


Abrasive and Erosive Wear of TI6Al4V Alloy with Electrospark Deposited Coatings of Multicomponent Hard Alloys Materials Based of WC and TiB2


 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Procedures
- -
- Substrate. Model plates of titanium alloy Ti6Al4V (GR5) and of technical titanium Ti-GR2 (AISI UNS R R56200 and R50400) with sizes 12 mm × 12 mm × 4 mm were used for the substrate.
- -
- Electrodes
- -
- KW10T10B10—48%WC + 12%TiB2 + 10%B4C + 30%(Co-Ni-Cr-B-Si-C),- created by us [11].
- -
- -
- Electrospark deposition equipment and modes.
2.2. Types of Research, Methodology of Measurements, Research Equipment
- -
- The surface roughness parameters Ra, Rz, Rq, Rt and thickness δ of the resulting coatings are measured by using profilometer AR-132B, (Shenzhen Graigar Technology Co., Ltd., Shenzhen, China) at EN ISO 13565-2:1996 and DIN 4776 standards.
- -
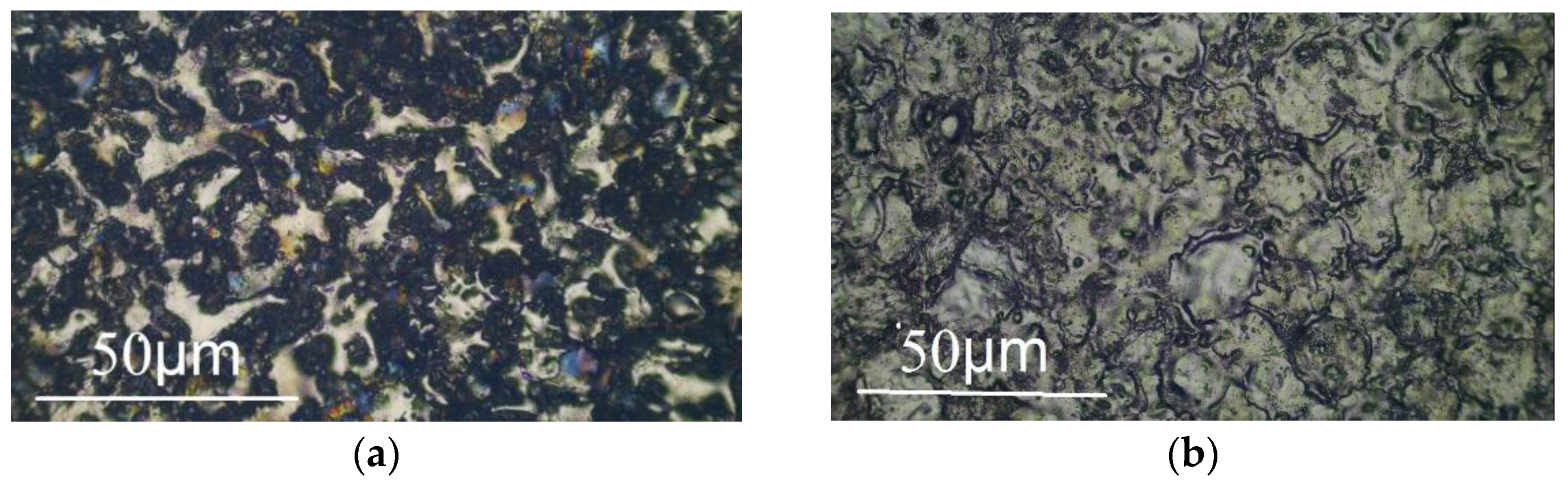
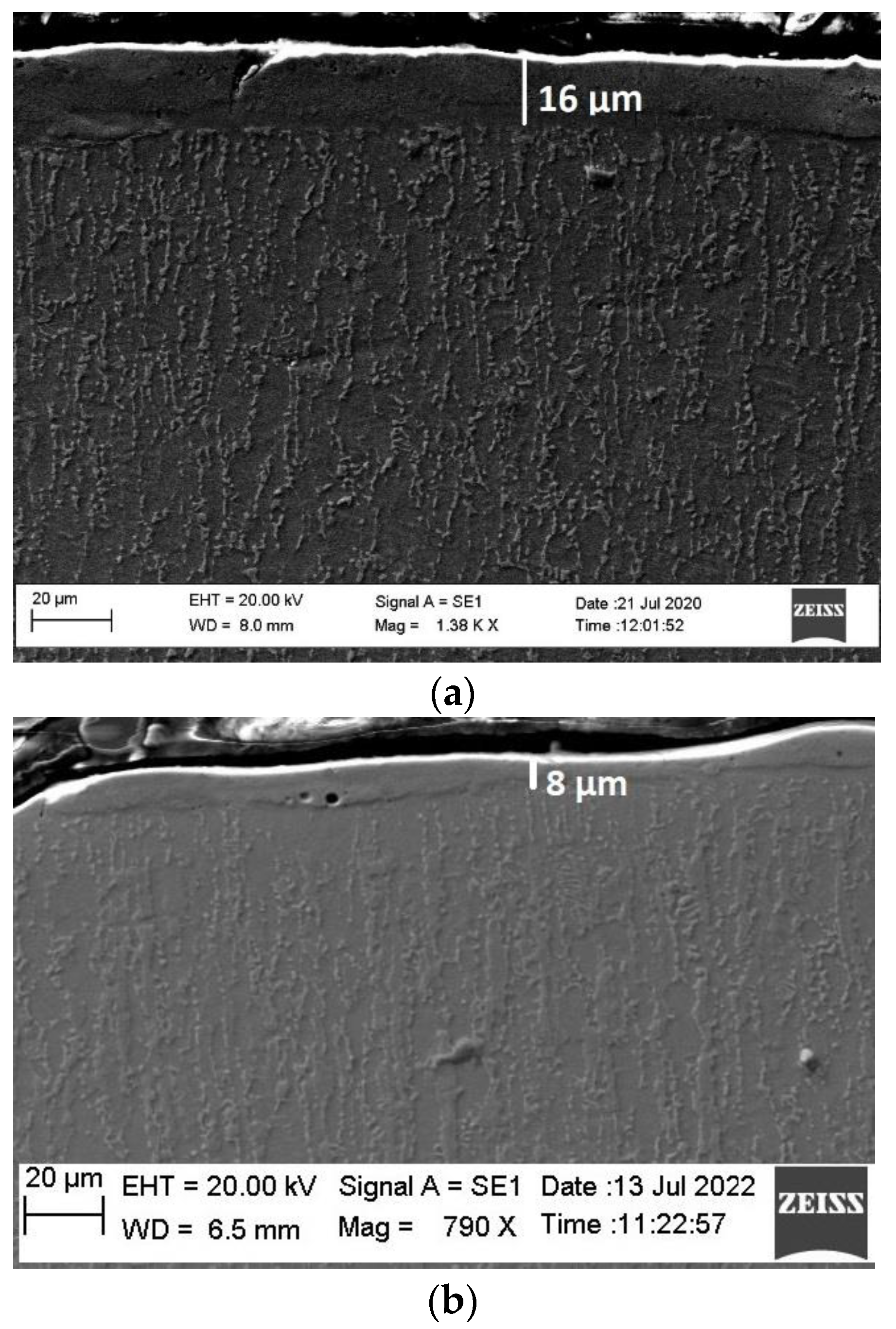
- The morphology, topography and microstructural analysis of the ESD layers were examined with optical microscopy (Epytip 2, Carl Zeiss Jena) and scanning electron microscopy (SEM, EVO MA10 Carl Zeiss, Jena, ZEISS Microscopy, Deutschland GmbH).
- -
- The microhardness HV was measured on the surface of the coatings with a microhardness tester Zwick 4350 (ZwickRoell, GmbH & Co. KG, Ulm, Germany), according to ISO 6506-1: 2014, at a load of 2 N with a Vickers indenter diamond prism.
- -
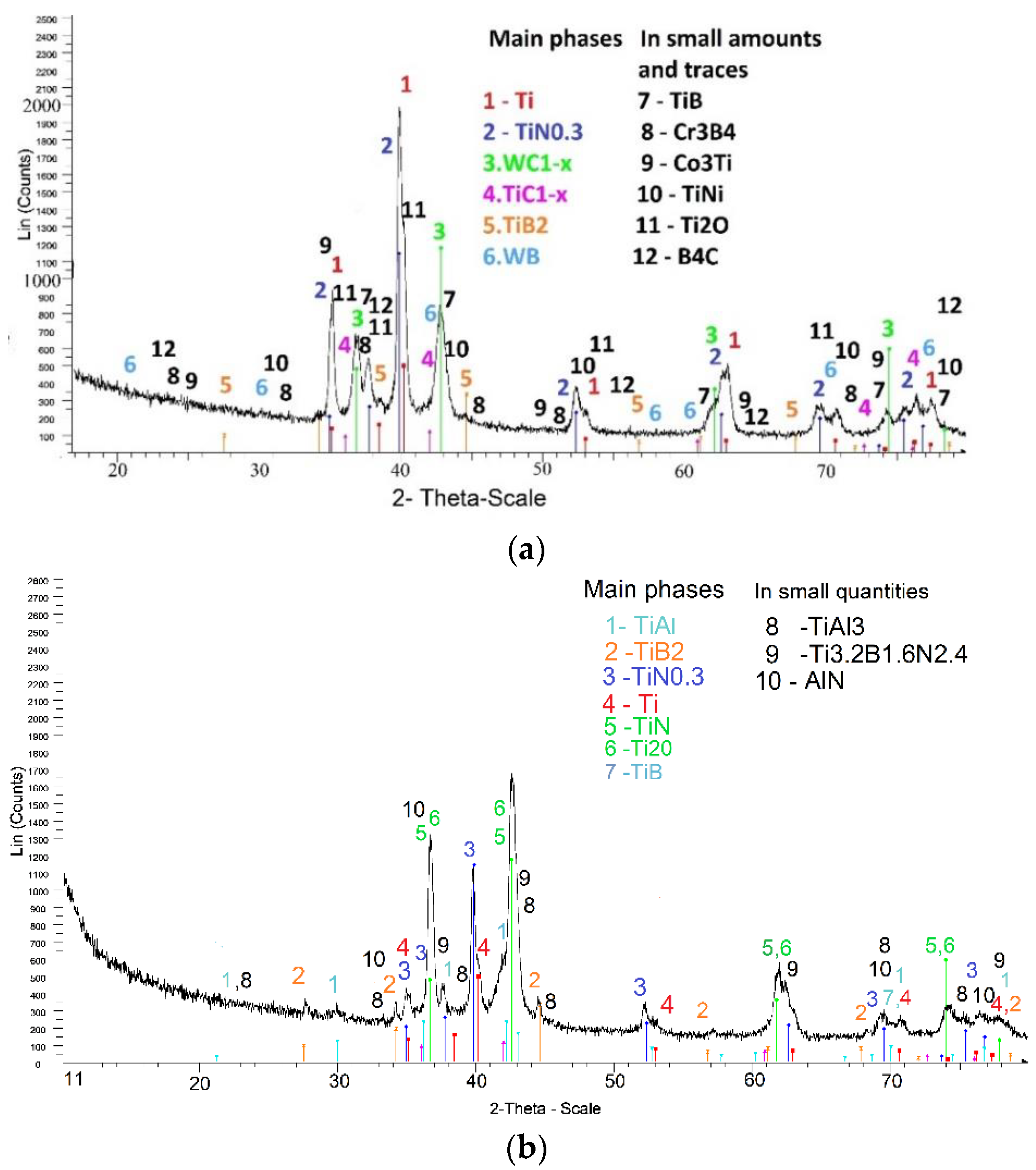
