1. Introduction
Currently, titanium-based alloys are known as a perspective material for modern biomedicine due to their excellent biocompatibility, superior mechanical properties, and corrosion resistance. These materials are widely used for implant manufacturing, which could replace failed hard tissue [
1,
2]. However, their insertion into the human body could lead to some health issues, related to the separation of metallic ions, and implant failure, which is caused by poor wear resistance. The implant material is exposed mostly on the surface and, therefore, this drawback can be overcome by an appropriate method for surface modification [
3,
4,
5].
The surface structure and properties of the materials can be modified by a number of methods, including the deposition of thin films [
6,
7], ion implantation [
8], modification by high energy fluxes (such as electron [
9,
10] or laser beam [
11]), etc. Currently, the electron-beam surface treatment technologies for surface treatment and modification, which are a part of additive manufacturing technologies for surface modification, receive a lot of attention and are considered very promising due to the possibility of the precise control of the technological conditions, structure, and functional properties of the modified materials [
12]. The process can be optimized to form a molten zone on the surface of the treated specimen and to form a melt pool, where alloying elements can be introduced. After the solidification of the molten material, a coating with significantly improved functional properties is obtained. A number of studies consider the improvement of the surface properties of the materials by electron-beam surface alloying. The authors of [
13] have studied the possibilities of alloying the Al substrate with Nb and Ti films. Their results showed an increase in the microhardness of the alloyed zone by about 20 times in comparison with the base Al substrate. Similarly, in [
14], an electron-beam cycling additive technique for the modification of the structure and properties of the Ti substrate by the formation of Ti-Al-Nb coatings was proposed. The approach includes a deposition of the Al-Nb bilayer coating on the Ti substrate, followed by an electron-beam surface alloying. This technological procedure has been repeated for each technological cycle. The results obtained by the authors of [
14] showed that the amount of the alloying elements can be controlled very precisely, leading to precise control of the structure and properties of the obtained alloyed layers.
The Ti-Ta alloys are considered as appropriate for modern biomedicine and implant manufacturing. This material is considered biocompatible and corrosion-resistant. At the same time, these alloys are characterized by a low Young’s modulus, which is much closer to that of the bones. These characteristics, together with the high-temperature shape memory effect, allow these materials to be successfully introduced for the manufacturing of implants [
15]. The authors of [
16] have studied the influence of the Ta amount on the structure and properties of Ti-Ta alloys formed by selective laser melting. Their results showed that the amount of 25 wt.% Ta leads to the best mechanical characteristics and corrosion resistance. Zhou et al. [
17] investigated the Young’s modulus of the Ti-Ta alloys as a function of the Ta concentration and their results showed that the discussed characteristic is in the range of 67 to 115 GPa, being very promising for the manufacturing of implants. In [
18], it was demonstrated that the Ti-Ta alloys are characterized by a very small friction coefficient, where the Ta concentration is of major importance. Meisner et al. [
19] demonstrated the possibility of the formation of Ti-Ta coatings on NiTi-shape memory alloys by pulsed electron-beam alloying. They demonstrated a significant improvement in the elastoplastic characteristics.
Our previous investigations [
