Abstract
Super duplex stainless steel has a microstructure consisting of equal proportions of austenite and ferrite. However, welding with Nd:YAG pulsed laser results in an imbalanced microstructure that compromises the steel’s properties. This paper studied the effects of preheating the base metal on pulsed Nd:YAG laser welding. Four conditions were evaluated (no preheating and heating at 100 °C, 200 °C, and 300 °C). The analysis included studying the microstructure, microhardness, and corrosion resistance. Preheating the base metals was found to be an effective method for increasing the volume fractions of austenite. The preheated samples showed an improvement in corrosion resistance compared to the untreated sample. The microhardness varied, with the ferrite amount being higher in the untreated sample.
1. Introduction
Duplex and super duplex stainless steels (DSS and SDSS, respectively) are widely used in industries such as marine, nuclear, and petrochemical plants due to their mechanical properties, good weldability, and high corrosion resistance. SDSSs also have an excellent combination of heat transfer capability and thermal expansion coefficient, i.e., high heat transfer and low thermal expansion of the material [1,2,3]. DSSs and SDSSs have a balanced bimetallic microstructure of 50% ferrite and 50% austenite, which is responsible for the material good properties, as well as its excellent applicability, even in aggressive environments [3,4,5].
The variation in alloying elements directly impacts their properties. Therefore, the main difference between DSSs and SDSSs is the PREN (Pitting Resistance Equivalent Number), which is calculated based on the percentages of the elements chromium (Cr), molybdenum (Mo), and nitrogen (N). DSSs have this value in the range 30 to 40, and SDSSs have values between 40 and 48. The higher the PREN, the better the corrosion resistance [4,6,7].
A challenge in SDSS welding is the imbalance of the phases in its microstructure, which presents a high ferrite content, thus creating a weakened material region. In addition, undesirable secondary phases, such as carbides, the sigma phase, the chi phase, and chromium nitrides, emerged. This occurs due to the piece’s rapid heating and cooling cycles during welding [5,7,8].
To reduce biphasic imbalance, several alternatives exist, such as weld parameter control; heat treatment of the sample before, during, and after the welding; and inserting a stabilizing element at the weld–bead interface. Saravanan, Sivagurumanikandan, and Raghukandan [9] observed that as the cooling rate increased, there was an increase in the amount of ferrite in the weld bead and the hardness compared to the base metal. Da Cruz Junior et al. [10] noted that there was an increase in austenite, mainly in the lamellar, acicular, and Widmanstatten forms after the insertion of a nickel sheet compared to the autogenous welding of UNS S32750. Da Cruz Junior et al. [3] found that adding a cobalt layer to the weld region resulted in an increase in the amount of austenite as the thickness of the cobalt layer increased, while the hardness of the weld bead decreased with the increasing thickness of the cobalt layer. In their research, Sung, Shin, and Chung [11] observed that the welded region was mostly ferritized and the amount of energy in the process directly influenced the size of the weld bead. They also observed that the weld bead increased its corrosion rate and became less homogeneous with increasing heat input.
Zhang et al. [7] heat-treated the GTAW process welded samples of UNS S32750 SDSS in a muffle furnace for 3 min at temperatures of 1020, 1050, 1080, and 1100 °C, followed by water quenching. The best microstructural balance was obtained for the HAZ when treated at 1080 °C, while in the weld bead, the microstructural balance was obtained with treatment at 1050 °C; the best corrosion resistance was achieved with a treatment temperature at 1080 °C. Tahaei et al. [12] studied the effects of nickel and post-weld heat treatment on gas tungsten arc welding (GTAW).
Typically, heat treatment is used to balance the phases after welding and carried out at temperatures above 1000 °C. However, harmful secondary phases are formed in the temperature range between 650 °C and 900 °C. Applying heat treatment before welding at lower temperatures makes it possible to prevent the formation of these harmful phases. The preheating procedure is energy-saving in comparison to any post-heating treatment.
The PREN values of ferrite are lower than those of austenite, as it contains less nitrogen, which results in lower corrosion resistance [13]. As corrosion resistance is a significant advantage of using stainless steel, it is crucial to maintain the right phase balance when welding SDSS.
