
Study of the Influence of V, Mo and Co Additives on the Carbide Formation and Microhardness during Thermal Diffusion Chrome Planting of X35CrNi2-3 Steel

 ,
, 
Abstract
1. Introduction
2. Materials and Methods
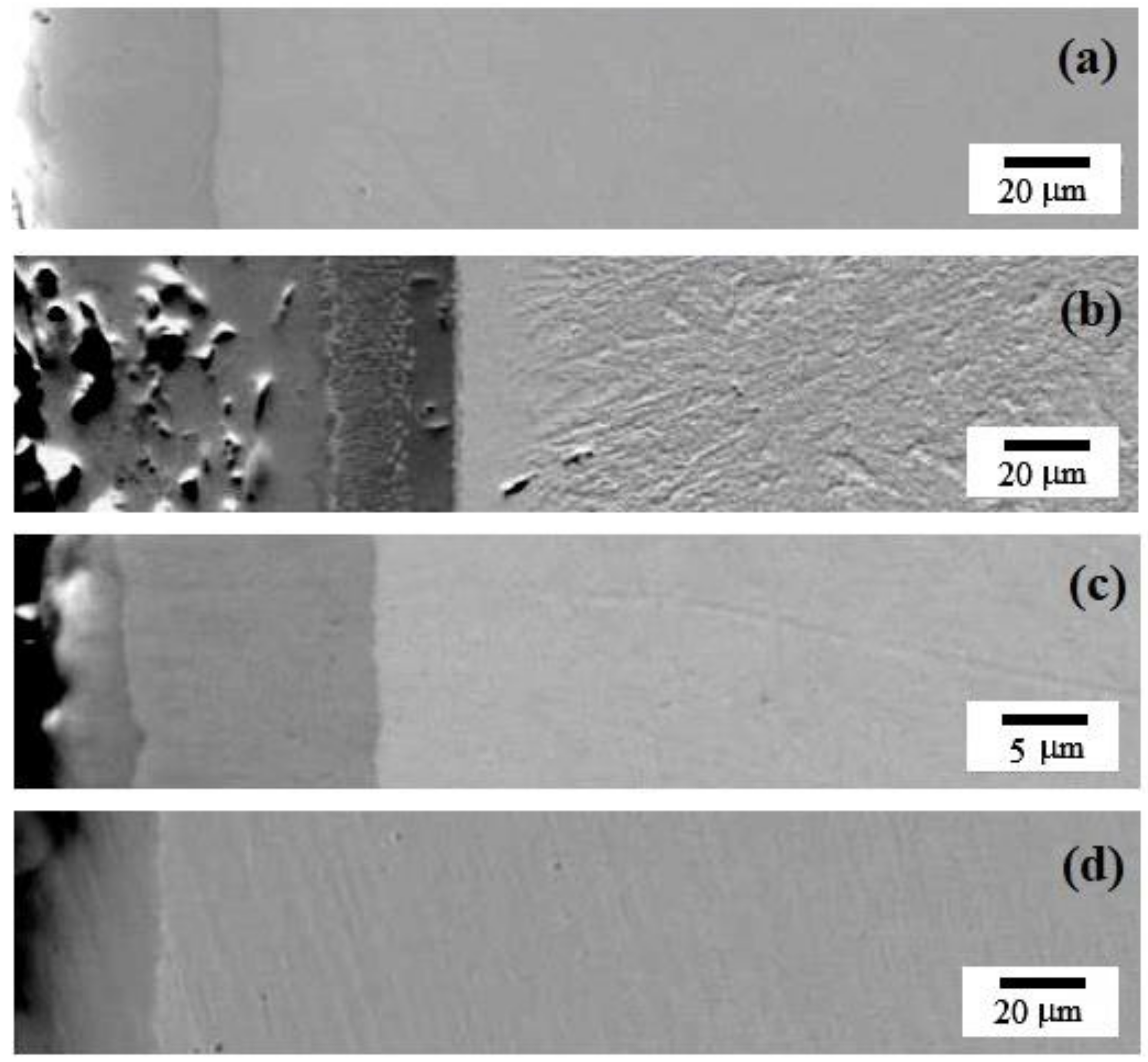
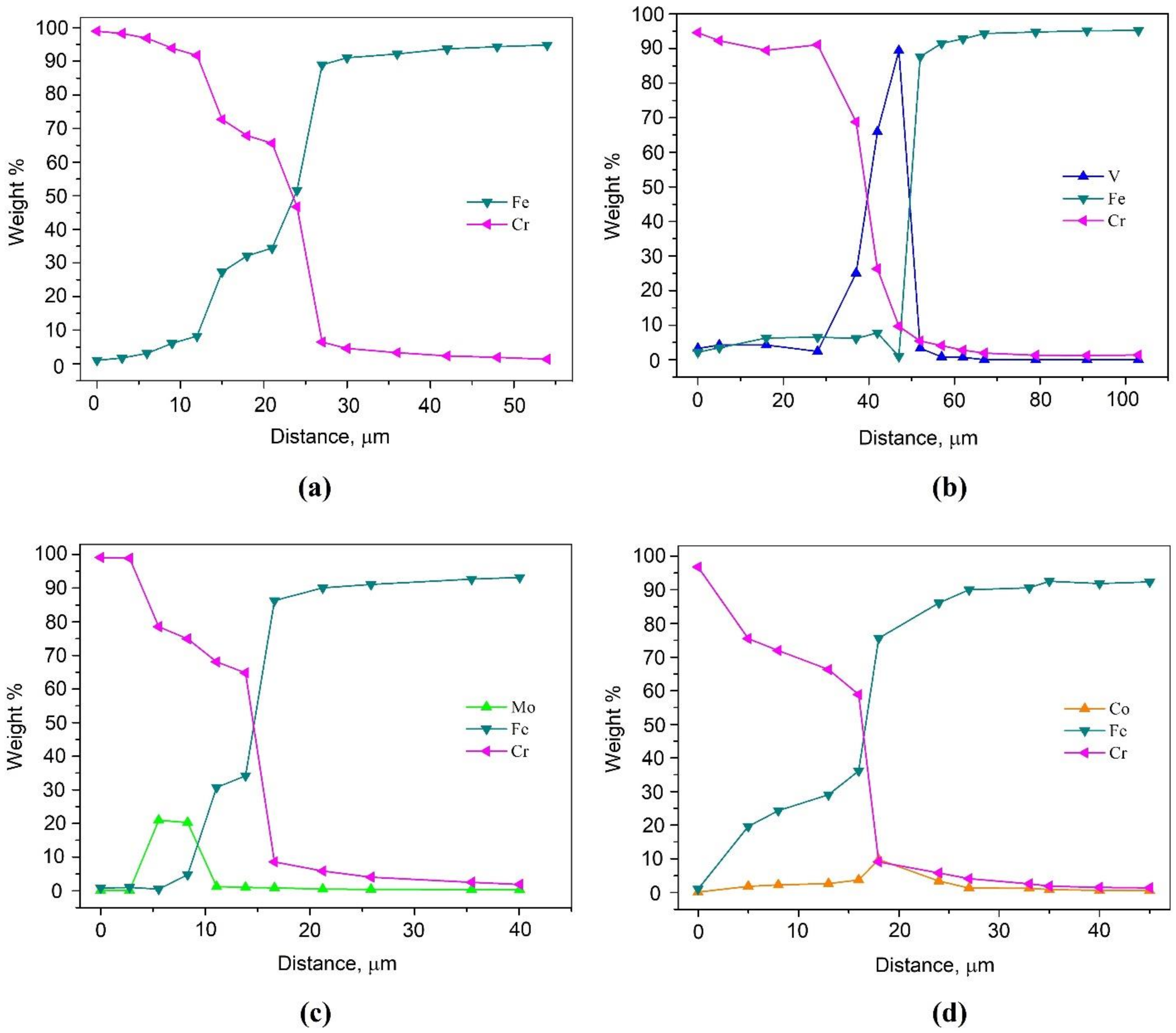
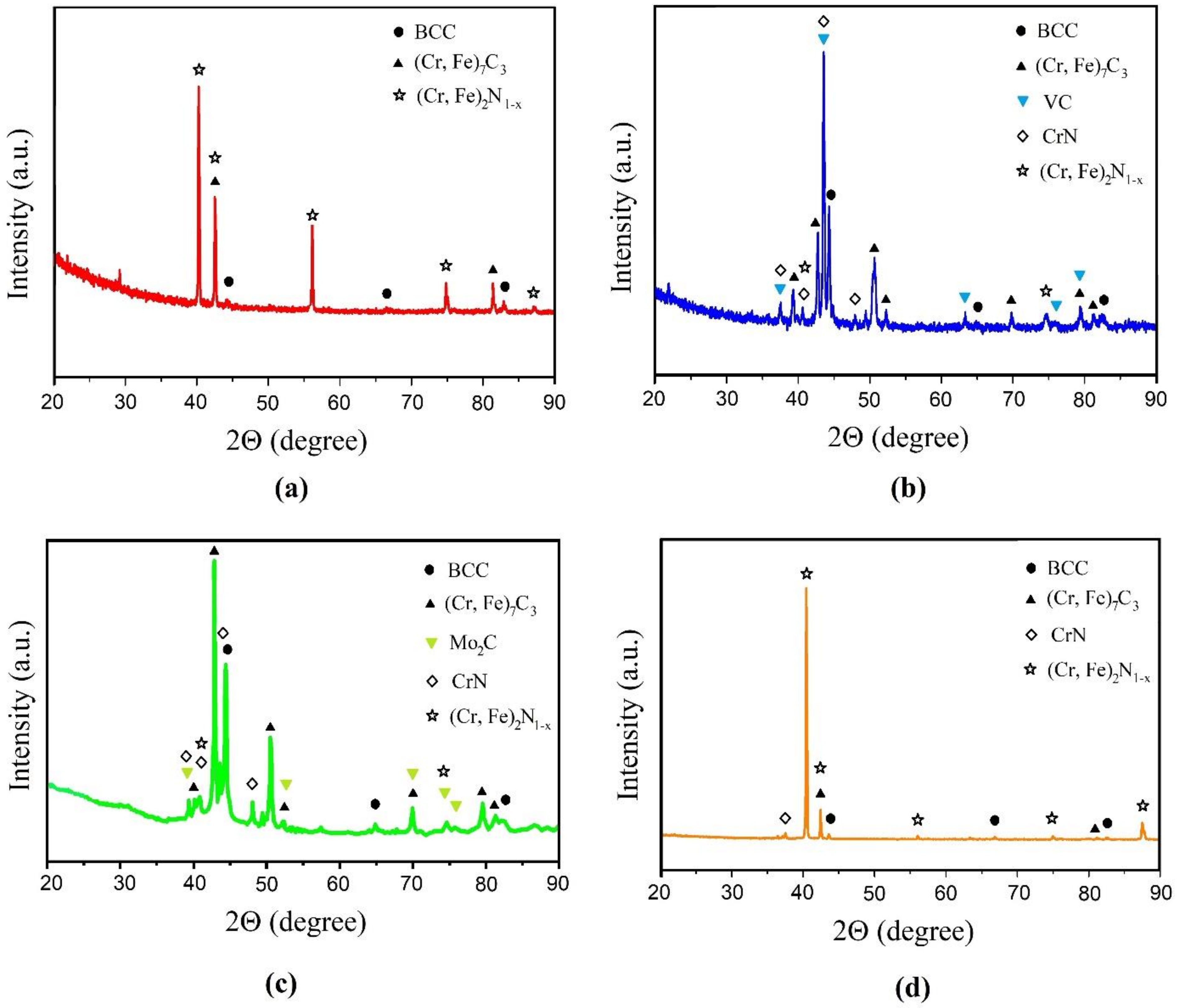
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Inwood, B.; Garwood, A. Electroplated coatings for wear resistance. Tribol. Int. 1978, 11, 113–119. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, Z.; Chen, J.; Zhou, X.; Zong, Y. Microstructure, Wear and Corrosion Behaviors of Electrodeposited Ni-Diamond Micro-Composite Coatings. Coatings 2022, 12, 1391. [Google Scholar] [CrossRef]
- Wei, A.; Tang, Y.; Tong, T.; Wan, F.; Yang, S.; Wang, K. Effect of WC on Microstructure and Wear Resistance of Fe-Based Coating Fabricated by Laser Cladding. Coatings 2022, 12, 1209. [Google Scholar] [CrossRef]
- Hu, Y.; Wang, Z.; Pang, M. Effect of WC content on laser cladding Ni-based coating on the surface of stainless steel. Mater. Today Commun. 2022, 31, 103357. [Google Scholar] [CrossRef]
- Samodurova, M.; Shaburova, N.; Samoilova, O.; Ostovari Moghaddam, A.; Pashkeev, K.; Ul’Yanitckiy, V.; Trofimov, E. Properties of WC–10%Co–4%Cr Detonation Spray Coating Deposited on the Al–4%Cu–1%Mg Alloy. Materials 2021, 14, 1206. [Google Scholar] [CrossRef]
- Thakare, J.G.; Pandey, C.; Mulik, R.S.; Mahapatra, M.M. Mechanical property evaluation of carbon nanotubes reinforced plasma sprayed YSZ-alumina composite coating. Ceram. Int. 2018, 44, 6980–6989. [Google Scholar] [CrossRef]
- Roy, M.; Rao, C.; Rao, D.; Sundararajan, G. Abrasive wear behaviour of detonation sprayed WC–Co coatings on mild steel. Surf. Eng. 1999, 15, 129–136. [Google Scholar] [CrossRef]
- Thakare, J.G.; Pandey, C.; Mahapatra, M.M.; Mulik, R.S. Thermal Barrier Coatings—A State of the Art Review. Met. Mater. Int. 2020, 27, 1947–1968. [Google Scholar] [CrossRef]
