
Internal Diameter Atmospheric-Plasma-Sprayed High-Performance YSZ-Based Thermal Barrier Coatings

Abstract
:1. Introduction
2. Materials and Methods
2.1. Coating Deposition
2.2. Mechanical Properties Measurement
2.3. Thermal Shock Test
2.4. Particle Erosion Test
2.5. Characterization
3. Results
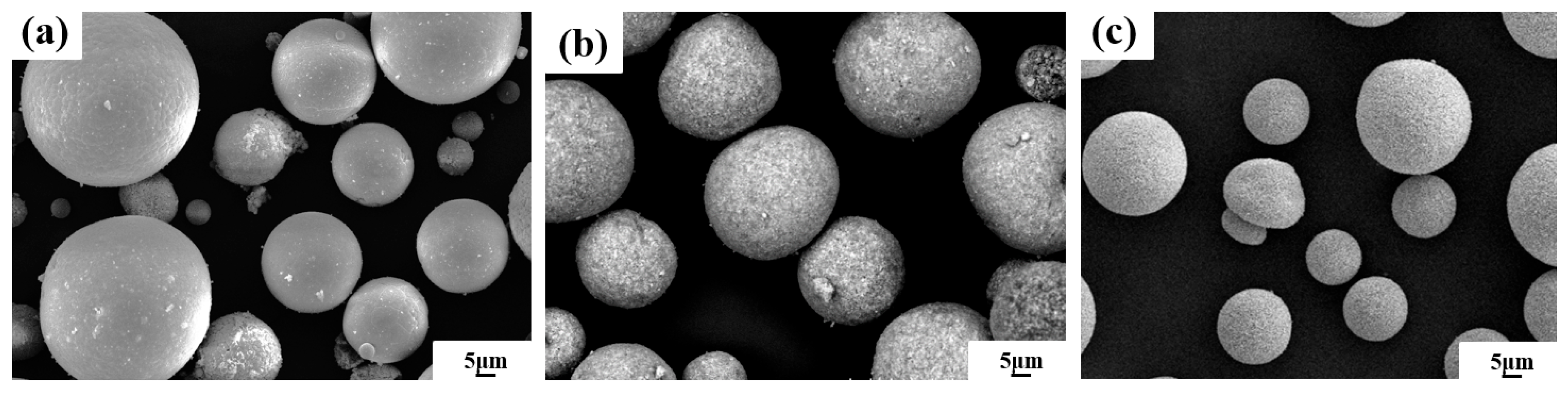
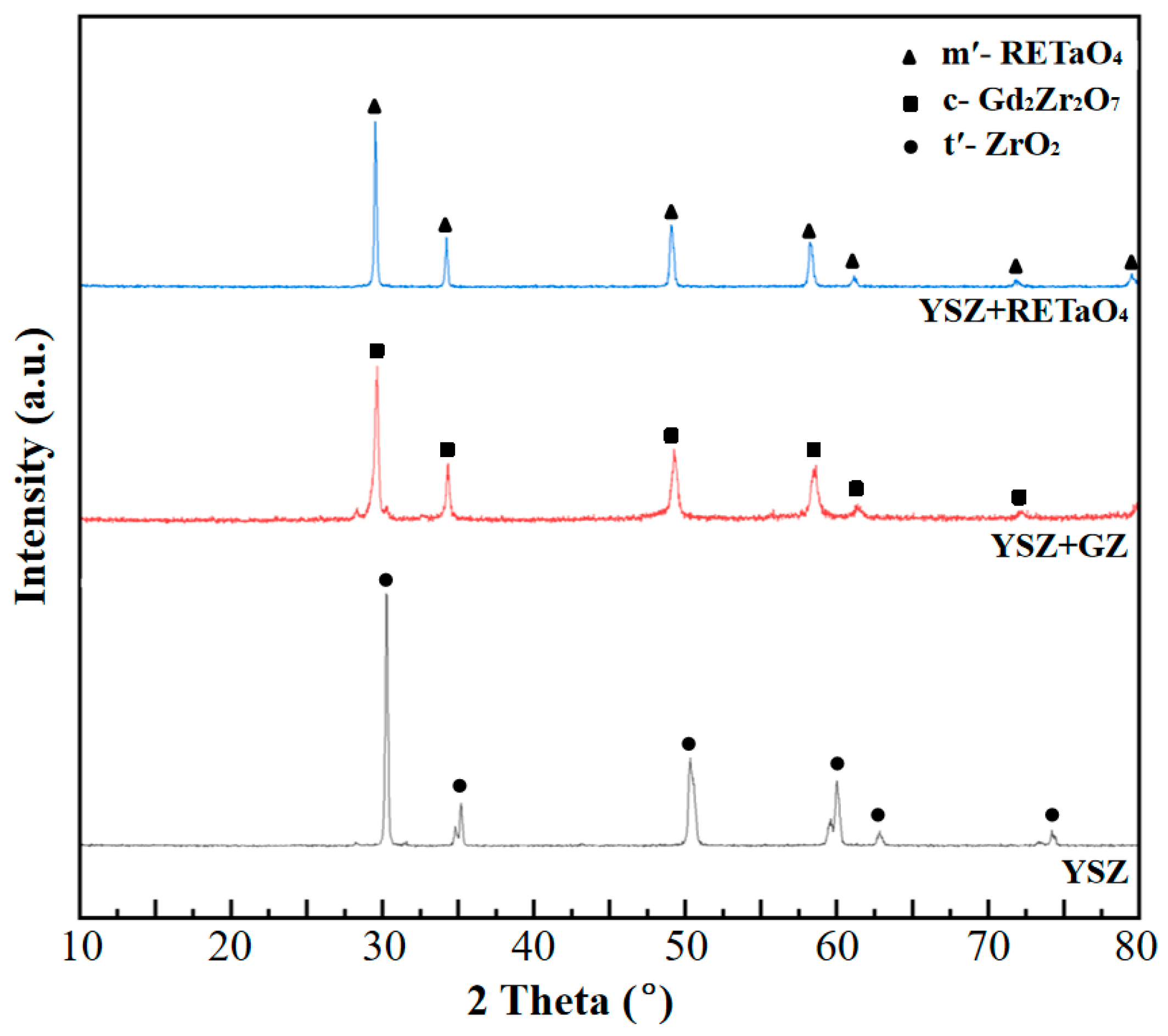
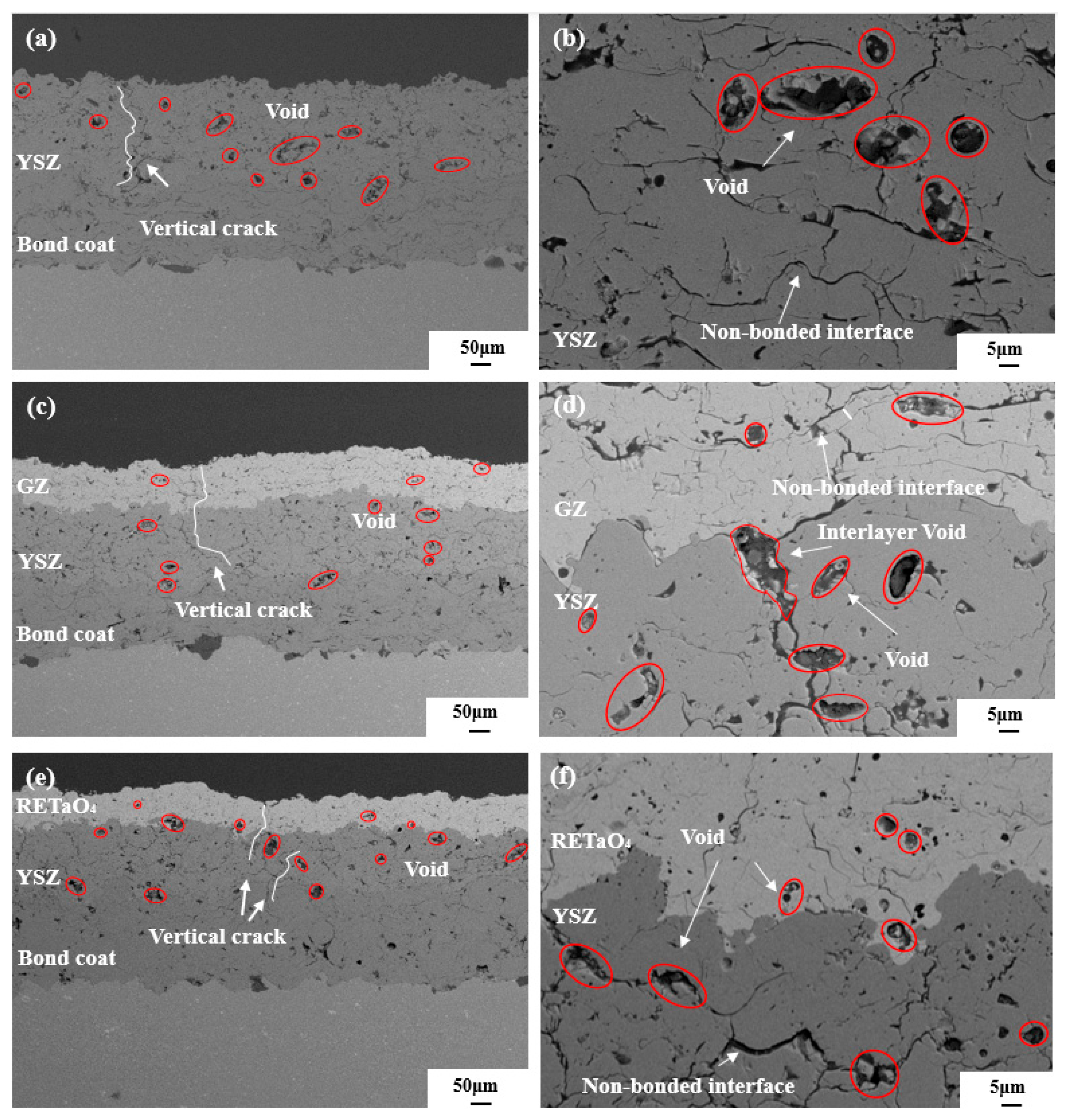
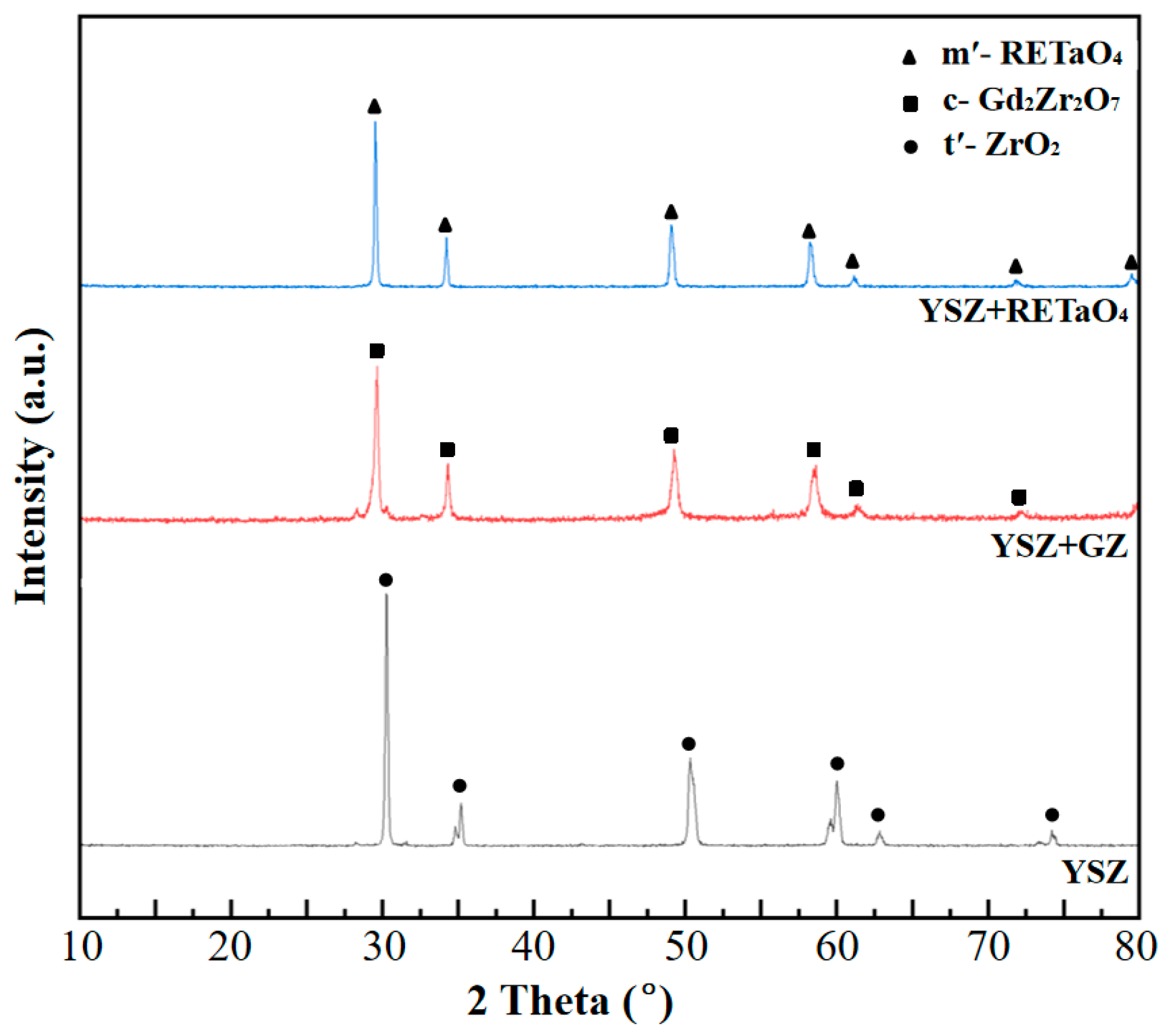
3.1. Microstructure of as-Sprayed Coatings
3.2. Mechanical Properties
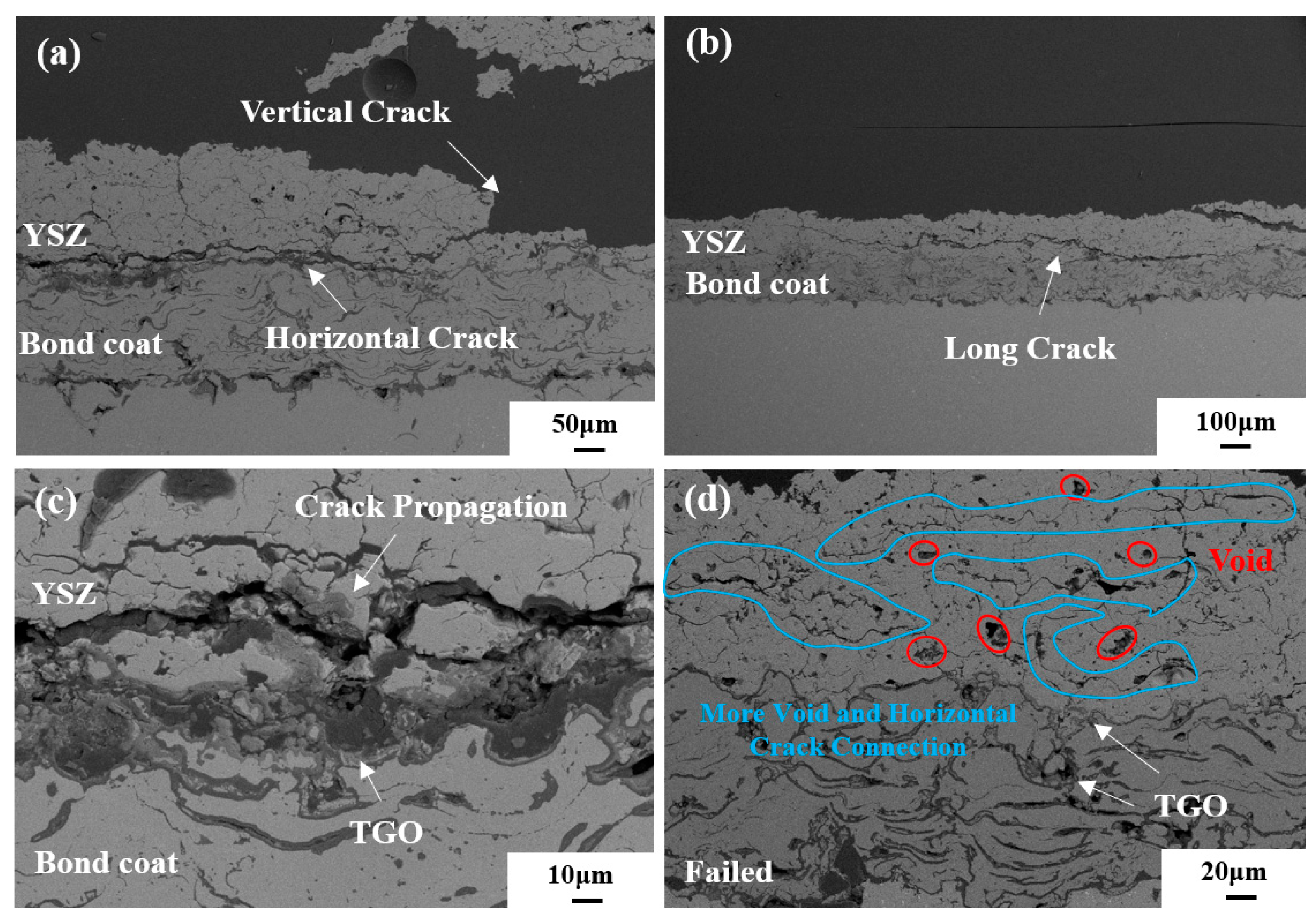
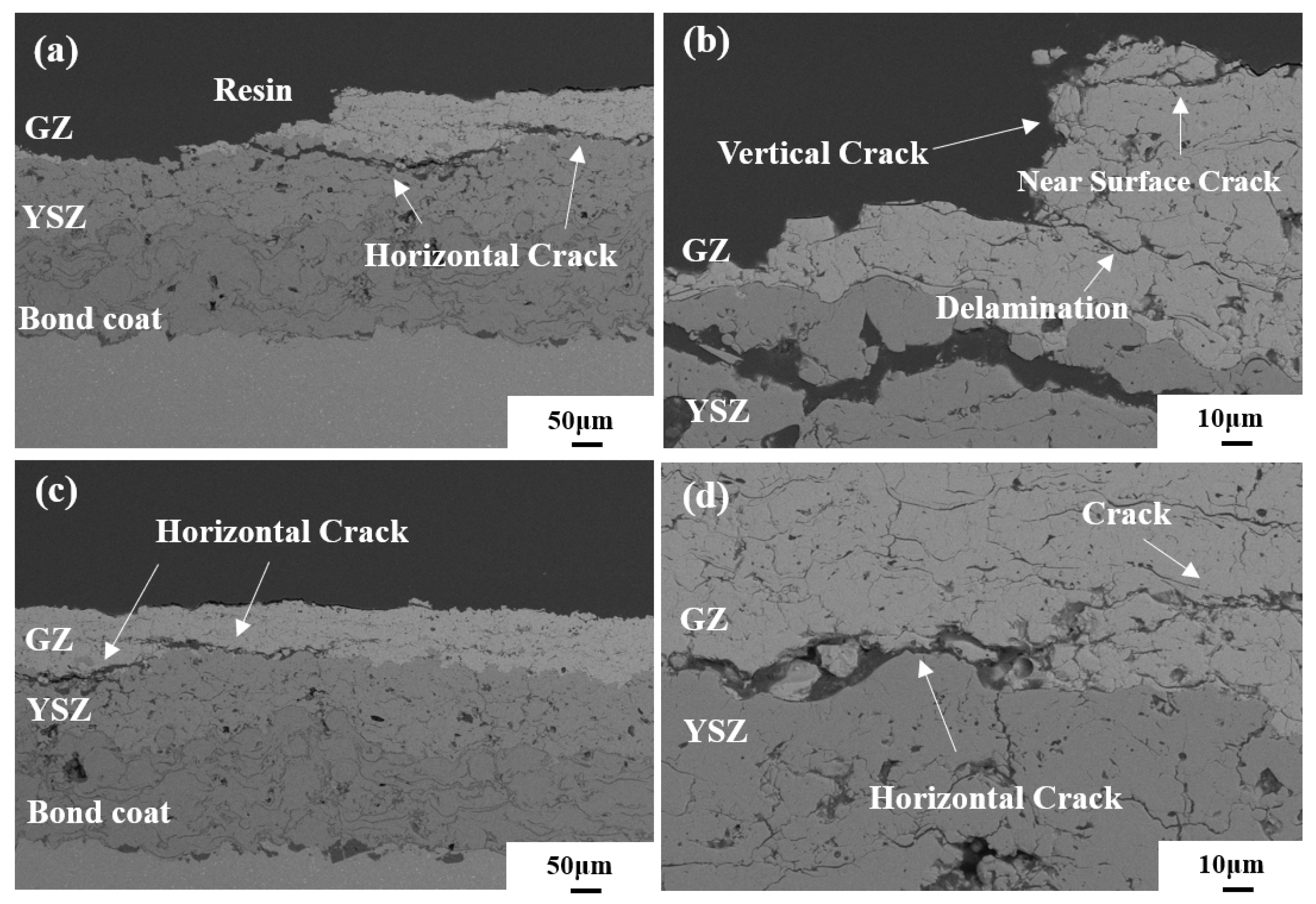
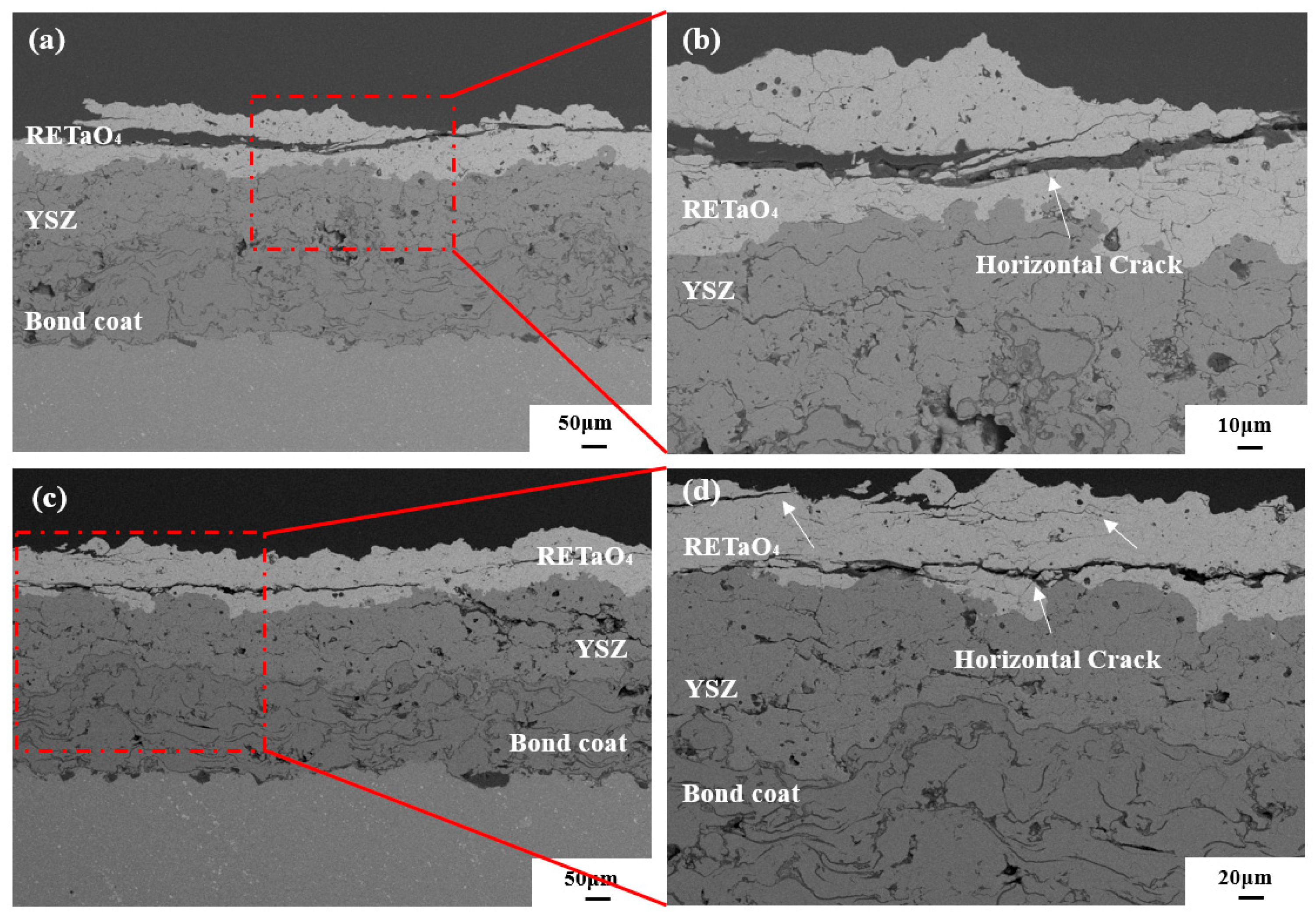
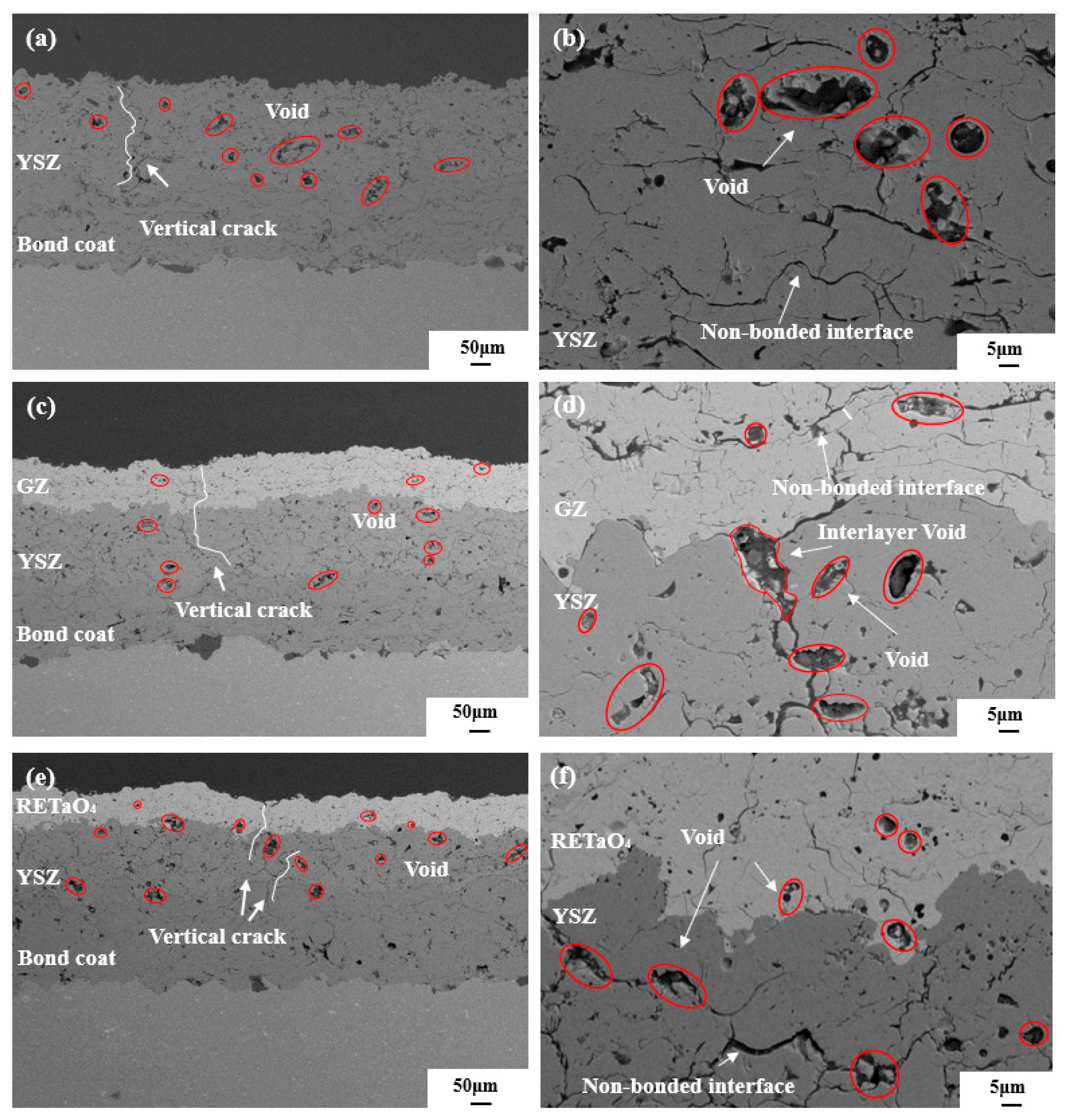
3.3. Thermal Shock Resistance
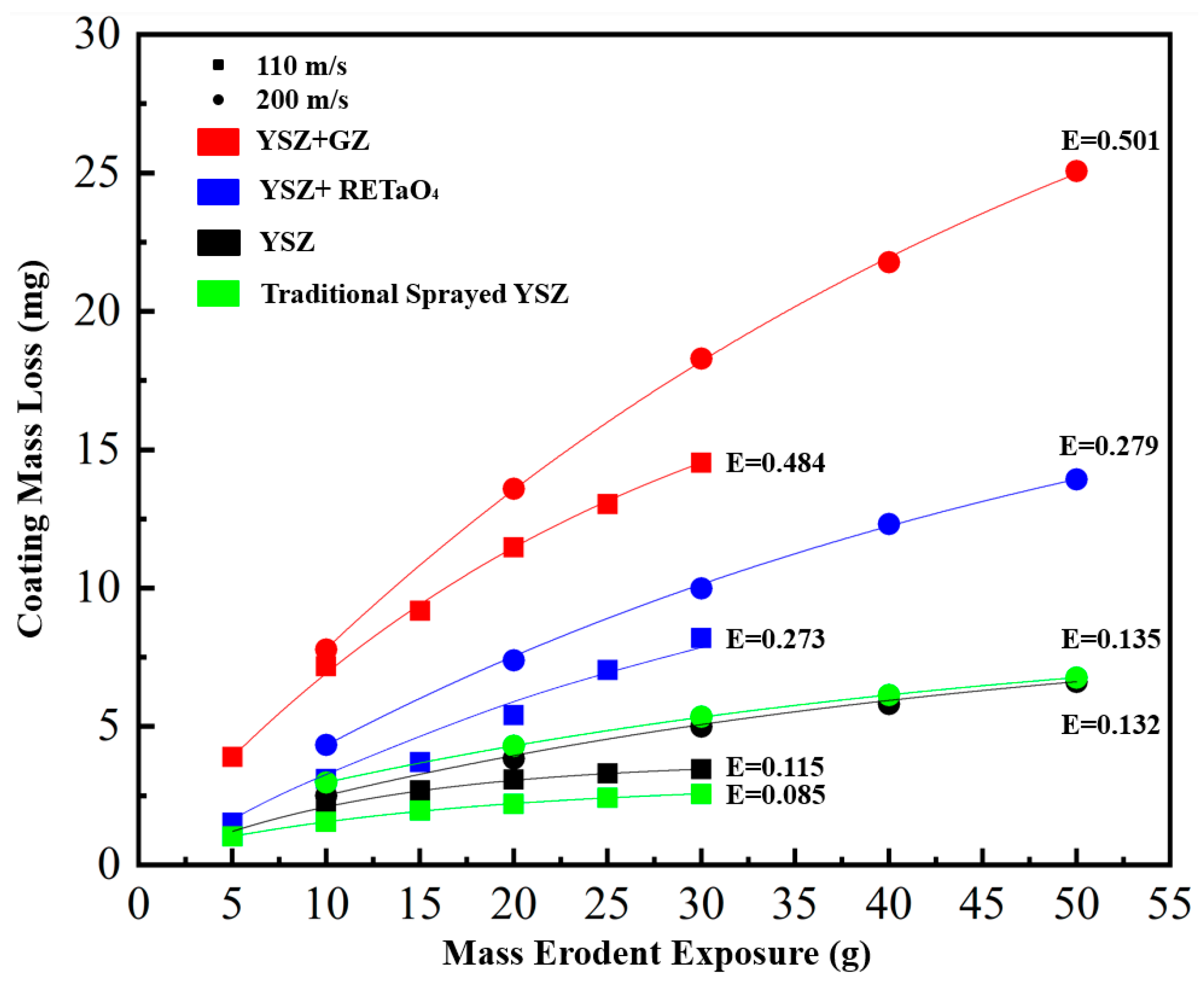
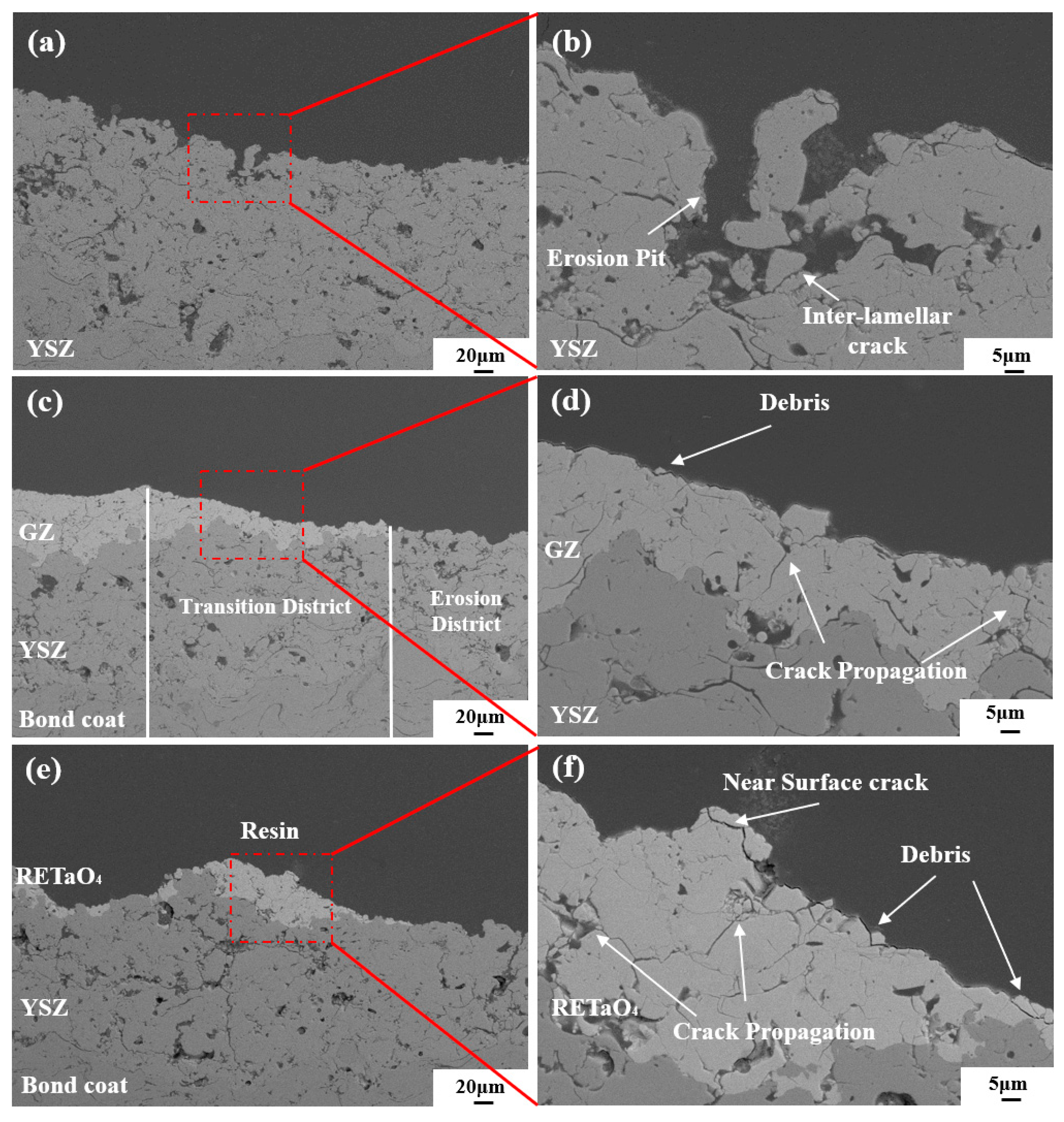
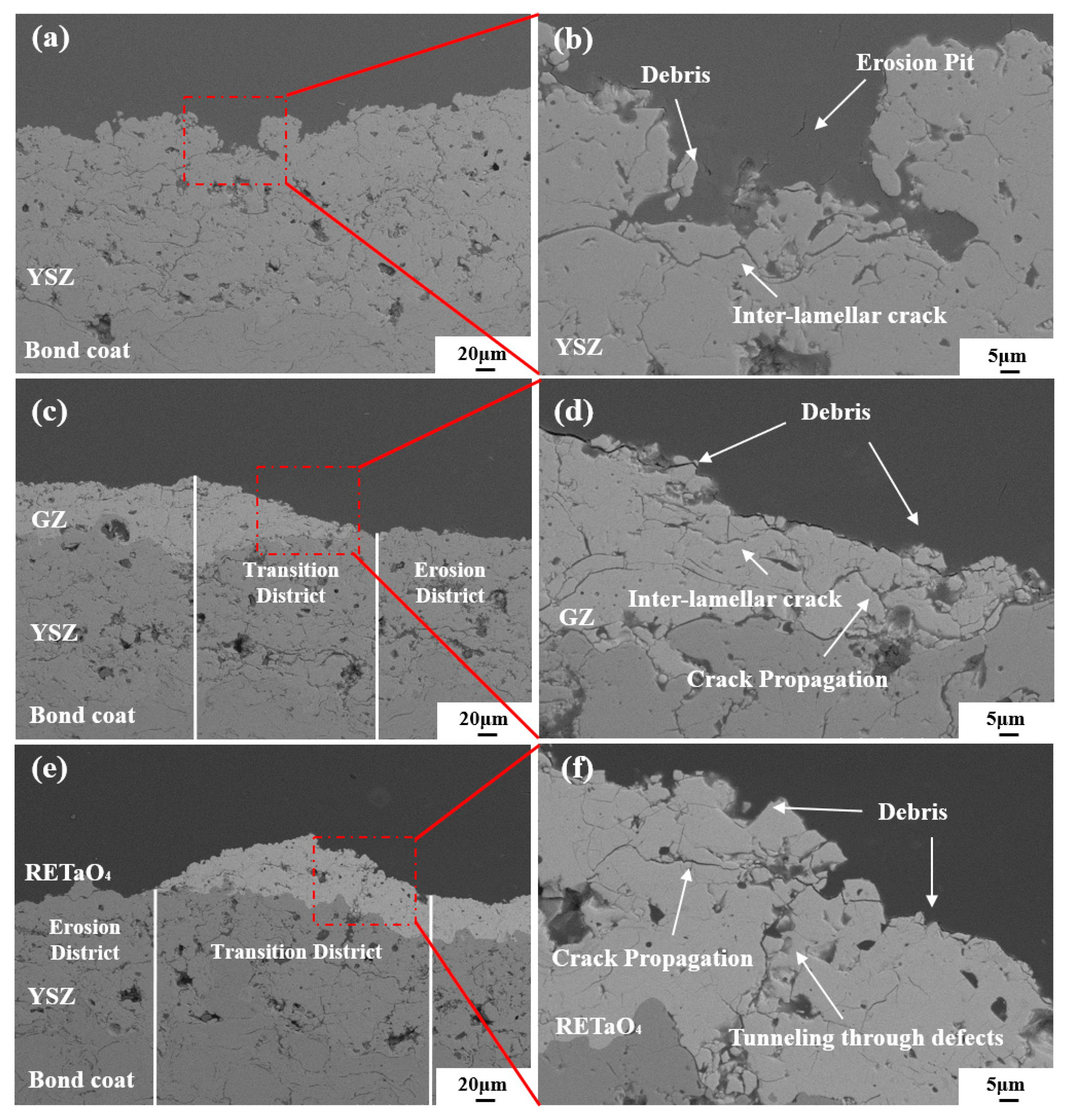
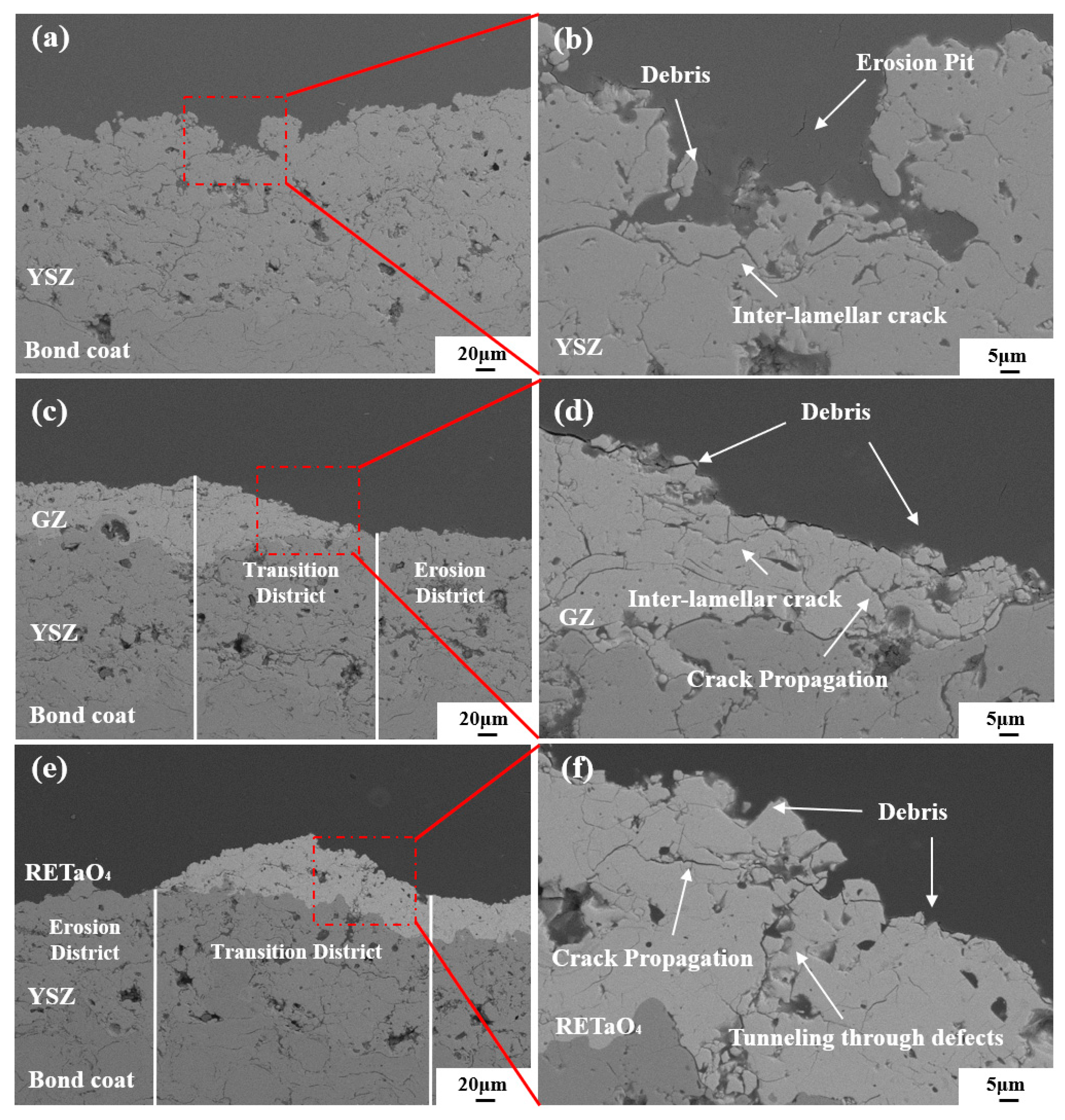
3.4. Particle Erosion Resistance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Padture, N.; Gell, M.; Jordan, E. Thermal barrier coatings for gas-turbine engine applications. Science 2002, 296, 280–284. [Google Scholar] [CrossRef]
- Ernst, P.; Garcia, J.; Froelund, K. Technology and Contribution of SUMEBore Cylinder Liner Surface Coatings on Lubricant Oil Consumption Reduction on an EMD710 Diesel Engine. In Proceedings of the ASME 2012 Internal Combustion Engine Division Fall Technical Conference, Vancouver, BC, Canada, 23–26 September 2012; pp. 907–914. [Google Scholar]
- Gérard, B. Application of thermal spraying in the automobile industry. Surf. Coat. Technol. 2006, 201, 2028–2031. [Google Scholar] [CrossRef]
- Reitz, R.; Ogawa, H.; Payri, R.; Fansler, T.; Kokjohn, S.; Moriyoshi, Y.; Agarwal, A.; Arcoumanis, D.; Assanis, D.; Bae, C. IJER editorial: The future of the internal combustion engine. Int. J. Engine Res. 2019, 21, 3–10. [Google Scholar] [CrossRef]
