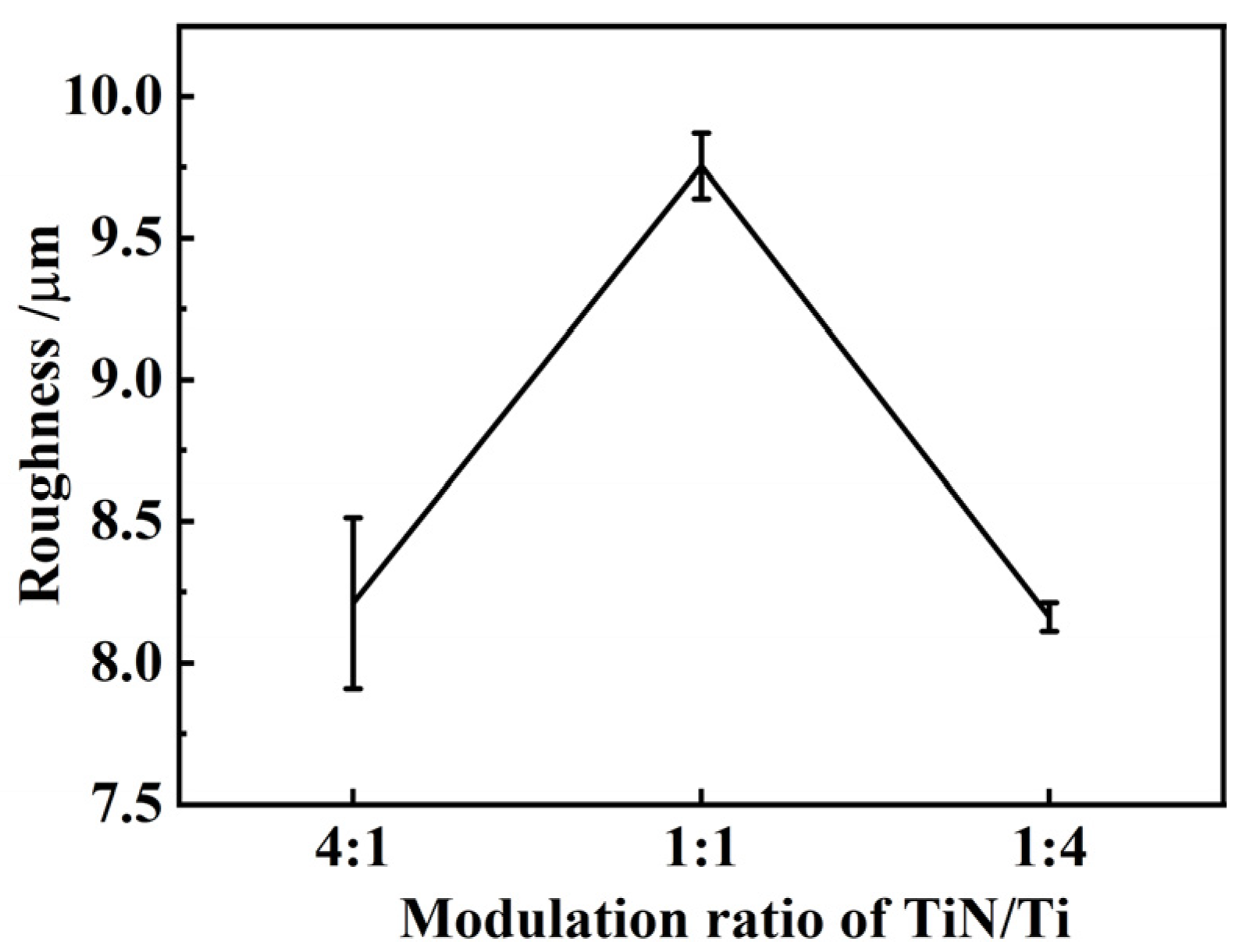
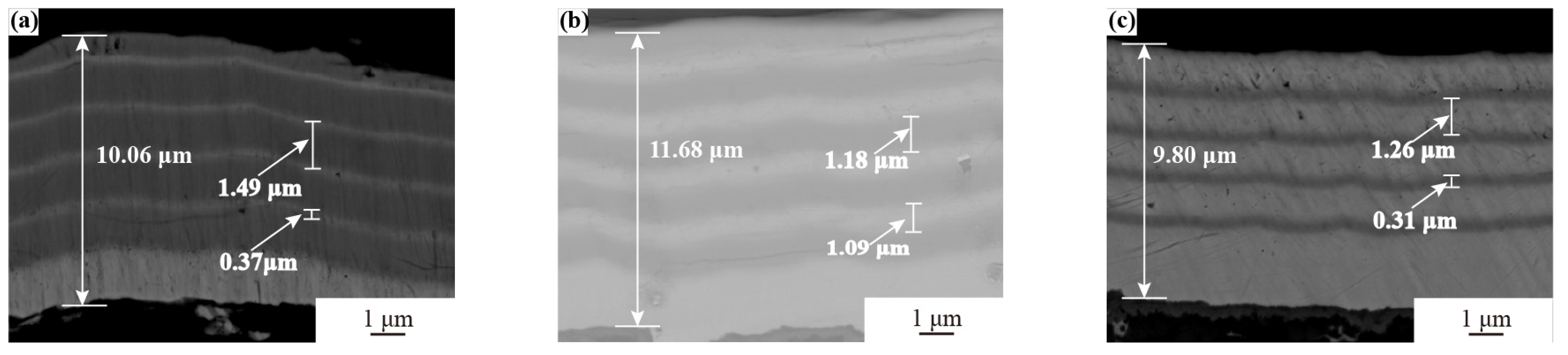
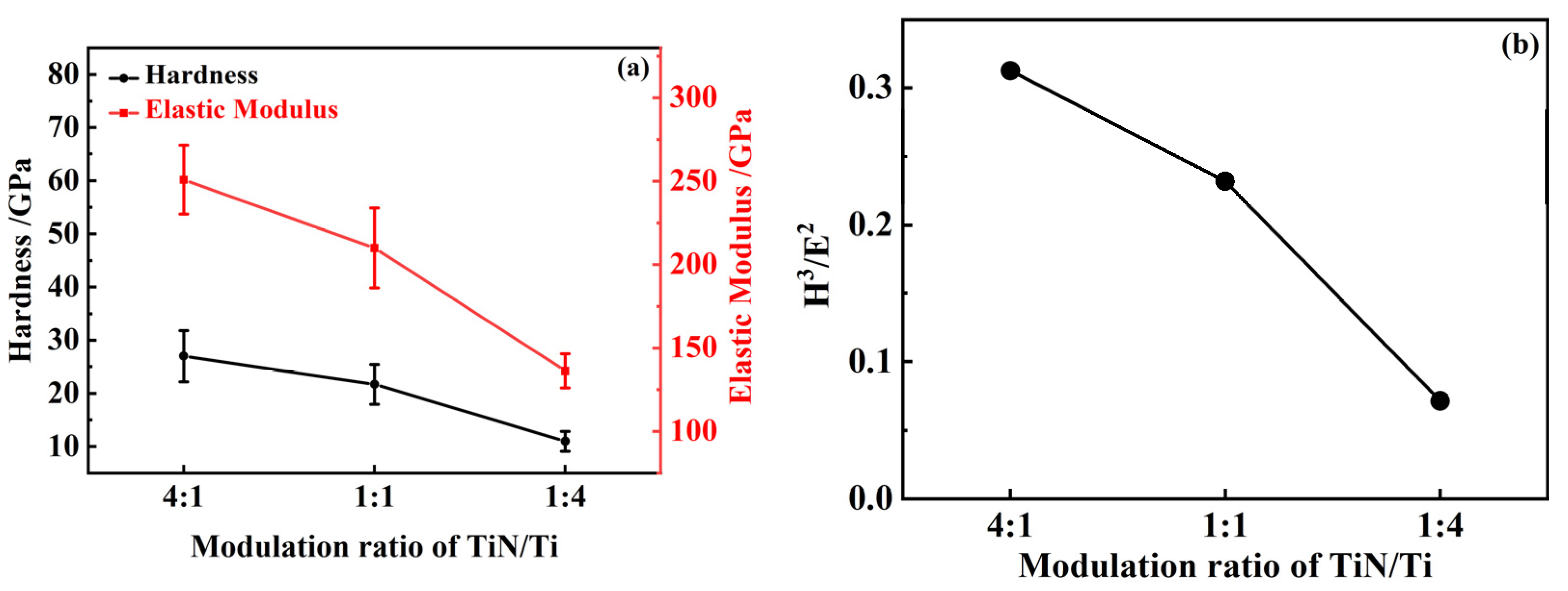
- The roughness values were 8.21 μm, 9.75 μm, and 8.16 μm, respectively. The TiN/Ti coatings with a modulation ratio of 1:1 had the largest roughness value and the poorest surface quality. The hardness values of the TiN/Ti-4:1, TiN/Ti-1:1, and TiN/Ti-1:4 multilayer coatings were 26.99 GPa, 21.70 GPa, and 10.99 GPa, respectively, and the elastic modulus values were 250.87 GPa, 209.94 GPa, 136.27 GPa.