- The phase identification was performed with an X-ray diffractometer Bruker D8 Advance (Bruker AXS, Karlsruhe, Germany) in “Cu Kά” radiation.
2.3. Tribological Studies
- -
- Mass wear—
- -
- Wear intensity—the amount of wear per unit of friction work:where m is the wear of the solid for the test time, P—the normal load and L—the friction path passed.
- -
- Wear resistance (Wr): Reciprocal value of the wear intensity.
3. Results and Discussion
3.1. Coating Characterization—Roughness, Thickness, Structure and Micro-Hardness
3.2. Phase Composition of Coatings
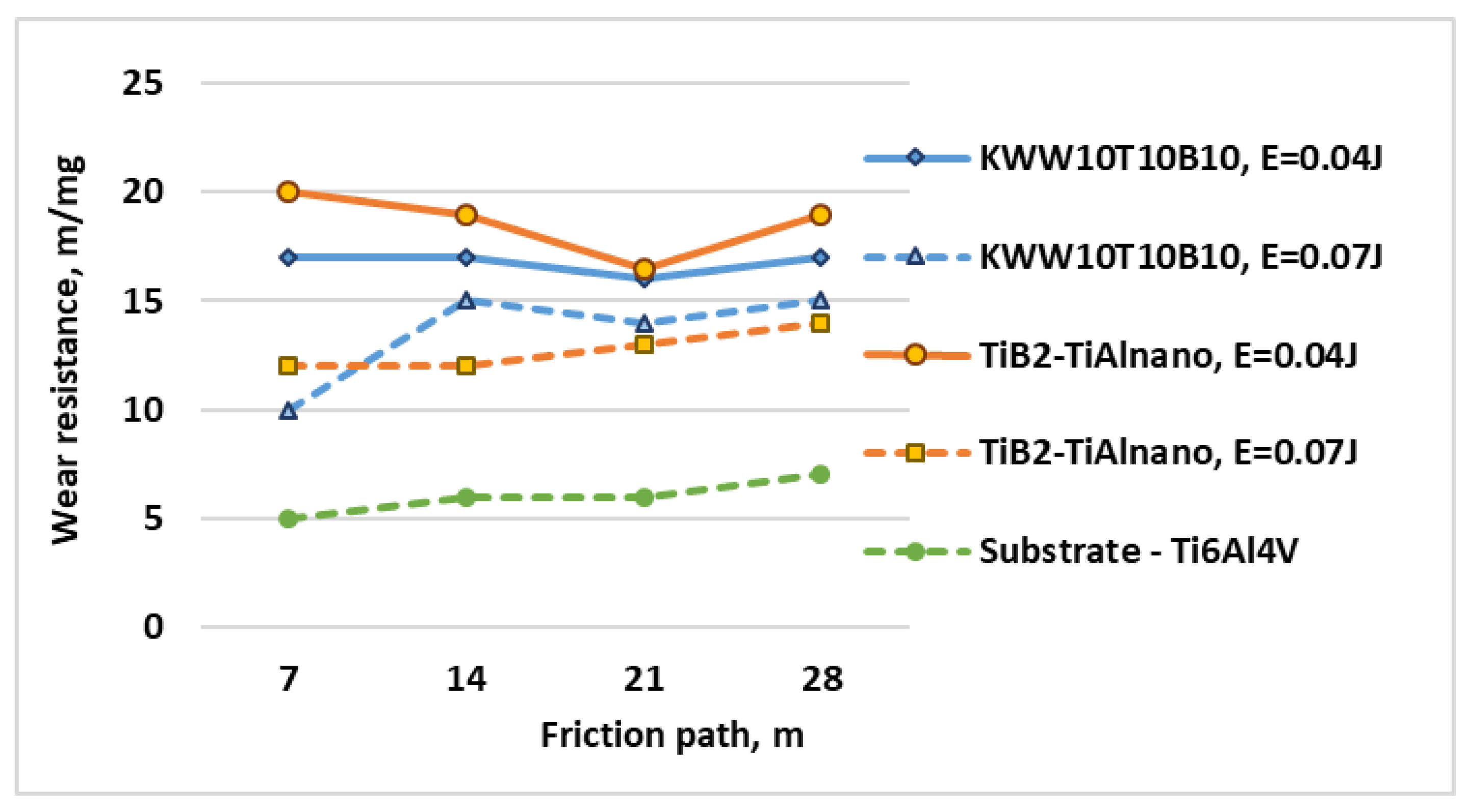
3.3. Tribological Tests
- -
- Scratch tests—A comparison of the scratch test traces (Figure 5a,b) shows that for ESD with both types of electrodes, the traces are