
Multi-Objective Optimization of Process Parameters of 45 Steel Laser Cladding Ni60PTA Alloy Powder

Abstract
:1. Introduction
2. Experimental Conditions and Scheme
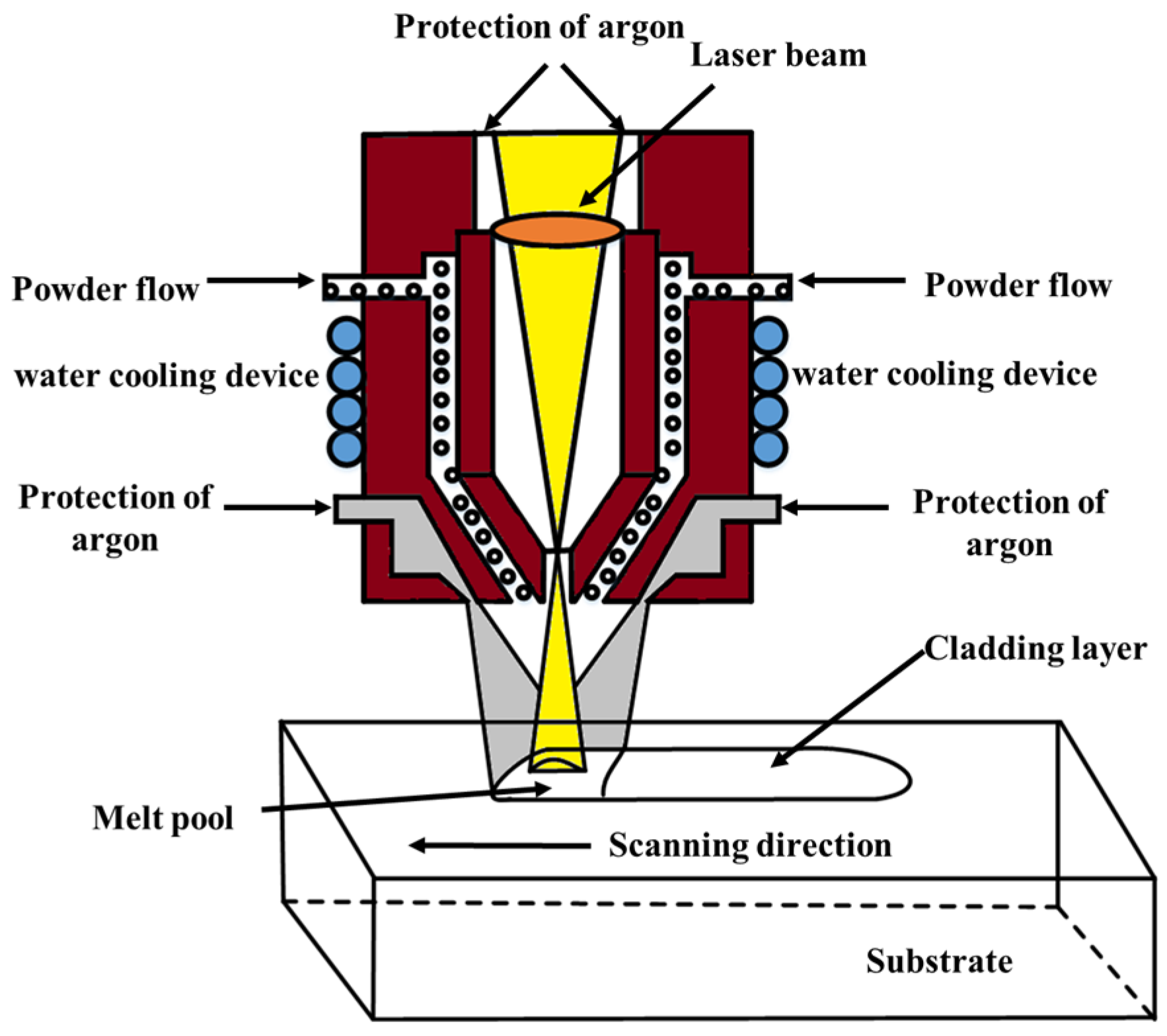
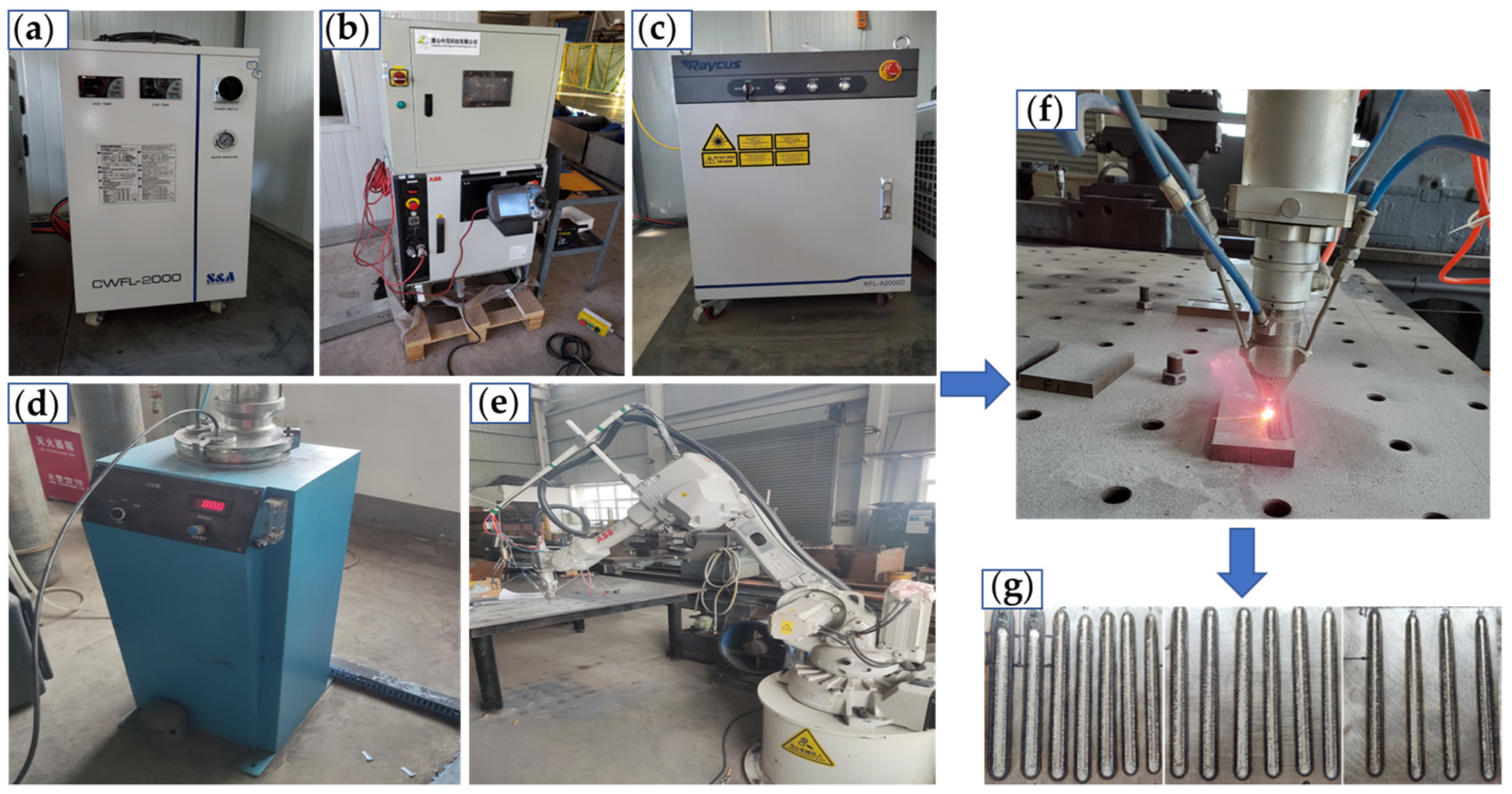
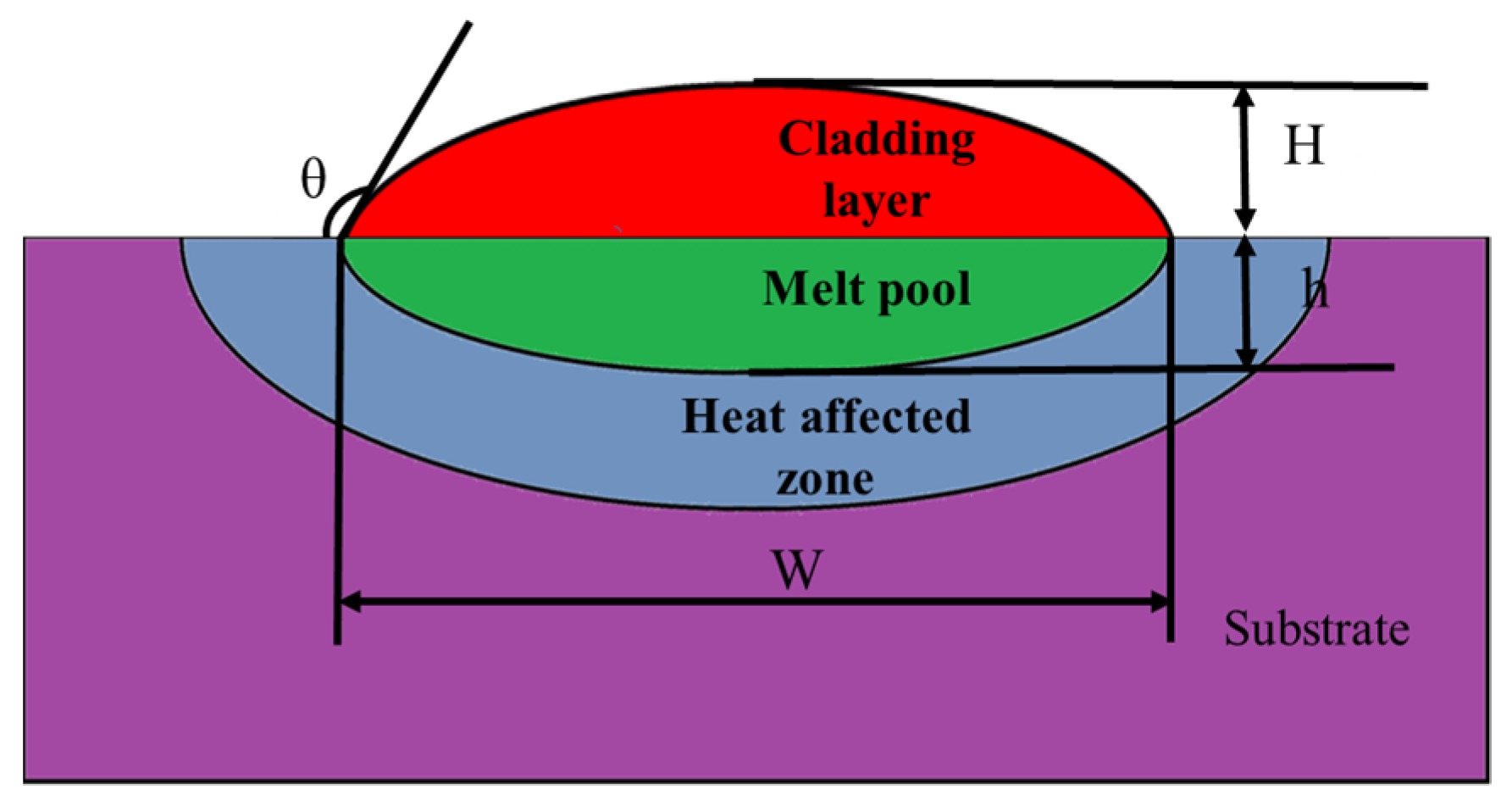
2.1. Experimental Conditions
2.2. Experimental Scheme Design
3. Results and Discussion
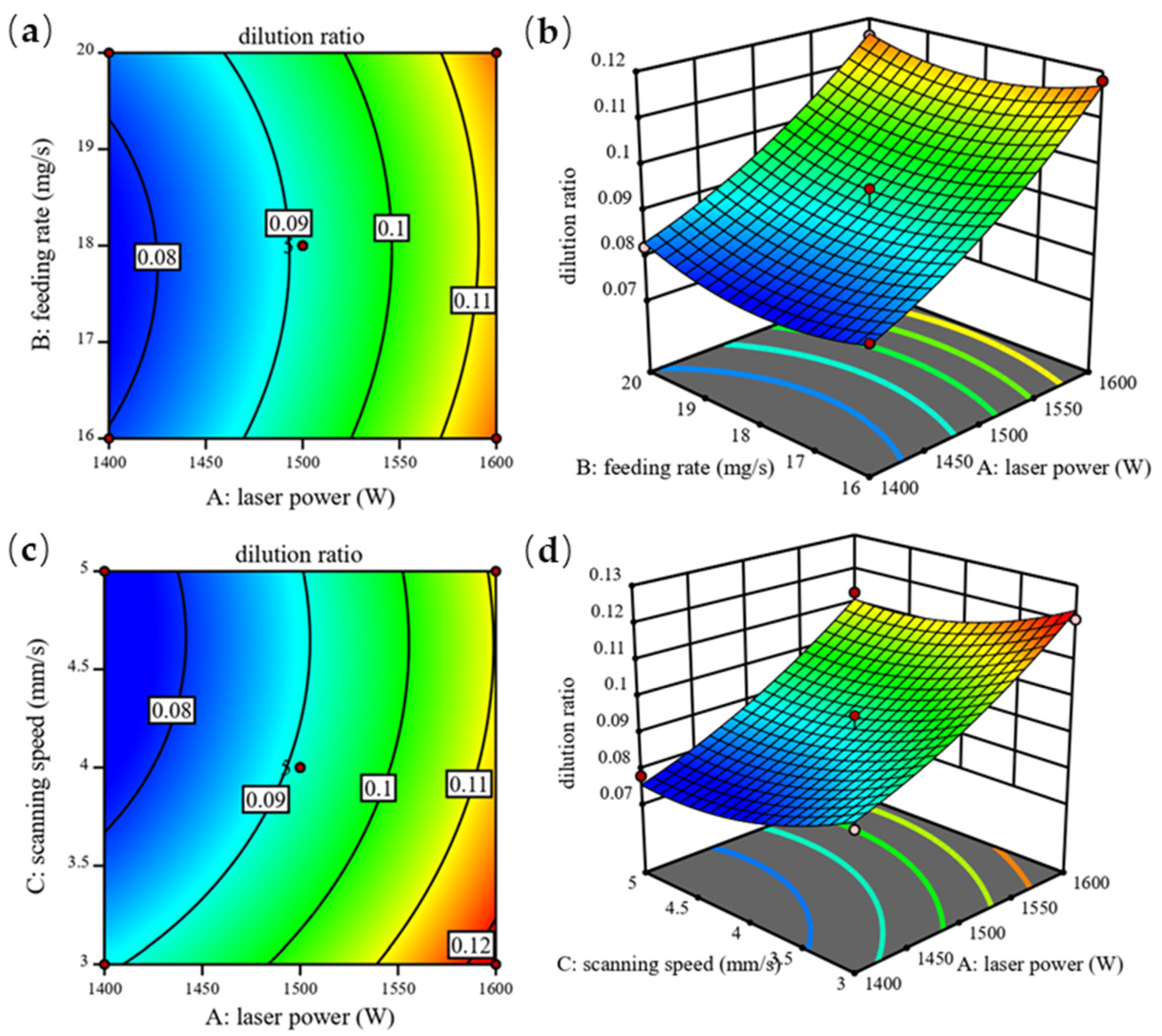
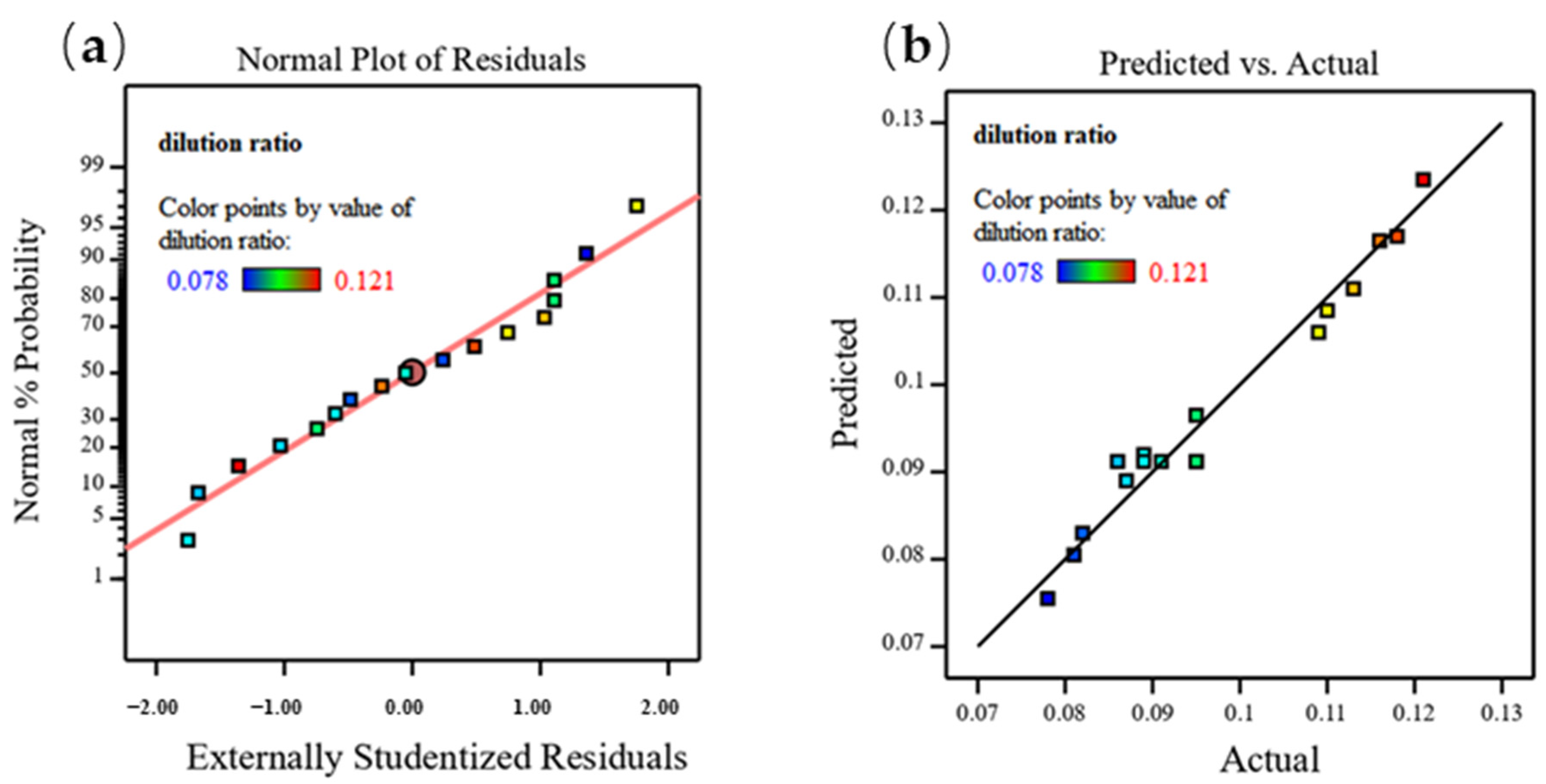
3.1. Analysis of the Dilution Ratio
3.1.1. Variance Analysis for Cladding Layer Dilution Ratio
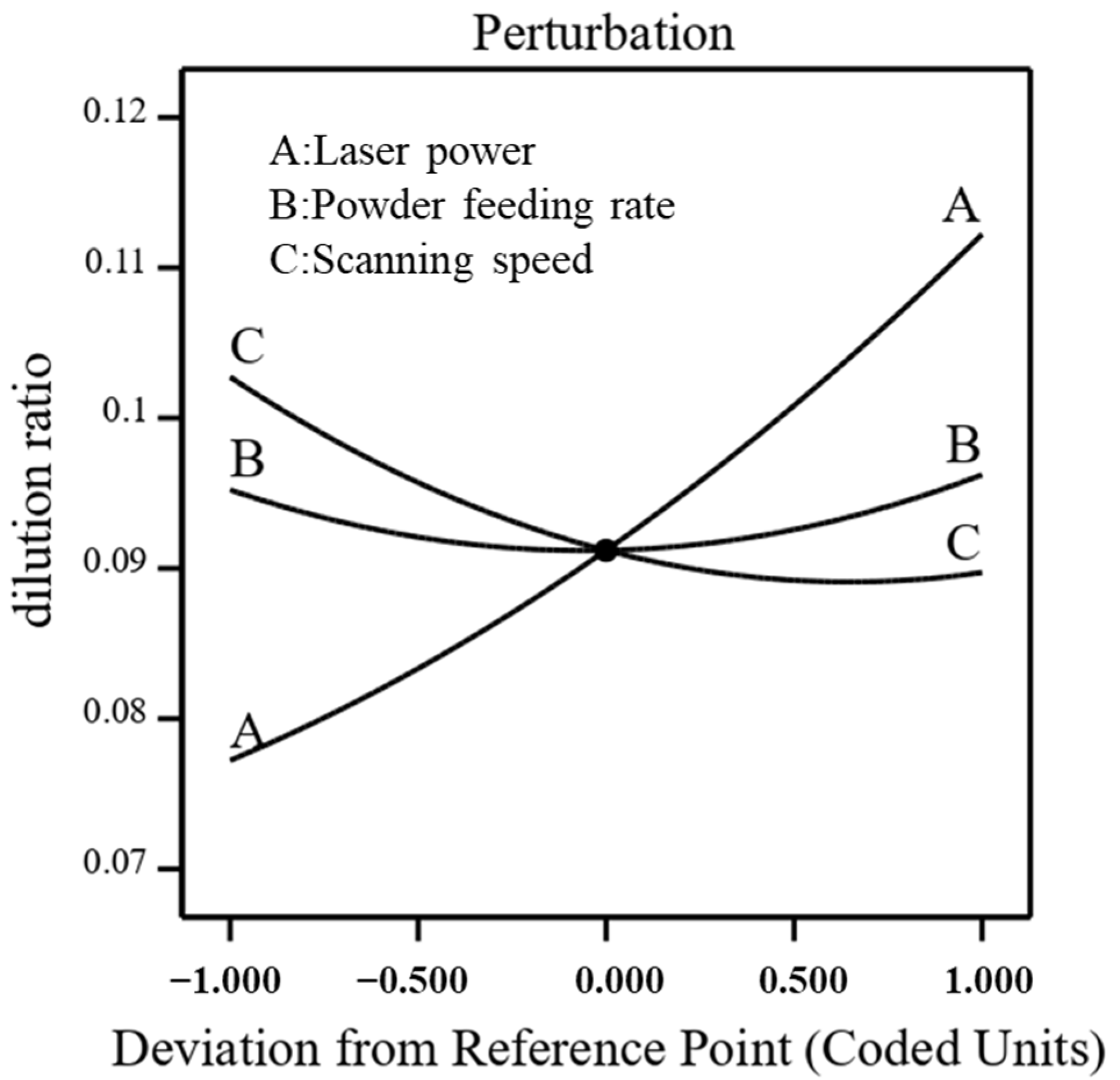
3.1.2. Influence of Various Factors on Cladding Layer Dilution Ratio
3.2. Analysis of the Ratio of Layer Width to Height (W/H)
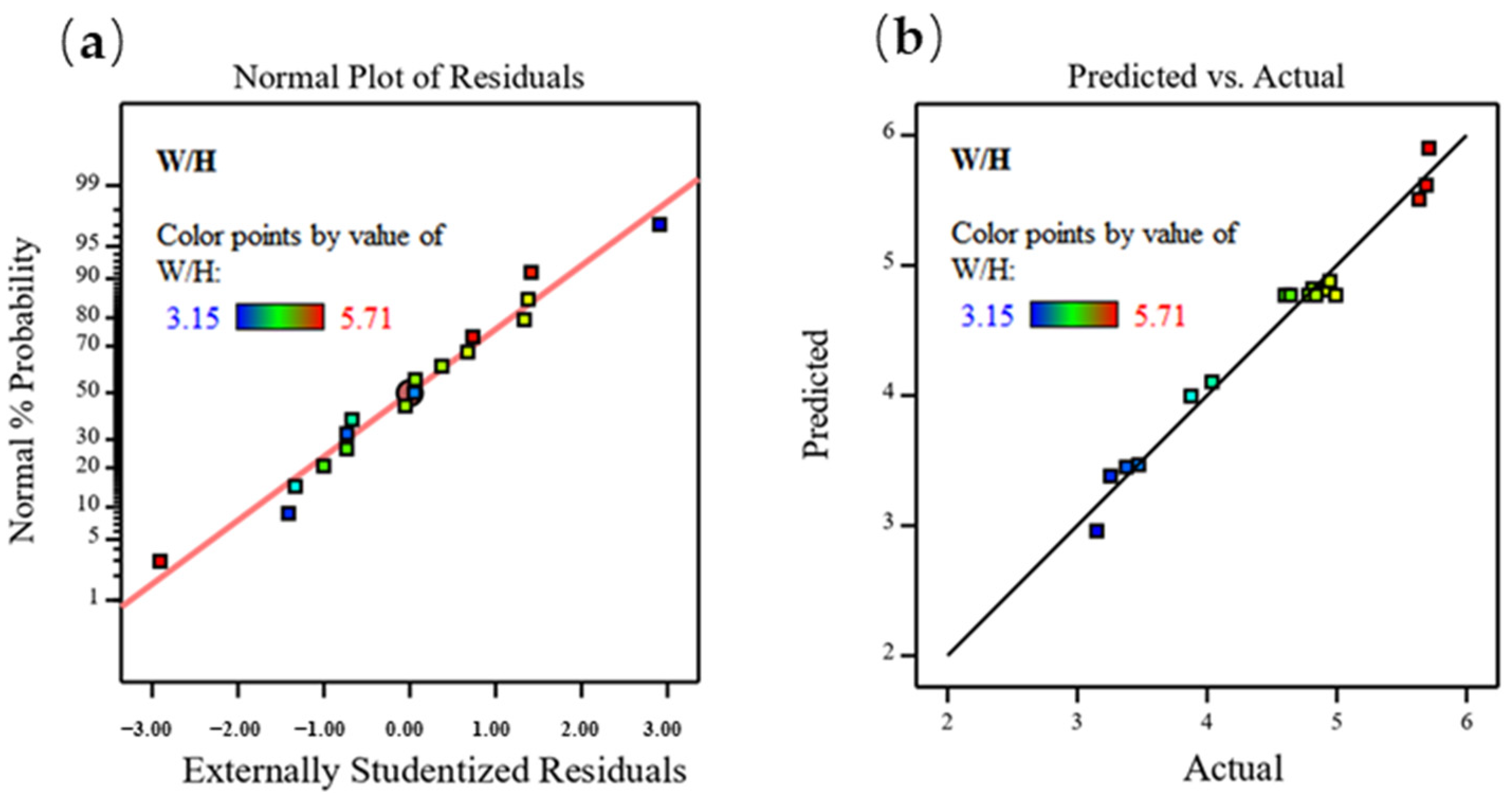
3.2.1. Variance Analysis for Cladding Layer W/H
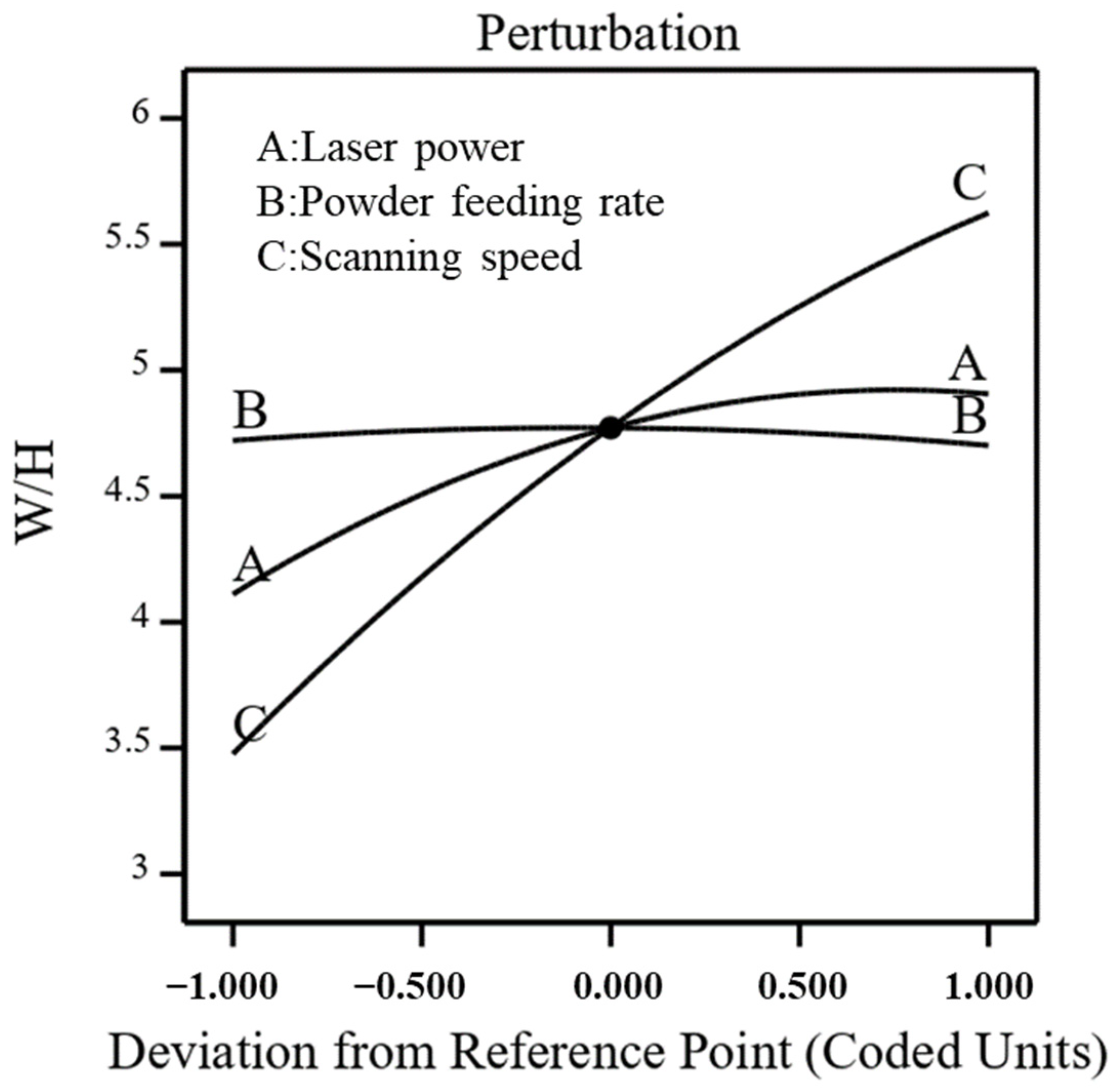
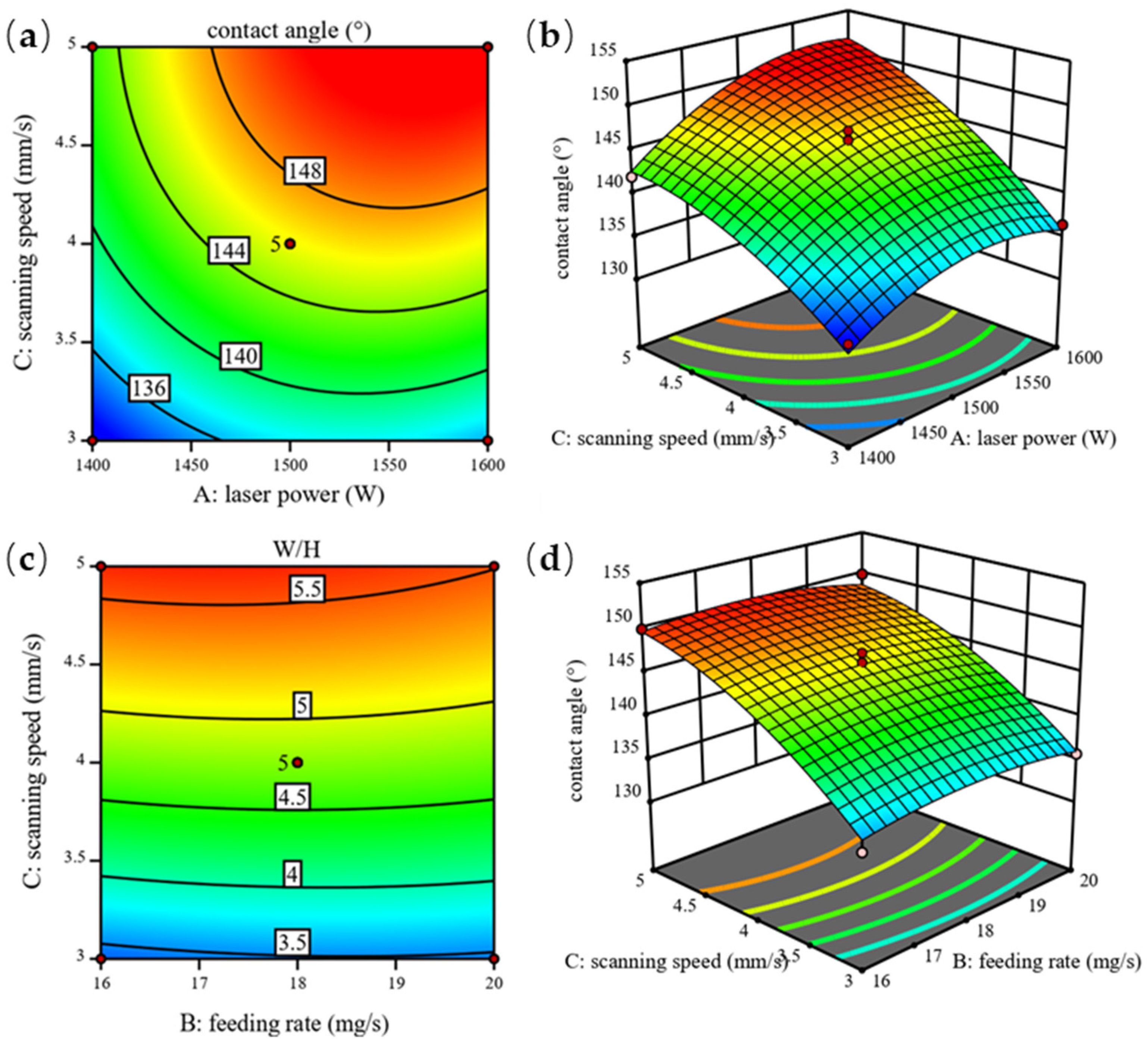
3.2.2. Influence of Various Factors on Cladding Layer W/H
3.3. Analysis of the Contact Angle
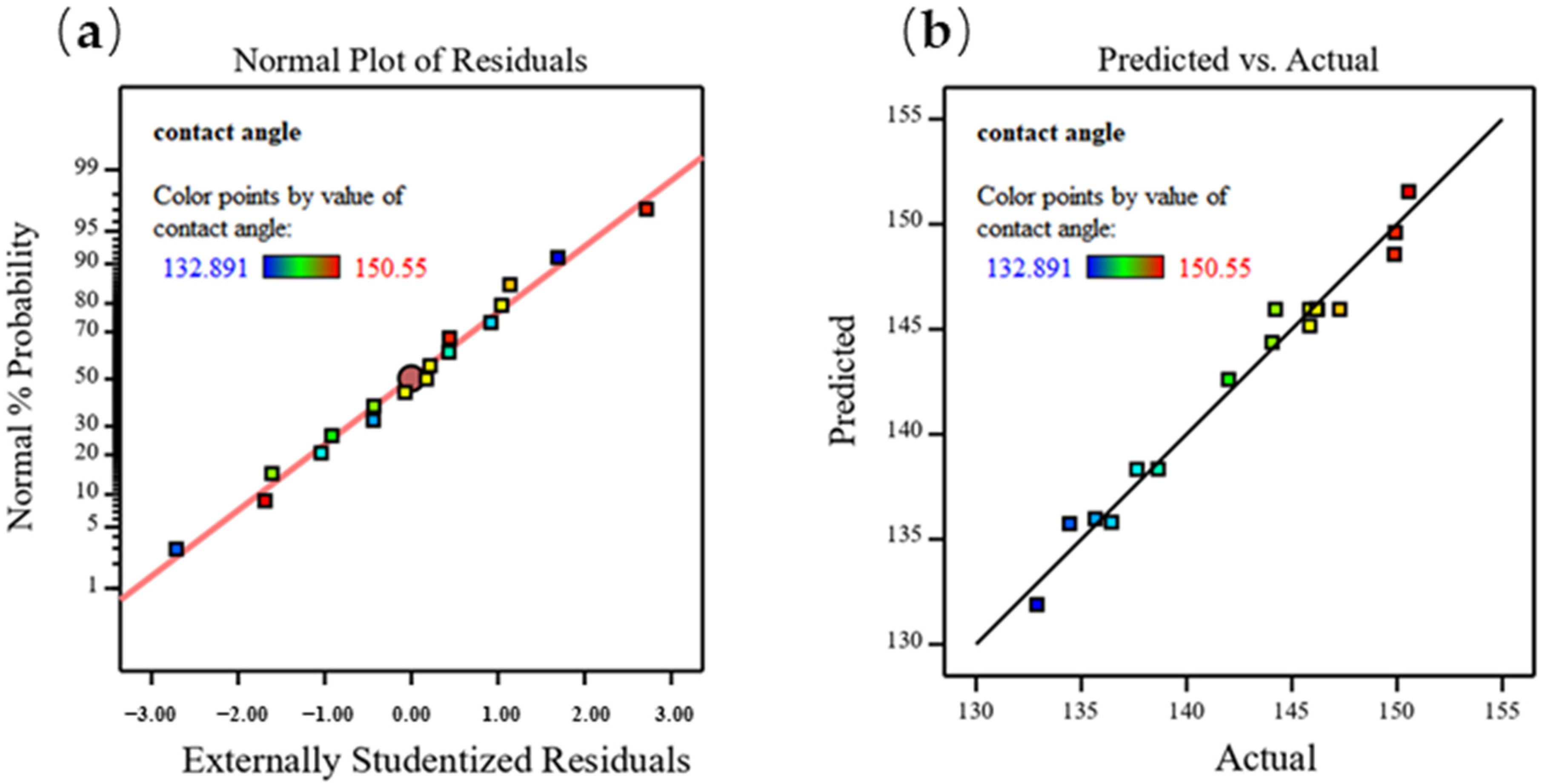
3.3.1. Variance Analysis for Cladding Layer Contact Angle
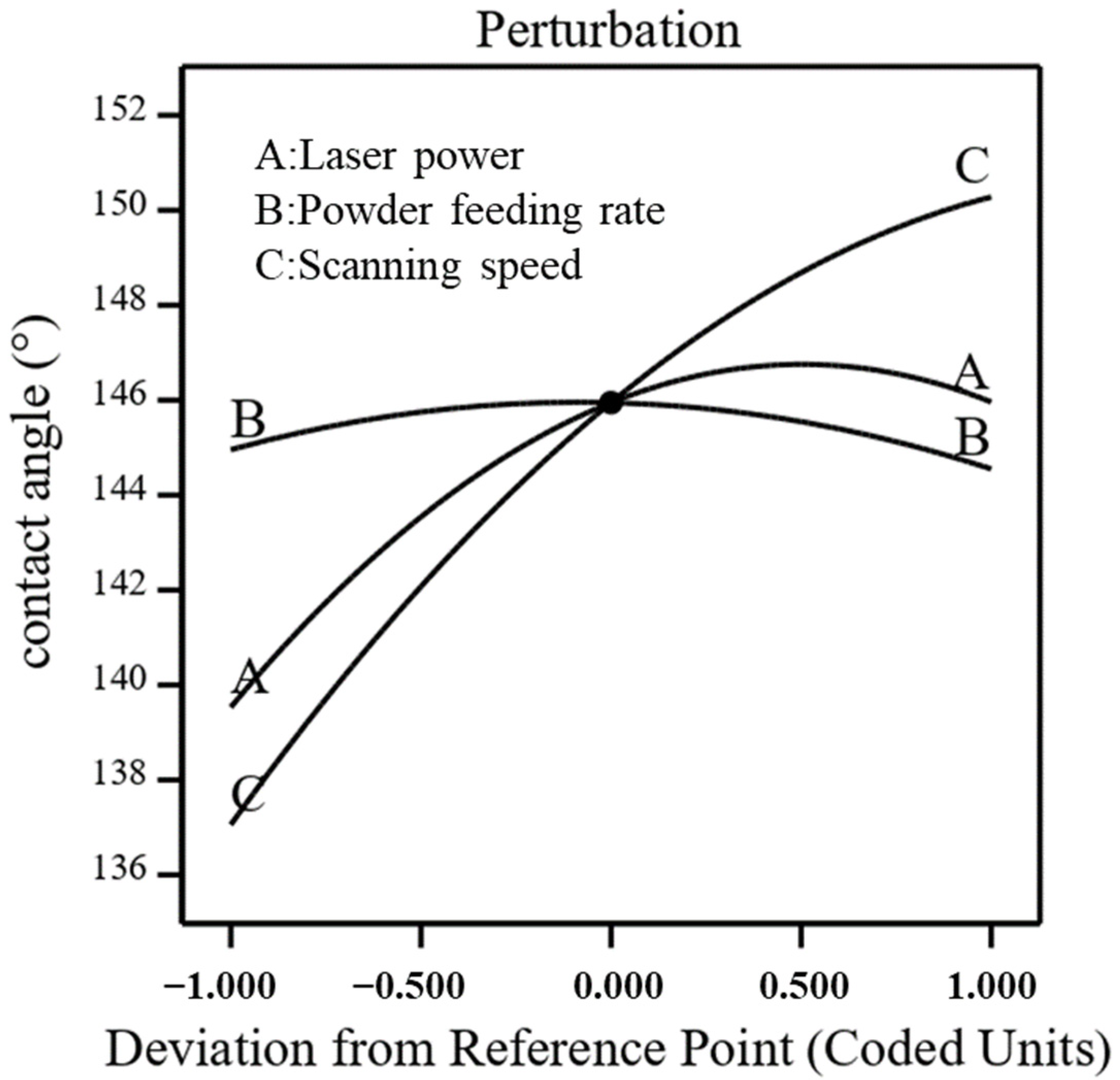
3.3.2. Influence of Various Factors on Cladding Layer Contact Angle
3.4. Test Verification and Process Parameter Optimization
3.5. Microstructures of Coatings
3.6. Microhardness of Coatings
4. Conclusions
- (1)
- Variance analysis showed that the laser power had the greatest influence on the dilution ratio, and the scanning speed was the most significant factor affecting the W/H and the contact angle.
- (2)
- The target value and significance of the response index were set using Design Expert software based on RSM. The optimal combination of process parameters included a laser power of 1477 W, a powder feeding rate of 17.5 mg/s, and a scanning speed of 5 mm/s. The errors between the predicted data and the experimental data were all less than 10%. The cladding layer obtained under the optimal parameters had good quality with a low dilution ratio and a large W/H and contact angle.