- Ekström, M.; Thibblin, A.; Tjernberg, A.; Blomqvist, C.; Jonsson, S. Evaluation of internal thermal barrier coatings for exhaust manifolds. Surf. Coat. Technol. 2015, 272, 198–212. [Google Scholar] [CrossRef]
- Gautam, S.; Singh, R.; Vibhuti, A.; Sangwan, G.; Mahanta, T.; Gobinath, N.; Feroskhan, M. Thermal barrier coatings for internal combustion engines: A review. Mater. Today Proc. 2022, 51, 1554–1560. [Google Scholar] [CrossRef]
- Morawitz, U.; Mehring, J.; Schramm, L. Benefits of Thermal Spray Coatings in Internal Combustion Engines, with Specific View on Friction Reduction and Thermal Management; SAE Technical Paper Series; SAE International: Warrendale, PA, USA, 2013. [Google Scholar]
- Feuerstein, A.; Knapp, J.; Taylor, T.; Ashary, A.; Bolcavage, A.; Hitchman, N. Technical and Economical Aspects of Current Thermal Barrier Coating Systems for Gas Turbine Engines by Thermal Spray and EBPVD: A Review. J. Therm. Spray Technol. 2008, 17, 199–213. [Google Scholar] [CrossRef]
- Tillmann, W.; Schaak, C.; Hagen, L.; Mauer, G.; Matthäus, G. Internal Diameter Coating Processes for Bond Coat (HVOF) and Thermal Barrier Coating (APS) Systems. J. Therm. Spray Technol. 2018, 28, 233–241. [Google Scholar] [CrossRef]
- Darut, G.; Liao, H.; Coddet, C.; Bordes, J.; Diaby, M. Steel coating application for engine block bores by Plasma Transferred Wire Arc spraying process. Surf. Coat. Technol. 2015, 268, 115–122. [Google Scholar] [CrossRef]
- Liu, M.; Wang, H.; Jiang, Y.; Guo, Y.; Zhao, K. Experimental Analysis on the Environment of Internal Plasma Spraying Techniques. Appl. Mech. Mater. 2012, 184–185, 1480–1485. [Google Scholar] [CrossRef]
- Li, W.; Li, C. Optimal Design of a Novel Cold Spray Gun Nozzle at a Limited Space. J. Therm. Spray Technol. 2005, 14, 391–396. [Google Scholar] [CrossRef]
- Venturi, F.; Kamnis, S.; Hussain, T. Internal diameter HVOAF thermal spray of carbon nanotubes reinforced WC-Co composite coatings. Mater. Des. 2021, 202, 109566–109575. [Google Scholar] [CrossRef]