commensurate and increase with increasing load. Coatings from both electrodes show no loss of adhesion at loads up to 50 N.
- -
- -
4. Conclusions
- Amorphous-crystalline dense and uniform coatings with microhardness up to 14 GPa, metallurgically bonded to the substrate, were obtained by low-energy pulses ESD with KW10T10B10 carbide electrodes and TiB2–TiAlnano electrodes with nano-sized additives on the titanium surfaces.
- The roughness and thickness of the coatings can be varied by changing the pulse energy in the range Ra = 2.3 ÷ 4.5 µm and δ = 8 ÷ 20 µm. More uniform and smooth coatings were obtained using TiB2–TiAlnano electrodes at pulse energy up to 0.04 J.
- Using both types of electrodes, it has been found possibilities for the synthesis of new high-hard alloyed phases and intermetallic compounds and obtaining amorphous-crystalline structures favorable for the wear resistance of the coated surfaces.
- The obtained coatings were found to reduce the coefficient of friction of the coated surfaces by ≈ 20%.
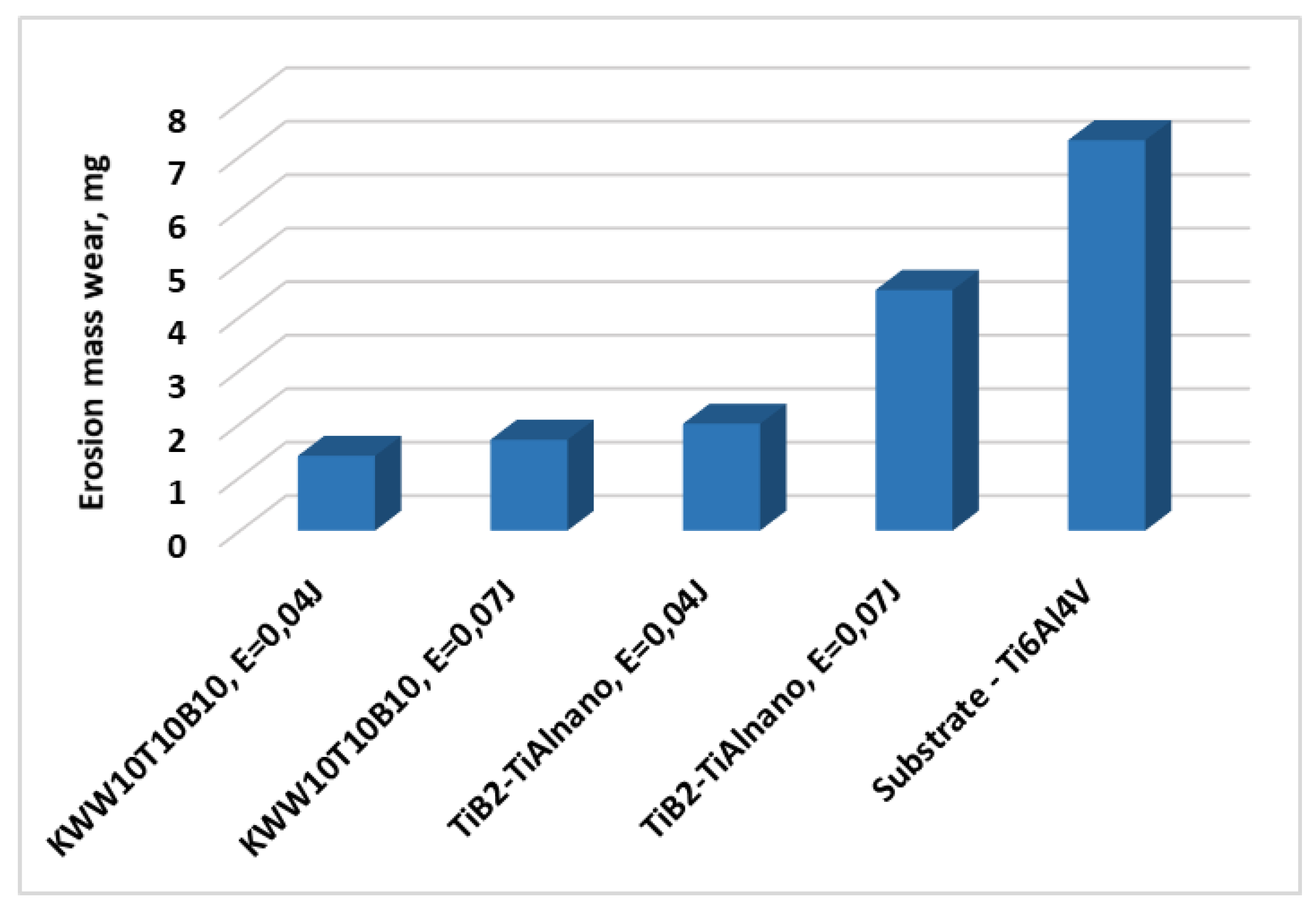
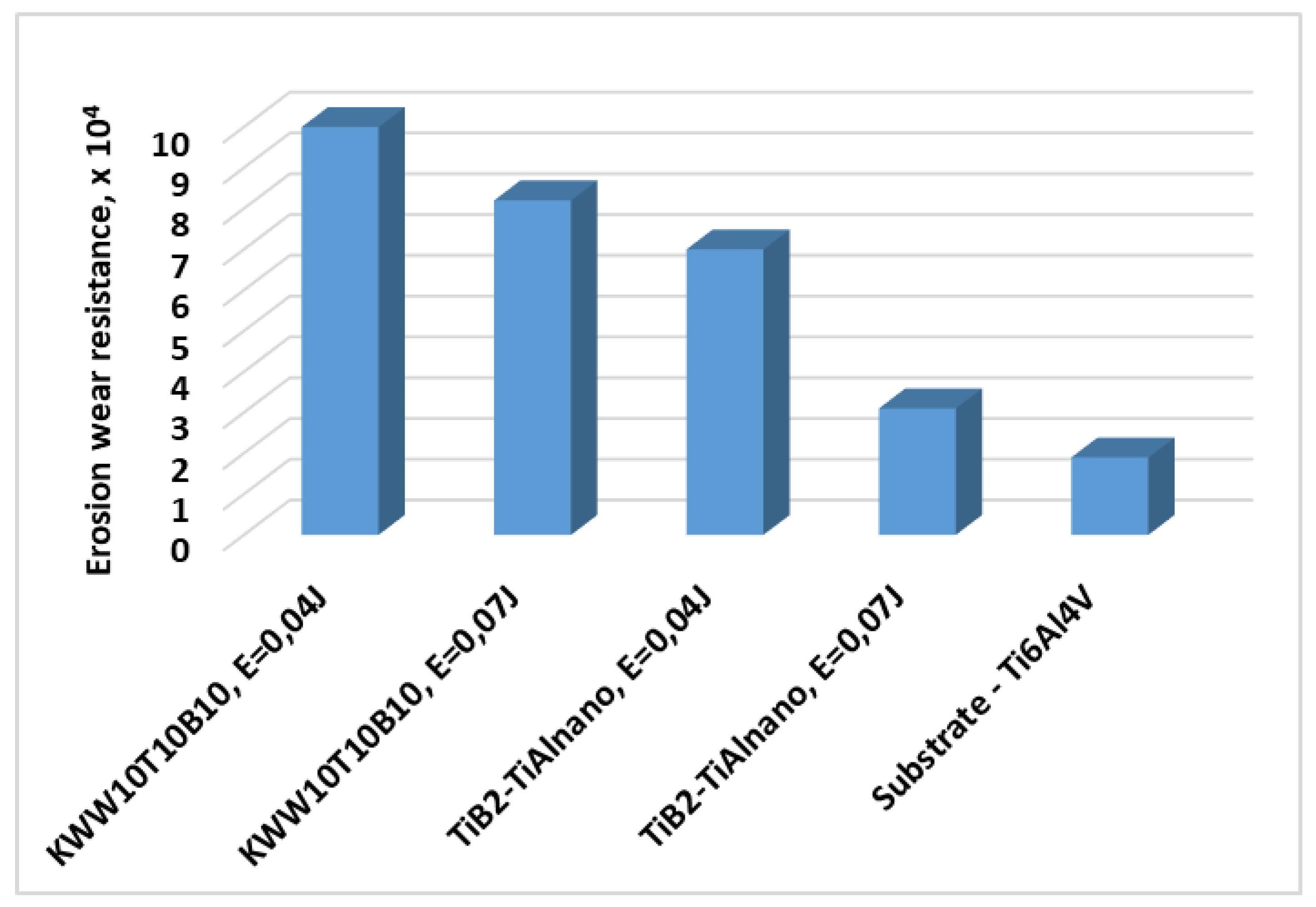
- Coatings deposited with both types of electrodes at pulse energy 0.04 J were found to have up to four times higher abrasive wear resistance than that of uncoated titanium surfaces. The erosion wear resistance of KW10B10T10 electrode coatings at pulse energy up to 0.04 J is up to five times higher than that of uncoated titanium surfaces and 40% higher than that of TiB2–TiAlnano electrode coatings.
