


Investigation of Microstructure, Residual Stress, and Hardness of Ti-6Al-4V after Plasma Nitriding Process with Different Times and Temperatures

 ,
,  and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Preparation
2.2. Plasma Nitriding
2.3. Surface Observation and Roughness
2.4. Phase Identification
2.5. Microstructure Analysis
2.6. Residual Stress Analysis
2.7. Hardness Analysis
3. Results and Discussion
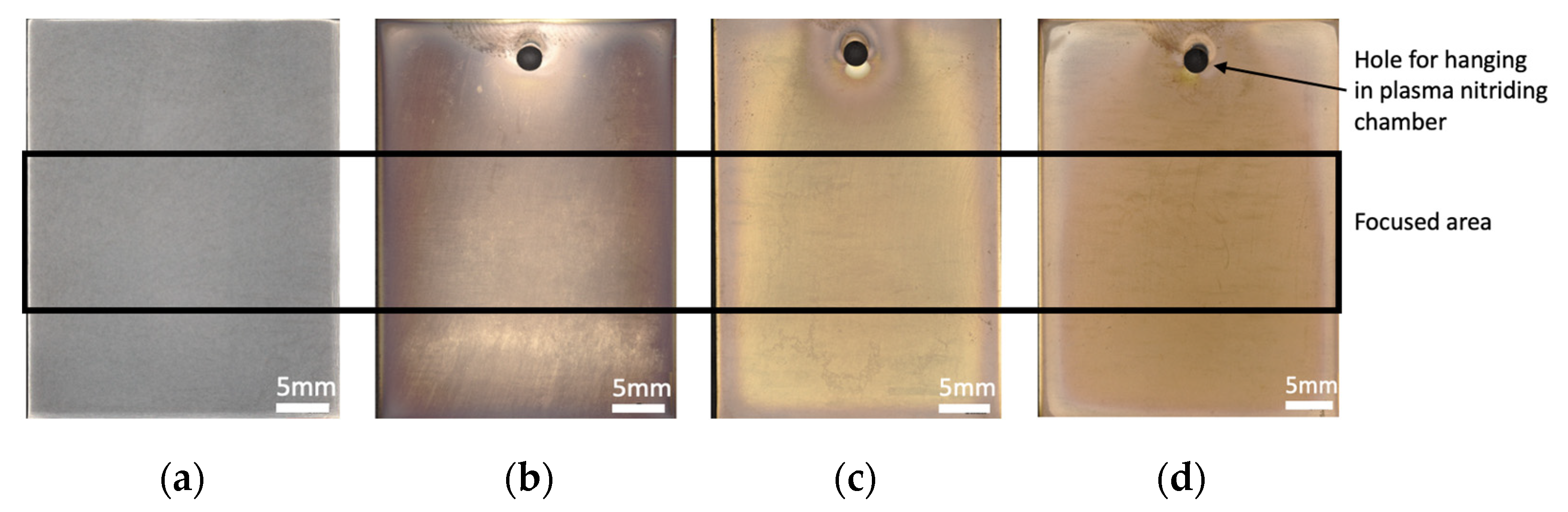
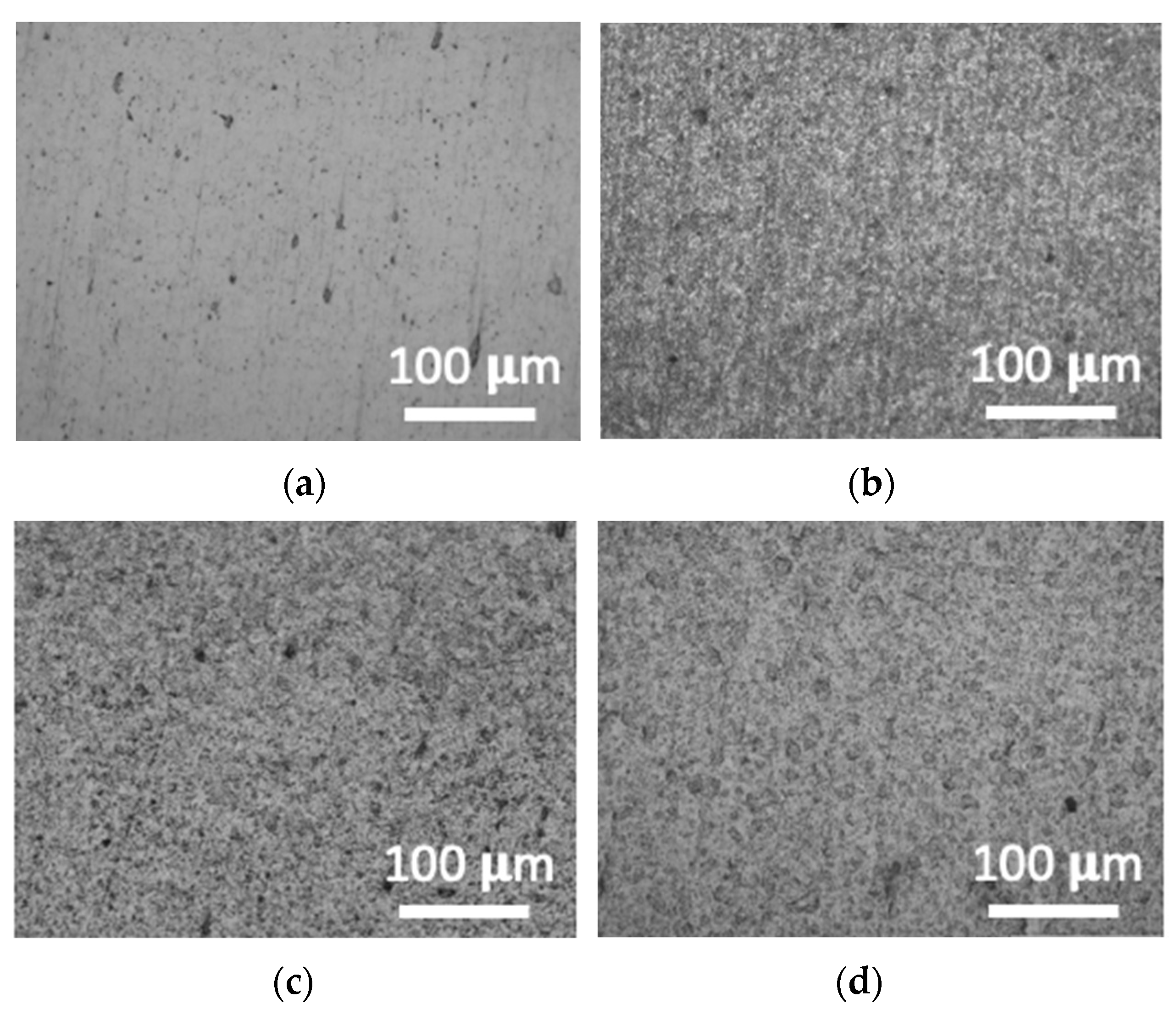
3.1. Surface Observation and Roughness
3.2. Phase Identification
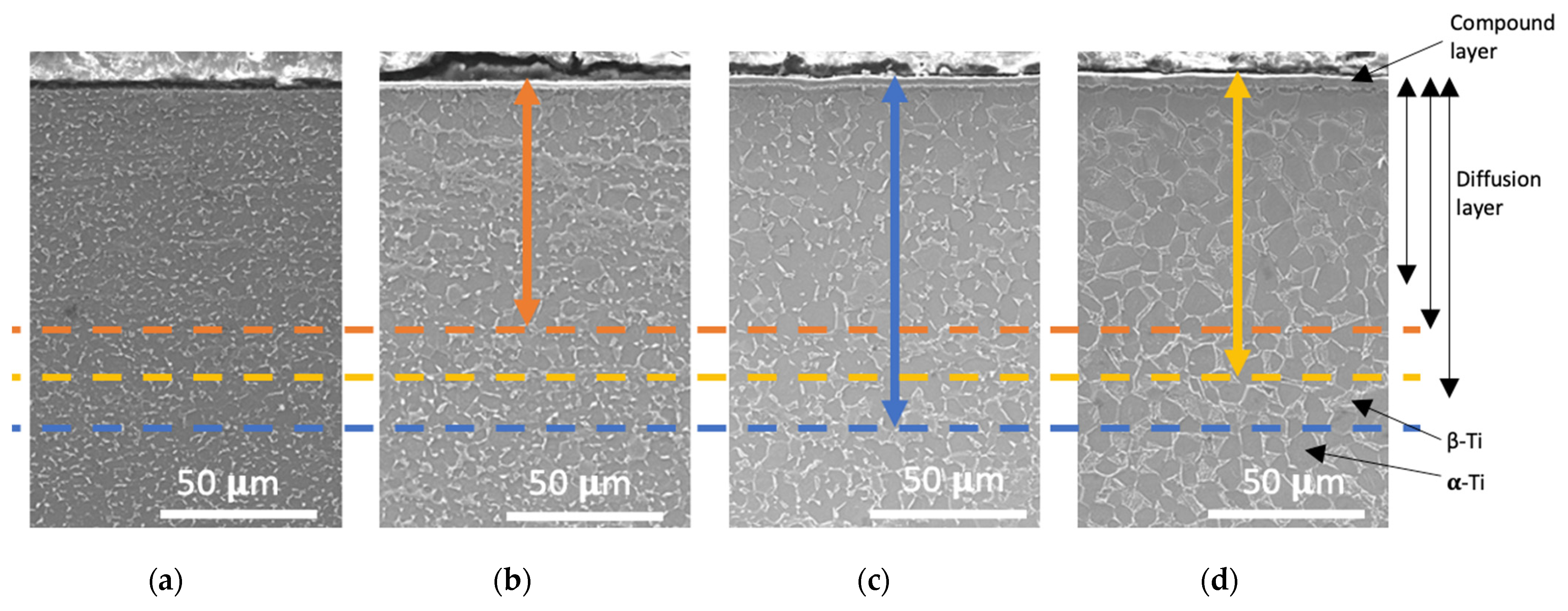
3.3. Microstructure Analysis
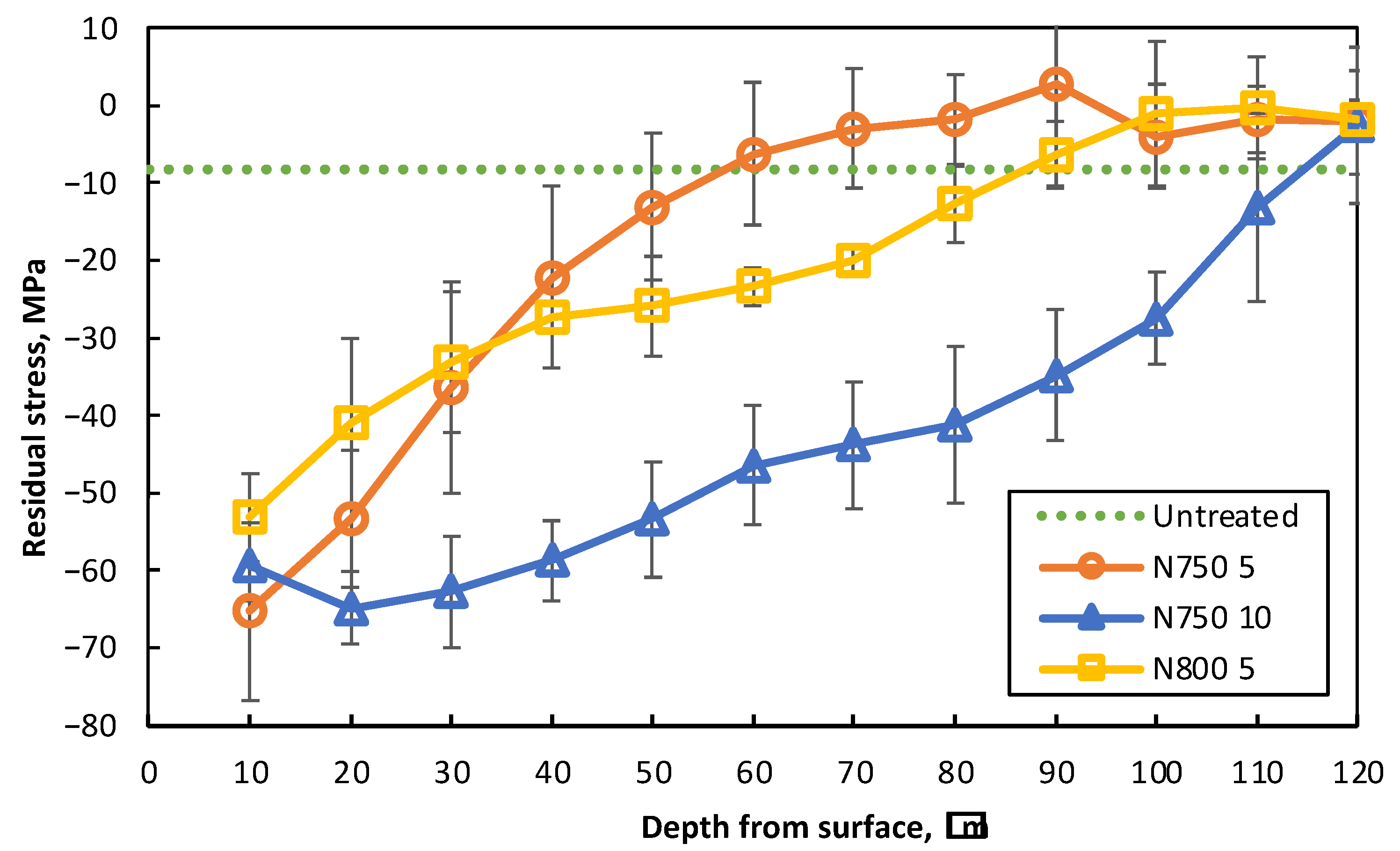
3.4. Residual Stress Analysis
3.5. Hardness Analysis
4. Conclusions
- The plasma nitriding was able to generate residual compressive stress and increase hardness due to the diffusion of nitrogen into the material structure, including a changing surface morphology and roughness by creating a compound layer containing TiN and Ti2N on the surface.
- The higher processing time and temperature of plasma nitriding would generate a bigger size of TiN and Ti2N, resulting in a higher roughness and thickness in the compound layer, which would affect an increase in higher surface hardness. Moreover, a higher time and temperature would generate deeper residual compressive stress depth and case depth hardness than the lower conditions due to the deeper diffusion of nitrogen. However, the maximum residual compressive stress would decrease corresponding to the increasing treatment time and temperature due to a release of residual stress.