- Candel, A.; Gadow, R.; López, D. Advanced Robot Assisted Manufacturing and Control System for the Internal HVOF Series Coating Process of Cylinder Bores in Light Weight Engine Manufacturing. SAE Trans. 2004, 113, 232–237. [Google Scholar]
- Tang, L.; Kang, J.; He, P.; Ding, S.; Chen, S.; Liu, M.; Xiong, Y.; Ma, G.; Wang, H. Effects of spraying conditions on the microstructure and properties of NiCrBSi coatings prepared by internal rotating plasma spraying. Surf. Coat. Technol. 2019, 374, 625–633. [Google Scholar] [CrossRef]
- Lyphout, C.; Björklund, S. Internal Diameter HVAF Spraying for Wear and Corrosion Applications. J. Therm. Spray Technol. 2014, 24, 235–243. [Google Scholar] [CrossRef]
- Ernst, P. SUMEBore—The Coating Solution to Protect Cylinder Liner Surfaces. SAE Int. J. Engines 2012, 5, 1802–1811. [Google Scholar] [CrossRef]
- Friis, M.; Persson, C.; Wigren, J. Influence of particle in-flight characteristics on the microstructure of atmospheric plasma sprayed yttria stabilized ZrO2. Surf. Coat. Technol. 2001, 141, 115–127. [Google Scholar] [CrossRef]
- Huang, T.; Deng, C.; Song, P.; Lü, J.; Li, C.; Shu, Y.; Sun, B.; Ahmad, S.; Ji, Q.; Yi, J. Effect of the interface morphology and initial nanocrack on the fracture property of a ceramic reinforced plasma-sprayed coating. Ceram. Int. 2020, 46, 24930–24939. [Google Scholar] [CrossRef]
- Léger, A.; Wigren, J.; Hansson, M. Development of a process window for a NiCoCrAlY plasma-sprayed coating. Surf. Coat. Technol. 1998, 108–109, 86–92. [Google Scholar] [CrossRef]
- Huang, T.; Song, P.; Ji, Q.; Zhai, R.; Huang, Y.; Zheng, B.; Yi, J. Effect of in-situ oxidation on the nanomechanical evolution of Fe-base coating with ceramic particles produced by internal rotating plasma spraying. Ceram. Int. 2019, 45, 19856–19863. [Google Scholar] [CrossRef]
- Ernst, P.; Distler, B. Optimizing the Cylinder Running Surface/Piston System of Internal Combustion Engines towards Lower Emissions; SAE Technical Paper Series; SAE International: Warrendale, PA, USA, 2012. [Google Scholar]