- Kanwal, S.; Thakare, J.G.; Pandey, C.; Singh, I.; Mahapatra, M.M. Characterization of slurry-based mullite coating deposited on P91 steel welds. J. Aust. Ceram. Soc. 2019, 55, 519–528. [Google Scholar] [CrossRef]
- Czerwinski, F. Chapter “Thermochemical Treatment of Metals” in Heat Treatment-Conventional and Novel Applications; IntechOpen: London, UK, 2012; 422p. [Google Scholar] [CrossRef]
- Wei, R.; Vajo, J.J.; Matossian, J.N.; Wilbur, P.J.; Davis, J.A.; Williamson, D.L.; Collins, G.A. A comparative study of beam ion implantation, plasma ion implantation and nitriding of AISI 304 stainless steel. Surf. Coat. Technol. 1996, 83, 235–242. [Google Scholar] [CrossRef]
- Karimzadeh, N.; Moghaddam, E.G.; Mirjani, M.; Raeissi, K. The effect of gas mixture of post-oxidation on structure and corrosion behavior of plasma nitrided AISI 316 stainless steel. Appl. Surf. Sci. 2013, 283, 584–589. [Google Scholar] [CrossRef]
- Alphonsa, J.; Raja, V.S.; Mukherjee, S. Study of plasma nitriding and nitrocarburizing for higher corrosion resistance and hardness of 2205 duplex stainless steel. Corros. Sci. 2015, 100, 121–132. [Google Scholar] [CrossRef]
- Tao, X.; Collins, T.J.; Ao, Q.; Liu, H.; Dashtbozorg, B.; Li, X.; Dong, H. Active screen plasma nitriding of Fe-24Mn-2Al-0.45C TWIP steel: Microstructure evolution and a synergistic selective oxidation mechanism. Acta Mater. 2022, 241, 118418. [Google Scholar] [CrossRef]
- Ernst, F.; Cao, Y.; Michal, G.M. Carbides in low-temperature-carburized stainless steels. Acta Mater. 2004, 52, 1469–1477. [Google Scholar] [CrossRef]
- Scheuer, C.J.; Cardoso, R.P.; Pereira, R.; Mafra, M.; Brunatto, S.F. Low temperature plasma carburizing of martensitic stainless steel. Mater. Sci. Eng. A 2012, 539, 369–372. [Google Scholar] [CrossRef]