- The depths of the case depth hardness and residual compressive stress generated by plasma nitriding in different conditions corresponded to the depth from the surface to the end of the diffusion layer, which was confirmed by the effect of nitrogen diffusion on increasing strength.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gotman, I. Characteristics of Metals Used in Implants. J. Endourol. 1997, 11, 383–389. [Google Scholar] [CrossRef] [PubMed]
- Khan, M.A.; Williams, R.L.; Williams, D.F. The corrosion behaviour of Ti–6Al–4V, Ti–6Al–7Nb and Ti–13Nb–13Zr in protein solutions. Biomaterials 1999, 20, 631–637. [Google Scholar] [CrossRef] [PubMed]
- Navarro, M.; Michiardi, A.; Castaño, O.; Planell, J.A. Biomaterials in orthopaedics. J. R. Soc. Interface 2008, 5, 1137–1158. [Google Scholar] [CrossRef] [PubMed]
- Vu, N.B.; Nhung, T.; Dang, L.T.; Phi, L.; Thi-Thu Ho, N.; Pham, T.N.; Phan, T.P.; Pham, P.V. In vitro and in vivo biocompatibility of Ti-6Al-4V titanium alloy and UHMWPE polymer for total hip replacement. Biomed. Res. Ther. 2016, 3, 567–577. [Google Scholar] [CrossRef]
- Papynov, E.K.; Shichalin, O.O.; Belov, A.A.; Yu Buravlev, I.; Portnyagin, A.S.; Kozlov, A.G.; Gridasova, E.A.; Tananaev, I.G.; Sergienko, V.I. Ionizing radiation source-open type fabrication using additive technology and spark plasma sintering. Ceram. Int. 2022, in press. [Google Scholar] [CrossRef]
- Son, D.S.; Chang, S.H. The simulation of bone healing process of fractured tibia applied with composite bone plates according to the diaphyseal oblique angle and plate modulus. Compos. B Eng. 2013, 45, 1325–1335. [Google Scholar] [CrossRef]
- Antoniac, I.V.; Stoia, D.I.; Ghiban, B.; Tecu, C.; Miculescu, F.; Vigaru, C.; Saceleanu, V. Failure Analysis of a Humeral Shaft Locking Compression Plate—Surface Investigation and Simulation by Finite Element Method. Materials 2019, 12, 1128. [Google Scholar] [CrossRef]
- Agarwal, A.; Kodigudla, M.; Kelkar, A.; Jayaswal, D.; Goel, V.; Palepu, V. Towards a validated patient-specific computational modeling framework to identify failure regions in traditional growing rods in patients with early onset scoliosis. N. Am. Spine Soc. J. (NASSJ) 2021, 5, 100043. [Google Scholar] [CrossRef]
- Thapa, N.; Prayson, M.; Goswami, T. A failure study of a locking compression plate implant. Case Stud. Eng. Fail. Anal. 2015, 3, 68–72. [Google Scholar] [CrossRef]
- Banovetz, J.M.; Sharp, R.; Probe, R.; Anglen, J.O. Titanium Plate Fixation: A Review of Implant Failures. J. Orthop. Trauma 1996, 10, 389–394. [Google Scholar] [CrossRef]
- Aksakal, B.; Yildirim, Ö.S.; Gul, H. Metallurgical failure analysis of various implant materials used in orthopedic applications. J. Fail. Anal. Preven. 2004, 4, 17–23. [Google Scholar] [CrossRef]
- Yamanaka, K.; Mori, M.; Yamazaki, K.; Kumagai, R.; Doita, M.; Chiba, A. Analysis of the Fracture Mechanism of Ti-6Al-4V Alloy Rods That Failed Clinically After Spinal Instrumentation Surgery. Spine 2015, 40, E767–E773. [Google Scholar] [CrossRef] [PubMed]
- Niinomi, M.; Nakai, M. Titanium-Based Biomaterials for Preventing Stress Shielding between Implant Devices and Bone. Int. J. Biomater. 2011, 2011, 836587. [Google Scholar] [CrossRef] [PubMed]
- Dai, K. Rotational Utilization of Stress Shielding Effect of Implants. In Biomechanics and Biomaterials in Orthopedics; Poitout, D.G., Ed.; Springer: London, UK, 2004; pp. 208–215. [Google Scholar] [CrossRef]
- Liang, S. Review of the Design of Titanium Alloys with Low Elastic Modulus as Implant Materials. Adv. Eng. Mater. 2020, 22, 2000555. [Google Scholar] [CrossRef]
