With the development of information technology, manufacturing technology is gradually developing towards the direction of so-called smart manufacturing that incorporates information technology and artificial intelligence (AI) [
1,
2,
3]. Smart manufacturing can help to increase the flexibility and efficiency of factories, increase manufacturing yield or quality, and reduce the use of manpower and energy. Moreover, it is also more in line with the requirements of environmental sustainable development [
4]. It is well known that the concept of sustainable manufacturing has gradually become one of the driving forces behind the development of the manufacturing industry. To achieve the smart manufacturing goals, virtualization technology of physical entities [
5] and machine learning algorithms are imported [
6,
7,
8]. To support intelligence learning or deep learning [
9,
10,
11,
12,
13], several learning algorithms that allow computers to learn automatically are proposed, such as backpropagation (BP), convolutional neural network (CNN), and recurrent neural network (RNN), and applied in many fields, such as computer vision, natural language processing, speech recognition, handwriting recognition, biometric identification and medical diagnosis. BP learning uses the chain rule to calculate the gradient of the loss function with the weights of each layer of the network as variables, and updates the weights to minimize the loss function [
12]. CNN is a feedforward neural network [
12,
13]. Due to the convolutional layer and pooling layer in its architecture, it has the benefit of strengthening pattern recognition and the relationship between adjacent data. Based on its unique advantages in pattern recognition, CNN has achieved good results in the application of image and speech recognition. To enhance the detection performance for the recognizing task of semantic segmentation, a region-based CNN (R-CNN) method is proposed [
14,
15]. Compared to the best previous results achieved with the PASCAL visual object casses (VOC) 2012, the R-CNN algorithm with the rich hierarchy of image features is proven to show 30% relative improvement [
14]. To increase learning speed and enhance detection accuracy for the object detection, the Fast Region-based convolutional network method (Fast R-CNN) that employs several innovations is proposed [
16,
17]. It is shown that, compared to R-CNN and the spatial pyramid pooling network (SPPnet), Fast R-CNN’s speed of training and testing is several times faster, and has higher accuracy [
16]. The Faster RCNN applied in face detection has impressive results [
18]. RNN has the characteristics of memory, parameter sharing and Turing completeness, and is a kind of neural network specially used to solve time-related problems [
9,
10]. RNN can efficiently learn nonlinear features of sequences, so it has achieved good results in speech recognition, language modeling, and machine translation applications.
In printed-circuit-board (PCB) manufacturing systems, the UV exposure process is one of the key processes [
19,
20]. UV lamps used in traditional UV exposure equipment are mercury-containing products. According to the spirit and development of the Minamata Convention on Mercury [
21], which is an international convention to comprehensively regulate mercury, the future of mercury-containing UV lamps will surely be regulated. Under the influence of sustainable manufacturing and related environmental protection conventions, the UV-LED exposure machine is expected to gradually replace traditional exposure equipment and become the mainstream. The basic requirements for exposure of traditional PCB parallel-light exposure machines are as follows: 1. the irradiance is at least 20 mW/cm
2, 2. the irradiance uniformity is 90%, 3. the light collimation includes the parallel-light half angle and inclination angle within at least 4°, and 4. the wavelength is preferably 365 nm, 405 nm, and 436 nm. Looking at the current status of UV-LED technology, for UV-LED parallel-light exposure machines to fully replace traditional UV parallel-light exposure machines, there are still some technical challenges.
