
Investigation of Physical and Chemical Properties of Bitumen Modified with Waste Vegetable Oil and Waste Agricultural Ash for Use in Flexible Pavements

 , , and
, , and
Abstract
:1. Introduction
1.1. Purpose and Importance of the Study
1.2. Literature Studies on Modifications of Bituminous Binders with Waste Vegetable Oil, Waste Agricultural Ash, and Other Modifiers
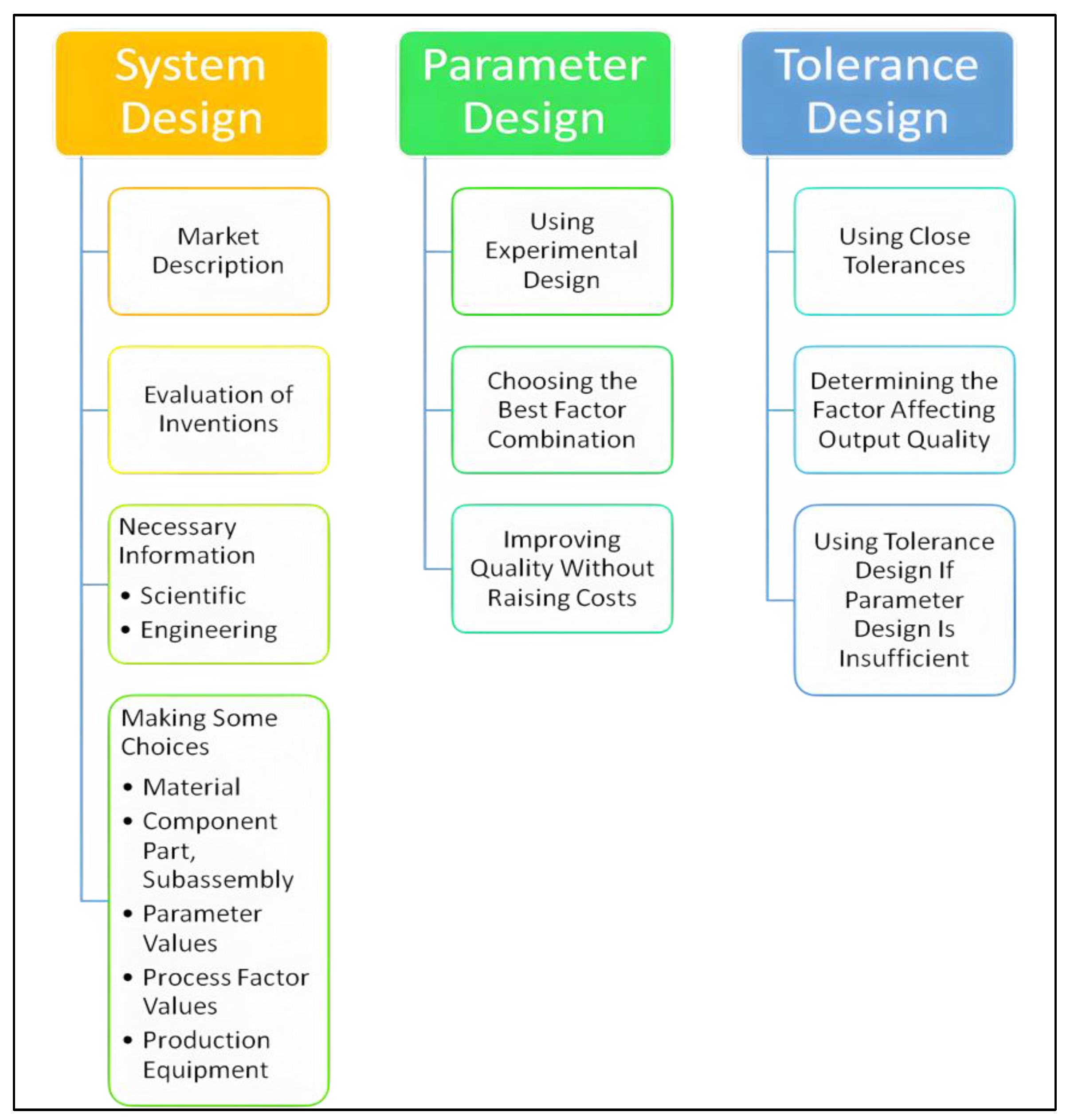
1.3. Taguchi Method
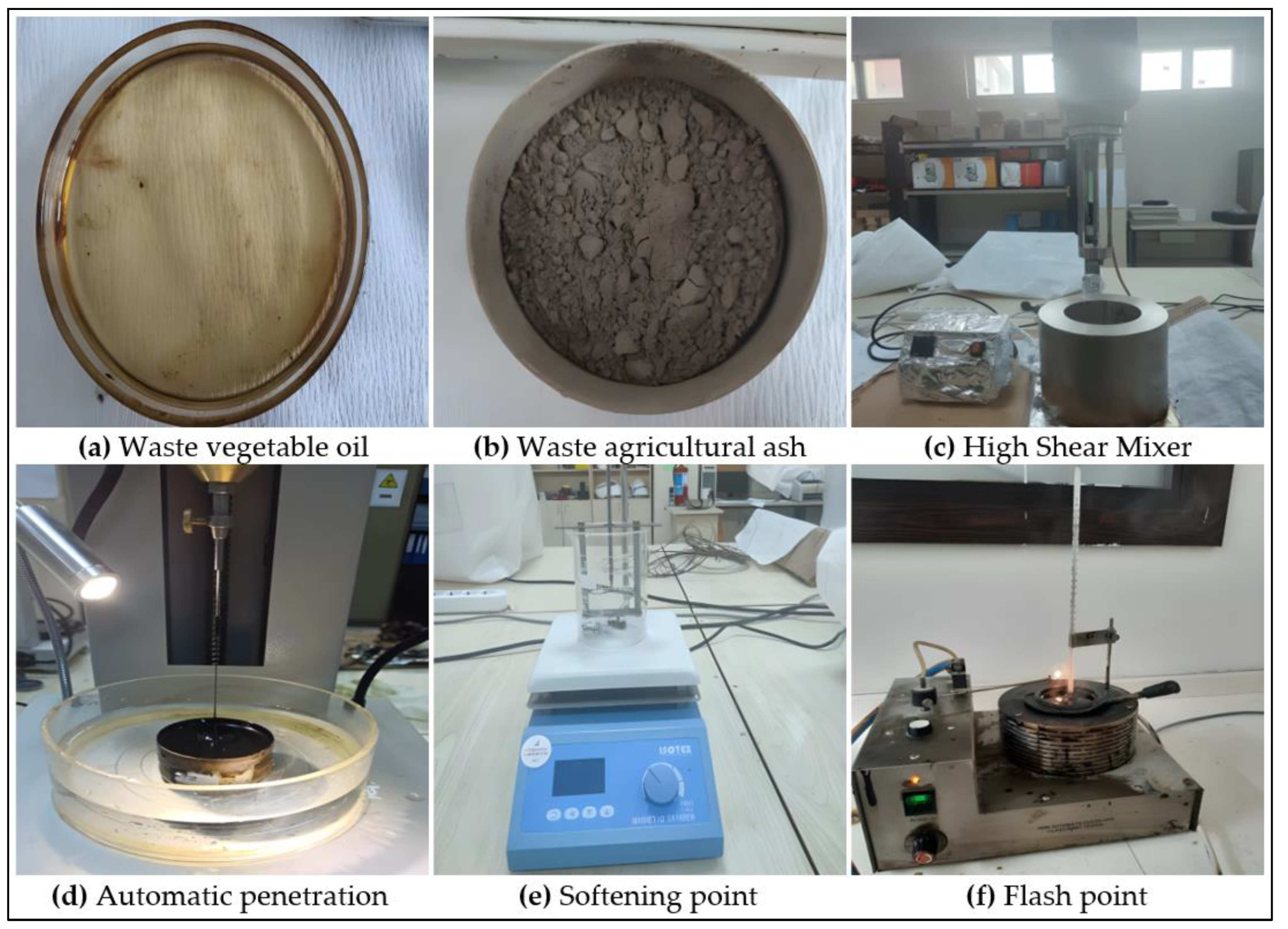
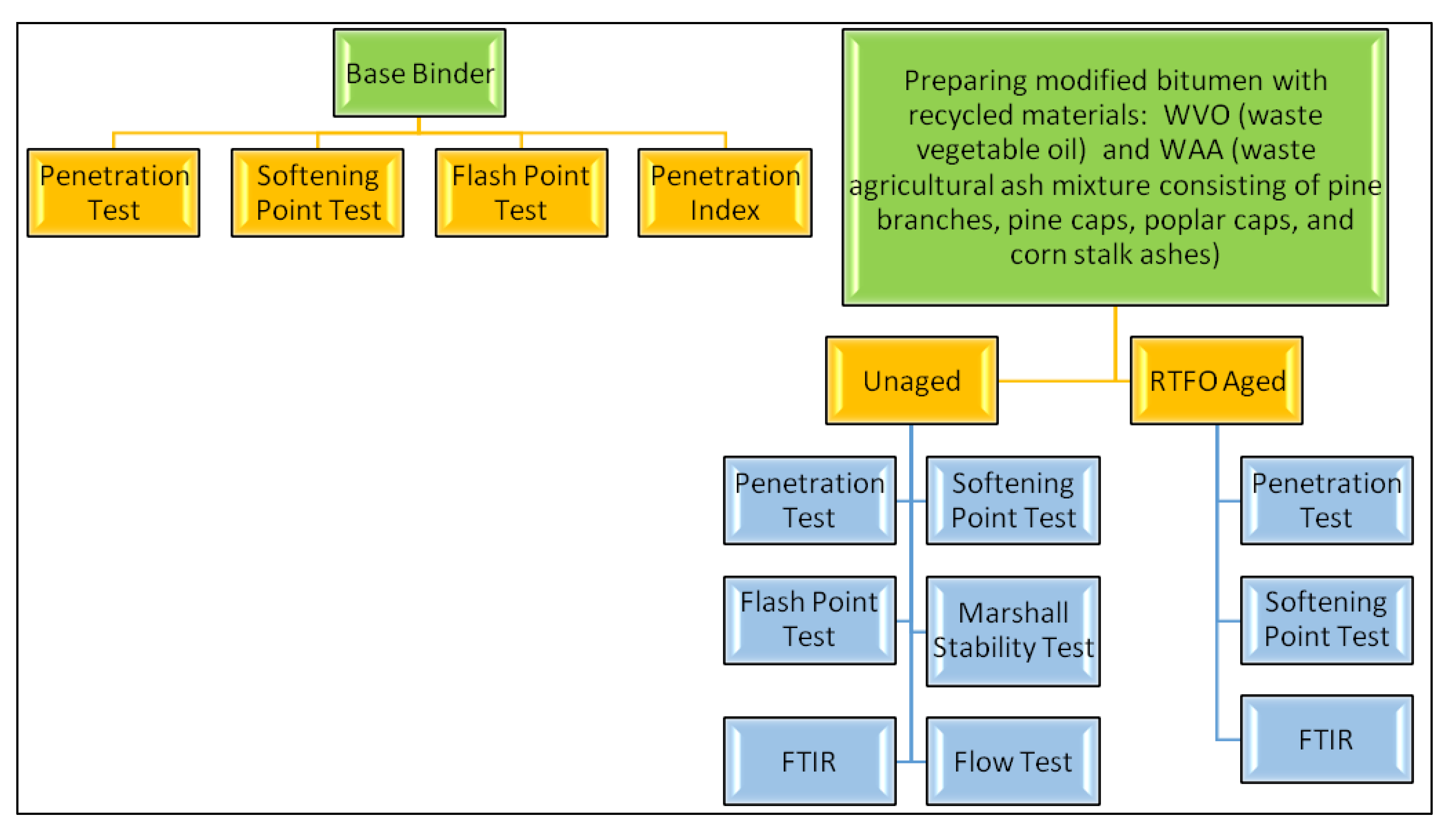
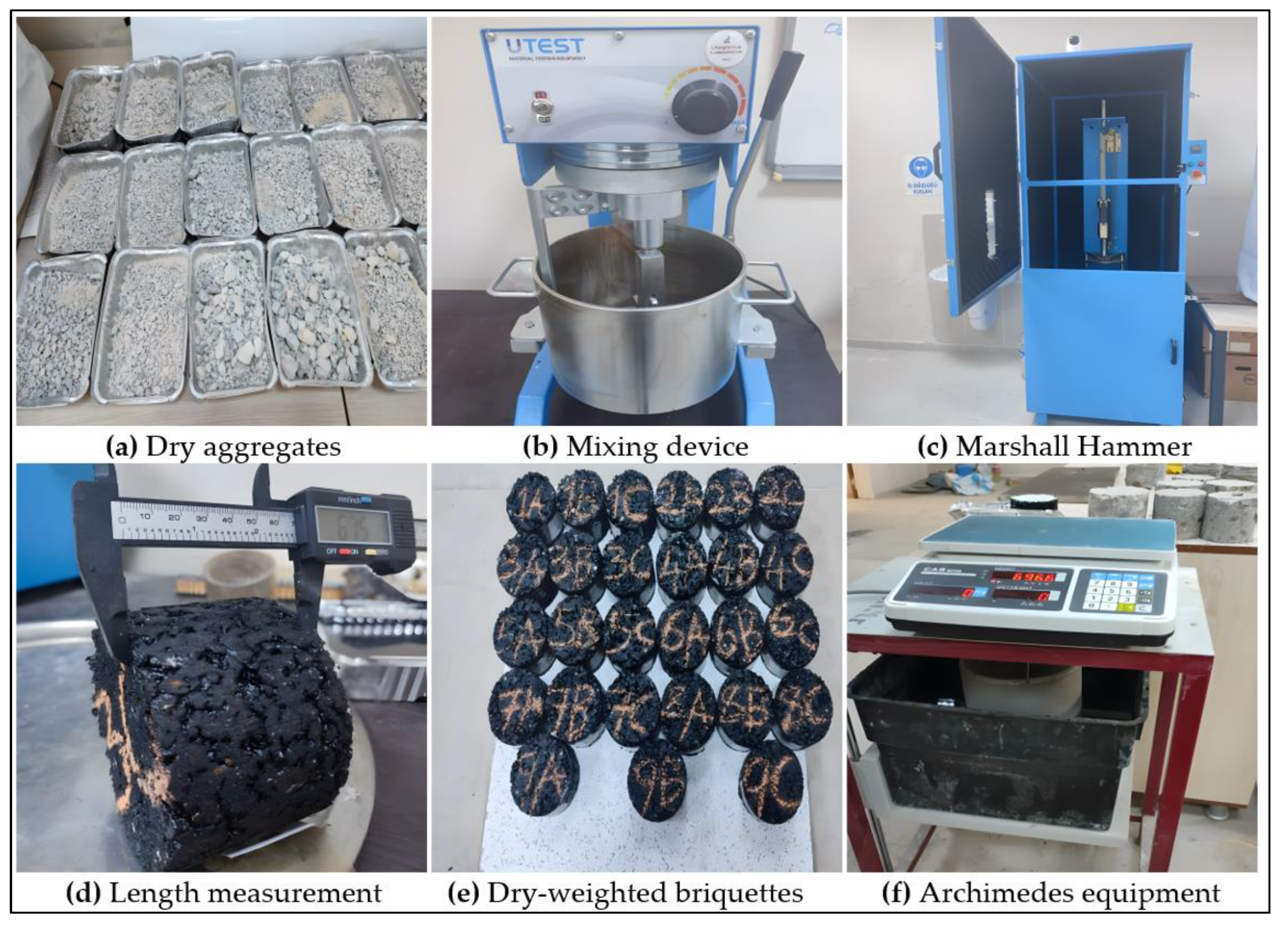
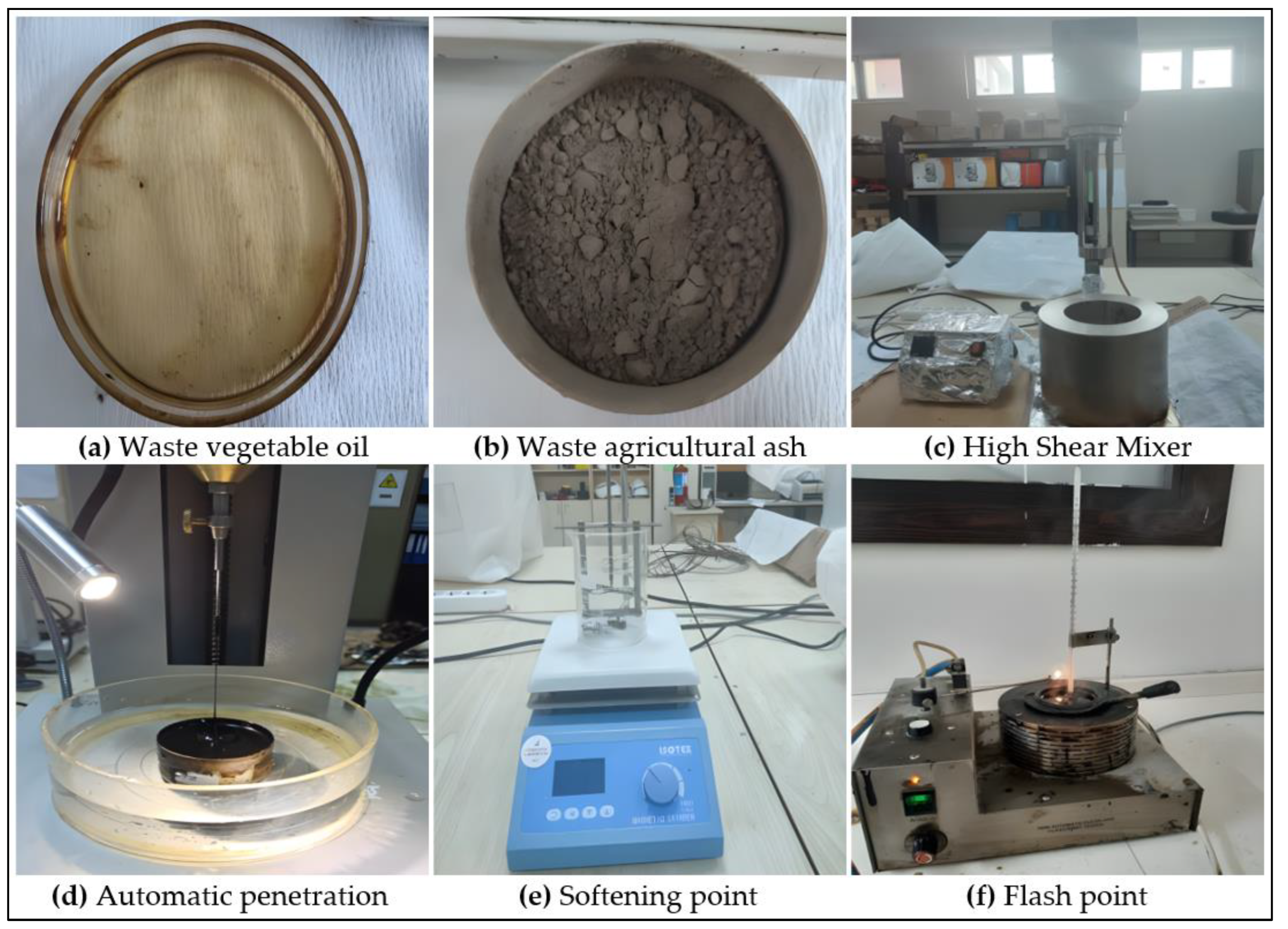
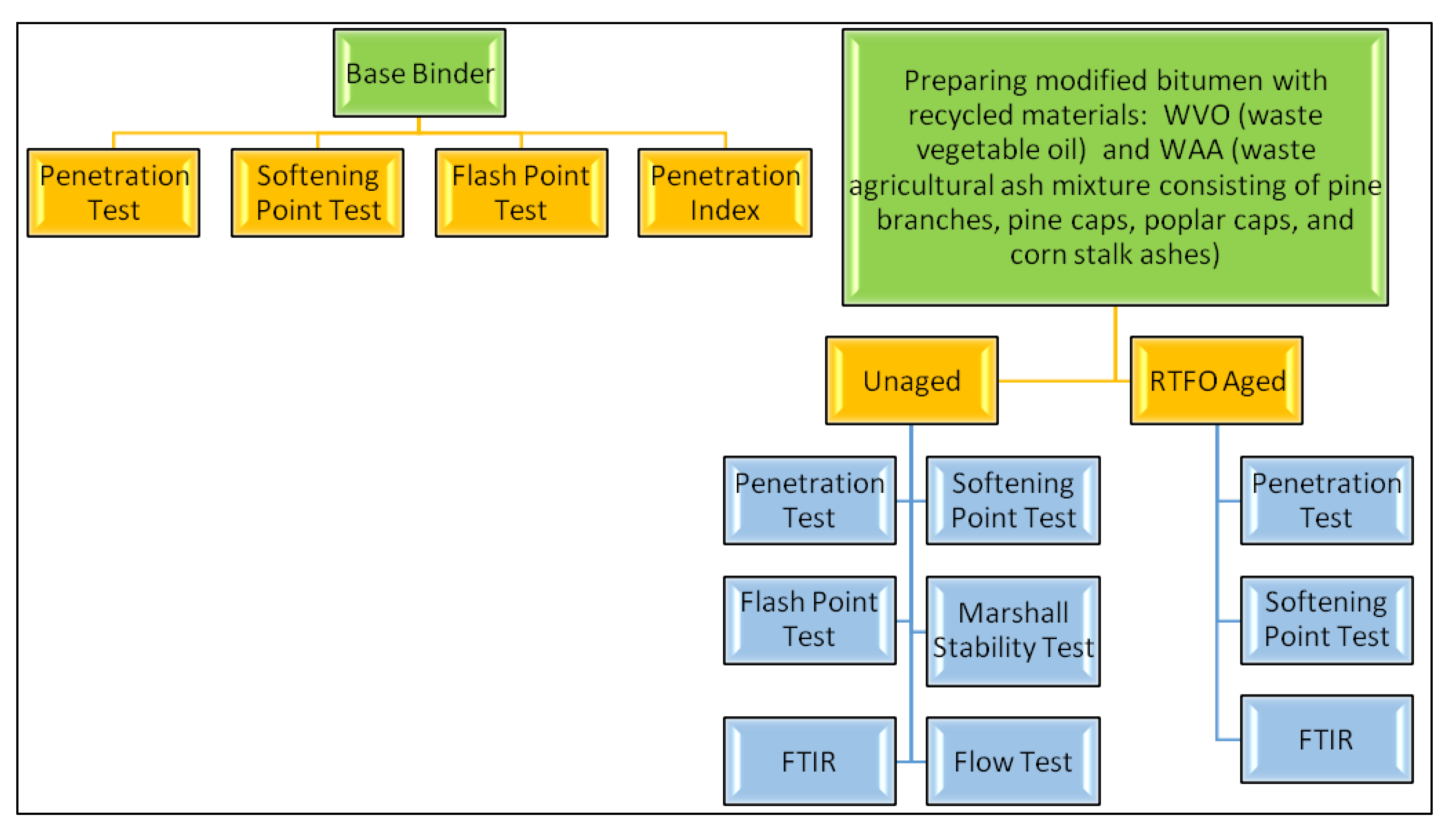
2. Materials and Methods
2.1. Experiments on Modified Bitumen
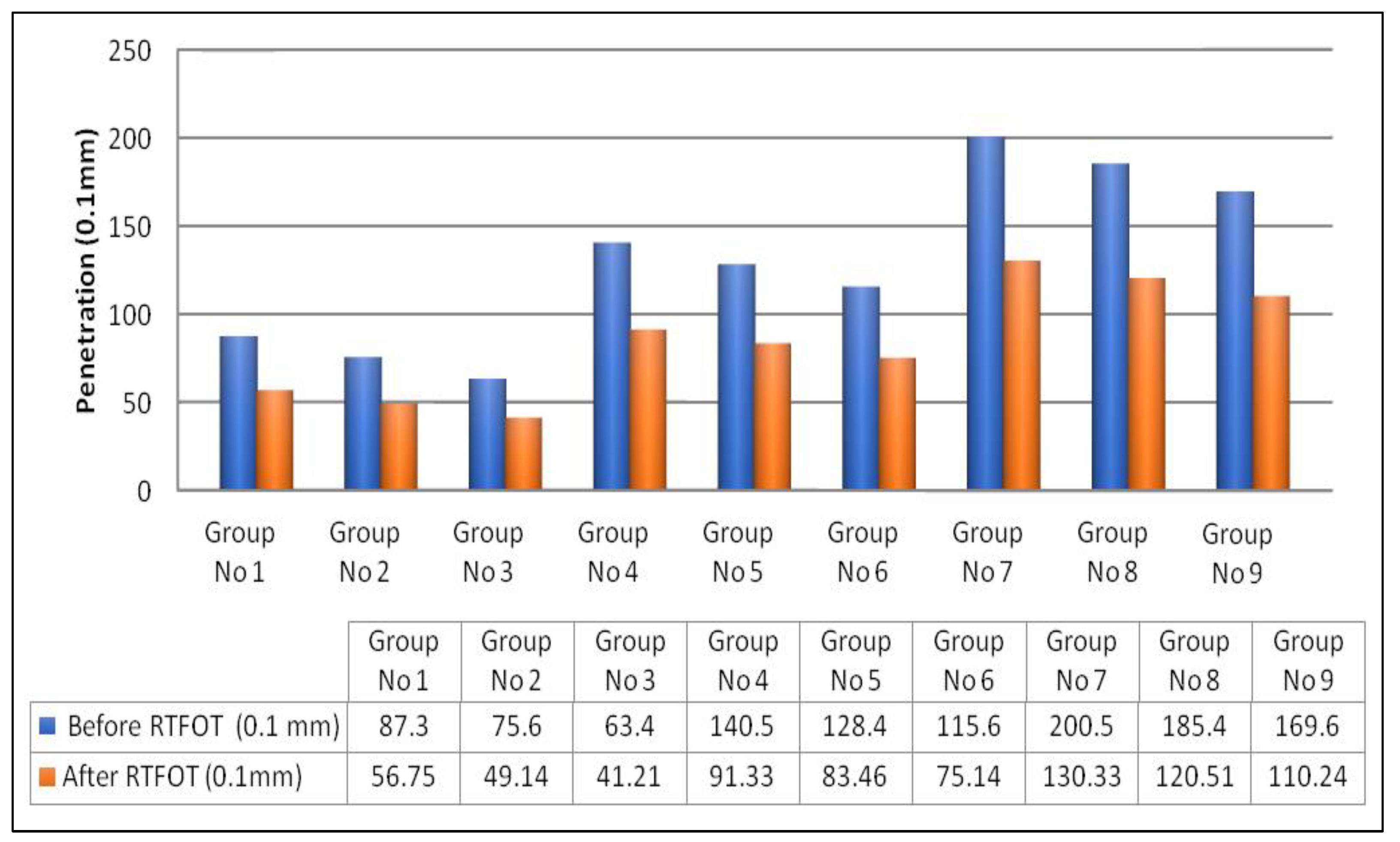
2.1.1. Penetration Test
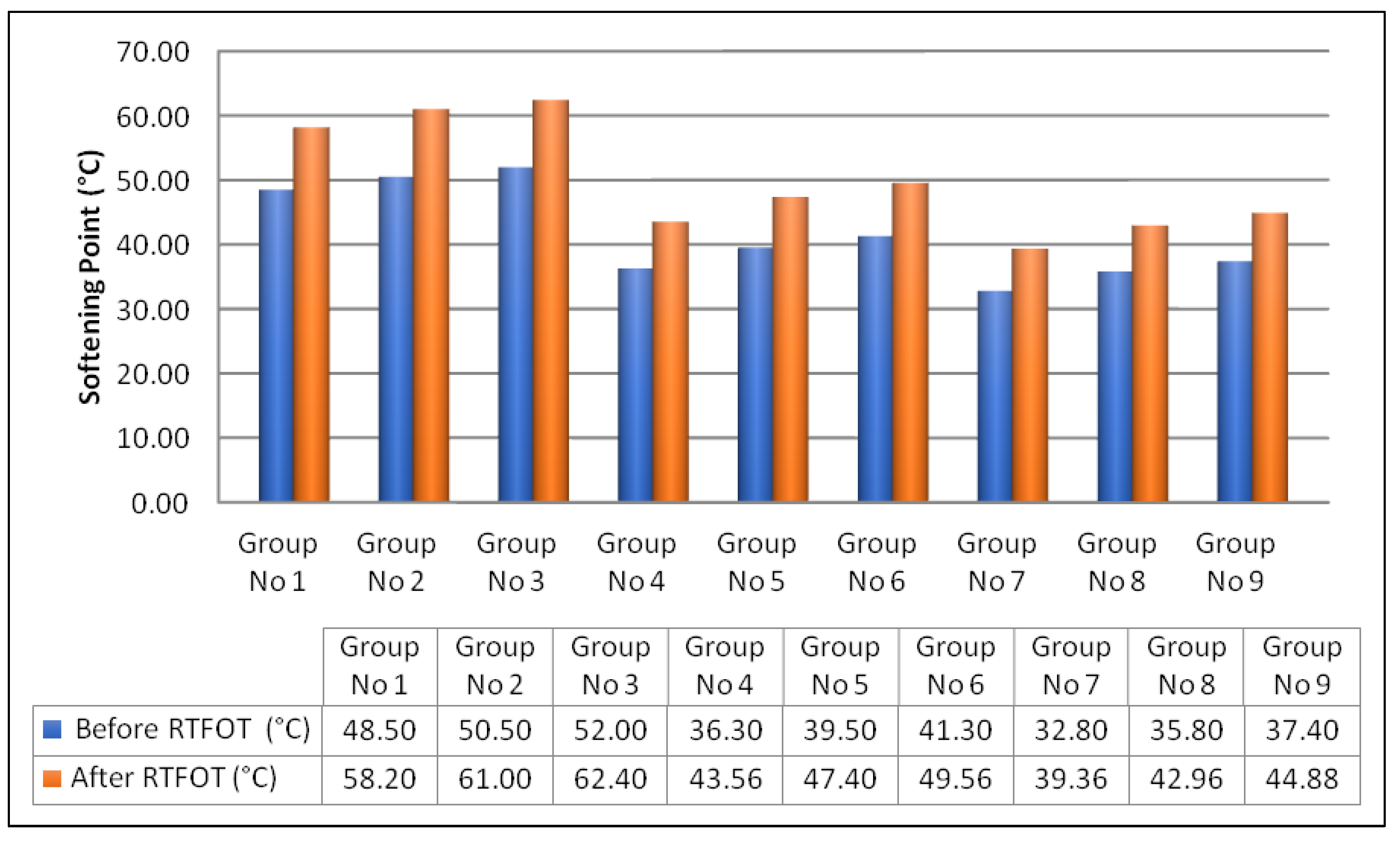
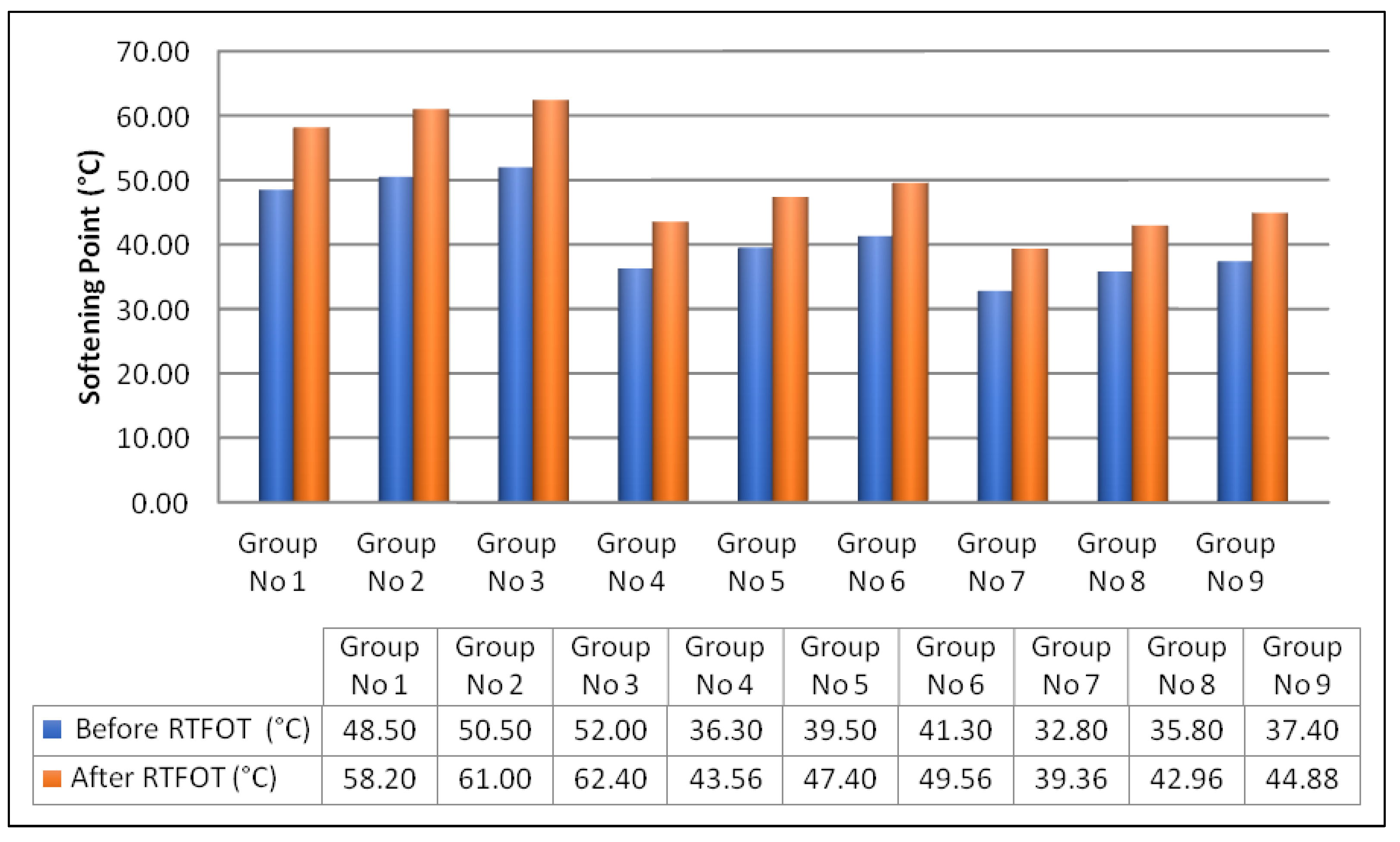
2.1.2. Softening Point Test
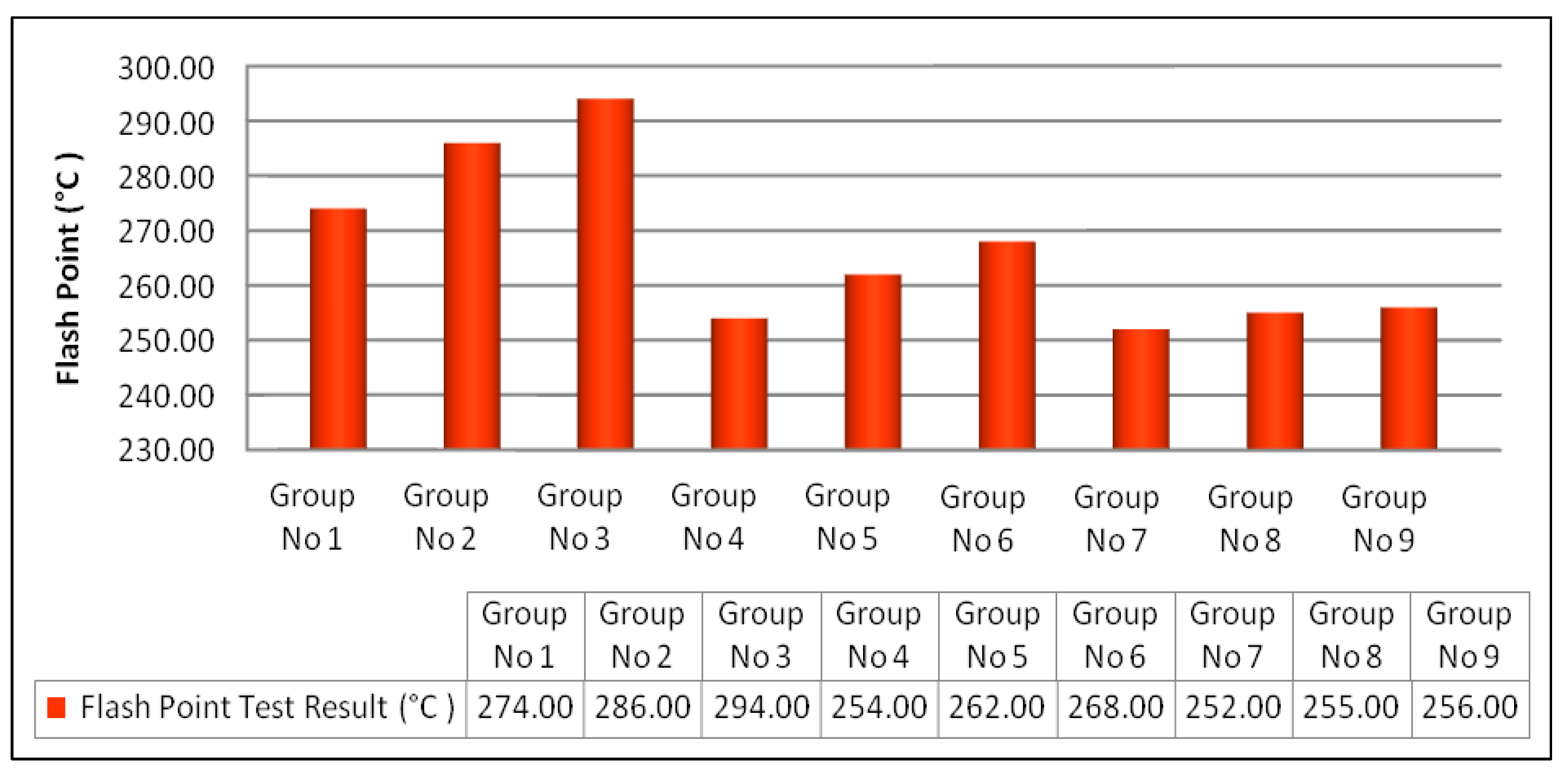
2.1.3. Flash Point Test
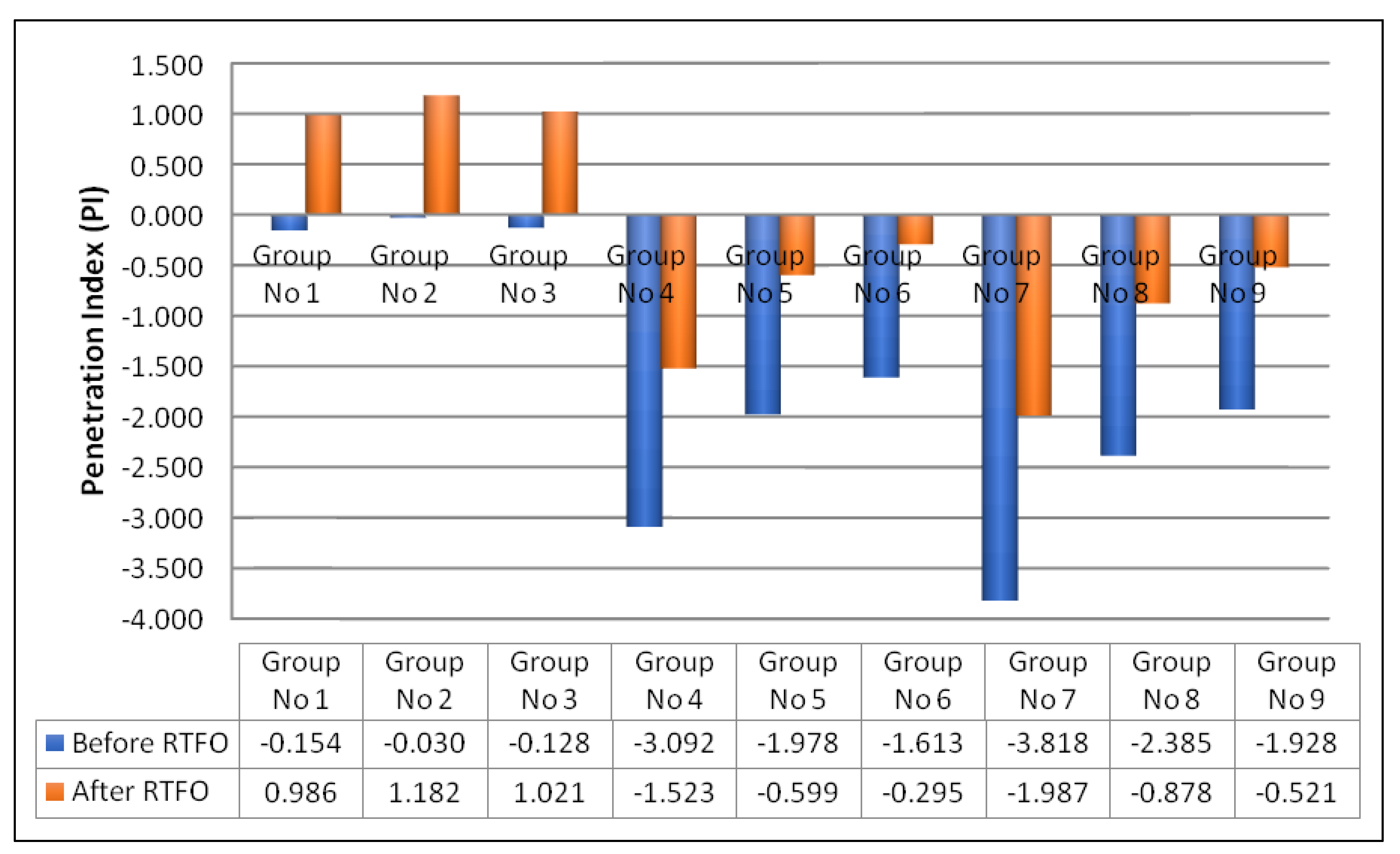
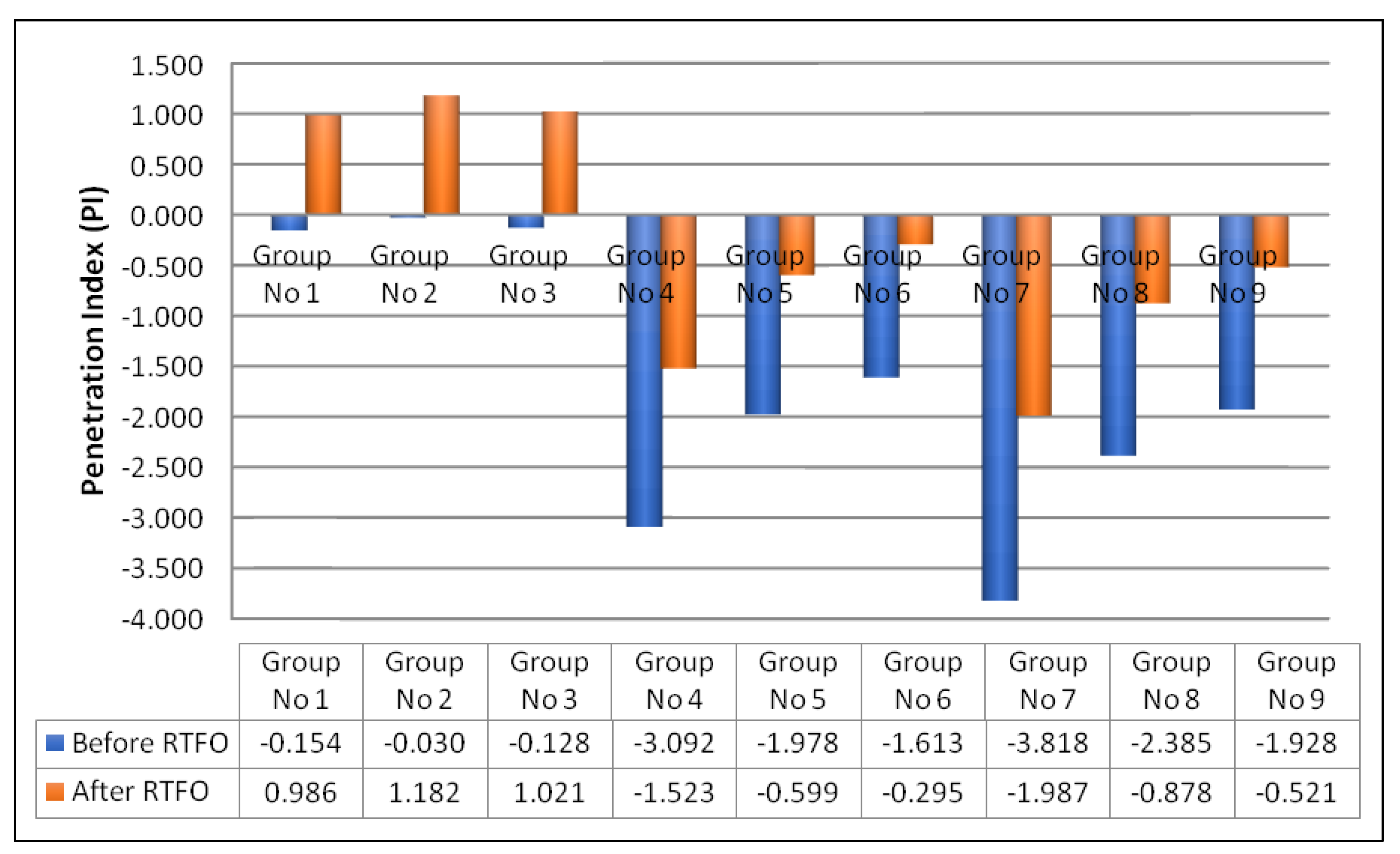
2.1.4. Penetration Index (PI) Results
2.1.5. RTFOT (Rolling Thin Film Oven) Test Results
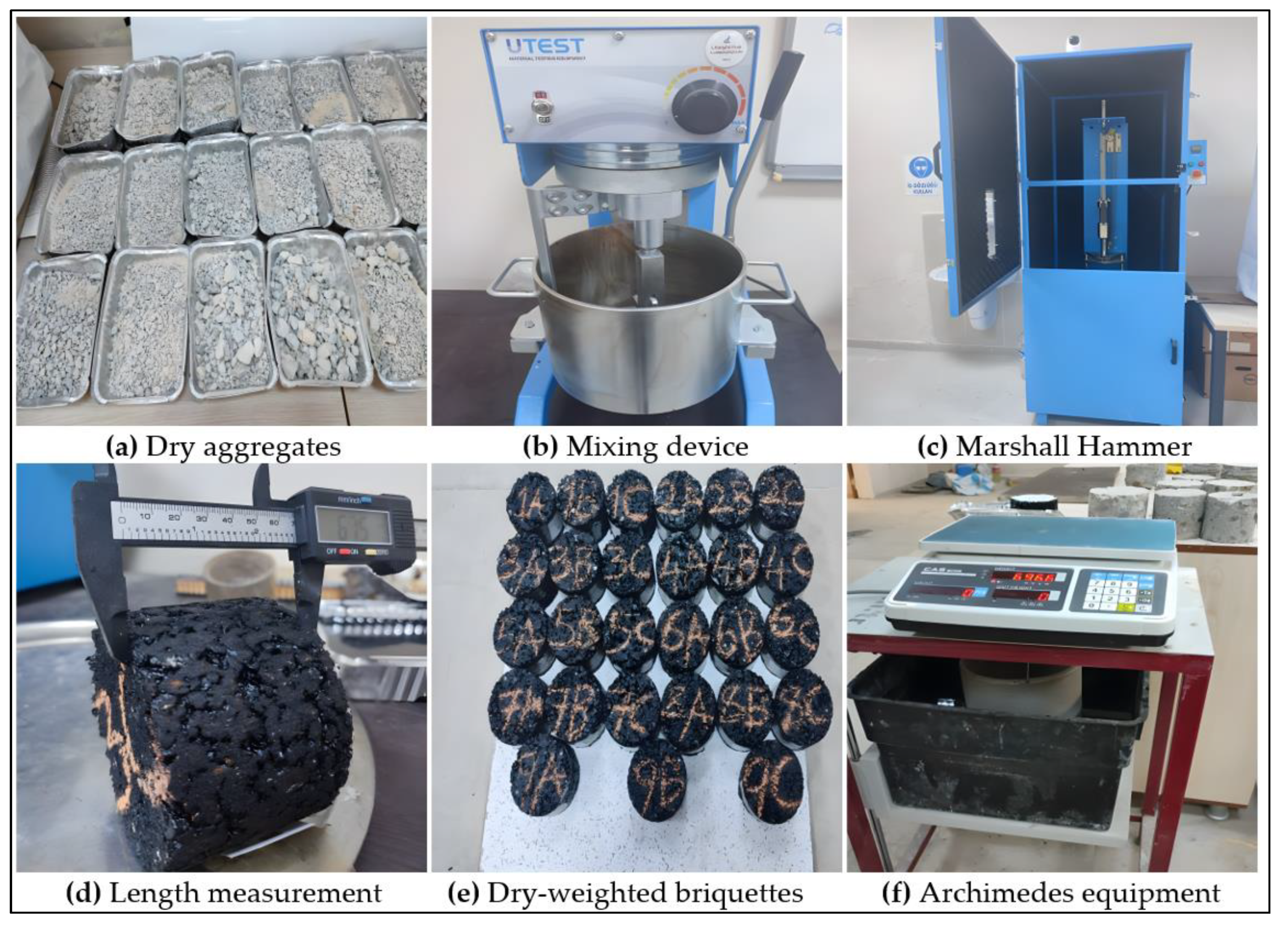
2.1.6. Marshall Stability Test Results
2.1.7. Flow Values According to Marshall Stability Test
3. Results and Discussion
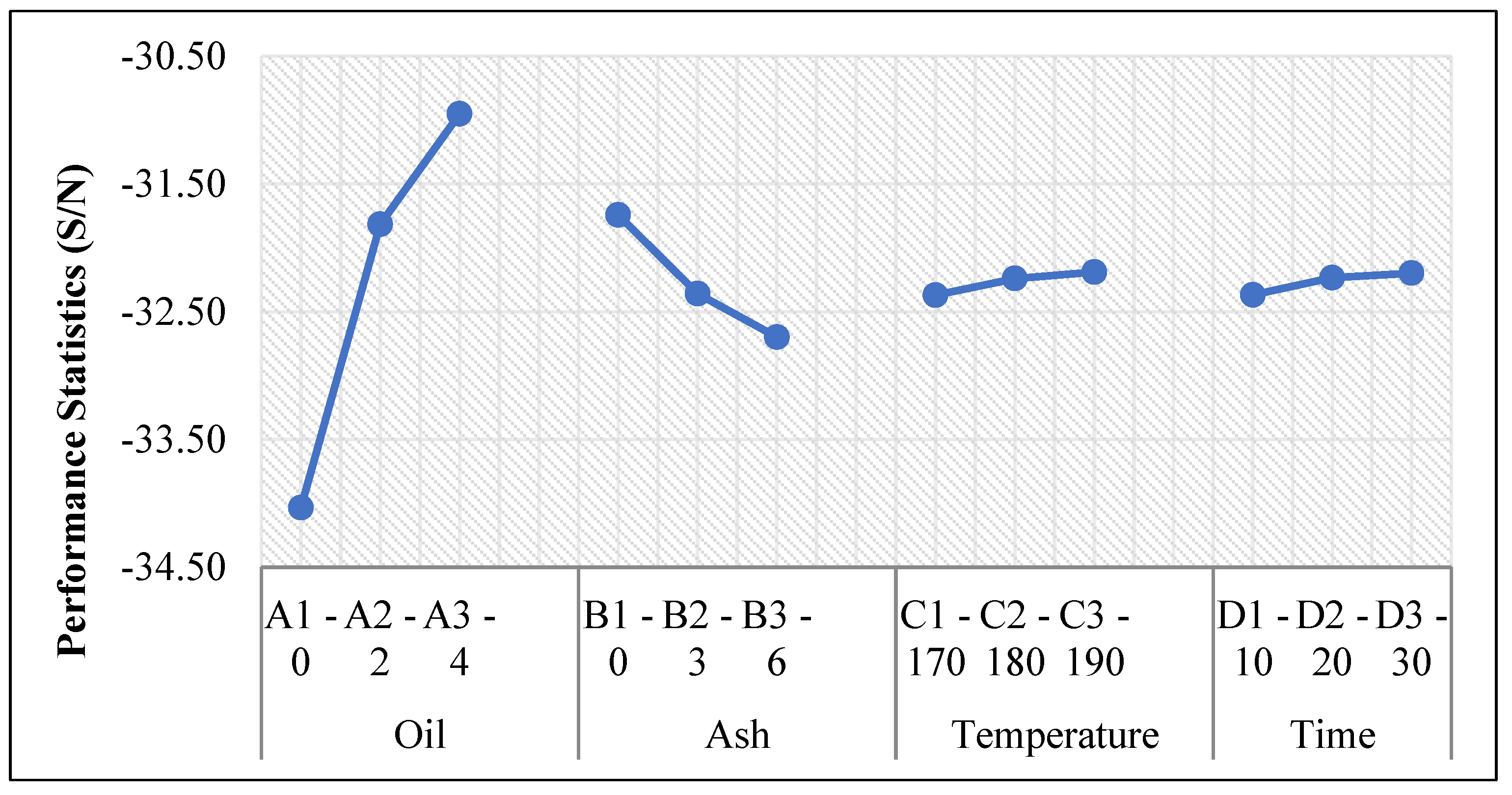
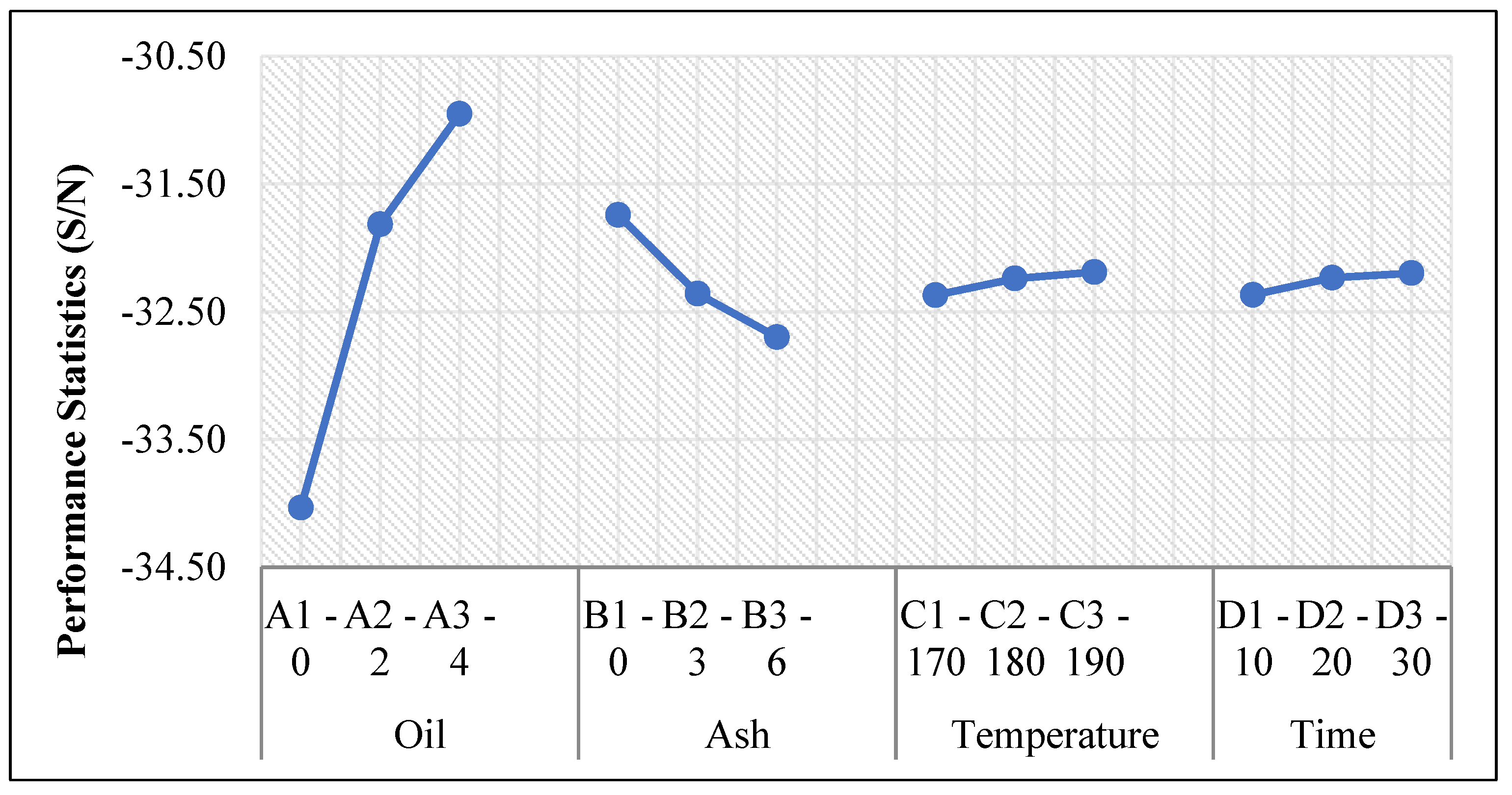
3.1. Taguchi Method
3.1.1. Experiments before RTFOT
3.1.2. Experiments after RTFOT and Marshall
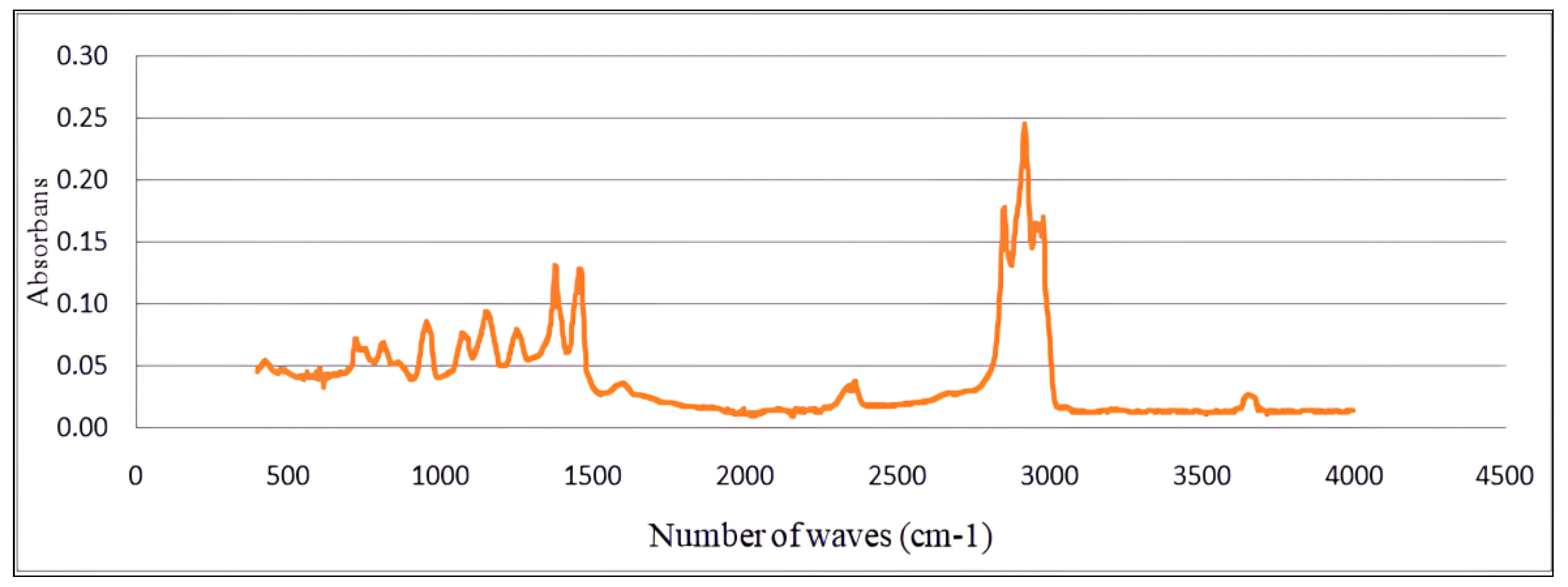
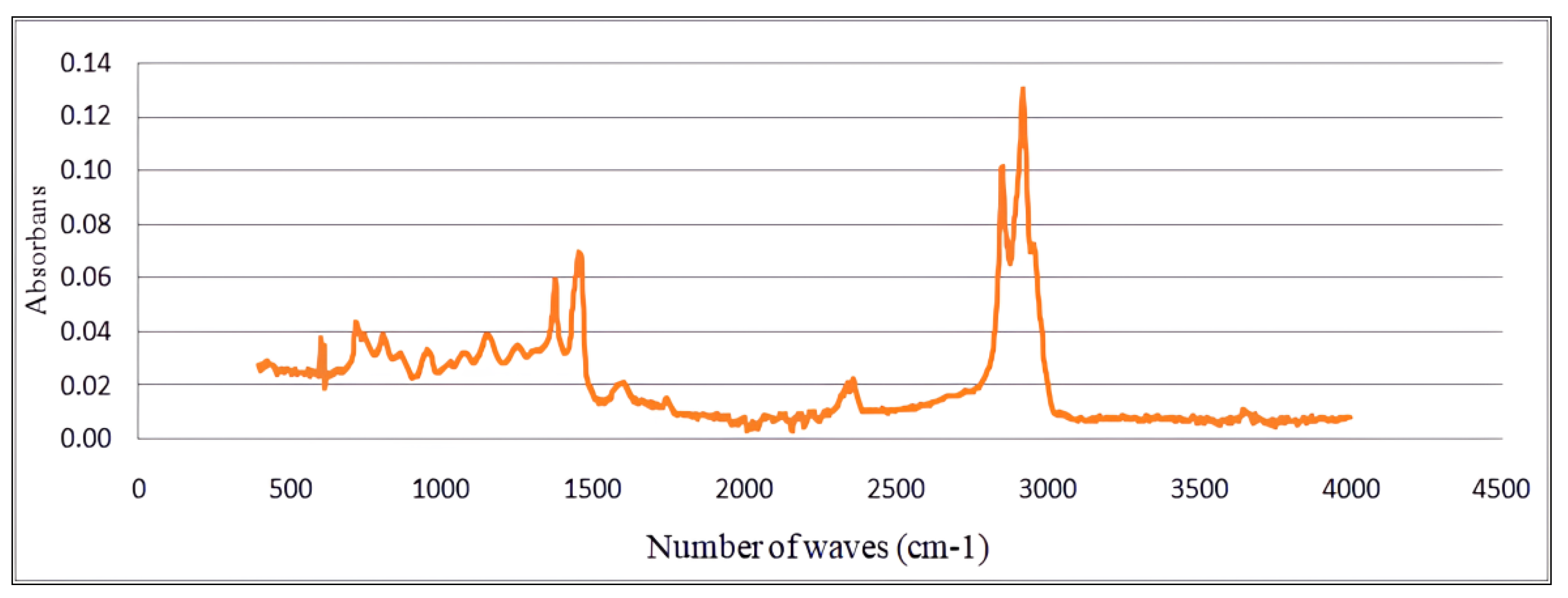
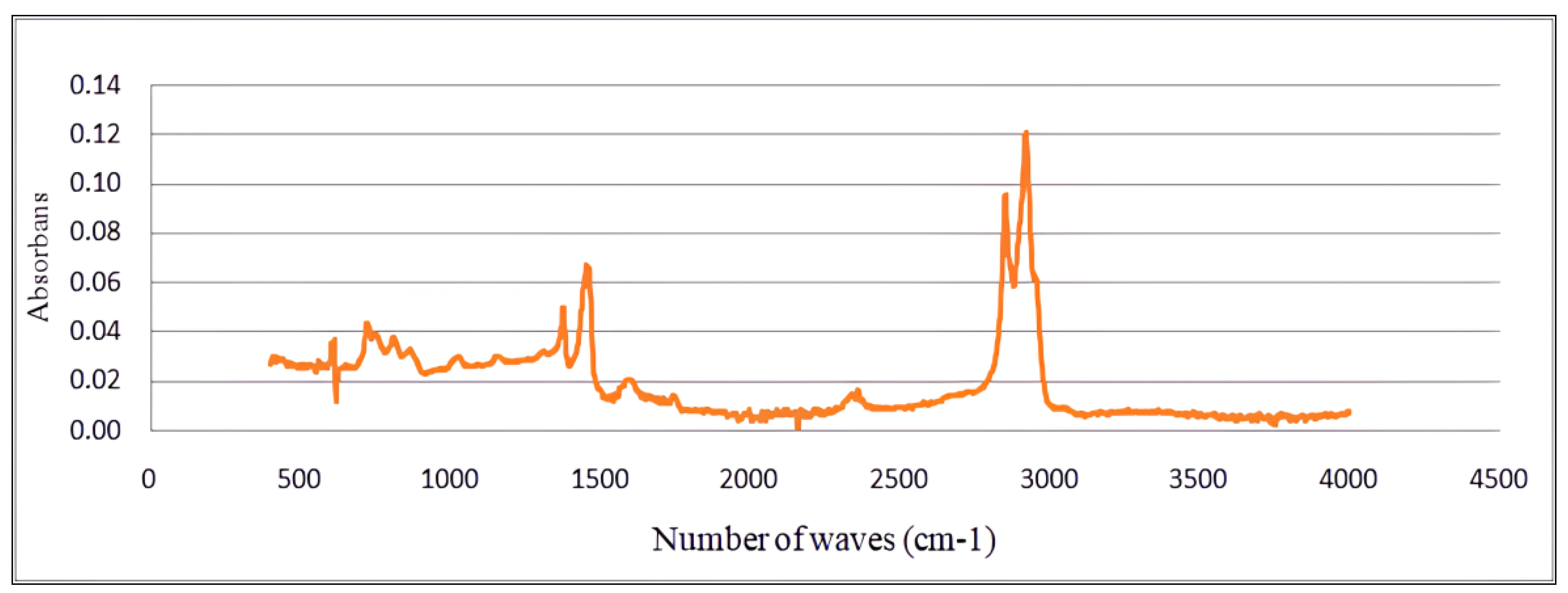
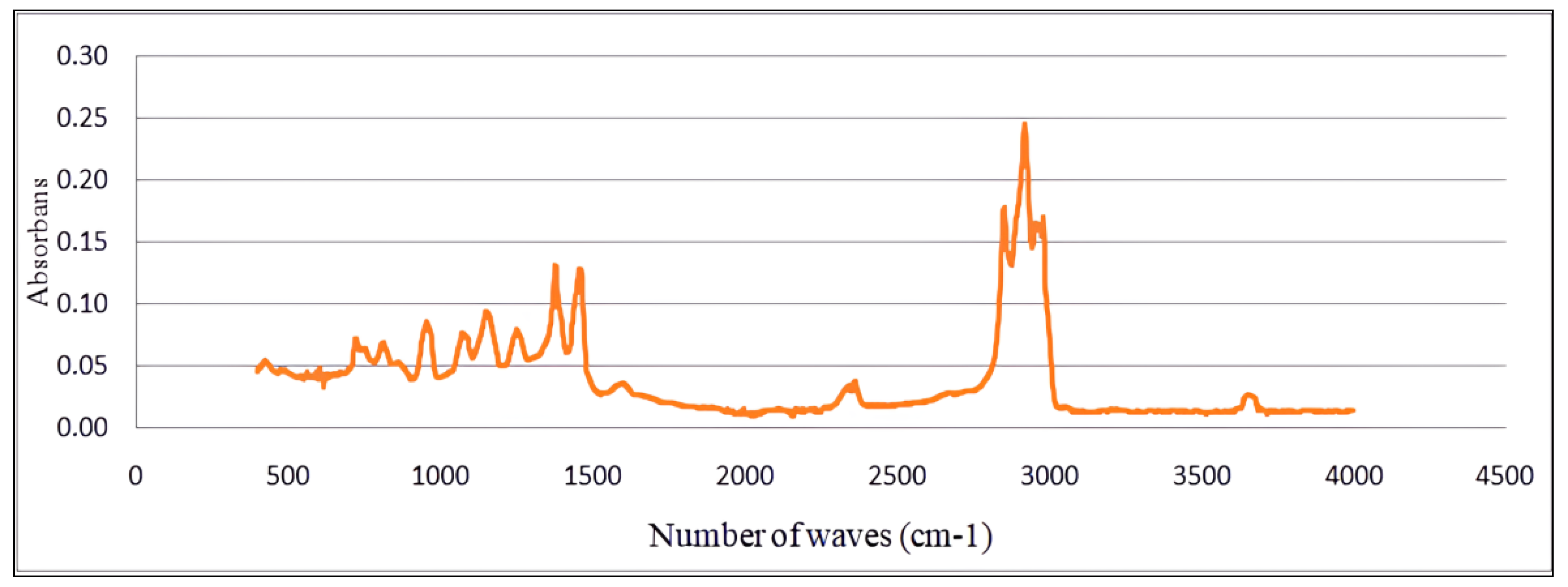
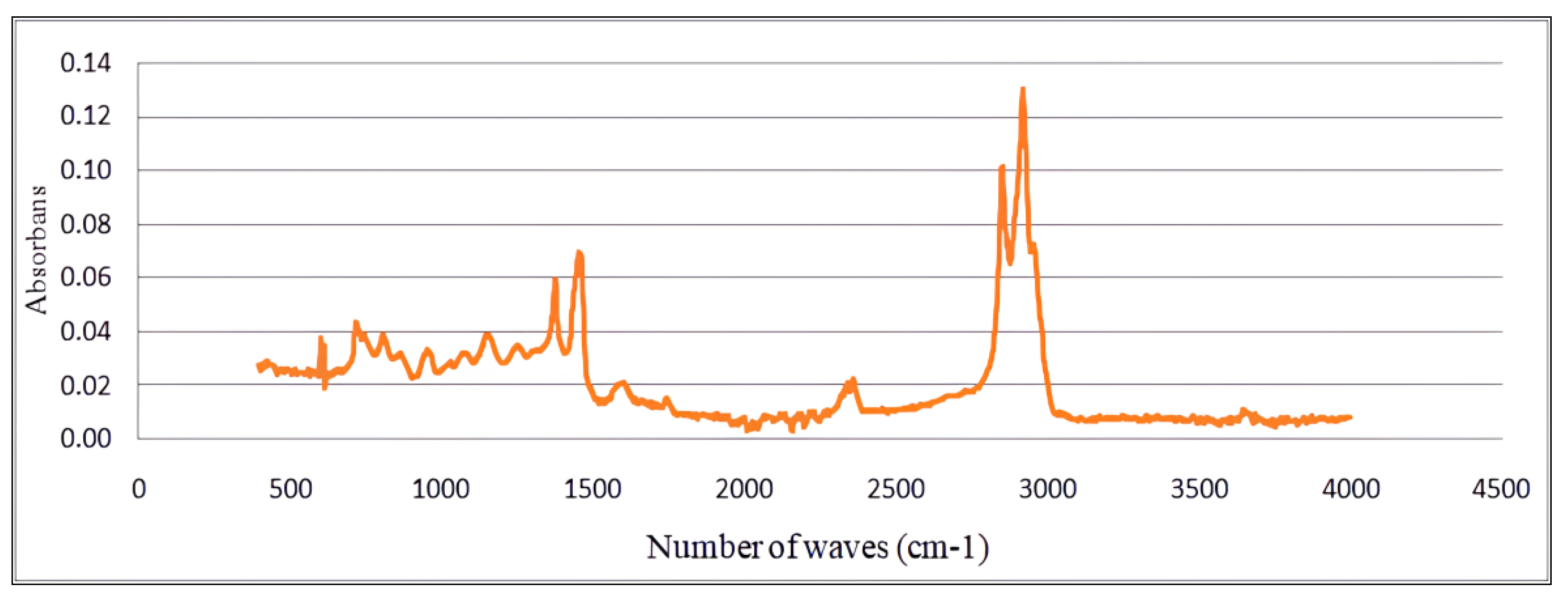
