

Tribological and Grinding Properties of Spherical Diamond Grown on a Rough Discontinuous Surface


Abstract
:1. Introduction
2. Experimental
3. Results and Discussion
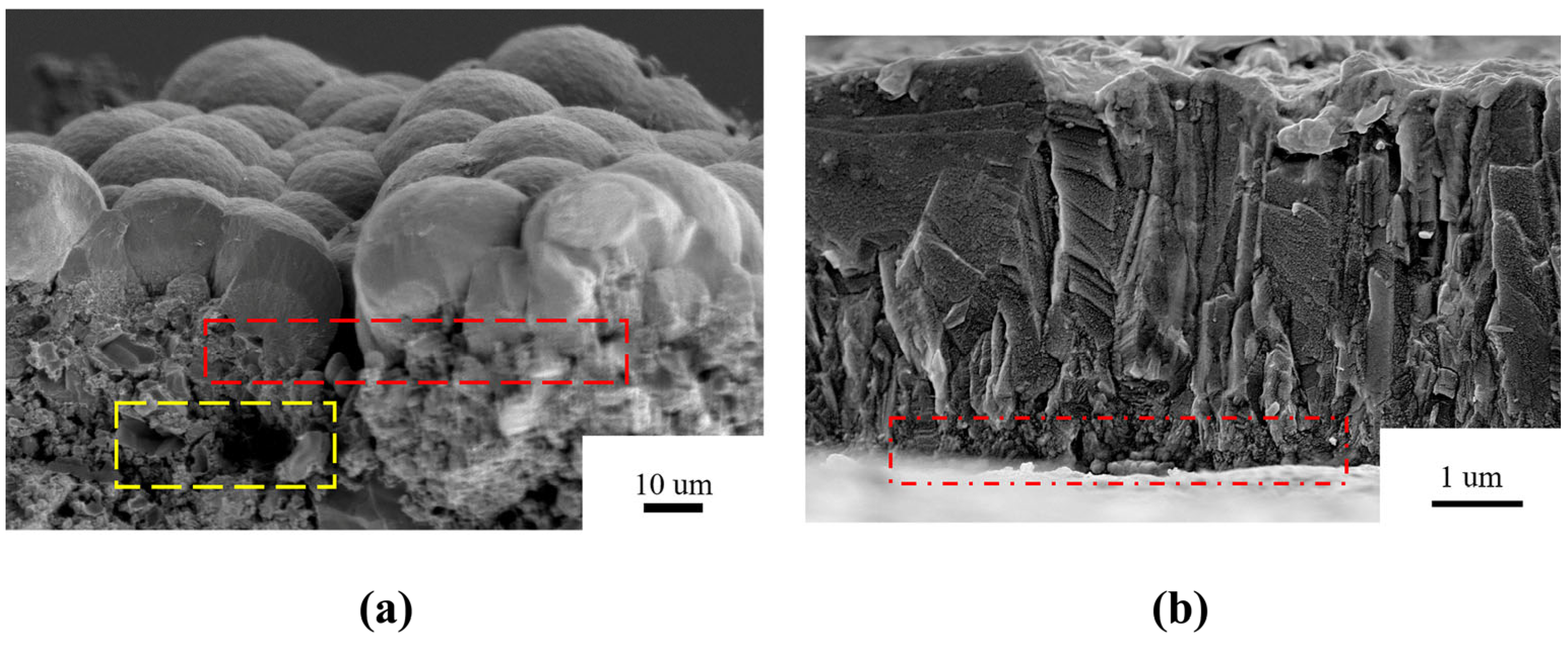
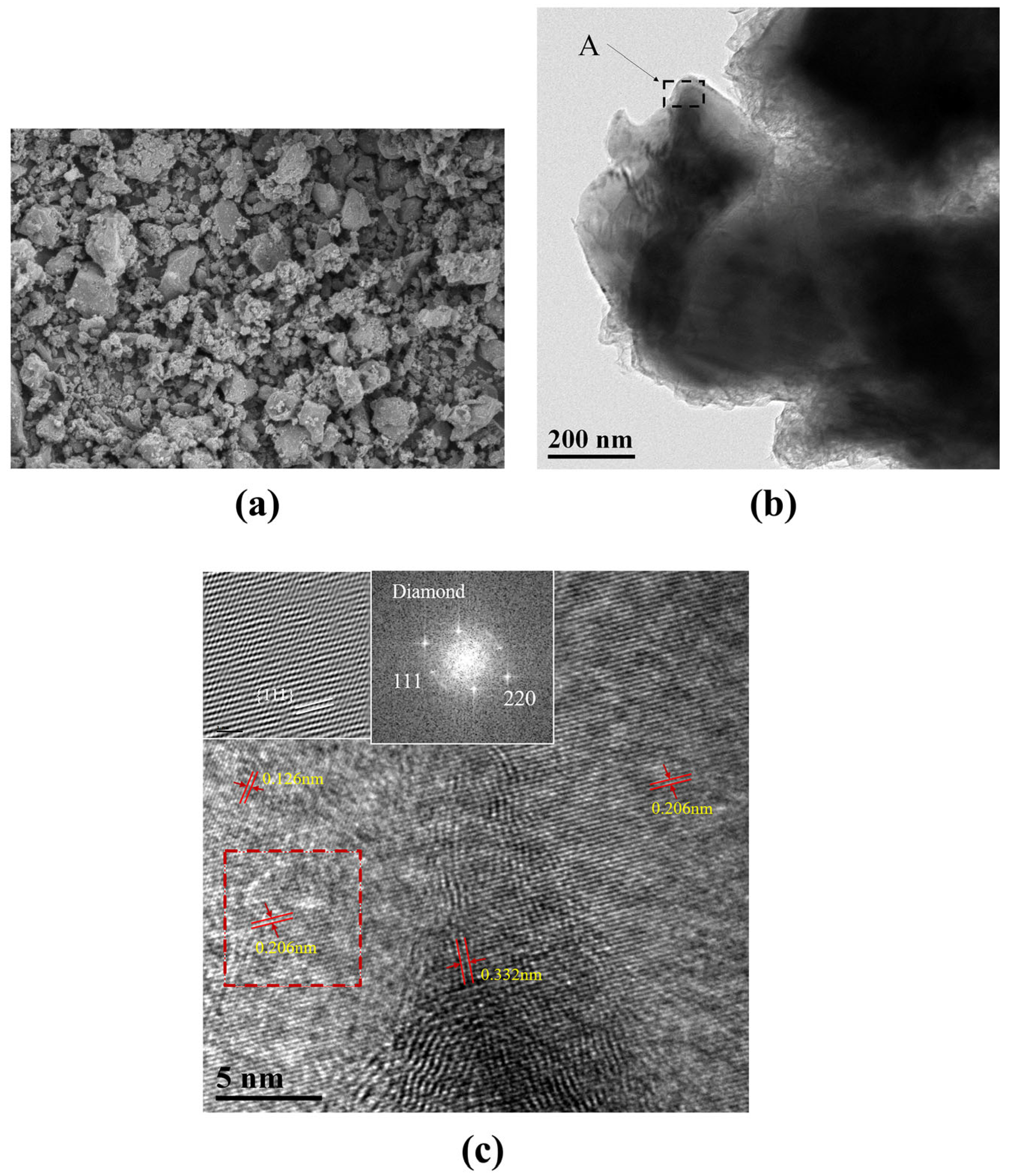
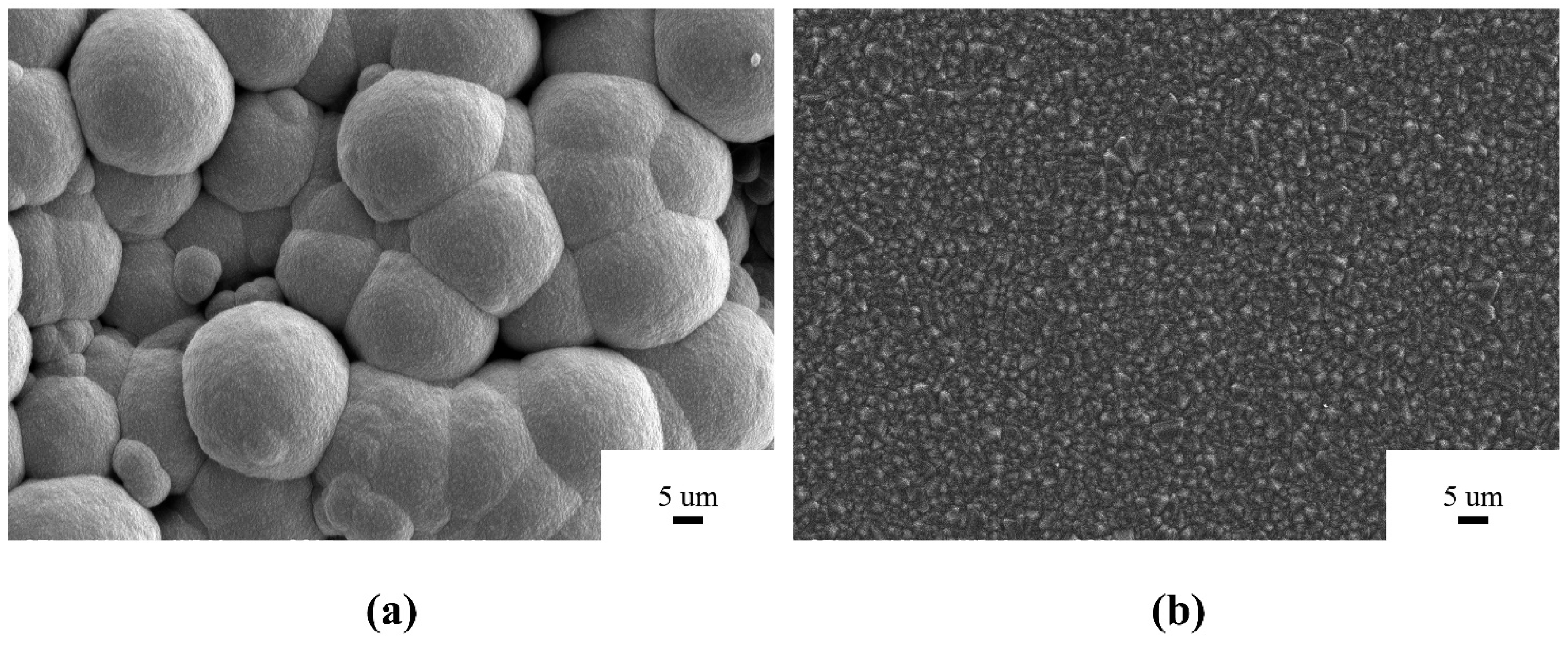
3.1. Characteristics of the As-Deposited Diamond Grains
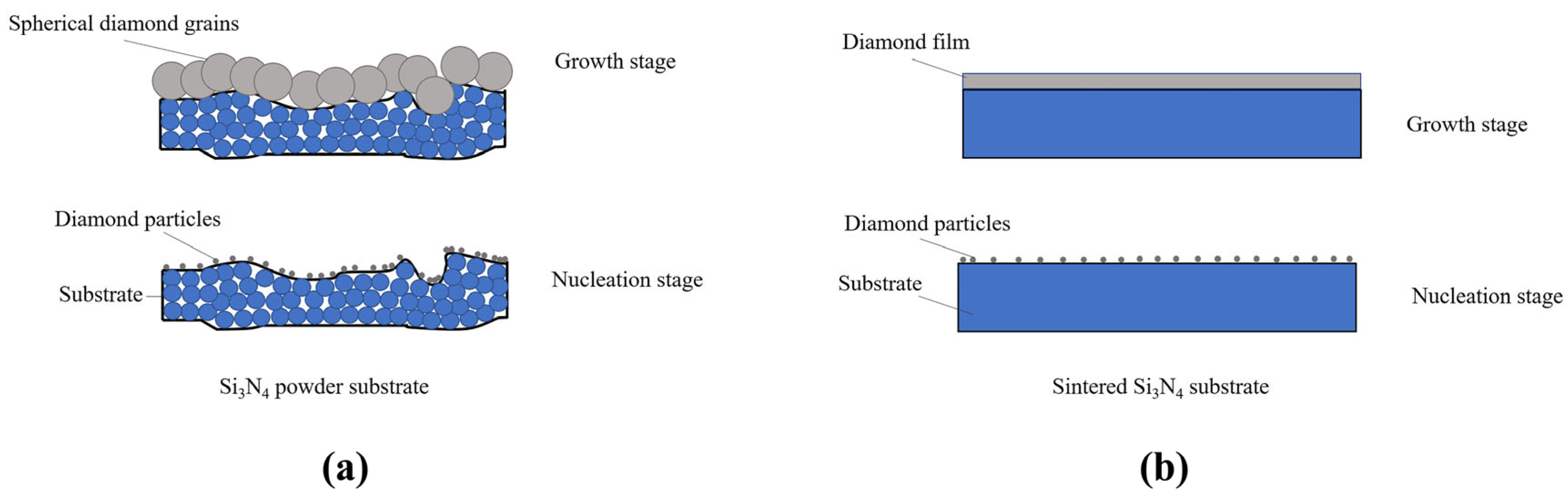
3.2. Deposition Mechanism of the As-Deposited Diamond Grains
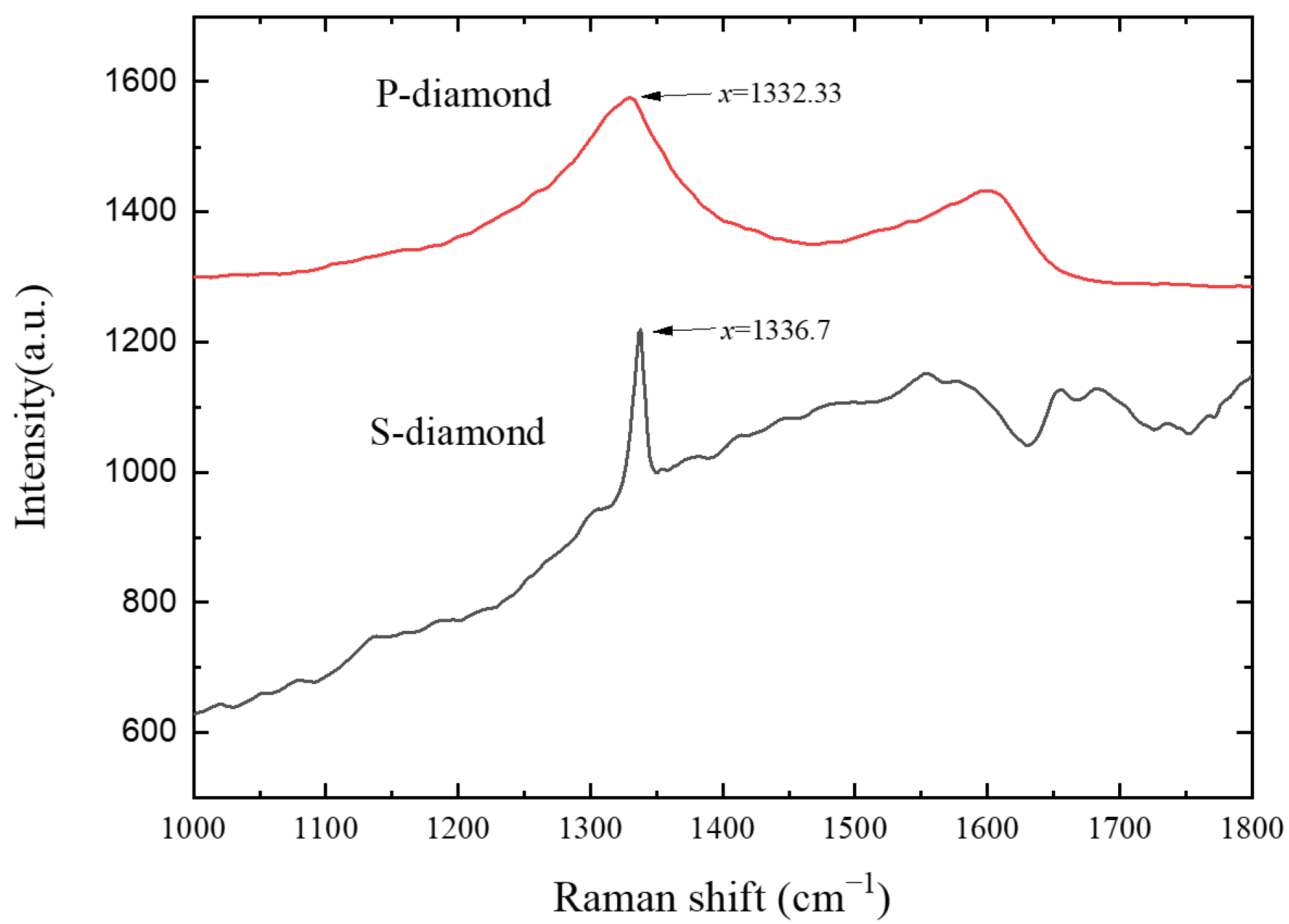
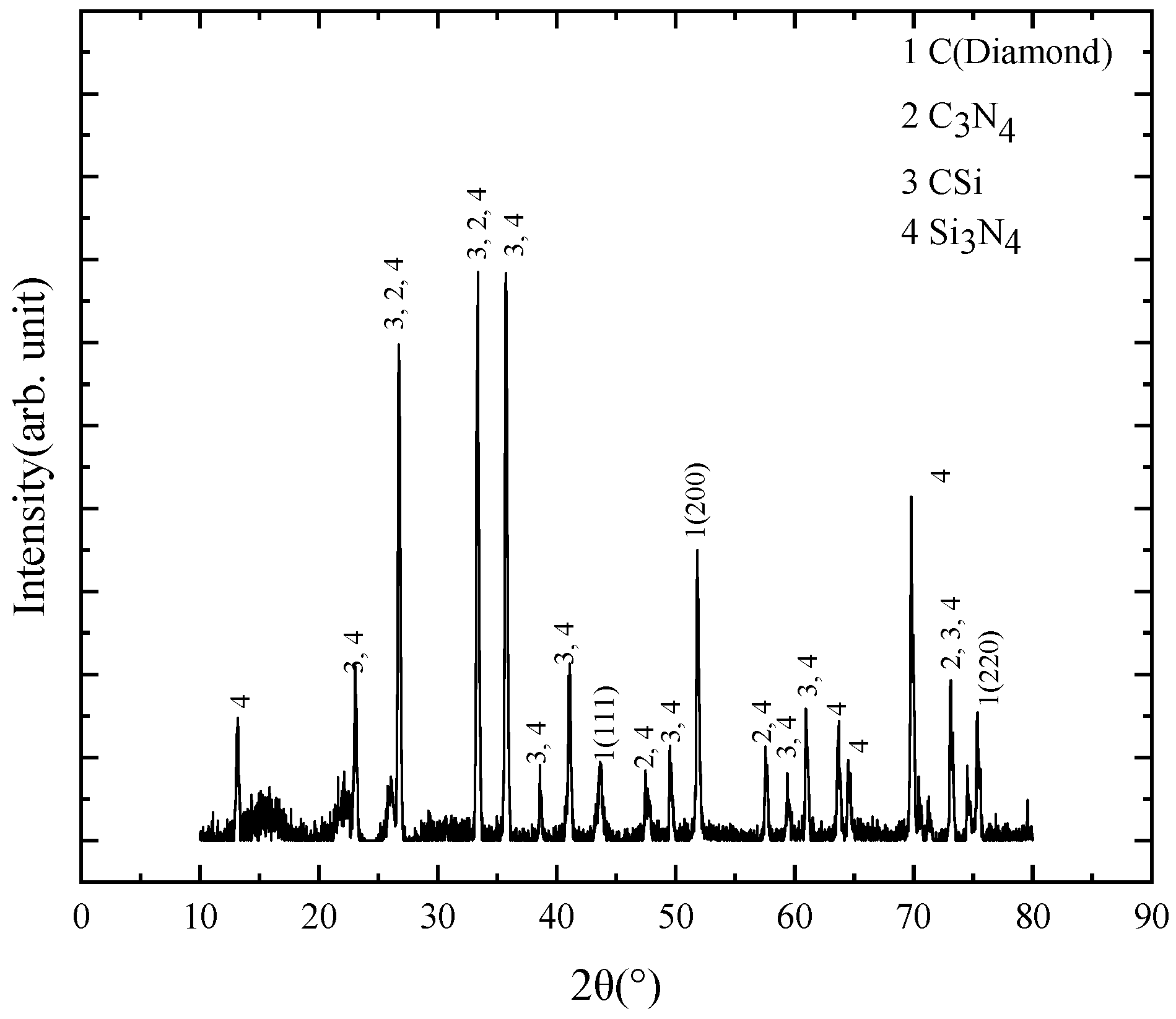
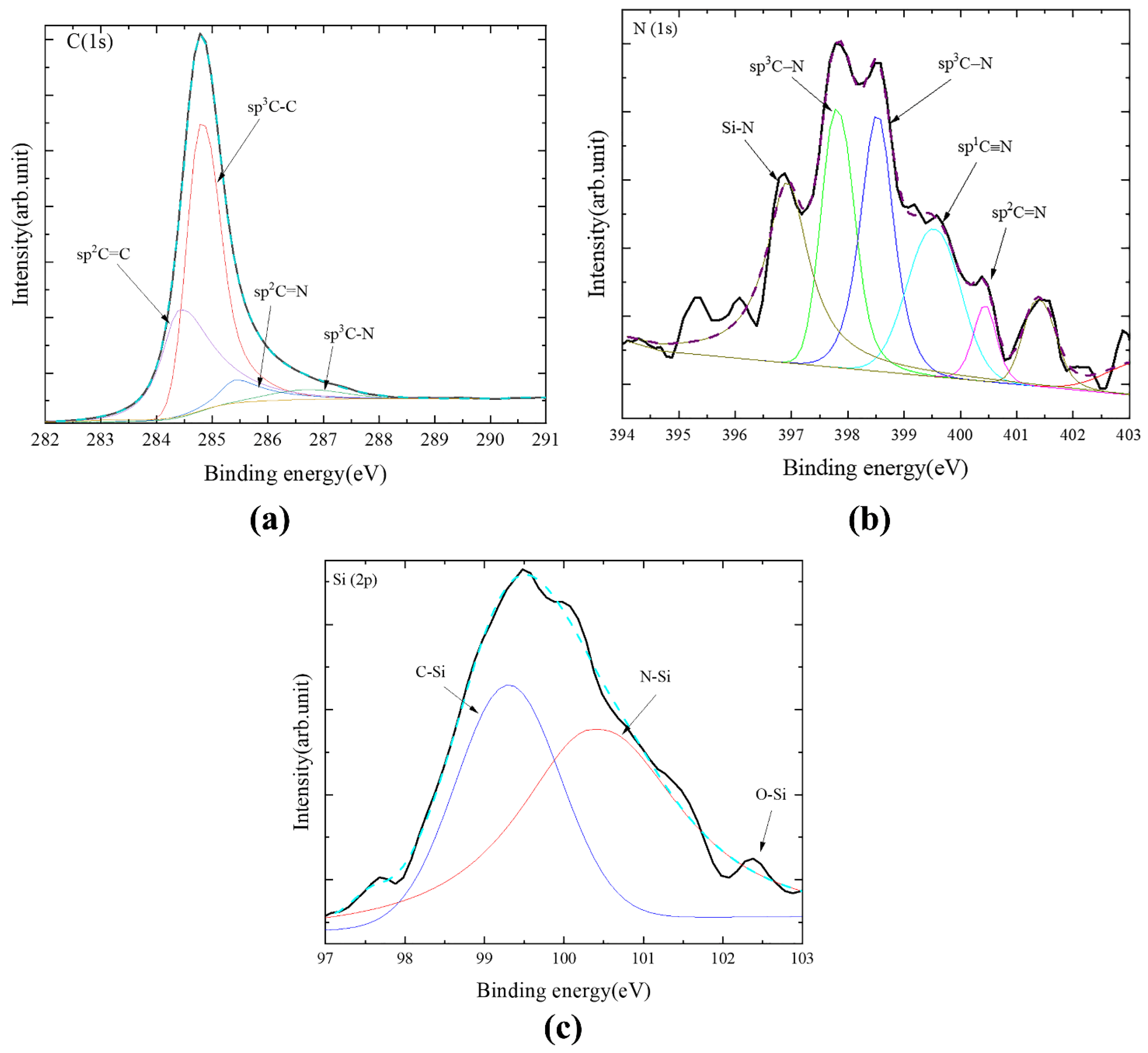
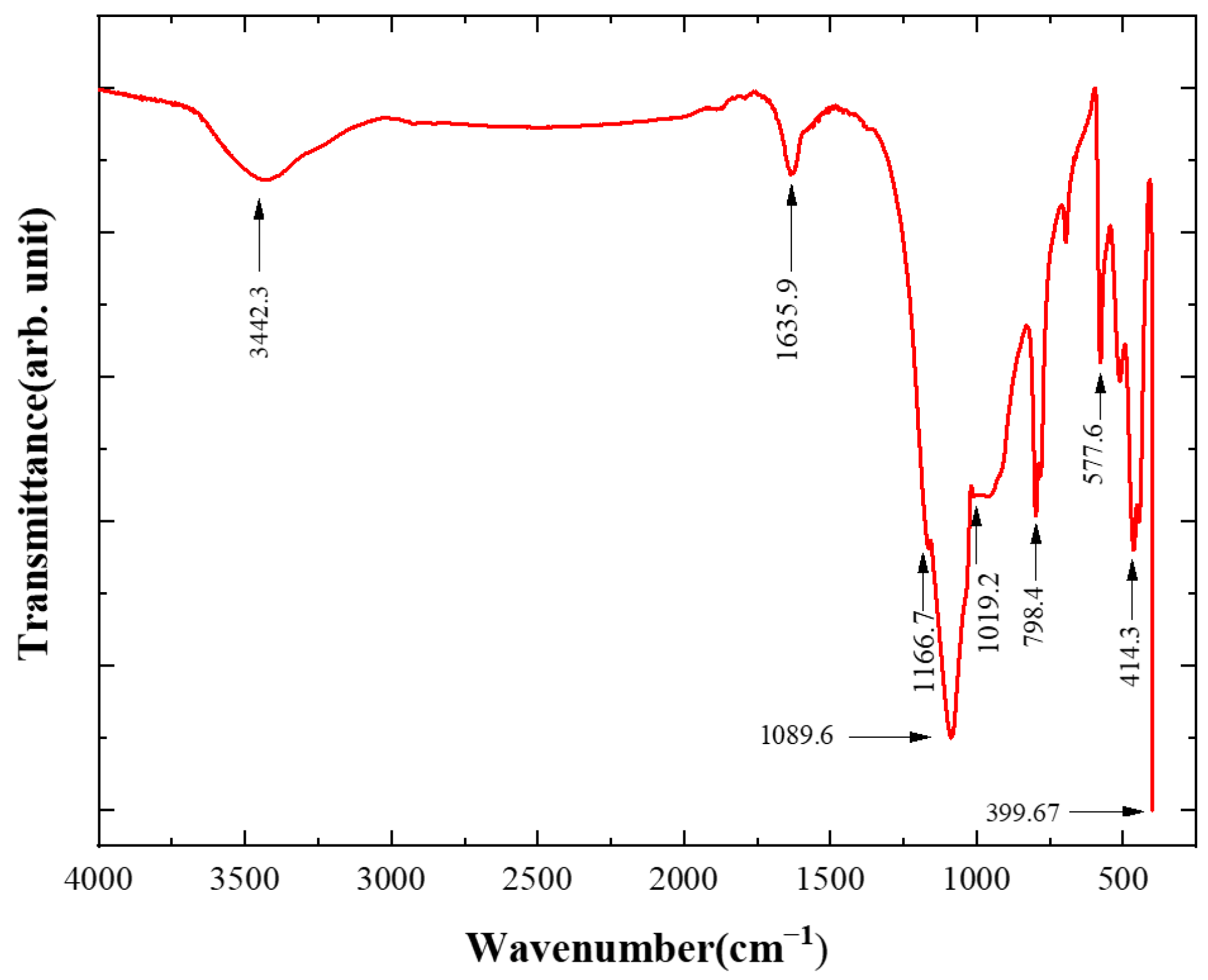
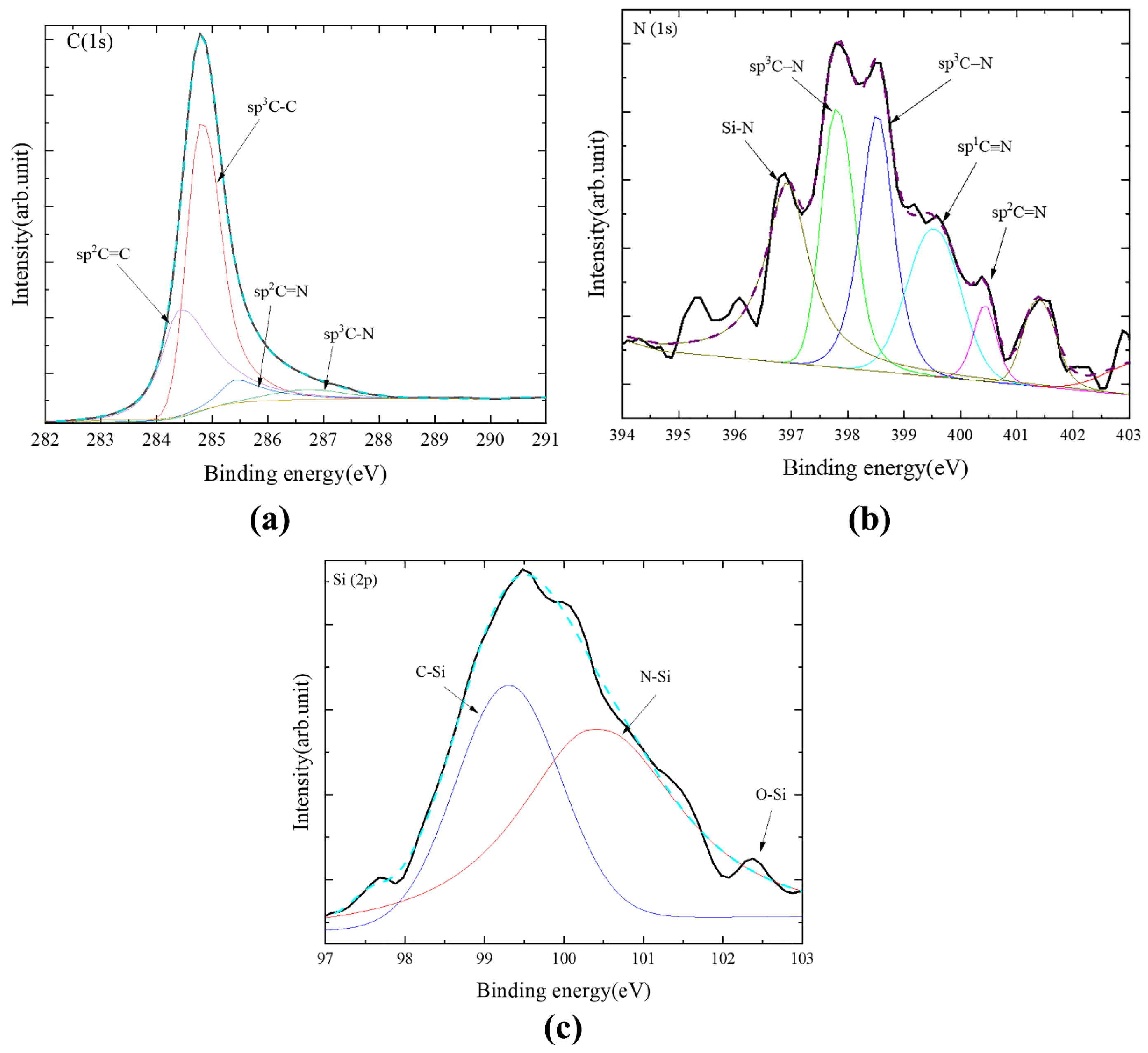
3.3. Chemical Bonds of the As-Deposited Diamond Grains
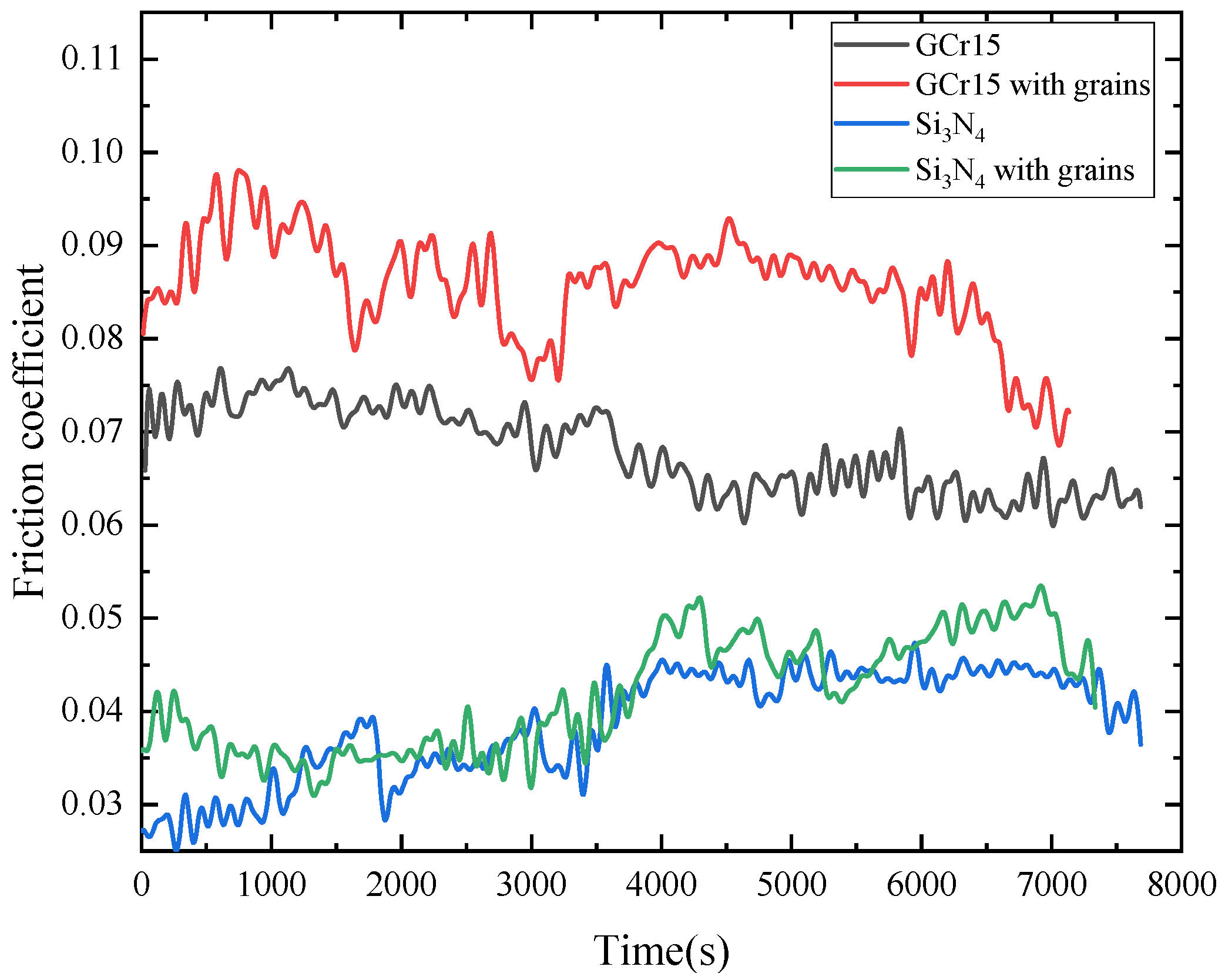
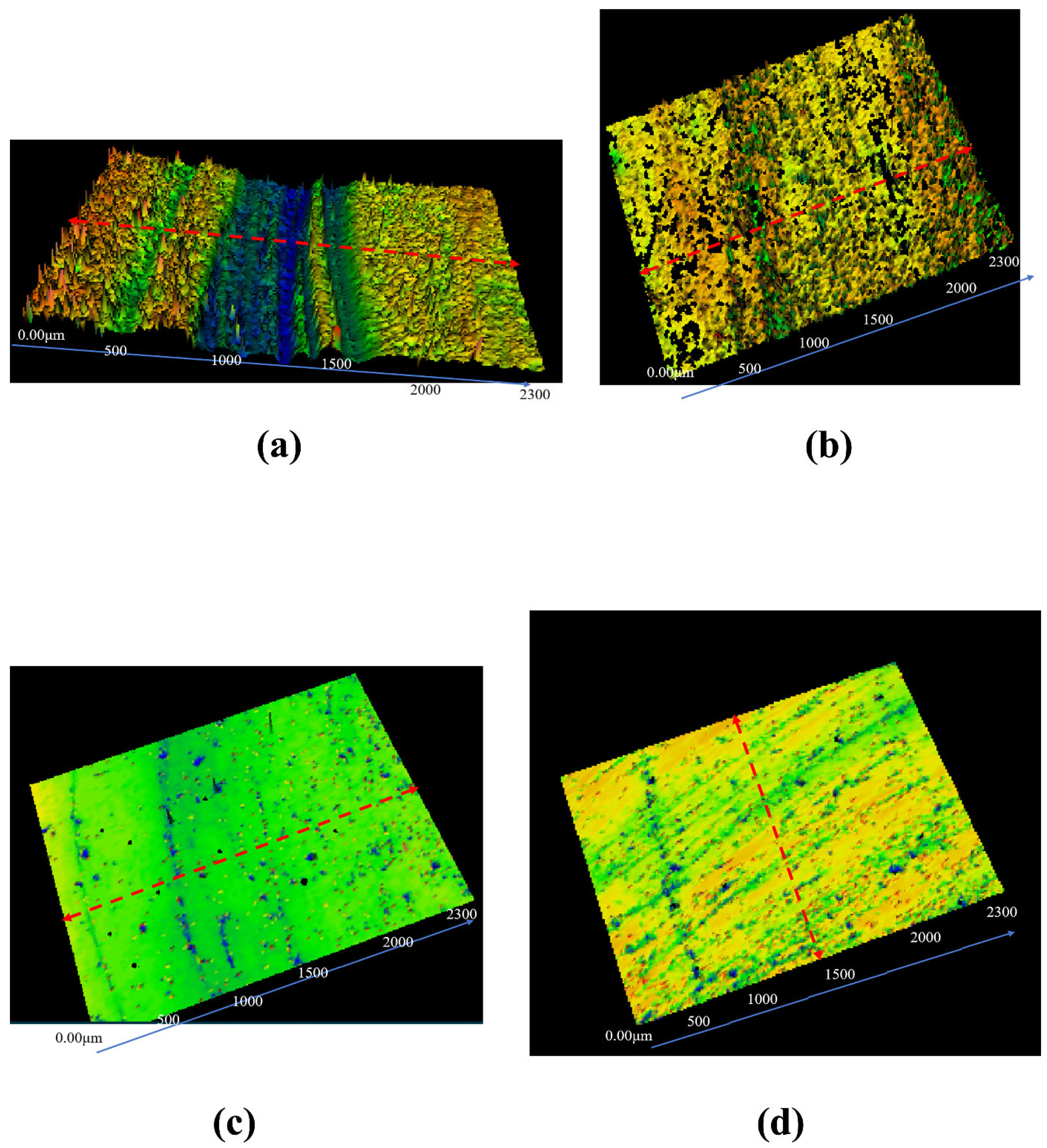
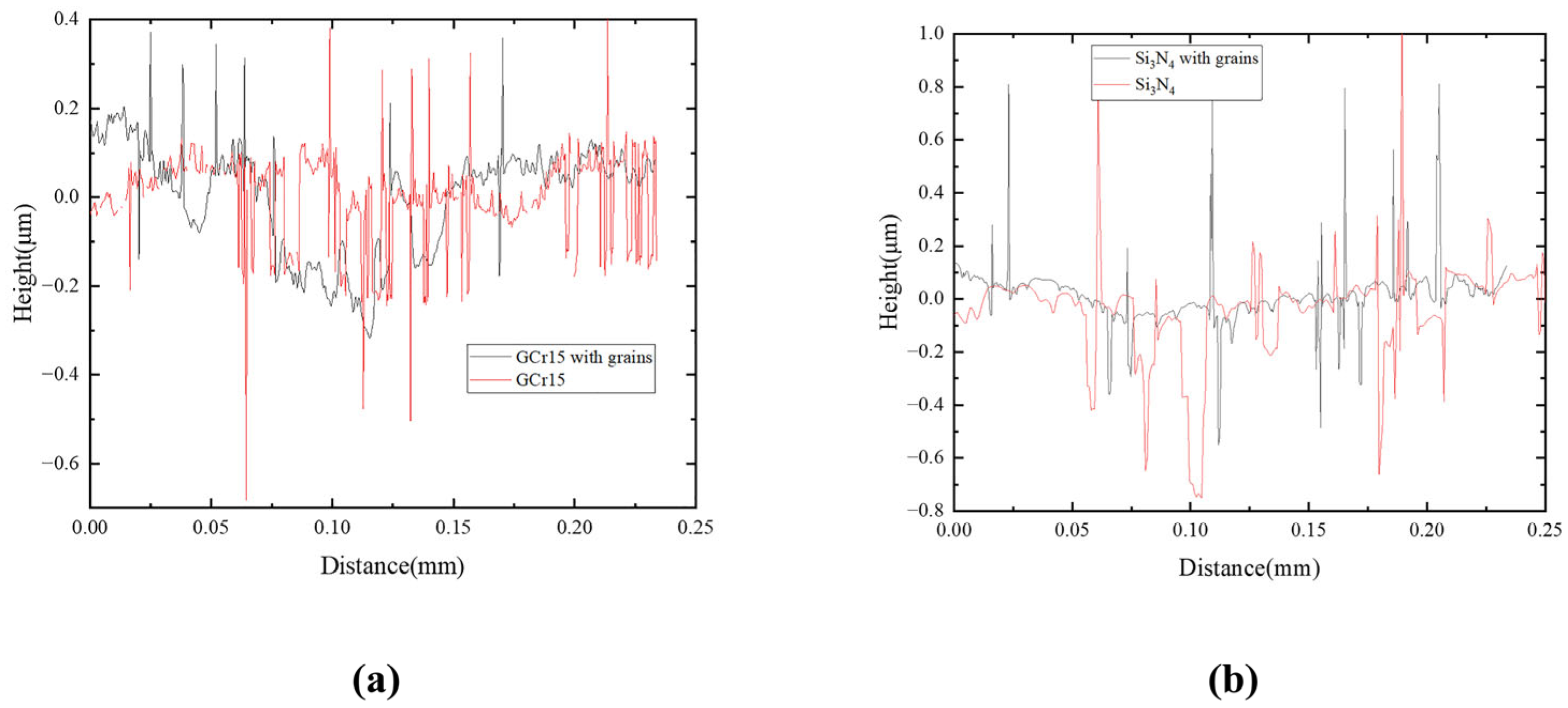
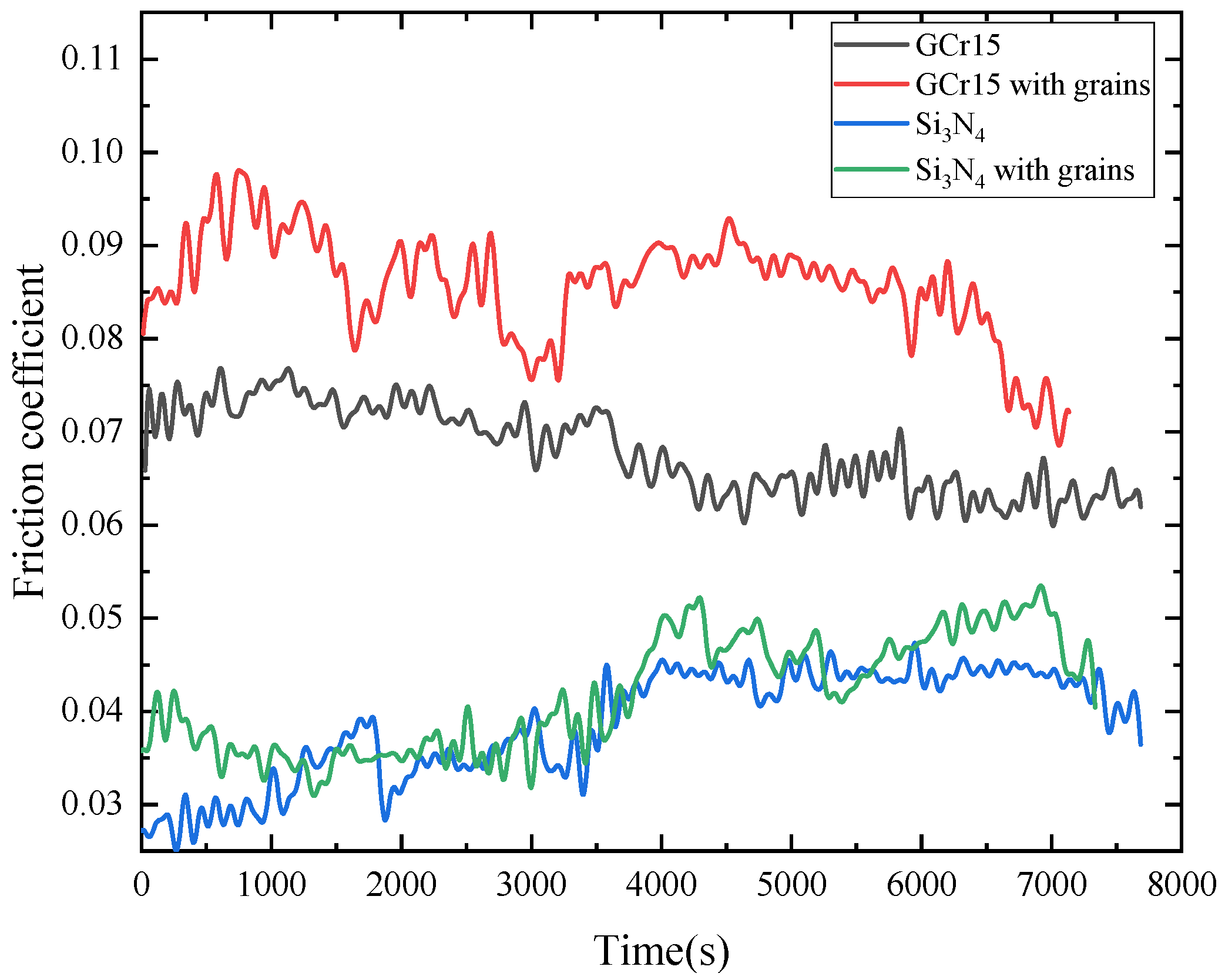
3.4. Tribology and Grinding Properties of As-Deposited Spherical Diamond Grains
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, G.X.; Hu, Z.S.; Dong, J.-X.; Wang, L.G.; Peng, Y.; He, T.; Lai, R. Study on antiwear and reducing friction additive of nanometer cobalt hydroxide. Lubr. Eng. 2001, 57, 36–39. [Google Scholar]