- Ballard, J.; Davenport, J.; Lewis, C.; Nelson, W.; Doremus, R.; Schadler, L. Phase Stability of Thermal Barrier Coatings Made from 8 wt.% Yttria Stabilized Zirconia: A Technical Note. J. Therm. Spray Technol. 2003, 12, 34–37. [Google Scholar] [CrossRef]
- Dewhurst, J.; Lowther, J. Relative stability, structure, and elastic properties of several phases of pure zirconia. Phys. Rev. B 1998, 57, 741–747. [Google Scholar] [CrossRef]
- Fang, H.; Wang, W.; Huang, J.; Ye, D. Investigation of CMAS resistance of sacrificial plasma-sprayed mullite-YSZ protective layer on 8YSZ thermal barrier coating. Corros. Sci. 2020, 173, 108764–108772. [Google Scholar] [CrossRef]
- Huang, J.; Chu, X.; Yang, T.; Fang, H.; Ye, D.; Wang, W.; Zhang, X.; Sun, W.; Huang, R.; Li, C. Achieving high anti-sintering performance of plasma-sprayed YSZ thermal barrier coatings through pore structure design. Surf. Coat. Technol. 2022, 435, 128259–128271. [Google Scholar] [CrossRef]
- Huang, J.; Wang, W.; Li, Y.; Fang, H.; Ye, D.; Zhang, X.; Tu, S. Improve durability of plasma-splayed thermal barrier coatings by decreasing sintering-induced stiffening in ceramic coatings. J. Eur. Ceram. Soc. 2020, 40, 1433–1442. [Google Scholar] [CrossRef]
- Qiao, X.; Wang, Y.M.; Weng, W.; Liu, B.; Li, Q. Influence of pores on mechanical properties of plasma sprayed coatings: Case study of YSZ thermal barrier coatings. Ceram. Int. 2018, 44, 21564–21577. [Google Scholar] [CrossRef]
- Yang, T.; Wang, W.; Huang, J.; Wang, L.; Yang, Z.; Fang, H.; Ye, D. Thermal Shock Resistance and Bonding Strength of Novel-Structured Thermal Barrier Coatings with Different Microstructure. J. Therm. Spray Technol. 2022, 31, 1540–1555. [Google Scholar] [CrossRef]
- Gok, M.; Goller, G. State of the Art of Gadolinium Zirconate Based Thermal Barrier Coatings: Design, Processing and Characterization, 1st ed.; IntechOpen: London, UK, 2019. [Google Scholar]