- (3)
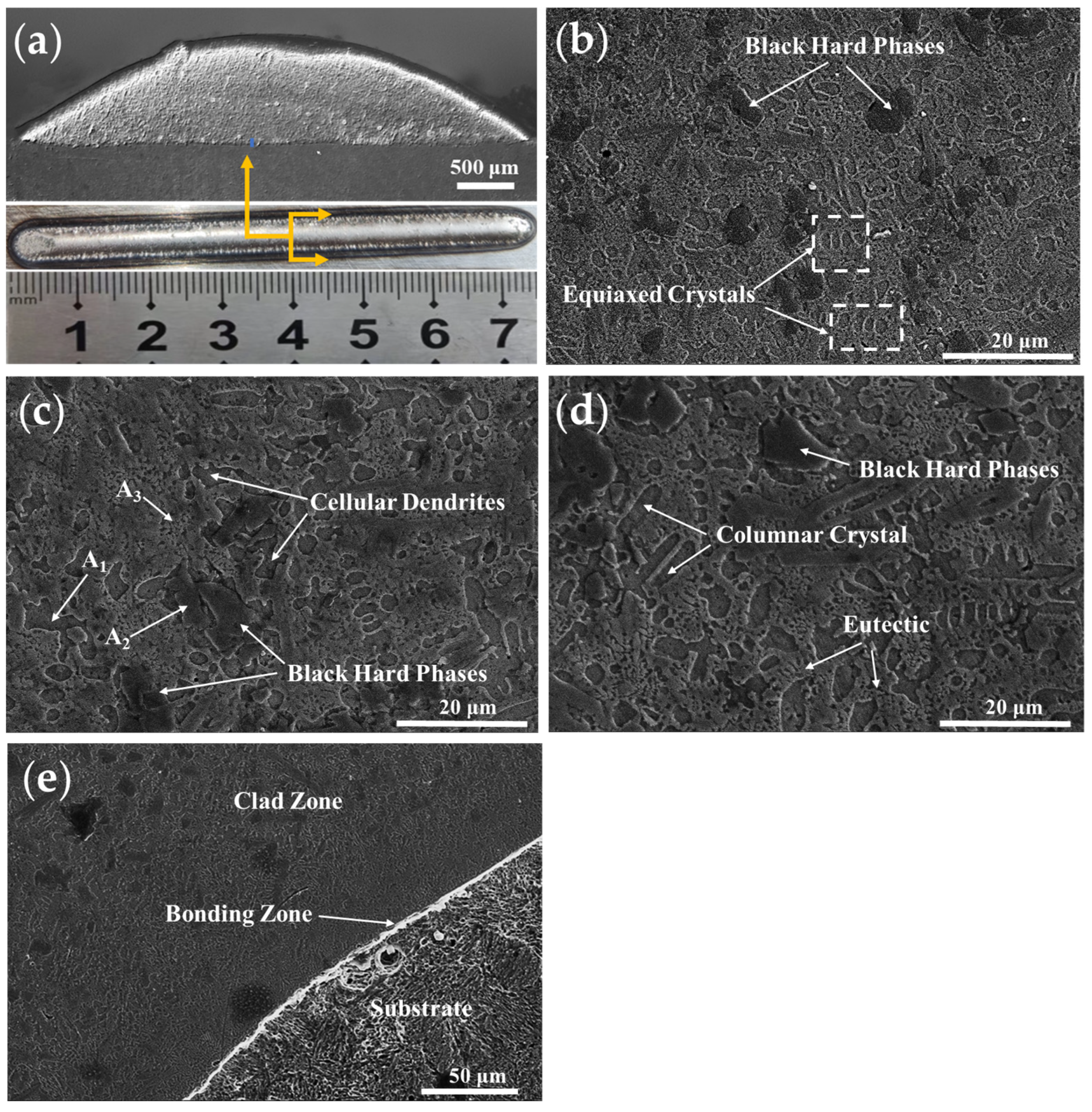
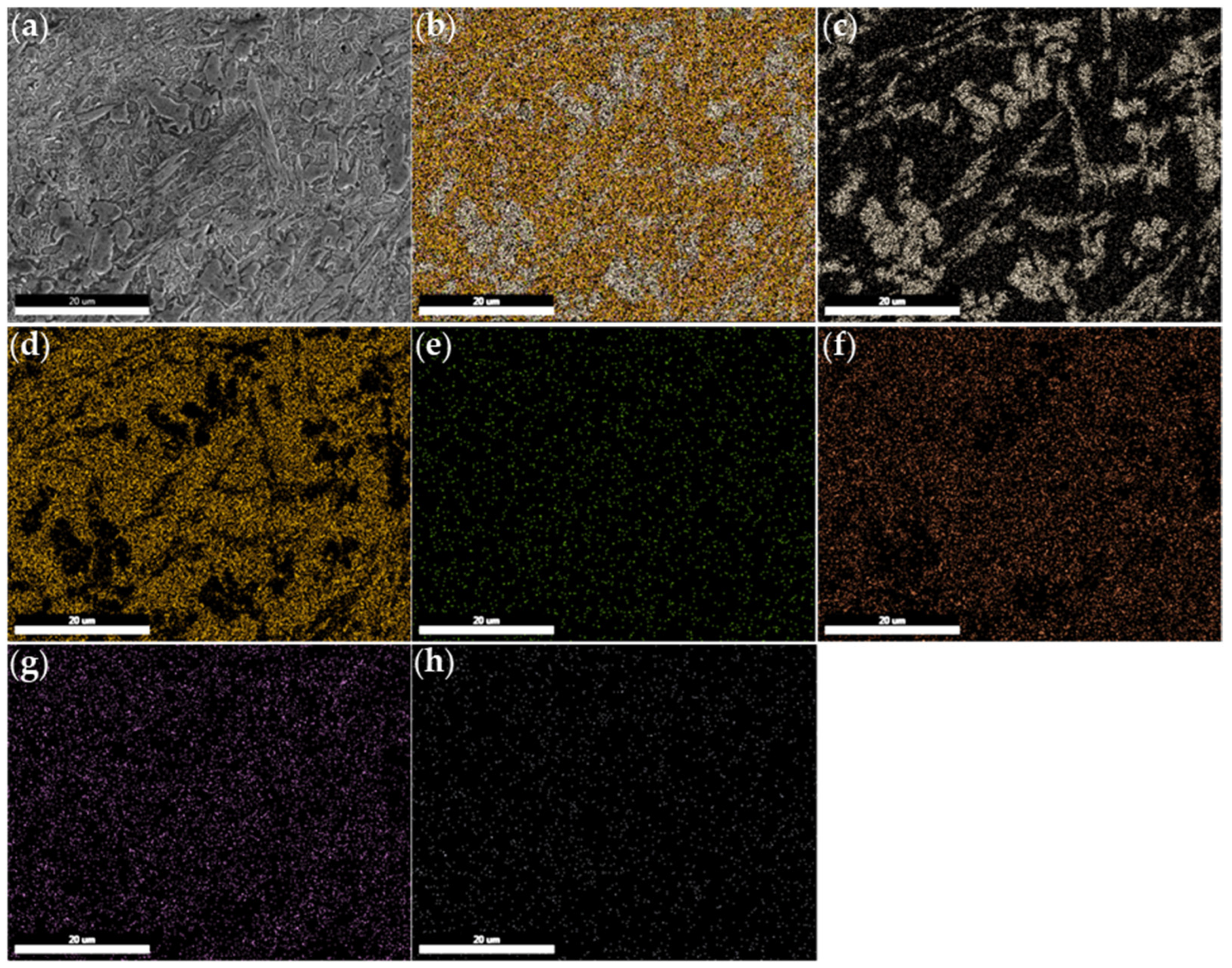
- The microstructure of the cladding layer was different in different zones. Equiaxed crystals formed due to the rapid cooling rate of the upper surface of the cladding. The cooling rate in the middle zone slowed down, and the cellular crystal changed into cellular dendritic crystal. The temperature gradient at the bottom was large and the structure was relatively coarse.
- (4)
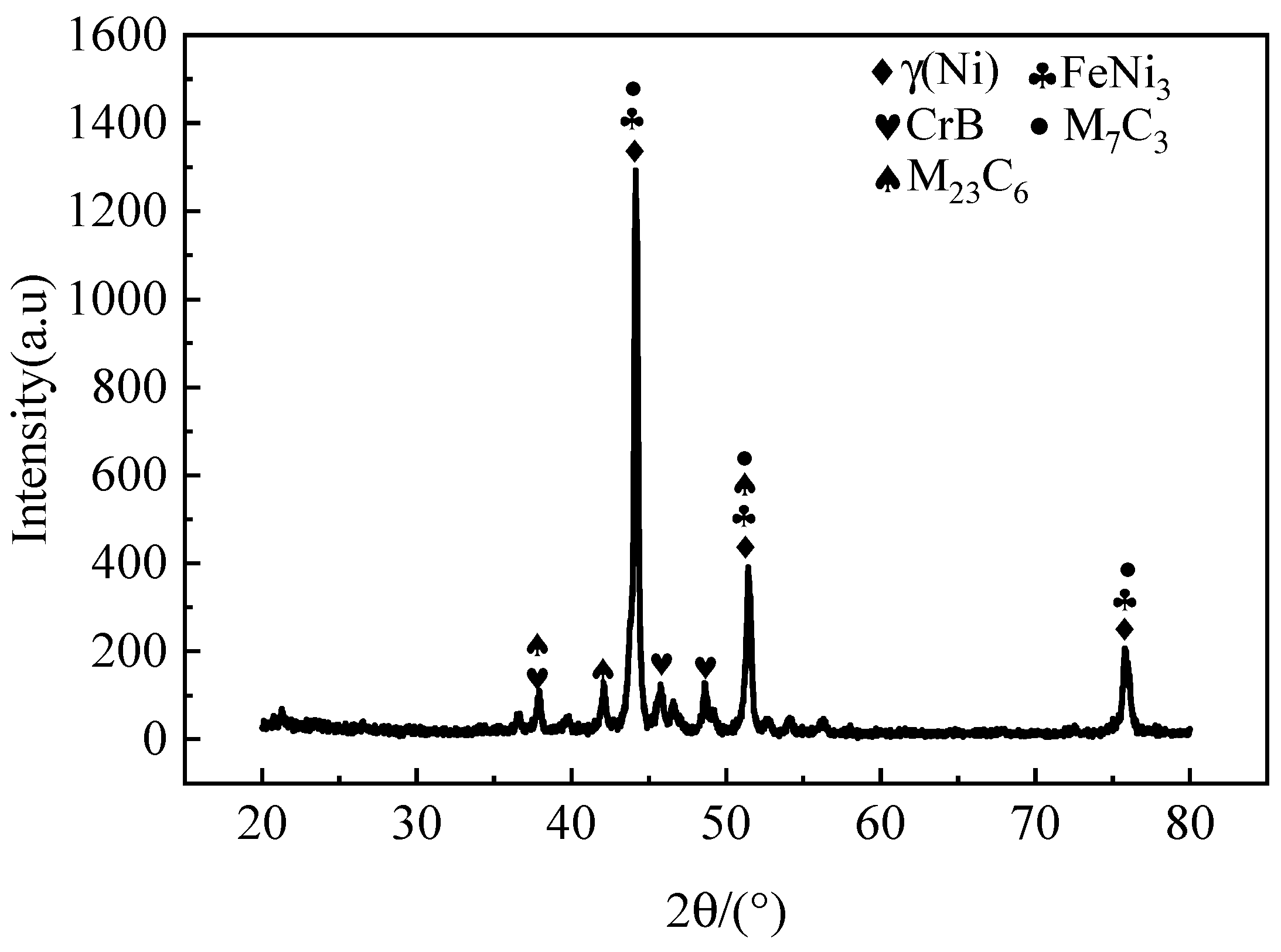
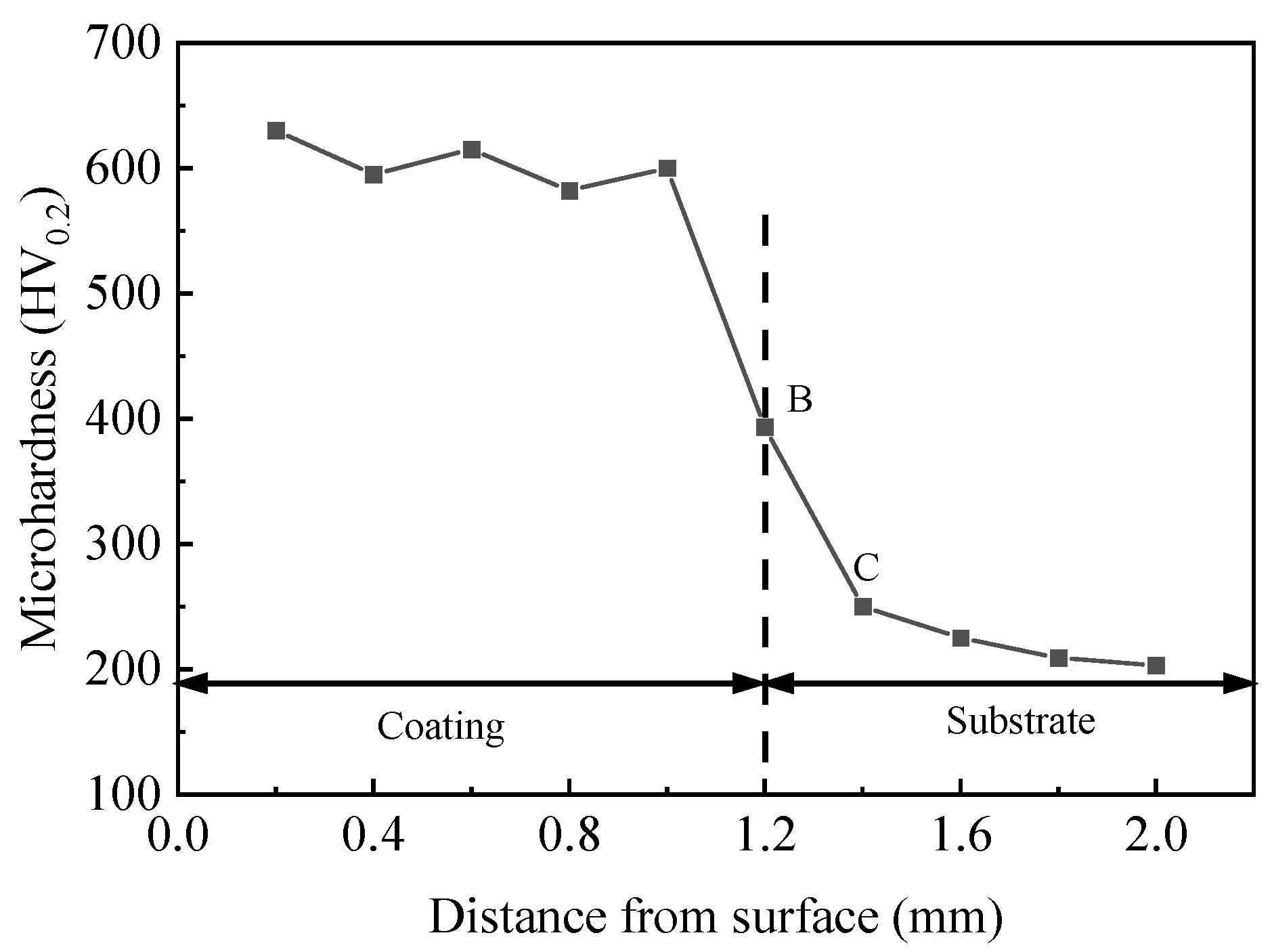
- The microstructure of the cladding layer was mainly composed of γ(Ni), FeNi3, M (M = Fe, Ni, Cr)23C6, M7C3, and CrB. Under the optimal process parameters, the microhardness of the cladding layer was 3.1 times that of 45 steel substrate.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lu, Y.Z.; Li, H.G.; Zhang, H.; Huang, G.K.; Xu, H.D.; Qin, Z.X.; Lu, X. Zr-based metallic glass coating for corrosion resistance improvement of 45 Steel. Mater. Trans. 2017, 58, 1319–1321. [Google Scholar] [CrossRef] [Green Version]
- Huang, G.K.; Qu, L.D.; Lu, Y.Z.; Wang, Y.Z.; Li, H.G.; Qin, Z.X.; Lu, X. Corrosion resistance improvement of 45 steel by Fe-based amorphous coating. Vacuum 2018, 153, 39–42. [Google Scholar] [CrossRef]
- Li, H.Y.; Chen, H.; Wu, Y.; Chen, Y.; Yi, W. Prediction of two-dimensional topography of laser cladding based on neural network. Int. J. Mod. Phys. B 2019, 33, 1940034. [Google Scholar]