- Kasar, A.K.; Reeves, C.J.; Menezes, P.L. The effect of particulate additive mixtures on the tribological performance of phosphonium-based ionic liquid lubricants. Tribol. Int. 2022, 165, 107300. [Google Scholar] [CrossRef]
- Shi, S.C.; Jiang, S.Z. Influence of graphene/copper hybrid nanoparticle additives on tribological properties of solid cellulose lubricants. Surf. Coat. Technol. 2020, 389, 125655. [Google Scholar] [CrossRef]
- Kim, S.T.; Woo, J.Y.; Lee, Y.Z. Friction, Wear, and Scuffing Characteristics of Marine Engine Lubricants with Nanodiamond Particles. Tribol. Trans. 2016, 59, 1098–1103. [Google Scholar] [CrossRef]
- Shen, B.; Sun, F.H. Deposition and friction properties of ultra-smooth composite diamond films on Co-cemented tungsten carbide substrates. Diam. Relat. Mater. 2009, 18, 238–243. [Google Scholar] [CrossRef]
- Chen, N.C.; Shen, B.; Yang, G.D.; Sun, F.H. Tribological and cutting behavior of silicon nitride tools coated with monolayer- and multilayer-microcrystalline HFCVD diamond films. Appl. Surf. Sci. 2013, 265, 850–859. [Google Scholar] [CrossRef]
- Takeshi, K.; Takuji, M.; Tatsumi, T.; Tatsuo, A.; Makoto, Y. Platinum nanoparticle-embedded porous diamond spherical particles as an active and stable heterogeneous catalyst. Sci. Rep. 2017, 7, 8651. [Google Scholar]
