
Microstructure and Mechanical Properties of Hybrid-Manufactured Maraging Steel Component Using 4% Nitrogen Shielding Gas Fabricated by Wrought-Wire Arc Additive Manufacturing

Abstract
:1. Introduction
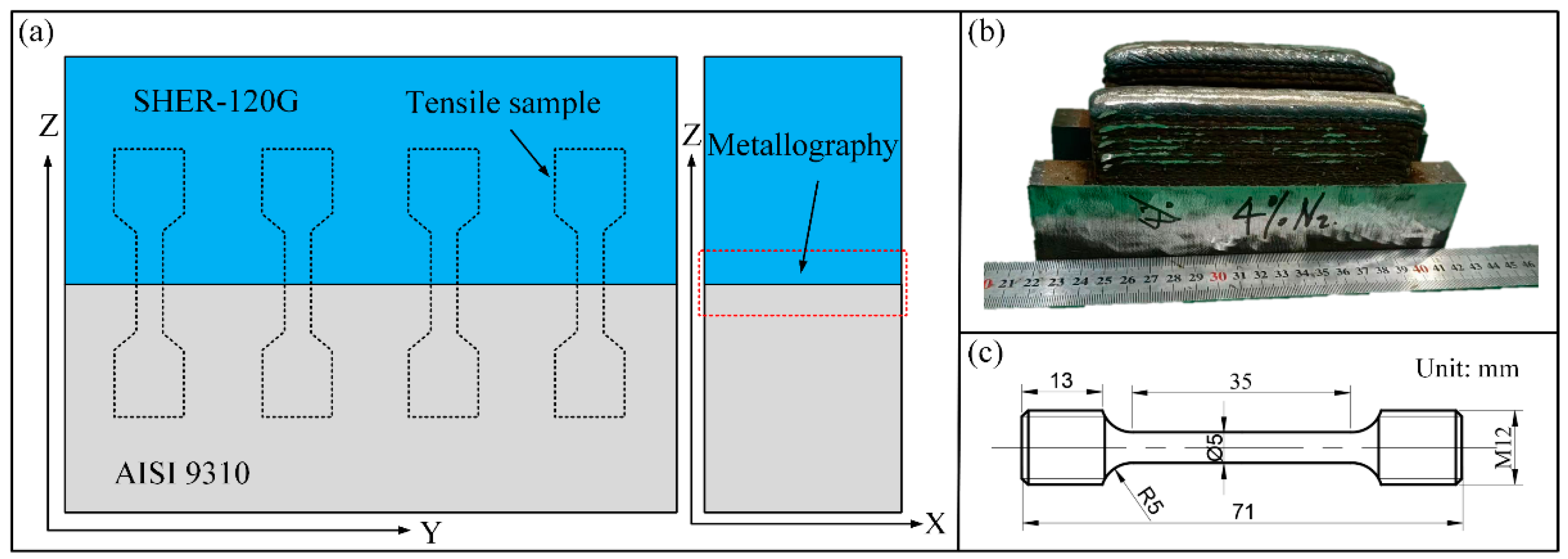
2. Experiment
Materials and Methods
3. Result
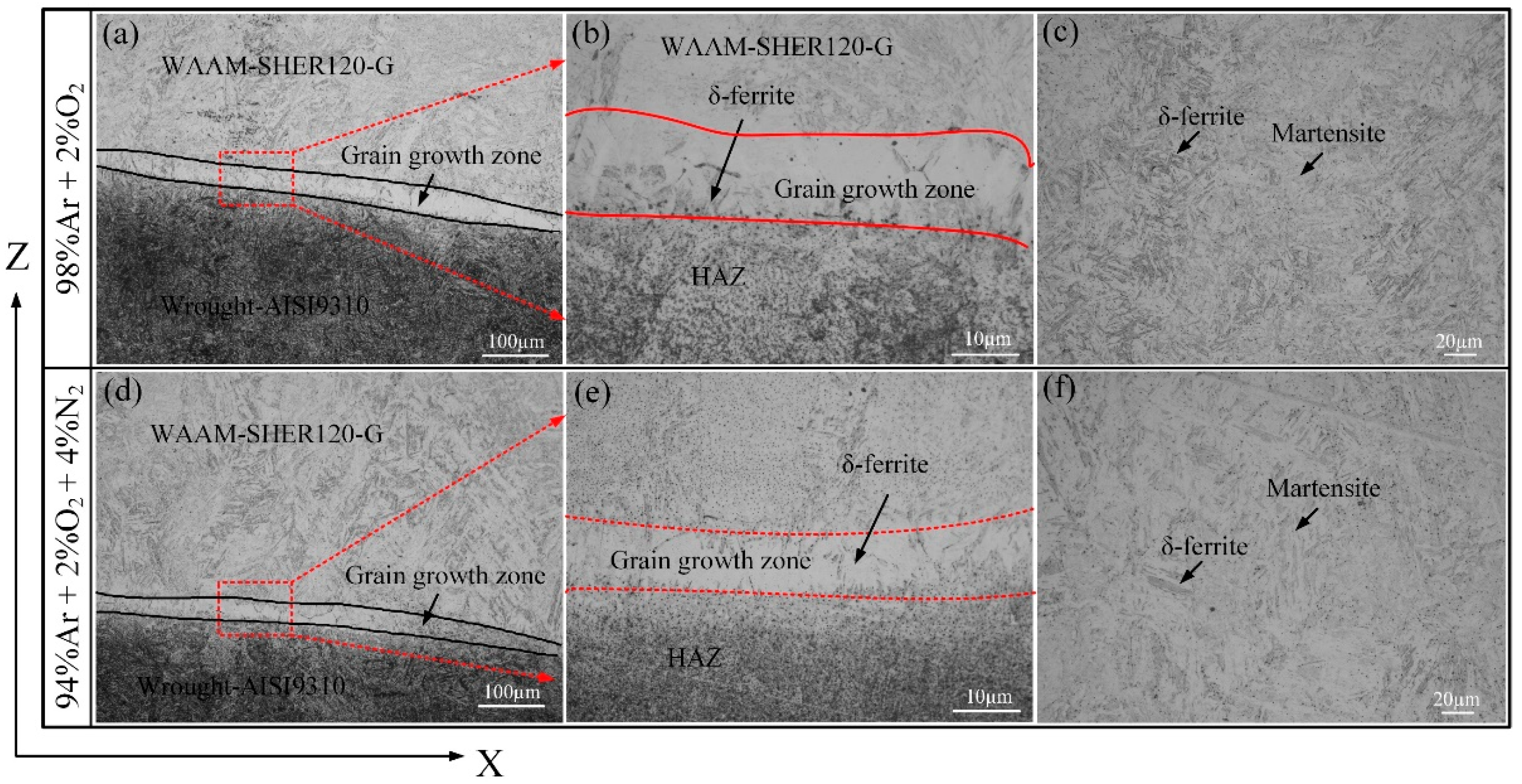
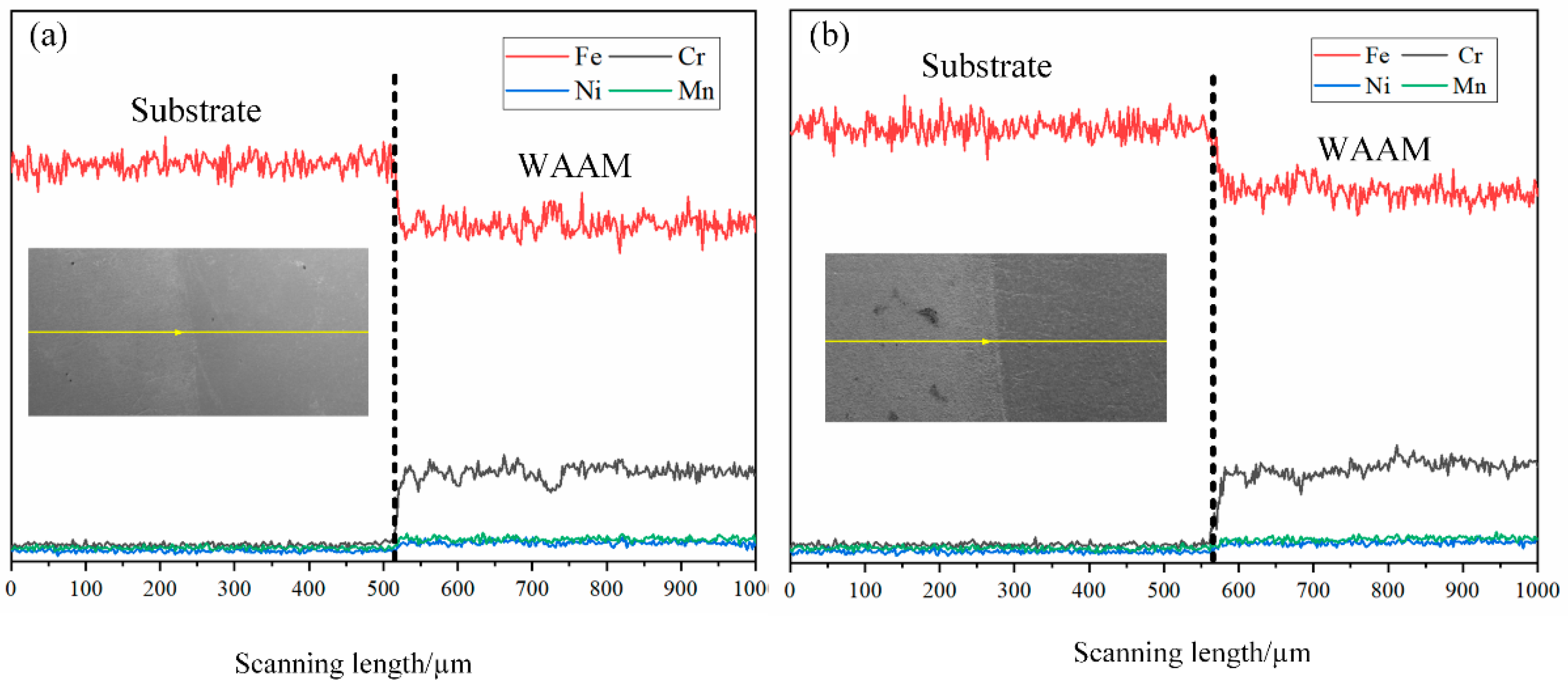
3.1. Microstructure of Hybrid-Manufactured SHER120-G Maraging Steel
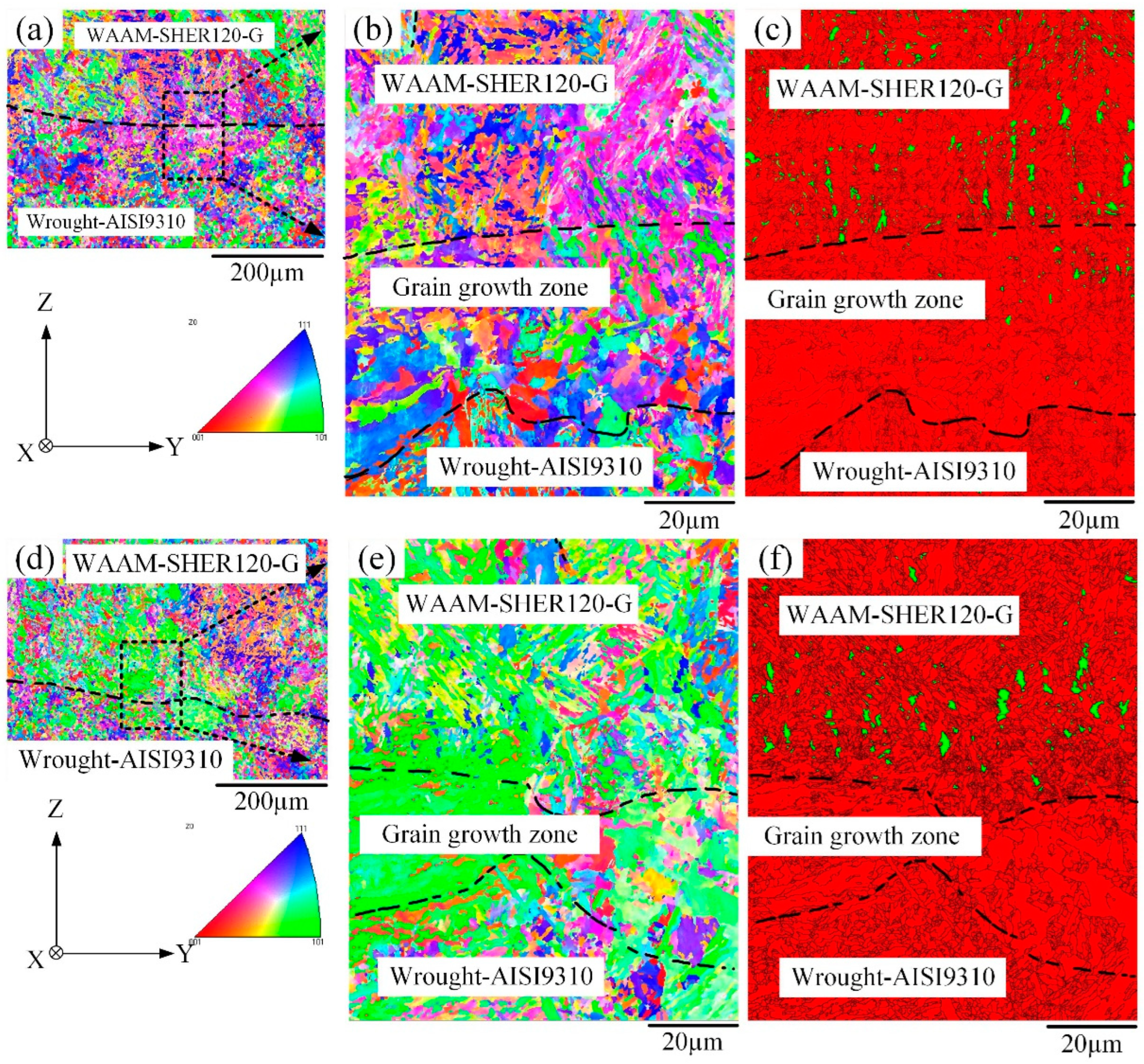
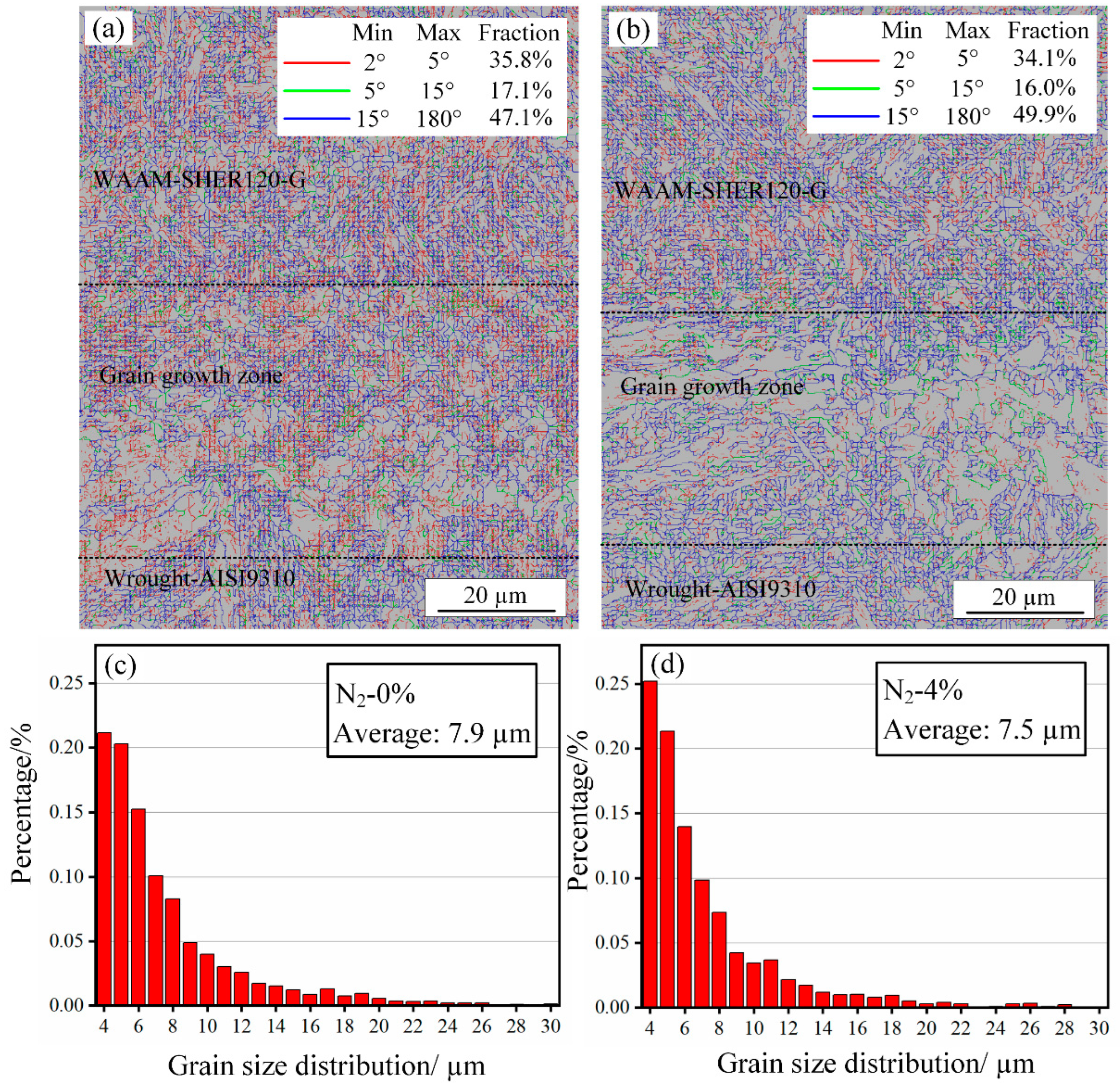
3.2. Microstructures Characterization by EBSD
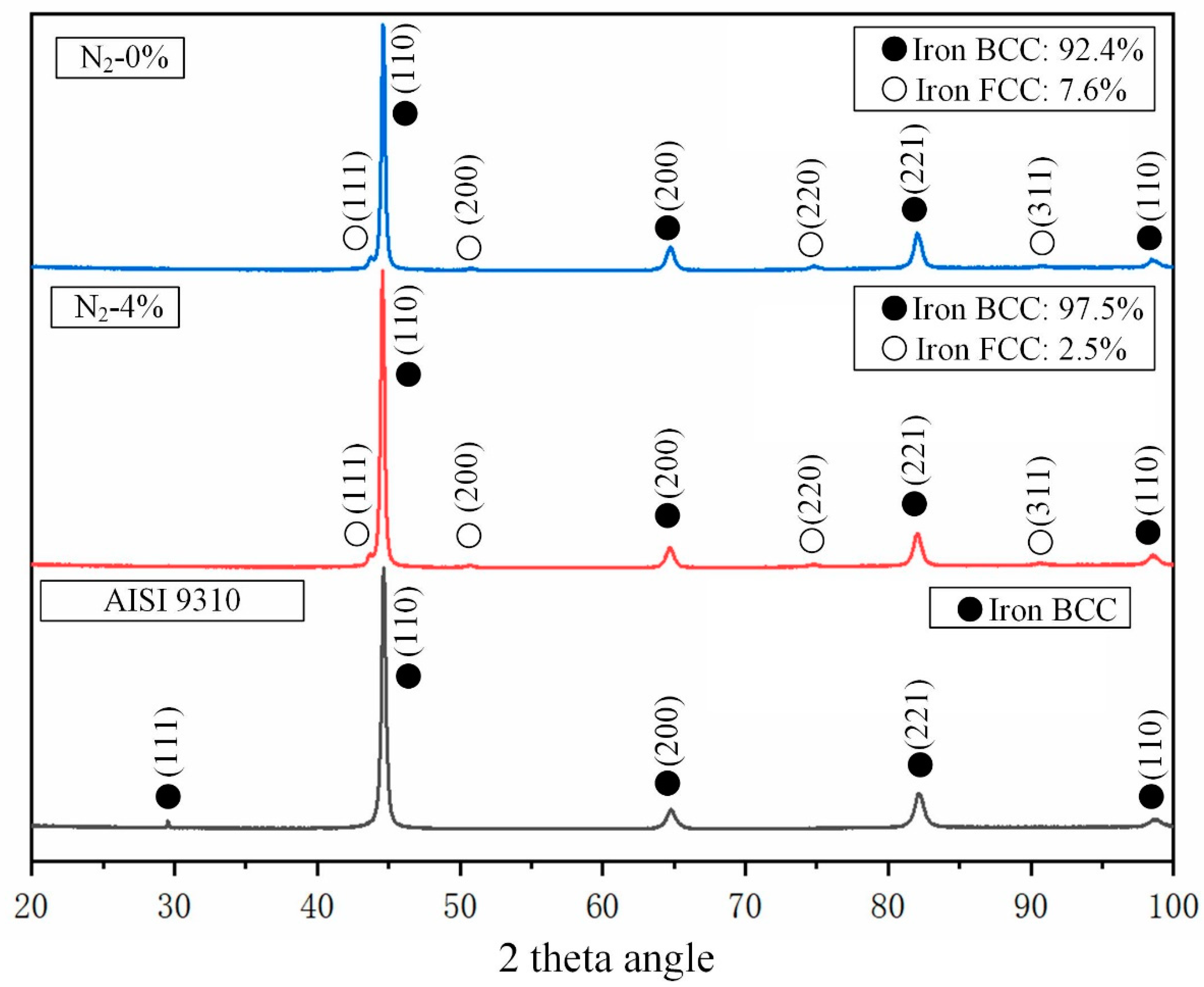
3.3. XRD
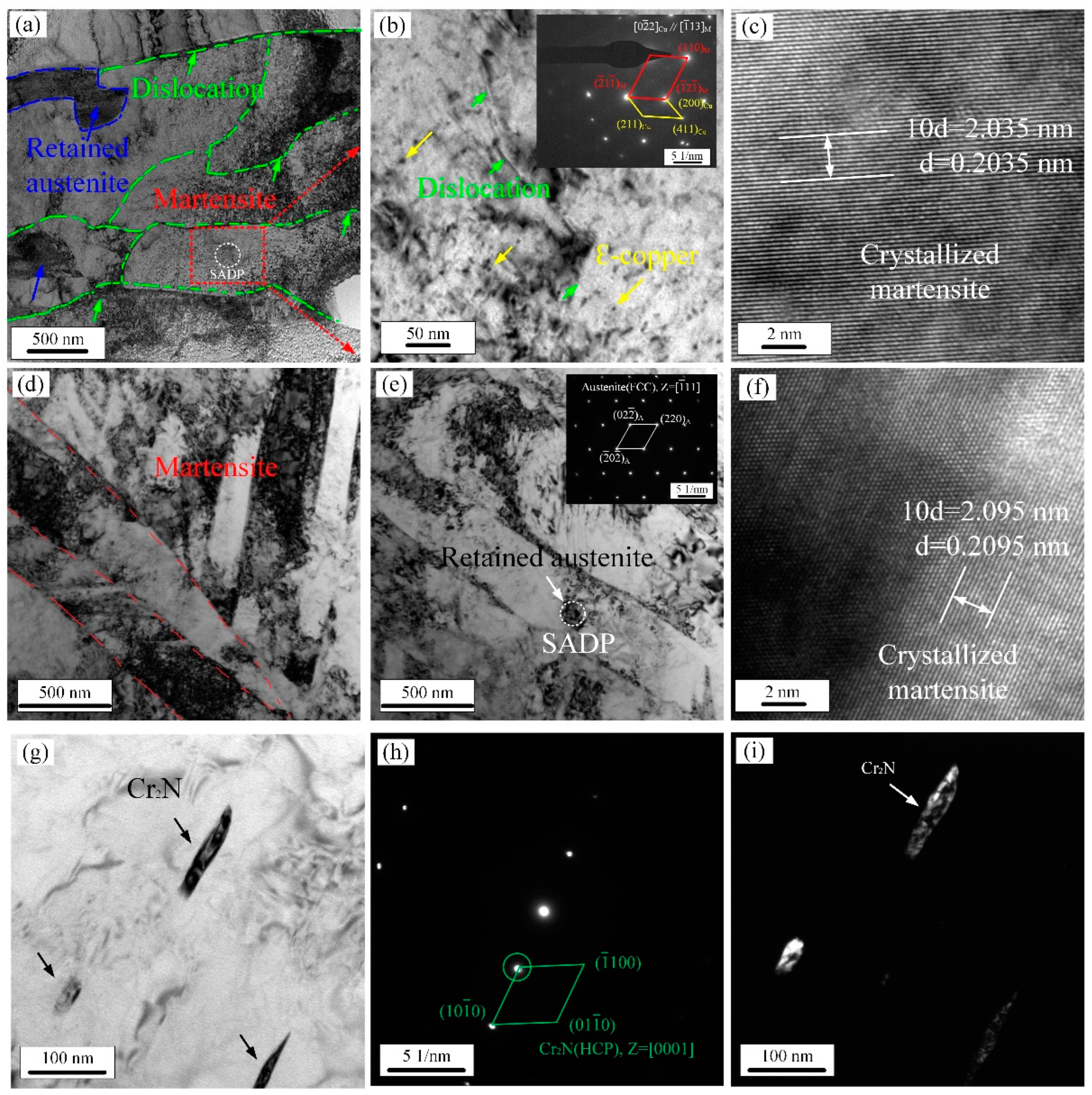
3.4. TEM
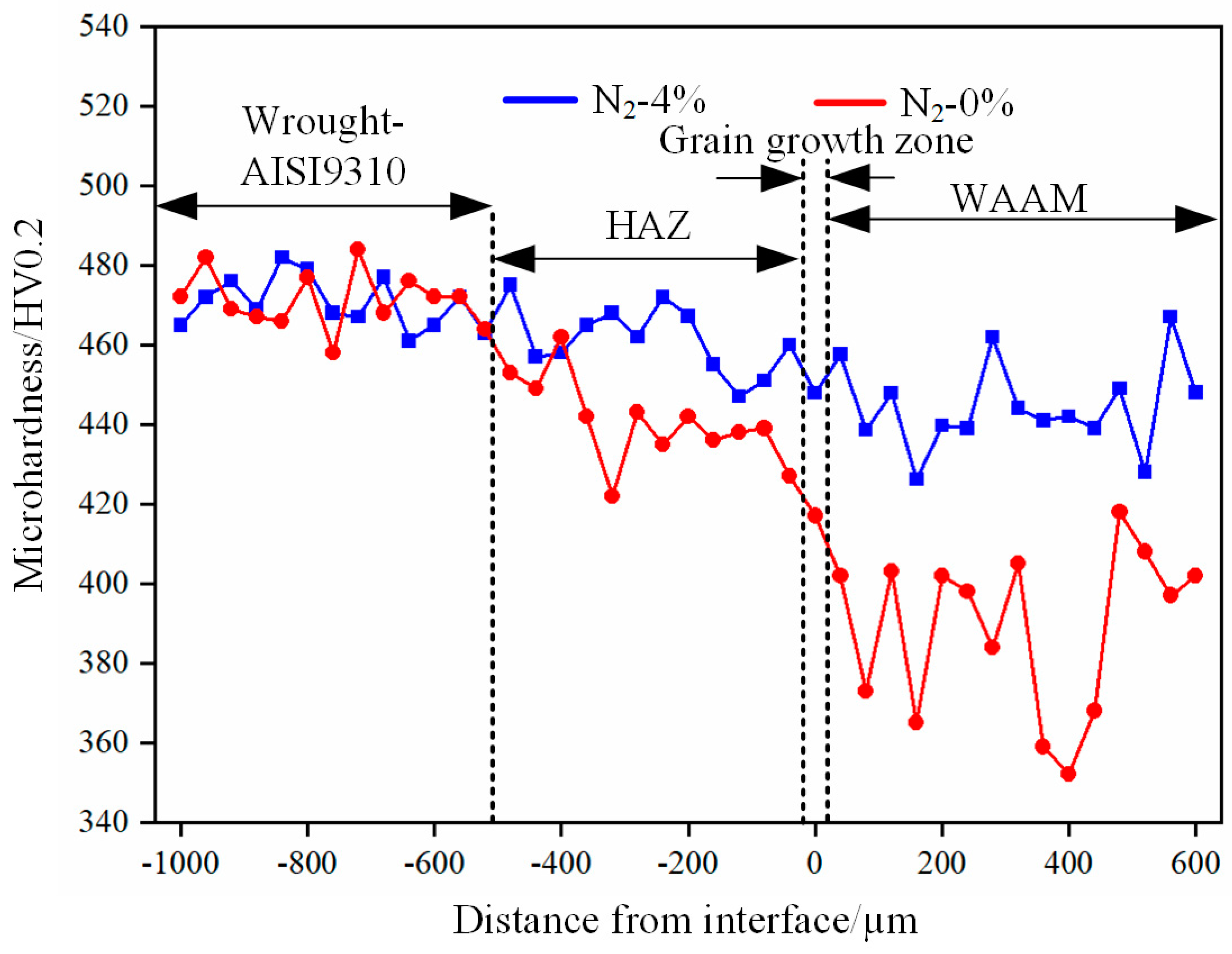
3.5. Mechanical Properties
4. Discussion
4.1. Behaviour of Nitrogen during WAAM-Process
4.2. The Effect of N on the Microstructure
4.3. Formation Mechanism of Grain Growth Zone
4.4. Nano-Precipitation Characteristics
4.5. Fracture Mechanism
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fang, X.; Zhang, L.; Chen, G.; Huang, K.; Xue, F.; Wang, L.; Zhao, J.; Lu, B. Microstructure evolution of wire-arc additively manufactured 2319 aluminum alloy with interlayer hammering. Mater. Sci. Eng. A 2021, 800, 140168. [Google Scholar] [CrossRef]
- Martina, F.; Ding, J.; Williams, S.; Caballero, A.; Pardal, G.; Quintino, L. Tandem metal inert gas process for high productivity wire arc additive manufacturing in stainless steel. Addit. Manuf. 2019, 25, 545–550. [Google Scholar] [CrossRef] [Green Version]
- Xu, X.; Ding, J.; Ganguly, S.; Diao, C.; Williams, S. Preliminary Investigation of Building Strategies of Maraging Steel Bulk Material Using Wire + Arc Additive Manufacture. J. Mater. Eng. Perform. 2018, 28, 594–600. [Google Scholar] [CrossRef]