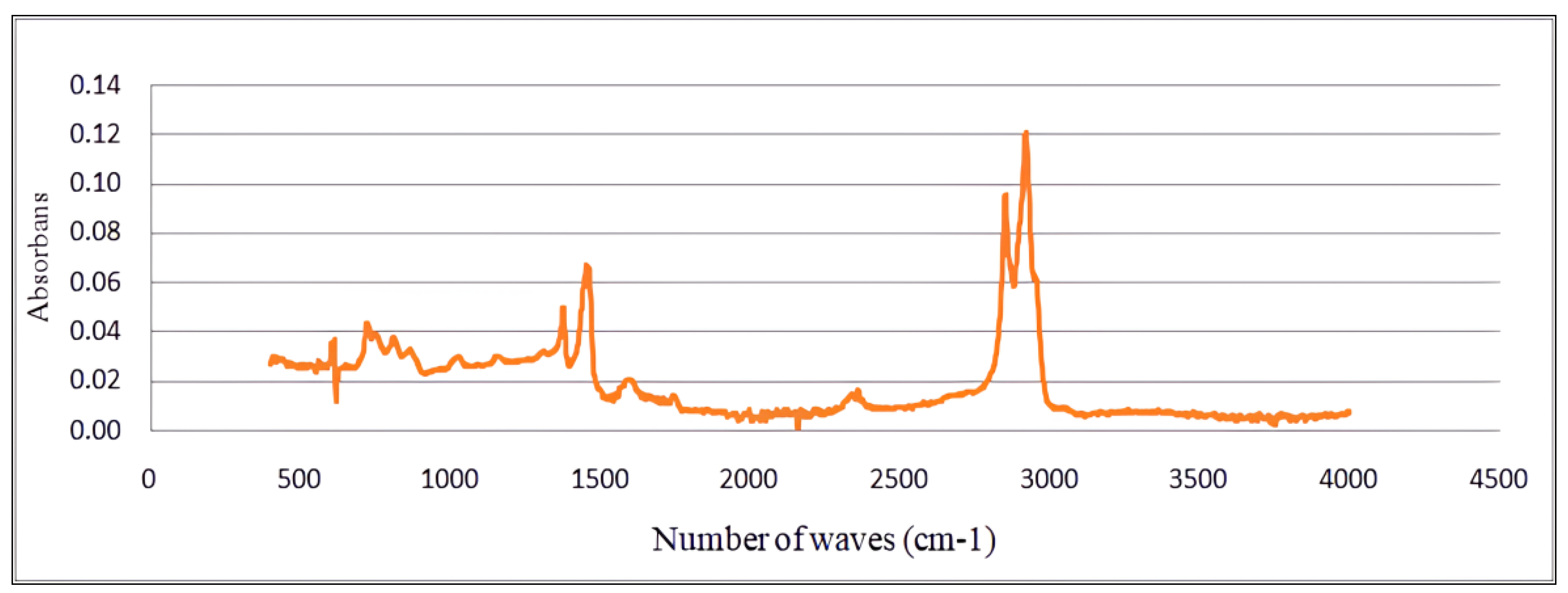
3.2. FTIR (Fourier Transform Infrared Spectroscopy)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- UN. Global Population Growth and Sustainable Development; UN: New York, NY, USA, 2021. [Google Scholar]
- EP. Promotion of the Use of Energy from Renewable Resources; EP: Strasbourg, France, 2009. [Google Scholar]
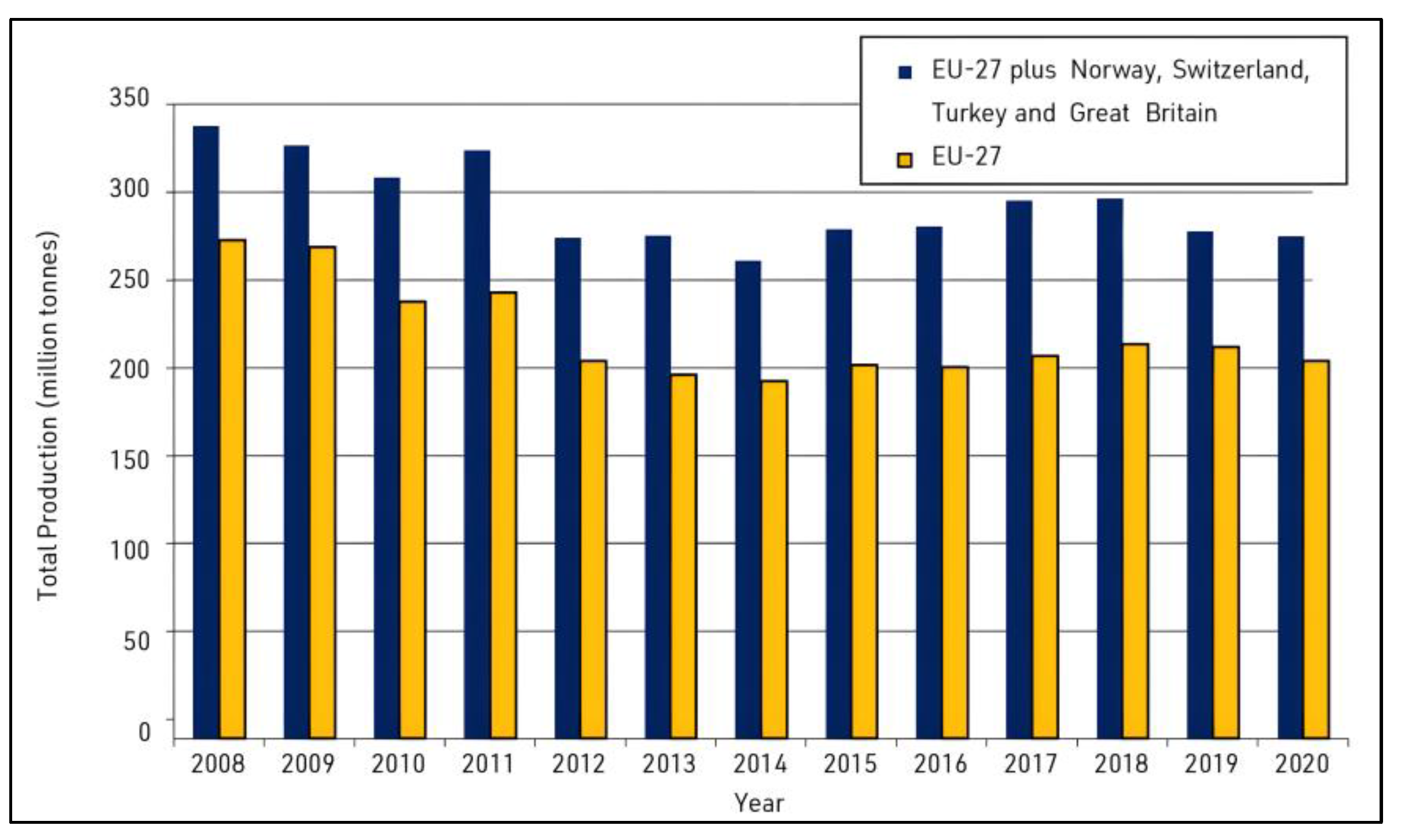
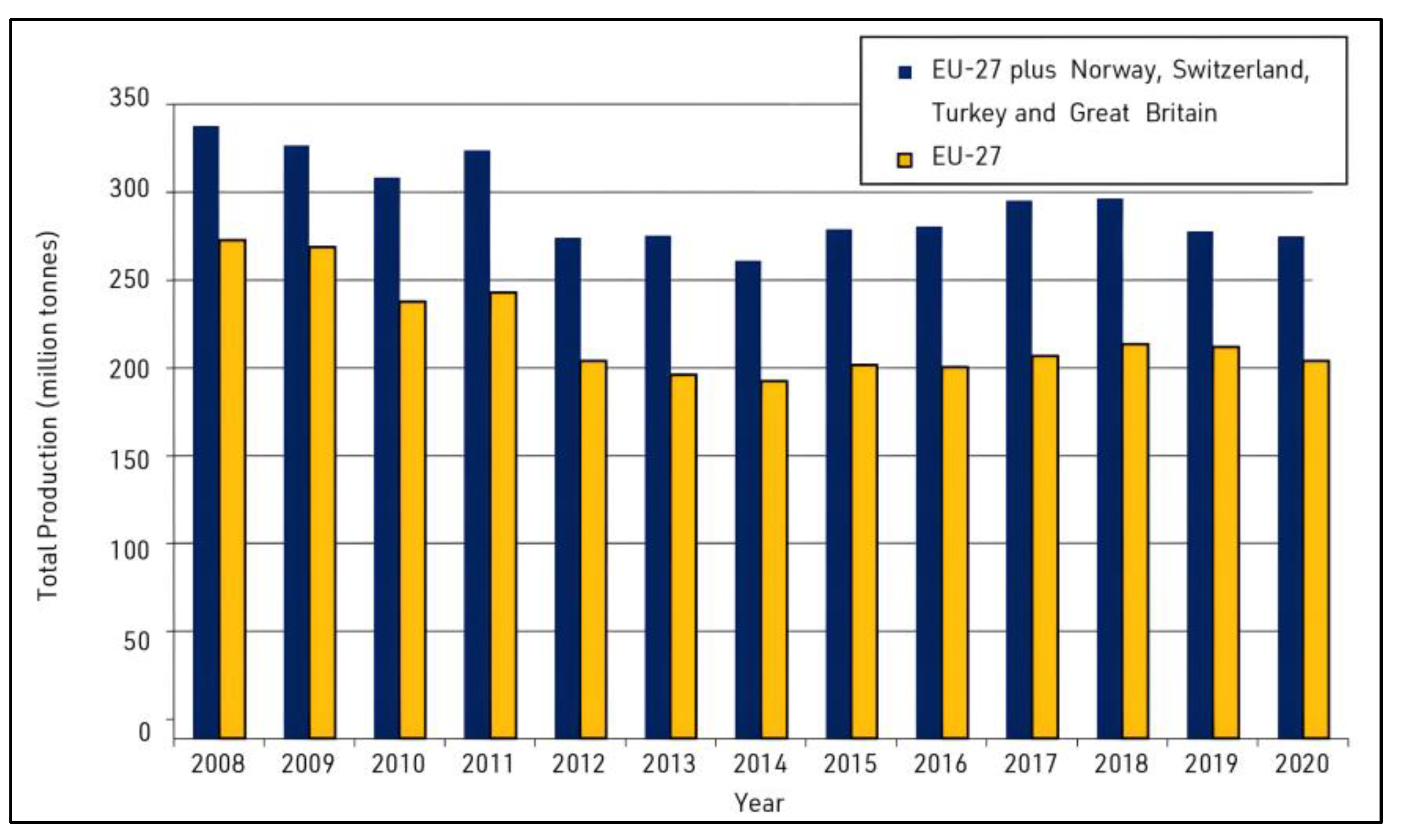
- EAPA. Asphalt in Figures 2020; European Asphalt Pavement Association: Brussels, Belgium, 2020. [Google Scholar]
- Moghaddam, T.B.; Karim, M.R.; Abdelaziz, M. A Review on Fatigue and Rutting Performance of Asphalt Mixes. Sci. Res. Essays 2011, 6, 670–682. [Google Scholar]
- Xu, T.; Huang, X. Investigation into causes of in-place rutting in asphalt pavement. Constr. Build. Mater. 2012, 28, 525–530. [Google Scholar] [CrossRef]
- Fernandes, S.; Silva, H.M.R.D.; Oliveira, J.R.M. Mechanical, surface and environmental evaluation of stone mastic asphalt mixtures with advanced asphalt binders using waste materials. Road Mater. Pavement Des. 2019, 20, 316–333. [Google Scholar] [CrossRef]
- Qu, X.; Liu, Q.; Chao, W.; Wang, D.; Oeser, M. Effect of Co-Production of Renewable Biomaterials on the Performance of Asphalt Binder in Macro and Micro Perspectives. Materials 2018, 11, 244. [Google Scholar] [CrossRef] [PubMed]
- Lv, S.; Peng, X.; Liu, C.; Qu, F.; Zhu, X.; Tian, W.; Zheng, J. Aging resistance evaluation of asphalt modified by Buton-rock asphalt and bio-oil based on the rheological and microscopic characteristics. J. Clean. Prod. 2020, 257, 120589. [Google Scholar] [CrossRef]