- Huang, B.R.; Saravanan, A.; Lu, H.C. Structural engineering of dispersed graphene flakes into ZnO nanotubes on discontinues ultra- nanocrystalline diamond substrates for high- performance photodetector with excellent UV light to dark current ratios. Adv. Mater. Interfaces 2019, 7, 1901694. [Google Scholar] [CrossRef]
- Feng, W.; Lu, W.Z.; Cai, W.J.; Yu, Y.P.; Zuo, D.W. Influence research of diamond micro-nano particulates on single crystal sapphire’s friction properties. Integr. Ferro. 2015, 163, 73–80. [Google Scholar]
- Li, D.S.; Zuo, D.W.; Sun, Y.L.; Chen, R.F.; Lu, W.Z.; Xiang, B.K.; Wang, M. Characterization of diamond spherical shell thick film by DC plasma CVD. Key Eng. Mater. 2008, 26, 216–220. [Google Scholar] [CrossRef]
- Chu, Y.C.; Tu, C.H.; Jiang, G.; Chang, C.; Liu, C.P.; Ting, J.M.; Lee, H.L.; Tzeng, Y.; Auciello, O. Systematic studies of the nucleation and growth of ultrananocrystalline diamond films on silicon substrates coated with a tungsten layer. J. Appl. Phys. 2012, 111, 124328. [Google Scholar] [CrossRef]
- Dávid, V.; András, S.; Balázs, B.; Tibor, C.; Gábor, S.; Mária, C. Superradiant diamond color center arrays coupled to concave plasmonic nanoresonators. Opt. Express 2019, 27, 31176–31192. [Google Scholar]
- Banerjee, A.; Das, D. Realizing a variety of carbon nanostructures at low temperature using MW-PECVD of (CH4+H2) plasma. Appl. Surf. Sci. 2013, 273, 806–815. [Google Scholar] [CrossRef]