- Facchini, L.; Vicente, N.; Lonardelli, I.; Magalini, E.; Robotti, P.; Molinari, A. Metastable Austenite in 17-4 Precipitation-Hardening Stainless Steel Produced by Selective Laser Melting. Adv. Eng. Mater. 2010, 12, 184–188. [Google Scholar] [CrossRef]
- Liu, H.; Gao, Y.; Qi, L.; Wang, Y.; Nie, J.-F. Phase-Field Simulation of Orowan Strengthening by Coherent Precipitate Plates in an Aluminum Alloy. Met. Mater. Trans. A 2015, 46, 3287–3301. [Google Scholar] [CrossRef]
- Kennedy, J.; Davis, A.; Caballero, A.; Williams, S.; Pickering, E.; Prangnell, P. The potential for grain refinement of Wire-Arc Additive Manufactured (WAAM) Ti-6Al-4V by ZrN and TiN inoculation. Addit. Manuf. 2021, 40, 101928. [Google Scholar] [CrossRef]
- Yoo, W.D.; Lee, J.H.; Youn, K.T.; Rhyim, Y.M. Study on the Microstructure and Mechanical Properties of 17-4 PH Stainless Steel Depending on Heat Treatment and Aging Time. Solid State Phenom. 2006, 118, 15–20. [Google Scholar] [CrossRef]
- Nemani, A.V.; Ghaffari, M.; Salahi, S.; Lunde, J.; Nasiri, A. Effect of interpass temperature on the formation of retained austenite in a wire arc additive manufactured ER420 martensitic stainless steel. Mater. Chem. Phys. 2021, 266, 124555. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-feed additive manufacturing of metal components: Technologies, developments and future interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Szost, B.A.; Terzi, S.; Martina, F.; Boisselier, D.; Prytuliak, A.; Pirling, T.; Hofmann, M.; Jarvis, D.J. A comparative study of additive manufacturing techniques: Residual stress and microstructural analysis of CLAD and WAAM printed Ti–6Al–4V components. Mater. Des. 2016, 89, 559–567. [Google Scholar] [CrossRef] [Green Version]