This study aims to evaluate the effects of preheating treatment on the microstructure, phase balance, mechanical properties, and corrosion resistance of laser-welded Super Duplex Stainless Steel. The results of such treatment can lead to energy savings, as it allows for heat treatment at lower temperatures. Additionally, the study highlights the importance of phase balance in SDSS welding, which affects its mechanical properties and corrosion resistance. As few studies have presented the results of preheating treatment in SDSS laser welding, this study aims to fill this gap.
2. Materials and Methods
The base metal used in the present study was the UNS S32750 SDSS, with a thickness of 3.0 mm. No filler metals were used. The chemical compositions, such as PREN and Cr and Ni equivalents, are given in Table 1.

Table 1.
Chemical composition of UNS S32750 SDSS (%wt.), Cr and Ni equivalents, and PREN [3].
Laser beam welding was carried out at room temperature and with preheating up to 100, 200, and 300 °C. Figure 1 shows the schematic diagram of pulsed Nd:YAG laser welding via a sample preheating system. The preheating temperatures were controlled via a thermocouple (K type). A Nd:YAG pulsed laser power model UW-150A acquired from United Winners, with a 150 W maximum power and beam spot diameter of 0.2 mm, was employed. Welding was performed on a bead-on-plate configuration, with pulse energy set at 10 J and peak power, pulse duration, and frequency set at 2 kW, 5 ms, and 9 Hz, respectively. The focal length was 100 mm, with the focus on the surface. The welding speed was 1.0 mm/s, and pure argon was used at a flow rate of 12 L/min.
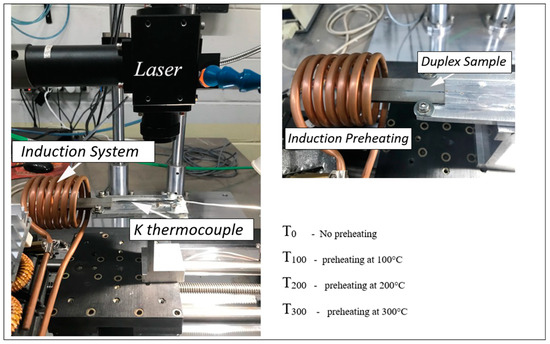
Figure 1.
Schematic diagram of pulsed laser welding with sample preheating system.
The weld bead sections at T0, T100, T200, and T300 were used to obtain samples. The samples were then set into transparent, cold-curing epoxy resin using a silicone mold. To prepare the samples, we grinded them while rotating them by 90 degrees with each grinding change. For polishing, alumina suspension was used. The microstructure was revealed using Beraha’s reagent. Macro- and microstructures of the fusion zone after welding at room temperature and 100, 200, and 300 °C were analyzed via optical (Carl Zeiss Axio Vision) and scanning electron microscopy (Carl Zeiss EVO LS15). The austenite and ferrite volume fractions were evaluated using the free image software Image J. Three samples were prepared for each condition, and ten SEM images from the fusion zone of each sample were examined. The micrographs were binarized, with ferrite appearing black and austenite appearing white. The volume ratio of austenite to ferrite was evaluated by comparing the areas in the micrograph.
Vickers microhardness tests were performed on the fusion zone and base metal using an EMCO TEST Duravision with a load of 1 gf. The corrosion behavior of the weld samples was evaluated according to the ASTM G1 standard. A 1 cm2 surface area, which contained a weld bead, was exposed to 3.5% NaCl electrolyte solution in a corrosive environment. In order to measure the electrochemical properties, an electrode (Ag/AgCl (3 M, KCl)) was used as the reference electrode, and a platinum auxiliary electrode (Pt) was used as the counter electrode. The electrochemical test was carried out at room temperature using an AMETEK VersaSTAT 4 potentiostat instrument, with a scanning rate of 1 mV/s for all samples. The obtained results were analyzed using Origin 2023b software.
3. Results
The optical macrographs of the weld bead’s profile for all the samples are presented in Figure 2. The width and depth are represented by w and d, respectively. Table 2 shows the values of d and w and the weld bead’s area.
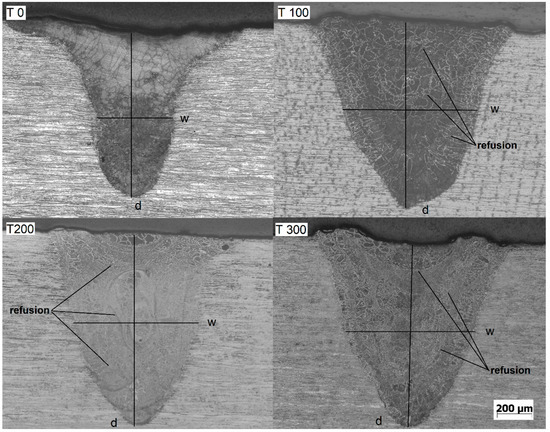
Figure 2.