- Neto, M.A.; Silva, E.L.; Ghumman, C.A.; Teodoro, O.M.; Fernandes, A.J.S.; Oliveira, F.J.; Silva, R.F. Composition profiles and adhesion evaluation of conductive diamond coatings on dielectric ceramics. Thin Solid Films 2012, 520, 5260–5266. [Google Scholar] [CrossRef]
- Almeida, F.A.; Amaral, M.; Oliveira, F.J.; Fernandes, A.J.S.; Silva, R.F. Nano to micrometric HFCVD diamond adhesion strength to Si3N4. Vacuum 2007, 81, 1443–1447. [Google Scholar] [CrossRef]
- Fuentes-Fernandez, E.M.A.; Alcantar-Pena, J.J.; Lee, G.; Boulom, A.; Phan, H.; Smith, B.; Nguyen, T.; Sahoo, S.; Ruiz-Zepeda, F.; Arellano-Jimenez, M.J.; et al. Synthesis and characterization of microcrystalline diamond to ultrananocrystalline diamond films via Hot Filament Chemical Vapor Deposition for scaling to large area applications. Thin Solid Films 2016, 603, 62–68. [Google Scholar] [CrossRef]
- Morales, J.; Apatiga, L.M.; Castano, V.M. Growth of Diamond films from tequila. Rev. Adv. Mater. Sci. 2009, 21, 134–138. [Google Scholar]
- Lessiak, M.; Haubner, R. Diamond coatings on hardmetal substrates with CVD coatings as intermediate layers. Surf. Coat. Technol. 2013, 230, 119–123. [Google Scholar] [CrossRef]