20] were based on the study of the influence of the beam power on the Young’s modulus and the coefficient of the friction of Ti-Ta coatings formed titanium substrate by selective electron-beam alloying. The results obtained showed a decrease in the Young’s modulus of about two times in all considered cases. Additionally, the friction coefficient was found to be lower for all considered Ti-Ta coatings as compared to the pure Ti substrate.
As already mentioned, the cycling electron-beam additive approach for alloying and modification of novel materials allows for the precise control of the structure and properties of the modified surface [
14]. However, the possibilities for controlling the amount of the alloying Ta element, and the corresponding structure and properties of the Ti-Ta coatings formed on titanium substrate by the cycling electron-beam additive technique, proposed in this study have not been investigated up to this point. Therefore, this work aims to explore the possibilities of the formation of Ti-Ta coatings on titanium substrate by the cycling electron-beam additive technique. The corresponding structure and properties of the obtained coatings after each technological cycle are investigated and discussed in terms of application for implant manufacturing and application in the field of modern biomedicine.
2. Materials and Methods
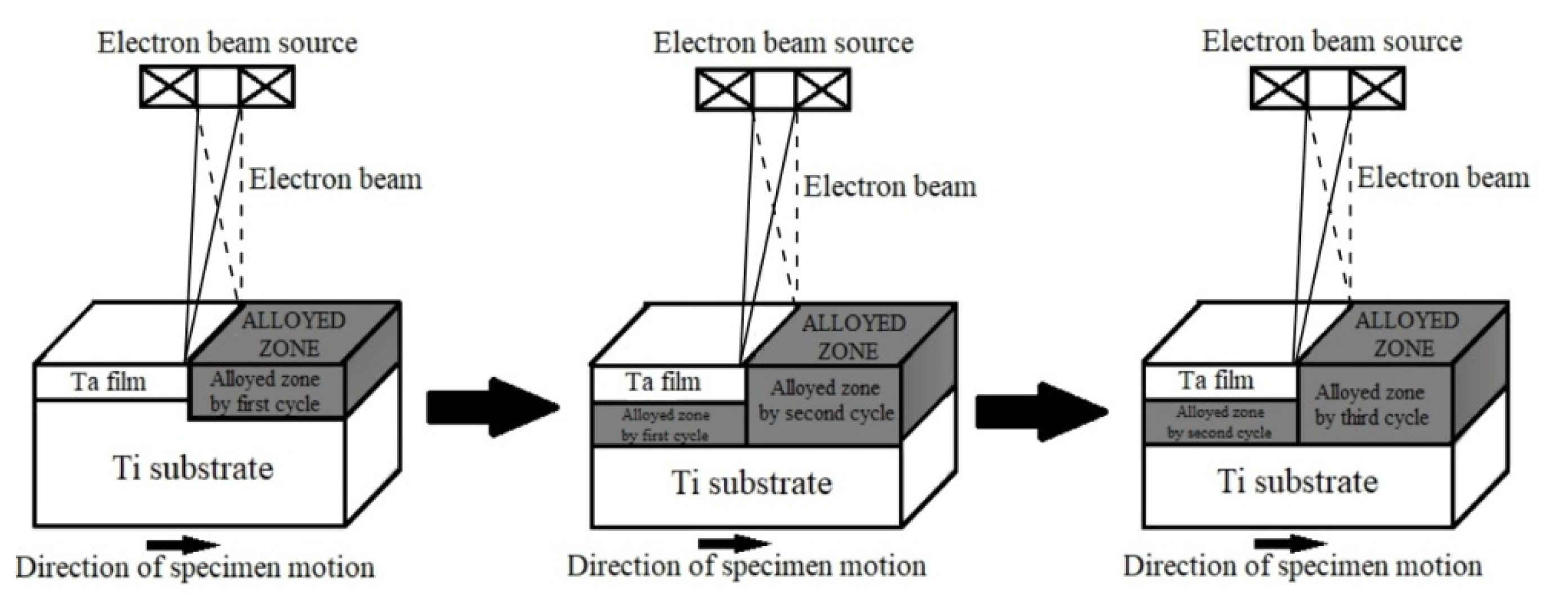
The Ti-Ta coatings were fabricated by an electron-beam additive technique. A Ta film with a thickness of 4.2 μm was deposited on a pure Ti substrate by direct current (DC) magnetron sputtering, followed by an electron-beam treatment in order to form the Ti-Ta coating. The deposition process took place in the Ar atmosphere. The working pressure was 1.2 × 10
−1 Pa, the discharge current was 1 A, the discharge voltage was 440 V, and the deposition time was 90 min. The electron-beam treatment procedure was carried out using Leybold Heraeus (EWS 300/15–60, Leybold GmbH Cologne, Germany) electron-beam equipment in a circular manner of scanning. In this case, the electron-beam trajectory overlapped, leading to a significantly longer lifetime of the melt pool and homogeneous structure of the formed surface alloy. During the electron-beam experiments, the accelerating voltage was 50 kV, the beam power was 30 mA, the speed of the specimen motion was 5 mm/s, and the scanning frequency of the electron beam was 200 Hz. On the already-formed Ti-Ta surface alloy by the electron-beam treatment process, the same Ta film with a thickness of 4.2 μm was deposited. The sample was then again subjected to an electron-beam modification for the formation of the second cycle. The same procedure was repeated for the third cycle. A scheme of the electron-beam cycling additive technique is presented in
Figure 1.
The structure of the formed Ti-Ta coatings was studied by scanning electron microscopy (SEM), specifically Hitachi SU 8230 (Tokyo Japan), where back-scattered electrons were used. The chemical composition was studied by energy-dispersive X-ray spectroscopy (EDX) through an Oxford detector-analyzer (Abingdon, United Kingdom).
X-ray diffraction (XRD) experiments were used for the investigation of the phase composition and crystallographic structure of the obtained result after each technological cycle Ti-Ta coatings. The experiments were performed on a Malvern Panalytical diffractometer (Malvern, UK) with Cu Kα characteristic radiation (1.54 Å). The patterns were registered in a symmetrical Bragg–Brentano (B–B) mode in the range of 30–75° at the 2θ scale.
The mechanical properties of the obtained result after each technological cycle Ti-Ta coatings were studied in terms of their Young’s modulus, hardness, and depth recovery ratio by nanoindentation experiments, specifically through a nanomechanical tester (Bruker, Billerica, MA, USA) using a Berkovich indenter. During the measurements, the load was 200 mN and 48 indentations were performed, where the space between each indentation was 80 μm.
3. Results and Discussion
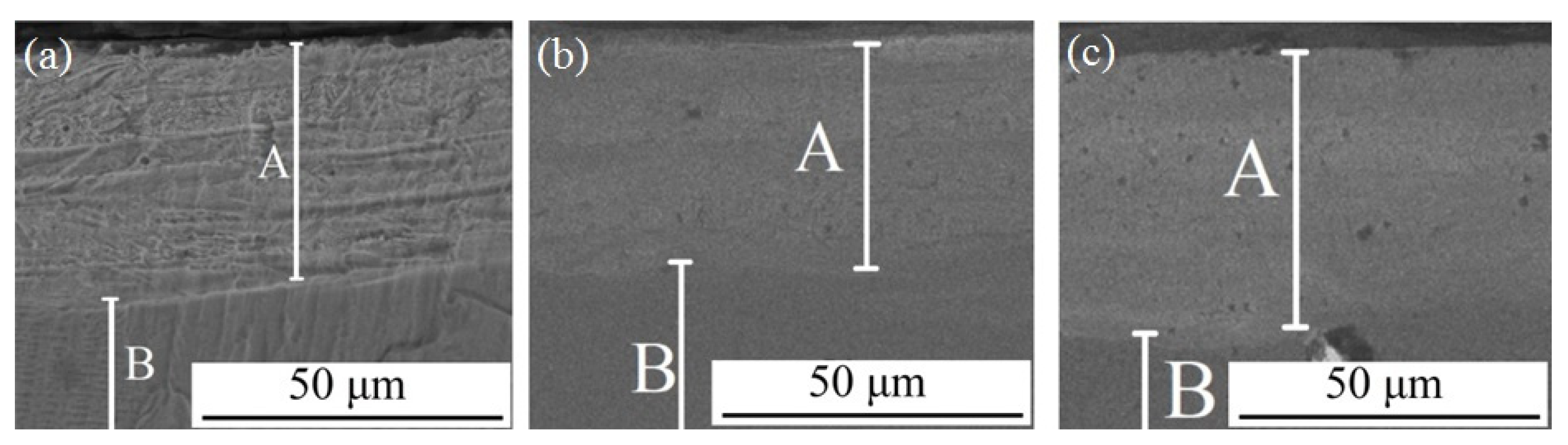
Cross-sectional scanning electron microscopy (SEM) images of the Ti-Ta coatings formed after each cycle are shown in
Figure 2.