- EPA. European Waste Catalogue and Hazardous Waste List; Environmental Protection Agency: Wexford, Ireland, 2002. [Google Scholar]
- Chesner, W.H.; Collins, R.J.; MacKay, M.H.; Emery, J. User Guidelines for Waste and By-Product Materials in Pavement Construction; Turner-Fairbank Highway Research Center: McLean, VA, USA, 2002. [Google Scholar]
- Zagvozda, M.; Dimter, S.; Rukavina, T.; Grubeša, I.N. Possibilities of bioash application in road building. Građevinar 2018, 70, 393–402. [Google Scholar]
- Gökalp, İ.; Özinal, Y.; Uz, V.E. Atık Bitkisel Yemeklik Yağların Saf Bitüm Özelliklerine Etkisinin Araştırılması. Mühendislik Bilim. Ve Tasarım Derg. 2018, 6, 570–578. [Google Scholar] [CrossRef]
- Asli, H.; Ahmadinia, E.; Zargar, M.; Karim, M.R. Investigation on physical properties of waste cooking oil–Rejuvenated bitumen binder. Constr. Build. Mater. 2012, 37, 398–405. [Google Scholar] [CrossRef]
- Asare, M.A.; de Souza, F.M.; Gupta, R.K. Waste to Resource: Synthesis of Polyurethanes from Waste Cooking Oil. Ind. Eng. Chem. Res. 2022, 61, 18400–18411. [Google Scholar] [CrossRef]
- IEA. World Energy Outlook (WEO); IEA: Paris, France, 2013. [Google Scholar]
- Xue, Y.; Wu, S.; Cai, J.; Zhou, M.; Zha, J. Effects of two biomass ashes on asphalt binder: Dynamic shear rheological characteristic analysis. Constr. Build. Mater. 2014, 56, 7–15. [Google Scholar] [CrossRef]
- Abo-Shanab, Z.; Ragab, A.; Naguib, H.M. Improved dynamic mechanical properties of sustainable bio-modified asphalt using agriculture waste. Int. J. Pavement Eng. 2021, 22, 905–911. [Google Scholar] [CrossRef]
