
Properties of Micro-Arc Oxidation Coatings on 5052 Al Alloy Sealed by SiO2 Nanoparticles



Abstract
:1. Introduction
2. Experimental Method
2.1. Sample Preparation
2.2. Sample Characterization
3. Results and Discussion
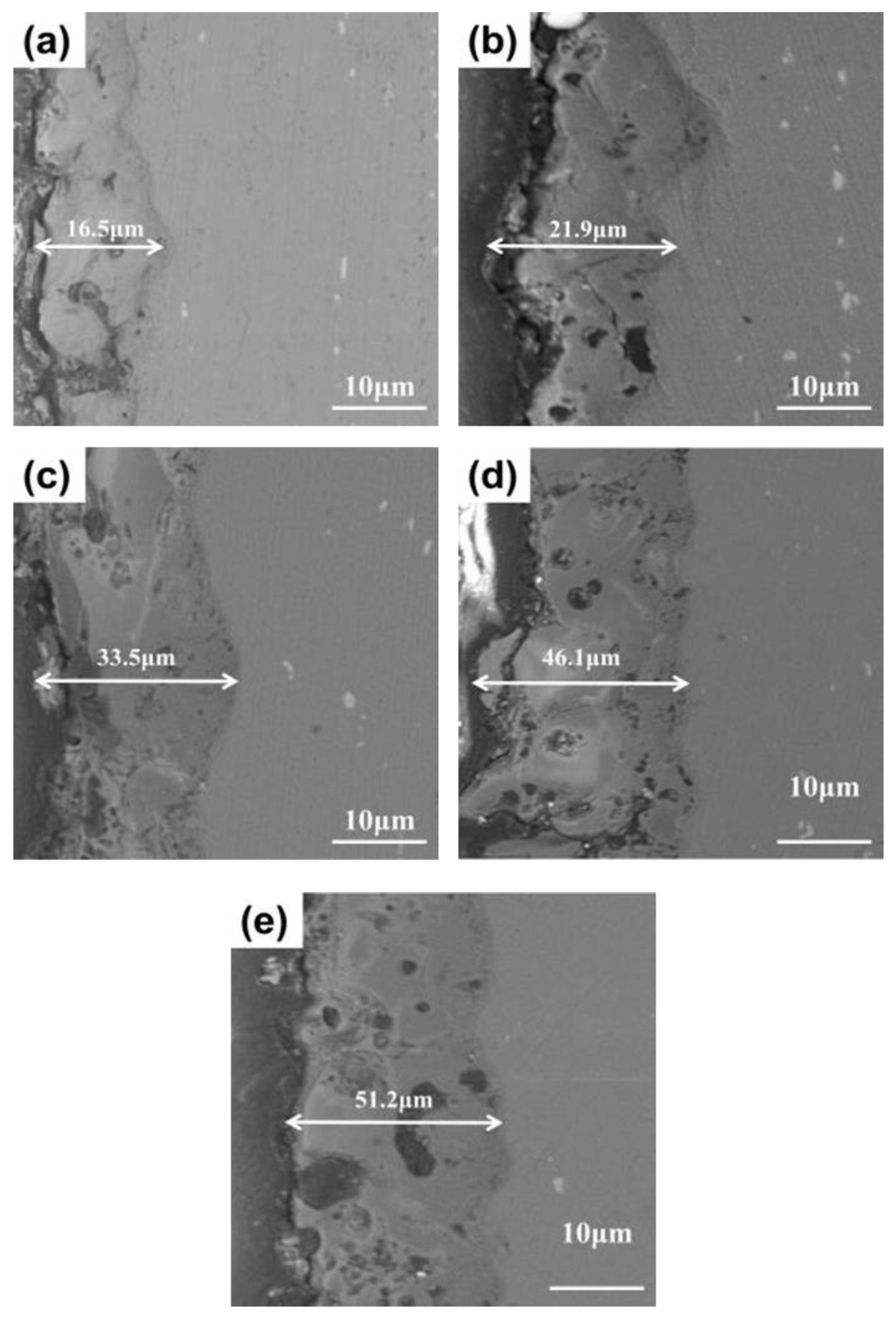
3.1. Microstructures
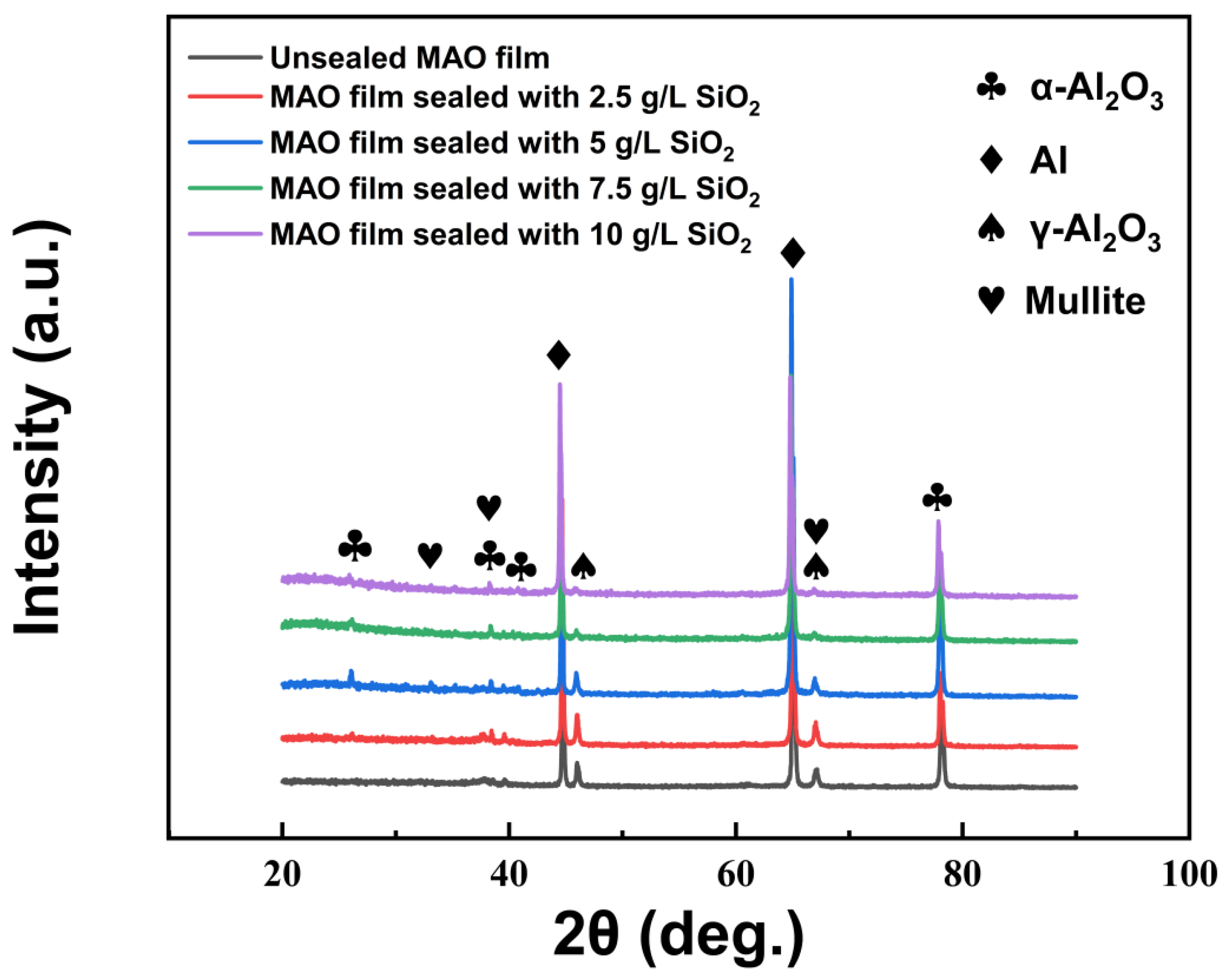
3.2. XRD Analysis
3.3. Mechanical Properties
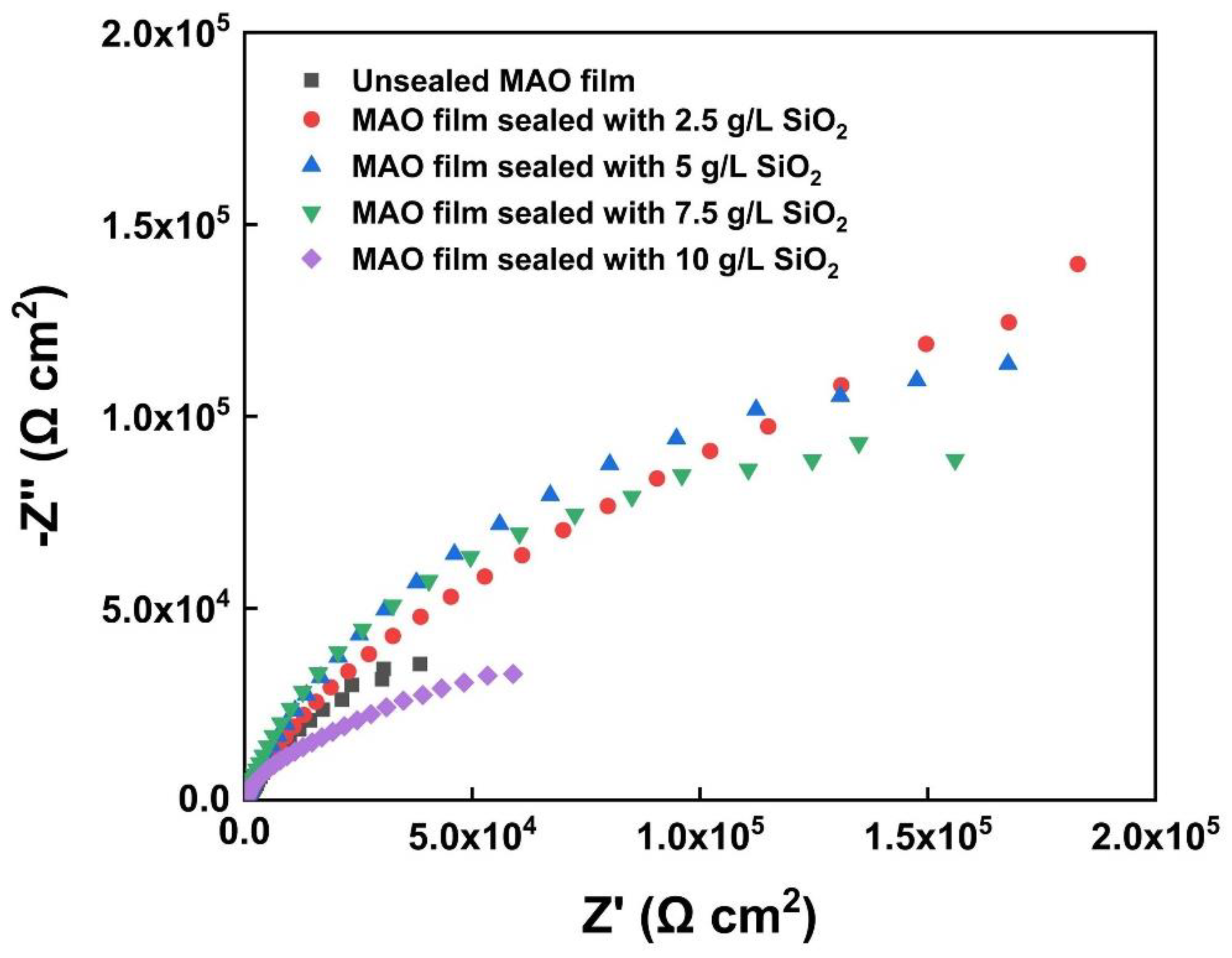
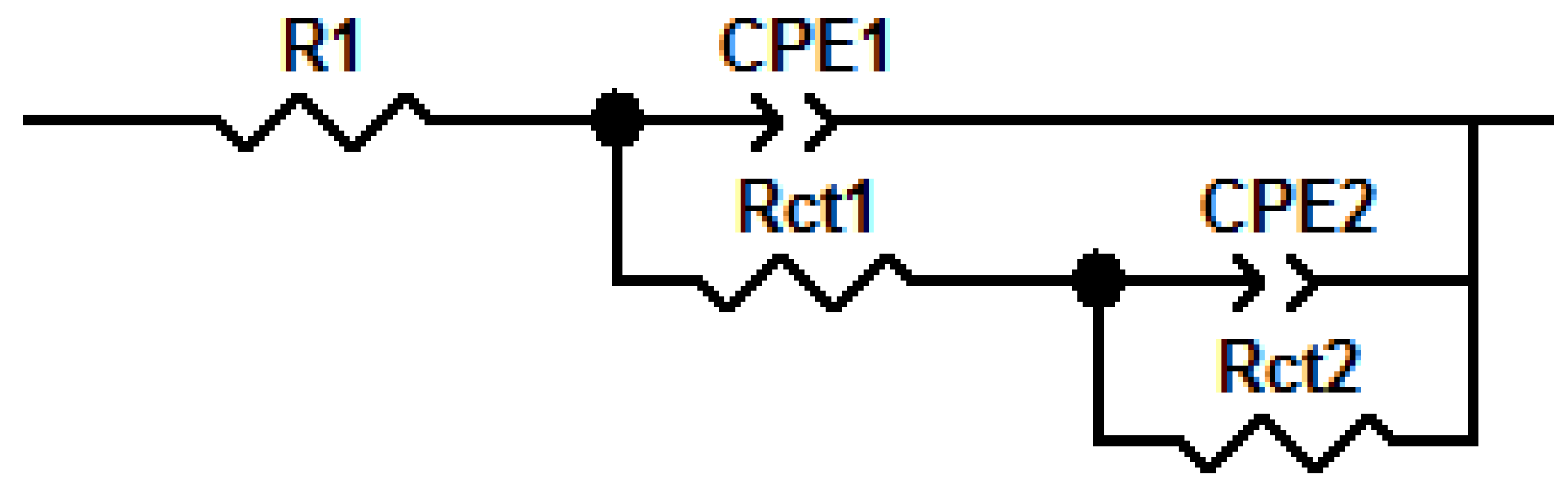
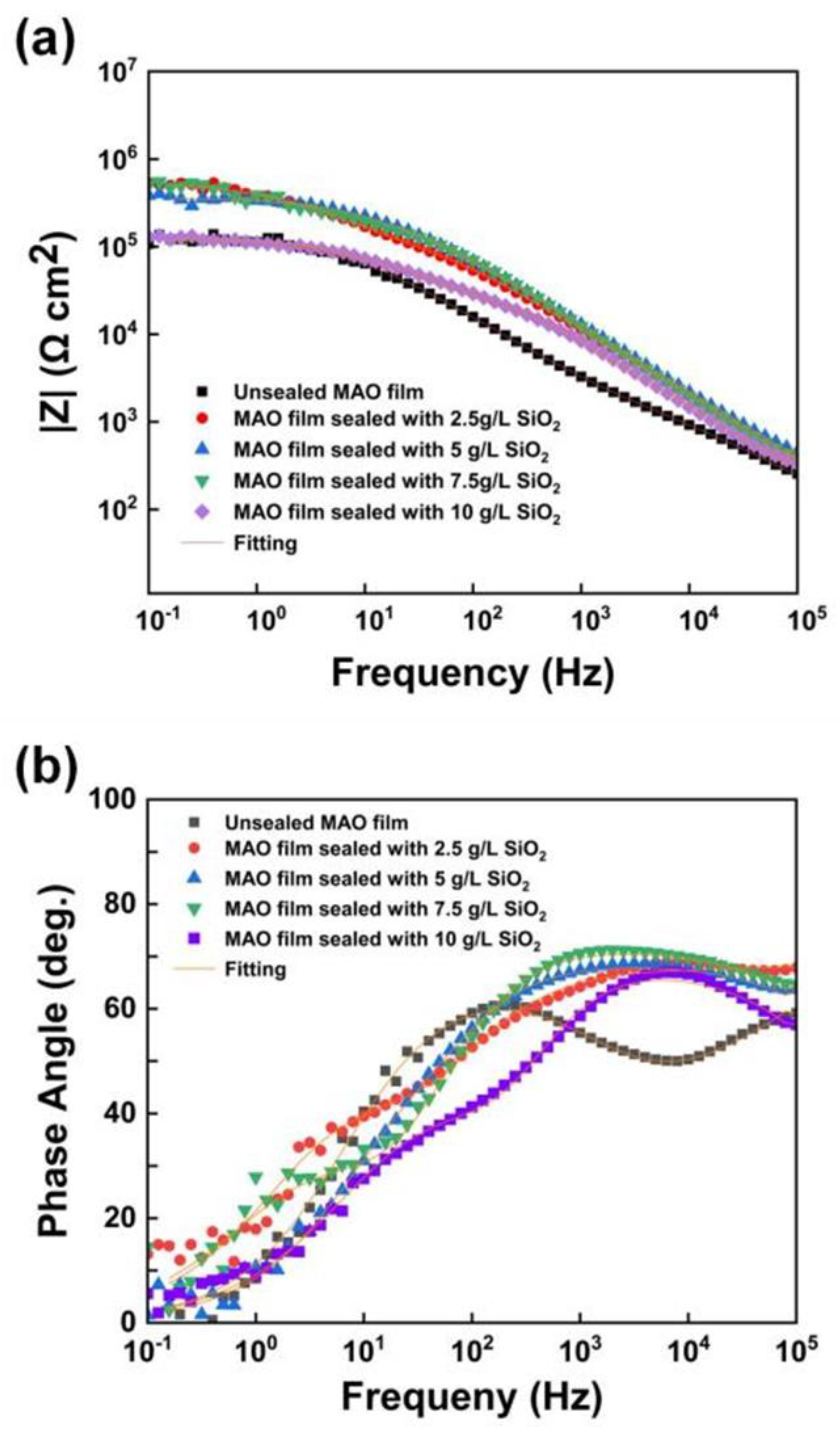
3.4. Corrosion Resistance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fagiolari, L.; Bini, M.; Costantino, F.; Gatto, G.; Jeremy Kropf, A.; Marmottini, F.; Nocchetti, M.; Wegener, E.C.; Zaccaria, F.; Delferro, M.; et al. Iridium-Doped Nanosized Zn-Al Layered Double Hydroxides as Efficient Water Oxidation Catalysts. ACS Appl. Mater. Interfaces 2020, 12, 32736–32745. [Google Scholar] [CrossRef] [PubMed]
- Tacikowski, M.; Kamiński, J.; Rudnicki, J.; Borowski, T.; Trzaska, M.; Wierzchoń, T. The effect of the diffusive, composite chromium nitride layers produced by a hybrid surface treatment on the corrosion behavior of AZ91D magnesium alloy. Vacuum 2011, 85, 938–942. [Google Scholar] [CrossRef]
- Wang, Y.; Guan, L.; He, Z.; Zhang, S.; Singh, H.; Hayat, M.D.; Yao, C. Influence of pretreatments on physicochemical properties of Ni-P coatings electrodeposited on aluminum alloy. Mater. Des. 2021, 197, 109233. [Google Scholar] [CrossRef]
- Guo, P.Y.; Sun, H.; Shao, Y.; Ding, J.; Li, J.; Huang, M.; Mao, S.; Wang, Y.; Zhang, J.; Long, R.; et al. The evolution of microstructure and electrical performance in doped Mn-Co and Cu-Mn oxide layers with the extended oxidation time. Corros. Sci. 2020, 172, 108738. [Google Scholar] [CrossRef]