- Lian, G.F.; Zhang, H.; Zhang, Y.; Huang, X.; Chen, C.R.; Jiang, J.B. Investigation of geometric characteristics in curved surface laser cladding with curve path. Metals 2019, 9, 947. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.J.; Dong, S.Y.; Yan, S.X.; He, P.; Xu, B.S. Phase evolution of ductile iron during laser cladding processing. Surf. Coat. Technol. 2018, 339, 37–47. [Google Scholar] [CrossRef]
- Liu, R.; Zhang, M.; Yu, J.; Yang, Q.; Gao, S. Microstructural transformation and high-temperature aluminum corrosion properties of Co-based alloy coating prepared by laser cladding. Coatings 2022, 12, 603. [Google Scholar] [CrossRef]
- Sun, M.; Pang, M. Defect formation mechanism and performance study of laser cladding Ni/Mo composite coating. Coatings 2021, 11, 1460. [Google Scholar] [CrossRef]
- Zhu, C.; Zhang, B.; Zheng, S. Laser cladding nickel-titanium carbide composite coating on a 45 carbon steel:Preparation, microstructure and wear behavior. Mater. Werkst. 2020, 51, 247–256. [Google Scholar] [CrossRef]
- Zhang, J.; Hu, Y.; Tan, X.J.; Guo, L.; Zhang, Q.M. Microstructure and high temperature tribological behavior of laser cladding Ni60A alloys coatings on 45 steel substrate. Trans. Nonferrous Met. Soc. China 2015, 25, 1525–1532. [Google Scholar] [CrossRef]
- Bourahima, F.; Helbert, A.L.; Rege, M.; Ji, V.; Solas, D.; Baudin, T. Laser cladding of Ni based powder on a Cu-Ni-Al glassmold: Influence of the process parameters on bonding quality and coating geometry. J. Alloy. Compd. 2019, 771, 1018–1028. [Google Scholar] [CrossRef] [Green Version]
- Chen, T.; Wu, W.N.; Li, W.P.; Liu, D.F. Laser cladding of nanoparticle TiC ceramic powder: Effects of process parameters on the quality characteristics of the coatings and its prediction model. Opt. Laser. Technol. 2019, 116, 345–355. [Google Scholar] [CrossRef]
- Riquelme, A.; Escalera-Rodriguez, M.D.; Rodrigo, P.; Rams, J. Role of laser cladding parameters in composite coating (Al-SiC) on aluminum alloy. J. Therm. Spray Technol. 2016, 25, 1177–1191. [Google Scholar] [CrossRef]
