
Effect of Cryogenic Treatment on the Microstructure and Wear Resistance of 17Cr2Ni2MoVNb Carburizing Gear Steel



Abstract
:1. Introduction
2. Experiment
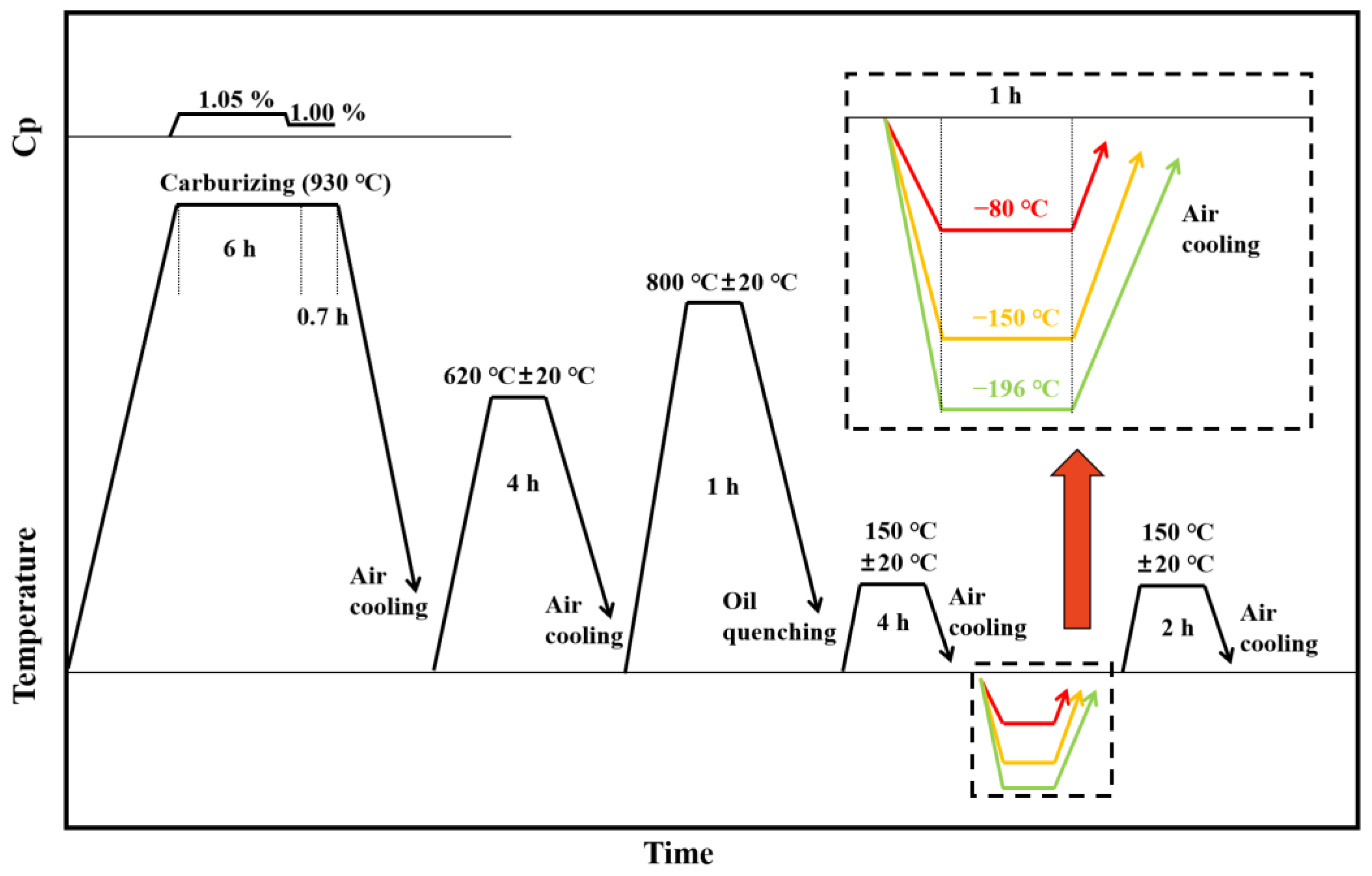
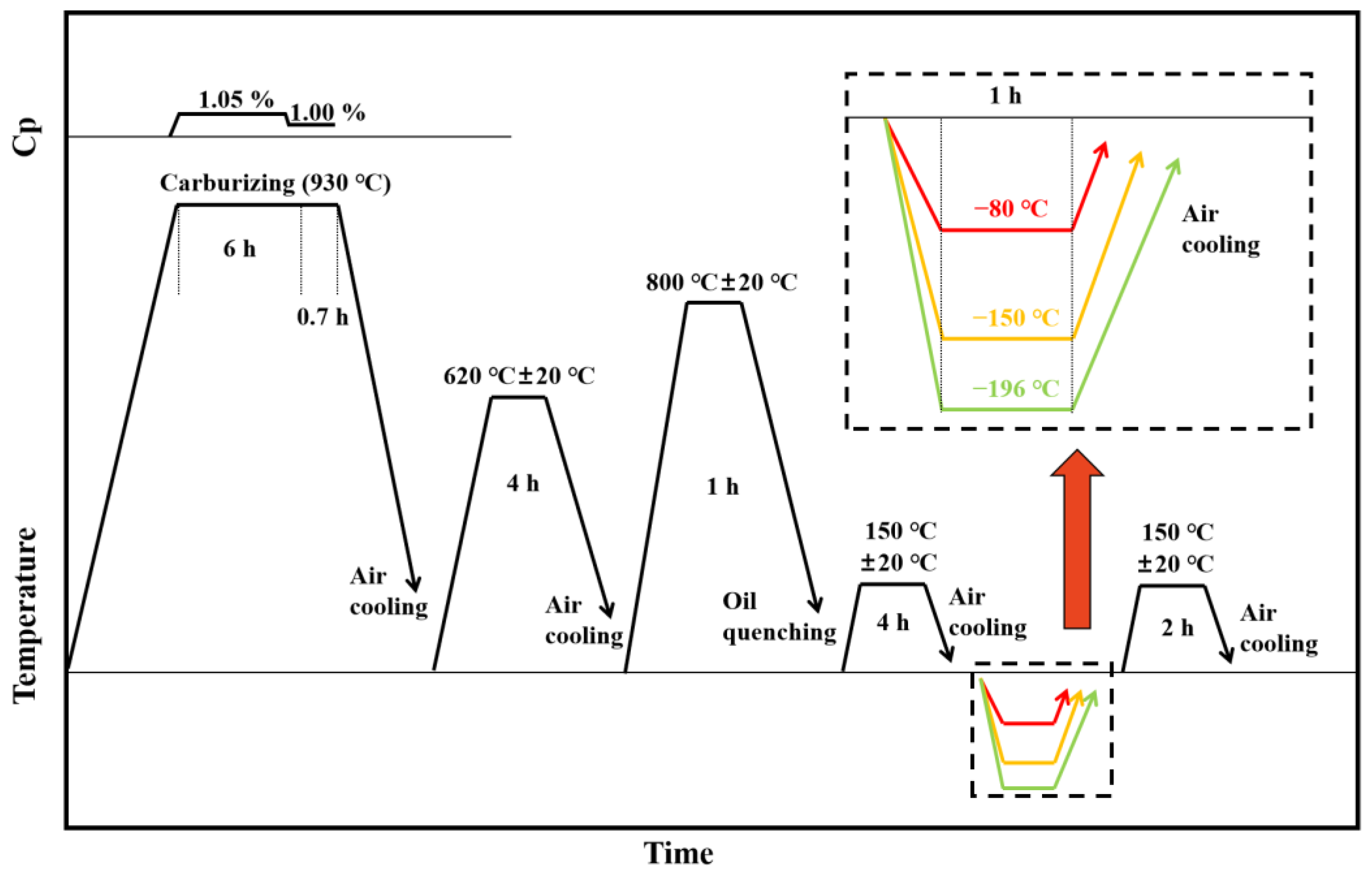
2.1. Materials and Heat Treatment
