3.1. Analysis of Microstructure and Properties of Self-Sharpening Blades of Gradient Material with Carbon-Nitron-Boronized Heat-Treatment
The base material of the self-sharpening blades is 40 Cr steel, and the hardness gradient change is realized after carbon-nitron-boronized heat-treatment with rare elements catalysis technique. After local chemical heat treatment (850 °C × 4 h, air cooling) for the flank surface, the outermost layer is needle-finger boride layer with high hardness (Fe
2B: 1300~1700 HV; FeB: 1500~2200 HV), with a thickness of about 50~70 μm, as shown in
Figure 1a. The crystallographic axis of boride crystals is arranged perpendicular to the flank surface. There is a carbonitriding layer between the boride layer and the matrix, with a thickness of about 0.9~1.3 mm. Previous research results showed that, after normalizing or quenching, the hardness of the carbonitriding layer was higher than that of the matrix [
16,
17]. The hardness gradient changes gently, which plays a good supporting role for the outer hard boride layer. Therefore, the outer hard boride layer will not crack or peel off due to the strong support of the inner carbonitriding layer during the working process of the self-sharpening blades of gradient material. This is very beneficial to the formation of the self-sharpening characteristics of the blades and the realization of the low-damage cutting effect.
The rake surface of the blade is coated with anti-seepage paint. A boride layer is found on the flank surface and tip. The rake surface near the tip is a carbonitriding layer, and the content of carbon and nitrogen decreases from the surface to the matrix. In the process of cutting Alfalfa stalk, the flank surface of the blade contacts with the stubble and even the soil, and the abrasion is serious. The flank surface is a high hardness and dense boride layer with excellent abrasion resistance, which can ensure that the high hardness boride is always outstanding and form self-sharpening characteristics, as shown in
Figure 1b.
The results show that the radius of carbon and nitrogen atoms are smaller than those of boron atoms (carbon atom: 0.077 nm; nitrogen atom: 0.071 nm; boron atom: 0.097 nm), and the diffusion activation energy (×10
5 J/mol) of carbon and nitrogen in austenite is lower than that of boron (1.479 for carbon, 1.659 for nitrogen and 2.66 for boron) [
18,
19]. Therefore, under the same heat treatment process, the diffusion coefficient of carbon and nitrogen atoms in steel is much higher than that of boron atoms, so that the carburized layer and nitrided layer are much thicker than the boride layer. According to the Fe–B phase diagram, the diffusion of boron in iron reflects reaction diffusion, and the thickness of the diffusion layer has a parabolic relationship with time: in the initial stage, the diffusion speed is very fast, and the increase of diffusion layer thickness gradually slows down with the extension of treatment time. The solubility of boron in Fe is very low when boriding at temperatures below 1000 °C. When the boron concentration in the surface layer reaches 8.84%, Fe
2B phase is formed; when the boron concentration reaches 16.23%, a FeB phase with higher boron content is formed. When the stable compound FeB with high boron content is formed on the surface, the boron element will diffuse internally to form Fe
2B phase or FeB phase [
19].
Many research results showed that rare earths have significant catalytic effects [
20]. In the process of heating and insulation, the components of the permeation agent in the sealed environment of the stainless steel percolation tank will react chemically to generate activated carbon, nitrogen and boron atoms. These atoms will be adsorbed on the surface of the workpiece, and rare earth elements accelerate the formation of these active atoms. The purification effect of rare earth elements on the workpiece surface increases the adsorption effect of carbon, nitrogen and boron atoms, increases the concentration of surface active atoms, and then increases the chemical potential of diffusion to the matrix [
21]. At the same time, rare earth atoms can also be adsorbed on the surface of the workpiece and diffuse to the matrix through crystal defects such as grain boundaries and dislocations [
22]. The large diameter of rare earth atoms can cause strong lattice distortion, which provides a channel for the diffusion of small diameter carbon, nitrogen and boron atoms [
23].