- Wang, Y.; Cao, D.; Gao, W.; Qiao, Y.; Jin, Y.; Cheng, G.; Gao, W.; Zhi, Z. Microstructure and properties of sol-enhanced Co-P-TiO2 nano-composite coatings. J. Alloys Compd. 2019, 792, 617–625. [Google Scholar] [CrossRef]
- Zhang, W.; Cao, D.; Qiao, Y.; He, Z.; Wang, Y.; Li, X.; Gao, W. Microstructure and Properties of Duplex Ni-P-TiO2/Ni-P Nanocomposite Coatings. Mater. Res. 2019, 22, 748. [Google Scholar] [CrossRef]
- Shi, P.; Ng, W.F.; Wong, M.H.; Cheng, F.T. Improvement of corrosion resistance of pure magnesium in Hanks’ solution by microarc oxidation with sol–gel TiO2 sealing. J. Alloys Compd. 2009, 469, 286–292. [Google Scholar] [CrossRef]
- Yang, S.; Cai, W.; Zeng, H.; Xu, X. Ultra-fine β-SiC quantum dots fabricated by laser ablation in reactive liquid at room temperature and their violet emission. J. Mater. Chem. 2009, 19, 7119. [Google Scholar] [CrossRef]
- Wang, Y.Q.; Deng, Y.Z.; Shao, Y.W.; Wang, F.H. New sealing treatment of microarc oxidation coating. Surf. Eng. 2013, 30, 31–35. [Google Scholar] [CrossRef]
- Wang, Y.; Gao, W.; He, Z.; Jin, Y.; Qiao, Y.; Cheng, G. Cu–Sn–Zn nanocomposite coatings prepared by TiO2 sol-enhanced electrodeposition. J. Appl. Electrochem. 2020, 50, 875–885. [Google Scholar] [CrossRef]
- Bahramian, A.; Raeissi, K.; Hakimizad, A. An investigation of the characteristics of Al2O3/TiO2 PEO nanocomposite coating. Appl. Surf. Sci. 2015, 351, 13–26. [Google Scholar] [CrossRef]
- Fatimah, S.; Kamil, M.P.; Kwon, J.H.; Kaseem, M.; Ko, Y.G. Dual incorporation of SiO2 and ZrO2 nanoparticles into the oxide layer on 6061 Al alloy via plasma electrolytic oxidation: Coating structure and corrosion properties. J. Alloys Compd. 2016, 707, 358–364. [Google Scholar] [CrossRef]