2.2. Microstructural Characterization
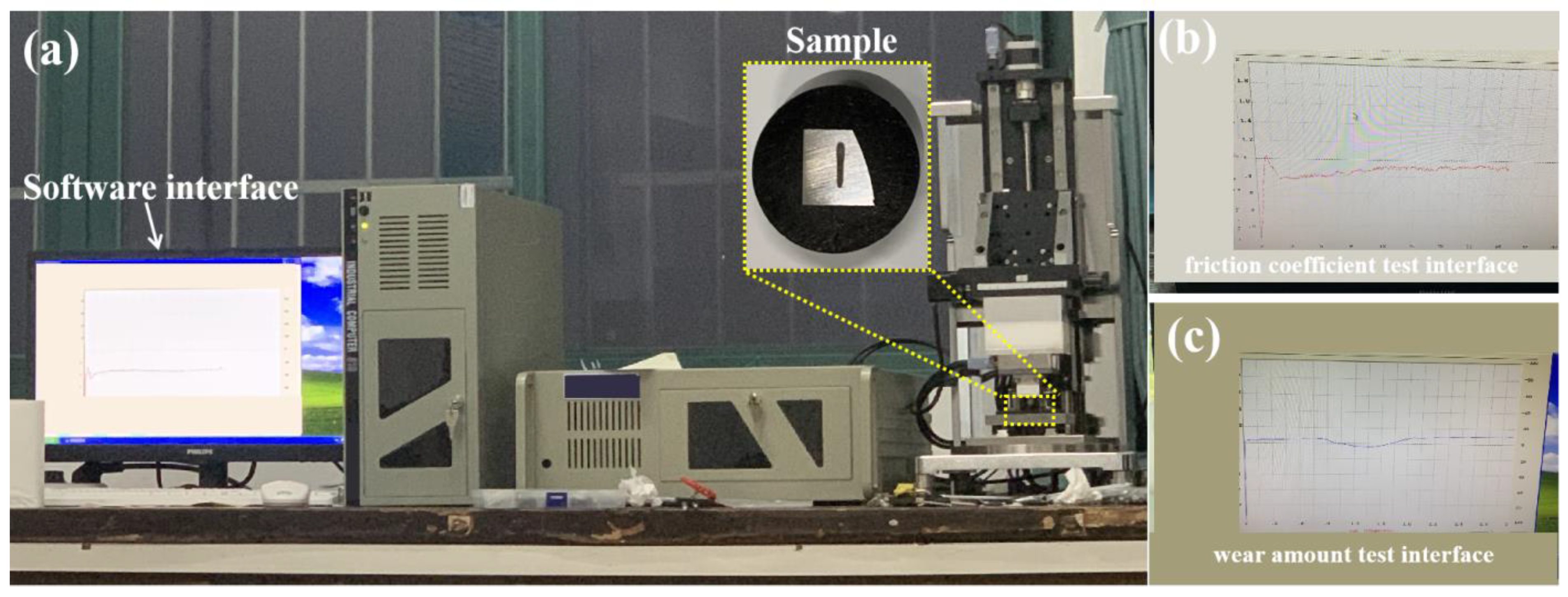
2.3. Microhardness and Wear Resistance Tests
3. Results and Discussion
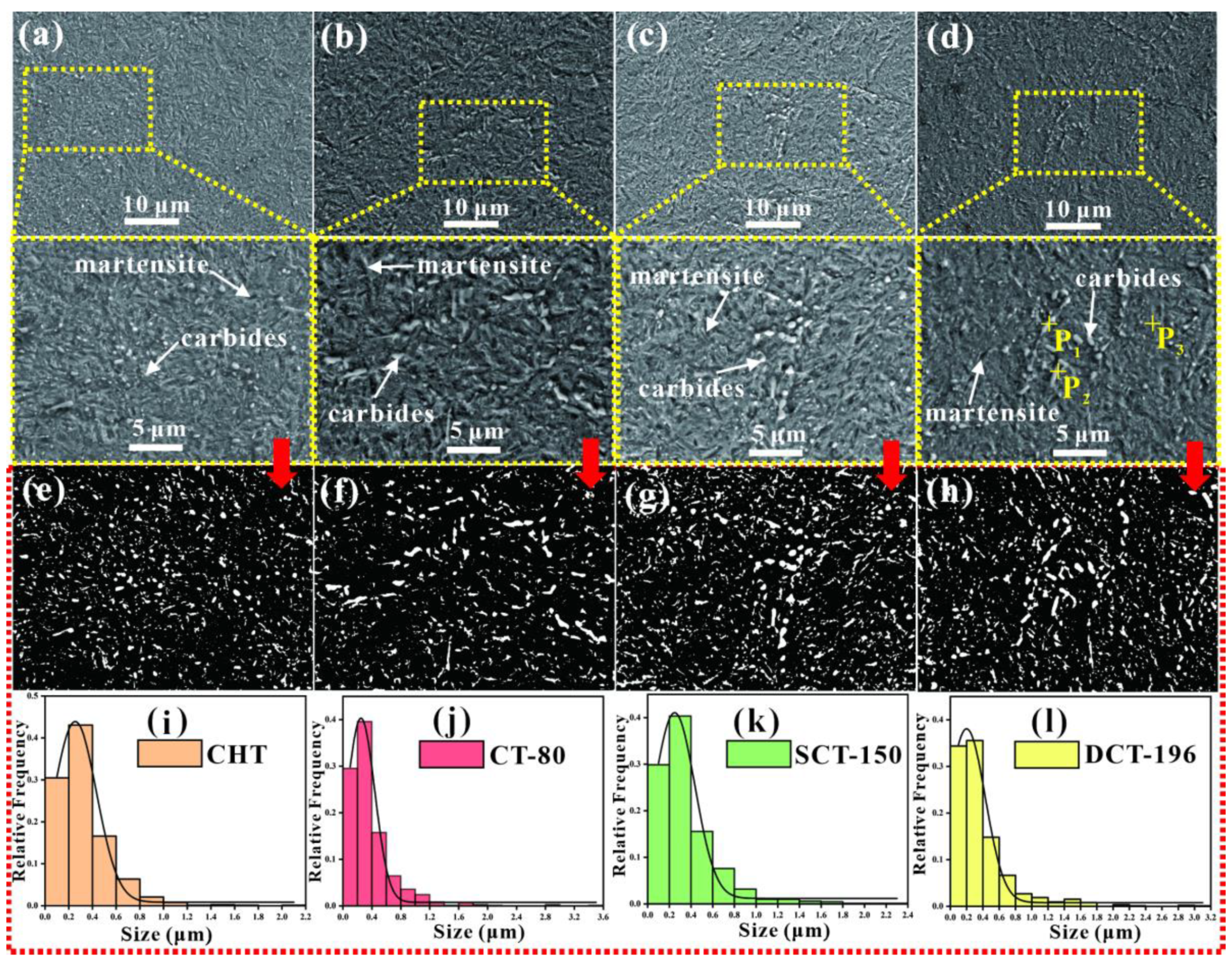
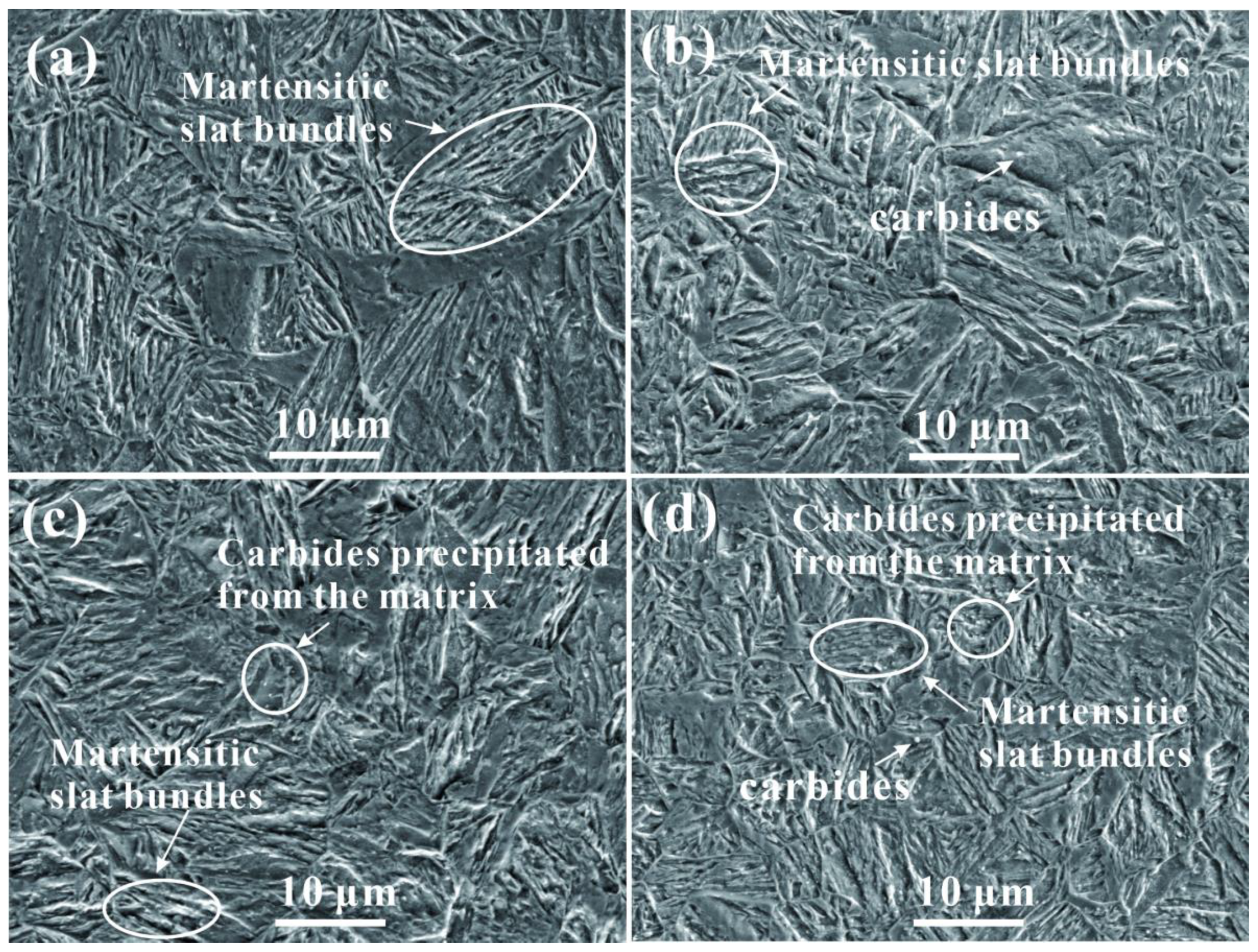
