
Effect of Floor Coatings on Slip-Resistance of Safety Shoes

 , , , ,
, , , ,  and
and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
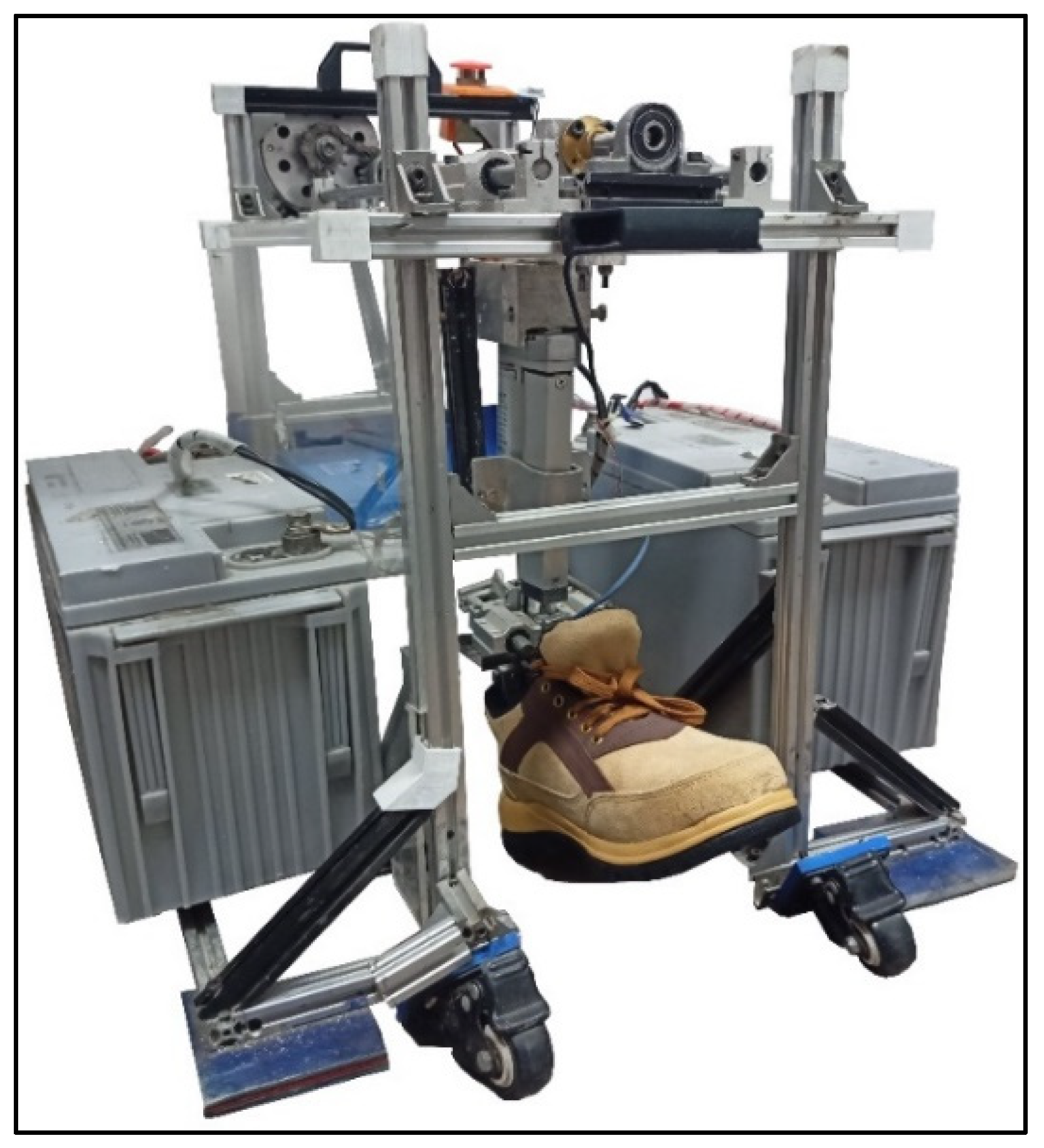
2. Materials and Methods