- Kaseem, M.; Ko, Y.G. Electrochemical Response of Al2O3-MoO2-TiO2 Oxide Films Formed on 6061 Al Alloy by Plasma Electrolytic Oxidation. J. Electrochem. Soc. 2016, 163, C587. [Google Scholar] [CrossRef]
- Arunnellaiappan, T.; Ashfaq, M.; Krishna, L.R.; Rameshbabu, N. Fabrication of corrosion-resistant Al2O3–CeO2 composite coating on AA7075 via plasma electrolytic oxidation coupled with electrophoretic deposition. Ceram. Int. 2016, 42, 5897–5905. [Google Scholar] [CrossRef]
- Raj, V.; Ali, M.M. Formation of ceramic alumina nanocomposite coatings on aluminium for enhanced corrosion resistance. J. Mater. Processing Tech. 2009, 209, 5341–5352. [Google Scholar] [CrossRef]
- Li, T.; Cao, M.; Liang, J.; Xie, X.; Du, G. Mechanism of Base-Catalyzed Resorcinol-Formaldehyde and Phenol-Resorcinol-Formaldehyde Condensation Reactions: A Theoretical Study. Polymers 2017, 9, 426. [Google Scholar] [CrossRef]
- Wang, L.; Zhou, J.; Liang, J.; Chen, J. Microstructure and corrosion behavior of plasma electrolytic oxidation coated magnesium alloy pre-treated by laser surface melting. Surf. Coat. Technol. 2012, 206, 3109–3115. [Google Scholar] [CrossRef]
- Cui, X.-J.; Liu, C.-H.; Yang, R.-S.; Li, M.-T.; Lin, X.-Z. Self-sealing micro-arc oxidation coating on AZ91D Mg alloy and its formation mechanism. Surf. Coat. Technol. 2015, 269, 228–237. [Google Scholar] [CrossRef]
- Xiong, Y.; Hu, X.; Song, R. Characteristics of CeO2/ZrO2-HA composite coating on ZK60 magnesium alloy. J. Mater. Res. 2017, 32, 1073–1082. [Google Scholar] [CrossRef]