Figure 2a presents the coating obtained after the first cycle;
Figure 2b exhibits the coating obtained by the second cycle; and
Figure 2c presents the coating formed by the third cycle. In all considered cases, the Ti-Ta zone (i.e., the electron-beam alloyed zone) was indicated as zone A and zone B was assigned to the base titanium substrate. No significant difference in the thicknesses of the obtained Ti-Ta coatings could be observed as in all cases, it was about 50 μm. It was well visible that homogeneous coatings in the system of Ti-Ta were formed after each technological cycle. The chemical composition of the specimens was studied by energy-dispersive X-ray spectroscopy (EDX) and the results are presented in
Table 1. The elemental distribution from the surface to the deeper parts of the alloyed zone after each cycle is shown in
Figure 3. It was obvious that after each cycle, the Ta concentration increased. After the application of the first cycle, it was about 15 wt.% and the tantalum element was relatively homogeneously distributed within the alloyed zone (i.e., about 15.7 wt.% on the top of the alloyed zone and decreased to 14.6 wt.% in depth). However, the distribution of the Ta element in the specimens obtained by the second and third cycles was much more complex. In both cases, it decreased from the surface to the bulk. Considering the second cycle, it was about 20 wt.% on the top of the surface and decreased to about 18 wt.% at the deeper part of the alloyed zone. This effect was much more pronounced in the third cycle, where the Ta amount was about 27 wt.% on the surface and decreased to 16 wt.% at the deeper zone of the Ti-Ta coating. According to the literature, the distribution and melt homogenization during electron-beam alloying processes is based on the convection flows caused by the high-temperature gradient within the melt pool [
21]. In the first cycle, an electron-beam surface alloying of Ta film with pure Ti substrate was realized and, at the present technological conditions, the heat input is enough for melt homogenization and homogeneous distribution of the Ta element within the alloyed zone. In the second and third cycles, an electron-beam surface alloying of Ta film with the already-formed result by the first cycle on the Ti-Ta structure was realized and, in these cases, the thermal gradient within the melt pool was different due to the different thermophysical properties of the pure titanium and Ti-Ta alloys. In the second and third cycles, the lifetime of the molten material, as well as the intensity of the convection flows, were lower than in the first cycle, leading to the less homogeneous distribution of the Ta element in the second and third cycles.
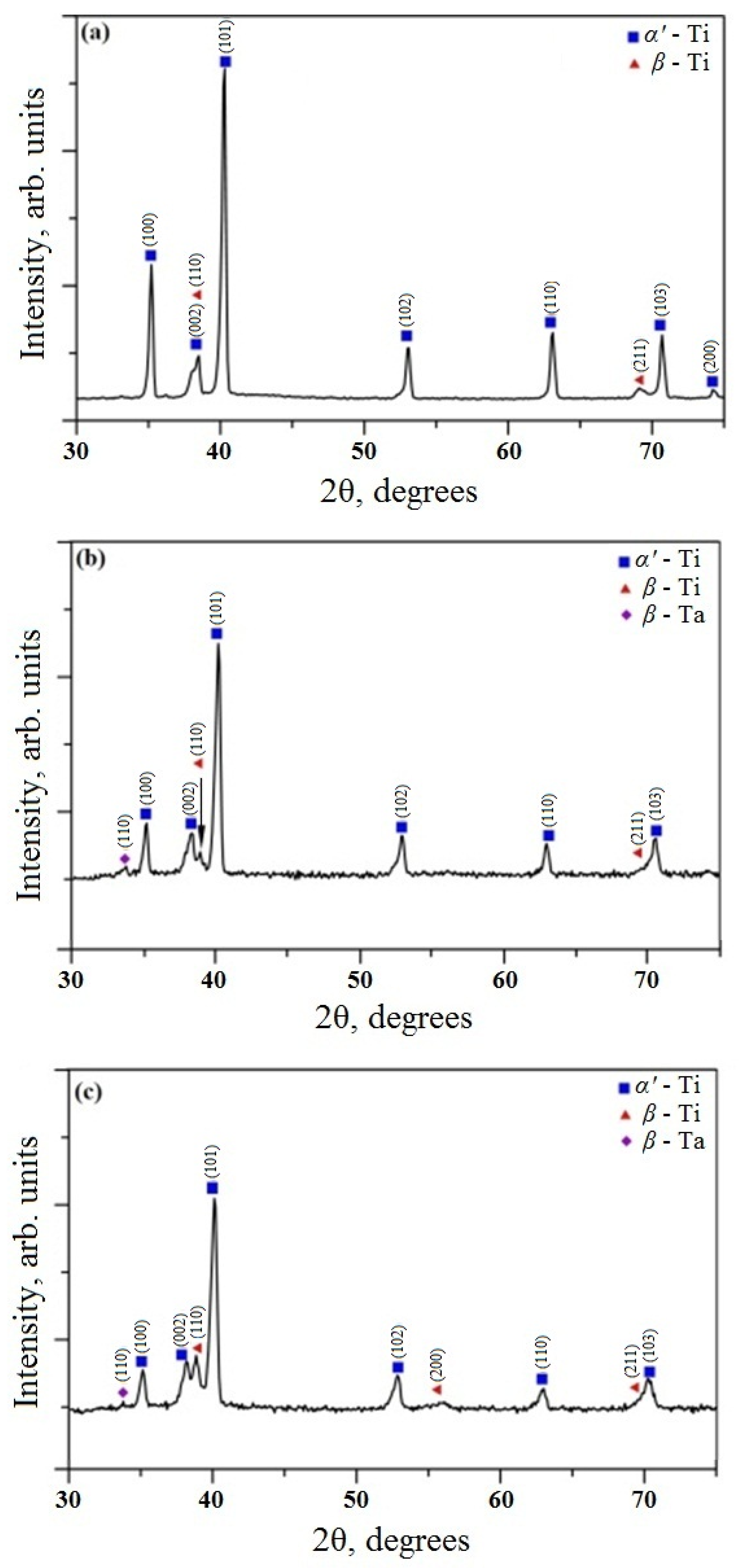
The experimentally obtained X-ray diffraction patterns of the Ti-Ta coatings formed by the first, second, and third cycles are shown in
Figure 4. The identification and phase analysis of the phase composition was performed according to the International Centre for Diffraction Data (ICDD) crystallographic database. All diffractograms exhibit diffraction maxima related to α’ martensitic and β phases. The α’ martensitic phase is characterized by a hexagonal closed-packed (HCP) structure; the beta phase is characterized by a body-centered cubic structure (BCC) and is known as a high-temperature modification of the titanium. The formation of such martensitic phases is typical for the titanium-based α + β alloys subjected to treatment and modification by high energy fluxes, such as electron beam, laser beam, etc. During these treatment procedures, the cooling rate reaches quite high values (about 10
5 K/s for continuous electron-beam surface treatment and modification), which leads to the formation of non-equilibrium phases, such as the metastable α’ martensite [
22]. Additionally, the pattern of the Ti-Ta coatings formed by the second and third cycles showed a small peak located at around 34° at the 2θ scale, which is attributed to beta tantalum. It is known that the tantalum exists in two allotropic forms, namely alpha and beta, where the β structure is metastable. However, according to the authors of [
23], it could exist in the form of thin films and coatings. As mentioned in section “Materials and methods”, the Ta element was deposited in the form of a thin film, which is completely in agreement with the results showing the existence of β-Ta within the alloyed zone. Although no Ta fractions were detected by the SEM experiments, a small amount of undissolved Ta existed after the second and third cycling procedures. It should be noted that the experimentally obtained position of the β Ti (110) peak does not match exactly with the data available in the crystallographic database, as a small upshift in its position was observed. According to the International Centre for Diffraction Data (ICDD) database, the discussed peak was located at 38.481° on the 2θ scale. However, the location of the experimentally obtained peak was at 34.496° after the first cycle, at 38.459° after the second one, and at 38.796° after the third procedure, i.e., shifted to higher values of 2θ. As already mentioned, the beta phase is a high-temperature modification of the titanium and is stable above 1153 K. However, the appearance of the discussed phase is not due to high-temperature reasons but due to the existence of beta-stabilizing elements [
24], such as the Ta element. In this case, the lattice parameter of this phase should be different from the value available in the International Centre for Diffraction Data (ICDD) database, where the discussed difference is strongly related to the atomic radii of the beta-stabilizing element (Ta element in the present particular case). Additionally, after each technological cycle, the peak intensity of the β-(110) diffraction maximum rose. This means that the amount of the beta phase increased as well. This is in agreement with the results for the chemical composition obtained by the energy-dispersive X-ray spectroscopy (EDX) experiments, where it was shown that after each cycle, the amount of Ta element increased.