- Carpio, P.; Salvador, M.; Borrell, A.; Sánchez, E. Thermal behaviour of multilayer and functionally-graded YSZ/Gd2Zr2O7 coatings. Ceram. Int. 2017, 43, 4048–4054. [Google Scholar] [CrossRef]
- Wang, J.; Zhou, Y.; Chong, X.; Zhou, R.; Feng, J. Microstructure and thermal properties of a promising thermal barrier coating: YTaO4. Ceram. Int. 2016, 42, 13876–13881. [Google Scholar] [CrossRef]
- Shian, S.; Sarin, P.; Gurak, M.; Baram, M.; Kriven, W.; Clarke, D. The tetragonal–monoclinic, ferroelastic transformation in yttrium tantalate and effect of zirconia alloying. Acta Mater. 2014, 69, 196–202. [Google Scholar] [CrossRef]
- Stöver, D.; Pracht, G.; Lehmann, H.; Dietrich, M.; Döring, J.E.; Vaßen, R. New Material Concepts for the Next Generation of Plasma-Sprayed Thermal Barrier Coatings. J. Therm. Spray Technol. 2004, 13, 76–83. [Google Scholar] [CrossRef]
- Schelling, P.; Phillpot, S.; Grimes, R. Optimum pyrochlore compositions for low thermal conductivity. Philos. Mag. Lett. 2004, 84, 127–137. [Google Scholar] [CrossRef]
- Yang, J.; Shahid, M.; Zhao, M.; Feng, J.; Wan, C.; Pan, W. Physical properties of La2B2O7(B Zr, Sn, Hf and Ge) pyrochlore: First-principles calculations. J. Alloys Compd. 2016, 663, 834–841. [Google Scholar] [CrossRef]
- Zhao, F.; Xiao, H.; Bai, X.; Liu, Z.; Zu, X. Effects of doping Yb3+, La3+, Ti4+, Hf4+, Ce4+ cations on the mechanical properties, thermal conductivity, and electronic structures of Gd2Zr2O7. J. Alloys Compd. 2019, 776, 306–318. [Google Scholar] [CrossRef]
- Leckie, R.M.; Krämer, S.; Rühle, M.; Levi, C.G. Thermochemical compatibility between alumina and ZrO2–GdO3/2 thermal barrier coatings. Acta Mater. 2005, 53, 3281–3292. [Google Scholar] [CrossRef]
- Wu, P.; Chong, X.; Wu, F.; Hu, M.; Guo, H.; Feng, J. Investigation of the thermophysical properties of (Y1-xYbx)TaO4 ceramics. J. Eur. Ceram. Soc. 2020, 40, 3111–3121. [Google Scholar] [CrossRef]