- Hebbale, A.M.; Srinath, M.S. Taguchi analysis on erosive wear behavior of cobalt based microwave cladding on stainless steel AISI-420. Measurement 2017, 99, 98–107. [Google Scholar] [CrossRef]
- Yao, F.P.; Fang, L.J. Thermal stress cycle simulation in laser cladding process of Ni-based coating on H13 steel. Coatings 2021, 11, 203. [Google Scholar] [CrossRef]
- Erfanmanesh, M.; Abdollah-Pour, H.; Mohammadian-Semnani, H.; Shoja-Razavi, R. An empirical-statistical model for laser cladding of WC-12Co powder on AISI 321 stainless steel. Opt. Laser. Technol. 2017, 97, 180–186. [Google Scholar] [CrossRef]
- Nabhani, M.; Razavi, R.S.; Barekat, M. An empirical-statistical model for laser cladding of Ti-6Al-4V powder on Ti-6Al-4V substrate. Opt. Laser. Technol. 2018, 100, 265–271. [Google Scholar] [CrossRef]
- Khorram, A.; Jamaloei, A.D.; Paidar, M.; Cao, X. Laser cladding of Inconel 718 with 75Cr3C2 + 25(80Ni20Cr) powder: Statistical modeling and optimization. Surf. Coat. Technol. 2019, 378, 124933. [Google Scholar] [CrossRef]
- Singh, A.K.; Bal, K.S.; Dey, D.; Das, A.K.; Pal, A.R.; Pratihar, D.K.; Choudhury, A.R. Experimental investigation and parametric optimization for minimization of dilution during direct laser metal deposition of tungsten carbide and cobalt powder mixture on SS304 substrate. Powder Technol. 2021, 390, 339–353. [Google Scholar] [CrossRef]
- Meng, G.R.; Zhu, L.D.; Zhang, J.D.; Yang, Z.C.; Xue, P.S. Statistical analysis and multi-objective process optimization of laser cladding TiC-Inconel718 composite coating. Optik 2021, 240, 166828. [Google Scholar] [CrossRef]