- Li, Y.S.; Tang, Y.; Yang, Q.; Xiao, C.; Hirose, A. Diamond deposition on steel substrates with an Al interlayer. Int. J. Refract. Metals Hard Mater. 2008, 27, 417–420. [Google Scholar] [CrossRef]
- Teng, C.C.; Ku, F.C.; Sung, C.M.; Deng, J.P.; Chien, S.F.; Song, S.M.; Lin, C.T. Effect of nano-Ni catalyst on the growth characterization of diamond films by HFCVD. J. Nanomater. 2010, 5, 365614. [Google Scholar] [CrossRef]
- Huber, R.C.; Ringstrand, B.S.; Dattelbaum, D.M.; Gustavsen, R.L.; Seifert, S.; Firestone, M.A.; Podlesak, D.W. Extreme condition nanocarbon formation under air and argon atmospheres during detonation of composition B-3. Carbon 2018, 126, 289–298. [Google Scholar] [CrossRef]
- Jia, F.C.; Bai, Y.Z.; Qu, F.; Sun, J.A.; Zhao, J.J.; Jiang, X. The influence of gas pressure and bias current on the crystallinity of highly boron-doped diamond films. New Carbon Mater. 2010, 25, 357–361. [Google Scholar] [CrossRef]
- Blaut-Blachev, A.N.; Averin, A.A.; Shapagin, A.V.; Spitsyn, B.V. The formation of spherical and tree particles during diamond growth by chemical vapor deposition. Prot. Met. Phys. Chem. Surf. 2021, 57, 760–763. [Google Scholar] [CrossRef]
- Chen, N.C.; Pu, L.W.; Sun, F.H.; He, P.; Zhu, Q.Z.; Ren, J.X. Tribological behavior of HFCVD multilayer diamond film on silicon carbide. Surf. Coat. Technol. 2015, 272, 66–71. [Google Scholar] [CrossRef]