- Chen, L.; Hu, M.; Guo, J.; Chong, X.; Feng, J. Mechanical and thermal properties of RETaO4 (RE = Yb, Lu, Sc) ceramics with monoclinic-prime phase. J. Mater. Sci. Technol. 2020, 52, 20–28. [Google Scholar] [CrossRef]
- Wang, J.; Chong, X.; Zhou, R.; Feng, J. Microstructure and thermal properties of RETaO4 (RE = Nd, Eu, Gd, Dy, Er, Yb, Lu) as promising thermal barrier coating materials. Scr. Mater. 2017, 126, 24–28. [Google Scholar] [CrossRef]
- Ma, W.; Gong, S.; Li, H.; Xu, H. Novel thermal barrier coatings based on La2Ce2O7/8YSZ double-ceramic-layer systems deposited by electron beam physical vapor deposition. Surf. Coat. Technol. 2008, 202, 2704–2708. [Google Scholar] [CrossRef]
- Wang, L.; Wang, Y.; Sun, X.; He, J.; Pan, Z.; Wang, C. Thermal shock behavior of 8YSZ and double-ceramic-layer La2Zr2O7/8YSZ thermal barrier coatings fabricated by atmospheric plasma spraying. Ceram. Int. 2012, 38, 3595–3606. [Google Scholar] [CrossRef]
- Sadri, E.; Ashrafizadeh, F.; Eslami, A.; Jazi, H.; Ehsaei, H. Thermal shock performance and microstructure of advanced multilayer thermal barrier coatings with Gd2Zr2O7 topcoat. Surf. Coat. Technol. 2022, 448, 128892–128905. [Google Scholar] [CrossRef]
- Mahade, S.; Curry, N.; Björklund, S.; Markocsan, N.; Nylén, P.; Vaßen, R. Functional performance of Gd2Zr2O7/YSZ multi-layered thermal barrier coatings deposited by suspension plasma spray. Surf. Coat. Technol. 2017, 318, 208–216. [Google Scholar] [CrossRef]
- Viswanathan, V.; Dwivedi, G.; Sampath, S.; Faber, K. Multilayer, Multimaterial Thermal Barrier Coating Systems: Design, Synthesis, and Performance Assessment. J. Am. Ceram. Soc. 2015, 98, 1769–1777. [Google Scholar] [CrossRef]
- Yang, Z.; Wang, W.; Deng, S.; Fang, H.; Yang, T.; Wang, L. Thermal Shock Behavior and Particle Erosion Resistance of Toughened GZ Coatings Prepared by Atmospheric Plasma Spraying. Coatings 2021, 11, 1477. [Google Scholar] [CrossRef]