- Nyadongo, S.T.; Olakanmi, E.O.; Pityana, S.L. Experimental and numerical analyses of geometrical and microstructural features of Tribaloy T-800 composite coating deposited via laser cladding-assisted with pre-heat (LCAP) process. J. Manuf. Process. 2021, 69, 84–111. [Google Scholar] [CrossRef]
- Olakanmi, E.O.; Nyadongo, S.T.; Malikongwa, K.; Lawal, S.A.; Botes, A.; Pityana, S.L. Multi-variable optimisation of the quality characteristics of fiber-laser cladded Inconel-625 composite coatings. Surf. Coat. Technol. 2019, 357, 289–303. [Google Scholar] [CrossRef]
- Sun, Y.W.; Hao, M.Z. Statistical analysis and optimization of process parameters in Ti6Al4V laser cladding using Nd:YAG laser. Opt. Laser. Eng. 2012, 50, 985–995. [Google Scholar] [CrossRef]
- Derringer, G.C.; Suich, R.R. Simultaneous optimization of several response variable. J. Qual. Technol. 1980, 12, 214–219. [Google Scholar] [CrossRef]
- Guo, C.G.; He, S.Z.; Yue, H.T.; Li, Q.; Hao, G.B. Prediction modelling and process optimization for forming multi-layer cladding structures with laser directed energy deposition. Opt. Laser. Technol. 2021, 134, 106607. [Google Scholar] [CrossRef]
- Liu, H.M.; Li, M.B.; Qin, X.P.; Huang, S.; Hong, F. Numerical simulation and experimental analysis of wide-beam laser cladding. Int. J. Adv. Manuf. Tech. 2019, 100, 237–249. [Google Scholar] [CrossRef]
- Wang, Q.; Zhai, L.L.; Zhang, L.; Zhang, J.W.; Ban, C.Y. Effect of steady magnetic field on microstructure and properties of laser cladding Ni-based alloy coating. J. Mater. Res. Technol. 2022, 17, 2145–2157. [Google Scholar] [CrossRef]
- Xuan, H.F.; Wang, Q.Y.; Bai, S.L.; Liu, Z.D.; Sun, H.G.; Yan, P.C. A study on microstructure and flame erosion mechanism of a graded Ni–Cr–B–Si coating prepared by laser cladding. Surf. Coat. Technol. 2014, 244, 203–209. [Google Scholar] [CrossRef]