Based on the above analysis, it is necessary to further reveal the kinetic process model of carbon-nitron-boronized with rare elements catalysis. The initial stage of chemical heat treatment is mainly carbonitriding. Because the diffusion coefficient of carbon and nitrogen atoms is greater than that of boron atoms, when boron atoms are enriched on the surface, carbon and nitrogen atoms first diffuse to the matrix to form a carbonitriding layer. When the concentration of boron atoms in the surface layer reaches 8.84%, Fe2B phase crystal nuclei are formed. The carbon and nitrogen atoms can still diffuse from the surface to the matrix when the continuous boride layer has not been formed during the growth of the crystal nuclei. Once a continuous and dense boride layer is formed on the workpiece surface, it will be difficult for the external active carbon and nitrogen atoms to continue to diffuse to the matrix through the boride layer. At this time, boriding will be the main method. When the columnar crystals in the outer boride grow to the matrix, due to the very low solubility of carbon and nitrogen in boride, the carbon and nitrogen in the carbonitriding layer formed in the initial stage will gradually diffuse to the inner layer to form a transition layer. Compared with the matrix structure, the content of carbon and nitrogen in this region is higher and presents a gradient distribution, which plays a strong supporting role for the outer boride layer.
Figure 2a shows the hardness distribution curve of self-sharpening blades of gradient material prepared via carbon-nitron-boronized with rare elements catalysis under two conditions (quenched and normalized).
Figure 2b is the quenched microstructure of the carbonitriding layer, and
Figure 2c is the normalized microstructure. The figure shows that after induction heating and quenching at the cutting edge, the hardness value is higher than that of the normalized state. The hardness gradient changes gently, which has a stronger supporting effect for the high-hard boride on the surface. Previous research results also proved this [