- Arabani, M.; Esmaaeli, N. Laboratory evaluation on effect of groundnut shell ash on performance parameters of asphalt binder and mixes. Road Mater. Pavement Des. 2020, 21, 1565–1587. [Google Scholar] [CrossRef]
- Abbasalizadeh Boura, S.; Hesami, S. Laboratory evaluation of the performance of asphalt mixtures containing biomass fillers. Road Mater. Pavement Des. 2020, 21, 2040–2053. [Google Scholar] [CrossRef]
- Fareed, A.; Zaidi, S.B.A.; Ahmad, N.; Hafeez, I.; Ali, A.; Ahmad, M.F. Use of agricultural waste ashes in asphalt binder and mixture: A sustainable solution to waste management. Constr. Build. Mater. 2020, 259, 120575. [Google Scholar] [CrossRef]
- Li, J.; Zhang, F.; Liu, Y.; Muhammad, Y.; Su, Z.; Meng, F.; Chen, X. Preparation and properties of soybean bio-asphalt/SBS modified petroleum asphalt. Constr. Build. Mater. 2019, 201, 268–277. [Google Scholar] [CrossRef]
- Dong, Z.; Yang, C.; Luan, H.; Zhou, T.; Wang, P. Chemical characteristics of bio-asphalt and its rheological properties after CR/SBS composite modification. Constr. Build. Mater. 2019, 200, 46–54. [Google Scholar] [CrossRef]
- Yan, S.; Dong, Q.; Chen, X.; Zhou, C.; Dong, S.; Gu, X. Application of waste oil in asphalt rejuvenation and modification: A comprehensive review. Constr. Build. Mater. 2022, 340, 127784. [Google Scholar] [CrossRef]
- Zahoor, M.; Nizamuddin, S.; Madapusi, S.; Giustozzi, F. Sustainable asphalt rejuvenation using waste cooking oil: A comprehensive review. J. Clean. Prod. 2021, 278, 123304. [Google Scholar] [CrossRef]
- Li, H.; Zhang, F.; Feng, Z.; Li, W.; Zou, X. Study on waste engine oil and waste cooking oil on performance improvement of aged asphalt and application in reclaimed asphalt mixture. Constr. Build. Mater. 2021, 276, 122138. [Google Scholar] [CrossRef]