3. Results
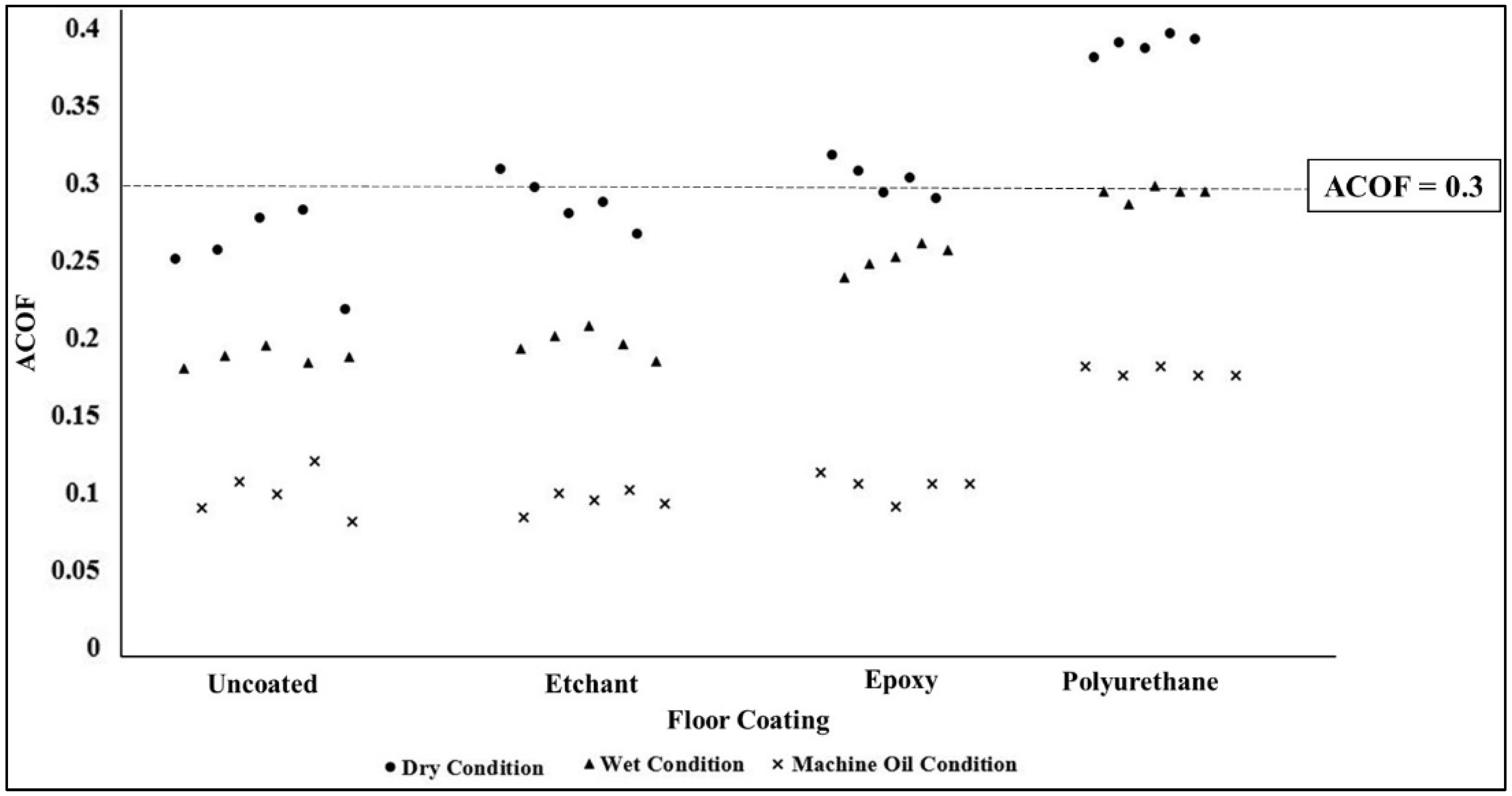
3.1. Traction Performance of Safety Shoes on Uncoated and Coated Floorings
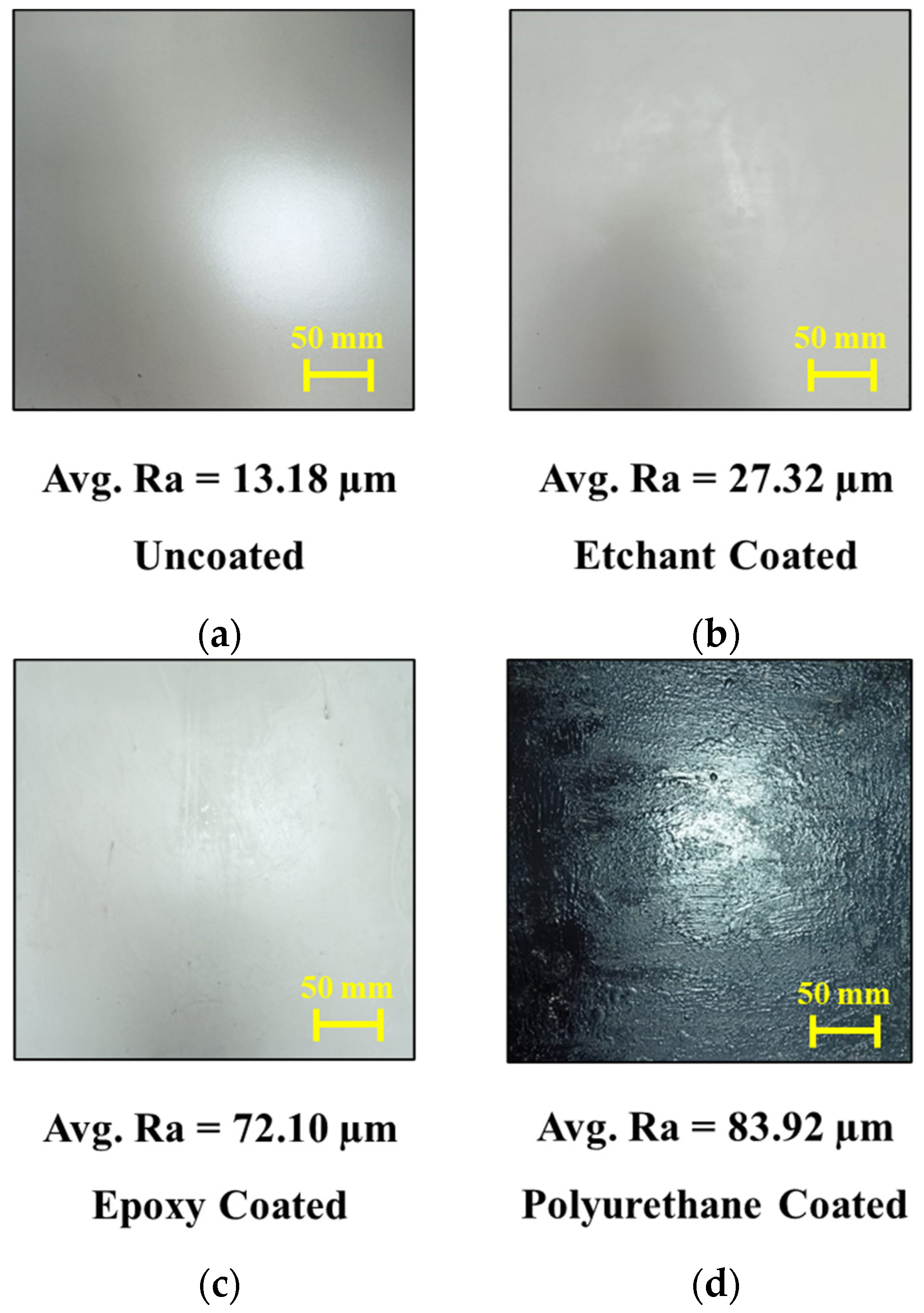
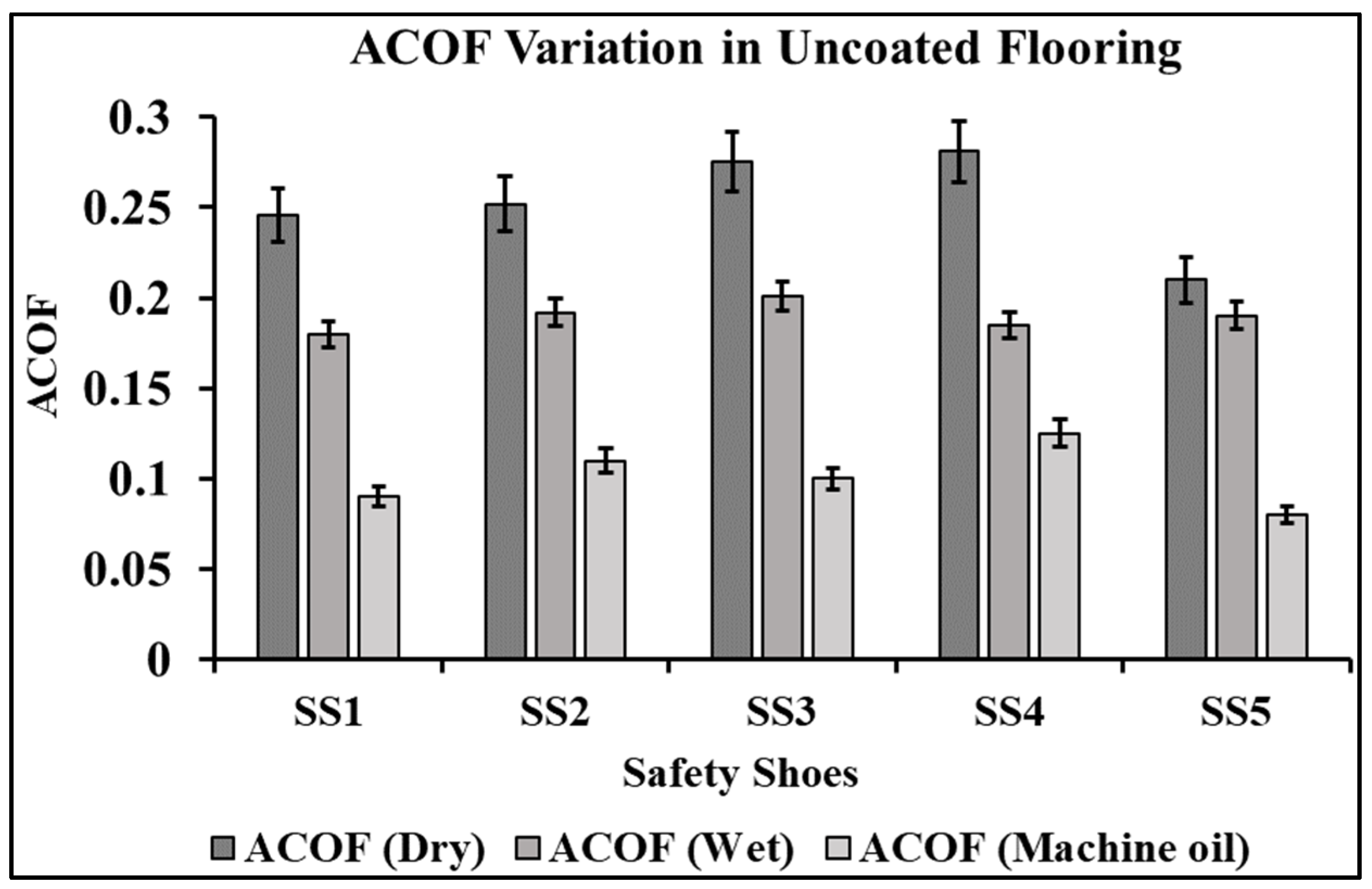