16].
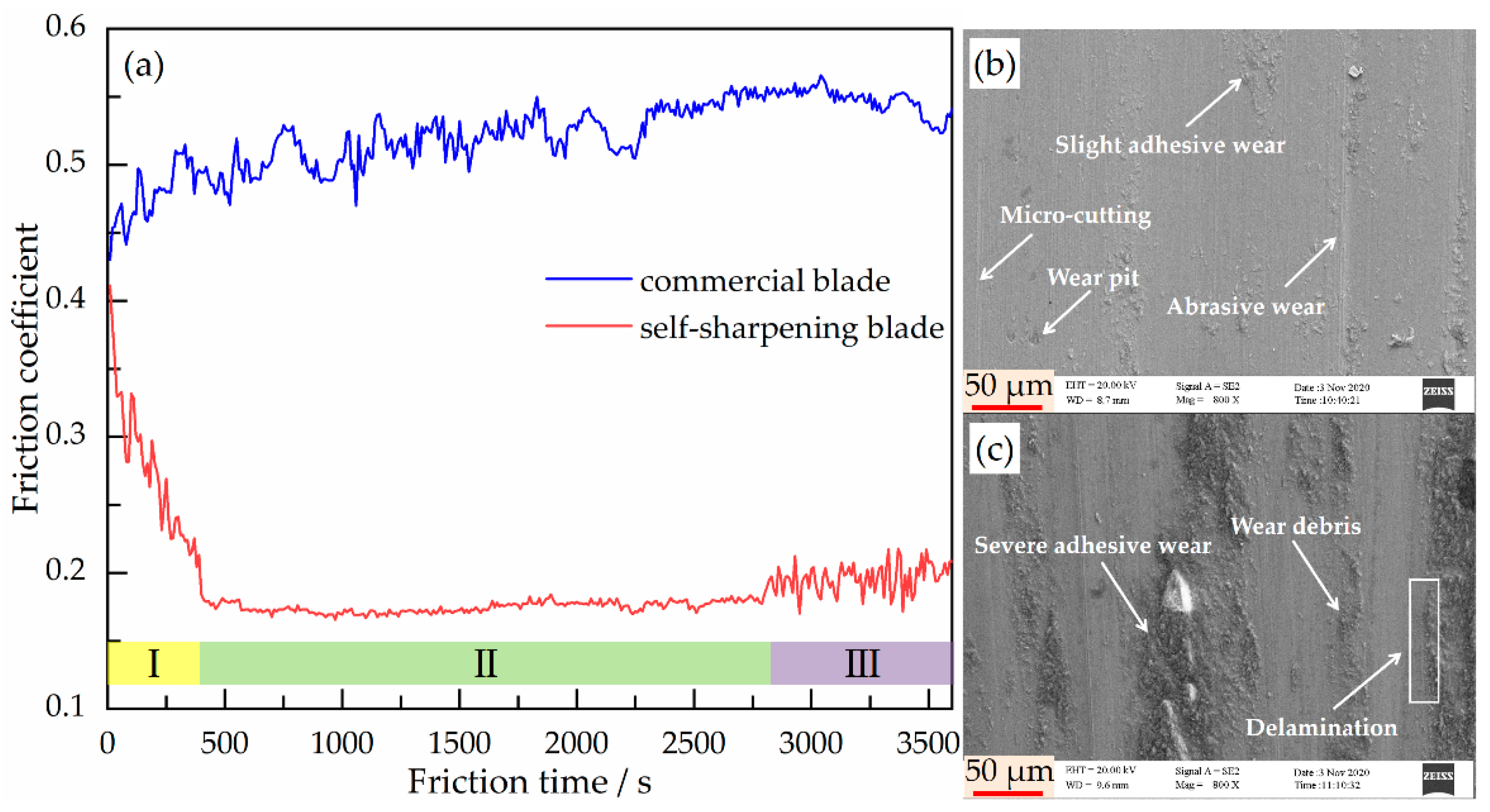
Figure 3a illustrates the friction coefficient curves of the self-sharpening blade and commercial blade. For the self-sharpening blade, the friction coefficient is maintained in a low stable range of 0.1601~0.4114, much below that of the commercial blade. The wear depth of the self-sharpening blade sample is about 90 μm. According to
Figure 1, the wear has reached the transition region between the boride layer and carbonitriding layer. In the stage I of the friction coefficient curve, the friction coefficient oscillates violently and decreases obviously. This is because the few micrometers thick region of the boride outermost layer is crystallographically disordered and friable. This phenomenon also exists in Ref. [
24], which suggests removing the region of crystallographically disordered material from the borided component by means of finishing procedures. This is not necessary for agricultural blades, however, since friable areas can naturally fall off during cutting. Subsequently, the friction coefficient develops steadily, because of the higher wear resistance of ordered boride crystals (stage II). Finally, when the wear reaches the transition region between boride layer and carbonitriding layer, the friction coefficient curve appears to oscillate violently again and tends to increase slightly (stage III). At this time, due to the support effect of carbonitriding layer, the wear resistance does not decrease significantly. It should be noted that due to the different crystal structures, the wear of the surface hardening layer roughly appears in three stages (I, II, III). Subsequently, the external surface can be thinned through layer-by-layer removal technology, and the precise range of stages can be determined by conducting hardness or wear tests at different depths. According to the same idea, subsequent tribological tests can be carried out in the direction perpendicular to the flank surface (as shown in
Figure 2a), which can predict when the wear resistance will become worse due to the decrease of hardness.
