
Comparative Study of HVOF Cr3C2–NiCr Coating with Different Bonding Layer on the Interactive Behavior of Fatigue and Corrosion

 and
and
Abstract
:1. Introduction
2. Experimental Procedures
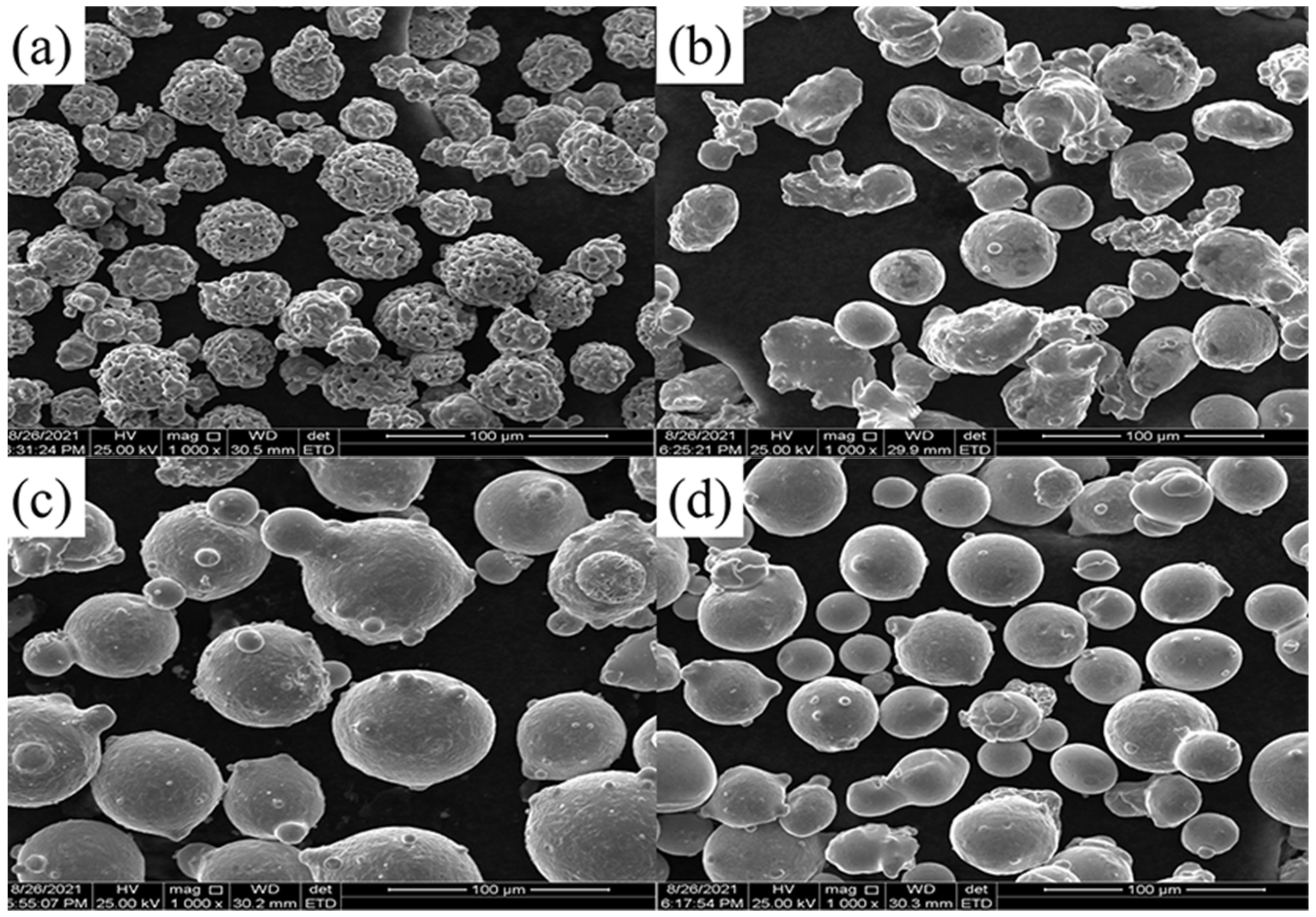