3.1.1. Uncoated Laminate Flooring
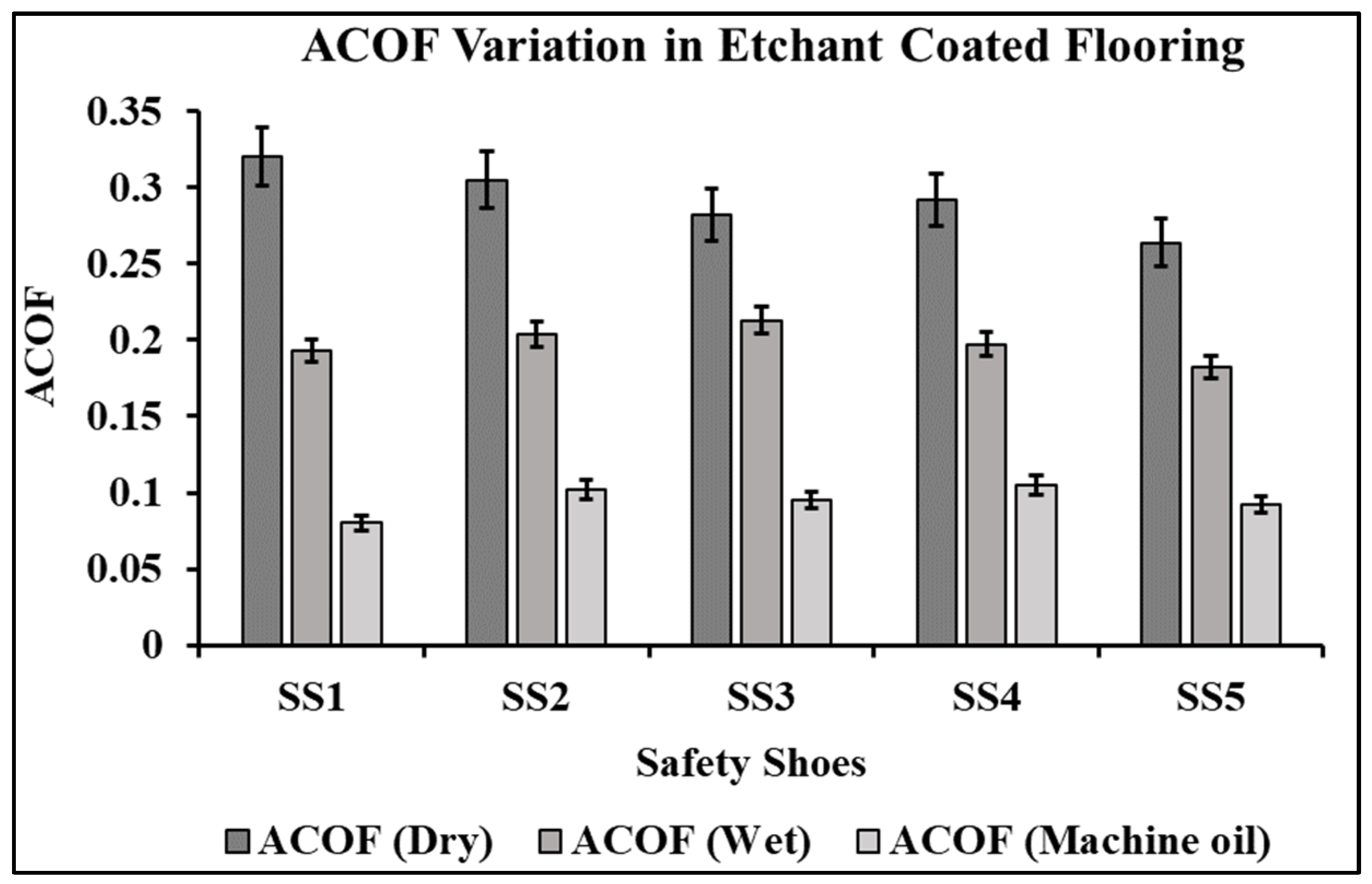
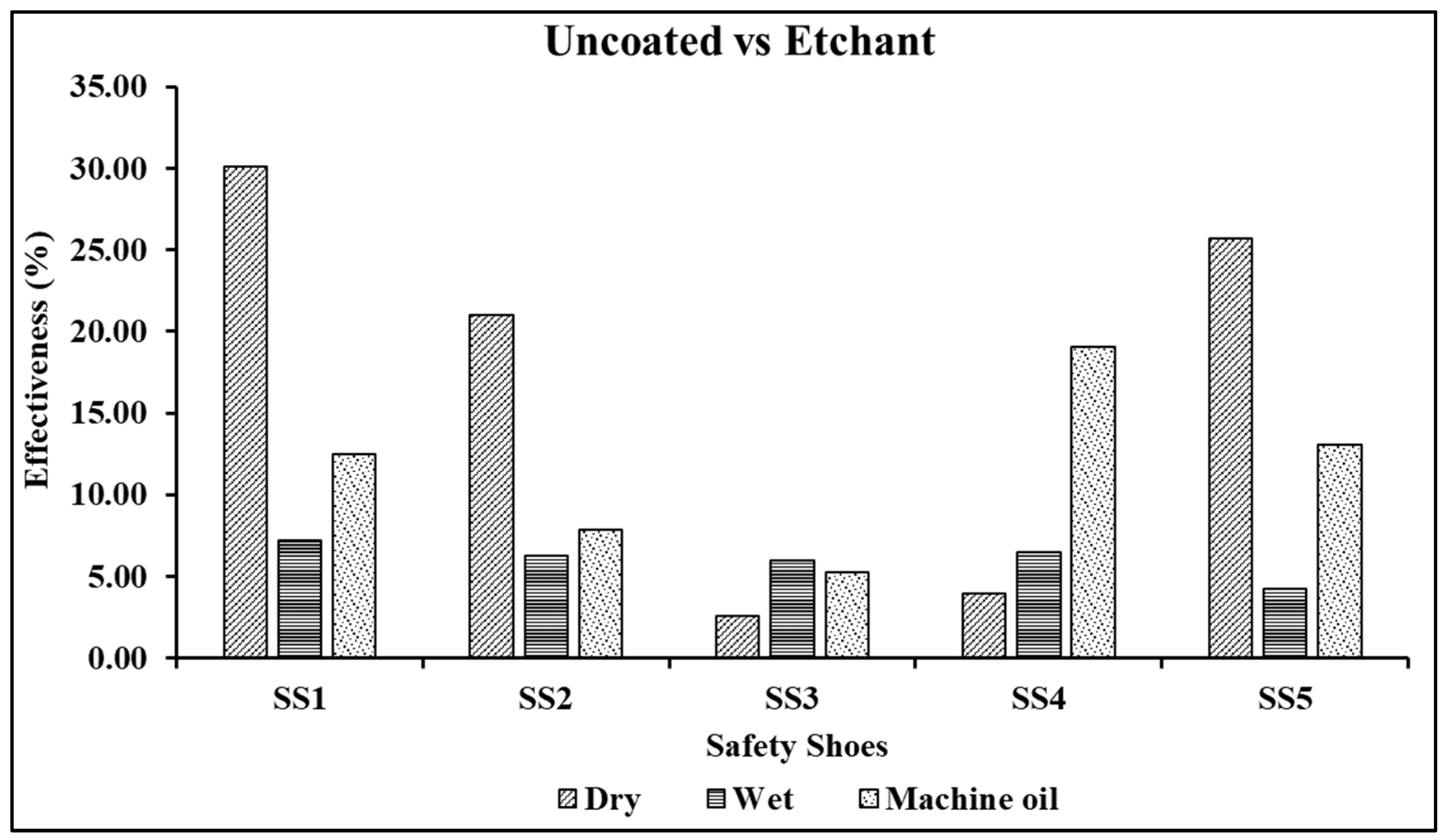
3.1.2. Etchant Coated Flooring
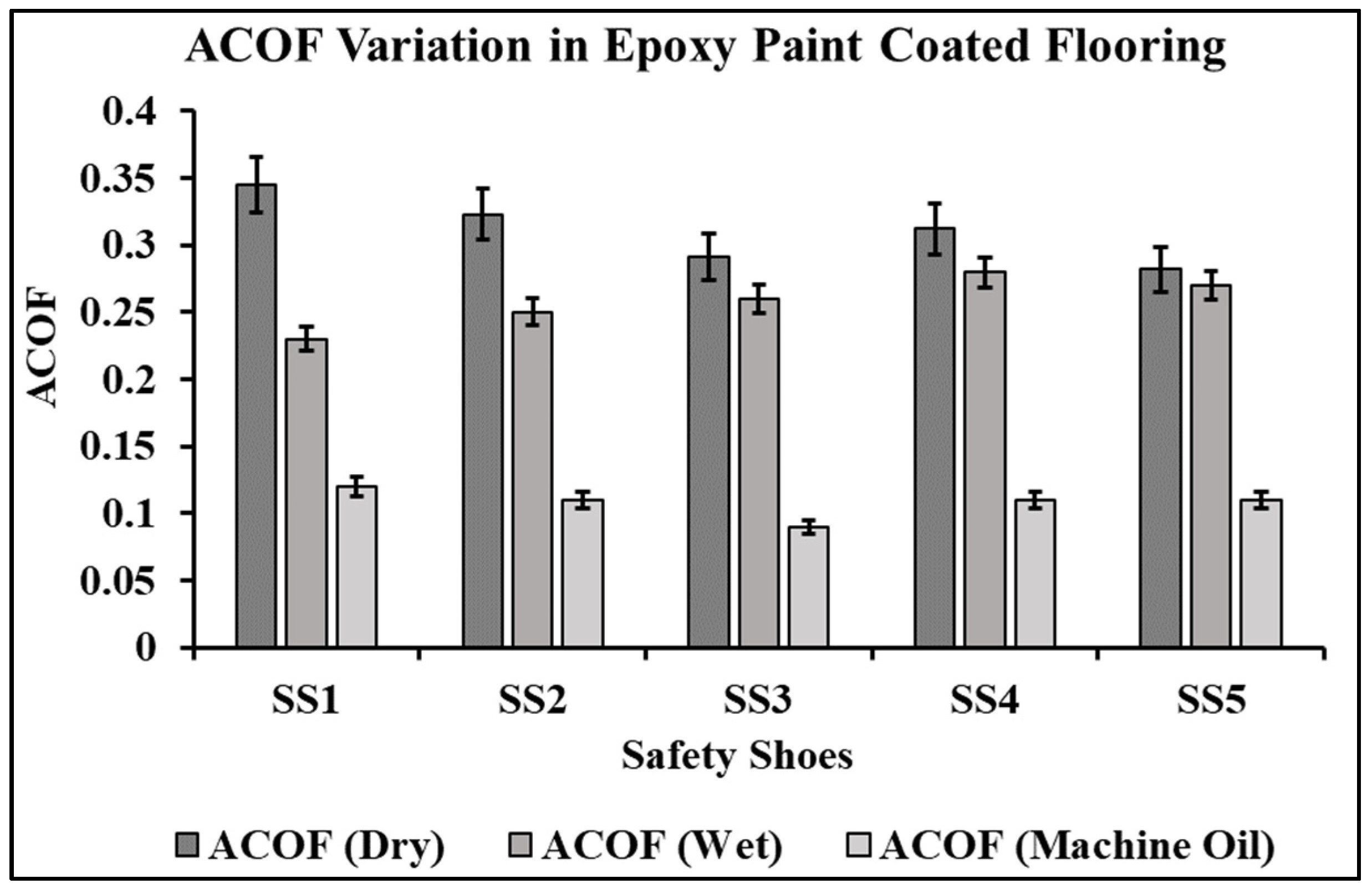