Optical macrographs of the weld beads (width and depth are represented by w and d, respectively) for T0, T100, T200, and T300.
Table 2.
Weld bead dimensions.
The weld bead’s profile is a characteristic of keyhole mode welding, where the laser intensity within the focusing position is high enough to generate a high evaporation rate. This results in recoil pressure that deconstructs the melting pool, allowing the laser beam to penetrate deeper into the material. The resulting weld bead is deep and narrow compared to other laser welding modes, such as conduction welding [14].
Increasing the substrate temperature raises the heat input. One part of the heat input modifies the weld bead profile and dimensions, while the other affects the microstructure. The dimensions of weld beads for the T100, T200, and T300 samples were approximately the same. However, compared to T0, the weld beads were broader and deeper, resulting in an extensive welding area.
As shown in Table 2, there was an increase of approximately 57% in the width and 16% in the depth. The area increased by around 60%. Since welding parameters were identical for all samples, the increased heat input promoted via substrate heating increased the dimensions and area.
By analyzing Figure 2, it is evident that even with low magnification, there is a noticeable increase in the austenite volume fraction with the heating of the substrate. The samples subjected to substrate heating show higher amounts of austenite than the T0 sample. Moreover, remelted areas corresponding to the welding pulses can be observed inside the weld beads. The increase in heat input resulting from preheating the substrate not only modified the dimensions of the weld bead but also favored the formation of austenite.
The optical micrographs of the fusion zone for all the samples in Figure 3 demonstrated the impacts of heat on the substrate on austenite’s volume fraction and morphology.
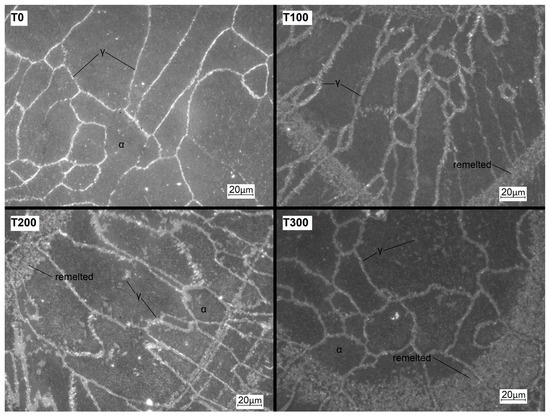
Figure 3.
Optical micrographs of fusion zones for T0, T100, T200, and T300.
The optical micrographs in Figure 3 show that the T0 sample has a ferritic structure with a small amount of allotriomorphic grain boundary austenite. During SDSS solidification, the structure initially solidifies as ferrite, and austenite then forms through diffusional solid-state transformation. This process requires maintaining the temperature at the austenite formation level for a while. In high-cooling-rate scenarios, like pulsed laser welding, there is insufficient time to complete austenite formation, leading to an unbalanced microstructure [15]. The microstructural unbalance has a negative effect on both the mechanical and corrosion resistance properties of the material [16].
The three samples T100, T200, and T300 exhibited comparable microstructures. They all presented a ferritic matrix with allotriomorphic grains that contained austenite at the grain boundaries, as well as some idiomorphic intragranular austenite, predominantly in the refusion zone. During SDSS welding, austenite can emerge through three distinct routes or configurations: allotriomorph grain boundaries originating from the ferrite matrix, Widmanstätten side plates that grow into the grains from the allotriomorph grain boundaries, and intragranular austenite that develops due to the cooling rate. Allotriomorphs and Widmanstätten austenite typically occur at higher temperatures, whereas idiomorphic austenite forms at lower temperatures [17].
Studies of specialized welding have explored SDDS laser welding, which involves the use of austenite-promoting elements to increase the volume fraction of austenite [3,10,12,15,18,19]. The addition of elements or preheating can increase the austenite volume fraction. However, unlike previous research in which the microstructure showed Widmanstätten austenite, none of the samples in this study exhibited such a feature.