- (3)
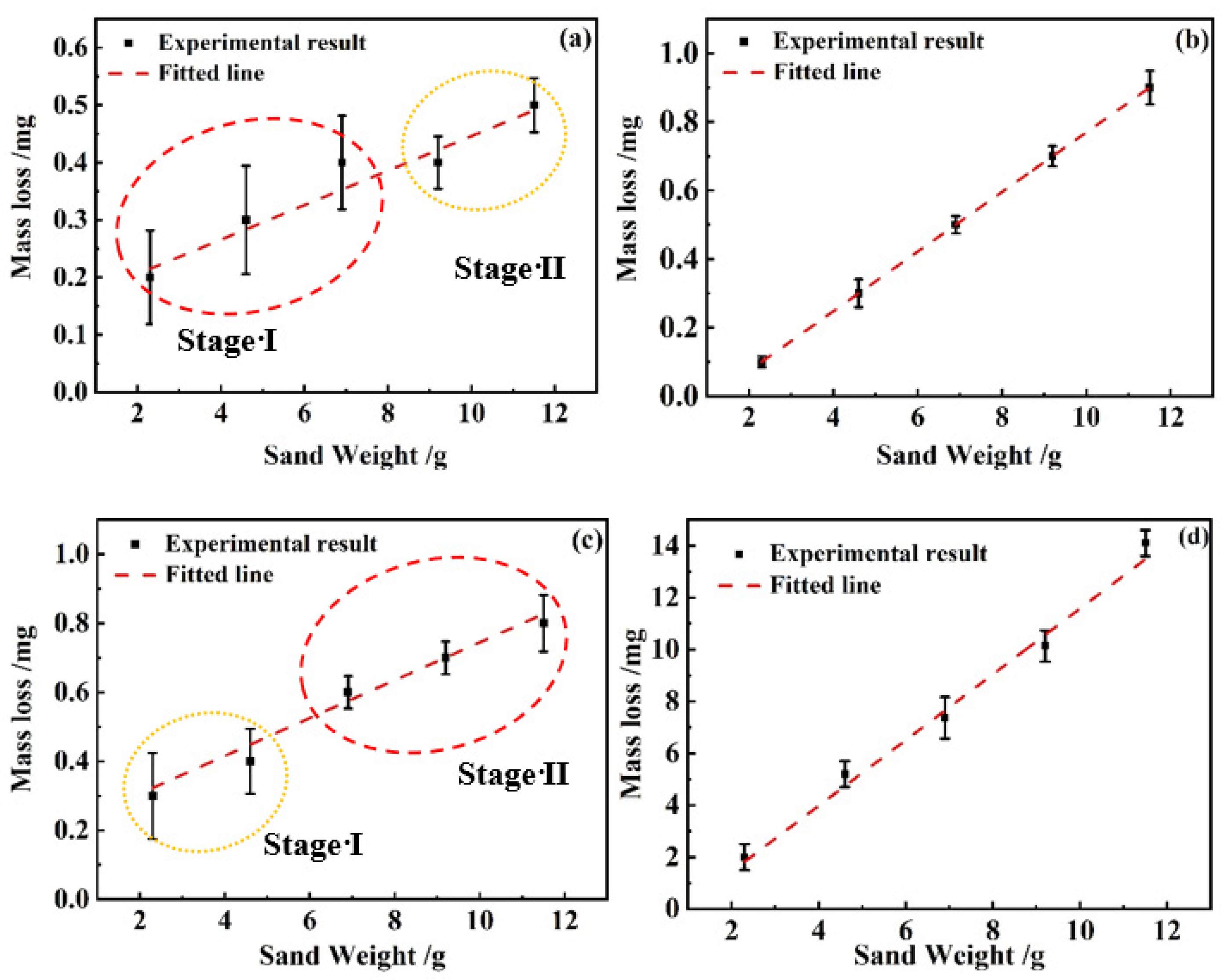
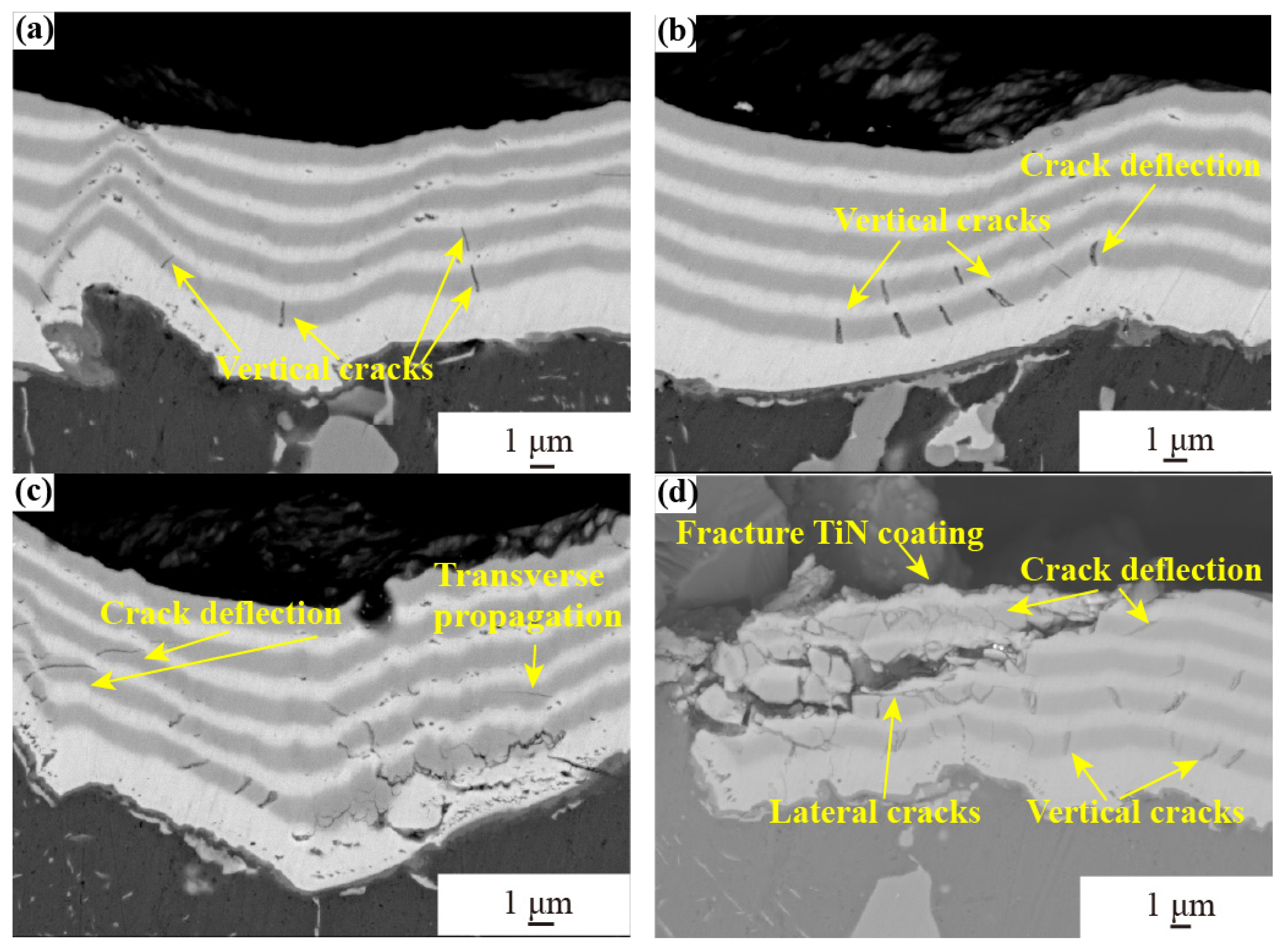
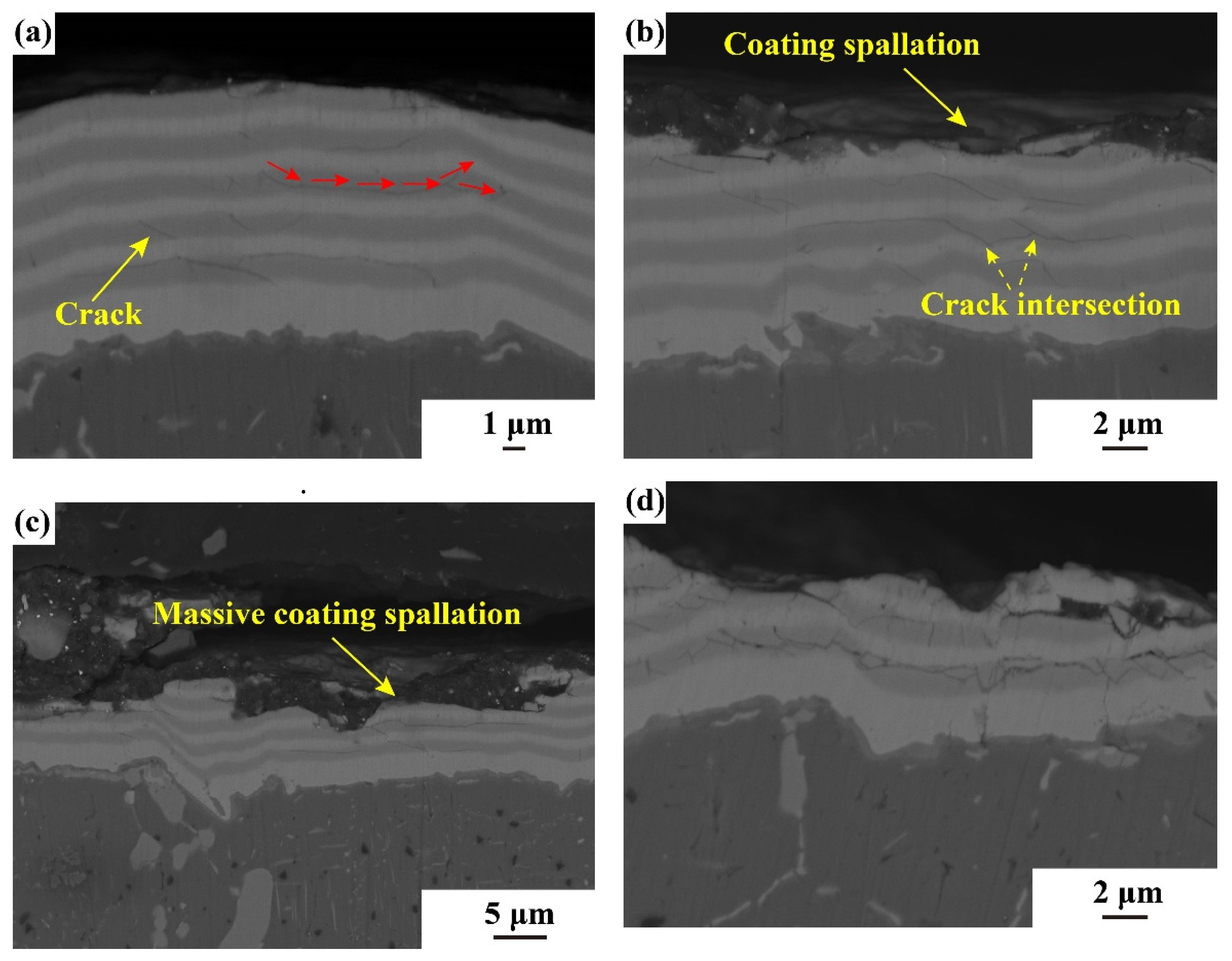
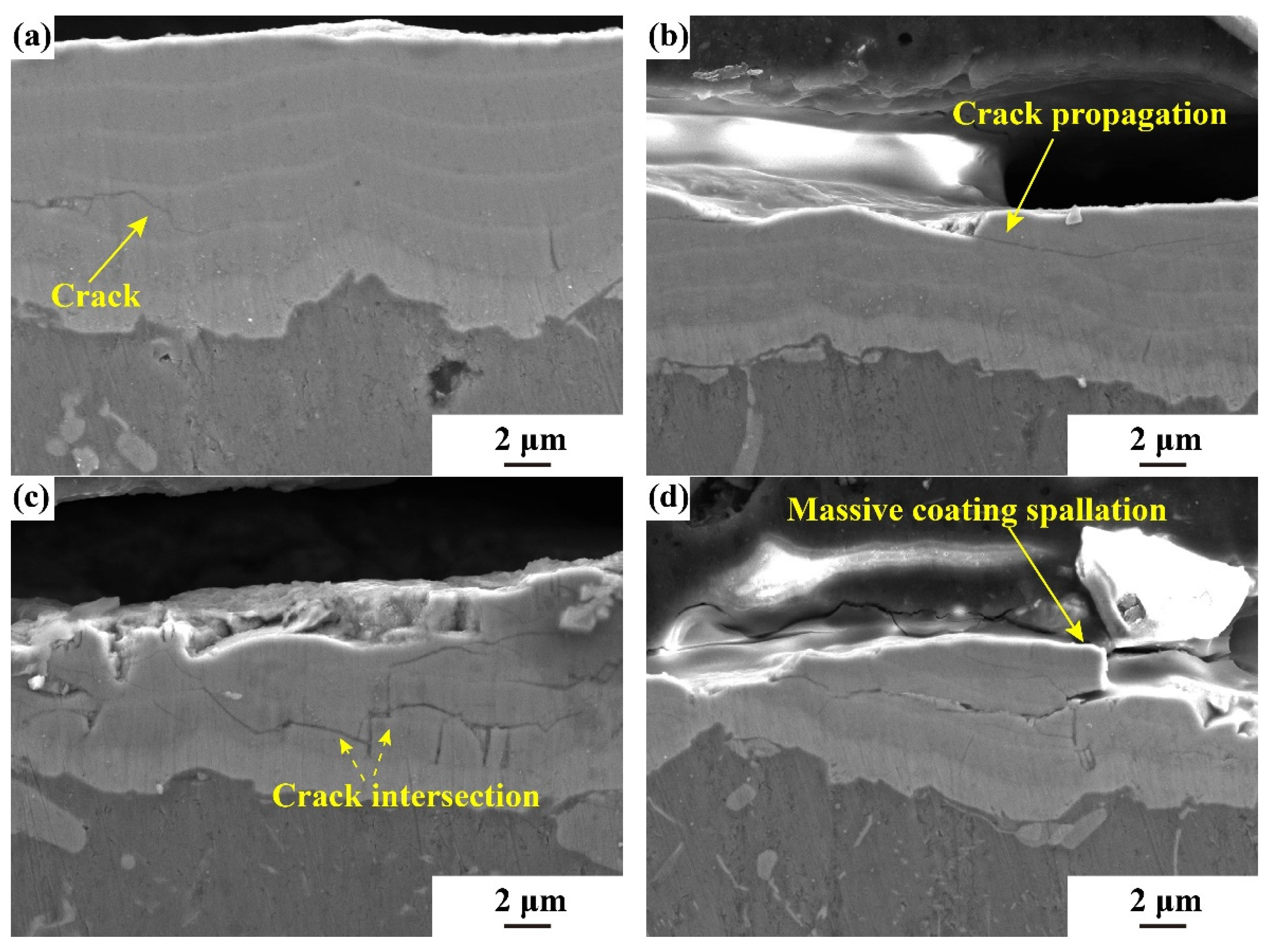
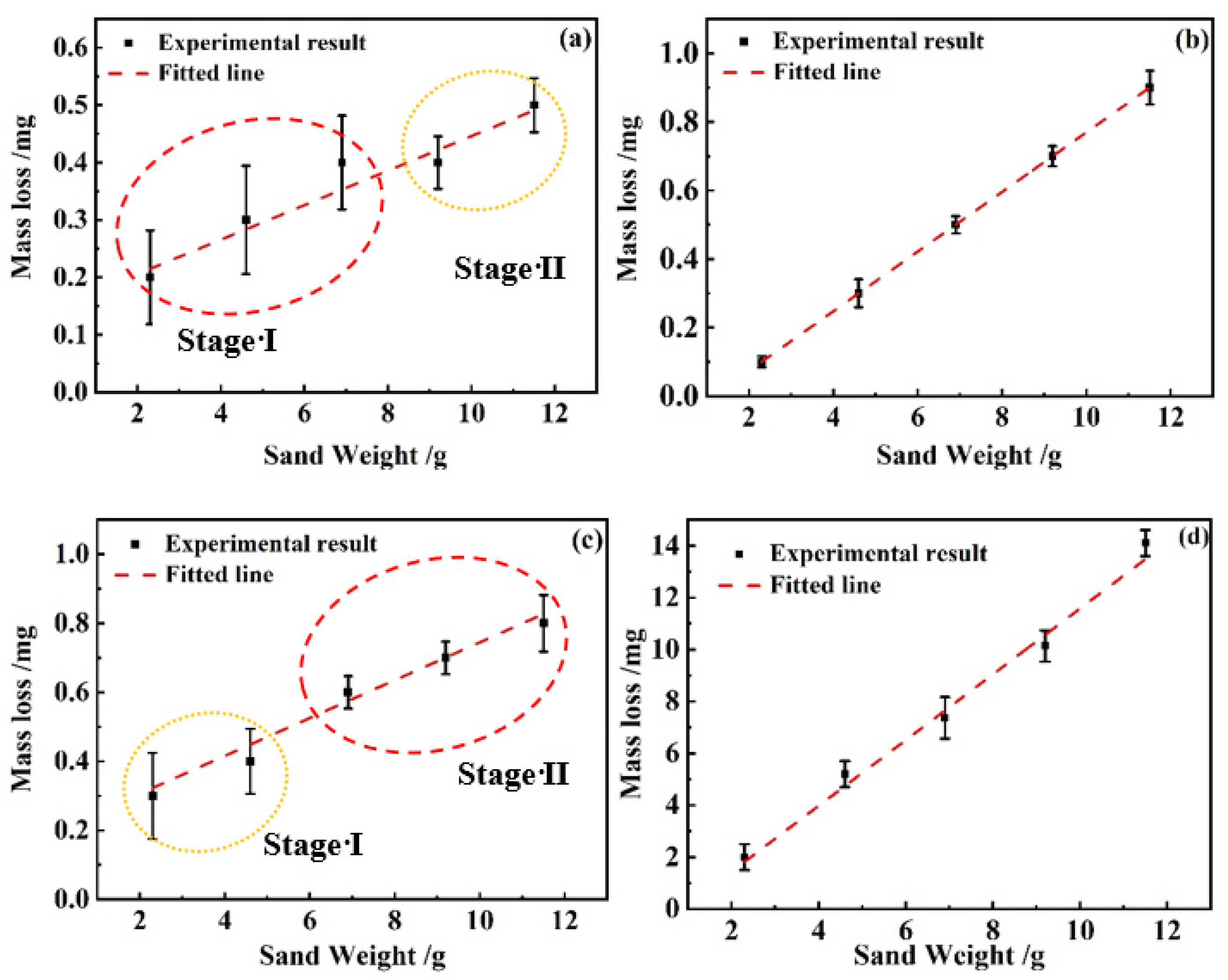
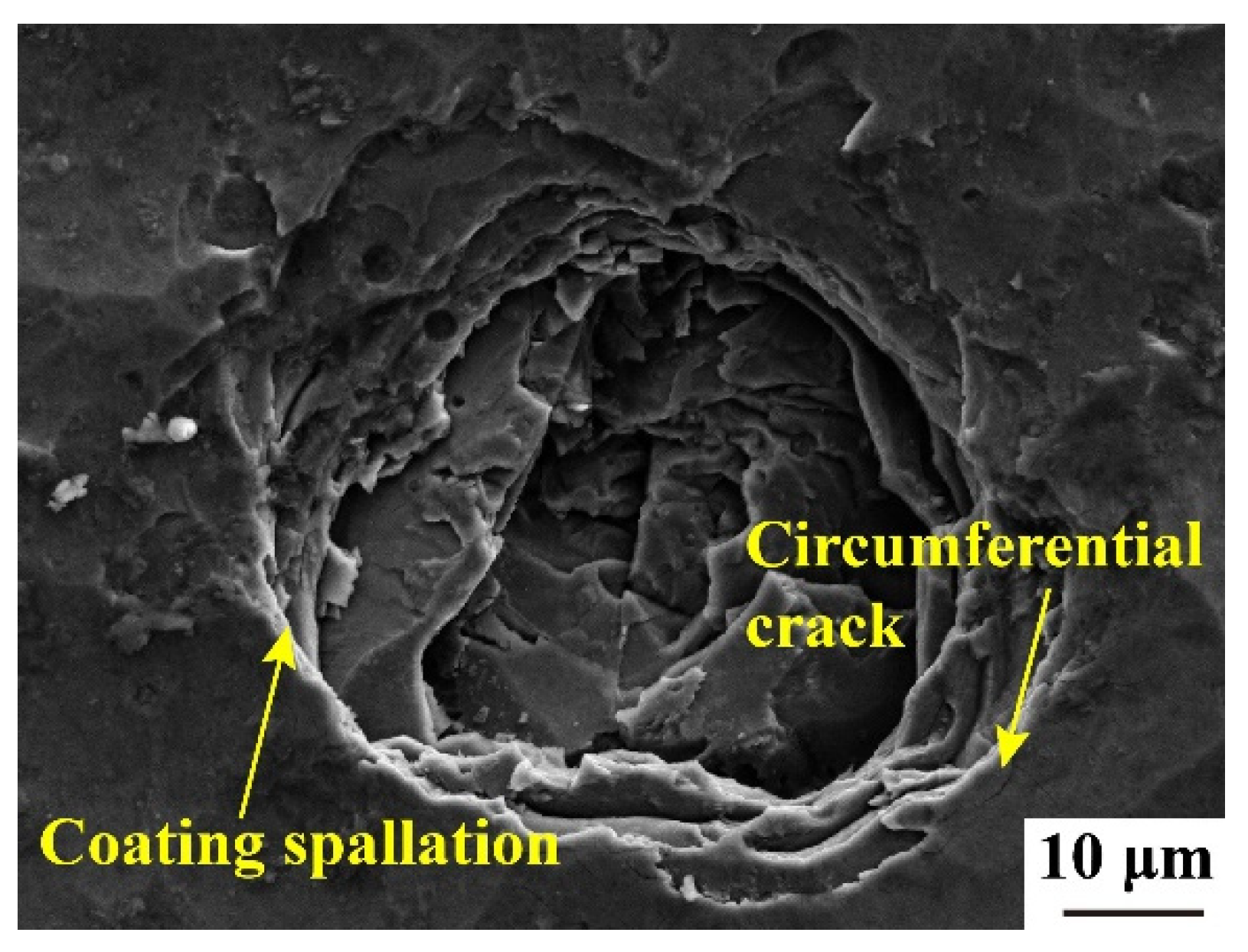