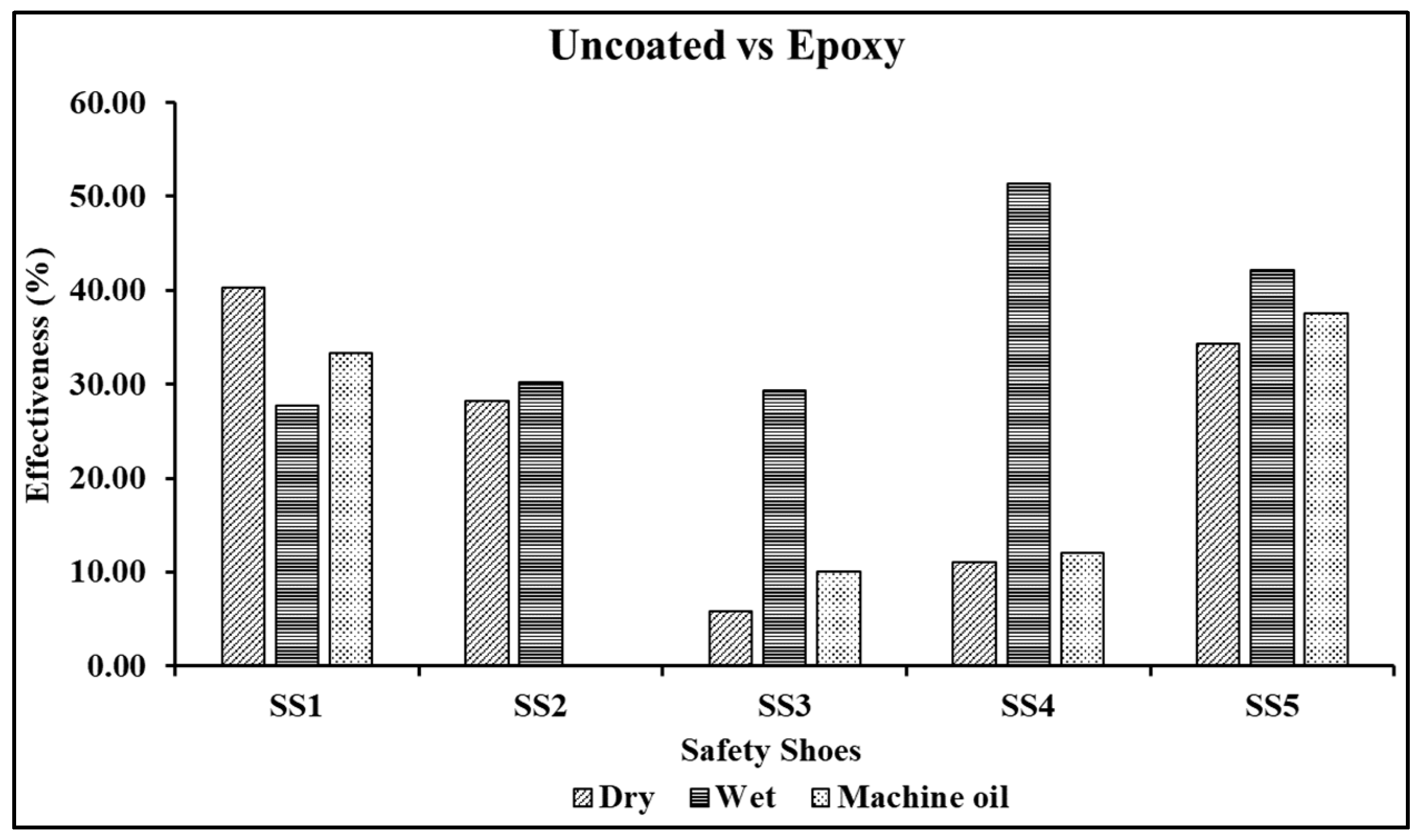
3.1.3. Epoxy-Coated Flooring
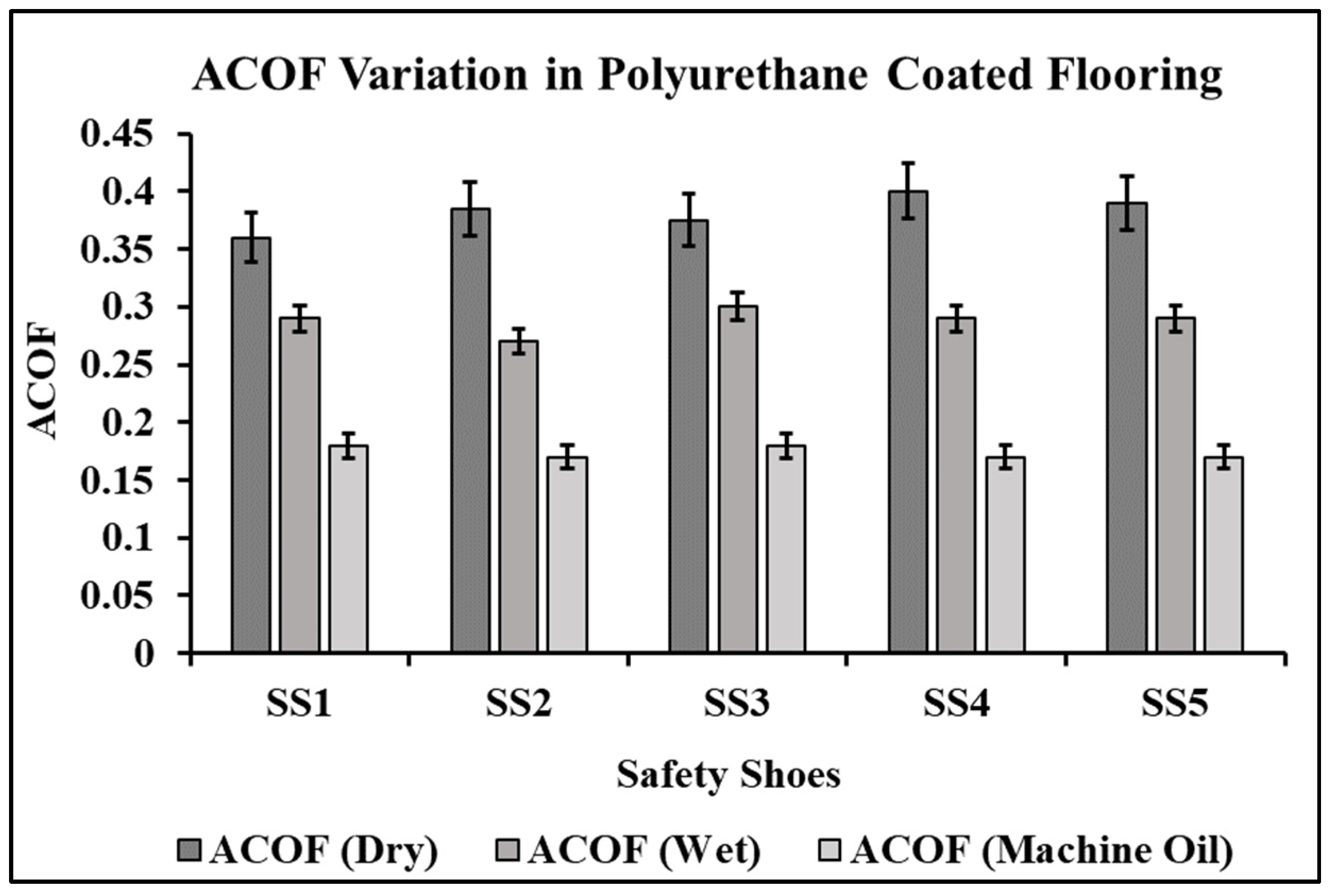
3.1.4. Polyurethane-Coated Flooring
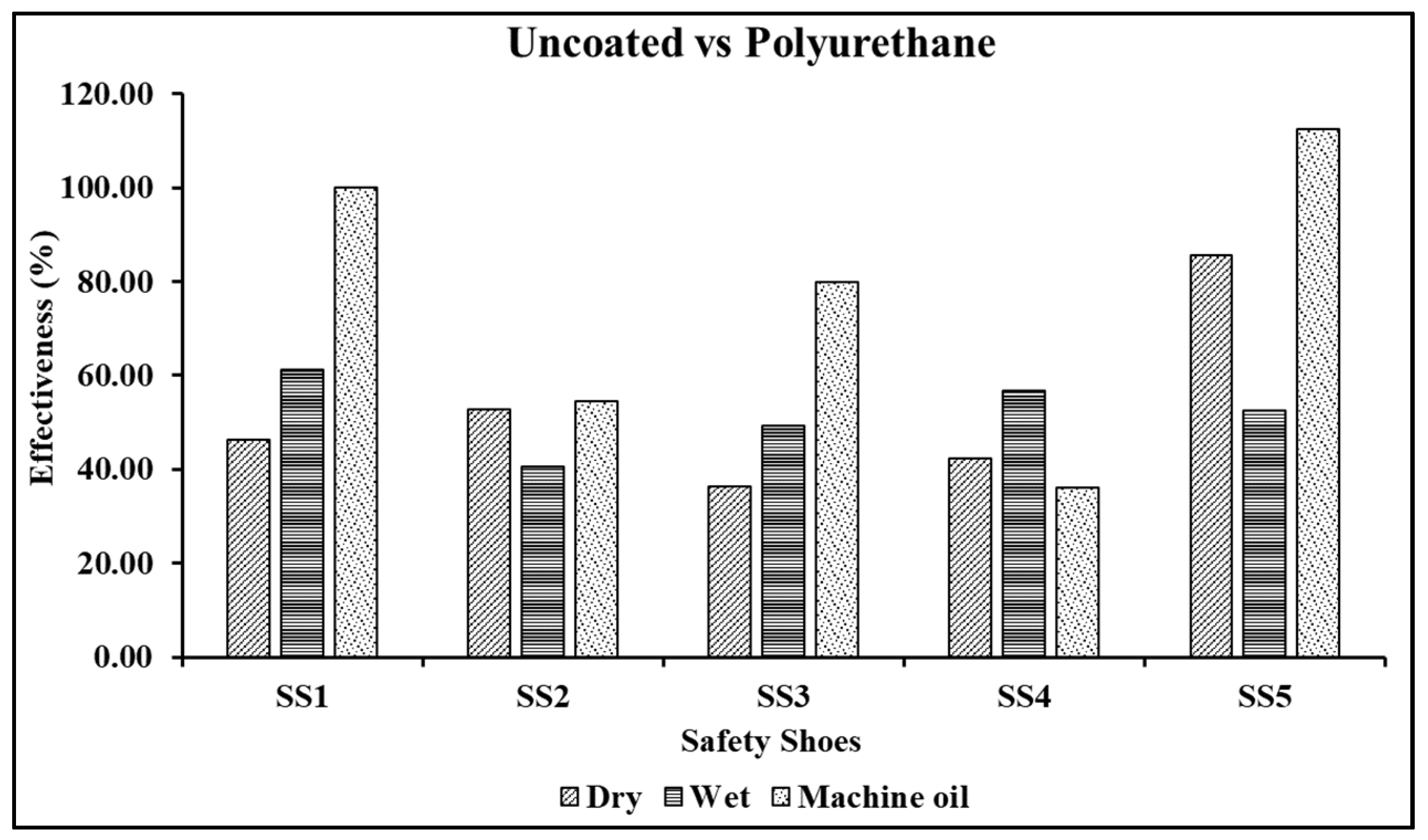
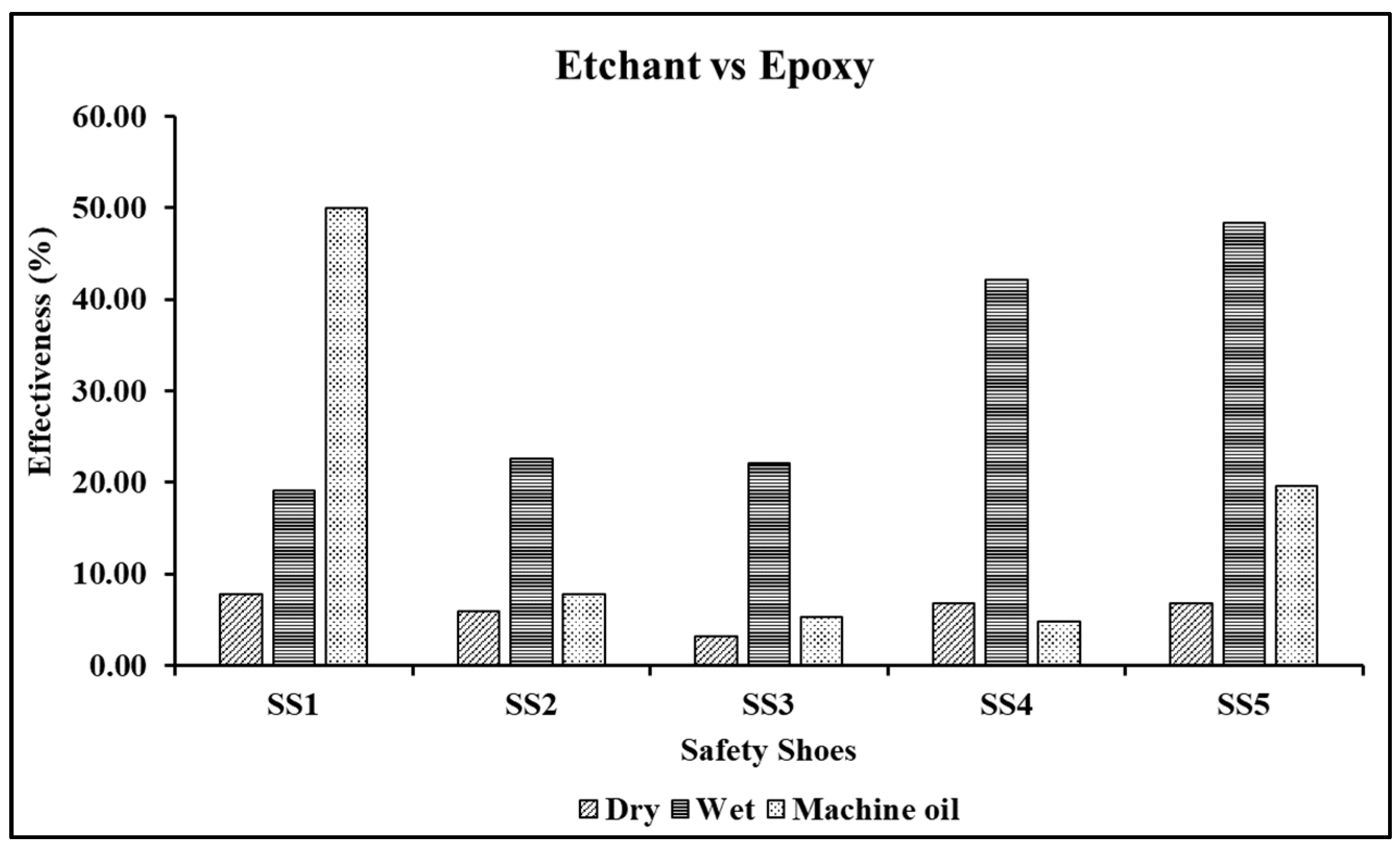