- Barrallier, L. Classical nitriding of heat treatable steel. In Thermochemical Surface Engineering of Steels; Mittemeijer, E.J., Somers, M.A.J., Eds.; Woodhead Publishing: Cambridge, UK, 2015; pp. 393–412. [Google Scholar] [CrossRef]
- Dalcin, R.L.; Oliveira, L.F.; Diehl, I.L.; Dias, V.W.; da Silva Rocha, A. Response of a DIN 18MnCrSiMo6-4 Continuous Cooling Bainitic Steel to Plasma Nitriding with a Nitrogen Rich Gas Composition. Mat. Res. 2020, 23, 20200036. [Google Scholar] [CrossRef]
- Winck, L.B.; Ferreira, J.L.A.; Araujo, J.A.; Manfrinato, M.D.; da Silva, C.R.M. Surface nitriding influence on the fatigue life behavior of ASTM A743 steel type CA6NM. Surf. Coat. Technol. 2013, 232, 844–850. [Google Scholar] [CrossRef]
- Kao, W.H.; Su, Y.L.; Horng, J.H.; Chang, C.Y. Tribological, electrochemical and biocompatibility properties of Ti6Al4V alloy produced by selective laser melting method and then processed using gas nitriding, CN or Ti-C:H coating treatments. Surf. Coat. Technol. 2018, 350, 172–187. [Google Scholar] [CrossRef]
- Samanta, A.; Rane, R.; Jhala, G.; Kundu, B.; Datta, S.; Ghosh, J.; Joseph, A.; Mukherjee, S.; Roy, S.; Mukhopadhyay, A.K. Biocompatibility and cyclic fatigue response of surface engineered Ti6Al4V femoral heads for hip-implant application. Ceram. Int. 2021, 47, 6905–6917. [Google Scholar] [CrossRef]
- Winter, K.-M.; Kalucki, J.; Koshel, D. Process technologies for thermochemical surface engineering. In Thermochemical Surface Engineering of Steels; Mittemeijer, E.J., Somers, M.A.J., Eds.; Woodhead Publishing: Cambridge, UK, 2015; pp. 141–206. [Google Scholar] [CrossRef]
- Edrisy, A.; Farokhzadeh, K. Plasma Nitriding of Titanium Alloys, In Plasma Science and Technology—Progress in Physical States and Chemical Reactions; IntechOpen: London, UK, 2016. [Google Scholar] [CrossRef]
- Unal, O.; Maleki, E.; Varol, R. Effect of severe shot peening and ultra-low temperature plasma nitriding on Ti-6Al-4V alloy. Vacuum 2018, 150, 69–78. [Google Scholar] [CrossRef]
- Mubarak Ali, M.; Ganesh Sundara Raman, S. Effect of Plasma Nitriding Environment and Time on Plain Fatigue and Fretting Fatigue Behavior of Ti–6Al–4V. Tribol. Lett. 2010, 38, 291–299. [Google Scholar] [CrossRef]
- Kikuchi, S.; Yoshida, S.; Ueno, A. Improvement of fatigue properties of Ti-6Al-4V alloy under four-point bending by low temperature nitriding. Int. J. Fatigue 2019, 120, 134–140. [Google Scholar] [CrossRef]
- De Castro, M.C.B.; Couto, A.A.; Almeida, G.F.C.; Massi, M.; de Lima, N.B.; da Silva Sobrinho, A.; Castagnet, M.; Xavier, G.L.; Oliveira, R.R. The Effect of Plasma Nitriding on the Fatigue Behavior of the Ti-6Al-4V Alloy. Materials 2019, 12, 520. [Google Scholar] [CrossRef] [PubMed]
- Farokhzadeh, K.; Edrisy, A. Fatigue improvement in low temperature plasma nitrided Ti–6Al–4V alloy. Mater. Sci. Eng. A 2015, 620, 435–444. [Google Scholar] [CrossRef]
- Morita, T.; Uehigashi, N.; Kagaya, C. Improvement of Fatigue Strength of Ti–6Al–4V Alloy by Hybrid Surface Treatment Composed of Plasma Nitriding and Fine-Particle Bombarding. Mater. Trans. 2013, 54, 1719–1724. [Google Scholar] [CrossRef]
- Morita, T.; Uehigashi, N.; Kagaya, C. Effect of Hybrid Surface Treatment Composed of Plasma Nitriding and Fine Particle Bombarding on Fatigue Strength of Ti–6Al–4V Alloy. Mater. Trans. 2013, 54, 22–27. [Google Scholar] [CrossRef]
- ASTM F136. Standard Specification for Wrought Titanium-6Aluminum-4Vanadium ELI (Extra Low Interstitial) Alloy for Surgical Implant Applications (UNS R56401); ASTM International: West Conshohocken, PA, USA, 2021. Available online: https://www.astm.org/Standards/F136.htm (accessed on 8 October 2021).