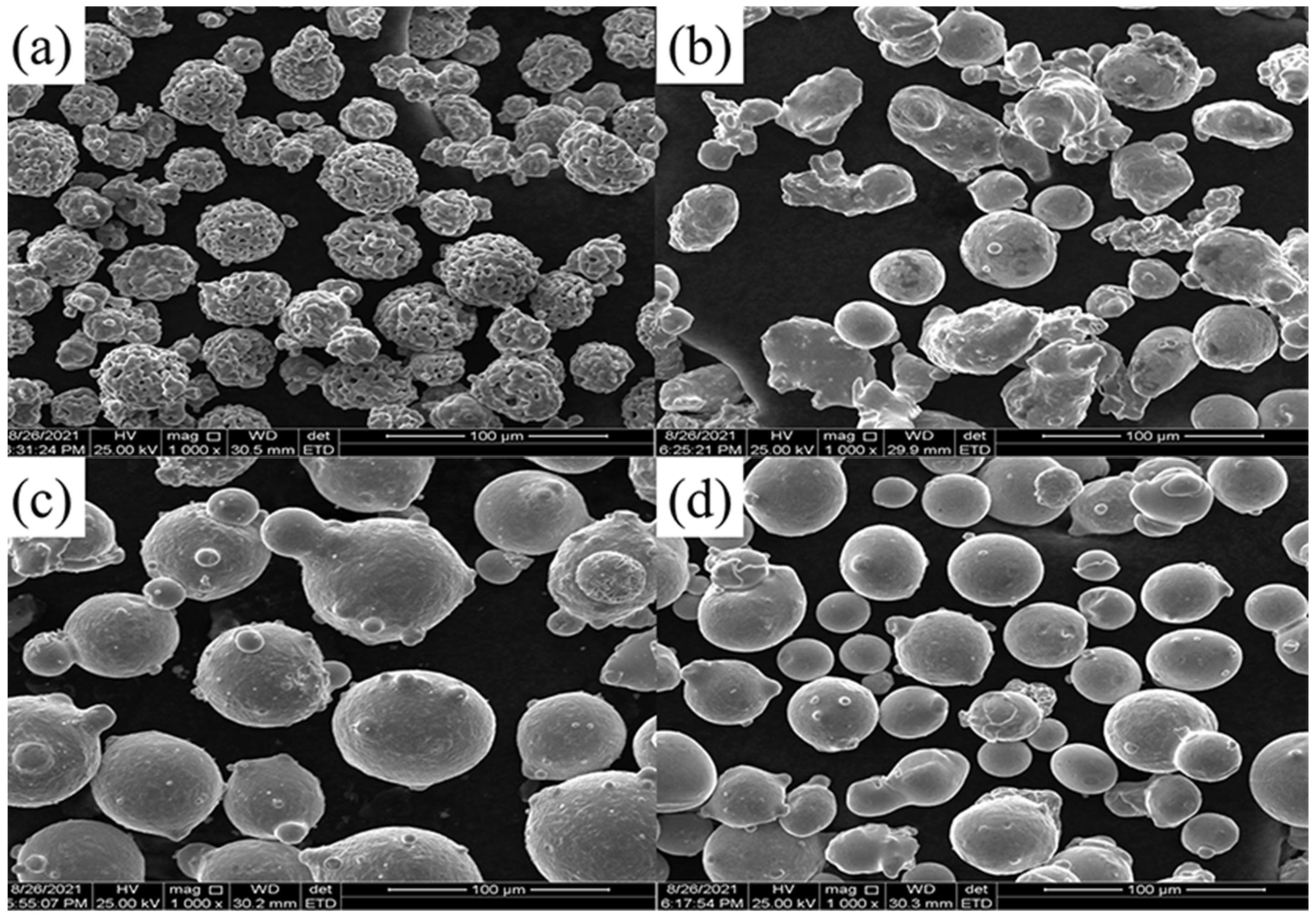
2.1. Experimental Materials
2.2. Experimental Methods and Samples Preparation
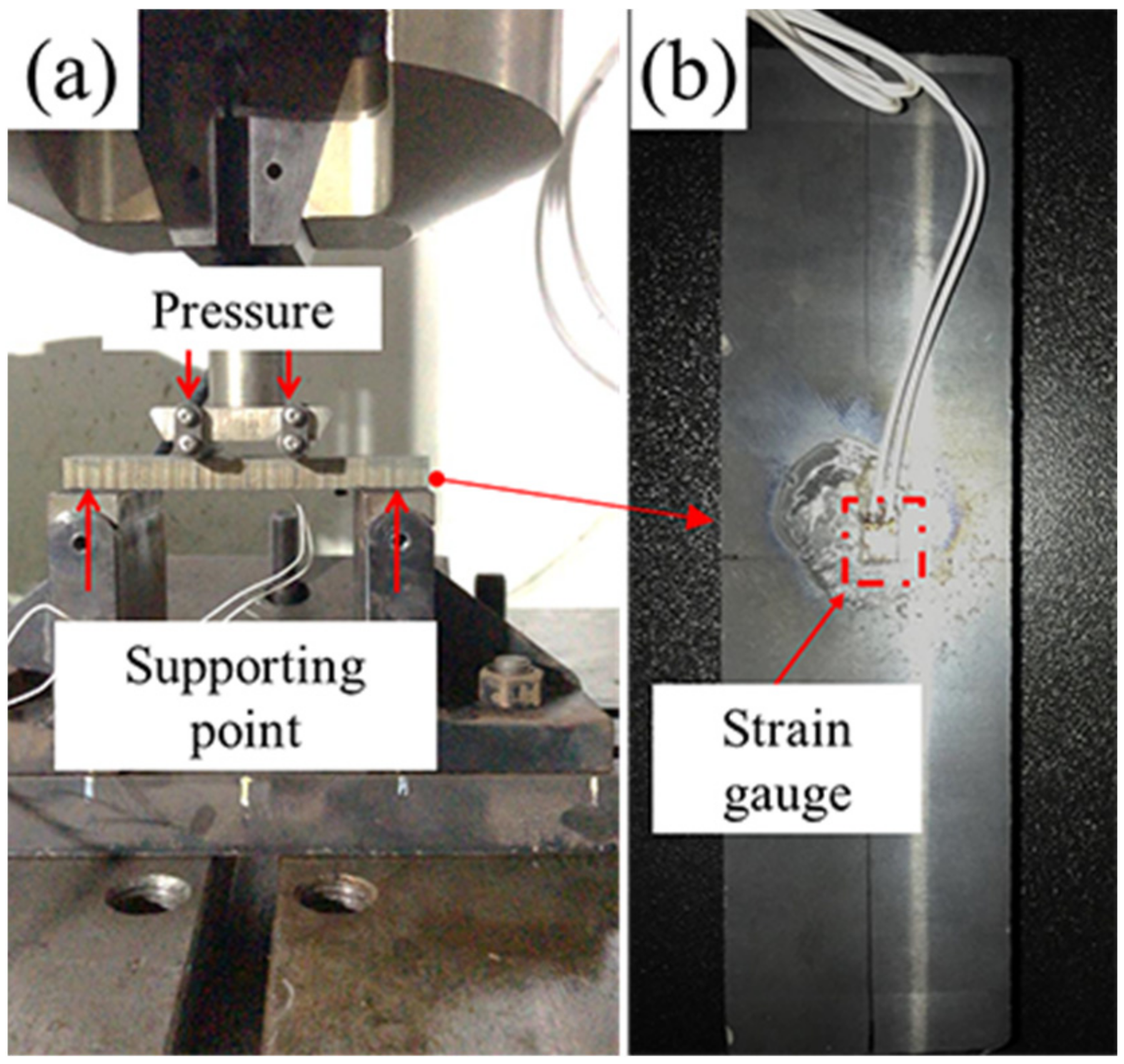
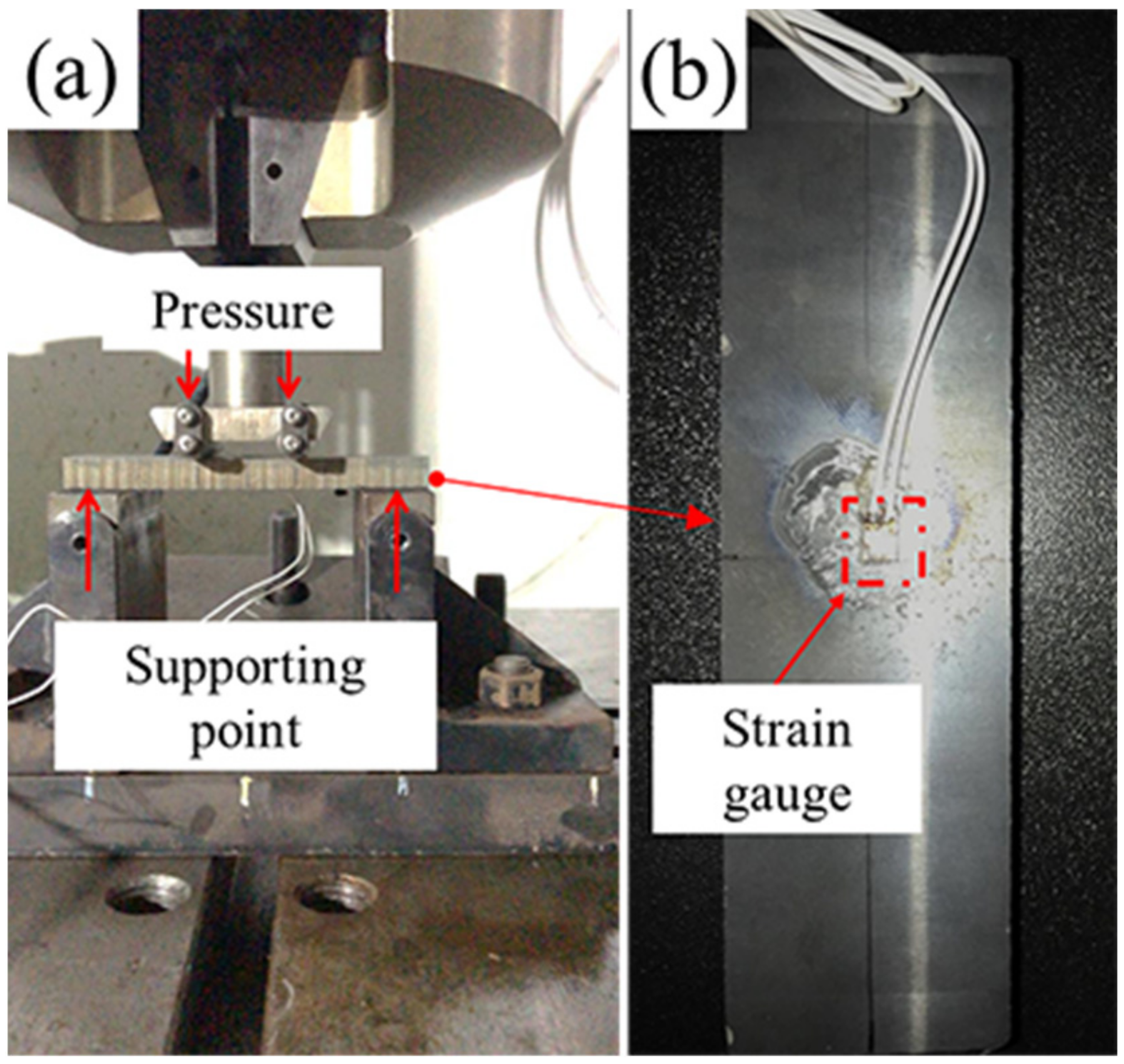
2.3. Dynamic Bending Tests