- Banerjee, A.; Das, D. Low temperature synthesis of spherical nano-diamond. J. Exp. Nanosci. 2014, 9, 818–824. [Google Scholar] [CrossRef]
- Dychalska, A.; Popielarski, P.; Frankow, W.; Fabisiak, K.; Paprocki, K.; Szybowicz, M. Study of CVD diamond layers with amorphous carbon admixture by Raman scattering spectroscopy. Mater. Sci. Pol. 2015, 33, 799–805. [Google Scholar] [CrossRef]
- Chen, N.C.; Ju, F.S.; Zhou, F.; Chen, S.A.; Wei, K.; He, P. Growth and characterization of chemical vapor deposition diamond coating incorporated amorphous carbon with high Raman bands induced by CuO particles. Diam. Relat. Mater. 2021, 116, 108387. [Google Scholar] [CrossRef]
- Stanishevsky, A.V.; Walock, M.J.; Catledge, S.A. Surface modification and stability of detonation nanodiamonds in microwave gas discharge plasma. Appl. Surf. Sci. 2015, 357, 1403–1409. [Google Scholar] [CrossRef]
- Ferreira, S.; Duarte, P.; Almeida, F.A.; Silva, R.F. Bilayered coatings of BN/diamond grown on Si3N4 ceramic substrates. Diam. Relat. Mater. 2011, 20, 464–467. [Google Scholar] [CrossRef]
- Naumkin, A.V.; Kraut-Vass, A.; Gaarenstroom, S.W.; Powell, C.J. NIST X-ray Photoelectron Spectroscopy Database, 4.1 ed.; Measurement Services Division of the National Institute of Standards and Technology (NIST), Material Measurement Laboratory (MML): Gaithersburg, MD, USA, 2012. [Google Scholar]