- Shivamurthy, R.C.; Kamaraj, M.; Nagarajan, R.; Shariff, S.M.; Padmanabham, G. Laser surface modification of steel for slurry erosion resistance in power plants. In Laser Surface Modification of Alloys for Corrosion and Erosion; Kwok, C.T., Ed.; Woodhead Publishing: Cambridge, UK, 2012; pp. 177–287. [Google Scholar] [CrossRef]
- Aghajani, H.; Behrangi, S. Plasma Nitriding of Steels. In Topics in Mining, Metallurgy and Materials Engineering; Bergmann, C.P., Ed.; Springer: Cham, Switzerland, 2017. [Google Scholar] [CrossRef]
- JIS B0601. Geometrical Product Specifications (GPS}-Surface texture: Profile method—Terms, definitions and surface texture parameters, Surface Roughness; Japanese Standards Association: Tokyo, Japan, 2001. [Google Scholar]
- Cullity, B.D.; Stock, S.R. Elements of X-ray Diffraction, 2nd ed.; Addison-Wesley Publishing Company Inc.: Boston, MA, USA, 1978. [Google Scholar]
- Hauk, V. Structural and Residual Stress Analysis by Nondestructive Methods, 1st ed.; Elsevier Science B.V.: Amsterdam, Netherlands, 1997. [Google Scholar] [CrossRef]
- ASTM E92. Standard Test Methods for Vickers Hardness and Knoop Hardness of Metallic Materials; ASTM International: West Conshohocken, Pennsylvania, USA, 2017. Available online: https://www.astm.org/Standards/E92.htm (accessed on 24 June 2019).
- Bhavsar, V.N.; Jha, J.S.; Jhala, G.; Joseph, A.; Mishra, S.; Tewari, A. Characterization of Ti6Al4V alloy modified by plasma nitriding process. In Proceedings of the ASME 2017 Gas Turbine India Conference GTINDIA, Mumbai, India, 7–8 December 2017; pp. 1–5. [Google Scholar] [CrossRef]
- Hosseini, S.R.; Ahmadi, A. Evaluation of the effects of plasma nitriding temperature and time on the characterisation of Ti 6Al 4V alloy. Vacuum 2013, 87, 30–39. [Google Scholar] [CrossRef]
- Morgiel, J.; Maj, Ł.; Szymkiewicz, K.; Pomorska, M.; Ozga, P.; Toboła, D.; Tarnowski, M.; Wierzchoń, T. Surface roughening of Ti-6Al-7Nb alloy plasma nitrided at cathode potential. Appl. Surf. Sci. 2022, 574, 151639. [Google Scholar] [CrossRef]
- Lee, D.B.; Pohrelyuk, I.; Yaskiv, O.; Lee, J.C. Gas nitriding and subsequent oxidation of Ti-6Al-4V alloys. Nanoscale Res. Lett. 2012, 7, 21. [Google Scholar] [CrossRef]
- Lee, D.B.; Kim, M.J.; Chen, L.; Hwan Bak, S.; Yaskiv, O.; Pohrelyuk, I.; Fedirko, V. Oxidation of nitride layers formed on Ti-6Al-4V alloys by gas nitriding. Met. Mater. Int. 2011, 17, 471–477. [Google Scholar] [CrossRef]
- Ponticaud, C.; Guillou, A.; Lefort, P. Direct gaseous nitridation of the Ti–6Al–4V alloy by nitrogen. Phys. Chem. Chem. Phys. 2000, 2, 1709–1715. [Google Scholar] [CrossRef]