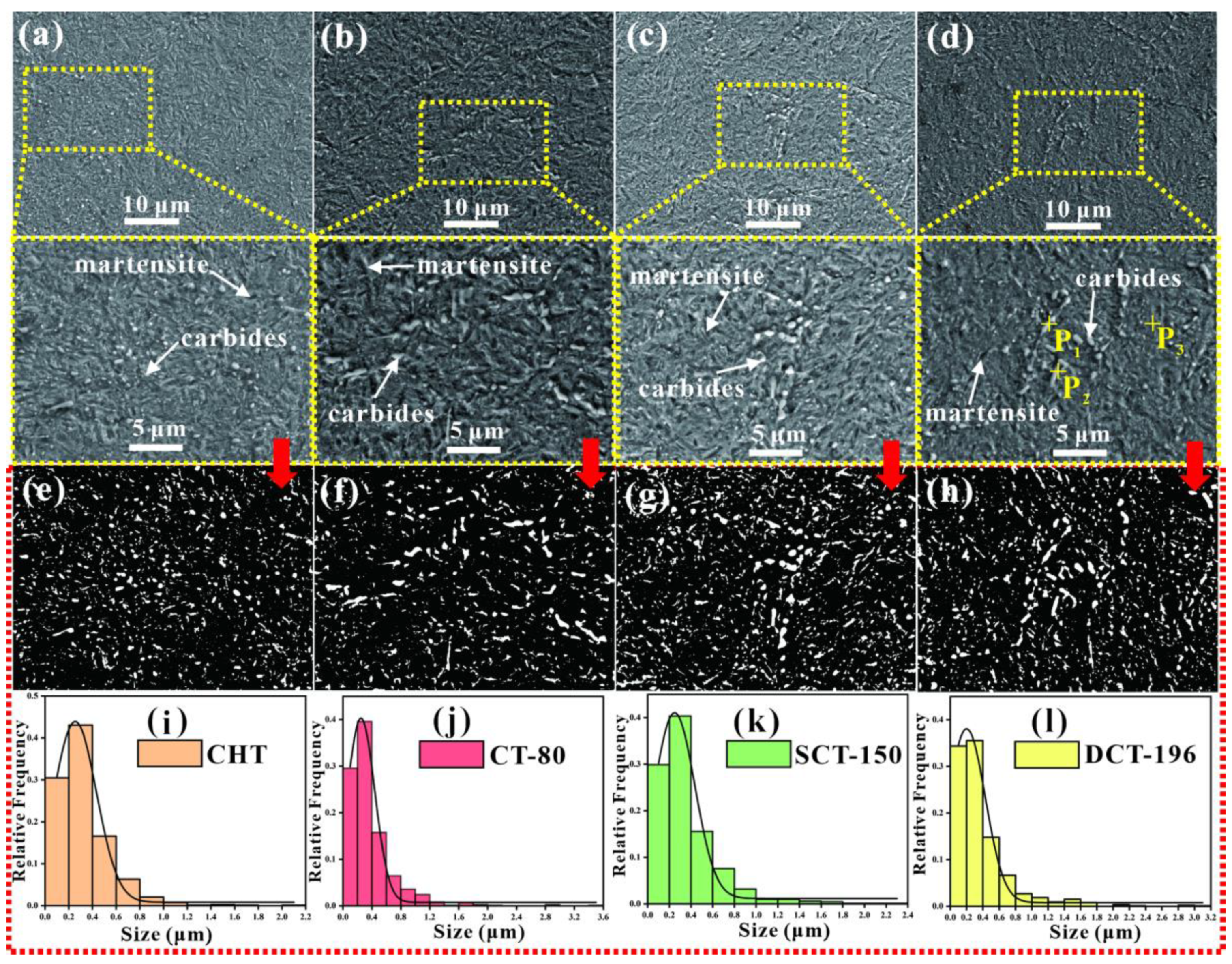
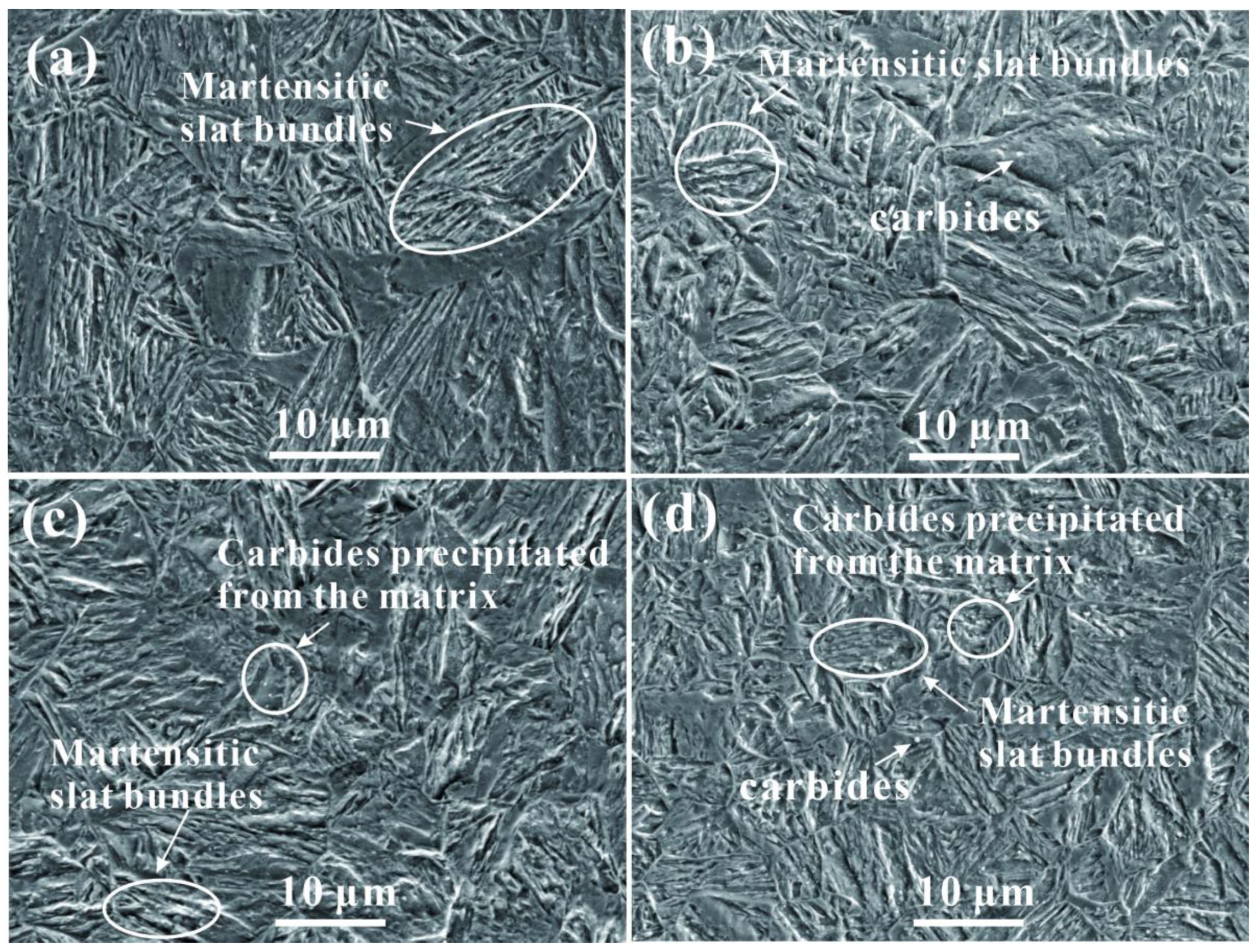
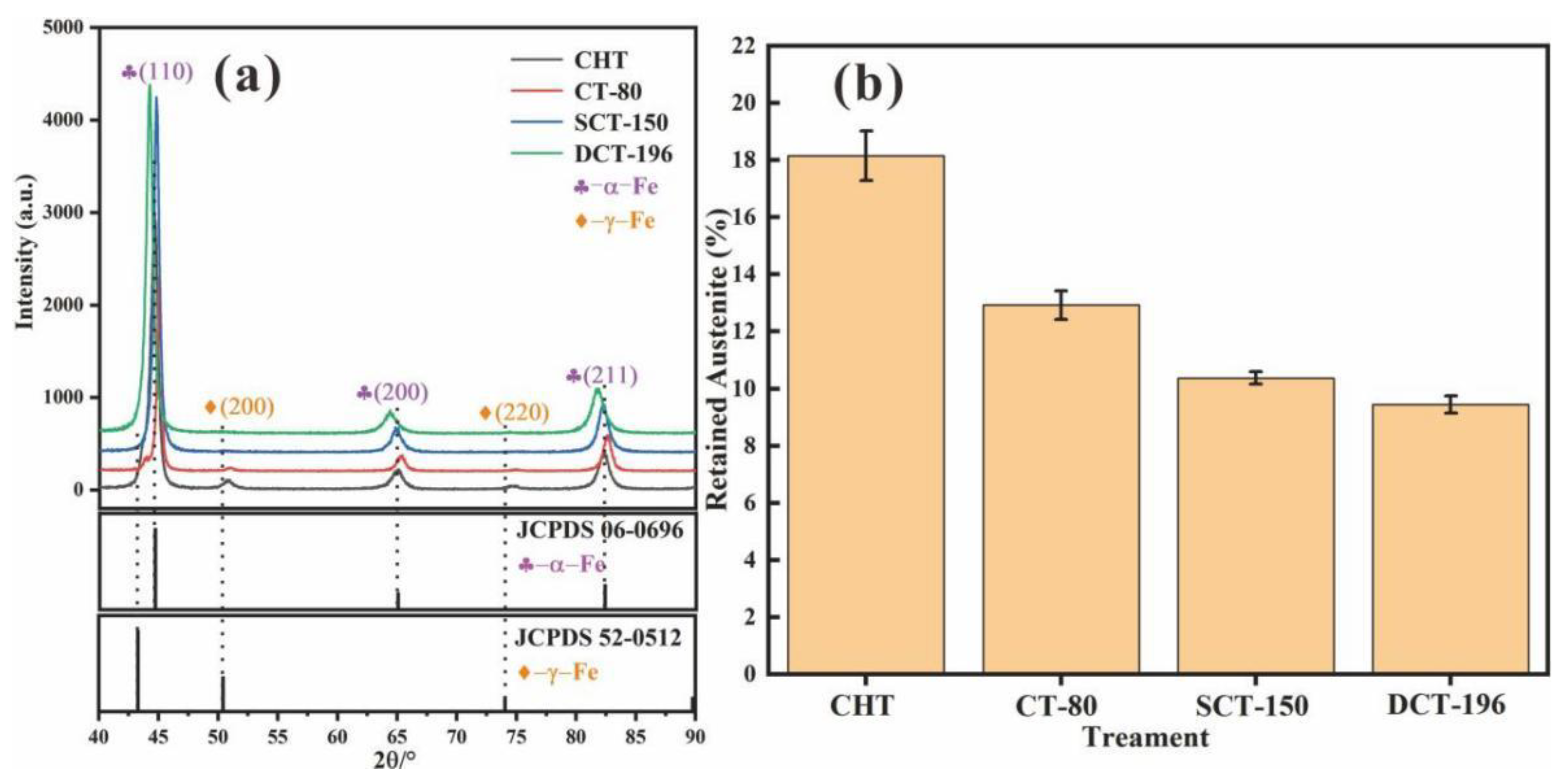
3.1. Effect of Cryogenic Treatment on Microstructure
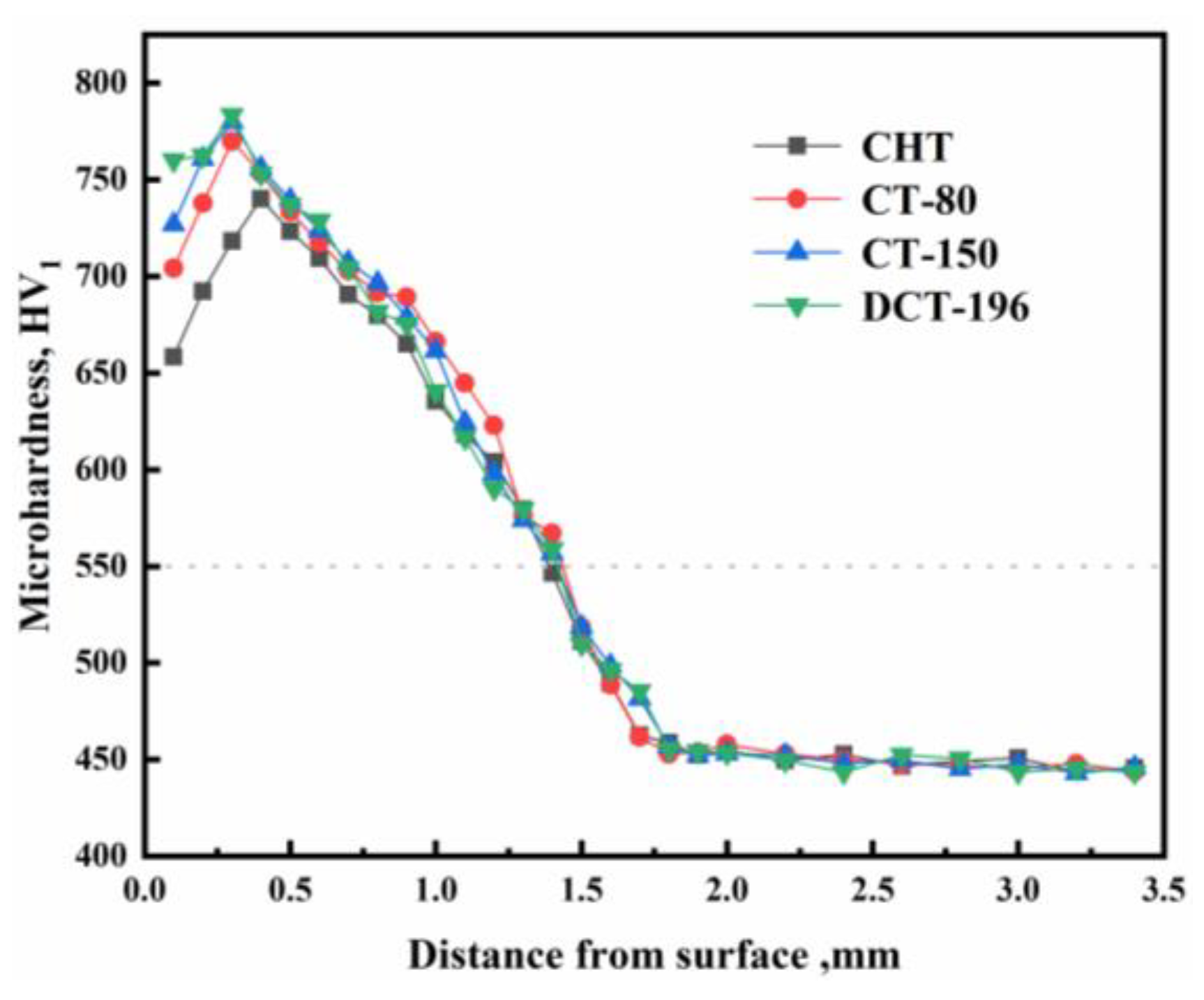
3.2. Effect of Cryogenic Treatment on Mechanical Properties
4. Conclusions
- (1)
- When the CHT samples were cryogenic treated at three different temperatures, the retained austenite content was significantly reduced. It is reduced from 18.15% for CHT samples to 12.92% for CT-80, 10.37% for SCT-150 and 9.45% for DCT-196, respectively.
- (2)
- The cryogenic treatment can increase the degree of carbide precipitation and dispersion. The volume fraction of carbides was calculated to increase from 6.15% in CHT samples to 8.3% in CT-80, 8.7% in SCT-150 and 8.9% in DCT-196, respectively.