- Lesiak, B.; Kövér, L.; Tóth, J.; Zemek, J.; Jiricek, P.; Kromka, A.; Rangam, N.J. C sp2/sp3 hybridisations in carbon nanomaterials—XPS and (X)AES study. Appl. Surf. Sci. 2018, 452, 223–231. [Google Scholar] [CrossRef]
- Chandran, M.; Shasha, M.; Michaelson, S.; Akhvlediani, R.; Hoffman, A. Incorporation of nitrogen into polycrystalline diamond surfaces by RF plasma nitridation process at different temperatures: Bonding configuration and thermal stabilty studies by in situ XPS and HREELS. Phys. Status Solidi (A) 2015, 212, 2487–2495. [Google Scholar] [CrossRef]
- Ghodbane, S.; Ballutaud, D.; Omnès, F.; Agnès, C. Comparison of the XPS spectra from homoepitaxial {111}, {100} and polycrystalline boron-doped diamond films. Diam. Relat. Mater. 2010, 19, 630–636. [Google Scholar] [CrossRef]
- Tucureanu, V.; Matei, A.; Avram, A.M. FTIR Spectroscopy for Carbon Family Study. Crit. Rev. Anal. Chem. 2016, 46, 502–520. [Google Scholar] [CrossRef]
- Chang, Q.Y.; Zhang, H.; Gao, R.Q. Magnesium silicate hydroxide modified by carbon from hydrothermal carbonization of gelatin for tribological application. Diam. Relat. Mater. 2019, 95, 36–43. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Nucleation Stage | Growth Stage |