- Li, C.; Han, X.; Gong, J.; Su, W.; Xi, Z.; Zhang, J.; Wang, Q.; Xie, H. Impact of waste cooking oil on the viscosity, microstructure and mechanical performance of warm-mix epoxy asphalt binder. Constr. Build. Mater. 2020, 251, 118994. [Google Scholar] [CrossRef]
- Ahmed, R.B.; Hossain, K. Waste cooking oil as an asphalt rejuvenator: A state-of-the-art review. Constr. Build. Mater. 2020, 230, 116985. [Google Scholar] [CrossRef]
- Eriskin, E.; Karahancer, S.; Terzi, S.; Saltan, M. Waste frying oil modified bitumen usage for sustainable hot mix asphalt pavement. Arch. Civ. Mech. Eng. 2017, 17, 863–870. [Google Scholar] [CrossRef]
- Rahman, M.T.; Hainin, M.R.; Bakar, W.A.W.A. Use of waste cooking oil, tire rubber powder and palm oil fuel ash in partial replacement of bitumen. Constr. Build. Mater. 2017, 150, 95–104. [Google Scholar] [CrossRef]
- Mercan, Ş. Deney Tasarımı ve Yapay Zeka Tekniklerinden Yararlanarak Ürün Kalitesinin Geliştirilmesi; Balıkesir Üniversitesi/Fen Bilimleri Enstitüsü: Balıkesir, Turkey, 2019; p. 100. [Google Scholar]
- Aman, A.; Bhardwaj, R.; Gahlot, P.; Phanden, R.K. Selection of cutting tool for desired surface finish in milling Machine using Taguchi optimization methodology. Mater. Today Proc. 2023, 78, 444–448. [Google Scholar] [CrossRef]
- Baş, F.İ.; Bayrak, O.Ü.; Bayata, H.F. A Practical Design Guide for Unbonded Jointed Plain Concrete Roads over Deteriorated HMA Roads: Realistic Traffic Loading. Coatings 2022, 12, 1817. [Google Scholar] [CrossRef]