- Lim, L.C.; Ming, Q.; Chen, Z.D. Microstructures of laser-clad nickel-based hardfacing alloys. Surf. Coat. Technol. 1998, 106, 183–192. [Google Scholar] [CrossRef]
- Wu, Z.P.; Li, T.; Li, Q.; Shi, B.W.; Li, X.B.; Wang, X.L.; Lu, H.T.; Zhang, H.C. Process optimization of laser cladding Ni60A alloy coating in remanufacturing. Opt. Laser. Technol. 2019, 120, 105718. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Si | Mn | P | S | Cr | Ni | Fe |
|---|---|---|---|---|---|---|---|---|
| 45 steel | 0.42 | 0.2 | 0.7 | 0.025 | 0.024 | 0.23 | 0.14 | Bal. |
| Powder | C | Si | Cr | Fe | B | Mo | Ni |
|---|---|---|---|---|---|---|---|
| Ni60PTA | 1.21 | 5.83 | 20.17 | 4.13 | 2.79 | 0.21 | Bal. |
| Level of Factor | −1 | 0 | 1 |
|---|---|---|---|
| A (W) | 1400 | 1500 | 1600 |
| B (mg/s) | 16 | 18 | 20 |
| C (mm/s) | 3 | 4 | 5 |
| Std | Run | Laser Power (W) | Feeding Rate (mg/s) | Scanning Speed (mm/s) | Dilution Ratio | W/H | θ (°) |
|---|---|---|---|---|---|---|---|
| 1 | 13 | 1400 | 16 | 4 | 0.081 | 4.038 | 138.652 |
| 2 | 7 | 1600 | 16 | 4 | 0.118 | 4.93 | 145.852 |
| 3 | 14 | 1400 | 20 | 4 | 0.082 | 3.876 | 137.642 |
| 4 | 1 | 1600 | 20 | 4 | 0.116 | 4.946 | 144.066 |
| 5 | 17 | 1400 | 18 | 3 | 0.087 | 3.15 | 132.891 |
| 6 | 1 | 1600 | 18 | 3 | 0.121 | 3.473 | 136.433 |
| 7 | 4 | 1400 | 18 | 5 | 0.078 | 4.815 | 141.993 |
| 8 | 6 | 1600 | 18 | 5 | 0.113 | 5.71 | 150.55 |
| 9 | 3 | 1500 | 16 | 3 | 0.11 | 3.256 | 134.442 |
| 10 | 5 | 1500 | 20 | 3 | 0.109 | 3.378 | 135.666 |
| 11 | 8 | 1500 | 16 | 5 | 0.089 | 5.689 | 149.916 |
| 12 | 16 | 1500 | 20 | 5 | 0.095 | 5.634 | 149.871 |
| 13 | 15 | 1500 | 18 | 4 | 0.095 | 4.783 | 146.22 |
| 14 | 11 | 1500 | 18 | 4 | 0.086 | 4.602 | 144.22 |
| 15 | 9 | 1500 | 18 | 4 | 0.089 | 4.839 | 145.852 |
| 16 | 2 | 1500 | 18 | 4 | 0.091 | 4.991 | 147.271 |
| 17 | 10 | 1500 | 18 | 4 | 0.095 | 4.643 | 146.168 |