- Zahedi Asl, V.; Zhao, J.; Anjum, M.J.; Wei, S.; Wang, W.; Zhao, Z. The effect of cerium cation on the microstructure and anti-corrosion performance of LDH conversion coatings on AZ31 magnesium alloy. J. Alloys Compd. 2020, 821, 153248. [Google Scholar] [CrossRef]
- Zhou, M.; Pang, X.; Wei, L.; Gao, K. Insitu grown superhydrophobic Zn–Al layered double hydroxides films on magnesium alloy to improve corrosion properties. Appl. Surf. Sci. 2015, 337, 172–177. [Google Scholar] [CrossRef]
- Gong, C.; Zhou, Z.; Zhou, H.; Liu, R. Vacuum-assisted synthesis of tiny Au nanoparticles entrapped into mesoporous carbon matrix with superior catalytic activity for 4-nitrophenol reduction. Adv. Powder Technol. 2019, 30, 649–655. [Google Scholar] [CrossRef]
- Xi, J.J.; Zhao, J. Influence of Organic Sealed on the Corrosion Behaviors of Micro Arc Oxidation Coated ZM5 Magnesium Alloy. Adv. Mater. Res. 2011, 420, 844–847. [Google Scholar] [CrossRef]
- Kaseem, M.; Lee, Y.H.; Ko, Y.G. Incorporation of MoO2 and ZrO2 particles into the oxide film formed on 7075 Al alloy via micro-arc oxidation. Mater. Lett. 2016, 182, 260–263. [Google Scholar] [CrossRef]
- Wang, Z.-H.; Zhang, J.-M.; Li, Y.; Bai, L.; Zhang, G. Enhanced corrosion resistance of micro-arc oxidation coated magnesium alloy by superhydrophobic Mg−Al layered double hydroxide coating. Trans. Nonferrous Met. Soc. China 2019, 29, 2066–2077. [Google Scholar] [CrossRef]
- Li, H.; Song, R.; Ji, Z. Effects of nano-additive TiO2 on performance of micro-arc oxidation coatings formed on 6063 aluminum alloy. Trans. Nonferrous Met. Soc. China 2013, 23, 406–411. [Google Scholar] [CrossRef]
- Guo, H.F.; An, M.Z.; Huo, H.B.; Xu, S.; Wu, L. Microstructure characteristic of ceramic coatings fabricated on magnesium alloys by micro-arc oxidation in alkaline silicate solutions. Appl. Surf. Sci. 2006, 252, 7911–7916. [Google Scholar] [CrossRef]