- Samei, J.; Asgari, H.; Pelligra, C.; Sanjari, M.; Salavati, S.; Shahriari, A.; Amirmaleki, M.; Jahanbakht, M.; Hadadzadeh, A.; Amirkhiz, B.S.; et al. A hybrid additively manufactured martensitic-maraging stainless steel with superior strength and corrosion resistance for plastic injection molding dies. Addit. Manuf. 2021, 45, 102068. [Google Scholar] [CrossRef]
- Kim, H.; Abell, N.; Cheatham, L.; Paek, I. Development and Validation of the Attitudes toward Education for Older Adults (AEOA) Scale. Educ. Gerontol. 2017, 43, 341–355. [Google Scholar] [CrossRef]
- Zhu, Y.; Li, J.; Tian, X.; Wang, H.; Liu, D. Microstructure and mechanical properties of hybrid fabricated Ti–6.5Al–3.5Mo–1.5Zr–0.3Si titanium alloy by laser additive manufacturing. Mater. Sci. Eng. A 2014, 607, 427–434. [Google Scholar] [CrossRef]
- Caballero, A.; Ding, J.; Ganguly, S.; Williams, S. Wire + Arc Additive Manufacture of 17-4 PH stainless steel: Effect of different processing conditions on microstructure, hardness, and tensile strength. J. Mater. Process. Technol. 2019, 268, 54–62. [Google Scholar] [CrossRef]
- Chen, Z.; Zhou, G.; Chen, Z. Microstructure and hardness investigation of 17-4PH stainless steel by laser quenching. Mater. Sci. Eng. A 2012, 534, 536–541. [Google Scholar] [CrossRef]
- Lin, X.; Cao, Y.; Wu, X.; Yang, H.; Chen, J.; Huang, W. Microstructure and mechanical properties of laser forming repaired 17-4PH stainless steel. Mater. Sci. Eng. A 2012, 553, 80–88. [Google Scholar] [CrossRef]
- Yang, G.; Deng, F.; Zhou, S.; Wu, B.; Qin, L.; Zheng, J. Influence of shielding gas nitrogen content on the microstructure and mechanical properties of Cu-reinforced maraging steel fabricated by wire arc additive manufacturing. Mater. Sci. Eng. A 2021, 832, 142463. [Google Scholar] [CrossRef]