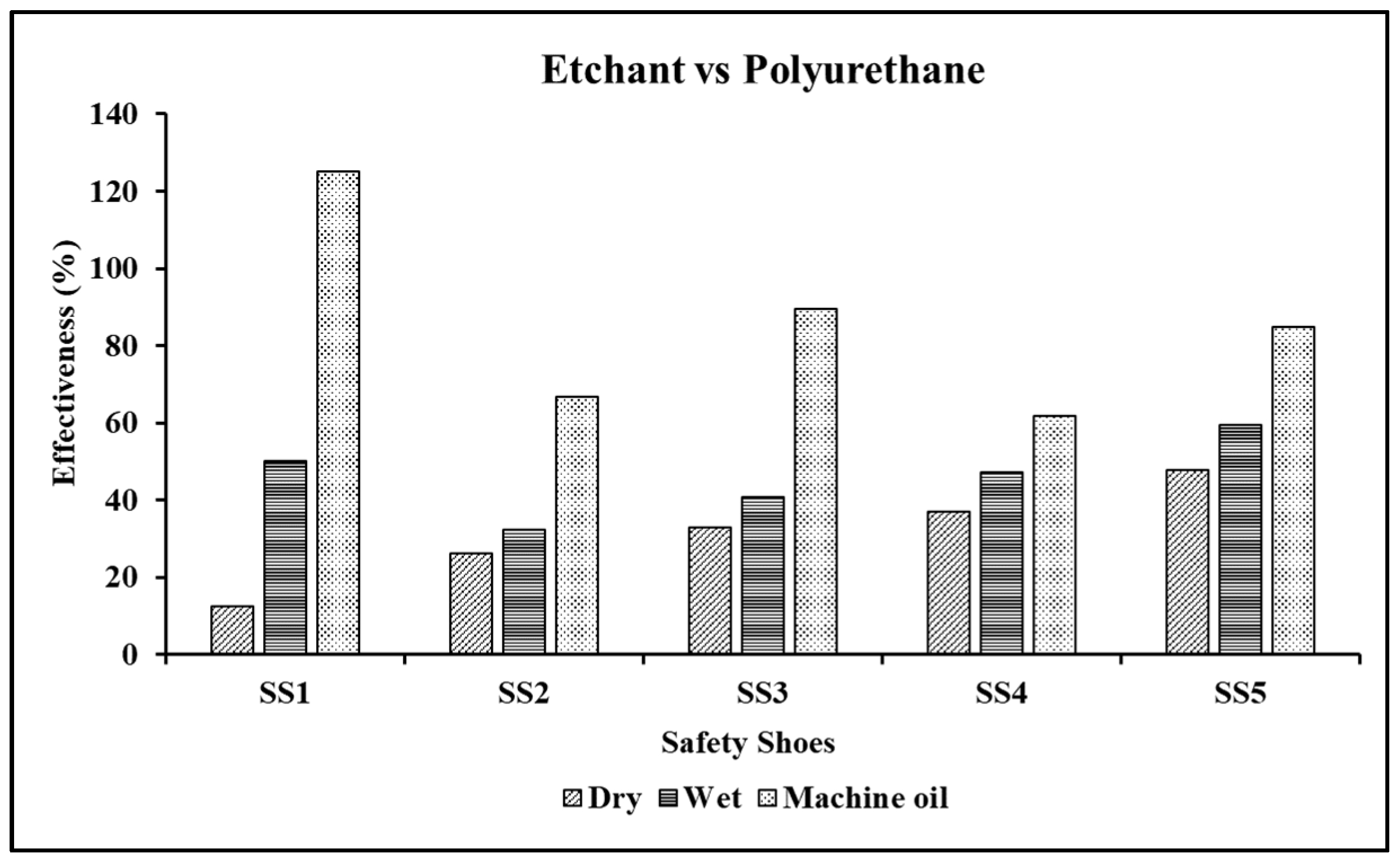
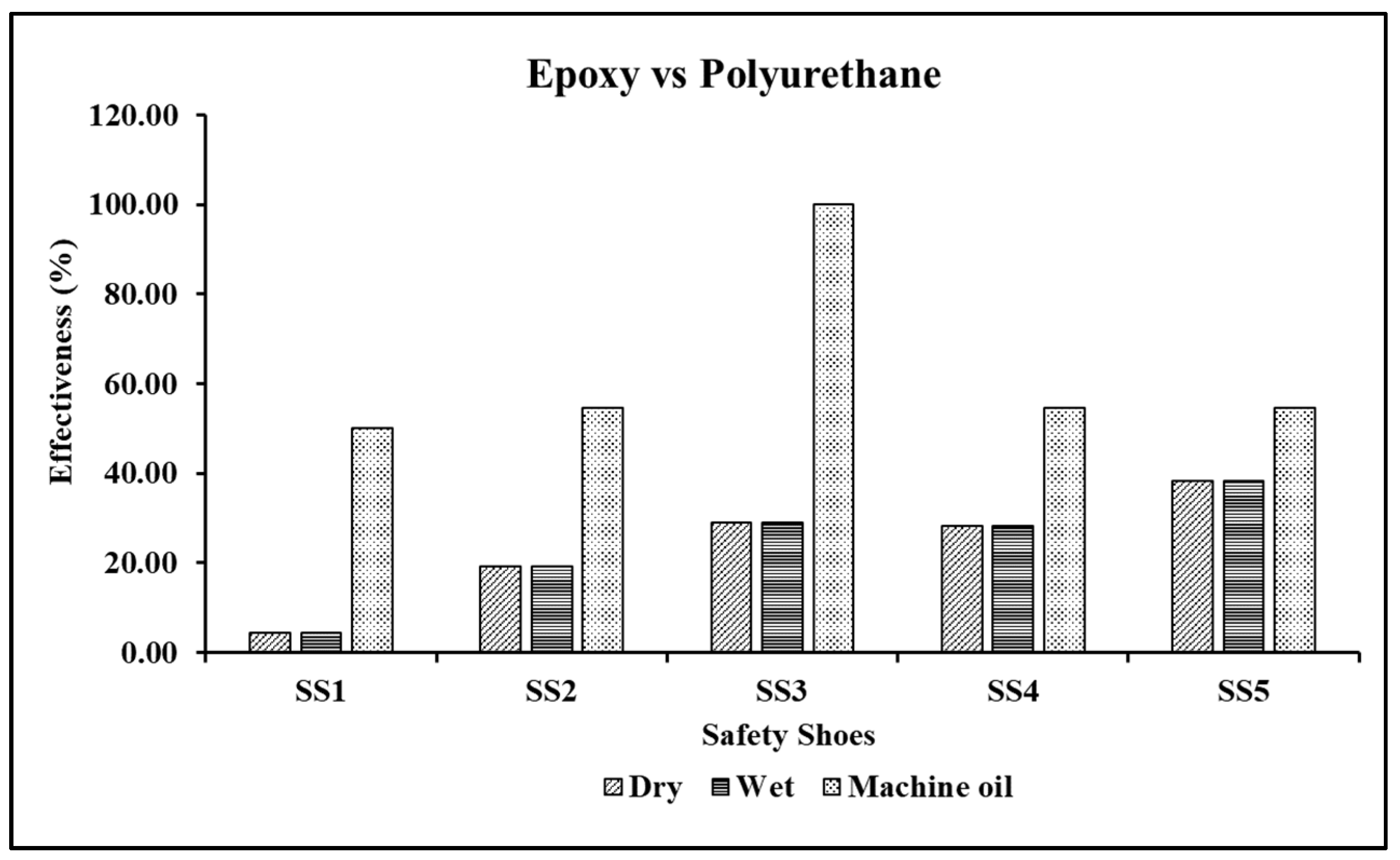
3.2. Effectiveness of Coatings to Provide Slip Resistance across Slipping Conditions
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Beschorner, K.E.; Li, Y.; Yamaguchi, T.; Ells, W.; Bowman, R. The Future of Footwear Friction. In Congress of the International Ergonomics Association; Springer: Cham, Switzerland, 2021; pp. 841–855. [Google Scholar] [CrossRef]
- US Department of Labor—Bureau of Labor Statistics. A Look at Falls, Slips and Trips in the Construction Industry; US Bureau of Labor Statistics: Washington, DC, USA, 2022.