Figure 4 presents the optical microstructure of the T300 sample with an SEM image detailing the remelted region. The T300 sample was the only one presented because the microstructure at the remelting stage was similar to those of all other heat-treated samples. Remelting occurs due to the partial overlapping of welding pulses [20]. In this region, when the material starts to solidify, it is influenced by the heat input of the subsequent pulse. The temperature is maintained for a longer duration at the value of intragranular austenite formation, which is lower than that of Widmanstätten austenite [17].
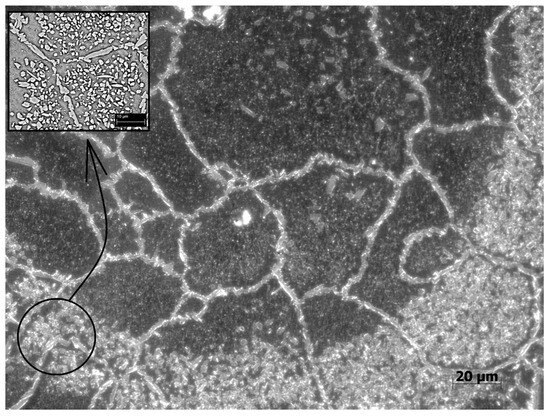
Figure 4.
Optical micrograph of fusion zone for T300 with a SEM micrograph detailing the refusion region.
Figure 5 presents an SEM micrograph of the intragranular austenite formed in the remelted region. The presence of intragranular austenite contributed to an increase in the proportion of austenite on the weld bead.
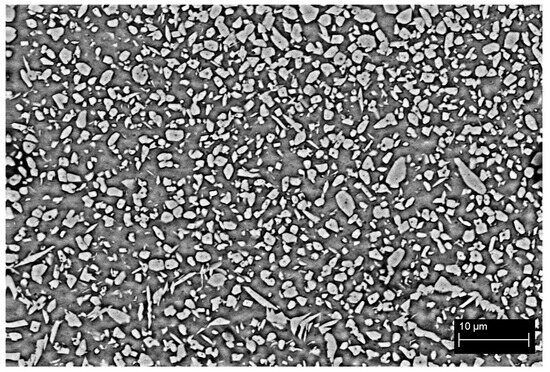
Figure 5.
SEM micrograph of refusion region for T300.
The mean austenite and ferrite volume fractions of the fusion zone for the T0, T100, T200, and T300 samples are presented in Table 3, which shows the quantitative effect of preheating the substrate.
Table 3.
Volume fractions of austenite and ferrite for T0, T100, T200, and T300.
The T0 sample displayed an unbalanced microstructure with a predominance of ferrite, which is typical of SDSS laser welding due to the high cooling rates. Although it did not achieve phase balance, the T100, T200, and T300 samples exhibited considerable increases in the proportion of austenite. Since industrial applications require a minimum austenite proportion of 25–30%, all heat-treated samples are suitable for industrial use [3,21,22,23].
There was a slight increase in austenite volume fraction as a result of comparing T0, T100, T200, and T300 with the increase in the preheating temperature. Instead of increasing the preheating temperature by a large amount to achieve phase balance, which could lead to the harmful formation of unwanted secondary phases, it would be worth studying the alternative of increasing the welding frequency. This would increase the overlapping rate, promoting the formation of remelted areas that are rich in intragranular austenite.
In Figure 6, the microstructures in the transition region between the base metal and fusion zone for all the samples are displayed. The austenite volume fraction at the fusion line is almost identical to that of the weld center, which is different from the literature’s findings, where austenite-promoting elements were used, and the austenite volume fraction at the fusion line was slightly smaller than the weld center [10]. The preheated substrate promotes a uniform cooling rate throughout the sample.
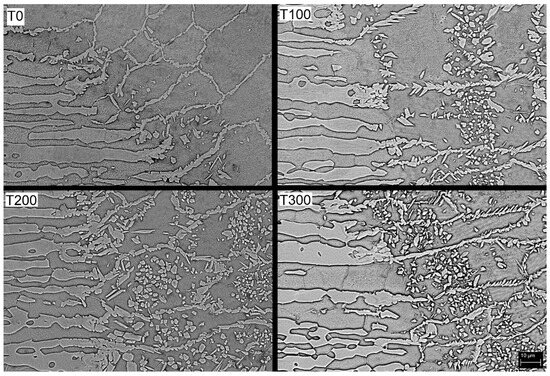
Figure 6.
SEM micrographs of transition between base metal and fusion zone for T0, T100, T200, and T300.