- Bakan, E.; Mack, D.; Mauer, G.; Vaßen, R.; Troczynski, T. Gadolinium Zirconate/YSZ Thermal Barrier Coatings: Plasma Spraying, Microstructure, and Thermal Cycling Behavior. J. Am. Ceram. Soc. 2014, 97, 4045–4051. [Google Scholar] [CrossRef]
- Vaßen, R.; Traeger, F.; Stöver, D. New Thermal Barrier Coatings Based on Pyrochlore/YSZ Double-Layer Systems. Int. J. Appl. Ceram. Technol. 2005, 1, 351–361. [Google Scholar] [CrossRef]
- Feng, J.; Wang, J.; Yang, K.; Rong, J. Microstructure and performance of YTaO4 coating deposited by atmospheric plasma spraying on TC4 titanium alloy surface. Surf. Coat. Technol. 2022, 431, 128004–128011. [Google Scholar] [CrossRef]
- Ostojic, P.; McPherson, R. Indention toughness testing of plasma sprayed coatings. Mater. Forum 1987, 10, 247–255. [Google Scholar]
- Cao, X.Q.; Vassen, R.; Stoever, D. Ceramic materials for thermal barrier coatings. J. Eur. Ceram. Soc. 2004, 24, 1–10. [Google Scholar] [CrossRef]
- Guo, H.; Vaßen, R.; Stöver, D. Atmospheric plasma sprayed thick thermal barrier coatings with high segmentation crack density. Surf. Coat. Technol. 2004, 186, 353–363. [Google Scholar] [CrossRef]
- Lv, B.; Mücke, R.; Fan, X.; Wang, T.; Guillon, O.; Vaßen, R. Sintering resistance of advanced plasma-sprayed thermal barrier coatings with strain-tolerant microstructures. J. Eur. Ceram. Soc. 2018, 38, 5092–5100. [Google Scholar] [CrossRef]
- Ranjbar-Far, M.; Absi, J.; Mariaux, G.; Shahidi, S. Effect of Residual Stresses and Prediction of Possible Failure Mechanisms on Thermal Barrier Coating System by Finite Element Method. J. Therm. Spray Technol. 2010, 19, 1054–1061. [Google Scholar] [CrossRef]
- Yang, Z.; Yang, K.; Wang, W.; Yang, T.; Fang, H.; Qiang, L.; Zhang, X.; Zhang, C. Investigation of Thermal Shock Behavior of Multilayer Thermal Barrier Coatings with Superior Erosion Resistance Prepared by Atmospheric Plasma Spraying. Coatings 2022, 12, 804. [Google Scholar] [CrossRef]