- The erosion performance of the TiN/Ti-4:1, TiN/Ti-1:1, and TiN/Ti-1:4 coatings under 45° and 90° were compared. The coating with a 1:1 ratio showed the highest mass loss and poorest erosion resistance due to its rougher surface and lower quality. Both TiN/Ti-4:1 and TiN/Ti-1:4 exhibited crack initiation, extension, and exfoliation as failure stages.
- (4)
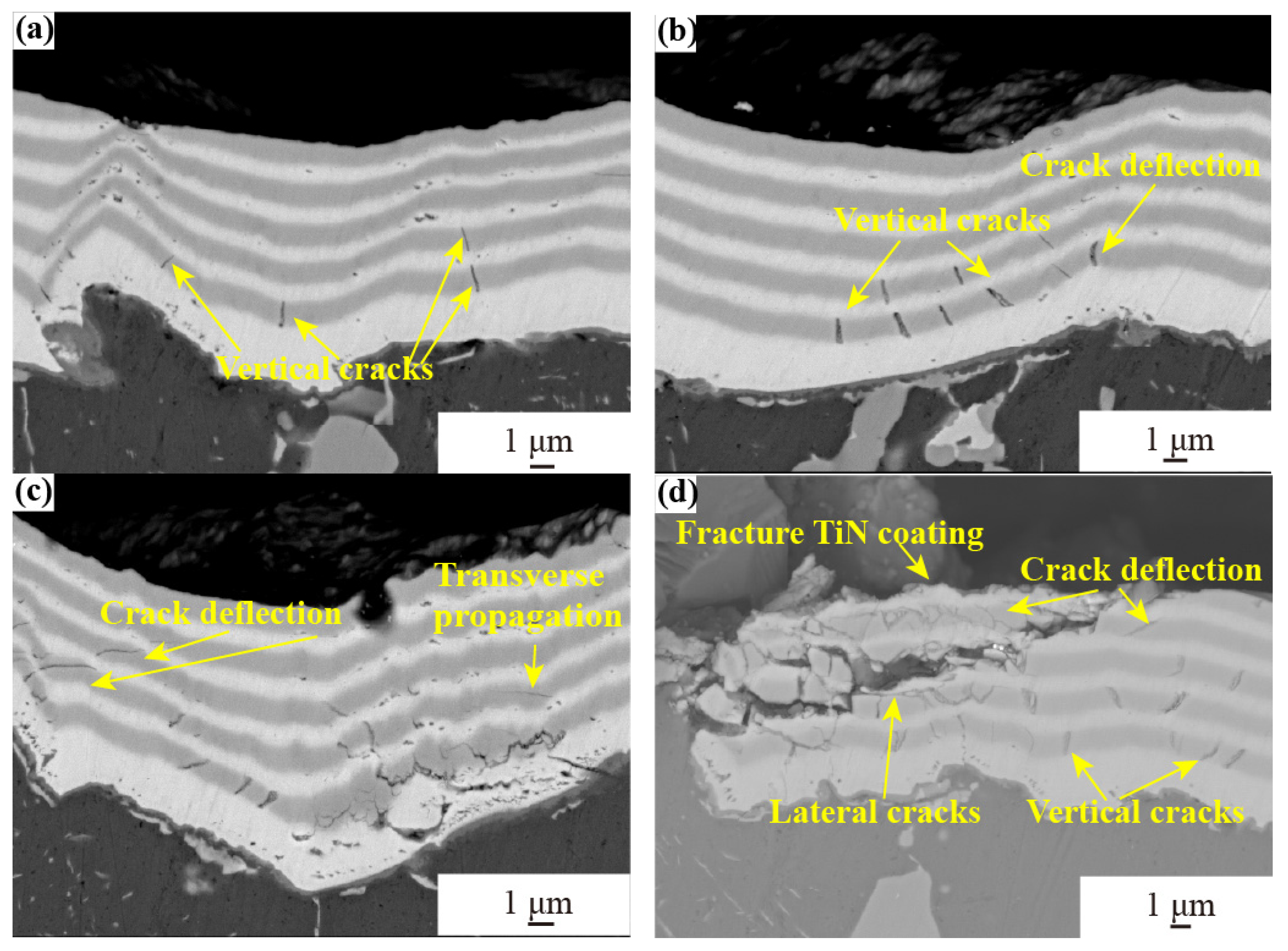
- Under a 90° incident angle, TiN/Ti-1:4 coating experienced transverse cracks earlier, while the TiN/Ti-4:1 ratio coating showed a cross phenomenon between cracks earlier, resulting in more severe damage in the later stage of erosion. The TiN/Ti-1:4 coating peeled layer-by-layer due to the thicker Ti layer, which improved resistance to crack expansion. The TiN/Ti-4:1 coating experienced complete spalling as a failure form.