Table 4 displays the mean microhardness of the fusion zone for each sample and the base metal. The T0 sample presented a mean microhardness value of 377 ± 2 HV in the fusion zone. The high microhardness of sample T0 may be attributed to its predominantly ferritic microstructure [24]. However, the significant difference in hardness between the base metal and the weld bead could lead to brittleness in the welded joint. On the other hand, the microhardness values of T100, T200, and T300 did not display any significant differences owing to their similar austenite volume fractions and morphology.
Table 4.
Microhardness of fusion zone for the base metal and T0, T100, T200, and T300.
Figure 7 presents the Tafel polarization curves among the base metal and the welded samples, as well as the values of the corrosion potential and current. The high potential observed in the base metal suggests a high resistance to corrosion [25,26]. On the other hand, the welded samples exhibited a lower potential, with the T0 sample having the lowest potential.
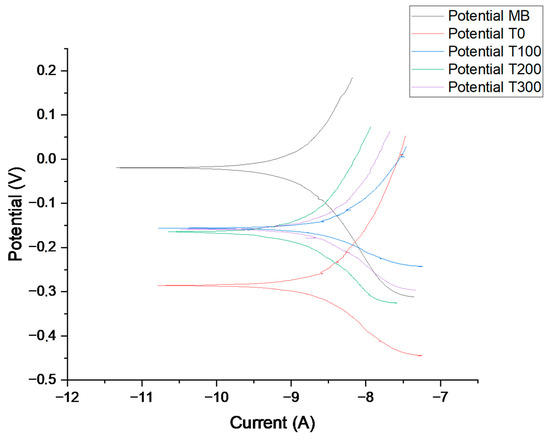
Figure 7.
Tafel polarization curves for the base metal, T0, T100, T200, and T300.
The corrosion resistance of SDSS depends on several factors, including the ratio of α/γ, grain size, and intermetallic phases. Generally, higher amounts of austenite in SDSS result in higher corrosion resistance (lower corrosion rate). This is because the high amount of austenite shifts the corrosion potential to more positive values while reducing the corrosion current [25].
A comparison of the preheated samples with T0 revealed that the polarization curves gradually shift upwards towards positive potentials. This shift indicates a reduction in the corrosion rate (high corrosion resistance)
Based on the test results, sample T0 displayed the worst corrosion resistance due to its high ferrite content. The potential was reduced significantly from approximately −20 mV to −290 mV vs. a reference electrode compared to the base metal. On the other hand, the corrosion potential of the heat-treated samples remained consistent at around −160 mV, regardless of the temperature. While the increase in temperature led to an increase in the amount of austenite, it was not enough to improve the corrosion resistance between the samples.
Although the heat-treated samples presented lower corrosion potential in comparison to the base metal, when compared to that of the T0 sample, they presented an increase from −290 mV to −160 mV in the potential, which represents a significant increase in the corrosion resistance.
4. Conclusions
The following conclusions could be drawn:
Preheating the base metals was found to be an effective method for increasing the volume fractions of austenite, since the samples T100, T200, and T300 presented acceptable amounts of austenite. As a result, the microstructure consisted of a ferrite matrix with some allotriomorphs grain boundary and intragranular austenite. It is worth noting that none of the samples presented Widmanstätten austenite.
Preheating the base metal also modified the weld bead dimensions, resulting in a 60% increase in the welded area compared to the unheated sample.
The combination of the pulsed laser welding overlap rate and preheating treatment resulted in remelted areas enriched with intragranular austenite, thereby changing the phase balance of the heated samples.
The high microhardness of the unheated sample was due to the presence of ferrite. The preheating caused an increase in the austenite amount, which led to a decrease in microhardness approaching that of the base metal.
The welds subjected to preheating exhibited higher corrosion resistance, as confirmed based on the increased corrosion potential determined through Tafel polarization. It is interesting to note that the Tafel polarization curves for T100, T200, and T300 showed similar results, regardless of the varying preheating temperatures. Despite the increased amount of austenite with higher temperatures, it did not affect the corrosion results.
Based on the results, T100 appears to be the optimal condition since it had acceptable austenite values despite not achieving phase balance. Additionally, the hardness and corrosion resistance values of the samples subjected to this temperature were comparable to those of samples subjected to higher temperatures. Therefore, utilizing this temperature range would lead to energy savings compared to using higher preheating temperatures.