2.4. Electrochemical Measurements and Salt Spray Corrosion Tests
3. Results and Discussion
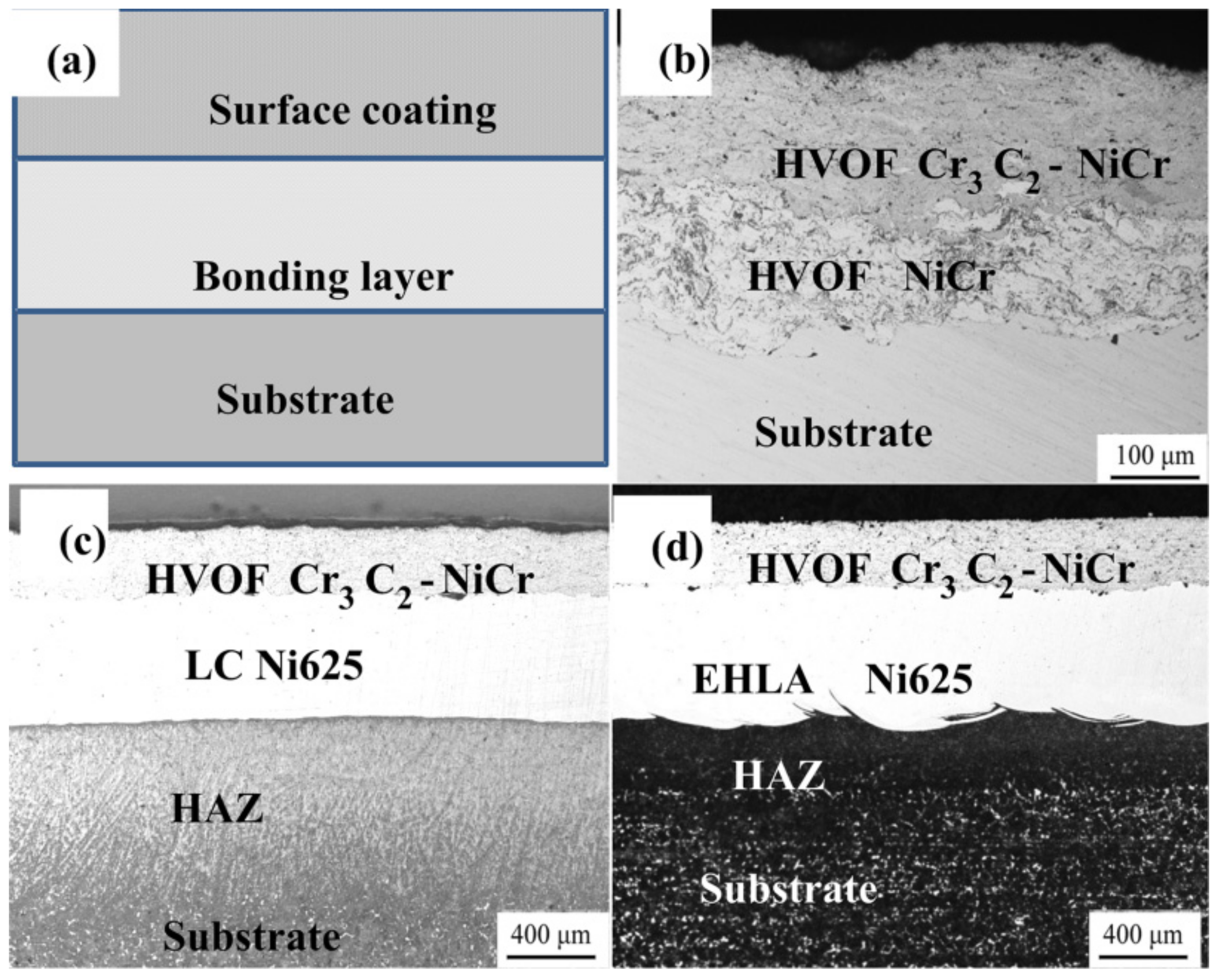
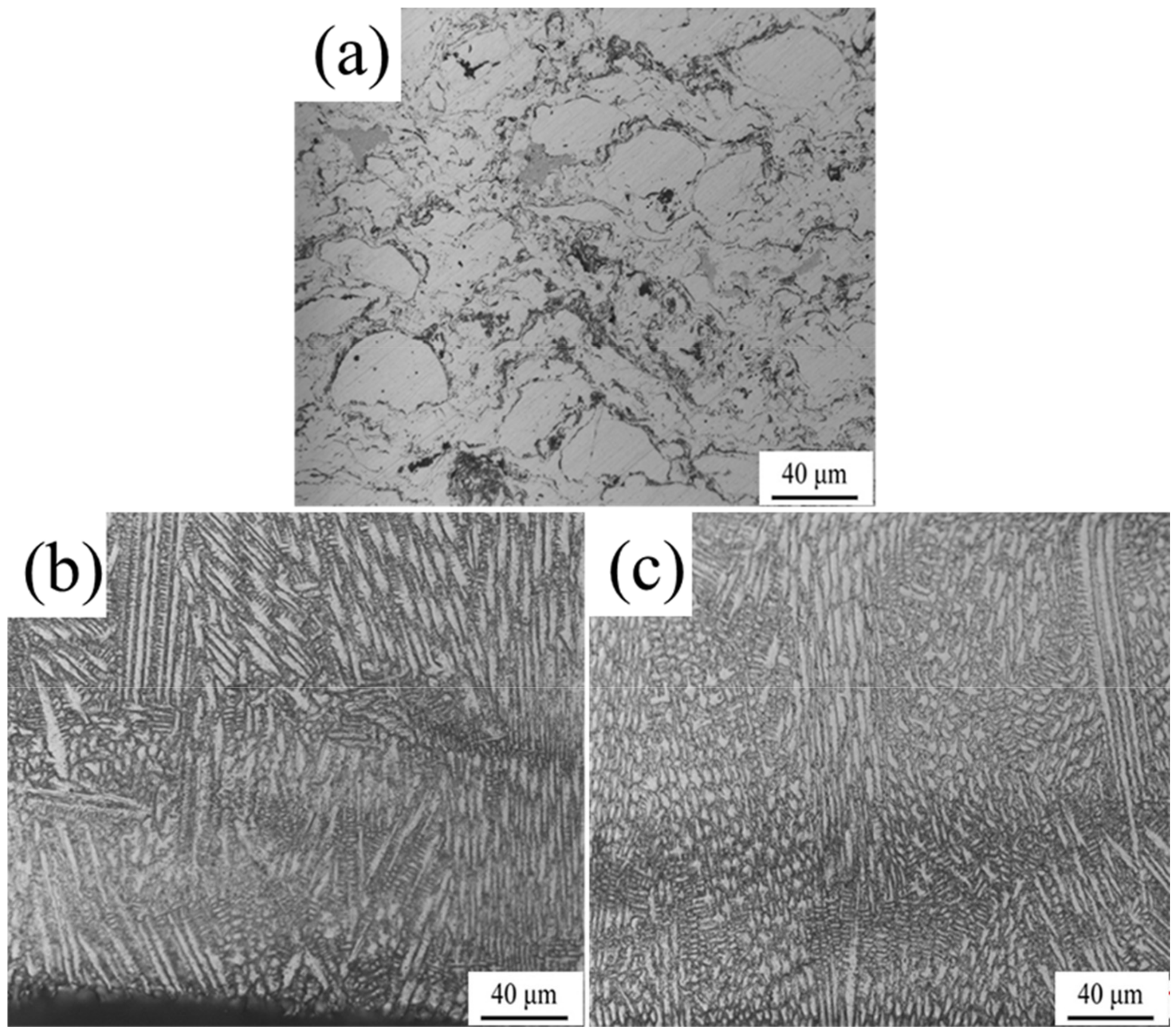
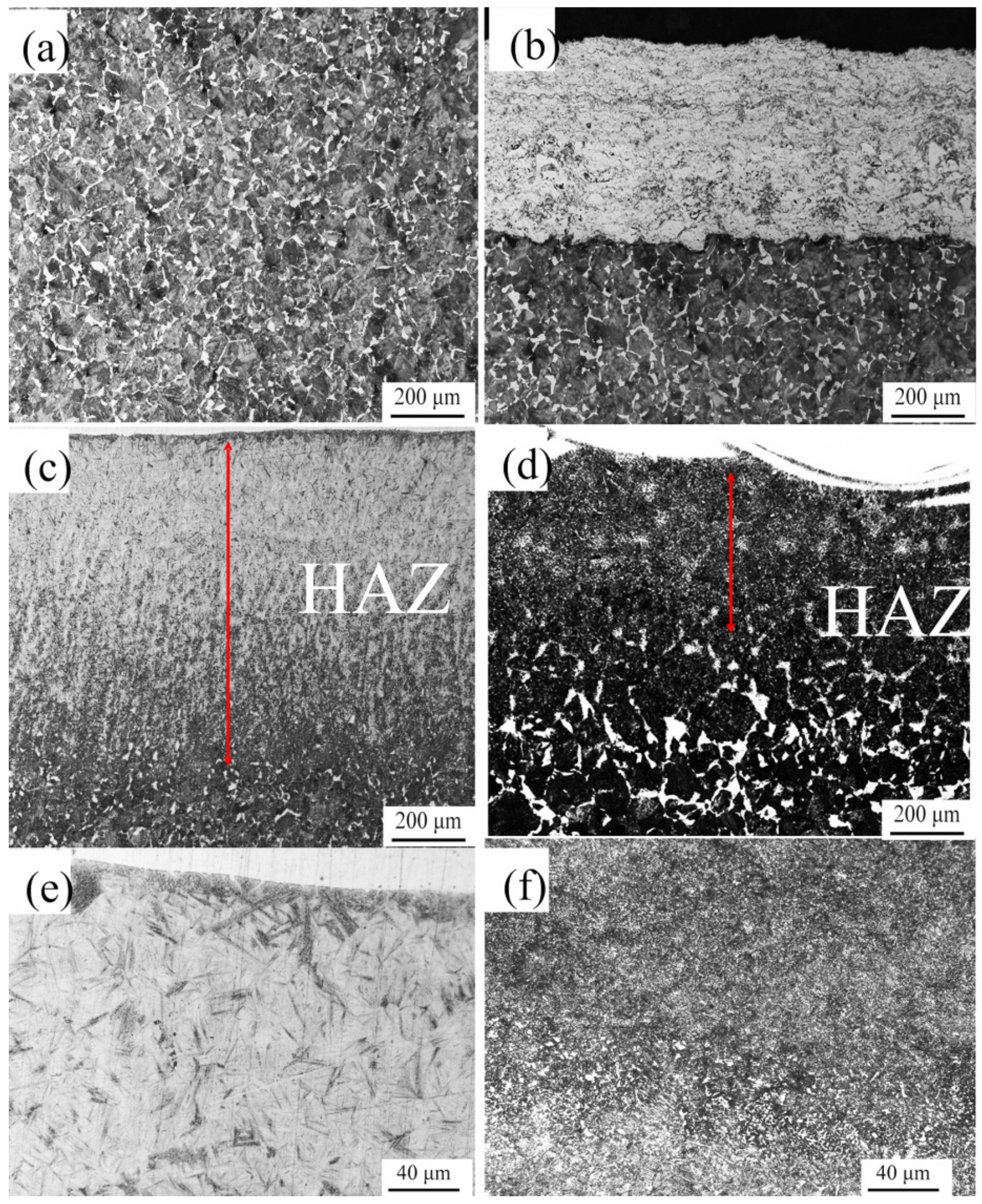
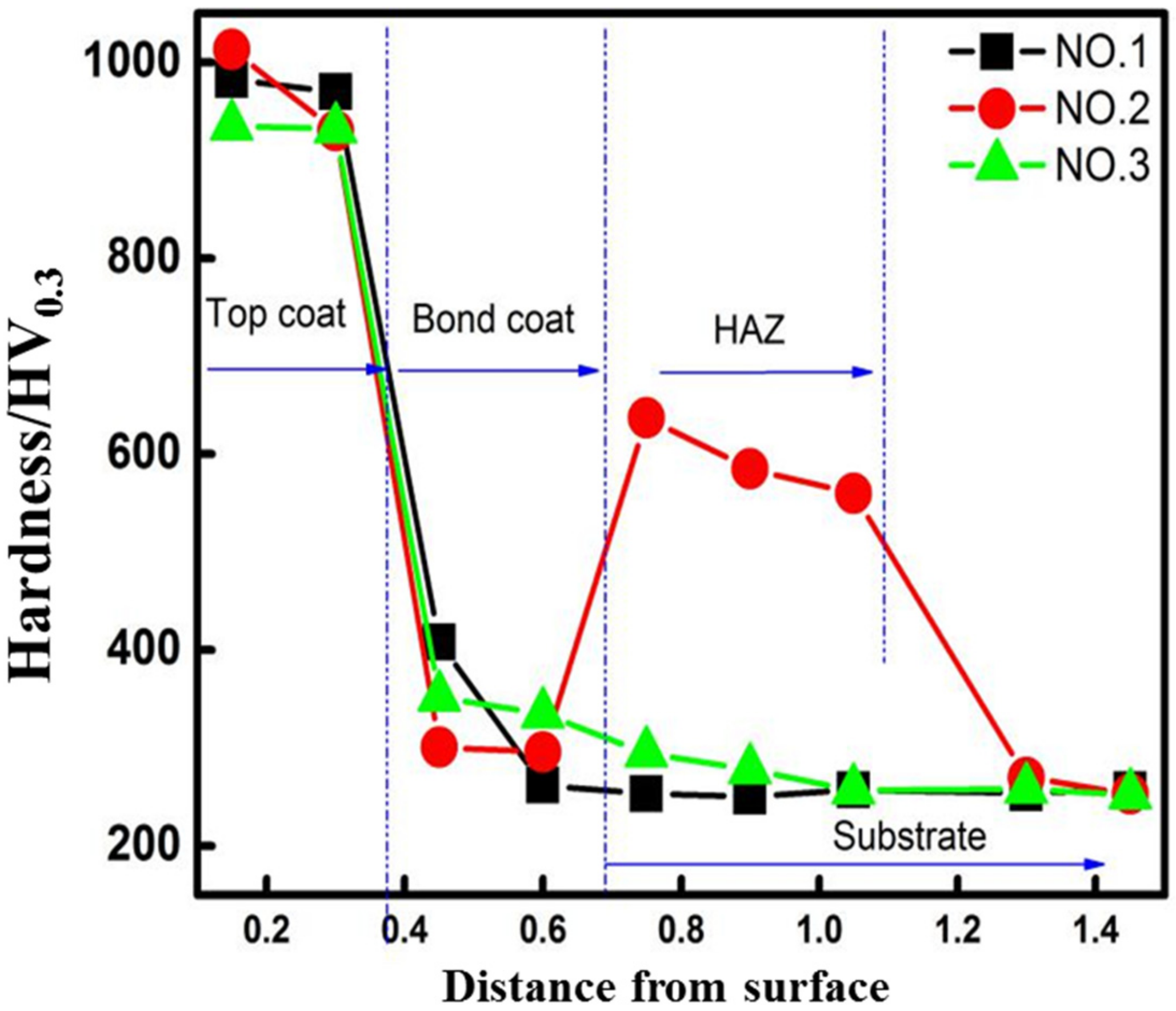