Compared with the 65 Mn material of the commercial blade, the boride layer with high hardness on the flank surface of the self-sharpening blade provides stronger wear resistance. The needle-finger morphology produced by the lattice distortion is very beneficial to enhance the adhesion between the hardened layer and substrate. This adhesion ability can reduce wear debris and avoid severe adhesive wear. Therefore, abrasive wear and slight adhesive wear are the main wear forms, as shown in
Figure 3b. There are only small pits and micro-cutting on the material surface. In addition, the thickness of the boride layer is a key factor for the wear resistance and service life of the blade. The results showed that the thickness of the boride layer was affected by alloying elements in metal substrate [
24]. For example, chromium from 40 Cr steel can change the diffusivity of active boron by entering the iron boride lattice, which should be considered in subsequent studies. Concurrently, for commercial blade materials, the friction coefficient keeps increasing, indicating the deterioration of wear resistance. It can be seen from
Figure 3c that there is severe adhesive wear and delamination on the material surface. The ploughing effect produces a large amount of debris and adhesive layers. Under frictional stress, the debris and adhesive layers will eventually tear and flake off, which could be the main reason for the oscillation of the friction coefficient curve.
3.2. Field Experiment on Self-Sharpening Blades of Gradient Material with Carbon-Nitron-Boronized Heat-Treatment
The two cutter heads of a rotary mower were respectively installed with self-sharpening blades of gradient material with carbon-nitron-boronized heat-treatment and commercial blades, and a field comparison was conducted under the same operating conditions.