- Hung, J.C.; Ku, C.Y.; Fan, Z.W. Fabrication of an Electrode Insulated by Using Hot Dip Aluminizing and Micro-arc Oxidation Method for Electrochemical Microhole Machining. Procedia CIRP 2018, 68, 438–443. [Google Scholar] [CrossRef]
- Zhang, Y.; Bai, K.; Fu, Z.; Zhang, C.; Zhou, H.; Wang, L.; Zhu, S.; Guan, S.; Li, D.; Hu, J. Composite coating prepared by micro-arc oxidation followed by sol–gel process and in vitro degradation properties. Appl. Surf. Sci. 2012, 258, 2939–2943. [Google Scholar] [CrossRef]
- Sun, W.W.; Li, M.Q.; Gao, Y.; Liu, J. Double Sealing of Ultrasonic Micro-Arc Oxidation Coating on Pure Magnesium by Nano-SiO2 Particles and SiO2 Sol Sealing Agent. Adv. Mater. Res. 2014, 1030–1032, 48–51. [Google Scholar] [CrossRef]
- Wang, X.; Zhu, L.; He, X.; Sun, F. Effect of cerium additive on aluminum-based chemical conversion coating on AZ91D magnesium alloy. Appl. Surf. Sci. 2013, 280, 467–473. [Google Scholar] [CrossRef]
- Tang, Y.; Shen, X.; Liu, Z.; Qiao, Y.; Yang, L.; Lu, D.; Zou, J.; Xu, J. Corrosion behaviors of laser melted inconel 718 alloy in NaOH solution. Acta Metallurgica Sinica 2022, 58, 324–333. [Google Scholar]
- Arun, S.; Arunnellaiappan, T.; Rameshbabu, N. Fabrication of the nanoparticle incorporated PEO coating on commercially pure zirconium and its corrosion resistance. Surf. Coat. Technol. 2016, 305, 264–273. [Google Scholar] [CrossRef]
- Erfanifar, E.; Aliofkhazraei, M.; Nabavi, H.F.; Sharifi, H.; Rouhaghdam, A.S. Growth kinetics and morphology of plasma electrolytic oxidation coating on aluminum. Mater. Chem. Phys. 2017, 185, 162–175. [Google Scholar] [CrossRef]