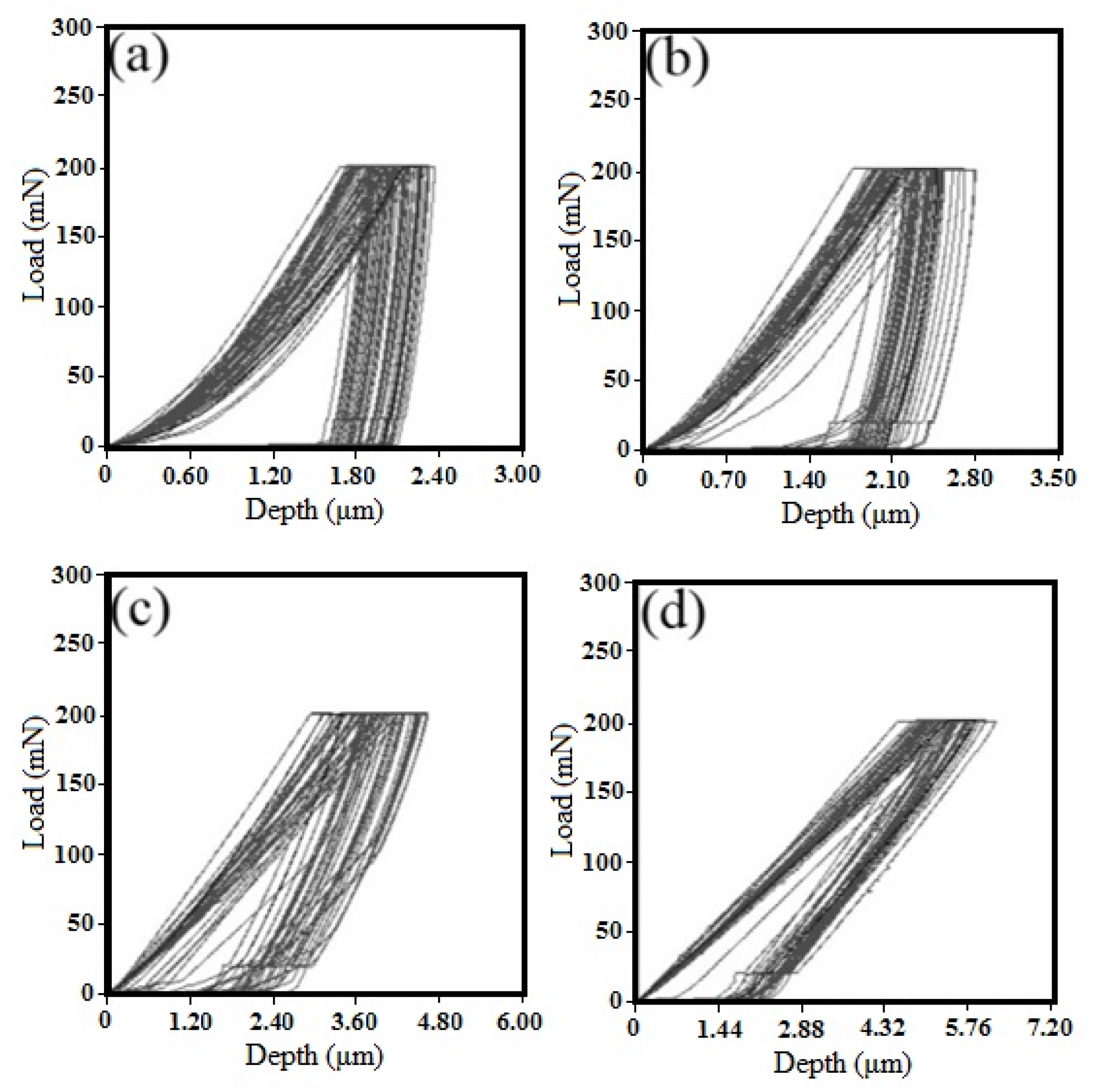
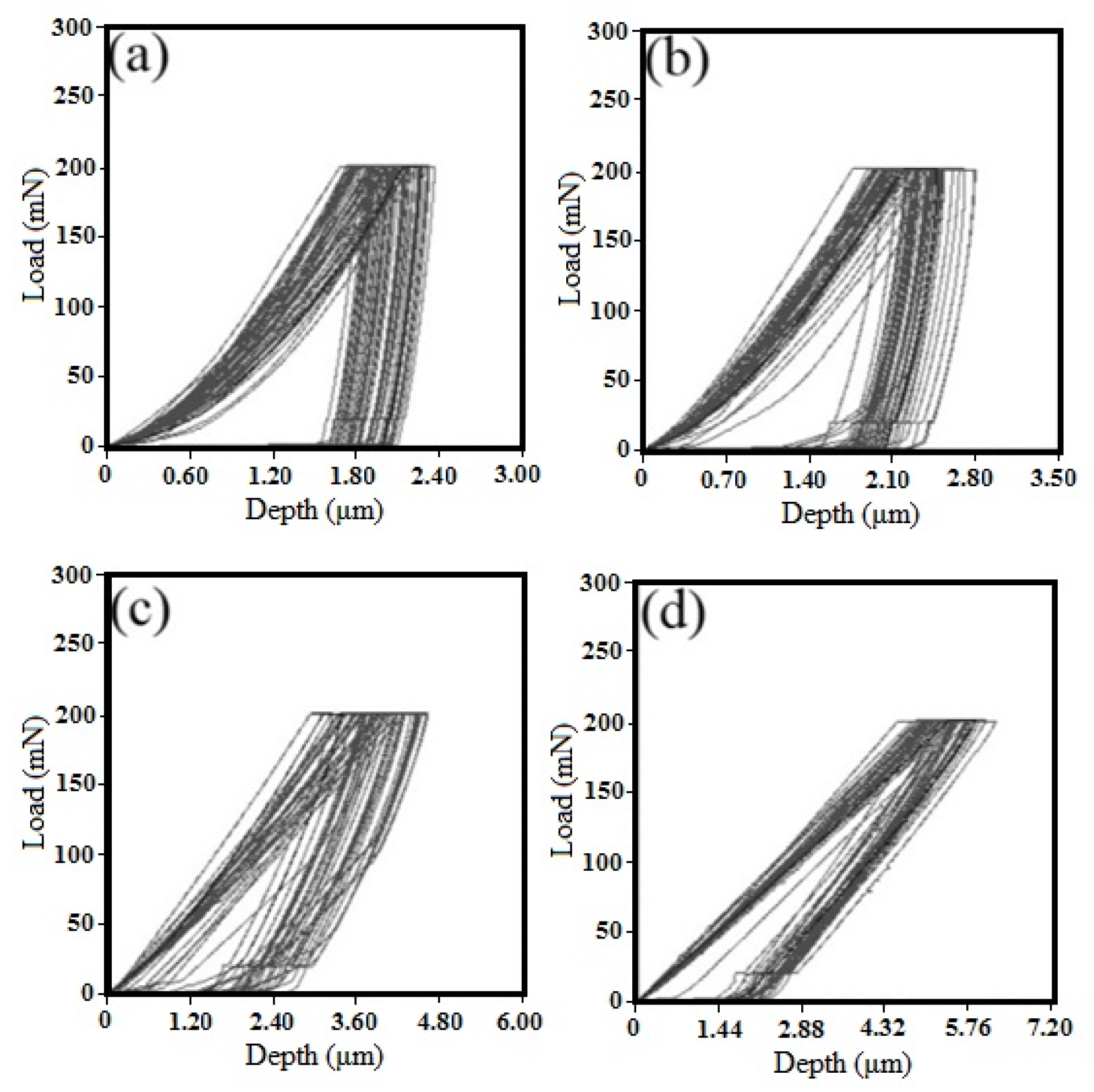
The mechanical properties of the Ti-Ta surface alloys obtained after each cycle were studied by nanoindentation tests and the experimentally obtained penetration curves are shown in
Figure 5. It was well visible that after each cycle, the penetration level of the indenter increased (from about 2 μm at the first cycle to more than 5.5 μm at the third one) and, after unloading, the residual depth remained relatively unchanged (about 1.5–2 μm), independent of the technological cycle. This is typical for such types of shape memory alloys. In this study, the Young’s modulus and hardness were analyzed according to the Oliver–Pharr method [
25,
26] after each technological cycle. Additionally, the super-elasticity was studied by the depth recovery ratio (
η) and evaluated according to Equation (1) [
27]:
Here, hmax is the maximum penetration depth of the indenter and hr corresponds to the residual depth after unloading.
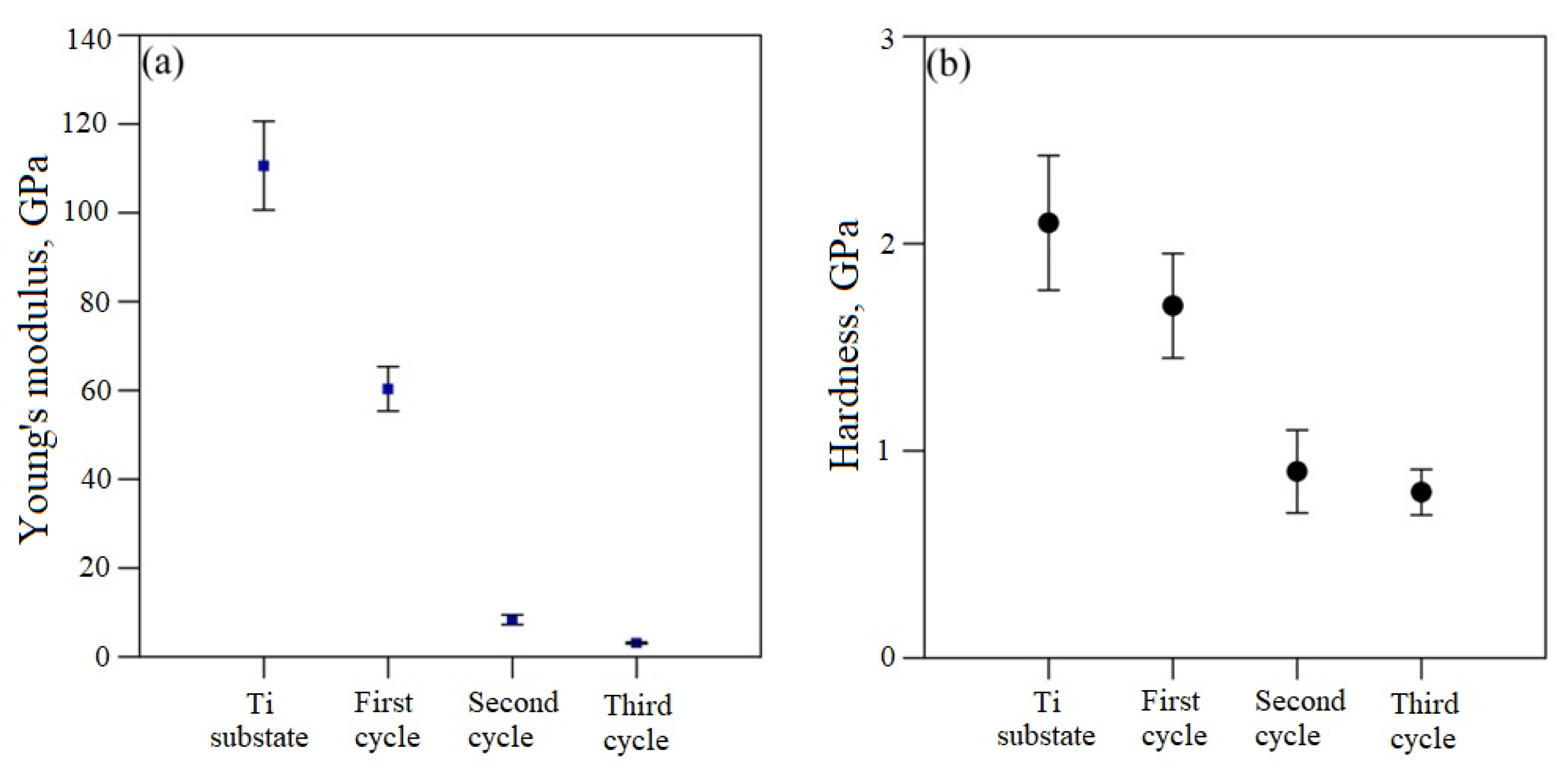
The measured values for the Young’s modulus and hardness of the Ti-Ta coatings were studied by nanoindentation experiments and the results are shown in
Figure 6 and