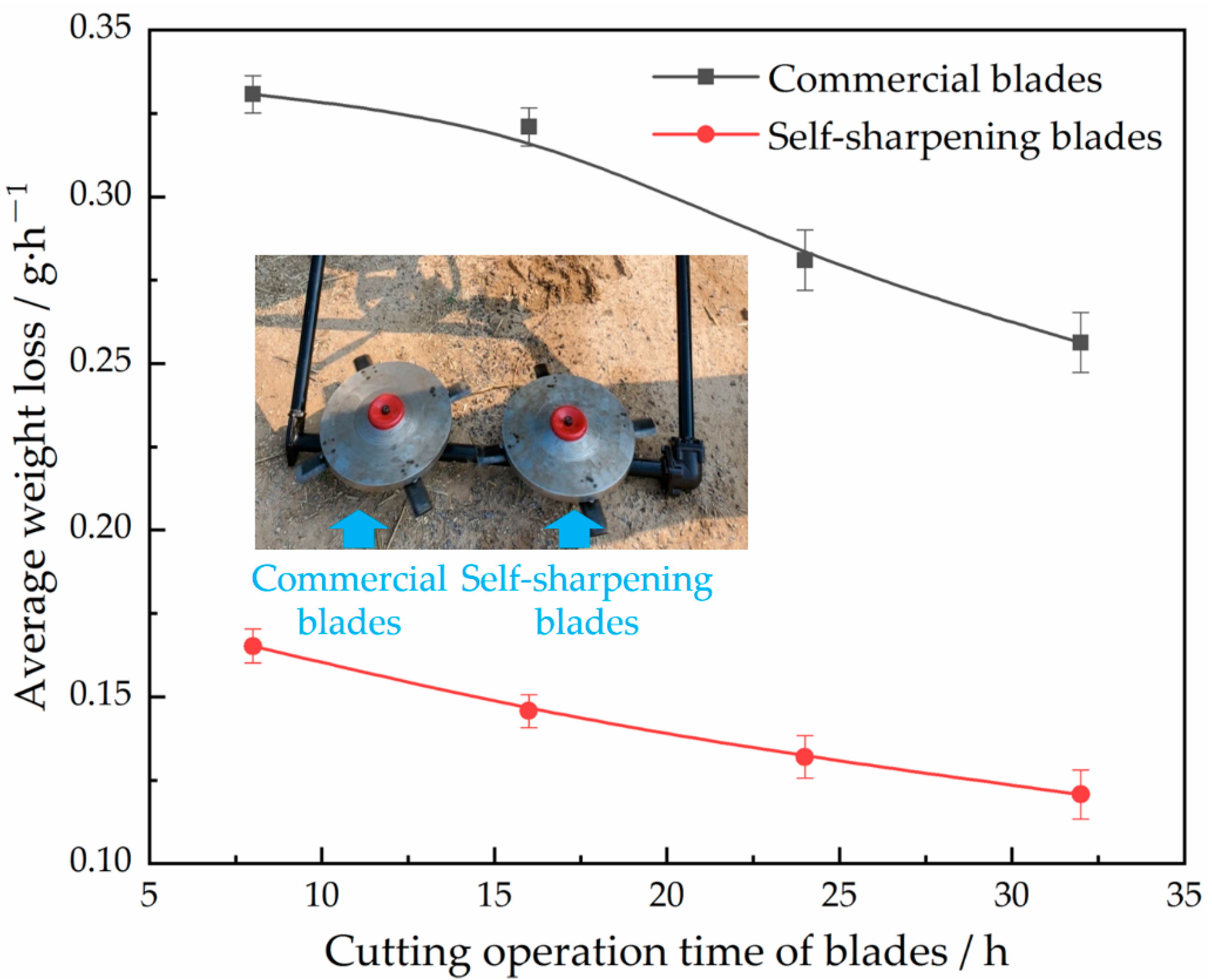
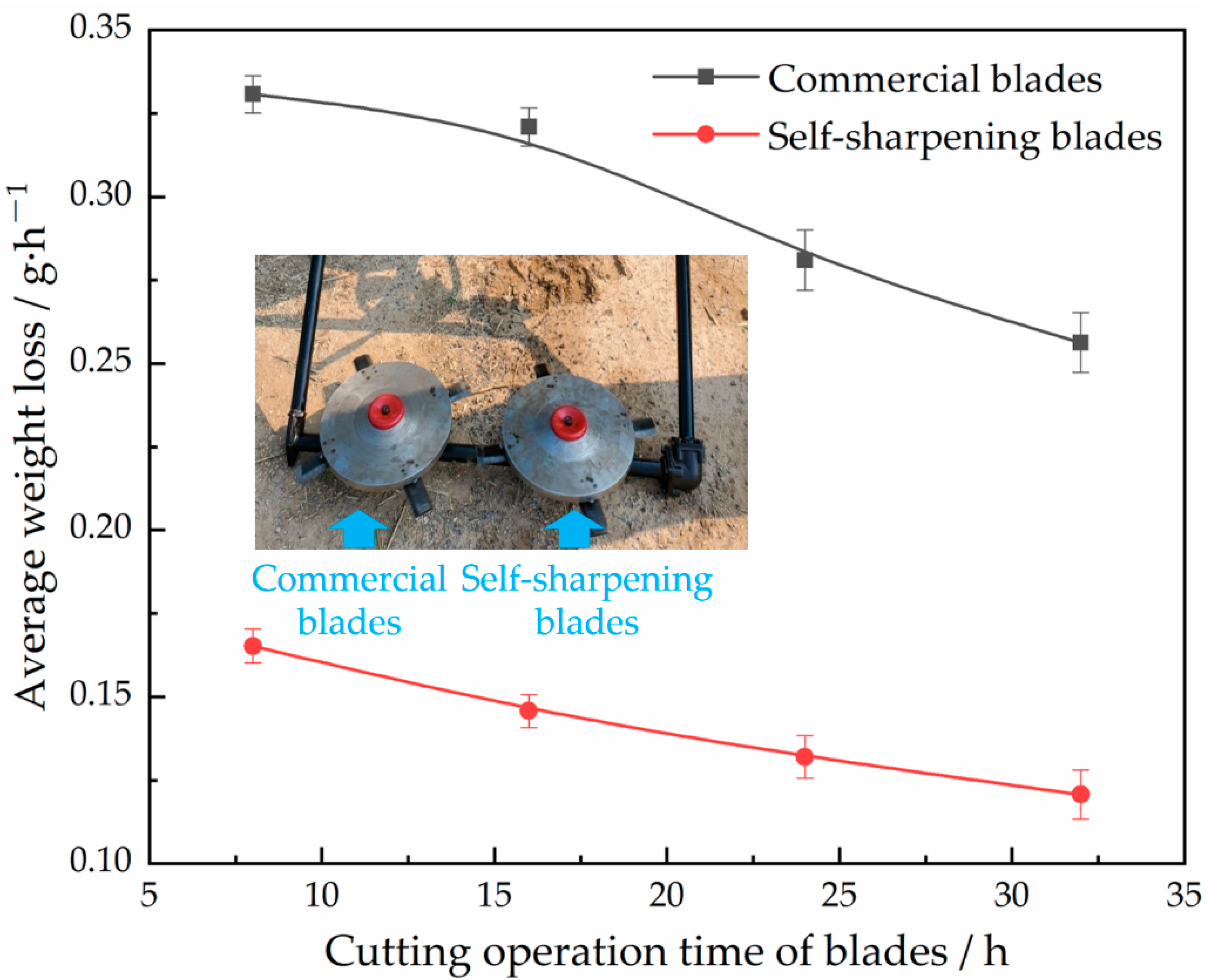
Figure 4 shows the weight loss rate curve of the two blades at different operation time. The field experiment results show that the weight loss rate of the self-sharpening blades of gradient material with carbon-nitron-boronized heat-treatment is significantly lower than that of the commercial blades. The weight loss rate of the commercial blades in the first 8 h of operation is 0.329 g/h, while the weight loss rate of the self-sharpening blades with carbon-nitron-boronized heat-treatment is only 0.163 g/h. It can be seen that the wear rate of the commercial blades is about 2 times that of the self-sharpening blades. In the first 16 h, the weight loss rate of commercial blades remained at a high level, while the self-sharpening blades showed a significant decrease. This is consistent with the characteristics of wear from stage I to stage II in
Figure 3, that is, ordered boride crystals provide strong wear resistance. With the increase of operation time, the wear rate of the blades gradually decreases, but the wear rate of the commercial blades is still more than 2 times that of the self-sharpening blades. The field experiment shows that the wear resistance of the self-sharpening blades after carbon-nitron-boronized heat-treatment is significantly better than that of the commercial blades, and the service life of the self-sharpening blades is significantly improved.
Figure 5 shows the macro morphology of the two cutting blades and the cutting incision after 32 h of operation. Compared with the self-sharpening blades of gradient material, the cutting edge of the commercial blades is severely worn, and the curvature radius of the cutting edge increases and becomes blunt. At this time, the cutting effect of the blade on the Alfalfa stalk is greatly reduced, while