- Coatings deposited at pulse energy up to 0.04 J from both types of electrodes are suitable for operation in dry abrasive friction conditions. KW10T10B10 electrode coatings are more suitable than TiB2–TiAlnano electrode coatings under erosive wear conditions with an interaction angle of 90°.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Williams, J.C. Alternate materials choices—Some challenges to the increased use of titanium alloys. Mater. Sci. Eng. A 1999, 263, 107–111. [Google Scholar] [CrossRef]
- Dong, H. Tribological properties of titanium-based alloys. In Surface Engineering of Light Alloys; Series in Metals and Surface Engineering Cambridge; Woodhead Publishing: Sawston, UK, 2010; pp. 58–80. [Google Scholar]
- Garbacz, H.; Wiecinski, P.; Ossowski, M.; Ortore, G.; Wierzcho, T.; Kurzydłowski, K.J. Surface engineering techniques used for improving the mechanical and tribological properties of the Ti6A14V alloy. Surf. Coat. Technol. 2008, 202, 2453–2457. [Google Scholar] [CrossRef]
- Penyashki, T.; Kamburov, V.; Kostadinov, G.; Kandeva, M.; Dimitrova, R.; Nikolov, A. Some ways to increase the wear resistance of titanium alloys. J. Balk. Tribol. Assoc. 2021, 27, 1–20. [Google Scholar]
- Martini, C.; Ceschini, L. A comparative study of the tribological behaviour of PVD coatings on the Ti–6Al–4V alloy. Tribol. Int. 2011, 44, 297–308. [Google Scholar] [CrossRef]
- Anand, A.; Das, M.; Kundu, B.; Balla, V.K.; Bodhak, S.; Gangadharan, S. Plasma-sprayed Ti6Al4V alloy composite coatings reinforced with in situ formed TiB-TiN. J. Therm. Spray Technol. 2017, 26, 2013–2019. [Google Scholar] [CrossRef]
- Grabarczyk, J.; Batory, D.; Kaczorowski, W.; Niedzielski, P. Comparison of Different Thermo-Chemical Treatments Methods of Ti-6Al-4V Alloy in Terms of Tribological and Corrosion Properties. Materials 2020, 13, 5192. [Google Scholar] [CrossRef]
- Lisiecki, A.; Piwnik, J. Tribological characteristic of titanium alloy surface layers produced by diode laser gas nitriding. Arch. Metall. Mater. 2016, 61, 543–552. [Google Scholar] [CrossRef]
- Pohrelyuk, I.M.; Padgurskas, J.; Tkachuk, O.; Luk’yanenko, A.G.; Trush, V.S.; Lavrys, S.M. Influence of Oxynitriding on Antifriction Properties of BT6 Titanium Alloy. J. Frict. Wear 2020, 41, 457–463. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, L.; Chang, Q. Research status and prospect of electro-spark deposition technology. Surf. Technol. 2021, 50, 150–161. [Google Scholar]
- Penyashki, T.; Kostadinov, G.; Kandeva, M.; Radev, D. Electro Spark and Gas Flame Layering Opportunities and Application; Roll Company Publishing House: Sofia, Bulgaria, 2020; p. 198. (In Bulgarian) [Google Scholar]
- Johnson, R.N.; Sheldon, G.L. Advances in the electrospark deposition coating process. J. Vac. Sci. Technol. A 1986, 4, 2740–2746. [Google Scholar] [CrossRef]
- Mikhailov, V.V.; Gitlevich, A.E.; Verkhoturov, A.D.; Mikhaylyuk, A.; Belyakovsky, A.V.; Konevtsov, L.A. Electrospark alloying of titanium and its alloys, physical and technological aspects and the possibility of practical use. Short review. Part I. Features of mass transfer, structural and phase transformations in surface layers, their wear and heat resistance. Electron. Mater. Process. 2013, 49, 21–44. [Google Scholar]
- Mikhailov, V.V.; Pasinkovsky, E.A.; Bachu, K.A.; Peretyatku, P.V. On the issue of electrospark alloying of titanium and its alloys. Surf. Eng. Appl. Electrochem. 2006, 3, 106–111. [Google Scholar]