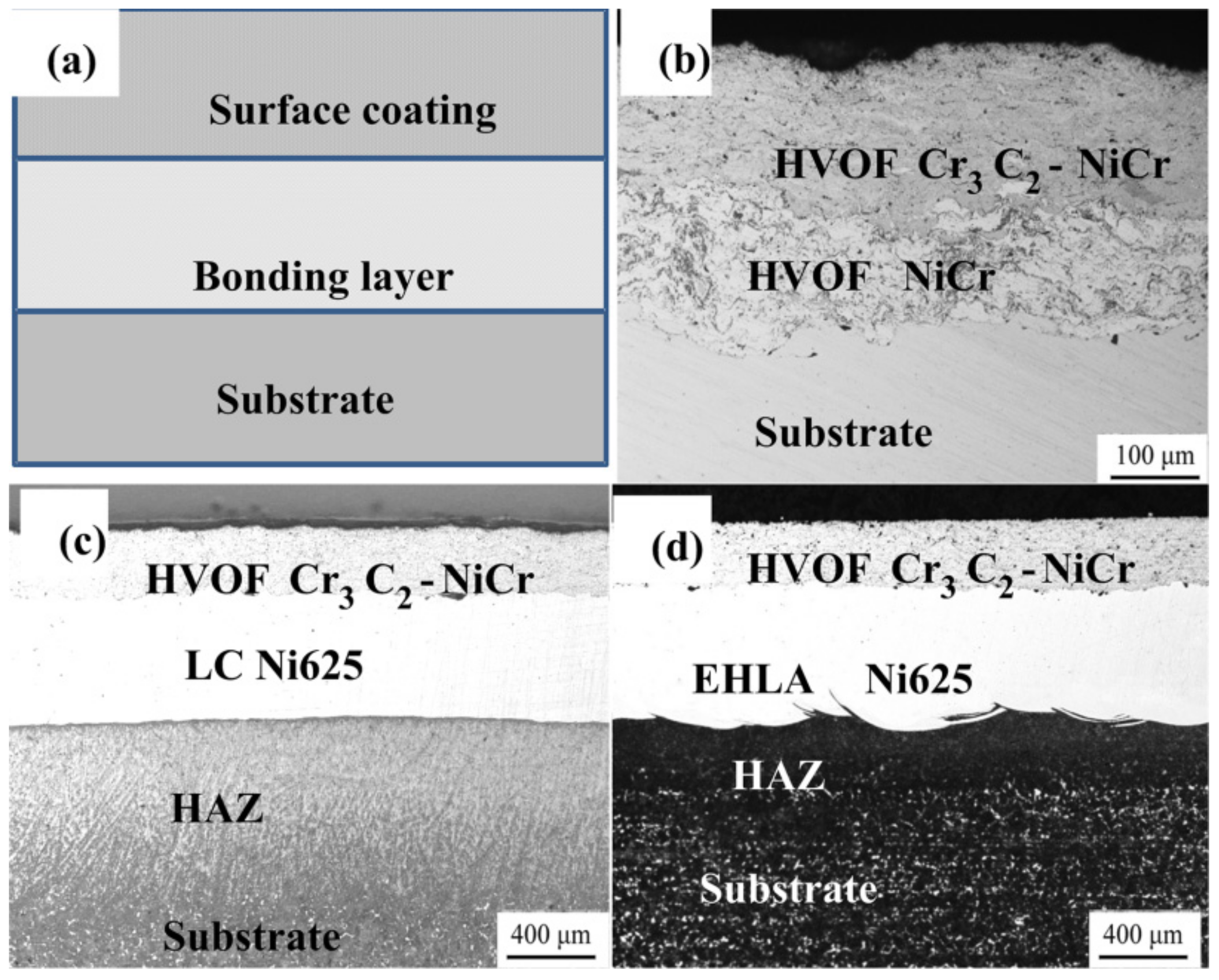
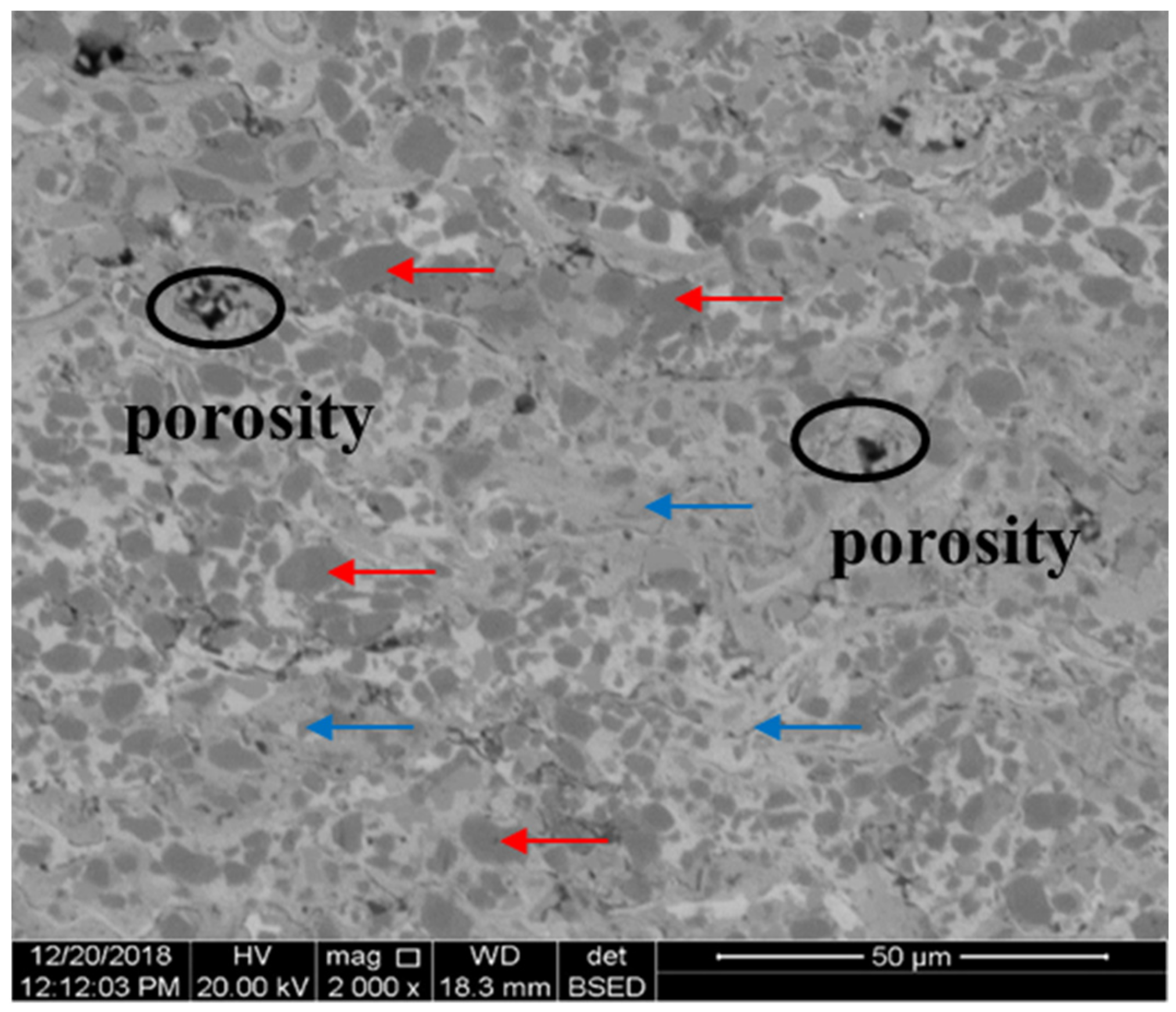
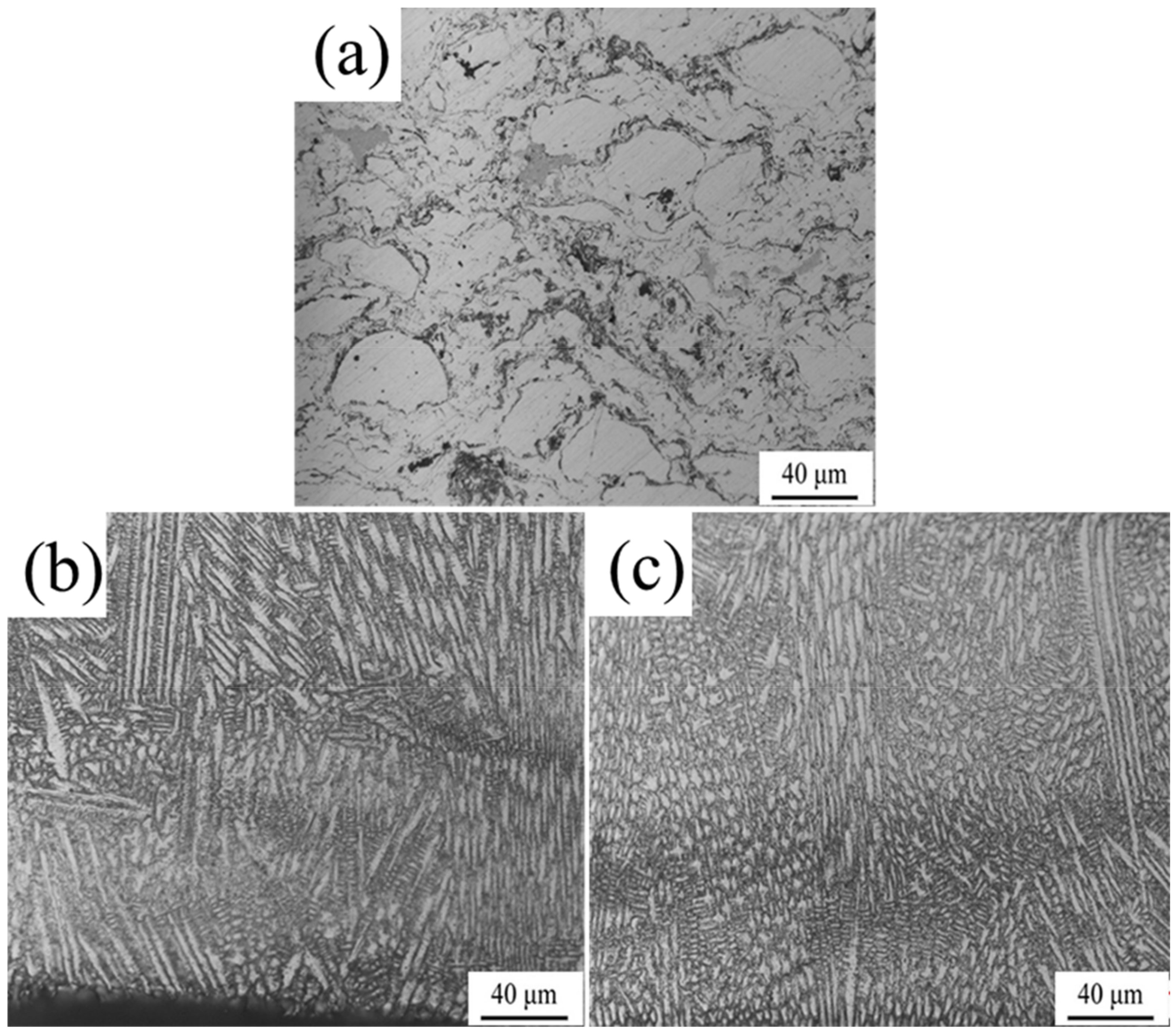
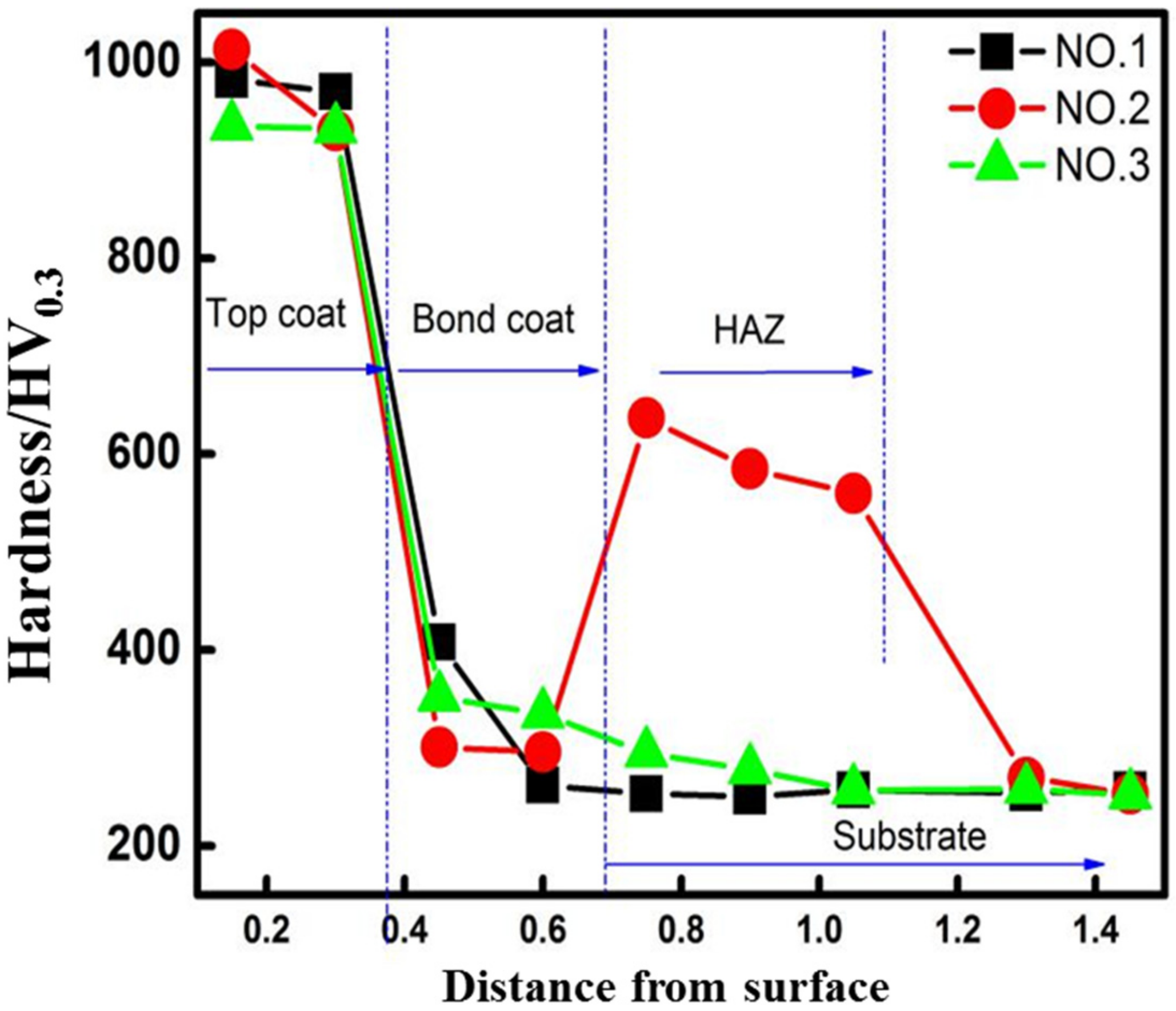
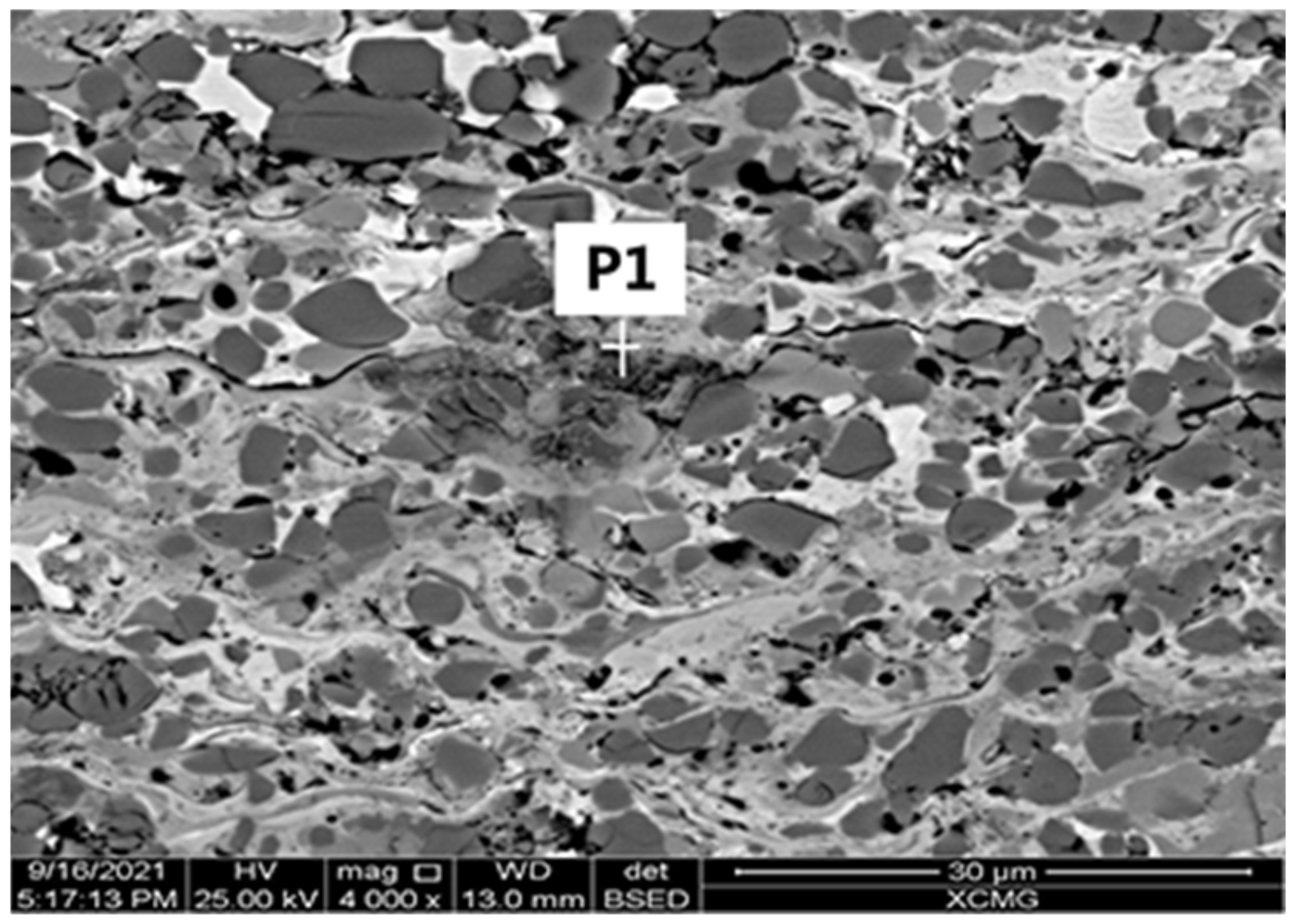
3.1. Details of Deposition Layers