- Wang, Y.; Yang, Z.; Zhang, F.; Qin, Y.; Wang, X.; Lv, B. Microstructures and properties of a novel carburizing nanobainitic bearing steel. Mater. Sci. Eng. A 2020, 777, 139086. [Google Scholar] [CrossRef]
- Sun, Y. Enhancement in corrosion resistance of austenitic stainless steels by surface alloying with nitrogen and carbon. Mater. Lett. 2005, 59, 3410–3413. [Google Scholar] [CrossRef]
- Huang, R.; Wang, J.; Zhong, S.; Li, M.; Xiong, J.; Fan, H. Surface modification of 2205 duplex stainless steel by low temperature salt bath nitrocarburizing at 430 °C. Appl. Surf. Sci. 2013, 271, 93–97. [Google Scholar] [CrossRef]
- Dalke, A.; Burlacov, I.; Spies, H.-J.; Biermann, H. Use of a solid carbon precursor for DC plasma nitrocarburizing of AISI 4140 steel. Vacuum 2018, 149, 146–149. [Google Scholar] [CrossRef]
- Hoppe, S. Fundamentals and applications of the combination of plasma nitrocarburizing and oxidizing. Surf. Coat. Technol. 1998, 98, 1199–1204. [Google Scholar] [CrossRef]
- Ozbek, I.; Bindal, C. Kinetics of borided AISI M2 high speed steel. Vacuum 2011, 86, 391–397. [Google Scholar] [CrossRef]
- Ipek, M.; CelebiEfe, G.; Ozbek, I.; Zeytin, S.; Bindal, C. Investigation of Boronizing Kinetics of AISI 51100 Steel. J. Mater. Eng. Perform. 2012, 21, 733–738. [Google Scholar] [CrossRef]
- Kul, M.; Danacı, I.; Gezer, Ş.; Karaca, B. Effect of boronizing composition on hardness of boronized AISI 1045 steel. Mater. Lett. 2020, 279, 128510. [Google Scholar] [CrossRef]
- Ozdemir, O.; Sen, S.; Sen, U. Formation of chromium nitride layers on AISI 1010 steel by nitro-chromizing treatment. Vacuum 2007, 81, 567–570. [Google Scholar] [CrossRef]
- Hakami, F.; Heydarzadeh Sohi, M.; Rasizadeh Ghani, J.; Ebrahimi, M. Chromizing of plasma nitrided AISI 1045 steel. Thin Solid Films 2011, 519, 6783–6786. [Google Scholar] [CrossRef]
- Sen, S.; Sen, U. The effect of boronizing and boro-chromizing on tribological performance of AISI 52100 bearing steels. Ind. Lubr. Tribol. 2009, 61, 146–153. [Google Scholar] [CrossRef]