- Wang, R.J.; Qian, Y.Y.; Liu, J. Structural and Interfacial Analysis of WC92-Co8 Coating Deposited on Titanium Alloy by Electrospark Deposition. Appl. Surf. Sci. 2004, 228, 405–409. [Google Scholar] [CrossRef]
- Levashov, E.A.; Zamulaeva, E.I.; Kudryashov, A.E.; Vakaev, P.V.; Petrzhik, M.I.; Sanz, A. Materials science and technological aspects of electrospark deposition of nanostructured WC-Co coatings onto titanium substrates. Plasma Process. Polym. 2007, 4, 293–300. [Google Scholar] [CrossRef]
- He, P.; Qian, Y.; Chang, Z.L.; Wang, R.J. Adhesion Behavior of WC Coating Deposited on Titanium Alloy by Electrospark Deposition. Solide State Phenom. 2007, 127, 325–330. [Google Scholar] [CrossRef]
- Paustovsky, A.V.; Tkachenko, Y.G.; Alfintseva, R.A.; Kirilenko, S.N.; Yurchenko, D.Z. Optimization of the composition, structure and properties of electrode materials and electrospark coatings during the strengthening and restoration of metal surfaces. Electron. Mater. Process. 2013, 49, 4–13. [Google Scholar]
- Kudryashov, A.E.; Eremeeva, Z.V.; Levashov, E.A.; Lopatin, V.Y.; Sevostyanova, A.V.; Zamulaeva, E.I. On Application of Carbon-Containing Electrode Materials in Technology of Electrospark Alloying: Part 1. Peculiarities of Coating Formation Using Electrospark Treatment of Titanium Alloy OT4-1. Surf. Eng. Appl. Electrochem. 2018, 54, 437–445. [Google Scholar] [CrossRef]
- Nikolenko, V.; Verkhoturov, A.D.; Syui, N.A. Generation and study of new electrode materials with self-fluxing additives to improve the efficiency of mechanical electrospark alloying. Surf. Eng. Appl. Electrochem. 2015, 51, 38–45. [Google Scholar] [CrossRef]
- Kandeva, M.; Penyashki, T.; Kostadinov, G.; Nikolova, M.; Grozdanova, T. Wear resistance of multi-component composite coatings applied by concentrating energy flows. In Proceedings of the Engineering Sciences-PES journal-16th International Conference on Tribology, Kragujevac, Serbia, 15–17 May 2019; Volume 1, pp. 197–207. [Google Scholar]
- Rukanskis, M.; Padgurskas, J.; Sabalius, A.; Michailov, V.; Kazak, N.; Zunda, A. Friction and Wear of Electrospark Coatings Made of Molybdenum, Bronze, and Combined (Ti+Al+C) Composition on Steel 45 in a Lubricant Medium. J. Frict. Wear 2021, 42, 56–62. [Google Scholar] [CrossRef]
- Kováčik, J.; Baksa, P.; Emmer, Š. Electro spark deposition of TiB2 layers on Ti6Al4V alloy. Acta Metall. Slovaca 2016, 22, 52–59. [Google Scholar] [CrossRef]
- Penyashki, T.; Radev, D.; Kandeva, M.; Kostadinov, G. Structural and tribological properties of wear resistant coatings obtained by electrospark deposition. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2020; pp. 1–10. [Google Scholar]
- Penyashki, T.; Radev, D.; Kandeva, M.; Kostadinov, G. Structural and Tribological Properties of Multicomponent Coatings on 45 and 210Cr12 Steels Obtained by Electrospark Deposition with WC-B4C-TiB2-Ni-Cr-Co-B-Si Electrodes. Surf. Eng. Appl. Electrochem. 2019, 55, 638–650. [Google Scholar] [CrossRef]
- Penyashki, T.; Kostadinov, G.; Radev, D. Comparative studies of the tribological characteristics of carbon steels with gas flame coatings from new multi-component carbide composite materials. Oxid. Commun. 2019, 42, 74–89. [Google Scholar]