Table 2. Additionally, the pure Ti substrate was subjected to nanoindentation investigations for comparison. The results obtained show that both mechanical characteristics decrease after each technological cycle. The measured value of the Young’s modulus of the pure Ti substrate was about 110 GPa and dropped to about 65 GPa for the first technological cycle; further decreased to about 8 GPa after the second one; and reached a value of about 3 GPa in the case of the application of the third procedure of electron-beam alloying. Therefore, with an increase in the Ta concentration within the alloyed zone, the Young’s modulus decreased. Similarly, the measured hardness of the pure Ti was about 2.1 GPa and decreased to 1.7 GPa in the case of the first technological cycle, to 0.87 GPa for the second one, and to 0.79 GPa for the third one. A number of aspects can influence the discussed mechanical characteristics. According to the authors of [
28,
29,
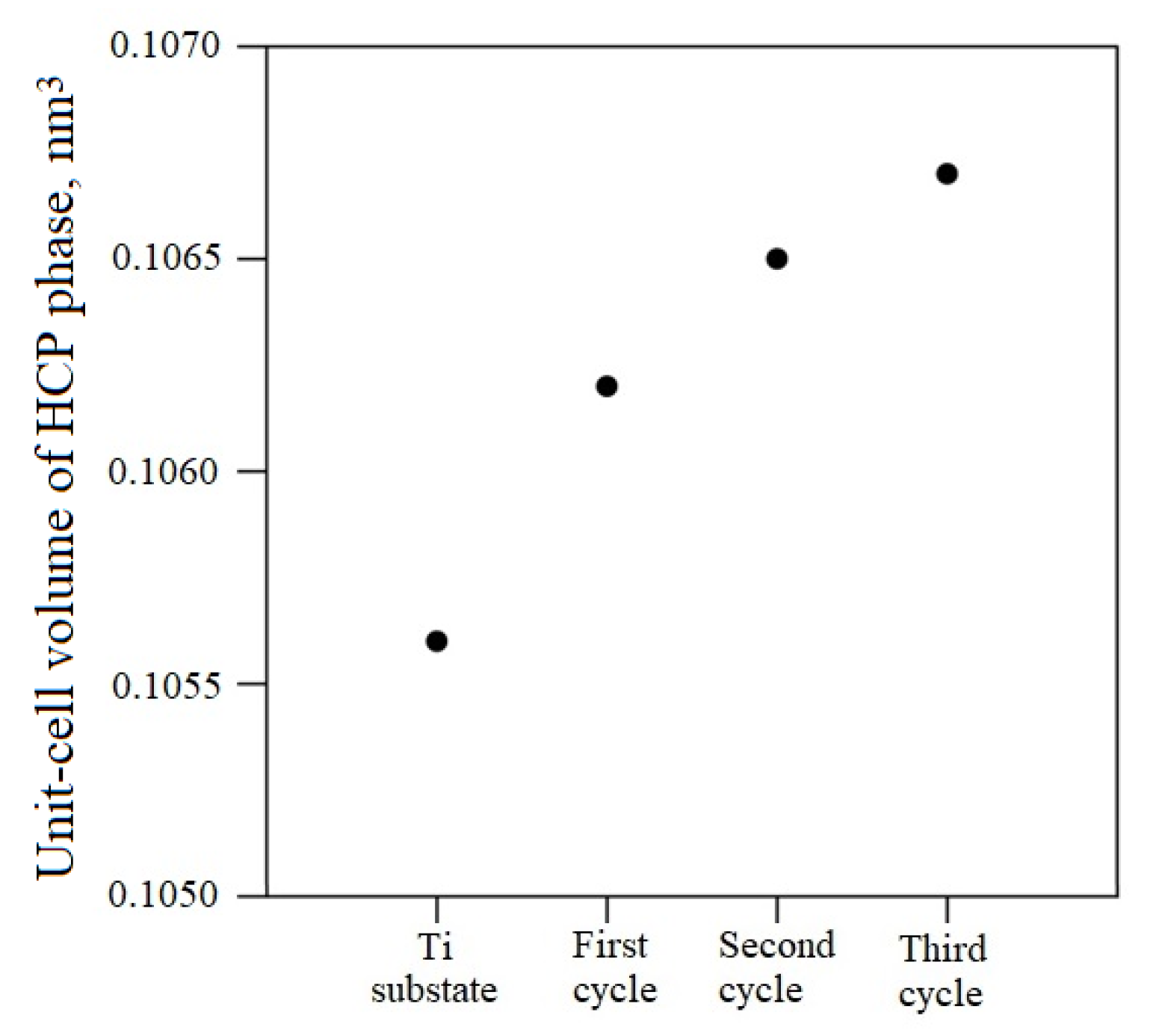
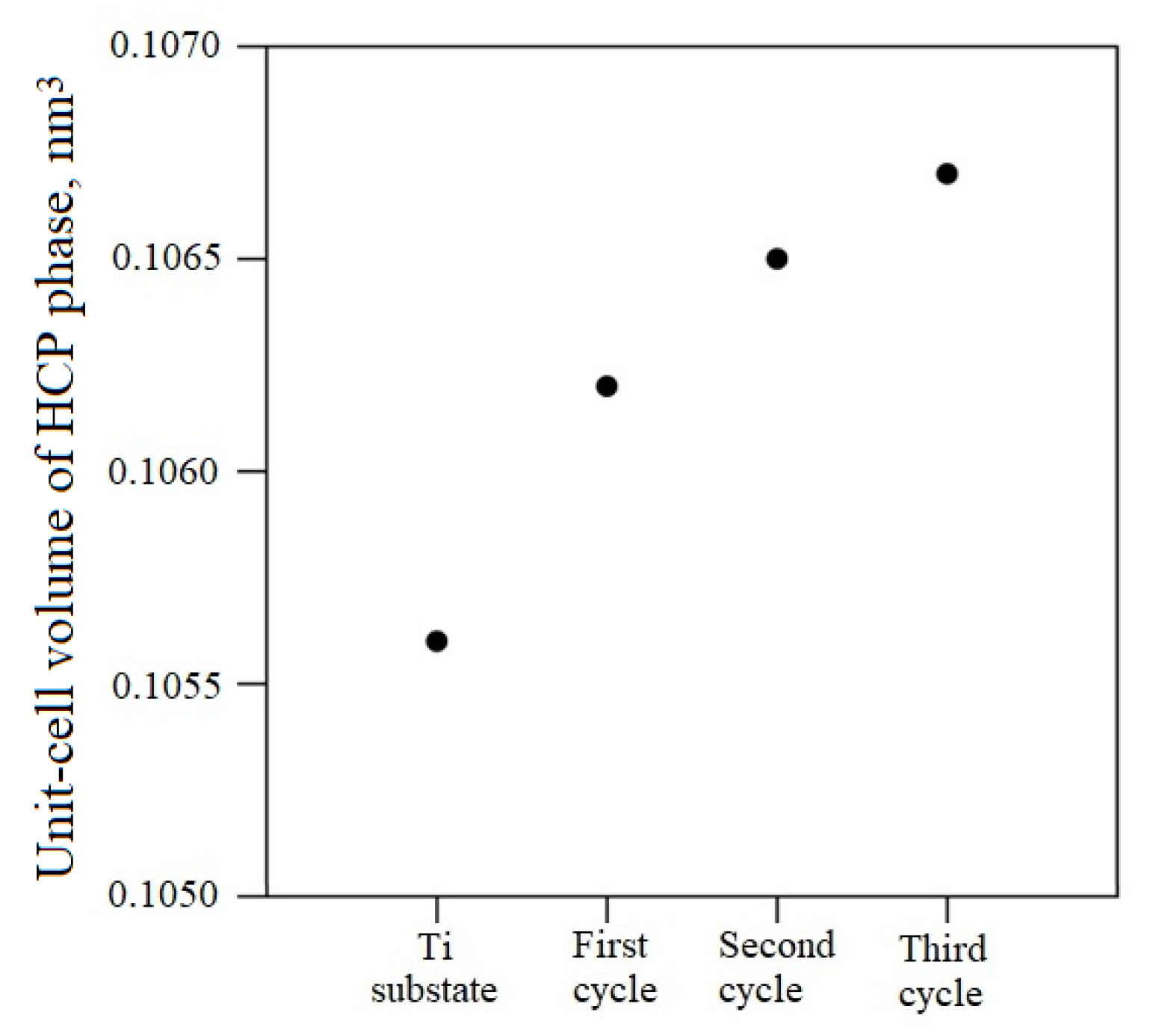
30], the phase composition of the coating has major importance for the resultant mechanical properties. In the case of titanium alloys, the β phase is characterized by the lowest Young’s modulus