- Aghaie-Khafri, M.; Abady, M.M.N. A Study of Chromo-Boronizing on DIN 1.2714 Steel by Duplex Surface Treatment. JOM 2012, 64, 694–701. [Google Scholar] [CrossRef]
- Meier, G.H.; Cheng, C.; Perkins, R.A.; Bakker, W. Diffusion chromizing of ferrous alloys. Surf. Coat. Technol. 1989, 39–40, 53–64. [Google Scholar] [CrossRef]
- Lee, J.-W.; Duh, J.-G. Evaluation of microstructures and mechanical properties of chromized steels with different carbon contents. Surf. Coat. Technol. 2004, 177–178, 525–531. [Google Scholar] [CrossRef]
- Lee, J.-W.; Wang, H.-C.; Li, J.-L.; Lin, C.-C. Tribological properties evaluation of AISI 1095 steel chromized at different temperatures. Surf. Coat. Technol. 2004, 188–189, 550–555. [Google Scholar] [CrossRef]
- Bogdanov, S.P.; Khristiuk, N.A.; Sychov, M.M. The structure of the chromium plating on steel fabricated using iodine transport. J. Phys. Conf. Ser. 2021, 1967, 012039. [Google Scholar] [CrossRef]
- Lee, S.B.; Cho, K.H.; Lee, W.G.; Jang, H. Improved corrosion resistance and interfacial contact resistance of 316L stainless-steel for proton exchange membrane fuel cell bipolar plates by chromizing surface treatment. J. Power Sources 2009, 187, 318–323. [Google Scholar] [CrossRef]
- Lu, S.D.; Wang, Z.B.; Lu, K. Enhanced chromizing kinetics of tool steel by means of surface mechanical attrition treatment. Mater. Sci. Eng. A 2010, 527, 995–1002. [Google Scholar] [CrossRef]
- Dehula, A.I.; Kharchenko, N.A.; Hovorun, T.P.; Khizhniak, V.G.; Loskutova, T.V.; Smokovych, I.Y.; Kravchenko, Y.O. Physicochemical conditions of complex diffusion saturation of metal surfaces with titanium and chromium. High Temp. Mater. Process. 2017, 21, 239–250. [Google Scholar] [CrossRef]
- Samoilova, O.; Shaburova, N.; Samodurova, M.; Pashkeev, K.; Ostovari Moghaddam, A.; Doubenskaia, M.; Sova, A.; Trofimov, E. Microstructural evolution of Al0.25CoCrFeNiCu and Al0.45CoCrFeNiSi0.45 high-entropy alloys during laser cladding. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2022, 236, 1806–1813. [Google Scholar] [CrossRef]