- Lei, X.; Feng, Y.; Zhang, J.; Fu, A.; Yin, C.; Macdonald, D.D. Impact of Reversed Austenite on the Pitting Corrosion Behavior of Super 13Cr Martensitic Stainless Steel. Electrochim. Acta 2016, 191, 640–650. [Google Scholar] [CrossRef]
- Tan, C.; Zhou, K.; Ma, W.; Zhang, P.; Liu, M.; Kuang, T. Microstructural evolution, nanoprecipitation behavior and mechanical properties of selective laser melted high-performance grade 300 maraging steel. Mater. Des. 2017, 134, 23–34. [Google Scholar] [CrossRef]
- Vashishtha, H.; Taiwade, R.V.; Sharma, S.; Patil, A.P. Effect of welding processes on microstructural and mechanical properties of dissimilar weldments between conventional austenitic and high nitrogen austenitic stainless steels. J. Manuf. Process. 2017, 25, 49–59. [Google Scholar] [CrossRef]
- Zhang, X.; Zhou, Q.; Wang, K.; Peng, Y.; Ding, J.; Kong, J.; Williams, S. Study on microstructure and tensile properties of high nitrogen Cr-Mn steel processed by CMT wire and arc additive manufacturing. Mater. Des. 2019, 166, 107611. [Google Scholar] [CrossRef]
- Zhao, H.; Zhang, G.; Yin, Z.; Wu, L. A 3D dynamic analysis of thermal behavior during single-pass multi-layer weld-based rapid prototyping. J. Mater. Process. Technol. 2011, 211, 488–495. [Google Scholar] [CrossRef]
- Gao, C.; Chen, X.; Su, C.; Chen, X. Location dependence of microstructure and mechanical properties on wire arc additively manufactured nuclear grade steel. Vacuum 2019, 168, 108818. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, J.; You, Q.; Zhang, L. A novel martensitic steel powder for plasma arc direct energy deposition to remanufacture broken gear teeth. Mater. Lett. 2021, 301, 130111. [Google Scholar] [CrossRef]