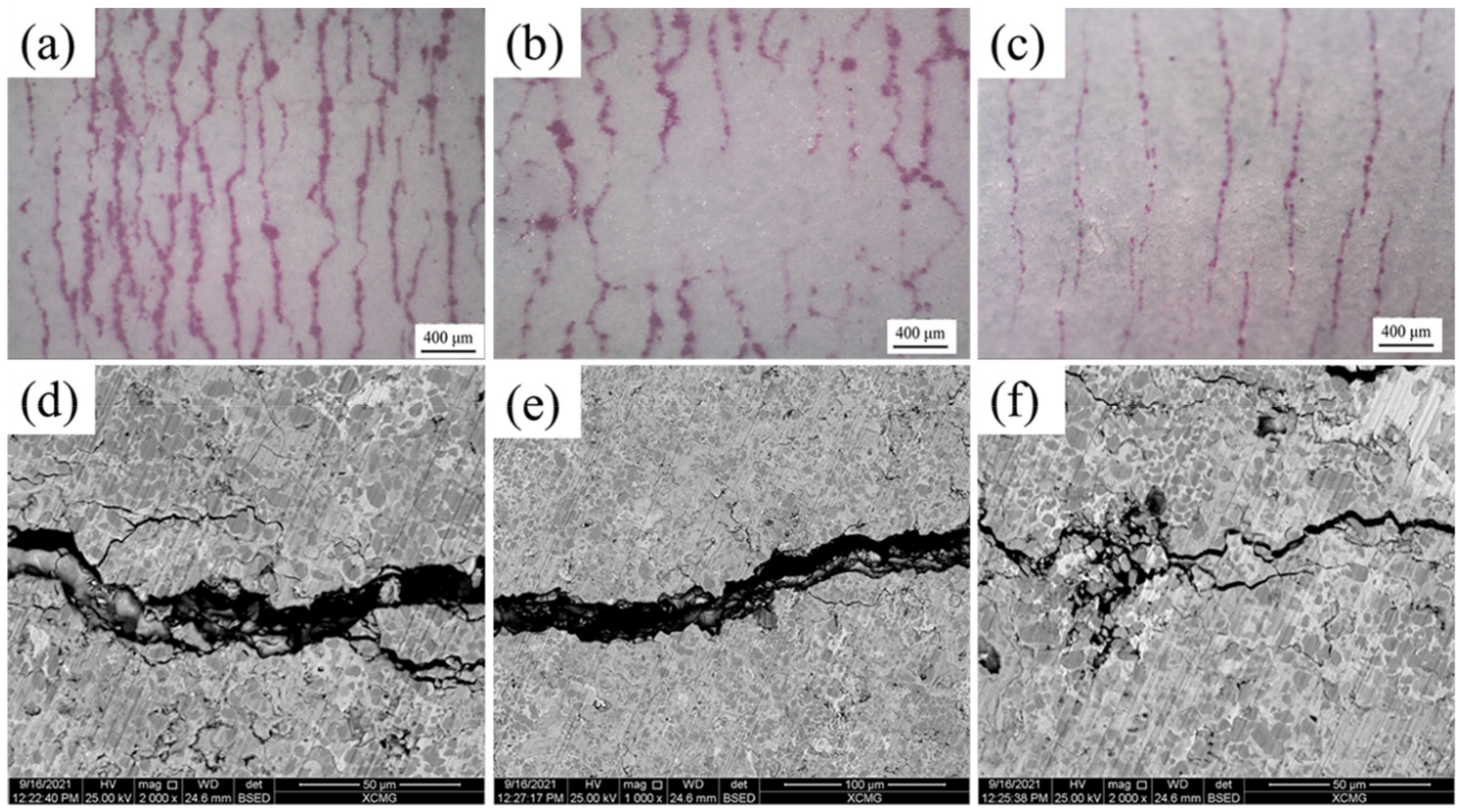
3.2. Dynamic Bend Tests
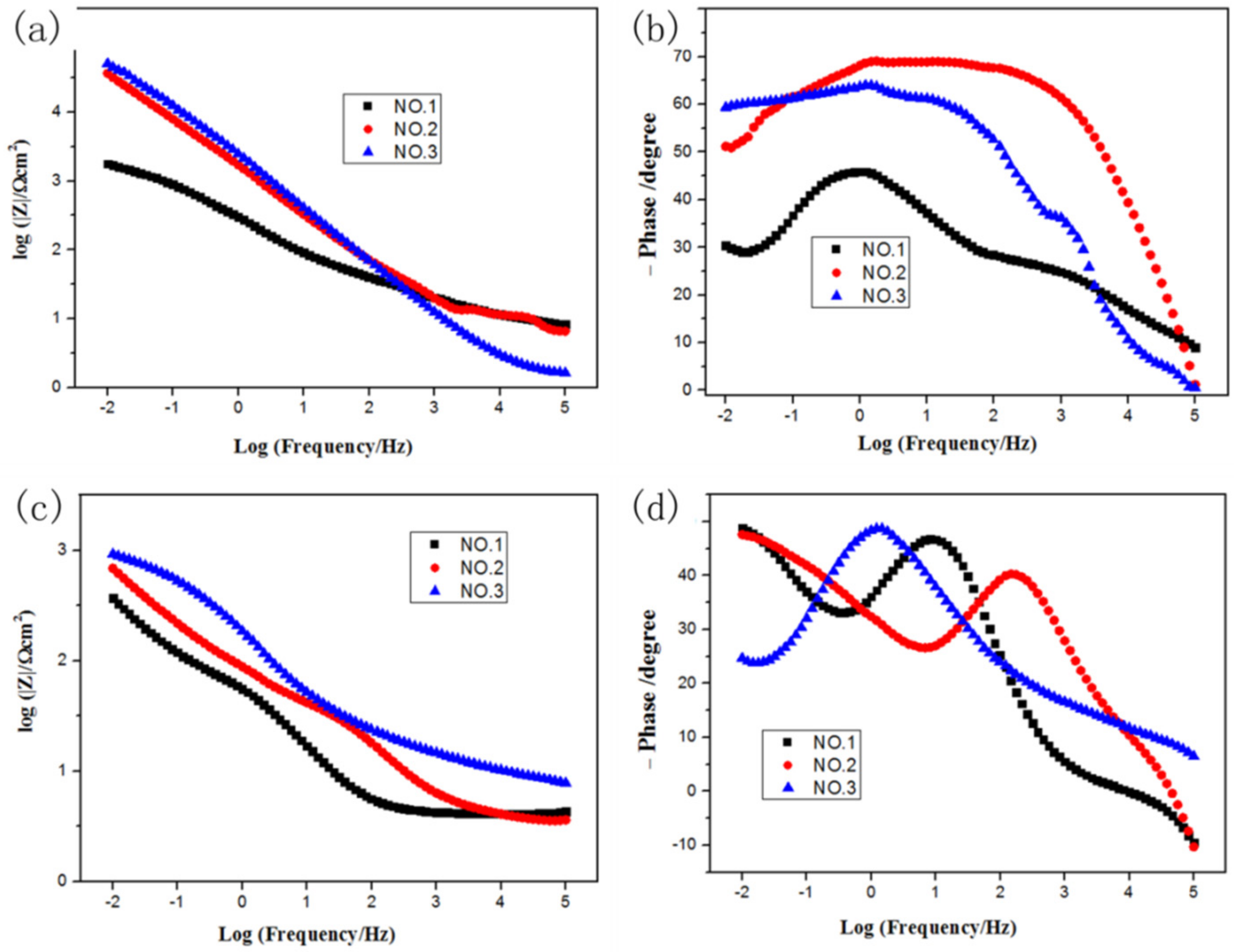
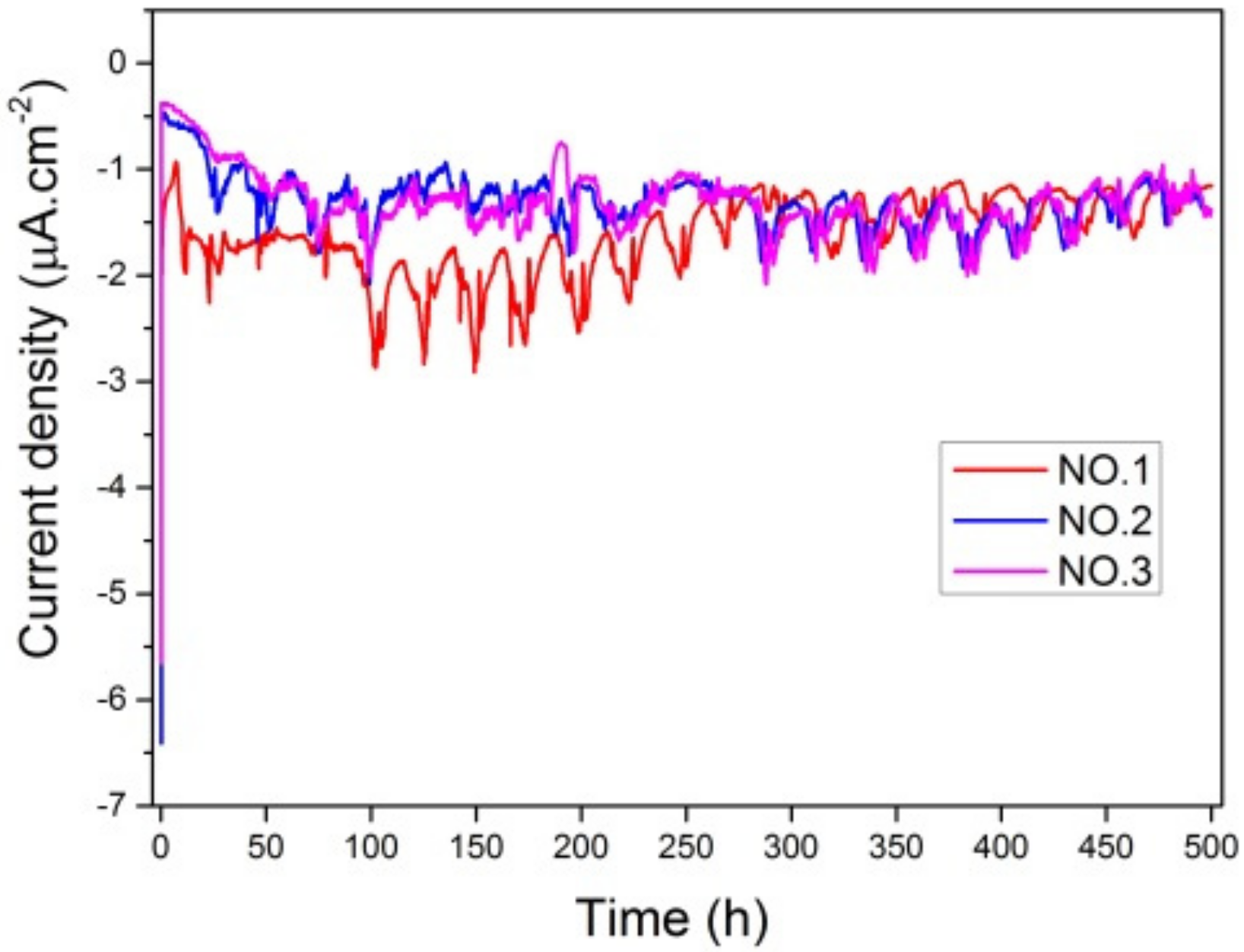
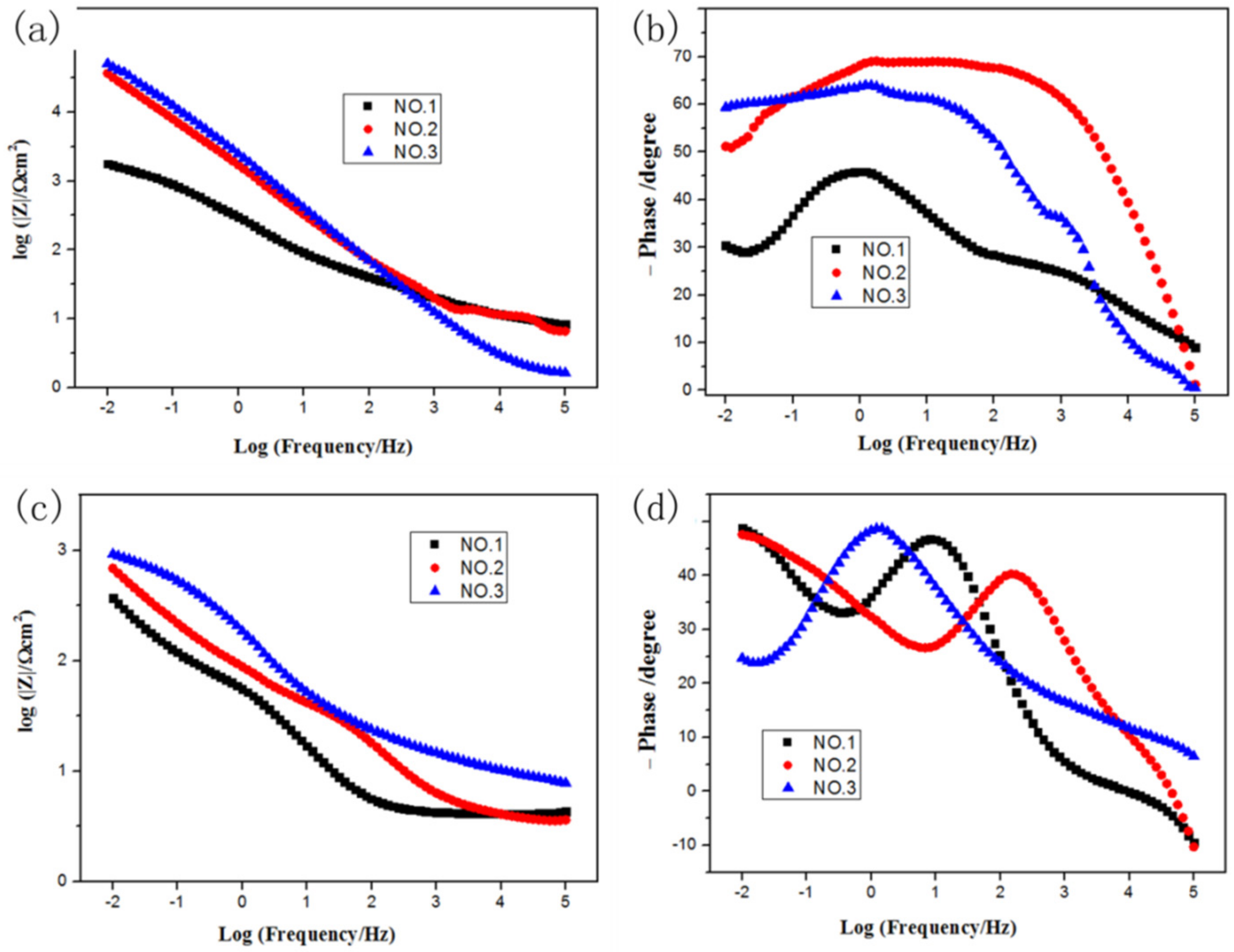
3.3. Electrochemical Behavior Analysis