|---|---|---|
| CH4/H2 flow (sccm) | 10/240 | 10/240 |
| Pressure (kPa) | 1.5–2.0 | 4.5–5.0 |
| Bias current (A) | 4.0 | 3.0 |
| Duration (h) | 1 | 6 |
| Name of Sets | Oil Samples |
|---|---|
| GCr15 | PAO10 |
| GCr15 with grains | PAO10 + 1% diamond grains + 3% OA |
| Si3N4 | PAO10 |
| Si3N4 with grains | PAO10 + 1% diamond grains + 3% OA |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zeng, X.; Meng, S.; Liu, J.; Chen, N. Tribological and Grinding Properties of Spherical Diamond Grown on a Rough Discontinuous Surface. Coatings 2023, 13, 1735. https://doi.org/10.3390/coatings13101735
Zeng X, Meng S, Liu J, Chen N. Tribological and Grinding Properties of Spherical Diamond Grown on a Rough Discontinuous Surface. Coatings. 2023; 13(10):1735. https://doi.org/10.3390/coatings13101735
Chicago/Turabian StyleZeng, Xiangyong, Shaoxin Meng, Jianben Liu, and Naichao Chen. 2023. "Tribological and Grinding Properties of Spherical Diamond Grown on a Rough Discontinuous Surface" Coatings 13, no. 10: 1735. https://doi.org/10.3390/coatings13101735
APA StyleZeng, X., Meng, S., Liu, J., & Chen, N. (2023). Tribological and Grinding Properties of Spherical Diamond Grown on a Rough Discontinuous Surface. Coatings, 13(10), 1735. https://doi.org/10.3390/coatings13101735