and hardness among all Ti-based phases (i.e., α-Ti, as well as α’ and α’’ martensitic structures). This statement is in agreement with the results obtained in the present study, where the application of each technological cycle led to an increase in the Ta content in the formed Ti-Ta surface alloy and a larger amount of beta phase. Additionally, the discussed mechanical characteristics strongly depended on the bonding forces between the atoms, which, besides the crystal structure, can be also affected by the distance between the atoms and can be influenced by a large number of aspects, namely the addition of alloying elements, heat treatment, and others. In the present particular case, each technological cycle led to an increase in the Ta amount, which could influence also the bonding forces and atomic distance. The unit-cell volumes of the α’ phase were quantitatively evaluated from the experimentally obtained XRD patterns and the results are presented in
Figure 7. The results show that the unit-cell volume of the HCP structure increased. According to the authors of [
31], the electron-beam surface treatment and modification procedure lead to an increase in the lattice parameters and unit-cell volumes of the materials, which is completely in agreement with these results. This means that the distances between the atoms increase as well, leading to weaker bonding forces. Therefore, the decrease in the Young’s modulus and hardness can be explained as follows: firstly, the discussed mechanical characteristics decreased due to the increase in the amount of the beta phase after each technological cycle; secondly, the drop in the discussed characteristics could be attributed to the increase in the unit-cell volume of the main phase (i.e., the hexagonal closed-packed martensitic), meaning that the atomic distance increased and the atomic bonds became weaker after the application of each technological cycle.
Apart from the Young’s modulus and hardness of the obtained coatings, of major importance are the H/E and H
3/E
2 ratios, which represent the resistance to elastic strain-to-failure and resistance to plastic deformation, respectively. In both cases, higher values of the considered measures correspond to better strength. Despite the lower hardness values, it was found that after each technological cycle, both measures increased, corresponding to an improvement in the strength of the obtained Ti-Ta coatings [
32].