- Asgari, M.; Aliofkhazraei, M.; Darband, G.B.; Rouhaghdam, A.S. How nanoparticles and submicron particles adsorb inside coating during plasma electrolytic oxidation of magnesium? Surf. Coat. Technol. 2020, 383, 152252. [Google Scholar] [CrossRef]
- Matykina, E.; Arrabal, R.; Skeldon, P.; Thompson, G.E. Incorporation of zirconia nanoparticles into coatings formed on aluminium by AC plasma electrolytic oxidation. J. Appl. Electrochem. 2008, 38, 1375–1383. [Google Scholar] [CrossRef]
- Pezzato, L.; Rigon, M.; Martucci, A.; Brunelli, K.; Dabalà, M. Plasma Electrolytic Oxidation (PEO) as pre-treatment for sol-gel coating on aluminum and magnesium alloys. Surf. Coat. Technol. 2019, 366, 114–123. [Google Scholar] [CrossRef]
- Lu, X.; Mohedano, M.; Blawert, C.; Matykina, E.; Arrabal, R.; Kainer, K.U.; Zheludkevich, M.L. Plasma electrolytic oxidation coatings with particle additions—A review. Surf. Coat. Technol. 2016, 307, 1165–1182. [Google Scholar] [CrossRef]
- Pezzato, L.; Angelini, V.; Brunelli, K.; Martini, C.; Dabalà, M. Tribological and corrosion behavior of PEO coatings with graphite nanoparticles on AZ91 and AZ80 magnesium alloys. Trans. Nonferrous Met. Soc. China 2018, 28, 259–272. [Google Scholar] [CrossRef]
- Gnedenkov, S.V.; Sinebryukhov, S.L.; Egorkin, V.S.; Vyaliy, I.E. Wettability and electrochemical properties of the highly hydrophobic coatings on PEO-pretreated aluminum alloy. Surf. Coat. Technol. 2016, 307, 1241–1248. [Google Scholar] [CrossRef]
- Stern, M.; Geary, A.L. A Theoretical Analysis of the Shape of Polarization Curves. J. Electrochem. Soc. 1957, 104, 56–63. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Si | Fe | Cu | Mn | Mg | Cr | Zn | Al |