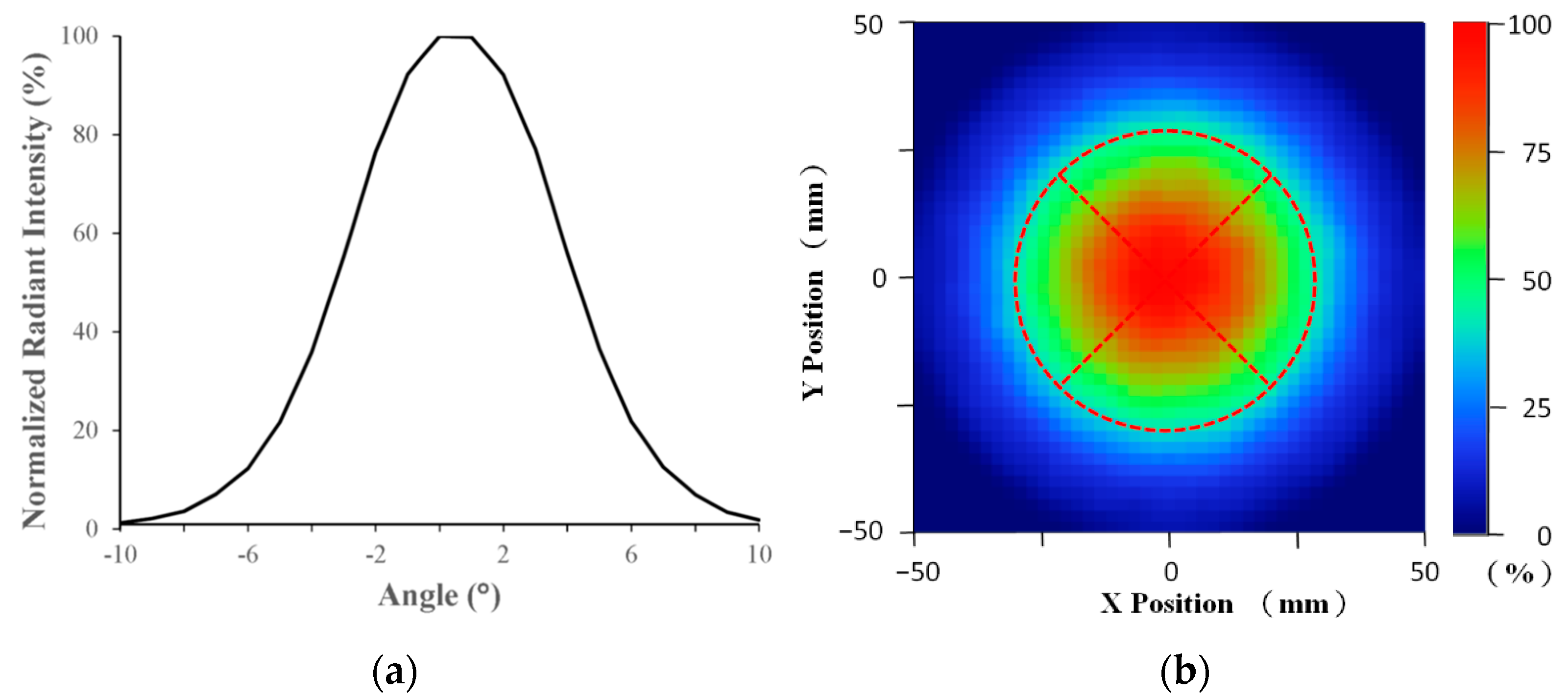
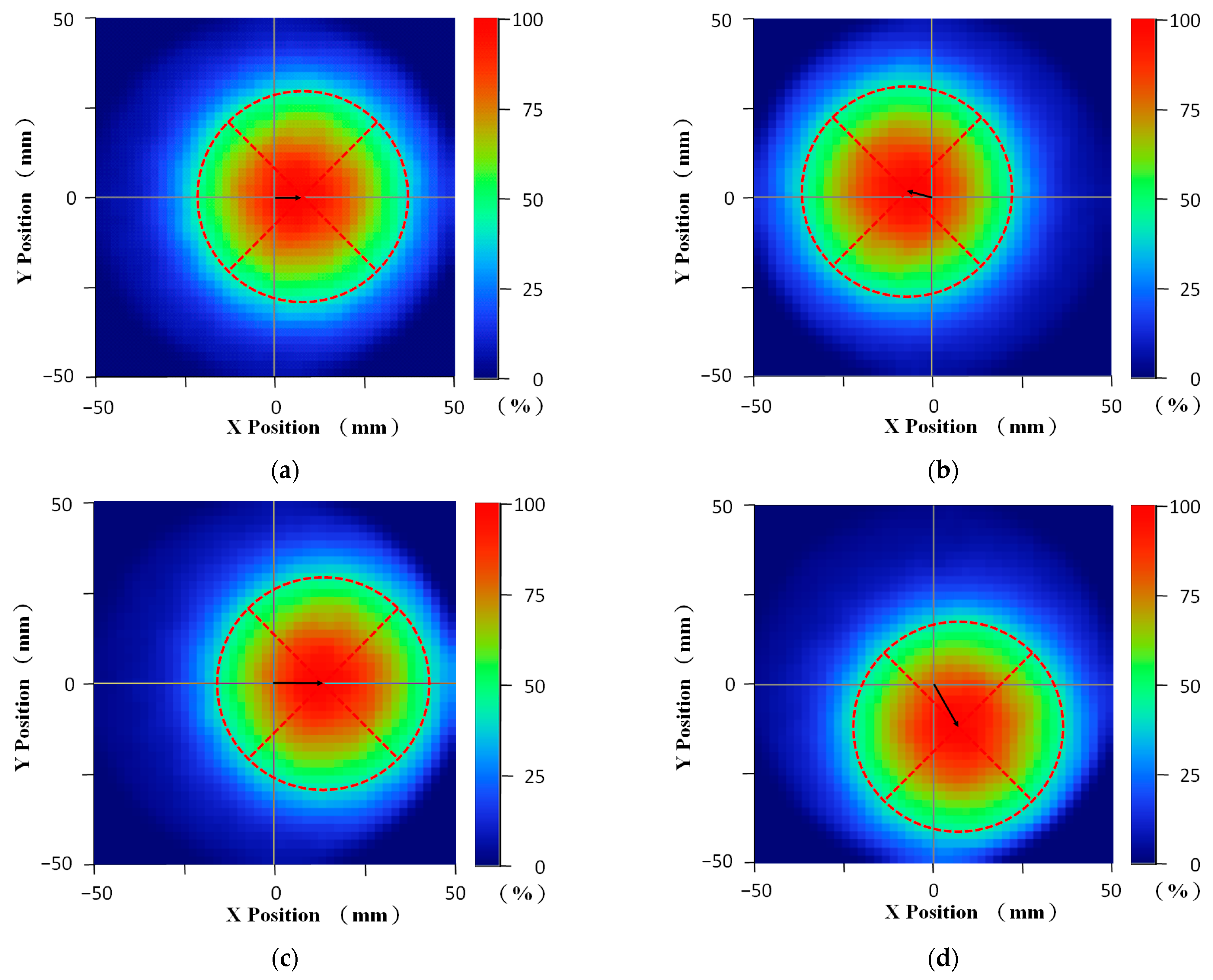
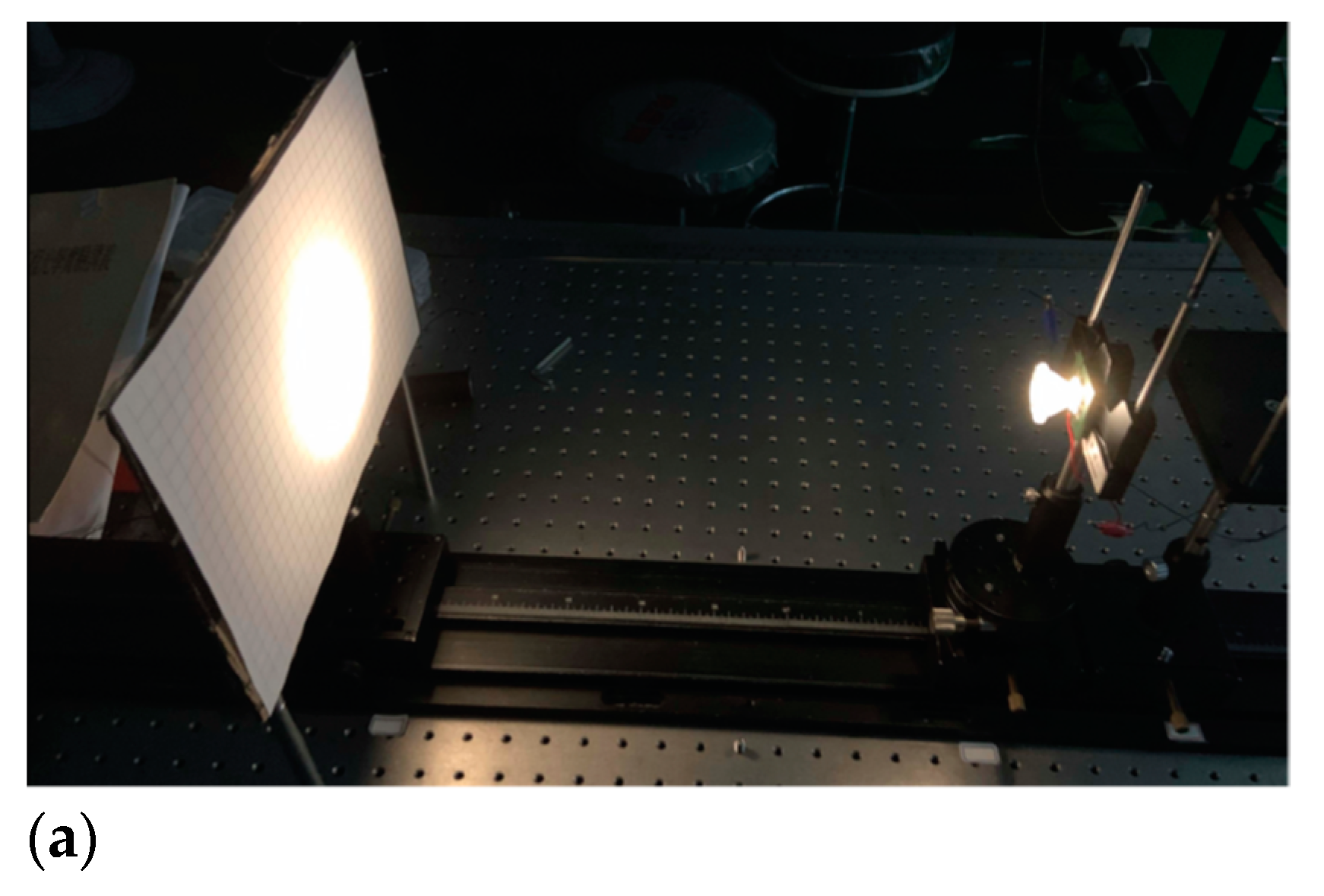
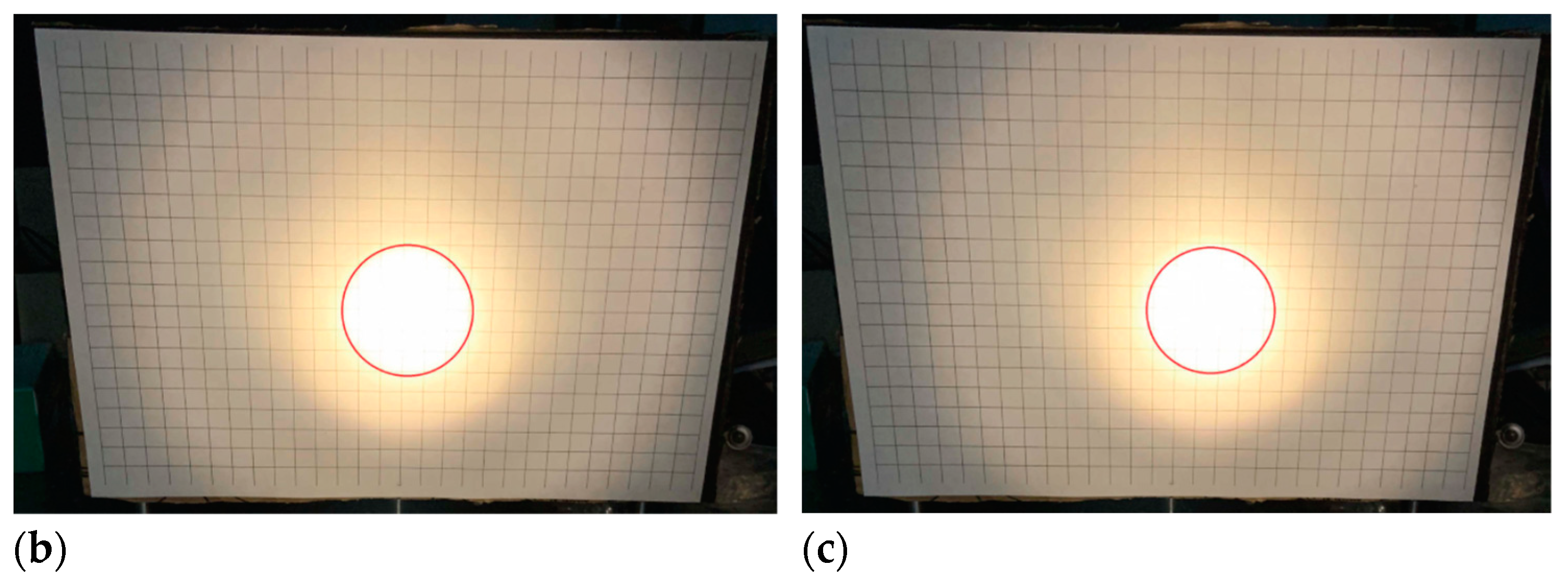
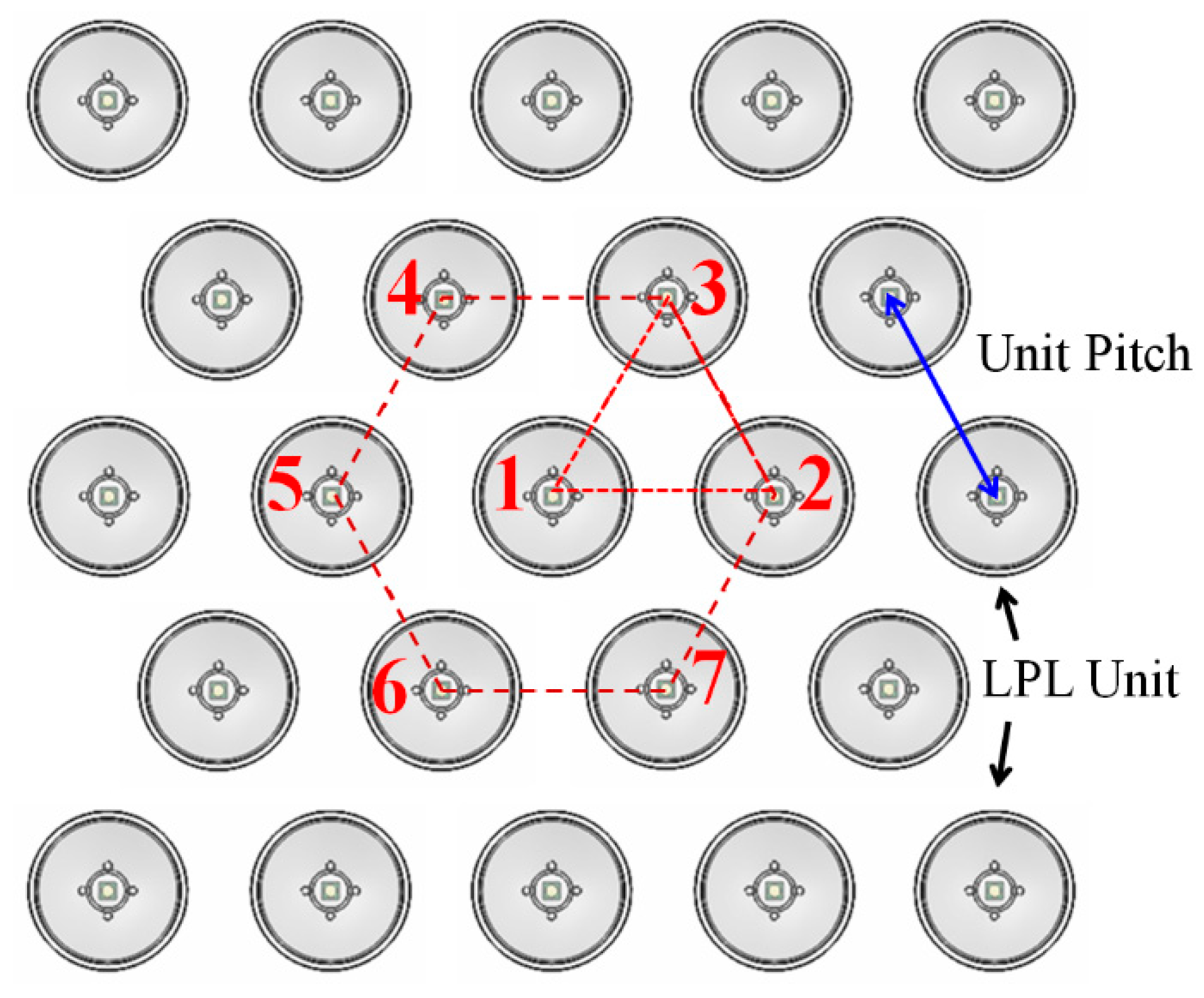
In this paper, based on the demands of realizing smart manufacturing for the LED parallel-light (LPL) module of PCB exposure devices, we will investigate the LPL-EM’s angle errors in all LPL units and identify the angle errors of those LPL units, due to manufacturing and assembly errors, by CNN learning algorithms (CNNLA). First, an LPL unit is designed and virtualized, and identified by the CNN and Fast R-CNN learning algorithms. The learning data of supervised learning for the CNN include a 2D irradiance distribution image built by the ray tracing simulation tool, when it is assumed that all units of the LPL-EM randomly have their self-specific angle errors. The technology of the automatic identification of the azimuth and inclination angle errors of the LPL-EM by using Fast R-CNN with Haar-like features is realized and verified. Obviously, the supervised learning technology can be effective at identifying the single LPL unit and multi-LPL-EM of PCB exposure devices. Based on those results, it is possible to further understand the exposure devices of the PCB exposure process in detail and analyze their manufacturing problems, thereby realizing the goal of smart manufacturing.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}