- Mola, E.; Bayrak, O.Ü.; Baş, F.İ.; Bayata, H.F. Investigating the Usability of Kevlar and Steel Fibers as a Hybrid in Concrete Pavements; Sigma Journal of Engineering and Natural Sciences, Yildiz Technical University Press: Istanbul, Turkey, 2021; Volume 39, pp. 1–12. [Google Scholar]
- Karn, A.K.; Agrawal, R.; Kumar, A.; Mukhopadhyay, A. Deposition and process parameter optimization of electroless Ni-B coating from a stabilizer free bath to achieve enhanced microhardness, scratch-hardness and adhesion using taguchi’s methodology. Eng. Res. Express 2023, 5, 035036. [Google Scholar] [CrossRef]
- Rajkumar, G.; Saravanan, M.; Bejaxhin, A.B.H.; Sharma, S.; Dwivedi, S.P.; Kumar, R.; Singh, S. Parametric Optimization of Powder-Mixed EDM of AA2014/Si3N4/Mg/Cenosphere Hybrid Composites Using Fuzzy Logic: Analysis of Mechanical, Machining, Microstructural, and Morphological Characterizations. J. Compos. Sci. 2023, 7, 380. [Google Scholar] [CrossRef]
- Naik, N.; Bhat, R.; Shivamurthy, B.; Shetty, R.; Parashar, P.R.; Hegde, A.L. Statistical and Artificial Neural Network Coupled Technique for Prediction of Tribo-Performance in Amine-Cured Bio-Based Epoxy/MMT Nanocomposites. J. Compos. Sci. 2023, 7, 372. [Google Scholar] [CrossRef]
- Koh, S.; Noda, S.; Taguchi, S. Population Dynamics in the Biogenesis of Single-/Multi-Layered Membrane Vesicles Revealed by Encapsulated GFP-Monitoring Analysis. Appl. Microbiol. 2023, 3, 1027–1036. [Google Scholar] [CrossRef]
- Aydın, M.E. Taguchi Metodu ve Bir Uygulama İstanbul Üniversitesi Sosyal Bilimler Enstitüsü, Üretim Ana Bilim Dalı. 1994. Available online: http://nek.istanbul.edu.tr:4444/ekos/TEZ/23644.pdf (accessed on 25 September 2023).