Author Contributions
Conceptualization, E.J.d.C.J., G.S.C. and V.A.V.; methodology, E.J.d.C.J., G.S.C. and F.M.F.A.V.; validation, A.Z. and V.A.V.; formal analysis, F.M.F.A.V. and E.J.d.C.J.; writing—original draft preparation, E.J.d.C.J., G.S.C., F.M.F.A.V. and I.C.; writing—review and editing, I.C.; supervision, I.C., A.Z. and V.A.V. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Köse, C. Fiber laser beam welding of additive manufactured 316L austenitic stainless steel with wrought 2507 super duplex and wrought 904L super austenitic stainless steels: Crystallographic texture, microstructure, and mechanical properties. Vacuum 2023, 215, 112347. [Google Scholar] [CrossRef]
- Gupta, M.K.; Singh, N.; Gupta, N. Deformation behaviour and notch sensitivity of a super duplex stainless steel at different strain rates and temperatures. Int. J. Impact Eng. 2023, 174, 104494. [Google Scholar] [CrossRef]
- Junior, E.J.D.C.; Seloto, B.B.; Ventrella, V.A.; Varasquim, F.M.F.A.; Zambon, A.; Calliari, I.; Gennari, C.; Settimi, A.G. Correction of Phase Balance on Nd: YAG pulsed laser welded uns s32750 using cobalt electroplating technique. Crystals 2023, 13, 256. [Google Scholar] [CrossRef]
- Salvetr, P.; Školáková, A.; Melzer, D.; Brázda, M.; Duchoň, J.; Drahokoupil, J.; Svora, P.; Msallamová, Š.; Novák, P. Characterization of super duplex stainless steel SAF2507 deposited by directed energy deposition. Mater. Sci. Eng. A 2022, 857, 144084. [Google Scholar] [CrossRef]
- Köse, C.; Topal, C. Effect of heat input and post-weld heat treatment on surface, texture, microstructure, and mechanical properties of dissimilar laser beam welded AISI 2507 super duplex to AISI 904L super austenitic stainless steels. J. Manuf. Process. 2022, 73, 861–894. [Google Scholar] [CrossRef]
- Arun, D.; Vimala, R.; Ramkumar, K.D. Investigating the microbial-influenced corrosion of UNS S32750 stainless-steel base alloy and weld seams by biofilm-forming marine bacterium Macrococcus equipercicus. Bioelectrochemistry 2020, 135, 107546. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhao, H.; Zhang, H.; Hu, J.; Jin, J. Microstructure evolution and pitting corrosion behavior of UNS S32750 super duplex stainless steel welds after short-time heat treatment. Corros. Sci. 2017, 121, 22–31. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, H.; Hu, J.; Qi, X.; Bian, Y.; Shen, A.; Xu, P.; Zhao, Y. Microstructure evolution and mechanical properties of briefly heat-treated SAF 2507 super duplex stainless steel welds. Constr. Build. Mater. 2018, 168, 338–345. [Google Scholar] [CrossRef]
- Saravanan, S.; Sivagurumanikandan, N.; Raghukandan, K. Effect of process parameters in microstructural and mechanical properties of Nd:YAG laser welded super duplex stainless steel. Mater. Today Proc. 2021, 39, 1248–1253. [Google Scholar] [CrossRef]
- Cruz Junior, E.J.; Franzini, O.D.; Calliari, I.; Ventrella, V.A. Effects of Nickel Addition on the Microstructure of Laser-Welded UNS S32750 Duplex Stainless Steel. Metall. Mater. Trans. A 2019, 50, 1616–1618. [Google Scholar] [CrossRef]
- Sung, C.; Shin, B.-H.; Chung, W. Effect of Heat Energy Input on Electrochemical Properties of Solution-Annealed Super-Duplex Stainless Steel UNS S 32750 Laser Welding. Int. J. Electrochem. Sci. 2022, 17, 1–9. [Google Scholar] [CrossRef]
- Tahaei, A.; Perez, A.F.M.; Merlin, M.; Valdes, F.A.R.; Garagnani, G.L. Effect of the Addition of Nickel Powder and Post Weld Heat Treatment on the Metallurgical and Mechanical Properties of the Welded UNS S32304 Duplex Stainless Steel. Soldag. Inspeção 2016, 21, 197–208. [Google Scholar] [CrossRef]