- (5)
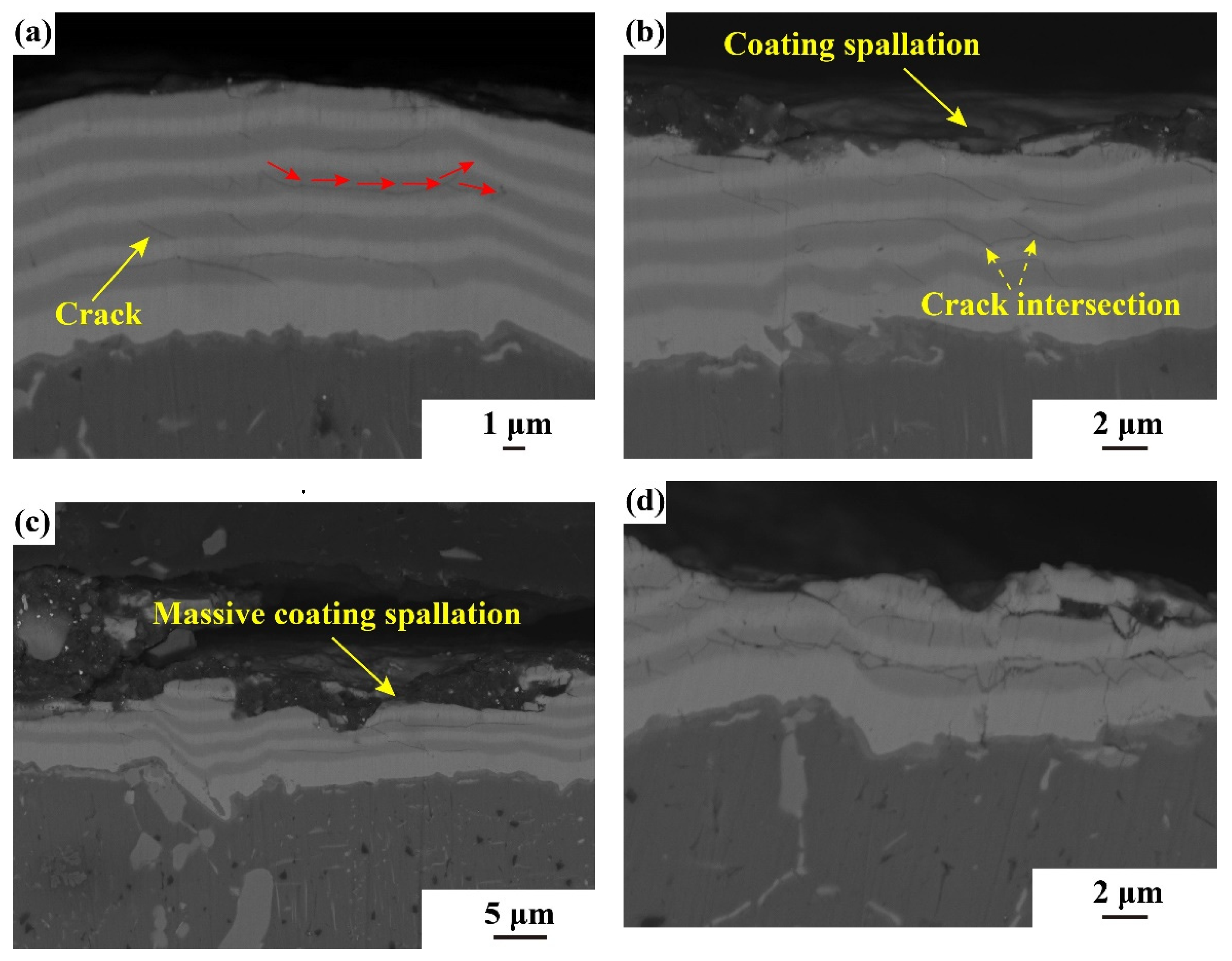
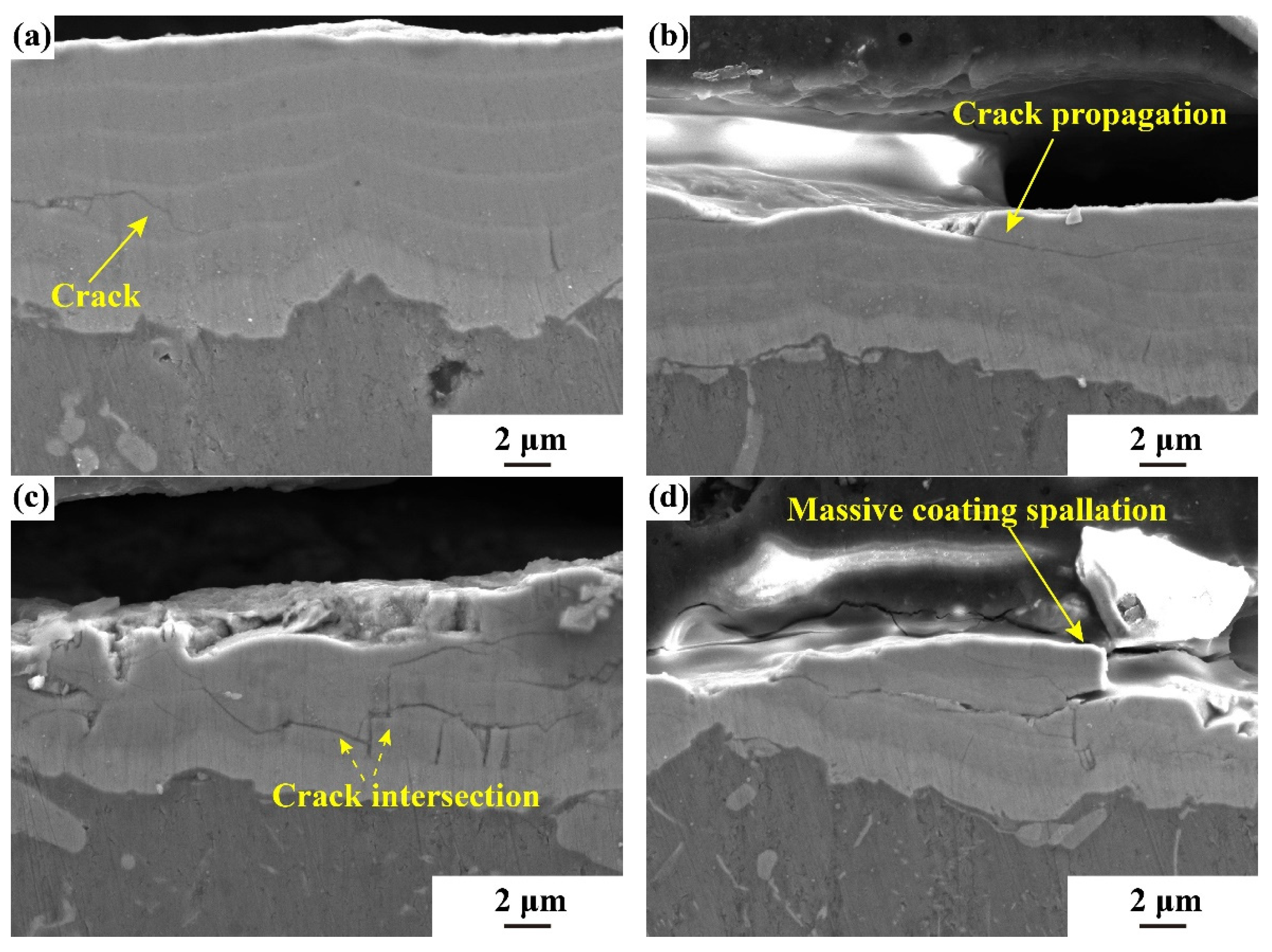
- Under a 45° incident angle, cracks formed and intersected in the inner TiN layer in TiN/Ti-1:1 and TiN/Ti-4:1. The failure mechanism of both coatings was layer-by-layer spallation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Roa, J.J.; Jiménez-Piqué, E.; Martínez, R.; Ramírez, G.; Tarragó, J.M.; Rodríguez, R.; Llanes, L. Contact Damage and Fracture Micromechanisms of Multilayered TiN/CrN Coatings at Micro- and Nano-Length Scales. Thin Solid Films 2014, 571, 308–315. [Google Scholar] [CrossRef]
- Hajjioui, E.A.; Bouchaala, K.; Faqir, M.; Essadiqi, E. A Review of Manufacturing Processes, Mechanical Properties and Precipitations for Aluminum Lithium Alloys Used in Aeronautic Applications. Heliyon 2023, 9, e12565. [Google Scholar] [CrossRef]
- Zhang, J.; Song, B.; Wei, Q.; Bourell, D.; Shi, Y. A Review of Selective Laser Melting of Aluminum Alloys: Processing, Microstructure, Property and Developing Trends. J. Mater. Sci. Technol. 2019, 35, 270–284. [Google Scholar] [CrossRef]
- Zafar, H.; Khushaim, M.; Ravaux, F.; Anjum, D.H. Scale-Dependent Structure-Property Correlations of Precipitation-Hardened Aluminum Alloys: A Review. JOM 2022, 74, 361–380. [Google Scholar] [CrossRef]
- Krella, A.K.; Czyżniewski, A.; Gilewicz, A.; Krupa, A. Cavitation Erosion of CrN/CrCN Multilayer Coating. Wear 2017, 386–387, 80–89. [Google Scholar] [CrossRef]
- Beake, B.D.; Isern, L.; Endrino, J.L.; Fox-Rabinovich, G.S. Micro-Impact Testing of AlTiN and TiAlCrN Coatings. Wear 2019, 418–419, 102–110. [Google Scholar] [CrossRef]
- Wieciński, P.; Smolik, J.; Garbacz, H.; Kurzydłowski, K.J. Erosion Resistance of the Nanostructured Cr/CrN Multilayer Coatings on Ti6Al4V Alloy. Vacuum 2014, 107, 277–283. [Google Scholar] [CrossRef]
- Wu, Y.; Li, Z.; Yang, W.; Zhu, S.; Meng, X.; Cai, Z. Fretting Wear Behavior of Ti/TiN Multilayer Film on Uranium Surface under Various Displacement Amplitudes. Trans. Nonferrous Met. Soc. China 2018, 28, 1593–1601. [Google Scholar] [CrossRef]
- Kravchenko, Y.O.; Iatsunskyi, I.; Maksakova, O.; Natalich, B.; Dvornichenko, A.; Pogrebnjak, A.D.; Borysiuk, V.N. Experimental and Numerical Study of Multicomponent Nitride Coatings Based on TiAlSiY Fabricated by CA-PVD Method. Mater. Res. Express 2019, 6, 066406. [Google Scholar] [CrossRef]
- Skoric, B.; Kakas, D.; Bibic, N.; Rakita, M. Microstructural Studies of TiN Coatings Prepared by PVD and MAD. Surf. Sci. 2004, 566, 40–44. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, Q.; Ramachandran, C.S.; Guo, P.; Wang, A. Microstructure and Performance of High-Velocity Oxygen-Fuel Coupled Physical Vapor Deposition (HVOF-PVD) Duplex Protective Coatings: A Review. Coatings 2022, 12, 1395. [Google Scholar] [CrossRef]
- Elyutin, A.V.; Blinkov, I.V.; Volkhonsky, A.O.; Belov, D.S. Properties of Nanocrystalline Arc PVD TiN-Cu Coatings. Inorg. Mater. 2013, 49, 1106–1112. [Google Scholar] [CrossRef]
- Cao, X.; He, W.; Liao, B.; Zhou, H.; Zhang, H.; Tan, C.; Yang, Z. Sand Particle Erosion Resistance of the Multilayer Gradient TiN/Ti Coatings on Ti6Al4V Alloy. Surf. Coat. Technol. 2019, 365, 214–221. [Google Scholar] [CrossRef]