- Song, M.; Zhou, R.; Gu, J.; Wang, Z.; Ni, S.; Liu, Y. Nitrogen induced heterogeneous structures overcome strength-ductility trade-off in an additively manufactured high-entropy alloy. Appl. Mater. Today 2020, 18, 100498. [Google Scholar] [CrossRef]
- Yang, D.; Huang, Y.; Fan, J.; Jin, M.; Peng, Y.; Wang, K. Effect of N2 content in shielding gas on formation quality and microstructure of high nitrogen austenitic stainless steel fabricated by wire and arc additive manufacturing. J. Manuf. Process. 2021, 61, 261–269. [Google Scholar] [CrossRef]
- Xu, X.; Ganguly, S.; Ding, J.; Guo, S.; Williams, S.; Martina, F. Microstructural evolution and mechanical properties of maraging steel produced by wire + arc additive manufacture process. Mater. Charact. 2018, 143, 152–162. [Google Scholar] [CrossRef]
- Busby, J.T.; Hash, M.C.; Was, G.S. The relationship between hardness and yield stress in irradiated austenitic and ferritic steels. J. Nucl. Mater. 2005, 336, 267–278. [Google Scholar] [CrossRef]
- Wu, S.; Zheng, K.; Zou, J.; Jiang, F.; Han, X. A study of the behavior and effects of nitrogen take-up from protective gas shielding in laser welding of stainless steel. J. Manuf. Process. 2018, 34, 477–485. [Google Scholar] [CrossRef]
- Zhong, Y.; Rännar, L.-E.; Liu, L.; Koptyug, A.; Wikman, S.; Olsen, J.; Cui, D.; Shen, Z. Additive manufacturing of 316L stainless steel by electron beam melting for nuclear fusion applications. J. Nucl. Mater. 2017, 486, 234–245. [Google Scholar] [CrossRef]
- Cheng, S.; Cheng, F.; Zhang, Y.; Shao, Z.; Kong, K.; Wu, S. Effects of N2-mixed shielding gas on the ferrite number and microstructure of 304L multi-pass GTAW joint. Sadhana 2020, 45, 182. [Google Scholar] [CrossRef]