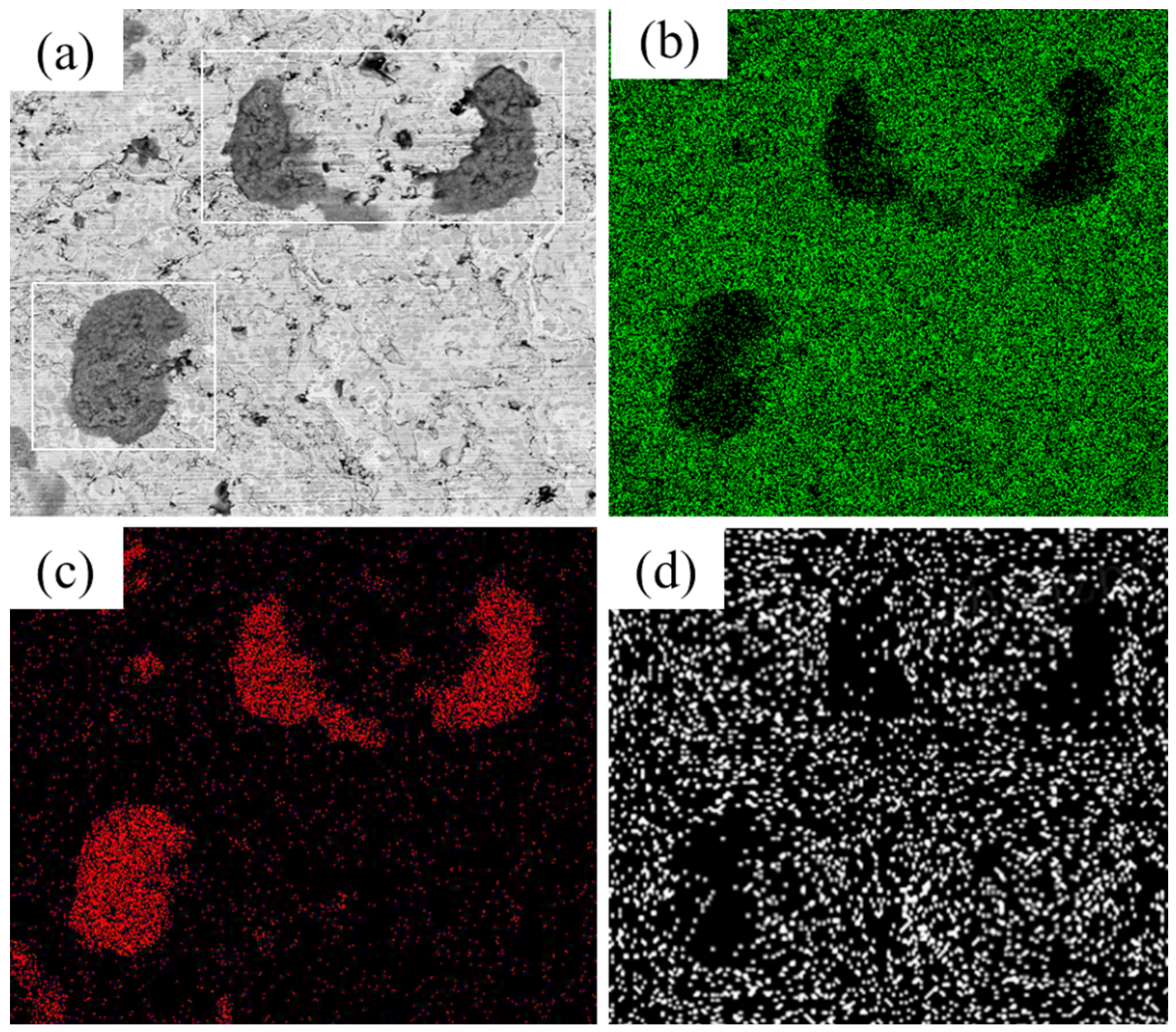
3.4. Salt Spray Corrosion Tests
4. Conclusions
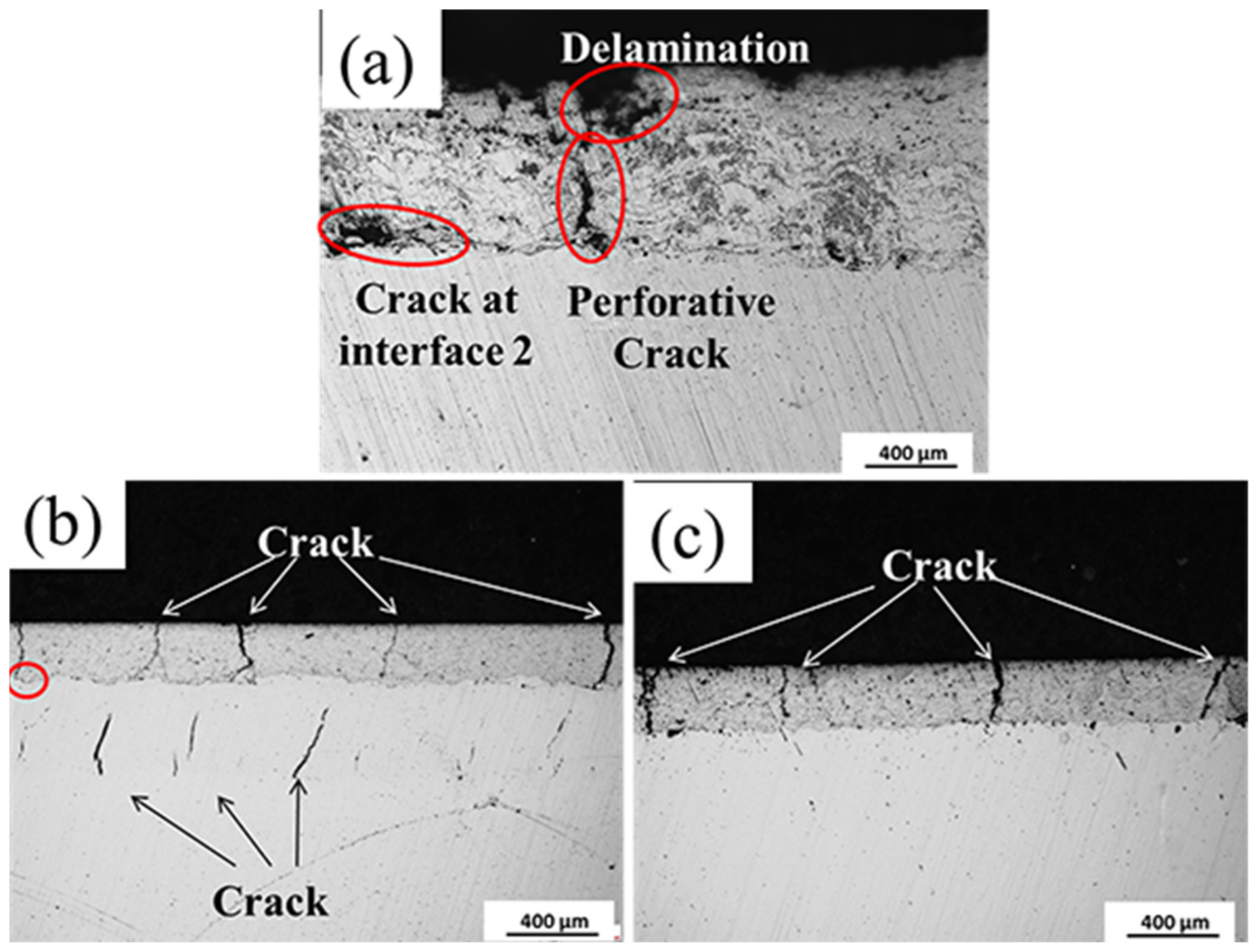
- The cycles of perforative cracks for the sample with the EHLA Ni625 bonding layer were almost three