- (3)
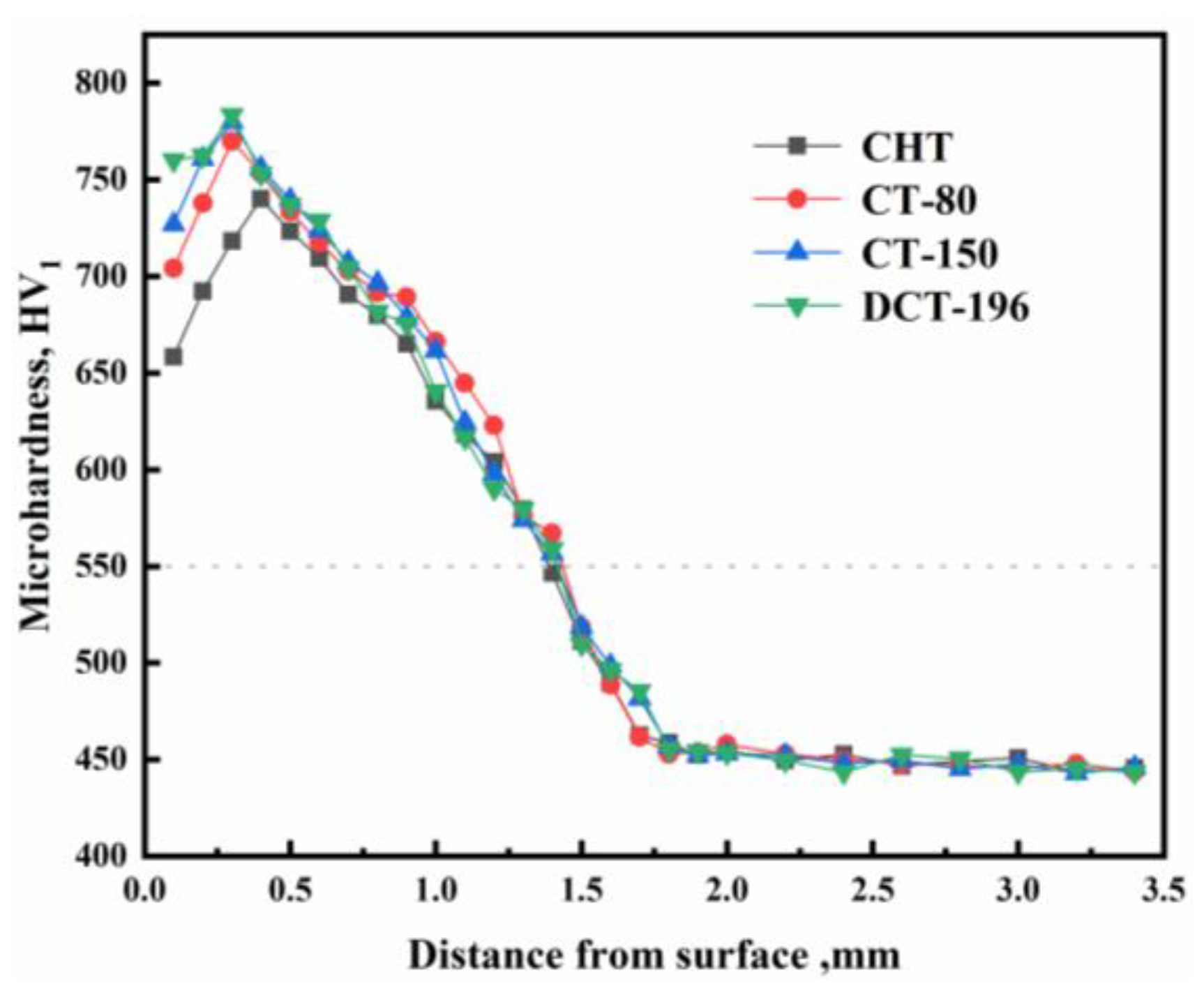
- The cryogenic treatment effectively increases the microhardness. The microhardness of each sample increased from 740 HV for CHT samples to 780 HV for CT-80, 780 HV for SCT-150, and 783 HV for DCT-196,respectively.
- (4)
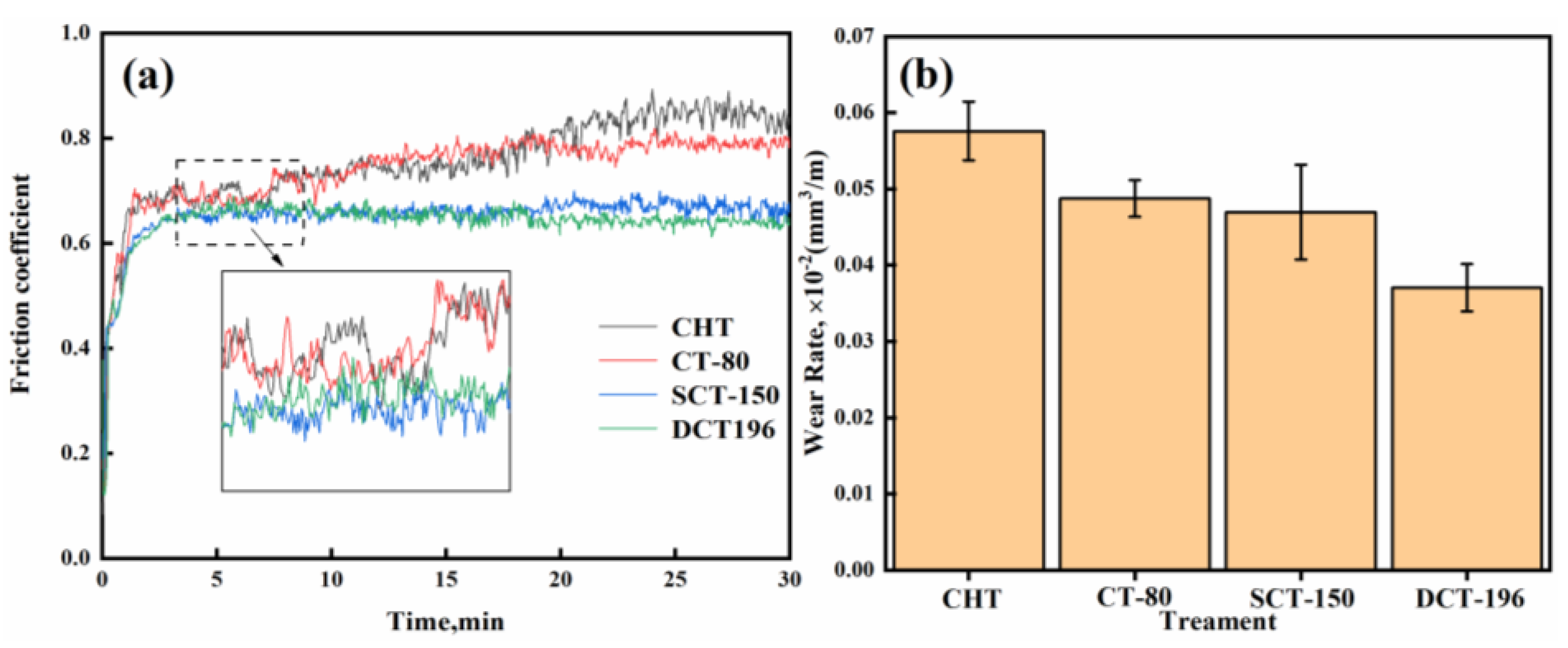
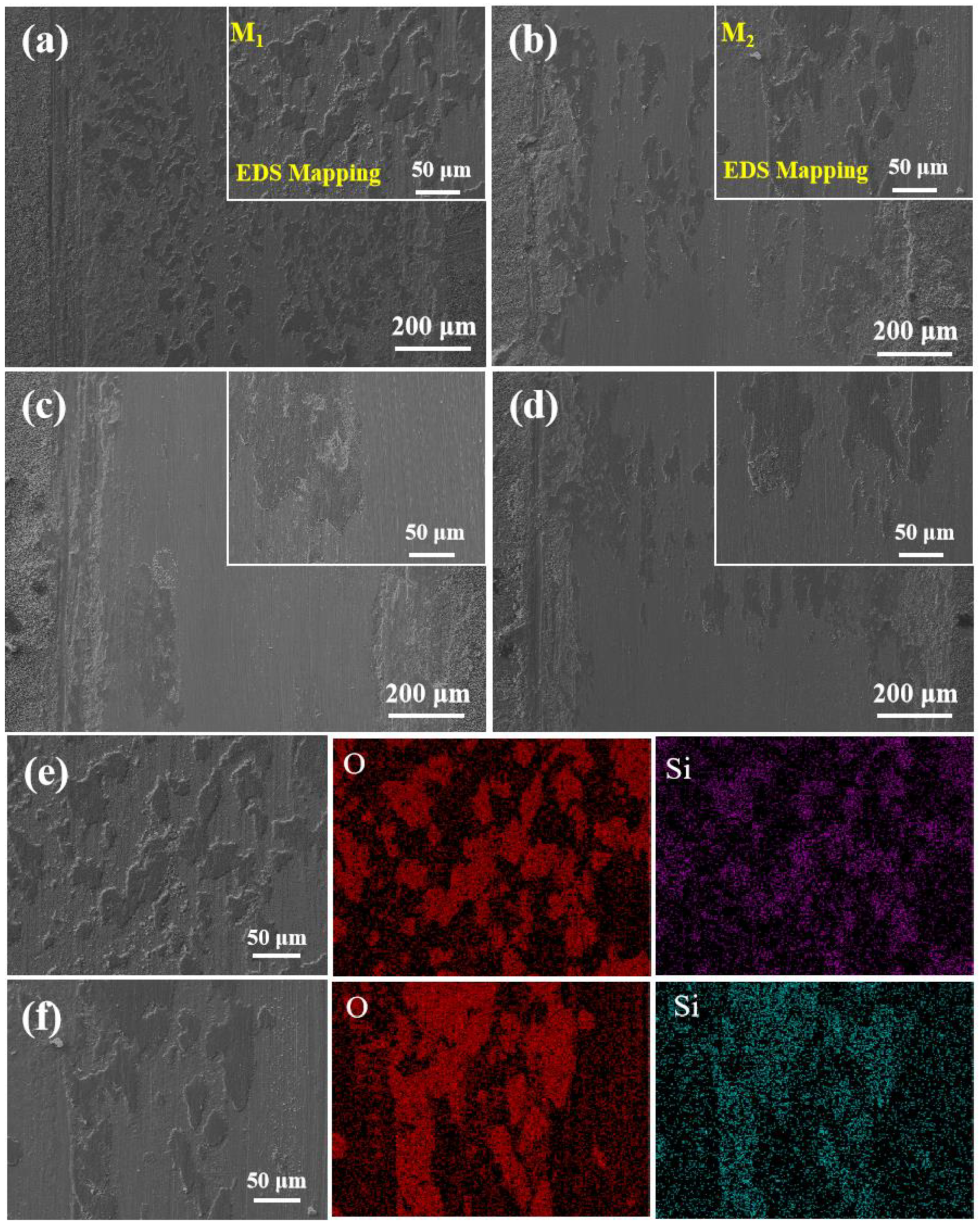
- The wear resistance of the samples improved after the cryogenic treatment. Compared with sample CHT, the wear resistance of CT-80, SCT-150 and DCT-196 increased to 15.37%, 18.47% and 35.68%, respectively. The main wear mechanisms for the samples were abrasive and oxidative wear.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Barron, R.F. Cryogenic treatment of metals to improve wear resistance. Cryogenics 1982, 22, 409–413. [Google Scholar] [CrossRef]
- Zhirafar, S.; Rezaeian, A.; Pugh, M. Effect of cryogenic treatment on the mechanical properties of 4340 steel. J. Mater. Process. Technol. 2007, 186, 298–303. [Google Scholar] [CrossRef]
- SreeramaReddy, T.V.; Sornakumar, T.; VenkataramaReddy, M.; Venkatram, R. Machinability of C45 steel with deep cryogenic treated tungsten carbide cutting tool inserts. Int. J. Refract. Met. Hard Mater. 2009, 27, 181–185. [Google Scholar] [CrossRef]
- Das, D.; Dutta, A.K.; Ray, K.K. Optimization of the duration of cryogenic processing to maximize wear resistance of AISI D2 steel. Cryogenics 2009, 49, 176–184. [Google Scholar] [CrossRef]
- Preciado, M.; Bravo, P.M.; Alegre, J.M. Effect of low temperature tempering prior cryogenic treatment on carburized steels. J. Mater. Process. Technol. 2006, 176, 41–44. [Google Scholar] [CrossRef]
- Çiçek, A.; Kıvak, T.; Ekici, E.; Kara, F.; Uçak, N. Performance of Multilayer Coated and Cryo-Treated Uncoated Tools in Machining of AISI H13 Tool Steel—Part 1: Tungsten Carbide End Mills. J. Mater. Eng. Perform. 2021, 30, 3436–3445. [Google Scholar] [CrossRef]
- Gunes, I.; Cicek, A.; Aslantas, K.; Kara, F. Effect of Deep Cryogenic Treatment on Wear Resistance of AISI 52100 Bearing Steel. Trans. Indian Inst. Met. 2014, 67, 909–917. [Google Scholar] [CrossRef]
- Kara, F.; Karabatak, M.; Ayyıldız, M.; Nas, E. Effect of machinability, microstructure and hardness of deep cryogenic treatment in hard turning of AISI D2 steel with ceramic cutting. J. Mater. Res. Technol. 2020, 9, 969–983. [Google Scholar] [CrossRef]
- Kara, F.; Köklü, U.; Kabasakaloğlu, U. Taguchi optimization of surface roughness in grinding of cryogenically treated AISI 5140 steel. Mater. Test. 2020, 62, 1041–1047. [Google Scholar] [CrossRef]
- Qu, S.-G.; Zhang, Y.-L.; Lai, F.-Q.; Li, X.-Q. Effect of Tempering Temperatures on Tensile Properties and Rotary Bending Fatigue Behaviors of 17Cr2Ni2MoVNb Steel. Metals 2018, 8, 507. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Qu, S.; Lai, F.; Qin, H.; Huang, L.; Li, X. Effect of Quenching Temperature on Microstructure and Rolling Contact Fatigue Behavior of 17Cr2Ni2MoVNb Steel. Metals 2018, 8, 735. [Google Scholar] [CrossRef] [Green Version]
- Da Silva, V.F.; Canale, L.F.; Spinelli, D.; Bose-Filho, W.W.; Crnkovic, O.R. Influence of retained austenite on short fatigue crack growth and wear resistance of case carburized steel. J. Mater. Eng. Perform. 1999, 8, 543–548. [Google Scholar] [CrossRef]
- Delprete, C. Cryogenic treatment: A bibliographic review. Med. Equip. 2008, 13, 56–57. [Google Scholar]