- Li, C.; Yang, G.; Ohmori, A. Relationship between particle erosion and lamellar microstructure for plasma-sprayed alumina coatings. Wear 2006, 260, 1166–1172. [Google Scholar] [CrossRef]
- Mahade, S.; Venkat, A.; Curry, N.; Leitner, M.; Joshi, S. Erosion Performance of Atmospheric Plasma Sprayed Thermal Barrier Coatings with Diverse Porosity Levels. Coatings 2021, 11, 86. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating | YSZ | YSZ + GZ | YSZ + RETaO4 |
|---|---|---|---|
| Bond Coat | NiCrAlY | NiCrAlY | NiCrAlY |
| Ceramic Coat 1 | YSZ | YSZ | YSZ |
| Ceramic Coat 2 | YSZ | GZ | RETaO4 |
| Parameters | Bond Coat | Ceramic Coat |
|---|---|---|
| Current, A | 380 | 360 |
| Power, kW | 12 | 12 |
| Primary Gas flow rate, Ar, L/min | 40 | 30 |
| Second Gas flow rate, H2, L/min | 2.5 | 3.5 |
| Carrier gas flow rate, Ar, L/min | 2.5 | 2.5 |
| Spray distance, mm | 35 | 35 |
| Traverse speed of gun, mm/s | 400 | 400 |
| Powder feeding rate, % | 8 | 12.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Wang, W.; Yang, Z.; Liu, Y.; Wang, Y.; Liu, W. Internal Diameter Atmospheric-Plasma-Sprayed High-Performance YSZ-Based Thermal Barrier Coatings. Coatings 2023, 13, 1868. https://doi.org/10.3390/coatings13111868
Li H, Wang W, Yang Z, Liu Y, Wang Y, Liu W. Internal Diameter Atmospheric-Plasma-Sprayed High-Performance YSZ-Based Thermal Barrier Coatings. Coatings. 2023; 13(11):1868. https://doi.org/10.3390/coatings13111868
Chicago/Turabian StyleLi, Hongchen, Weize Wang, Zining Yang, Yangguang Liu, Yihao Wang, and Wei Liu. 2023. "Internal Diameter Atmospheric-Plasma-Sprayed High-Performance YSZ-Based Thermal Barrier Coatings" Coatings 13, no. 11: 1868. https://doi.org/10.3390/coatings13111868
APA StyleLi, H., Wang, W., Yang, Z., Liu, Y., Wang, Y., & Liu, W. (2023). Internal Diameter Atmospheric-Plasma-Sprayed High-Performance YSZ-Based Thermal Barrier Coatings. Coatings, 13(11), 1868. https://doi.org/10.3390/coatings13111868