the impact and drawing effect are gradually increased. The computer numerical simulation results showed that when the curvature radius at the cutting edge increased from 0.3 mm to 0.7 mm, the equivalent cutting stress decreased by 44.4%, while the drawing equivalent stress in the growth direction of Alfalfa increased by 2 times [
2]. This will lead to rough stalk incision, and the biological tissues such as latent buds, epidermis and vascular bundles will be damaged, as shown in
Figure 5a. It will also cause serious loss of moisture and nutrients in the incision, resulting in difficult healing, a prolonged regeneration cycle or even death of the Alfalfa.
Correspondingly, the flank surface and the edge of the self-sharpening blades of gradient material with carbon-nitron-boronized heat-treatment are boride layers with high hardness, and the wear resistance is good. However, the rake surface is a carbonitriding layer, and the hardness of the structure presents a gradient distribution, realizing uniform wear in the cutting process. This ensures that the boride always protrudes at the edge and is strongly supported by the carbonitriding layer without causing defects such as edge breakage and spallation. Due to the different friction and wear characteristics of the two cutting surfaces, the cutting edge curvature radius and cutting edge angle always maintain reasonable structural parameters when cutting Alfalfa stalk with the self-sharpening blades. After cutting for 32 h, the self-sharpening blades still have high cutting sharpness and wear resistance, which can form significant self-sharpening characteristics [
25]. The stalk incision is straight and neat, with little damage and good self-healing effect, as shown in
Figure 5b. At the same time, the latent buds are not damaged, and the regeneration process is greatly shortened.