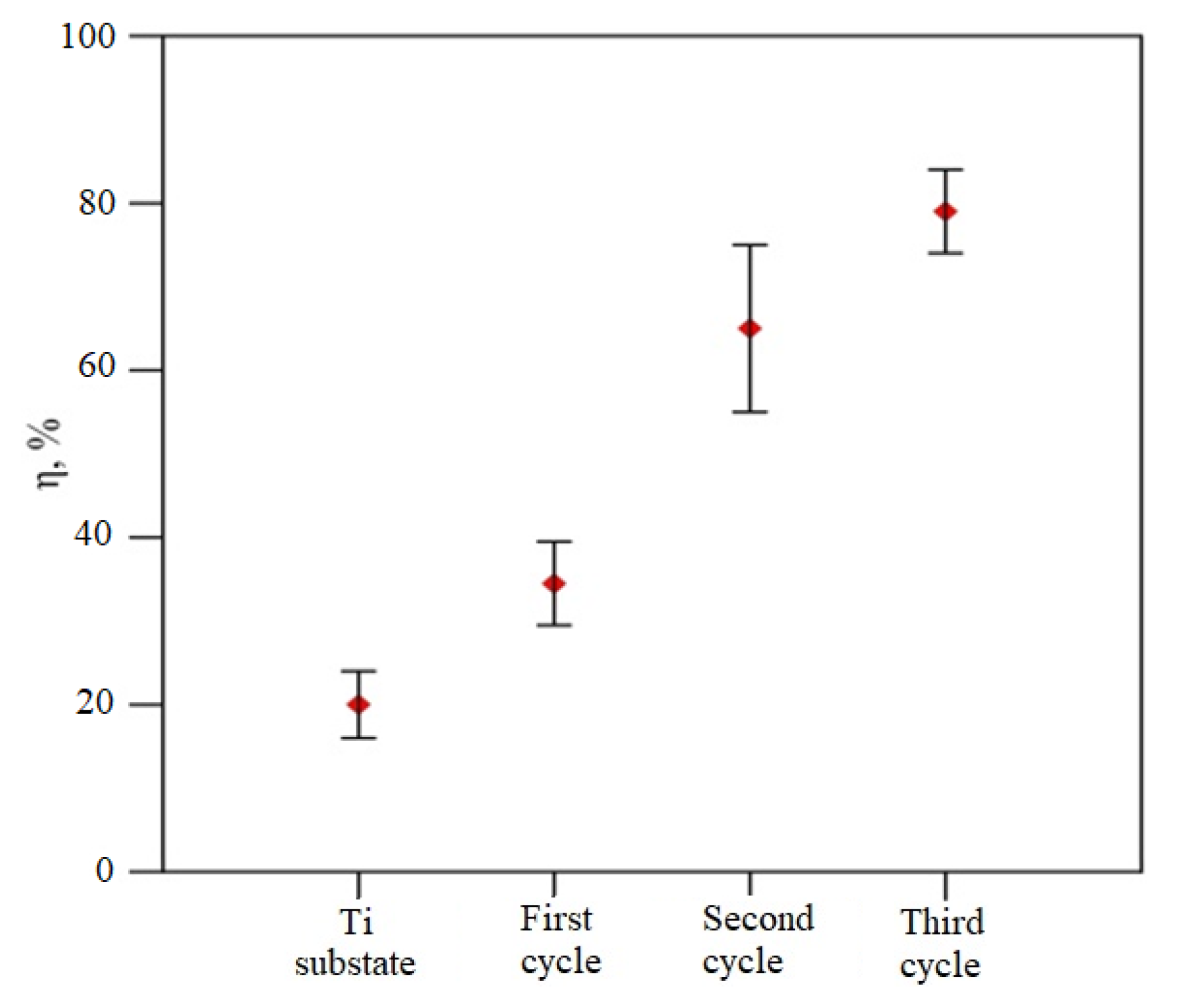
The super-elasticity of the obtained Ti-Ta coatings, as well as of the base Ti substrate, was studied by the depth recovery ratio (
η) and the results are presented in
Figure 8. As already mentioned, the super-elastic behavior is typical for the shape memory alloys [
27]. In this study,
η was evaluated according to Equation (1). The results obtained show that the depth recovery ratio increases after each technological cycle. The calculated value of the base Ti substrate is about 20% and it increased to about 35% after the first cycle, further increased to about 65% after the second one, and to about 80% after the third. Therefore, after each technological cycle, the depth recovery ratio increased. According to the authors of [
33], higher values of
η correspond to higher resistance to plastic deformation. This is again in agreement with the results of our study, where the H
3/E
2 and H/E ratios increased with an increase in the number of technological cycles.
The results of the present study show the possibility of the formation of Ti-Ta surface alloys and coatings by an electron-beam surface-cycling surface-alloying of Ti substrate with Ta films. It was demonstrated that the amount of the Ta content can be precisely controlled after each technological cycle. The results show that the Young’s modulus decreased after each technological cycle, whereas after the third procedure of electron-beam alloying, it reached about 3 GPa, which is significantly lower in comparison with the base Ti substrate (110 GPa). Additionally, the results obtained by the authors of [
17] show that the Young’s modulus of Ti-Ta alloys drops to 69 GPa at a Ta concentration of 30 wt.% and to 67 GPa at 70 wt.% Ta. These values are much higher than those obtained in the present particular case. As already mentioned, in the application of the discussed Ti-Ta alloys in the field of implant manufacturing and modern biomedicine, these materials must possess low values of the Young’s modulus, which should be comparable with those of the human bones (in the range of 1 to 25 GPa [
34]). Therefore, in this sense, the results of this study could have an important meaning for the implementation of these materials for manufacturing of implants and in modern biomedicine. At the same time, the measured resistance to elastic strain-to-failure (i.e., H/E ratio) and resistance to plastic deformation (i.e., H
3/E
2 ratio) increase after each technological cycle, which could have significant importance from a practical point of view. Higher values of this measure correspond to a higher strength of the material, which could also have some benefits from a practical point of view. These results, together with the significantly increased elastic recovery ratio, are expected to open new potential applications of these materials for manufacturing of implants and implementation in the field of modern biomedicine. However, the decrease in the nanohardness after the application of each technological cycle can be considered as a limitation of this work. According to the authors of [
35], lower values of the hardness lead to an increase in the wear rate and, therefore, to a deterioration in the wear properties of the materials. The new and modern biomedical materials should cover a large number of requirements, such as a low Young’s modulus, high strength, super-elastic behavior, wear-resistance, etc. In the present study, it was shown that most of these characteristics can be very precisely controlled by the proposed electron-beam cycling additive technique for the fabrication of surface alloys in the system of Ti-Ta on titanium substrates.



 ,
, 




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}