- Samoilova, O.; Shaburova, N.; Pashkeev, K.; Samodurova, M.; Trofimov, E. Al0.25CoCrFeNiV High Entropy Alloy Coating Deposited by Laser Cladding on Stainless Steel. Materials 2022, 15, 7058. [Google Scholar] [CrossRef]
- Umansky, Y.S.; Finkelstein, B.N.; Blanter, M.E. Physical Foundations of Metallurgy; Metallurgizdat: Moscow, Russia, 1955; 721p. [Google Scholar]
- Shatynski, S.R. The thermochemistry of transition metal carbides. Oxid. Met. 1979, 13, 105–118. [Google Scholar] [CrossRef]
- Iwai, T.; Takahashi, I.; Handa, M. Gibbs free energies of formation of molybdenum carbide and tungsten carbide from 1173 to 1573 K. Met. Mater. Trans. A 1986, 17, 2031–2034. [Google Scholar] [CrossRef]
- Ono-Nakazato, H.; Taguchi, K.; Tamura, K.; Tomatsu, Y.; Usui, T. Determination of standard gibbs energies of formation of Cr2N and CrN. Met. Mater. Trans. B 2001, 32, 1113–1118. [Google Scholar] [CrossRef]
- Ariati, M.; Narottama, P.W.; Cipto, A. Study of temperature effect on carbide layer formation behaviour of dual elements thermal reactive deposition on SUJ2 steel substrate. IOP Conf. Ser. Mater. Sci. Eng. 2018, 432, 012019. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Cr | Ni | Mn | Si | Al | V | Mo | Co | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| X35CrNi2-3 | 0.32 | 1.89 | 3.05 | 0.53 | 0.27 | – | – | – | – | bal. |
| Cr powder | 0.008 | 99.98 | 0.005 | – | 0.01 | 0.006 | – | – | – | 0.008 |
| FeV | 0.10 | 0.93 | – | 1.42 | 1.59 | 2.54 | 80.54 | – | – | bal. |
| Mo powder | – | – | – | – | – | – | – | 99.99 | – | 0.015 |
| Co powder | 0.02 | – | 0.38 | – | 0.02 | – | – | – | 99.35 | 0.02 |
| Sample | External Coatings, μm | Depth of Cr Diffusion into Steel, μm | % Phase |
|---|---|---|---|