- Levashov, E.A.; Vakaev, P.V.; Zamulaeva, E.I.; Kudryashov, A.E.; Pogozhev, Y.S.; Shtansky, D.V.; Voevodin, A.A.; Sanz, Z. Nanoparticle dispersion-strengthened coatings and electrode materials for electrospark deposition. Thin Solid Film. 2006, 515, 1161–1165. [Google Scholar] [CrossRef]
- Levashov, E.A.; Kudryashov, A.E.; Pogozhev, Y.S.; Vakaev, P.V.; Zamulaeva, E.I.; Sviridova, T.A. Specific Features of Formation of Nanostructured Electrospark Protective Coatings on the OT4-1 Titanium Alloy with the Use of Electrode Materials of the TiC–Ti3AlC2 System Disperse Strengthened by Nanoparticles. Russ. J. Non-Ferr. Met. 2007, 48, 362–372. [Google Scholar] [CrossRef]
- Kandeva, M.; Penyashki, T.; Kostadinov, G.; Kalichin, Z. Abrasive and Erosion Wear of Composite NiCrSiB Coatings Inflicted with Subsonic Flammable Structure through a Cold Process. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2020; Volume 724, p. 0120149. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| № | Coating Electrode | Ra, µm | Rz, µm | Rq, µm | Rt, µm | δ, µm | HV, GPa |
|---|---|---|---|---|---|---|---|
| 0 | substrate Ti6Al4V | 2.2 | 6.26 | 2.13 | 7.1 | - | 3.75 |
| 1 | KW10T10B10, E = 0.04 J | 3.44 | 9.8 | 3.79 | 10.88 | 13.85 | 11.85 |
| 2 | KW10T10B10, E = 0.07 J | 4.25 | 11.95 | 4.35 | 12.05 | 16.87 | 13.74 |
| 3 | TiB2–TiAlnano, E = 0.02 J | 2.29 | 6.47 | 2.3 | 6.54 | 7.77 | 9.67 |
| 4 | TiB2–TiAlnano, E = 0.04 J | 2.64 | 7.57 | 2.73 | 7.64 | 9.63 | 11.53 |
| 5 | TiB2–TiAlnano, E = 0.07 J | 3.56 | 10.43 | 3.88 | 10.84 | 12.87 | 12.46 |
| Phase/ Electrode | Crystal Lattice Parameters, A0 | Coatings from Electrode KW10T10B10 | Coatings from Electrode TiB2–TiAlnano |
|---|---|---|---|
| Average Crystallite Size, nm | |||
| α-Ti | a = 2.946 Å, c = 4.686 Å | 32 | 36 |
| TiN0.3 | a = 2.956 Å, c = 4.77 Å | 43 | 33 |
| TiN | 4.214 Å | 25 | - |
| TiC1-x | 4.38 Å | 10 | - |
| TiCxNy | 4.30–4.26 Å | 14 | traces |
| TiB | - | 42 | 35 |
| TiB2 | a = 2.96 Å, c = 3.31 Å | 28 | 21 |
| TiAl3 | 3.976 Å | 34 | 26 |
| Al2O3 | 7.955 Å | 47 | 54 |
| TiO2,TiO | traces | traces | |
| WC1-x | 4.229 Å | 15 | - |
| Ti5Si3 | a = 7.445 Å, c = 5.153 Å | 12 | - |
| AlSi3Ti2 | a = 3.612 Å, b = 13.712 Å, c = 3.456 Å | 13 | - |
| Al0.9Ni1.1 | 2.8716 Å | 63 | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Penyashki, T.; Kostadinov, G.; Kandeva, M.; Kamburov, V.; Nikolov, A.; Dimitrova, R. Abrasive and Erosive Wear of TI6Al4V Alloy with Electrospark Deposited Coatings of Multicomponent Hard Alloys Materials Based of WC and TiB2. Coatings 2023, 13, 215. https://doi.org/10.3390/coatings13010215
Penyashki T, Kostadinov G, Kandeva M, Kamburov V, Nikolov A, Dimitrova R. Abrasive and Erosive Wear of TI6Al4V Alloy with Electrospark Deposited Coatings of Multicomponent Hard Alloys Materials Based of WC and TiB2. Coatings. 2023; 13(1):215. https://doi.org/10.3390/coatings13010215
Chicago/Turabian StylePenyashki, Todor, Georgi Kostadinov, Mara Kandeva, Valentin Kamburov, Antonio Nikolov, and Rayna Dimitrova. 2023. "Abrasive and Erosive Wear of TI6Al4V Alloy with Electrospark Deposited Coatings of Multicomponent Hard Alloys Materials Based of WC and TiB2" Coatings 13, no. 1: 215. https://doi.org/10.3390/coatings13010215
APA StylePenyashki, T., Kostadinov, G., Kandeva, M., Kamburov, V., Nikolov, A., & Dimitrova, R. (2023). Abrasive and Erosive Wear of TI6Al4V Alloy with Electrospark Deposited Coatings of Multicomponent Hard Alloys Materials Based of WC and TiB2. Coatings, 13(1), 215. https://doi.org/10.3390/coatings13010215