- Cao, H.; Yang, J.; Luo, W.; Li, Y.; Qi, F.; Zhao, N.; Lu, L.; Ouyang, X. Influence of Film Structure on the Microstructure and Properties of TiAlN Coatings on Al-Si Alloys. Mater. Charact. 2022, 189, 111996. [Google Scholar] [CrossRef]
- Xu, F.; Gong, D. Improved the Elevated Temperature Mechanical Properties of Al-Si Alloy Deposited with Al-Si Coating by Magnetron Sputtering. Vacuum 2018, 150, 1–7. [Google Scholar] [CrossRef]
- Cai, F.; Huang, X.; Yang, Q.; Nagy, D. Tribological Behaviors of Titanium Nitride- and Chromium-Nitride-Based Physical Vapor Deposition Coating Systems. J. Eng. Gas Turbines Power 2012, 134, 112504. [Google Scholar] [CrossRef]
- Feuerstein, A.; Kleyman, A. Ti–N Multilayer Systems for Compressor Airfoil Sand Erosion Protection. Surf. Coat. Technol. 2009, 204, 1092–1096. [Google Scholar] [CrossRef]
- Parameswaran, V.R.; Immarigeon, J.-P.; Nagy, D. Titanium Nitride Coating for Aero Engine Compressor Gas Path Components. Surf. Coat. Technol. 1992, 52, 251–260. [Google Scholar] [CrossRef]
- Ward, L.P.; Purushotham, K.P.; Manory, R.R. Studies on the Surface Modification of TiN Coatings Using MEVVA Ion Implantation with Selected Metallic Species. Nucl. Instrum. METHODS Phys. Res. Sect. B-BEAM Interact. Mater. At. 2016, 368, 37–44. [Google Scholar] [CrossRef]
- Babur, M.Z.; Iqbal, Z.; Shafiq, M.; Naz, M.Y.; Makhlouf, M.M. Hybrid TiN-CCPN Coating of AISI-201 Stainless Steel by Physical Vapor Deposition Combined with Cathodic Cage Plasma Nitriding for Improved Tribological Properties. J. Build. Eng. 2022, 45, 103512. [Google Scholar] [CrossRef]
- Demchyshyn, A.V.; Kurapov, Y.A.; Michenko, V.A.; Kostin, Y.G.; Goncharov, A.A.; Ternovoi, Y.G. Linear Vacuum ARC Evaporators for Deposition of Functional Multi-Purpose Coatings. In Emerging Applications of Vacuum-Arc-Produced Plasma, Ion and Electron Beams; Oks, E., Brown, I., Eds.; NATO Science Series; Springer Netherlands: Dordrecht, The Netherlands, 2002; pp. 131–149. ISBN 978-94-010-0277-6. [Google Scholar]
- Chen, J.; Li, H.; Beake, B.D. Load Sensitivity in Repetitive Nano-Impact Testing of TiN and AlTiN Coatings. Surf. Coat. Technol. 2016, 308, 289–297. [Google Scholar] [CrossRef]
- Cheng, Y.H.; Browne, T.; Heckerman, B.; Bowman, C.; Gorokhovsky, V.; Meletis, E.I. Mechanical and Tribological Properties of TiN/Ti Multilayer Coating. Surf. Coat. Technol. 2010, 205, 146–151. [Google Scholar] [CrossRef]
- Zhang, H.; Li, Z.; He, W.; Ma, C.; Liao, B.; Li, Y. Mechanical Modification and Damage Mechanism Evolution of TiN Films Subjected to Cyclic Nano-Impact by Adjusting N/Ti Ratios. J. Alloys Compd. 2019, 809, 151816. [Google Scholar] [CrossRef]
- Bousser, E.; Martinu, L.; Klemberg-Sapieha, J.E. Solid Particle Erosion Mechanisms of Hard Protective Coatings. Surf. Coat. Technol. 2013, 235, 383–393. [Google Scholar] [CrossRef]
- Borawski, B.; Singh, J.; Todd, J.A.; Wolfe, D.E. Multi-Layer Coating Design Architecture for Optimum Particulate Erosion Resistance. Wear 2011, 271, 2782–2792. [Google Scholar] [CrossRef]