| Cr without additives | 25–30 | 25 | 5% BCC; 16% (Cr, Fe)7C3; 79% (Cr, Fe)2N1−x |
| Cr + FeV | 55–60 | 18 | 12% BCC; 55% VC; 10% CrN; 17% (Cr, Fe)7C3; 6% (Cr, Fe)2N1−x |
| Cr + Mo | 15–18 | 25 | 13% BCC; 33% Mo2C; 7% CrN; 42% (Cr, Fe)7C3; 5% (Cr, Fe)2N1−x |
| Cr + Co | 15–20 | 40 | 5% BCC; 5% CrN; 10% (Cr, Fe)7C3; 80% (Cr, Fe)2N1−x |
| Reaction | ΔG, J/mole | Source | Reaction | ΔG, J/mole | Source |
|---|---|---|---|---|---|
| 7Cr + 3C = Cr7C3 | −45,620 | [39] | Co + 2C = Co2C | +5448 | [39] |
| V + C = VC | −92,845 | [39] | Cr + N = CrN | −25,471 | [41] |
| Mo + 2C = Mo2C | −58,742 −57,793 | [39] [40] | Cr + 2N = Cr2N | −43,278 | [41] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shaburova, N.; Pashkeev, I.; Samoilova, O.; Myasoedov, V.; Ostovari Moghaddam, A. Study of the Influence of V, Mo and Co Additives on the Carbide Formation and Microhardness during Thermal Diffusion Chrome Planting of X35CrNi2-3 Steel. Coatings 2023, 13, 70. https://doi.org/10.3390/coatings13010070
Shaburova N, Pashkeev I, Samoilova O, Myasoedov V, Ostovari Moghaddam A. Study of the Influence of V, Mo and Co Additives on the Carbide Formation and Microhardness during Thermal Diffusion Chrome Planting of X35CrNi2-3 Steel. Coatings. 2023; 13(1):70. https://doi.org/10.3390/coatings13010070
Chicago/Turabian StyleShaburova, Nataliya, Igor Pashkeev, Olga Samoilova, Vyacheslav Myasoedov, and Ahmad Ostovari Moghaddam. 2023. "Study of the Influence of V, Mo and Co Additives on the Carbide Formation and Microhardness during Thermal Diffusion Chrome Planting of X35CrNi2-3 Steel" Coatings 13, no. 1: 70. https://doi.org/10.3390/coatings13010070
APA StyleShaburova, N., Pashkeev, I., Samoilova, O., Myasoedov, V., & Ostovari Moghaddam, A. (2023). Study of the Influence of V, Mo and Co Additives on the Carbide Formation and Microhardness during Thermal Diffusion Chrome Planting of X35CrNi2-3 Steel. Coatings, 13(1), 70. https://doi.org/10.3390/coatings13010070