- TS EN 1426; Bitumen and Bituminous Binders—Determination of Needle Penetration. Turkish Standards Institution: Ankara, Turkey, 2015.
- TS EN 1427; Bitumen and Bituminous Binders—Determination of the Softening Point—Ring and Ball Method. Turkish Standards Institution: Ankara, Turkey, 2015.
- TS EN ISO 2719; Determination of Flash Point—Pensky-Martens Closed Cup Method. Turkish Standards Institution: Ankara, Turkey, 2016.
- TS EN 15326+A1; Bitumen and Bituminous Binders—Measurement of Density and Specific Gravity—Capillary-Stoppered Pycnometer Method. Turkish Standards Institution: Ankara, Turkey, 2010.
- Yüknü, K.; Öztürk, T.; Komut, M. Bitümlü Bağlayıcılar Laboratuvar el Kitabı; Karayolları Genel Müdürlüğü, Ulaştırma ve Altyapı Bakanlığı: Ankara, Türkiye, 2021. [Google Scholar]
- Orhan, F. Bitümlü Karışımlar Laboratuvarı Çalışmaları; T.C Ulaştırma ve Altyapı Bakanlığı Karayolları Genel Müdürlüğü, Araştırma Ve Geliştirme Dairesi Başkanlığı Üstyapı Geliştirme Şubesi Müdürlüğü: Ankara, Turkey, 2012. [Google Scholar]
- Geçkil, T. Physical, chemical, microstructural and rheological properties of reactive terpolymer-modified bitumen. Materials 2019, 12, 921. [Google Scholar] [CrossRef]
- Jeyapaul, R.; Shahabudeen, P.; Krishnaiah, K. Quality management research by considering multi-response problems in the Taguchi method—A review. Int. J. Adv. Manuf. Technol. 2005, 26, 1331–1337. [Google Scholar] [CrossRef]
- Joshi, J.R.; Bhanderi, K.K.; Patel, J.V.; Karve, M. Chemical modification of waste cooking oil for the biolubricant production through transesterification process. J. Indian Chem. Soc. 2023, 100, 100909. [Google Scholar] [CrossRef]
- Wan Azahar, W.N.A.; Bujang, M.; Jaya, R.P.; Hainin, M.R.; Mohamed, A.; Ngad, N.; Jayanti, D.S. The potential of waste cooking oil as bio-asphalt for alternative binder—An overview. J. Teknol. 2016, 78. [Google Scholar] [CrossRef]
- Janaswamy, S.; Yadav, M.P.; Hoque, M.; Bhattarai, S.; Ahmed, S. Cellulosic fraction from agricultural biomass as a viable alternative for plastics and plastic products. Ind. Crops Prod. 2022, 179, 114692. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tests | Unit | B 70/100 | ||
|---|---|---|---|---|
| Test Standards | Spec. Limits | Measured Value | ||
| Penetration Test Result | 0.1 mm | TS EN 1426 [39] | 70–100 | 74 |
| Softening Point Test Result | °C | TS EN 1427 [40] | 43–51 | 44 |
| Flash Point Test Result | °C | TS EN ISO 2719 [41] | min 230 | 296 |
| Specific Gravity Test Result | gr/cm3 | TS EN 15326+A1 [42] | 1.0–1.1 | 1.05 |
| Parameter | Waste Vegetable Oil (%) | Waste Agricultural Ash (%) | Temperature (°C) | Mixing Time (min) | |
|---|---|---|---|---|---|
| Level | |||||
| 1 | 0 | 0 | 170 | 10 | |
| 2 | 0 | 3 | 180 | 20 | |
| 3 | 0 | 6 | 190 | 30 | |
| 4 | 2 | 0 | 180 | 30 | |
| 5 | 2 | 3 | 190 | 10 | |
| 6 | 2 | 6 | 170 | 20 | |
| 7 | 4 | 0 | 190 | 20 | |
| 8 | 4 | 3 | 170 | 30 | |
| 9 | 4 | 6 | 180 | 10 | |
| Experiment Group No | Specification Limits | M1 (gr) | M2 (gr) | Mass Loss (gr) | Average Mass Loss (gr) |
|---|---|---|---|---|---|
| Experiment Group No:1 | Max. 0.8 | 152.20 | 152.10 | 0.10 | 0.150 |
| 146.90 | 146.70 | 0.20 | |||
| 148.10 | 147.90 | 0.20 | |||
| 157.10 | 157.00 | 0.10 | |||
| Experiment Group No:2 | Max. 0.8 | 151.60 | 151.50 | 0.10 | 0.225 |
| 155.60 | 155.40 | 0.20 | |||
| 147.90 | 147.80 | 0.10 | |||
| 157.10 | 156.60 | 0.50 | |||
| Experiment Group No:3 | Max. 0.8 | 152.20 | 152.10 | 0.10 | 0.125 |
| 147.00 | 146.80 | 0.20 | |||
| 147.90 | 147.80 | 0.10 | |||
| 157.00 | 156.90 | 0.10 | |||
| Experiment Group No:4 | Max. 0.8 | 162.00 | 161.80 | 0.20 | 0.200 |
| 155.40 | 155.20 | 0.20 | |||
| 148.10 | 147.90 | 0.20 | |||
| 147.20 | 147.00 | 0.20 | |||
| Experiment Group No:5 | Max. 0.8 | 152.30 | 152.00 | 0.30 | 0.300 |
| 147.00 | 146.80 | 0.20 | |||
| 148.50 | 148.10 | 0.40 | |||
| 157.30 | 157.00 | 0.30 | |||
| Experiment Group No:6 | Max. 0.8 | 152.20 | 152.10 | 0.10 | 0.125 |
| 146.70 | 146.60 | 0.10 | |||
| 148.50 | 148.40 | 0.10 | |||
| 157.10 | 156.90 | 0.20 | |||
| Experiment Group No:7 | Max. 0.8 | 152.90 | 152.90 | 0.00 | 0.100 |
| 146.90 | 146.70 | 0.20 | |||
| 148.20 | 148.10 | 0.10 | |||
| 157.00 | 156.90 | 0.10 | |||
| Experiment Group No:8 | Max. 0.8 | 151.80 | 151.60 | 0.20 | 0.375 |
| 155.50 | 155.20 | 0.30 | |||
| 148.00 | 147.80 | 0.20 | |||
| 157.10 | 156.30 | 0.80 | |||
| Experiment Group No:9 | Max. 0.8 | 152.00 | 151.70 | 0.30 | 0.200 |
| 155.40 | 155.30 | 0.10 | |||
| 148.00 | 147.80 | 0.20 | |||
| 157.10 | 156.90 | 0.20 |
| Tests | Coarse Aggregate | Fine Aggregate | Filler |
|---|---|---|---|
| Volume Specific Gravity (gr/cm3) | 2.68 | 2.65 | 2.49 |
| Apparent Specific Gravity (gr/cm3) | 2.7 | 2.69 | 2.71 |
| Absorption (%) (TS 3526) | 0.34 | 0.59 | 3.51 |
| Sieve No | 1. Group (%) | 2. Group (%) | 3. Group (%) | Mix Gradation (%) | Spec. Limits (%) | ||
|---|---|---|---|---|---|---|---|
| Inch | mm | 0.22 | 0.41 | 0.37 | |||
| 1 | 25 | 100 | 100 | 100 | 100 | 100 | 100 |
| 3/4 | 19 | 100 | 100 | 100 | 100 | 100 | 100 |
| 1/2 | 12.5 | 44.6 | 100 | 100 | 87.8 | 83 | 100 |
| 3/8 | 9.5 | 2.6 | 91.3 | 100 | 75 | 70 | 90 |
| No 4 | 4.75 | 1.3 | 29.5 | 100 | 49.4 | 40 | 55 |
| No10 | 2 | 1.2 | 4.8 | 72.3 | 29 | 25 | 38 |
| No 40 | 0.42 | 1.1 | 2.4 | 27.5 | 11.4 | 10 | 20 |
| No 80 | 0.18 | 1 | 2.2 | 17.9 | 7.7 | 6 | 15 |
| No 200 | 0.075 | 0.8 | 1.8 | 11.9 | 5.3 | 4 | 10 |
| Sample No | Bitumen Rate (%) | h₁ (mm) | h₂ (mm) | h₃ (mm) | havg (mm) | Wair (gr) | Wwater (gr) | Wsat. (gr) | V (cm3) | Dp (gr/cm3) | Dt (gr/cm3) | Vh (%) | Vb (%) | Va (%) | Vma (%) | Vfa (%) | Flow (mm) | Stability (KN) | Cor. Factor | Cor. Stability (N) | MQ (N/mm) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1A | 5.20 | 65.3 | 65.7 | 64.6 | 65.20 | 1150.1 | 671.4 | 1151.8 | 480.4 | 2.394 | 2.39 | 14.189 | 0.957 | 1357.9 | 569.0 | ||||||
| 1B | 5.20 | 67.8 | 67.6 | 67.4 | 67.60 | 1193.6 | 693.2 | 1195.2 | 502.0 | 2.378 | 2.53 | 12.309 | 0.904 | 1112.8 | 439.7 | ||||||
| 1C | 5.20 | 66.8 | 66.9 | 67.0 | 66.90 | 1203.5 | 700.2 | 1204.9 | 504.7 | 2.385 | 2.66 | 14.156 | 0.920 | 1302.4 | 489.1 | ||||||
| Average | 2.385 | 2.486 | 4.045 | 11.223 | 84.73 | 15.268 | 73.506 | 2.53 | 13.567 | 0.927 | 1257.7 | 497.8 | |||||||||
| 2A | 5.20 | 67.5 | 67.6 | 67.6 | 67.57 | 1178.2 | 685.4 | 1180.3 | 494.9 | 2.381 | 3.92 | 14.826 | 0.906 | 1343.0 | 342.6 | ||||||
| 2B | 5.20 | 64.7 | 64.6 | 64.5 | 64.60 | 1183.2 | 689.2 | 1184.9 | 495.7 | 2.387 | 3.89 | 14.662 | 0.972 | 1425.2 | 366.4 | ||||||
| 2C | 5.20 | 67.9 | 68.1 | 68.0 | 68.00 | 1191.5 | 693.7 | 1193.4 | 499.7 | 2.384 | 3.98 | 12.906 | 0.894 | 1153.8 | 289.9 | ||||||
| Average | 2.384 | 2.486 | 4.102 | 11.216 | 84.68 | 15.319 | 73.219 | 3.93 | 14.130 | 0.960 | 1307.3 | 332.7 | |||||||||
| 3A | 5.20 | 66.1 | 67.5 | 67.8 | 67.13 | 1199.2 | 697.5 | 1201.5 | 504.0 | 2.379 | 2.84 | 13.931 | 0.914 | 1273.4 | 448.6 | ||||||
| 3B | 5.20 | 68.0 | 67.7 | 68.1 | 67.93 | 1200.4 | 698.1 | 1202.8 | 504.7 | 2.378 | 3.35 | 14.923 | 0.896 | 1337.2 | 399.5 | ||||||
| 3C | 5.20 | 67.5 | 67.7 | 67.9 | 67.70 | 1201.9 | 701.3 | 1203.7 | 502.4 | 2.392 | 4.01 | 15.198 | 0.901 | 1369.3 | 341.8 | ||||||
| Average | 2.383 | 2.486 | 4.128 | 11.213 | 84.66 | 15.341 | 73.092 | 3.40 | 14.685 | 0.951 | 1326.7 | 390.5 | |||||||||
| 4A | 5.20 | 67.3 | 67.0 | 67.3 | 67.20 | 1193 | 694.7 | 1195.4 | 500.7 | 2.383 | 2.39 | 12.600 | 0.913 | 1154.0 | 483.6 | ||||||
| 4B | 5.20 | 67.8 | 68.3 | 67.7 | 67.93 | 1188.2 | 691.7 | 1190.2 | 498.5 | 2.384 | 2.53 | 12.360 | 0.896 | 1107.5 | 437.6 | ||||||
| 4C | 5.20 | 67.7 | 67.3 | 67.4 | 67.47 | 1194.4 | 697.0 | 1196.7 | 499.7 | 2.390 | 2.66 | 12.850 | 0.907 | 1165.0 | 437.5 | ||||||
| Average | 2.385 | 2.486 | 4.043 | 11.223 | 84.73 | 15.266 | 73.515 | 2.53 | 11.955 | 0.955 | 1142.2 | 452.1 | |||||||||
| 5A | 5.20 | 66.3 | 65.9 | 66.1 | 66.10 | 1198.2 | 697.5 | 1200.6 | 503.1 | 2.382 | 3.83 | 13.000 | 0.938 | 1214.0 | 316.9 | ||||||
| 5B | 5.20 | 67.3 | 67.8 | 67.5 | 67.53 | 1194.3 | 694.6 | 1195.9 | 501.3 | 2.382 | 2.75 | 11.800 | 0.905 | 1068.4 | 388.4 | ||||||
| 5C | 5.20 | 66.1 | 66.4 | 66.5 | 66.33 | 1179.6 | 685.9 | 1181.3 | 495.4 | 2.381 | 1.95 | 12.970 | 0.933 | 1210.6 | 621.9 | ||||||
| Average | 2.382 | 2.486 | 4.195 | 11.205 | 84.60 | 15.400 | 72.761 | 2.84 | 12.025 | 0.968 | 1164.3 | 409.6 | |||||||||
| 6A | 5.20 | 67.4 | 67.5 | 67.1 | 67.33 | 1205.6 | 702.5 | 1207.3 | 504.8 | 2.388 | 3.42 | 13.108 | 0.910 | 1193.0 | 349.2 | ||||||
| 6B | 5.20 | 66.6 | 66.5 | 66.6 | 66.57 | 1190.2 | 693.7 | 1192.1 | 498.4 | 2.388 | 2.96 | 12.474 | 0.906 | 1130.0 | 381.2 | ||||||
| 6C | 5.20 | 67.3 | 67.4 | 67.6 | 67.43 | 1199.3 | 698.5 | 1201.4 | 502.9 | 2.385 | 1.46 | 13.401 | 0.907 | 1216.0 | 831.0 | ||||||
| Average | 2.387 | 2.486 | 3.981 | 11.230 | 84.79 | 15.212 | 73.828 | 2.61 | 12.995 | 0.908 | 1179.7 | 451.2 | |||||||||
| 7A | 5.20 | 66.6 | 67.0 | 67.1 | 66.90 | 1197.5 | 697.5 | 1199.4 | 501.9 | 2.386 | 2.10 | 11.880 | 0.920 | 1093.0 | 521.1 | ||||||
| 7B | 5.20 | 66.5 | 66.3 | 66.7 | 66.50 | 1199.3 | 699.1 | 1201.4 | 502.3 | 2.388 | 2.36 | 11.047 | 0.930 | 1027.4 | 436.3 | ||||||