- Baldissera, P.; Delprete, C. Effects of deep cryogenic treatment on static mechanical properties of 18NiCrMo5 carburized steel. Mater. Des. 2009, 30, 1435–1440. [Google Scholar] [CrossRef]
- Bensely, A.; Senthilkumar, D.; Lal, D.M.; Nagarajan, G.; Rajadurai, A. Effect of cryogenic treatment on tensile behavior of case carburized steel-815M17. Mater. Charact. 2007, 58, 485–491. [Google Scholar] [CrossRef]
- Bensely, A.; Prabhakaran, A.; Lal, D.M.; Nagarajan, G. Enhancing the wear resistance of case carburized steel (En 353) by cryogenic treatment. Cryogenics 2005, 45, 747–754. [Google Scholar] [CrossRef]
- Jovičević-Klug, P.; Jovičević-Klug, M.; Podgornik, B. Effectiveness of deep cryogenic treatment on carbide precipitation. J. Mater. Res. Technol. 2020, 9, 13014–13026. [Google Scholar] [CrossRef]
- Huang, J.Y.; Zhu, Y.T.; Liao, X.Z.; Beyerlein, I.J.; Bourke, M.A.; Mitchell, T.E. Microstructure of cryogenic treated M2 tool steel, Mater. Sci. Eng. A 2003, 339, 241–244. [Google Scholar] [CrossRef]
- Molinari, A.; Pellizzari, M.; Gialanella, S.; Straffelini, G.; Stiasny, K.H. Effect of deep cryogenic treatment on the mechanical properties of tool steels. J. Mater. Process. Technol. 2001, 118, 350–355. [Google Scholar] [CrossRef]
- Li, S.; Deng, L.; Wu, X.; Min, Y.a.; Wang, H. Influence of deep cryogenic treatment on microstructure and evaluation by internal friction of a tool steel. Cryogenics 2010, 50, 754–758. [Google Scholar] [CrossRef]
- Tyshchenko, A.I.; Theisen, W.; Oppenkowski, A.; Siebert, S.; Razumov, O.N.; Skoblik, A.P.; Sirosh, V.A.; Petrov, Y.N.; Gavriljuk, V.G. Low-temperature martensitic transformation and deep cryogenic treatment of a tool steel. Mater. Sci. Eng. A 2010, 527, 7027–7039. [Google Scholar] [CrossRef]
- Sobotova, J.; Jurci, P.; Dlouhy, I. The effect of subzero treatment on microstructure, fracture toughness, and wear resistance of Vanadis 6 tool steel. Mater. Sci. Eng. A 2016, 652, 192–204. [Google Scholar] [CrossRef]
- Putra, W.N.; Pramaditya, P.; Pramuka, P.; Ariati, M. Effect of Sub Zero Treatment on Microstructures, Mechanical Properties, and Dimensional Stability of AISI D2 Cold Work Tool Steel. Mater. Sci. Forum 2018, 929, 136–141. [Google Scholar] [CrossRef]
- Zhang, T.; Hu, J.; Wang, C.; Wang, Y.; Zhang, W.; Di, H.; Xu, W. Effects of deep cryogenic treatment on the microstructure and mechanical properties of an ultrahigh-strength TRIP-aided bainitic steel. Mater. Charact. 2021, 178, 111247. [Google Scholar] [CrossRef]
- Wang, Y.; Yang, Z.; Zhang, F.; Wu, D. Microstructures and mechanical properties of surface and center of carburizing 23Cr2Ni2Si1Mo steel subjected to low-temperature austempering. Mater. Sci. Eng. A 2016, 670, 166–177. [Google Scholar] [CrossRef]
- Song, L.; Gu, X.; Sun, F.; Hu, J. Reduced internal oxidation by a rapid carburizing technology enhanced by pre-oxidation for 18CrNiMo7-6 gear steel. Vacuum 2019, 160, 210–212. [Google Scholar] [CrossRef]
- Gill, S.S.; Singh, J.; Singh, R.; Singh, H. Effect of Cryogenic Treatment on AISI M2 High Speed Steel: Metallurgical and Mechanical Characterization. J. Mater. Eng. Perform. 2012, 21, 1320–1326. [Google Scholar] [CrossRef]
- Tang, L.; Yan, X.; Jiang, Y.; Li, F.; Zhang, H. Corrigendum to “Effect of Magnetic Field Coupled Deep Cryogenic Treatment on Wear Resistance of AISI 4140 Steel”. Adv. Mater. Sci. Eng. 2021, 2021, 9837548. [Google Scholar] [CrossRef]