|---|---|---|---|---|---|---|---|---|
| Content (wt.%) | 25 | 0.4 | 0.1 | 0.3 | 2.5 | 0.2 | 0.1 | Bal |
| Reagents and Conditions | Values |
|---|---|
| Na2 SiO3·9 H2 O | 10 g/L |
| KOH | 1 g/L |
| Na2 WO4·2 H2 O | 1 g/L |
| SiO2 nanoparticle | 0–10 g/L |
| pH | 12~14 |
| Current density | 6 A/dm2 |
| Frequency | 400 Hz |
| Duty cycle | 30%/40% |
| Pulse ratio | 1/1 |
| Oxidation time | 10 mins |
| Samples | O | Al | Si | W |
|---|---|---|---|---|
| Unsealed MAO film | 61.02 | 22.65 | 15.60 | 0.72 |
| MAO film sealed with 2.5 g/L SiO2 | 63.80 | 12.13 | 20.97 | 3.10 |
| MAO film sealed with 5.0 g/L SiO2 | 63.91 | 9.51 | 23.89 | 2.69 |
| MAO film sealed with 7.5 g/L SiO2 | 65.86 | 6.25 | 25.55 | 2.34 |
| MAO film sealed with 10.0 g/L SiO2 | 66.69 | 2.68 | 27.22 | 3.41 |
| Sample | Average Friction Coefficient |
|---|---|
| Substrate | 0.773 |
| Unsealed MAO film | 0.627 |
| MAO film sealed with 2.5 g/L SiO2 | 0.637 |
| MAO film sealed with 5 g/L SiO2 | 0.606 |
| MAO film sealed with 7.5 g/L SiO2 | 0.680 |
| MAO film sealed with 10 g/L SiO2 | 0.910 |
| Sample | Ecorr (V) | Icorr (A/cm2) | Corrosion Rate (mm/a) | Βa (mV/Decade) | Βc (mV/Decade) | Rp (Ω·cm2) |
|---|---|---|---|---|---|---|
| Unsealed MAO film | −1.56 | 1.24 × 10−9 | 1.47 × 10−5 | 559.09 | −238.59 | 5.88 × 106 |
| MAO film sealed with 2.5 g/L SiO2 | −1.12 | 8.80 × 10−10 | 9.37 × 10−6 | 503.18 | −489.07 | 1.22 × 108 |
| MAO film sealed with 5 g/L SiO2 | −1.05 | 7.78 × 10−10 | 9.15 × 10−6 | 638.93 | −368.26 | 1.31 × 108 |
| MAO film sealed with 7.5 g/L SiO2 | −1.32 | 8.56 × 10−10 | 9.87 × 10−6 | 482.89 | −109.68 | 4.3 × 107 |
| MAO film sealed with 10 g/L SiO2 | −1.55 | 1.15 × 10−9 | 2.06 × 10−5 | 504.01 | −223.34 | 5.8 × 107 |