- Iwai, Y.; Honda, T.; Yamada, H.; Matsubara, T.; Larsson, M.; Hogmark, S. Evaluation of Wear Resistance of Thin Hard Coatings by a New Solid Particle Impact Test. Wear 2001, 251, 861–867. [Google Scholar] [CrossRef]
- Borawski, B.; Todd, J.A.; Singh, J.; Wolfe, D.E. The Influence of Ductile Interlayer Material on the Particle Erosion Resistance of Multilayered TiN Based Coatings. Wear 2011, 271, 2890–2898. [Google Scholar] [CrossRef]
- Bromark, M.; Hedenqvist, P.; Hogmark, S. The Influence of Substrate Material on the Erosion Resistance of TiN Coated Tool Steels. Wear 1995, 186–187, 189–194. [Google Scholar] [CrossRef]
- Xue, X.; Wang, S.; Zeng, C.; Bai, H.; Li, L.; Wang, Z. Buckling-Delamination and Cracking of Thin Titanium Films under Compression: Experimental and Numerical Studies. Surf. Coat. Technol. 2014, 244, 151–157. [Google Scholar] [CrossRef]
- Cao, X.; He, W.; He, G.; Liao, B.; Zhang, H.; Chen, J.; Lv, C. Sand Erosion Resistance Improvement and Damage Mechanism of TiAlN Coating via the Bias-Graded Voltage in FCVA Deposition. Surf. Coat. Technol. 2019, 378, 125009. [Google Scholar] [CrossRef]
- Zhang, H.; Li, Z.; He, W.; Liao, B.; He, G.; Cao, X.; Li, Y. Damage Evolution and Mechanism of TiN/Ti Multilayer Coatings in Sand Erosion Condition. Surf. Coat. Technol. 2018, 353, 210–220. [Google Scholar] [CrossRef]
- Zhang, H.; Li, Z.; He, W.; Ma, C.; Chen, J.; Liao, B.; Li, Y. Damage Mechanisms Evolution of TiN/Ti Multilayer Films with Different Modulation Periods in Cyclic Impact Conditions. Appl. Surf. Sci. 2021, 540, 148366. [Google Scholar] [CrossRef]
- Budinski, K.G. Tribological Properties of Titanium Alloys. Wear 1991, 151, 203–217. [Google Scholar] [CrossRef]
- Trapezon, A.G.; Lyashenko, B.A.; Lysenkov, M.O. Fatigue Strength of Metals with Hardening Coatings (Review). STRENGTH Mater. 2013, 45, 284–294. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Modulation Ratio | Ti | N |
|---|---|---|
| 4:1 | 53.8 | 46.2 |
| 1:1 | 58.6 | 41.4 |
| 1:4 | 52.2 | 47.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Z.; Ren, Y.; Zhang, Y.; Zhang, Z.; He, G.; Zhang, Z. Structure Optimization and Failure Mechanism of Metal Nitride Coatings for Enhancing the Sand Erosion Resistance of Aluminum Alloys. Coatings 2023, 13, 2074. https://doi.org/10.3390/coatings13122074
Yang Z, Ren Y, Zhang Y, Zhang Z, He G, Zhang Z. Structure Optimization and Failure Mechanism of Metal Nitride Coatings for Enhancing the Sand Erosion Resistance of Aluminum Alloys. Coatings. 2023; 13(12):2074. https://doi.org/10.3390/coatings13122074
Chicago/Turabian StyleYang, Zhufang, Yuxin Ren, Yanli Zhang, Zilei Zhang, Guangyu He, and Zhaolu Zhang. 2023. "Structure Optimization and Failure Mechanism of Metal Nitride Coatings for Enhancing the Sand Erosion Resistance of Aluminum Alloys" Coatings 13, no. 12: 2074. https://doi.org/10.3390/coatings13122074
APA StyleYang, Z., Ren, Y., Zhang, Y., Zhang, Z., He, G., & Zhang, Z. (2023). Structure Optimization and Failure Mechanism of Metal Nitride Coatings for Enhancing the Sand Erosion Resistance of Aluminum Alloys. Coatings, 13(12), 2074. https://doi.org/10.3390/coatings13122074