| Sum of Squares | df | Mean Square | F Value | p Value | ||
|---|---|---|---|---|---|---|
| Model | 0.0031 | 9 | 0.0003 | 22.52 | 0.0002 | Significant |
| A | 0.0025 | 1 | 0.0025 | 161.34 | <0.0001 | |
| C | 0.0003 | 1 | 0.0003 | 22.26 | 0.0022 | |
| B2 | 0.0001 | 1 | 0.0001 | 5.68 | 0.0487 | |
| C2 | 0.0001 | 1 | 0.0001 | 7.00 | 0.0331 | |
| Residual | 0.0001 | 7 | 0.0000 | |||
| Lack of fit | 0.0000 | 3 | 0.0000 | 0.9978 | 0.4797 | Not significant |
| Pure error | 0.0001 | 4 | 0.0000 | |||
| Total | 0.0032 | 16 | ||||
| Std. dev | 0.0039 | R2 | 0.9666 | |||
| Mean | 0.0974 | Adjusted R2 | 0.9237 | |||
| C.V.% | 4.00 | Predicted R2 | 0.7415 | |||
| Press | 0.0008 | Adequate precision | 16.0601 |
| Sum of Squares | df | Mean Square | F Value | p Value | ||
|---|---|---|---|---|---|---|
| Model | 11.15 | 9 | 1.24 | 34.62 | <0.0001 | Significant |
| A | 1.26 | 1 | 1.26 | 35.34 | 0.0006 | |
| C | 9.23 | 1 | 9.23 | 257.91 | <0.0001 | |
| A2 | 0.2916 | 1 | 0.2916 | 8.15 | 0.0245 | |
| C2 | 0.2064 | 1 | 0.2064 | 5.77 | 0.0473 | |
| Residual | 0.2504 | 7 | 0.0358 | |||
| Lack of fit | 0.1523 | 3 | 0.0508 | 2.07 | 0.2470 | Not significant |
| Pure error | 0.0981 | 4 | 0.0245 | |||
| Total | 11.40 | 16 | ||||
| Std. dev | 0.1891 | R2 | 0.9780 | |||
| Mean | 4.51 | Adjusted R2 | 0.9498 | |||
| C.V.% | 4.19 | Predicted R2 | 0.7728 | |||
| Press | 2.59 | Adequate precision | 20.2868 |
| Sum of Squares | df | Mean Square | F Value | p Value | ||
|---|---|---|---|---|---|---|
| Model | 517.57 | 9 | 57.51 | 32.59 | <0.0001 | Significant |
| A | 82.71 | 1 | 82.71 | 46.88 | 0.0002 | |
| C | 349.77 | 1 | 349.77 | 198.25 | <0.0001 | |
| A2 | 43.12 | 1 | 43.12 | 24.44 | 0.0017 | |
| C2 | 21.88 | 1 | 21.88 | 12.40 | 0.0097 | |
| Residual | 12.35 | 7 | 1.76 | |||
| Lack of fit | 7.48 | 3 | 2.49 | 2.05 | 0.2496 | Not significant |