- Sun, Y.; Zhong, Y.; Wang, L. The interaction between ε-copper and dislocation in a high copper 17-4PH steel. Mater. Sci. Eng. A 2019, 756, 319–327. [Google Scholar] [CrossRef]
- Donoghue, J.; Antonysamy, A.; Martina, F.; Colegrove, P.; Williams, S.; Prangnell, P. The effectiveness of combining rolling deformation with Wire–Arc Additive Manufacture on β-grain refinement and texture modification in Ti–6Al–4V. Mater. Charact. 2016, 114, 103–114. [Google Scholar] [CrossRef]
- Xiong, J.; Lei, Y.; Li, R. Finite element analysis and experimental validation of thermal behavior for thin-walled parts in GMAW-based additive manufacturing with various substrate preheating temperatures. Appl. Therm. Eng. 2017, 126, 43–52. [Google Scholar] [CrossRef]
- Brookes, K.J. Maraging steel for additive manufacturing—Philipp Stoll’s paper at DDMC 2016. Met. Powder Rep. 2016, 71, 149–152. [Google Scholar] [CrossRef]
- Zhang, Z.; Jing, H.; Xu, L.; Han, Y.; Zhao, L.; Zhou, C. Effects of nitrogen in shielding gas on microstructure evolution and localized corrosion behavior of duplex stainless steel welding joint. Appl. Surf. Sci. 2017, 404, 110–128. [Google Scholar] [CrossRef]
- Xu, X.; Ganguly, S.; Ding, J.; Dirisu, P.; Martina, F.; Liu, X.; Williams, S.W. Improving mechanical properties of wire plus arc additively manufactured maraging steel through plastic deformation enhanced aging response. Mater. Sci. Eng. A 2019, 747, 111–118. [Google Scholar] [CrossRef] [Green Version]
- Li, S.; Zhang, L.-J.; Ning, J.; Wang, X.; Zhang, G.-F.; Zhang, J.-X.; Na, S.-J.; Fatemeh, B. Comparative study on the microstructures and properties of wire+arc additively manufactured 5356 aluminium alloy with argon and nitrogen as the shielding gas. Addit. Manuf. 2020, 34, 101206. [Google Scholar] [CrossRef]