| 7C | 5.20 | 66.7 | 66.8 | 66.4 | 66.63 | 1188.5 | 694.2 | 1190.4 | 496.2 | 2.395 | 2.02 | 11.190 | 0.926 | 1036.6 | 514.2 | ||||||
| Average | 2.390 | 2.486 | 3.878 | 11.242 | 84.88 | 15.121 | 74.351 | 2.16 | 11.370 | 0.925 | 1052.3 | 488.1 | |||||||||
| 8A | 5.20 | 66.6 | 66.5 | 66.4 | 66.50 | 1187.9 | 692.6 | 1189.8 | 497.2 | 2.389 | 2.75 | 11.797 | 0.930 | 1097.1 | 398.9 | ||||||
| 8B | 5.20 | 66.4 | 66.0 | 66.3 | 66.23 | 1197.6 | 697.6 | 1199.4 | 501.8 | 2.387 | 1.95 | 12.970 | 0.935 | 1213.2 | 623.2 | ||||||
| 8C | 5.20 | 66.5 | 66.9 | 66.7 | 66.70 | 1195.8 | 696.4 | 1197.3 | 500.9 | 2.387 | 3.42 | 12.007 | 0.925 | 1110.7 | 325.1 | ||||||
| Average | 2.388 | 2.486 | 3.954 | 11.234 | 84.81 | 15.188 | 73.964 | 2.70 | 12.257 | 0.930 | 1140.3 | 421.6 | |||||||||
| 9A | 5.20 | 63.1 | 63.5 | 63.4 | 63.33 | 1189.4 | 692.8 | 1190.7 | 497.9 | 2.389 | 2.96 | 11.375 | 1.005 | 1143.3 | 385.7 | ||||||
| 9B | 5.20 | 65.9 | 66.2 | 66.1 | 66.07 | 1192.4 | 694.6 | 1194.3 | 499.7 | 2.386 | 1.46 | 12.153 | 0.939 | 1140.7 | 779.6 | ||||||
| 9C | 5.20 | 66.2 | 66.5 | 66.9 | 66.53 | 1184.8 | 692.0 | 1186.9 | 494.9 | 2.394 | 2.10 | 12.421 | 0.929 | 1156.0 | 551.1 | ||||||
| 2.390 | 2.486 | 3.874 | 11.243 | 84.88 | 15.117 | 74.374 | 2.17 | 11.973 | 0.958 | 1146.7 | 527.2 | ||||||||||
| Specification Limits | 3–5 | >14 | 65–75 | 2–4 | >900 | ||||||||||||||||
| Parameters | Levels | ||
|---|---|---|---|
| 1 | 2 | 3 | |
| (A) Waste Frying Oil (%) | 0.00 (A1) | 2.00 (A2) | 4.00 (A3) |
| (B) Waste Agricultural Ash (%) | 0.00 (B1) | 3.00 (B2) | 6.00 (B3) |
| (C) Temperature (°C) | 170 (C1) | 180 (C2) | 190 (C3) |
| (D) Time (min) | 10 (D1) | 20 (D2) | 30 (D3) |
| Experiment No | Waste Frying Oil (%) | Waste Agricultural Ash (%) | Temperature (°C) | Time (min) |
|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 |
| 2 | 1 | 2 | 2 | 2 |
| 3 | 1 | 3 | 3 | 3 |
| 4 | 2 | 1 | 2 | 3 |
| 5 | 2 | 2 | 3 | 1 |
| 6 | 2 | 3 | 1 | 2 |
| 7 | 3 | 1 | 3 | 2 |
| 8 | 3 | 2 | 1 | 3 |
| 9 | 3 | 3 | 2 | 1 |
| Experiment No | Penetration | Softening Point | Flash Point | |||
|---|---|---|---|---|---|---|
| 0.1 mm | S/N | °C | S/N | °C | S/N | |
| 1 | 87.300 | 38.819 | 48.500 | −33.715 | 274.000 | 48.755 |
| 2 | 75.600 | 37.569 | 50.500 | −34.066 | 286.000 | 49.127 |
| 3 | 63.400 | 36.039 | 52.000 | −34.320 | 294.000 | 49.367 |
| 4 | 140.500 | 42.953 | 36.300 | −31.198 | 254.000 | 48.097 |
| 5 | 128.400 | 42.171 | 39.500 | −31.932 | 262.000 | 48.366 |
| 6 | 115.600 | 41.259 | 41.300 | −32.319 | 268.000 | 48.563 |
| 7 | 200.500 | 46.042 | 32.800 | −30.318 | 252.000 | 48.028 |
| 8 | 185.400 | 45.362 | 35.800 | −31.078 | 255.000 | 48.131 |
| 9 | 169.600 | 44.588 | 37.400 | −31.457 | 256.000 | 48.165 |
| Average S/N Effects | ||||
|---|---|---|---|---|
| Oil | Ash | Temperature | Time | |
| 1st Level | 37.476 | 42.605 | 41.813 | 41.859 |
| 2nd Level | 42.127 | 41.701 | 41.703 | 41.623 |
| 3rd Level | 45.331 | 40.629 | 41.417 | 41.451 |
| Factors | Level | Contribution upon S/N |
|---|---|---|
| Oil | A3 | 3.686 |
| Ash | B1 | 0.960 |
| Temperature | C1 | 0.169 |
| Time | D1 | 0.215 |
| Contribution of All Factors (S/N) | 5.029 | |
| Average Performance Statistics (S/N) | 41.645 | |
| Expected Value at Optimum Conditions (S/N)/(0.1 mm) | 46.674/215.625 | |
| Verification Experiment Result (S/N)/(0.1 mm) | 46.519/211.800 | |
| Confidence Interval (α = 95%) (S/N) | 46.196/47.152 |
| Factors | DOF | Sums of Squares | Variance | F-Value | Pure Sum | Contribution % | p-Value | F-Distribution Value for 2; 18 |
|---|---|---|---|---|---|---|---|---|
| Oil | 2 | 280.787 | 140.394 | 2030.153 | 280.649 | 93.238 | 6 × 10−22 | 3.555 |
| Ash | 2 | 17.613 | 8.806 | 127.344 | 17.474 | 5.848 | 2 × 10−11 | 3.555 |
| Temperature | 2 | 0.752 | 0.376 | 5.434 | 0.613 | 0.250 | 1 × 10−2 | 3.555 |
| Time | 2 | 0.755 | 0.378 | 5.459 | 0.617 | 0.251 | 1 × 10−2 | 3.555 |
| Error | 18 | 1.245 | 0.069 | 0.413% | ||||
| Total | 26 | 301.151 | 100.000 | |||||
| Exp. No | Penetration | Softening Point | Flash Point | Multi Response Performance Index | |||
|---|---|---|---|---|---|---|---|
| S/N | Weight | S/N | Weight | S/N | Weight | ||
| 1 | 38.819 | 0.104 | −33.715 | 0.106 | 48.755 | 0.112 | 5.886 |
| 2 | 37.569 | 0.100 | −34.066 | 0.105 | 49.127 | 0.113 | 5.715 |
| 3 | 36.039 | 0.096 | −34.320 | 0.104 | 49.367 | 0.113 | 5.468 |
| 4 | 42.953 | 0.115 | −31.198 | 0.115 | 48.097 | 0.110 | 6.642 |
| 5 | 42.171 | 0.113 | −31.932 | 0.112 | 48.366 | 0.111 | 6.524 |
| 6 | 41.259 | 0.110 | −32.319 | 0.111 | 48.563 | 0.111 | 6.364 |
| 7 | 46.042 | 0.123 | −30.318 | 0.118 | 48.028 | 0.110 | 7.360 |
| 8 | 45.362 | 0.121 | −31.078 | 0.115 | 48.131 | 0.110 | 7.217 |
| 9 | 44.588 | 0.119 | −31.457 | 0.114 | 48.165 | 0.110 | 7.039 |
| Average S/N Effects | ||||
|---|---|---|---|---|
| Oil | Ash | Temperature | Time | |
| 1st Level | 5.690 | 6.630 | 6.489 | 6.483 |
| 2nd Level | 6.510 | 6.485 | 6.465 | 6.480 |
| 3rd Level | 7.206 | 6.291 | 6.451 | 6.443 |
| Experiment No | Penetration | Softening Point | Marshall Stability | |||
|---|---|---|---|---|---|---|
| 0.1 mm | S/N | °C | S/N | N | S/N | |
| 1 | 56.750 | 35.077 | 58.200 | −35.299 | 1257.667 | 61.991 |
| 2 | 49.140 | 33.826 | 61.000 | −35.707 | 1307.333 | 62.327 |
| 3 | 41.210 | 32.295 | 62.500 | −35.918 | 1326.667 | 62.455 |
| 4 | 91.330 | 39.211 | 43.560 | −32.783 | 1142.180 | 61.154 |
| 5 | 83.460 | 38.428 | 47.400 | −33.517 | 1164.333 | 61.321 |
| 6 | 75.140 | 37.516 | 49.560 | −33.903 | 1179.667 | 61.435 |
| 7 | 130.330 | 42.300 | 39.360 | −31.901 | 1052.330 | 60.443 |
| 8 | 120.510 | 41.620 | 42.960 | −32.662 | 1140.334 | 61.140 |
| 9 | 110.240 | 40.846 | 44.880 | −33.042 | 1146.673 | 61.188 |
| Exp. No | Penetration | Softening Point | Marshall Stability | MRPI | |||
|---|---|---|---|---|---|---|---|
| S/N | Weight | S/N | Weight | S/N | Weight | ||
| 1 | 35.077 | 0.103 | −35.299 | 0.106 | 61.991 | 0.112 | 6.794 |
| 2 | 33.826 | 0.099 | −35.707 | 0.105 | 62.327 | 0.113 | 6.617 |
| 3 | 32.295 | 0.095 | −35.918 | 0.105 | 62.455 | 0.113 | 6.349 |
| 4 | 39.211 | 0.115 | −32.783 | 0.115 | 61.154 | 0.110 | 7.508 |
| 5 | 38.428 | 0.113 | −33.517 | 0.112 | 61.321 | 0.111 | 7.367 |
| 6 | 37.516 | 0.110 | −33.903 | 0.111 | 61.435 | 0.111 | 7.189 |
| 7 | 42.300 | 0.124 | −31.901 | 0.118 | 60.443 | 0.109 | 8.090 |
| 8 | 41.620 | 0.122 | −32.662 | 0.115 | 61.140 | 0.110 | 8.076 |
| 9 | 40.846 | 0.120 | −33.042 | 0.114 | 61.188 | 0.111 | 7.900 |
| Average S/N Effects | ||||
|---|---|---|---|---|
| Oil | Ash | Temperature | Time | |
| 1st Level | 6.587 | 7.464 | 7.353 | 7.354 |
| 2nd Level | 7.355 | 7.354 | 7.342 | 7.299 |
| 3rd Level | 8.022 | 7.146 | 7.269 | 7.311 |
| Penetration | Softening Point | Marshall Stability | ||||
|---|---|---|---|---|---|---|
| Expected Values at MRPI Optimum Conditions | 42.549 | S/N | −32.535 | S/N | 60.625 | S/N |
| 134.112 | 0.1 mm | 42.340 | °C | 1074.584 | N | |
| Verification Experiment Results | 43.245 | S/N | −33.023 | S/N | 60.809 | S/N |
| 145.300 | 0.1 mm | 44.800 | °C | 1097.550 | N | |
| S/N Confidence Interval (α = 95%) | 41.592 | 43.507 | −33.409 | −31.661 | 60.144 | 61.105 |
| Compound Type | Bond | Wave Number | Experiment No. 1 before RTFOT | Experiment No. 5 before RTFOT | Experiment No. 5 after RTFOT | |
|---|---|---|---|---|---|---|
| Alkanes | Methylene Group | Cyclohexane Ring | 1055–1000 cm−1 1005–925 cm−1 | 952.73 | ||
| Alkynes | C–C Stress | 1350–1000 cm−1 | 1151.37 | |||
| Alkanes | Methyl Group | C–H Bending | Symmetrical 1380–1370 cm−1 | 1378.95 | 1375.09 | 1377.02 |
| Methyl Group | C–H Bending | Asymmetric 1470–1430 cm−1 | 1463.81 | 1454.16 | 1461.88 | |
| Methylene Group | C–H Stress | Symmetrical 2865–2845 cm−1 | 2852.41 | 2854.33 | 2850.47 | |
| Methylene Group | C–H Stress | Asymmetric 2935–2915 cm−1 | 2919.91 | 2921.83 | 2917.97 | |
| C–H Stress | 2850–2970 cm−1 | 2954.62 | 2960.41 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Çolak, M.A.; Zorlu, E.; Çodur, M.Y.; Baş, F.İ.; Yalçın, Ö.; Kuşkapan, E. Investigation of Physical and Chemical Properties of Bitumen Modified with Waste Vegetable Oil and Waste Agricultural Ash for Use in Flexible Pavements. Coatings 2023, 13, 1866. https://doi.org/10.3390/coatings13111866
Çolak MA, Zorlu E, Çodur MY, Baş Fİ, Yalçın Ö, Kuşkapan E. Investigation of Physical and Chemical Properties of Bitumen Modified with Waste Vegetable Oil and Waste Agricultural Ash for Use in Flexible Pavements. Coatings. 2023; 13(11):1866. https://doi.org/10.3390/coatings13111866
Chicago/Turabian StyleÇolak, Muhammed Ali, Elif Zorlu, Muhammed Yasin Çodur, Fatih İrfan Baş, Özgen Yalçın, and Emre Kuşkapan. 2023. "Investigation of Physical and Chemical Properties of Bitumen Modified with Waste Vegetable Oil and Waste Agricultural Ash for Use in Flexible Pavements" Coatings 13, no. 11: 1866. https://doi.org/10.3390/coatings13111866
APA StyleÇolak, M. A., Zorlu, E., Çodur, M. Y., Baş, F. İ., Yalçın, Ö., & Kuşkapan, E. (2023). Investigation of Physical and Chemical Properties of Bitumen Modified with Waste Vegetable Oil and Waste Agricultural Ash for Use in Flexible Pavements. Coatings, 13(11), 1866. https://doi.org/10.3390/coatings13111866