- Fouquet, V.; Pichon, L.; Straboni, A.; Drouet, M. Nitridation of Ti6Al4V by PBII: Study of the nitrogen diffusion and of the nitride growth mechanism. Surf. Coat. Technol. 2004, 186, 34–39. [Google Scholar] [CrossRef]
- Jegou, S.; Barrallier, L.; Kubler, R.; Somers, M.A.J. Evolution of residual stress in the diffusion zone of a model Fe-Cr-C alloy during nitriding. HTM—J. Heat Treat. Mater. 2013, 6, 135–142. [Google Scholar] [CrossRef]
- Jing, J.N.; Dong, L.H.; Wang, H.D.; Jin, G. Influences of vacuum ion-nitriding on bending fatigue behaviors of 42CrMo4 steel: Experiment verification, numerical analysis and statistical approach. Int. J. Fatigue 2021, 145, 106104. [Google Scholar] [CrossRef]
- Yildiz, F.; Yetim, A.F.; Alsaran, A.; Çelik, A. Plasma nitriding behavior of Ti6Al4V orthopedic alloy. Surf. Coat. Technol. 2008, 202, 2471–2476. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti | Al | V | Fe | C | N | O | H | Other |
|---|---|---|---|---|---|---|---|---|
| Remainder | 6.11 | 4.05 | 0.165 | 0.009 | 0.01 | 0.11 | 0.001 | <0.1 |
| Code Name | Temperature °C | Time |
|---|---|---|
| Untreated | - | - |
| N750 5 | 750 °C | 5 h |
| N750 10 | 750 °C | 10 h |
| N800 5 | 800 °C | 5 h |
| Code Name | Diffusion Layer Depth from Surface | Compound Layer Thickness | α-Case Thickness |
|---|---|---|---|
| N750 5 | 78.3 μm | 2.58 μm | - |
| N750 10 | 116.5 μm | 3.15 μm | 2.40 μm |
| N800 5 | 98.6 μm | 4.06 μm | 5.31 μm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ongtrakulkij, G.; Kajornchaiyakul, J.; Kondoh, K.; Khantachawana, A. Investigation of Microstructure, Residual Stress, and Hardness of Ti-6Al-4V after Plasma Nitriding Process with Different Times and Temperatures. Coatings 2022, 12, 1932. https://doi.org/10.3390/coatings12121932
Ongtrakulkij G, Kajornchaiyakul J, Kondoh K, Khantachawana A. Investigation of Microstructure, Residual Stress, and Hardness of Ti-6Al-4V after Plasma Nitriding Process with Different Times and Temperatures. Coatings. 2022; 12(12):1932. https://doi.org/10.3390/coatings12121932
Chicago/Turabian StyleOngtrakulkij, Goratouch, Julathep Kajornchaiyakul, Katsuyoshi Kondoh, and Anak Khantachawana. 2022. "Investigation of Microstructure, Residual Stress, and Hardness of Ti-6Al-4V after Plasma Nitriding Process with Different Times and Temperatures" Coatings 12, no. 12: 1932. https://doi.org/10.3390/coatings12121932
APA StyleOngtrakulkij, G., Kajornchaiyakul, J., Kondoh, K., & Khantachawana, A. (2022). Investigation of Microstructure, Residual Stress, and Hardness of Ti-6Al-4V after Plasma Nitriding Process with Different Times and Temperatures. Coatings, 12(12), 1932. https://doi.org/10.3390/coatings12121932