- Freeman, F.; Sharp, J.; Xi, J.; Todd, I. Influence of solidification cell structure on the martensitic transformation in additively manufactured steels. Addit. Manuf. 2019, 30, 100917. [Google Scholar] [CrossRef]
- Zhang, Z.; Jing, H.; Xu, L.; Han, Y.; Zhao, L.; Zhang, J. Influence of microstructure and elemental partitioning on pitting corrosion resistance of duplex stainless steel welding joints. Appl. Surf. Sci. 2017, 394, 297–314. [Google Scholar] [CrossRef]
- Kok, Y.; Tan, X.; Wang, P.; Nai, M.; Loh, N.; Liu, E.; Tor, S.B. Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: A critical review. Mater. Des. 2018, 139, 565–586. [Google Scholar] [CrossRef]
- Yang, G.; Deng, F.; Zhou, S.; Wu, B.; Qin, L. Microstructure and mechanical properties of a novel Cu-reinforced maraging steel for wire arc additive manufacturing. Mater. Sci. Eng. A 2021, 825, 141894. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Pieja, T.; Malinowski, T.; Smusz, R.; Motyka, M. Investigation of 17-4PH steel microstructure and conditions of elevated temperature forming of turbine engine strut. J. Mater. Process. Technol. 2018, 252, 191–200. [Google Scholar] [CrossRef]
- Yan, P.; Liu, Z.; Bao, H.; Weng, Y.; Liu, W. Effect of normalizing temperature on the strength of 9Cr–3W–3Co martensitic heat resistant steel. Mater. Sci. Eng. A 2014, 597, 148–156. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | C | Mn | Cr | Ni | Mo | Si | Cu | P | S | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| SHER-120G | 0.035 | 0.56 | 13.55 | 5.74 | 0.20 | 0.47 | 0.39 | – | – | bal |
| AISI 9310 | 0.007 | 0.70 | 1.40 | 3.55 | 0.10 | 0.015 | – | 0.015 | 0.01 | bal |
| Sample | UTS (MPa) | YS (MPa) | ε (%) | Fracture Position | Ref. |
|---|---|---|---|---|---|