timeslarger than the sample with the HVOF NiCr layer.
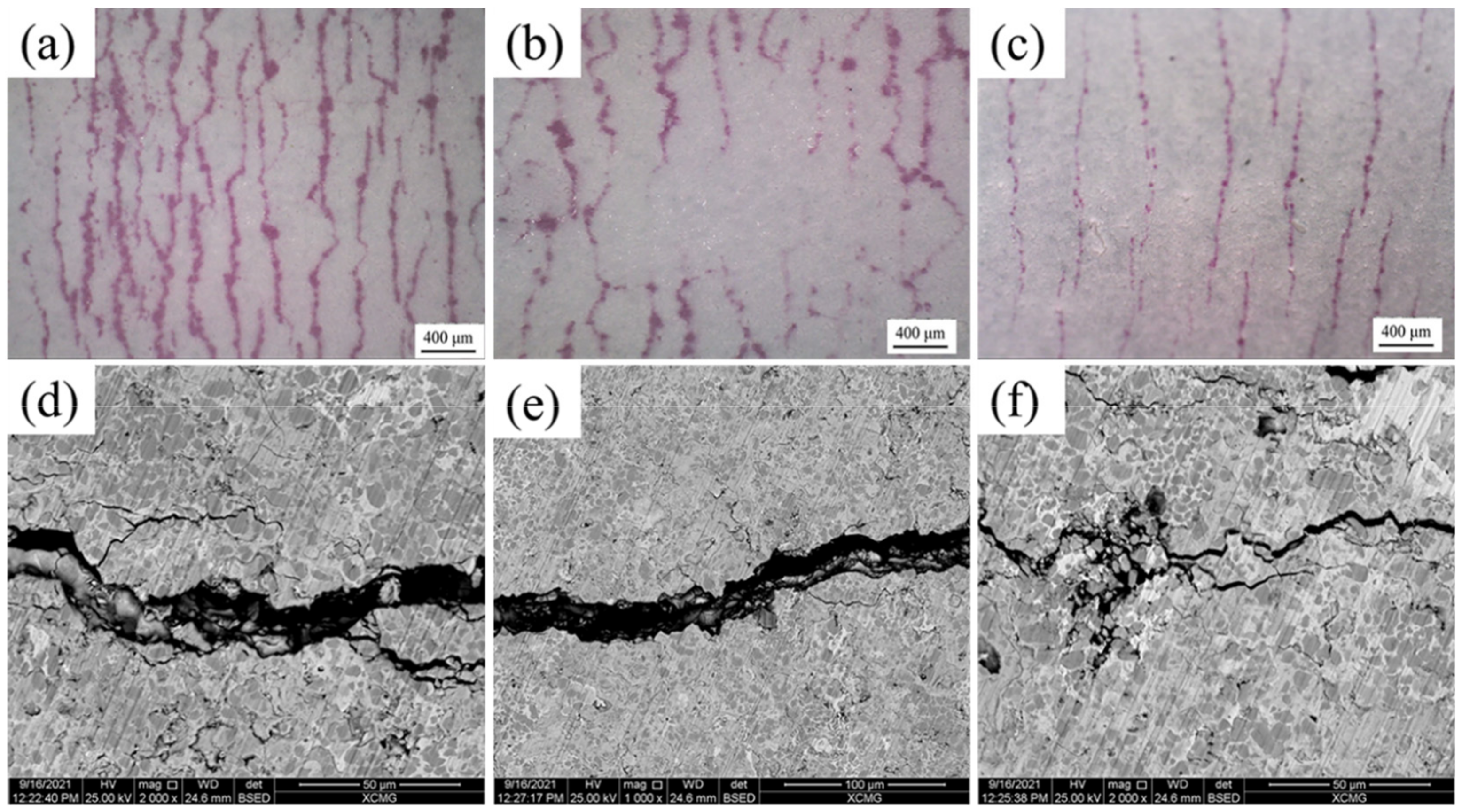
- The magnitude of EIS reduces from ~105 to ~103 for the sample before and after BFT, which is ascribed to the occurrence of fatigue cracks.