- Hardell, J.; Hernandez, S.; Mozgovoy, S.; Pelcastre, L.; Courbon, C.; Prakash, B. Effect of oxide layers and near surface transformations on friction and wear during tool steel and boron steel interaction at high temperatures. Wear 2015, 330–331, 223–229. [Google Scholar] [CrossRef]
- Das, D.; Ray, K.K.; Dutta, A.K. Influence of temperature of sub-zero treatments on the wear behaviour of die steel. Wear 2009, 267, 1361–1370. [Google Scholar] [CrossRef]
- Yan, X.G.; Li, D.Y. Effects of the sub-zero treatment condition on microstructure, mechanical behavior and wear resistance of W9Mo3Cr4V high speed steel. Wear 2013, 302, 854–862. [Google Scholar] [CrossRef]
- Iakovakis, E.; Roy, M.J.; Gee, M.; Matthews, A. Evaluation of wear mechanisms in additive manufactured carbide-rich tool steels. Wear 2020, 462–463, 203449. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Ni | Mo | Nb | V | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.17 | ≤0.4 | 0.77 | 1.68 | 1.60 | 0.29 | 0.04 | 0.10 | Bal. |
| Process Name | Process Description |
|---|---|
| Conventional Heat Treatment (CHT) | - |
| Cryogenic treatment (CT-80) | Hold at −80 °C for 1 h |
| Shallow cryogenic treatment (SCT-150) | Hold at −150 °C for 1 h |
| Deep cryogenic treatment (DCT-196) | Hold at −196 °C for 1 h |
| Sample | Point | at.% | ||||||
|---|---|---|---|---|---|---|---|---|
| C | Ni | Cr | Mn | V | Si | Fe | ||
| DCT-196 | P1 | 46.21 | 0.51 | 2.68 | 0.55 | - | 0.22 | 49.83 |
| P2 | 47.91 | 0.71 | 3.85 | 0.65 | 0.06 | 0.24 | 46.58 | |
| P3 | 29.60 | 1.02 | 1.35 | 0.25 | 0.12 | 0.27 | 67.37 | |
| Sample | Phase | Real Lattice Parameter | Standard Lattice Parameter |
|---|---|---|---|
| CH | Martensite | 2.8648 | 2.8664 |
| Retained austenite | 3.6231 | 3.618 | |
| CT-80 | Martensite | 2.8745 | 2.8664 |
| Retained austenite | 3.600 | 3.618 | |
| SCT-150 | Martensite | 2.8803 | 2.8664 |
| Retained austenite | 3.600 | 3.618 | |
| DCT-196 | Martensite | 2.8804 | 2.8664 |
| Retained austenite | 3.601 | 3.618 |
| Frictional Wear Test Results/Sample | CHT | CT-80 | SCT-150 | DCT-196 |
|---|---|---|---|---|
| wear scar/μm | 22.73 | 21.85 | 19.01 | 18.65 |
| wear volumes/mm3 | 0.086 | 0.073 | 0.070 | 0.055 |
| wear rate/×10−2 mm3/m | 0.0576 | 0.0487 | 0.0470 | 0.0370 |
| growth rate | 0 | 15.37% | 18.47% | 35.68% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, Y.; Luo, Z.; Liu, K.; Zhang, C.; Wang, M.; Wang, X. Effect of Cryogenic Treatment on the Microstructure and Wear Resistance of 17Cr2Ni2MoVNb Carburizing Gear Steel. Coatings 2022, 12, 281. https://doi.org/10.3390/coatings12020281
Yan Y, Luo Z, Liu K, Zhang C, Wang M, Wang X. Effect of Cryogenic Treatment on the Microstructure and Wear Resistance of 17Cr2Ni2MoVNb Carburizing Gear Steel. Coatings. 2022; 12(2):281. https://doi.org/10.3390/coatings12020281
Chicago/Turabian StyleYan, Yongming, Zixiang Luo, Ke Liu, Chen Zhang, Maoqiu Wang, and Xinming Wang. 2022. "Effect of Cryogenic Treatment on the Microstructure and Wear Resistance of 17Cr2Ni2MoVNb Carburizing Gear Steel" Coatings 12, no. 2: 281. https://doi.org/10.3390/coatings12020281
APA StyleYan, Y., Luo, Z., Liu, K., Zhang, C., Wang, M., & Wang, X. (2022). Effect of Cryogenic Treatment on the Microstructure and Wear Resistance of 17Cr2Ni2MoVNb Carburizing Gear Steel. Coatings, 12(2), 281. https://doi.org/10.3390/coatings12020281