| Sample | R1 (Ω·cm2) | CPE1-T (Ω−1 cm2 s−p) | CPE1-P | Rct1 (Ω·cm2) | CPE2-T (Ω−1 cm2 s−p) | CPE2-P | Rct2 (Ω·cm2) |
|---|---|---|---|---|---|---|---|
| Unsealed MAO Film | 37.30 | 1.26 × 10−6 | 0.62 | 9.93 × 103 | 4.75 × 10−7 | 0.76 | 1.23 × 105 |
| MAO Film Sealed with 2.5 g/L SiO2 | 65.40 | 1.50 × 10−7 | 0.81 | 5.30 × 104 | 3.59 × 10−7 | 0.71 | 4.91 × 105 |
| MAO Film Sealed with 5 g/L SiO2 | 31.60 | 5.72 × 10−8 | 0.88 | 1.13 × 105 | 5.80 × 10−7 | 0.68 | 4.76 × 105 |
| MAO Film Sealed with 7.5 g/L SiO2 | 50.80 | 1.49 × 10−7 | 0.74 | 3.31 × 104 | 1.52 × 10−7 | 0.89 | 3.31 × 105 |
| MAO Film Sealed with 10 g/L SiO2 | 63.00 | 1.12 × 10−7 | 0.89 | 1.12 × 104 | 5.53 × 10−7 | 0.69 | 1.42 × 105 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, S.; Chen, J.; Zhang, D.; Wang, Y.; He, Z.; Guo, P. Properties of Micro-Arc Oxidation Coatings on 5052 Al Alloy Sealed by SiO2 Nanoparticles. Coatings 2022, 12, 373. https://doi.org/10.3390/coatings12030373
Liu S, Chen J, Zhang D, Wang Y, He Z, Guo P. Properties of Micro-Arc Oxidation Coatings on 5052 Al Alloy Sealed by SiO2 Nanoparticles. Coatings. 2022; 12(3):373. https://doi.org/10.3390/coatings12030373
Chicago/Turabian StyleLiu, Siqi, Jiahuan Chen, Dongdong Zhang, Yuxin Wang, Zhen He, and Pingyi Guo. 2022. "Properties of Micro-Arc Oxidation Coatings on 5052 Al Alloy Sealed by SiO2 Nanoparticles" Coatings 12, no. 3: 373. https://doi.org/10.3390/coatings12030373
APA StyleLiu, S., Chen, J., Zhang, D., Wang, Y., He, Z., & Guo, P. (2022). Properties of Micro-Arc Oxidation Coatings on 5052 Al Alloy Sealed by SiO2 Nanoparticles. Coatings, 12(3), 373. https://doi.org/10.3390/coatings12030373