- Videira, A.M.; Mendes, W.R.; Ventrella, V.A.; Calliari, I. Increasing the Corrosion Resistance in the UNS S32750 Super Duplex Steel Welded Joints through Hybrid GTAW-Laser Welding and Nitrogen. Materials 2023, 16, 543. [Google Scholar] [CrossRef] [PubMed]
- Peng, J.; Liu, J.; Yang, X.; Ge, J.; Han, P.; Wang, X.; Li, S.; Wang, Y. Numerical Simulation of Preheating Temperature on Molten Pool Dynamics in Laser Deep-Penetration Welding. Coatings 2022, 12, 1280. [Google Scholar] [CrossRef]
- Da Cruz Junior, E.J.; Seloto, B.B.; Ventrella, V.A.; Settimi, A.G.; Gennari, C.; Zambon, A.; Calliari, I. Addition of Nickel by Watts Bath as a Way to Correct the Phase Balance on Nd:YAG Pulsed-Laser-Welded UNS S32750. Metall. Mater. Trans. A 2022, 53, 25–28. [Google Scholar] [CrossRef]
- Abdo, H.S.; Seikh, A.H.; Mohammed, J.A.; Uzzaman, T. Ameliorative Corrosion Resistance and Microstructure Characterization of 2205 Duplex Stainless Steel by Regulating the Parameters of Pulsed Nd:YAG Laser Beam Welding. Metals 2021, 11, 1206. [Google Scholar] [CrossRef]
- Mohammed, G.R.; Ishak, M.; Aqida, S.N.; Abdulhadi, H.A. Effects of Heat Input on Microstructure, Corrosion and Mechanical Characteristics of Welded Austenitic and Duplex Stainless Steels: A Review. Metals 2017, 7, 39. [Google Scholar] [CrossRef]
- Khan, W.N.; Mahajan, S.; Chhibber, R. Investigations on Reformed Austenite in the Microstructure of Dissimilar Super Duplex/Pipeline Steel Weld. Mater. Lett. 2021, 285, 129109. [Google Scholar] [CrossRef]
- Varbai, B.; Pickle, T.; Májlinger, K. Effect of heat input and role of nitrogen on the phase evolution of 2205 duplex stainless steel weldment. Int. J. Press. Vessel. Pip. 2019, 176, 103952. [Google Scholar] [CrossRef]
- Lapsanska, H.; Chmelickova, H.; Hrabovsky, M. Effect of Beam Energy on Weld Geometric Characteristics in Nd:YAG Laser Overlapping 85 Spot Welding of Thin AISI 304 Stainless Steel Sheets. Metall. Mater. Trans. B 2010, 41, 1108–1115. [Google Scholar] [CrossRef]
- Ramkumar, K.D.; Thiruvengatam, G.; Sudharsan, S.P.; Mishra, D.; Arivazhagan, N.; Sridhar, R. Characterization of Weld Strength and Impact Toughness in the Multi-Pass Welding of Super-Duplex Stainless Steel UNS 32750. Mater. Des. 2014, 60, 125–135. [Google Scholar] [CrossRef]
- M-CR-601; Common Requirements Welding and Inspection Of Piping. Norsok Standard: Lysaker, Norway, 2004; pp. 1–13.
- Kang, D.H.; Lee, H.W. Study of the Correlation between Pitting Corrosion and the Component Ratio of the Dual Phase in Duplex Stainless Steel Welds. Corros. Sci. 2013, 74, 396–407. [Google Scholar] [CrossRef]
- Mitra, S.; Kumar, A.; Velu, M. Characterization of Gas Tungsten Arc welded dissimilar joint of AISI2205 and EN10025. Mater. Today: Proc. 2023, 1–6. [Google Scholar] [CrossRef]
- Amiri, E.; Ostovan, F.; Toozandehjani, M.; Shafiei, E.; Mohamed, I.F. Study and selection of most appropriate filler rod for GTAW of S32750 super duplex steel joints: A comprehensive study on microstructural, mechanical and corrosion properties. Mater. Chem. Phys. 2021, 270, 124839. [Google Scholar] [CrossRef]
- Wang, Q.; Gu, G.; Jia, C.; Li, K.; Wu, C. Investigation of microstructure evolution, mechanical and corrosion properties of SAF 2507 super duplex stainless steel joints by keyhole plasma arc welding. J. Mater. Res. Technol. 2023, 22, 355–374. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).