The cross-sectional tissue of the Alfalfa stalk is composed of four parts: epidermis, sclerenchyma, thin-walled basic organization and medullary cavity, as shown in
Figure 6. As described in Ref. [
26], the stalk epidermis can effectively prevent the loss of water, and protect other structures in the stalk. Sclerenchyma is located on the inner side of the epidermis and is composed of several layers of cells with regular and dense arrangement and thickened cell wall. Sclerenchyma cells, like pebbles in the foundation of buildings, play a good role in strengthening the Alfalfa stalk. Thin-walled basic organization is located inside the sclerenchyma, which is composed of parenchyma cells. The parenchyma cells are large and loosely arranged. The mechanical indexes such as compressive strength of thin-walled basic organization are much smaller than that of sclerenchyma [
27]. The parenchyma cells near the center ruptured and formed a medullary cavity. The above stalk structure has the characteristics of large bearing capacity and light structural weight, which should not be ignored when the blade interacts with the stalk. After 32 h of cutting with two kinds of blades, the micro morphology of the Alfalfa incision was compared.
Figure 6 illustrates the transverse section and longitudinal section of Alfalfa incision.
After 32 h of operation, the incision formed by the commercial blades is extremely rough, as shown in
Figure 6a. The stalk epidermis is in the form of torn fibers. The sclerenchyma and thin-walled basic organization are seriously damaged, which accelerated the death of medullary cells and formed a larger medullary cavity. The wound is large and the cell structure is damaged, which directly affects the self-healing of the incision and the regeneration ability of Alfalfa. This kind of microstructure damage is caused by the poor cutting effect of the blades on the stalk and the enhanced collision and drawing effect. Correspondingly, the self-sharpening blades of gradient material with carbon-nitron-boronized heat-treatment still have high cutting performance, the incision is flush, the internal microstructure damage is small, as shown in
Figure 6b. This is very beneficial to the maintenance of normal biological characteristics, incision self-healing and rapid regeneration of Alfalfa stalk after cutting.
3.3. Regeneration Process of Alfalfa Stalk after Cutting
After cutting Alfalfa with two kinds of blades that have worked for 32 h, under the same cultivation and management conditions (fertilizer and water management, weeding, intertillage, etc.), the growth and plant height of Alfalfa during regeneration time were compared. The incision formed by the commercial blades was very rough and tear-like, so the self-healing process was long. In the regeneration process, the fibrous torn epidermis became dry or moldy, the latent buds near the incision were damaged, and most of the growth buds were regenerated from the root. In addition, it was also found that the cutting effect of the commercial blades with passivated edge on the Alfalfa stalk became weaker, while the pulling collision effect increased, which made the root system loose in the soil, and the physiological effect became weaker, leading to the withering or even death of the Alfalfa plant, as shown in
Figure 7a.
Since the self-sharpening blades of gradient material with carbon-nitron-boronized heat-treatment could cut the Alfalfa stalk with low damage, the incision was flush, and the self-healing could be realized in 5~7 days. The stalk at the section 2~4 mm away from the incision was dry and the tissue was closed, avoiding the loss of water and nutrients in the stalk. At the same time, the latent buds near the incision grew normally, the regeneration process was rapid, as shown in
Figure 7b.
Plant height is an important index to measure the growth and yield of Alfalfa. Generally, plant height is positively correlated with yield, that is, the higher the plant, the greater the yield potential [
28].
Figure 8 shows the change curve of Alfalfa plant height after different regeneration times. It can be seen from the figure that the change of Alfalfa plant height during regeneration time is normal after cutting the stalk with the self-sharpening blades of gradient material with carbon-nitron-boronized heat-treatment. However, after cutting Alfalfa with worn commercial blades, the plant height changes slowly and grows weakly in the early stage of Alfalfa regeneration (the first 10 days). This is because the incision damage is large, and the self-healing and regeneration process are inhibited, which prolongs the regeneration cycle and leads to a decrease in production.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}