| Pure error | 4.87 | 4 | 1.22 | |||
| Total | 529.92 | 16 | ||||
| Std. dev | 1.33 | R2 | 0.9767 | |||
| Mean | 142.81 | Adjusted R2 | 0.9467 | |||
| C.V.% | 0.9301 | Predicted R2 | 0.7597 | |||
| Press | 127.32 | Adequate precision | 19.2937 |
| Variables or Responses | Goal | Lower Limit | Upper Limit | Importance |
|---|---|---|---|---|
| Laser power | In range | 1400 | 1600 | 3 |
| Powder feeding rate | In range | 16 | 20 | 3 |
| Scanning speed | In range | 3 | 5 | 3 |
| Dilution ratio | Minimize | 0.078 | 0.121 | 5 |
| W/H | Maximize | 3.15 | 5.71 | 3 |
| Contact angle | Maximize | 132.891 | 153.55 | 4 |
| Source | Actual | Predicted | Error % |
|---|---|---|---|
| D | 0.079 | 0.086 | 9% |
| W/H | 5.13 | 5.499 | 7% |
| θ (°) | 145 | 149.13 | 3% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, T.; Long, H.; Qiu, C.; Wang, M.; Li, D.; Dong, Z.; Gui, Y. Multi-Objective Optimization of Process Parameters of 45 Steel Laser Cladding Ni60PTA Alloy Powder. Coatings 2022, 12, 939. https://doi.org/10.3390/coatings12070939
Li T, Long H, Qiu C, Wang M, Li D, Dong Z, Gui Y. Multi-Objective Optimization of Process Parameters of 45 Steel Laser Cladding Ni60PTA Alloy Powder. Coatings. 2022; 12(7):939. https://doi.org/10.3390/coatings12070939
Chicago/Turabian StyleLi, Tiankai, Haiyang Long, Changming Qiu, Mingming Wang, Dongdong Li, Zhen Dong, and Yongliang Gui. 2022. "Multi-Objective Optimization of Process Parameters of 45 Steel Laser Cladding Ni60PTA Alloy Powder" Coatings 12, no. 7: 939. https://doi.org/10.3390/coatings12070939
APA StyleLi, T., Long, H., Qiu, C., Wang, M., Li, D., Dong, Z., & Gui, Y. (2022). Multi-Objective Optimization of Process Parameters of 45 Steel Laser Cladding Ni60PTA Alloy Powder. Coatings, 12(7), 939. https://doi.org/10.3390/coatings12070939