- The main mechanism of service life promotion under the fatigue and corrosion coupling environment is an improved bonding layer, including refinement grain, good metallurgical bonding with substrate and less interior defects (porosity, crack and unmelted particle).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Celik, E.; Culha, O.; Uyulgan, B.; Azem, N.F.A.; Ozdemir, I.; Turk, A. Assessment of microstructural and mechanical properties of HVOF sprayed WC-based cermet coatings for a roller cylinder. Surf. Coat. Technol. 2006, 200, 4320–4328. [Google Scholar] [CrossRef]
- Lin, J.; Hong, S.; Zheng, Y.; Sun, W.; Kang, M.; Fu, X. Cavitation erosion resistance in NaCl medium of HVOF sprayed WC-based cermet coatings at various flow velocities: A comparative study on the effect of Ni and CoCr binder phas. Int. J. Refract. Met. Hard Mater. 2021, 94, 105407. [Google Scholar] [CrossRef]
- Guilemany, J.M.; Ferna’ndeza, J.; Delgado, J.; Benedetti, A.V.; Climentc, F. Effects of thickness coating on the electrochemical behaviour of thermal spray Cr3C2–NiCr coatings. Surf. Coat. Technol. 2002, 153, 107–113. [Google Scholar] [CrossRef]
- Zhang, W.C.; Liu, L.B.; Zhang, M.T.; Huang, G.X.; Liang, J.S.; Li, X.; Zhang, L.G. Comparison between WC-10Co-4Cr and Cr3C2–25NiCr coatings sprayed on H13 steel by HVOF. Trans. Nonferrous Met. Soc. China 2015, 25, 3700–3707. [Google Scholar] [CrossRef]
- Mayer, A.R.; Bertuol, K.; Siqueira, I.B.A.F.; Chicoski, A.; Váz, R.F.; de Sousa, M.J.; Pukasiewicz, A.G.M. Evaluation of cavitation/corrosion synergy of the Cr3C2–25NiCr coating deposited by HVOF process. Ultrason. Sonochemistry 2020, 69, 105271. [Google Scholar] [CrossRef] [PubMed]
- Sidhu, T.S.; Prakash, S.; Agrawal, R.D. Hot corrosion studies of HVOF sprayed Cr3C2–NiCr and Ni–20Cr coatings on nickel-based superalloy at 900 °C. Surf. Coat. Technol. 2006, 201, 792–800. [Google Scholar] [CrossRef]
- Varis, T.; Suhonen, T.; Calonius, O.; Čuban, J.; Pietola, M. Optimization of HVOF Cr3C2–NiCr coating for increased fatigue performance. Surf. Coat. Technol. 2016, 305, 123–131. [Google Scholar] [CrossRef]
- Souza, R.C.; Voorwald, H.J.C.; Cioffi, M.O.H. Fatigue strength of HVOF sprayed Cr3C2–25NiCr and WC-10Ni on AISI 4340 steel. Surf. Coat. Technol. 2008, 203, 191–198. [Google Scholar] [CrossRef]
- Zavareh, M.A.; Sarhan, A.A.D.M.; Razak, B.B.A.; Basirun, W.J. The tribological and electrochemical behavior of HVOF-sprayed Cr3C2–NiCr ceramic coating on carbon steel. Ceram. Int. 2015, 41, 5387–5396. [Google Scholar] [CrossRef]
- Mayrhofer, E.; Janka, L.; Mayr, W.P.; Norpoth, J.; Ripoll, M.R.; Gröschl, M. Cracking resistance of Cr3C2–NiCr and WC-Cr3C2-Ni thermally sprayed coatings under tensile bending stress. Surf. Coat. Technol. 2015, 281, 169–175. [Google Scholar] [CrossRef]
- Henao, J.; Mazon, O.S.; Betancur, A.L.G.; Bedoya, J.H.; Espinosa-Arbelaez, D.G.; Salas, C.P.; Arteaga, C.C.; Castuera, J.C.; Gomez, L.M. Study of HVOF-sprayed hydroxyapatite/titania graded coatings under in-vitro conditions. J. Mater. Res. Technol. 2020, 6, 14002–14016. [Google Scholar] [CrossRef]
- Bobzin, K.; Zhao, L.D.; Wietheger, W.; Königstein, T. Key influencing factors for the thermal shock resistance of La2Zr2O7-based multilayer TBCs. Surf. Coat. Technol. 2020, 396, 125951. [Google Scholar] [CrossRef]
- Watanabe, M.; Komatsu, M.; Kuroda, S. Multilayered WC–Co/Cu coatings by warm spray deposition. Surf. Coat. Technol. 2011, 205, 5358–5368. [Google Scholar] [CrossRef]
- Zhang, X.C.; Xu, B.S.; Tu, S.T.; Xuan, F.Z.; Wang, H.D.; Wu, Y.X. Fatigue resistance and failure mechanisms of plasma-sprayed CrC–NiCr cermet coatings in rolling contact. Int. J. Fatigue 2009, 31, 906–915. [Google Scholar] [CrossRef]
- Berger, L.M.; Lipp, K.; Spatzier, J.; Bretschneider, J. Dependence of the rolling contact fatigue of HVOF-sprayed WC–17%Co hardmetal coatings on substrate hardness. Wear 2011, 271, 2080–2088. [Google Scholar] [CrossRef]
- Islam, M.; Azhar, M.R.; Fredj, N.; Burleigh, T.D.; Oloyede, O.R.; Almajid, A.A.; Shah, S.I. Influence of SiO2 nanoparticles on hardness and corrosion resistance of electroless Ni–P coatings. Surf. Coat. Technol. 2015, 261, 141–148. [Google Scholar] [CrossRef]
- Moshtaghi, M.; Safyari, M.; Mori, G. Hydrogen absorption rate and hydrogen diffusion in a ferritic steel coated with a micro- or nanostructured ZnNi coating. Electrochem. Commun. 2022, 134, 107169. [Google Scholar] [CrossRef]
- Grum, J.; Sturm, R. Influence of laser surface melt-hardening conditions on residual stresses in thin plates. Surf. Coat. Technol. 1998, 100, 455–458. [Google Scholar] [CrossRef]
- Qi, K.; Yang, Y. Microstructure, wear, and corrosion resistance of Nb-modified magnetic field-assisted Co-based laser cladding layers. Surf. Coat. Technol. 2022, 434, 128195. [Google Scholar] [CrossRef]
- Grum, J.; Šturm, R. Comparison of measured and calculated thickness of martensite and ledeburite shells around graphite nodules in the hardened layer of nodular iron after laser surface remelting. Appl. Surf. Sci. 2002, 187, 116–123. [Google Scholar] [CrossRef]
- Nie, M.H.; Zhang, S.; Wang, Z.Y.; Zhang, H.F.; Zhang, C.H.; Chen, H.T. Development of a novel method for measuring the interfacial bonding strength of laser cladding coatings. Opt. Laser Technol. 2022, 148, 107699. [Google Scholar] [CrossRef]
- Luo, L.R.; Shan, X.; Zou, Z.H.; Zhao, C.S.; Wang, X.; Zhang, A.P.; Zhao, X.F.; Guo, F.W.; Xiao, P. A high performance NiCoCrAlY bond coat manufactured using laser powder deposition. Corros. Sci. 2017, 126, 356–365. [Google Scholar] [CrossRef] [Green Version]
- Yuan, W.Y.; Li, R.F.; Chen, Z.H.; Gu, J.Y.; Tian, Y.T. A comparative study on microstructure and properties of traditional laser cladding and high-speed laser cladding of Ni45 alloy coatings. Surf. Coat. Technol. 2021, 405, 126582. [Google Scholar] [CrossRef]
- Xu, Q.L.; Zhang, Y.; Liu, S.H.; Li, C.J.; Li, C.X. High-temperature oxidation behavior of CuAlNiCrFe high-entropy alloy bond coats deposited using high-speed laser cladding process. Surf. Coat. Technol. 2020, 398, 126093. [Google Scholar] [CrossRef]
- Zhang, X.Y.; Li, F.; Li, Y.; Lu, Q.; Li, Z.; Lu, H.; Ran, X.; Qi, X. Comparison on multi-angle erosion behavior and mechanism of Cr3C2–NiCr coatings sprayed by SPS and HVOF. Surf. Coat. Technol. 2020, 403, 126366. [Google Scholar] [CrossRef]
- Matikainen, V.; Peregrina, S.R.; Ojala, N.; Koivuluoto, H.; Schubert, J.; Houdková, Š.; Vuoristo, P. Erosion wear performance of WC–10Co4Cr and Cr3C2–25NiCr coatings sprayed with high-velocity thermal spray processes. Surf. Coat. Technol. 2019, 370, 196–212. [Google Scholar] [CrossRef]
- Vashishtha, N.; Sapate, S.G.; Sahariah, B.J.; Bagde, P. Microstructural characterization and wear behaviour of High Velocity Oxy-Fuel sprayed Cr3C2–25NiCr coating. Mater. Today: Proc. 2018, 5, 17686–17693. [Google Scholar] [CrossRef]
- He, B.; Zhang, L.J.; Zhu, Q.H.; Wang, J.; Yun, X.; Luo, J.S.; Chen, Z.K. Effect of solution treated 316L layer fabricated by laser cladding on wear and corrosive wear resistance. Opt. Laser Technol. 2020, 121, 105788. [Google Scholar] [CrossRef]
- Fesharaki, M.N.; Razavi, R.S.; Mansouri, H.A.; Jamali, H. Microstructure investigation of Inconel 625 coating obtained by laser cladding and TIG cladding methods. Surf. Coat. Technol. 2018, 353, 25–31. [Google Scholar] [CrossRef]
- Shen, F.; Tao, W.; Li, L.Q.; Zhou, Y.D.; Wang, W.; Wang, S.L. Effect of microstructure on the corrosion resistance of coatings by extreme high speed laser cladding. Appl. Surf. Sci. 2020, 517, 146085. [Google Scholar] [CrossRef]
- Hugo, R.C.; Kung, H.; Weertman, J.R.; Mitra, R.; Knapp, J.A.; Follstaedt, M.D. In-situ TEM tensile testing of DC magnetron sputtered and pulsed laser deposited Ni thin films. Acta Mater. 2003, 51, 1937–1943. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Mo | Si | Mn | Fe |
|---|---|---|---|---|---|
| 0.38–0.43 | 0.8–1.1 | 0.15–0.25 | 0.15–0.35 | 0.75–1.0 | Bal. |
| Fe | C | Cr | Mo | Si | Mn | Cu | Ti | Nb | Ni |
|---|---|---|---|---|---|---|---|---|---|
| 5 | 0.1 | 21.5 | 9 | 0.5 | 0.5 | 0.5 | 0.4 | 4 | Bal. |
| Sample | Manufacturing Process |
|---|---|
| 1 | Grit-blasting→HVOF NiCr→HVOF Cr3C2–NiCr |
| 2 | LC→turning→grit-blasting→HVOF Cr3C2–NiCr |
| 3 | EHLA→grit-blasting→HVOF Cr3C2–NiCr |
| Process | Parameters | Values |
|---|---|---|
| Grit-blasting | Air pressure (MPa) | 0.7–0.9 |
| Blalting distance (mm) | 200 | |
| Blalting speed (mm/s) | 200 | |
| Blasting angle (°) | 90 | |
| HVOF | Oxygen flow (SCFH) Propylene flow (SCFH) Powder feed rate (g/min) Spray distance (mm) Spray speed (mm·min−1) Layer thickness (mm) | 950–975 115–130 60–65 180 1000–1500 0.1 |
| LC | laser power, W | 3800 |
| scanning speed, mm/s | 40 | |
| overlap ratio | 50% | |
| EHLA | laser power, W | 2200 |
| scanning speed, mm/s | 300 | |
| overlap ratio | 50% |
| Element | C | O | Cr | Mn | Ni |
|---|---|---|---|---|---|
| Content | 1.63 | 7.17 | 62.07 | 6.53 | 22.61 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, B.; Zhang, L.; Yun, X.; Wang, J.; Zhou, G.; Chen, Z.; Yuan, X. Comparative Study of HVOF Cr3C2–NiCr Coating with Different Bonding Layer on the Interactive Behavior of Fatigue and Corrosion. Coatings 2022, 12, 307. https://doi.org/10.3390/coatings12030307
He B, Zhang L, Yun X, Wang J, Zhou G, Chen Z, Yuan X. Comparative Study of HVOF Cr3C2–NiCr Coating with Different Bonding Layer on the Interactive Behavior of Fatigue and Corrosion. Coatings. 2022; 12(3):307. https://doi.org/10.3390/coatings12030307
Chicago/Turabian StyleHe, Bing, Lijie Zhang, Xiao Yun, Jing Wang, Guangzhi Zhou, Zhikai Chen, and Xiaoming Yuan. 2022. "Comparative Study of HVOF Cr3C2–NiCr Coating with Different Bonding Layer on the Interactive Behavior of Fatigue and Corrosion" Coatings 12, no. 3: 307. https://doi.org/10.3390/coatings12030307
APA StyleHe, B., Zhang, L., Yun, X., Wang, J., Zhou, G., Chen, Z., & Yuan, X. (2022). Comparative Study of HVOF Cr3C2–NiCr Coating with Different Bonding Layer on the Interactive Behavior of Fatigue and Corrosion. Coatings, 12(3), 307. https://doi.org/10.3390/coatings12030307