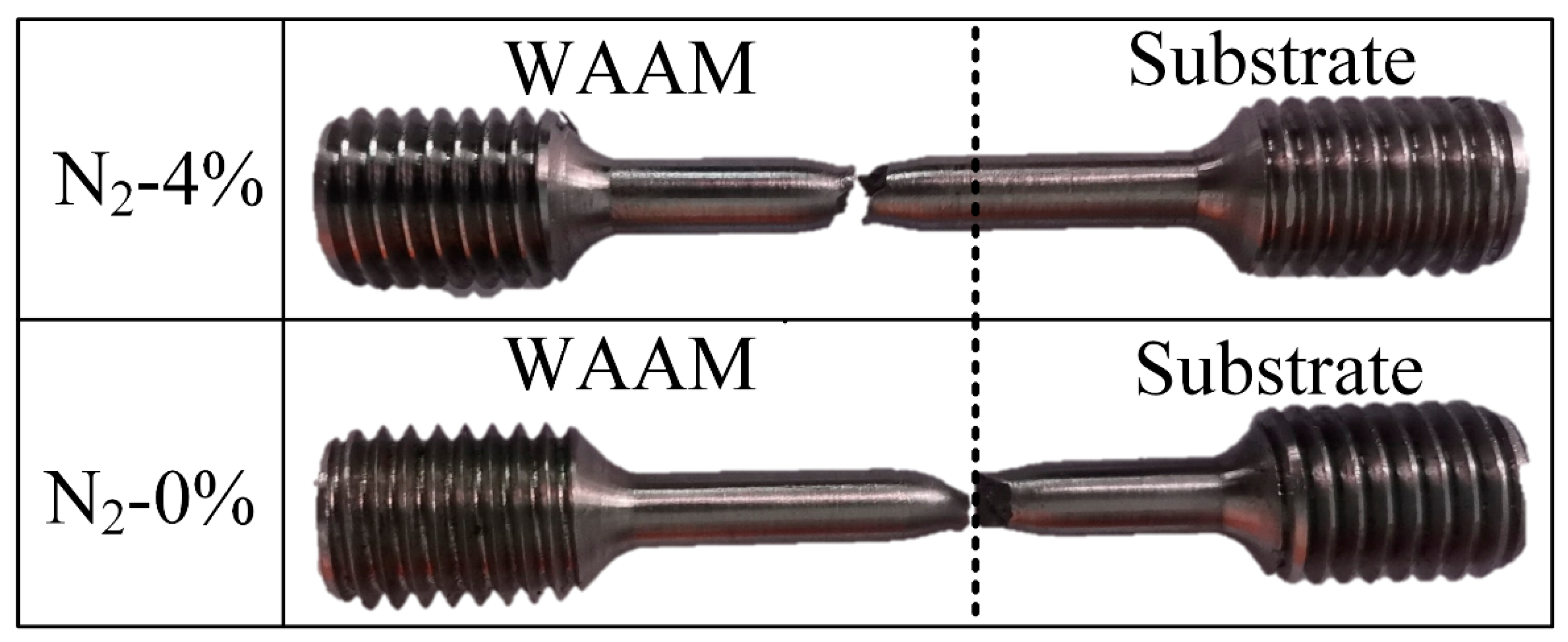
| Hybrid-manufactured (N2-4%) | 1186.0 ± 7.2 | 844.3 ± 29.1 | 9.4 ± 0.8 | WAAM deposition zone | – |
| Hybrid-manufactured (N2-0%) | 1091.1 ± 11.1 | 772.7 ± 27.2 | 8.7 ± 0.3 | Grain growth zone | – |
| WAAM (N2-4%) | 1197.2 ± 5.7 | 864.1 ± 42.3 | 11.2 ± 0.3 | – | [17] |
| WAAM (N2-0%) | 1154.3 ± 23.0 | 744.1 ± 37.0 | 9.9 ± 0.6 | – | [17] |
| Wrought AISI 9310 | 2115.2 ± 113.3 | 1988.6 ± 76.3 | 6.5 ± 0.4 | – | – |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Deng, F.; Yang, G.; Wu, B.; Qin, L.; Zheng, J.; Zhou, S. Microstructure and Mechanical Properties of Hybrid-Manufactured Maraging Steel Component Using 4% Nitrogen Shielding Gas Fabricated by Wrought-Wire Arc Additive Manufacturing. Coatings 2022, 12, 356. https://doi.org/10.3390/coatings12030356
Deng F, Yang G, Wu B, Qin L, Zheng J, Zhou S. Microstructure and Mechanical Properties of Hybrid-Manufactured Maraging Steel Component Using 4% Nitrogen Shielding Gas Fabricated by Wrought-Wire Arc Additive Manufacturing. Coatings. 2022; 12(3):356. https://doi.org/10.3390/coatings12030356
Chicago/Turabian StyleDeng, Fangbin, Guang Yang, Bin Wu, Lanyun Qin, Jianshen Zheng, and Siyu Zhou. 2022. "Microstructure and Mechanical Properties of Hybrid-Manufactured Maraging Steel Component Using 4% Nitrogen Shielding Gas Fabricated by Wrought-Wire Arc Additive Manufacturing" Coatings 12, no. 3: 356. https://doi.org/10.3390/coatings12030356
APA StyleDeng, F., Yang, G., Wu, B., Qin, L., Zheng, J., & Zhou, S. (2022). Microstructure and Mechanical Properties of Hybrid-Manufactured Maraging Steel Component Using 4% Nitrogen Shielding Gas Fabricated by Wrought-Wire Arc Additive Manufacturing. Coatings, 12(3), 356. https://doi.org/10.3390/coatings12030356