- Florence, C.; Simon, T.; Haegerich, T.; Luo, F.; Zhou, C. Estimated Lifetime Medical and Work-Loss Costs of Fatal Injuries—United States, 2013. MMWR Morb. Mortal. Wkly. Rep. 2015, 64, 1074–1077. [Google Scholar] [CrossRef] [PubMed]
- Yeoh, H.T.; Lockhart, T.E.; Wu, X. Non-fatal occupational falls on the same level. Ergonomics 2013, 56, 153–165. [Google Scholar] [CrossRef] [PubMed]
- Libery Mutual. 2017 Liberty Mutual Workplace Safety Index; Libery Mutual: Boston, MA, USA, 2017. [Google Scholar]
- Chanda, A.; Jones, T.G.; Beschorner, K.E. Generalizability of Footwear Traction Performance across Flooring and Contaminant Conditions. IISE Trans. Occup. Ergon. Hum. Factors 2018, 6, 98–108. [Google Scholar] [CrossRef] [PubMed]
- Gupta, S.; Chatterjee, S.; Chanda, A. Effect of footwear material wear on slips and falls. Mater. Today Proc. 2022, 62, 3508–3515. [Google Scholar] [CrossRef]
- Hemler, S.L.; Pliner, E.M.; Redfern, M.S.; Haight, J.M.; Beschorner, K.E. Traction performance across the life of slip-resistant footwear: Preliminary results from a longitudinal study. J. Saf. Res. 2020, 74, 219–225. [Google Scholar] [CrossRef]
- Chang, W.R.; Grönqvist, R.; Leclercq, S.; Myung, R.; Makkonen, L.; Strandberg, L.; Brungraber, R.J.; Mattke, U.; Thorpe, S.C. The role of friction in the measurement of slipperiness, Part 1: Friction mechanisms and definition of test conditions. Ergonomics 2001, 44, 1217–1232. [Google Scholar] [CrossRef]
- Meehan, E.E.; Vidic, N.; Beschorner, K.E. In contrast to slip-resistant shoes, fluid drainage capacity explains friction performance across shoes that are not slip-resistant. Appl. Ergon. 2022, 100, 103663. [Google Scholar] [CrossRef]
- Beschorner, K.E.; Siegel, J.L.; Hemler, S.L.; Sundaram, V.H.; Chanda, A.; Iraqi, A.; Haight, J.M.; Redfern, M.S. An observational ergonomic tool for assessing the worn condition of slip-resistant shoes. Appl. Ergon. 2020, 88, 103140. [Google Scholar] [CrossRef]
- Chatterjee, S.; Chanda, A. Development of a Tribofidelic Human Heel Surrogate for Barefoot Slip Testing. J. Bionic. Eng. 2022, 19, 429–439. [Google Scholar] [CrossRef]
- Jakobsen, L.; Lysdal, F.G.; Bagehorn, T.; Kersting, U.G.; Sivebaek, I.M. The effect of footwear outsole material on slip resistance on dry and contaminated surfaces with geometrically controlled outsoles. Ergonomics 2022, 1–8. [Google Scholar] [CrossRef]
- Chatterjee, S.; Gupta, S.; Chanda, A. Barefoot slip risk assessment of Indian manufactured ceramic flooring tiles. Mater. Today Proc. 2022, 62, 3699–3706. [Google Scholar] [CrossRef]
- Hemler, S.L.; Charbonneau, D.N.; Iraqi, A.; Redfern, M.S.; Haight, J.M.; Moyer, B.E.; Beschorner, K.E. Changes in under-shoe traction and fluid drainage for progressively worn shoe tread. Appl. Ergon. 2019, 80, 35–42. [Google Scholar] [CrossRef]
- Hemler, S.L.; Charbonneau, D.N.; Beschorner, K.E. Predicting hydrodynamic conditions under worn shoes using the tapered-wedge solution of Reynolds equation. Tribol. Int. 2020, 145, 106161. [Google Scholar] [CrossRef] [PubMed]
- Chatterjee, S.; Gupta, S.; Chanda, A. Barefoot Slip Risk in Indian Bathrooms: A Pilot Study. Tribol. Trans. 2022, 1–15. [Google Scholar] [CrossRef]
- Derler, S.; Huber, R.; Kausch, F.; Meyer, V.R. Effectiveness, durability and wear of anti-slip treatments for resilient floor coverings. Saf. Sci. 2015, 76, 12–20. [Google Scholar] [CrossRef]
- Kayili, M.T.; Celebi, G. Environmental Properties of Environmentally Friendly Construction Materials: Recycled LDPE Composites Filled by Blast Furnace Dust. J. Green Build. 2021, 16, 135–153. [Google Scholar] [CrossRef]
- Temizkan, E.; Eroğlu, G.; Ergün, A.; Deligöz, H. Preparation, characterization, and influence of polyurea coatings on their layered composite materials based on flexible rebonded polyurethane. Polym. Eng. Sci. 2021, 61, 1392–1404. [Google Scholar] [CrossRef]
- Mehravar, S.; Roschmann, K.J.; Arocha, P.U.; Reck, B.; Agirre, A.; Tomovska, R.; Asua, J.M.; Ballard, N. Correlating microstructure and performance of PU/(meth)acrylic hybrids as hardwood floor coating. Prog. Org. Coat. 2019, 131, 417–426. [Google Scholar] [CrossRef]
- Shibata, K.; Warita, I.; Yamaguchi, T.; Hinoshita, M.; Sakauchi, K.; Matsukawa, S.; Hokkirigawa, K. Effect of groove width and depth and urethane coating on slip resistance of vinyl flooring sheet in glycerol solution. Tribol. Int. 2019, 135, 89–95. [Google Scholar] [CrossRef]
- James, D.I. Slip resistance tests for flooring: Two methods compared. Polym. Test. 1985, 5, 403–425. [Google Scholar] [CrossRef]
- Kim, J. Comparison of Three Different Slip Meters under Various Contaminated Conditions. Saf. Health Work. 2012, 3, 22–30. [Google Scholar] [CrossRef]
- Blanco, M.; Monteserín, C.; Cerrillo, C.; Fuentes, E.; Aranzabe, E.; Gómez, I.; Gil, L. Slip-resistance improvement on paints employed on walking surfaces by the incorporation of nanoparticles. Prog. Org. Coat. 2020, 148, 105852. [Google Scholar] [CrossRef]
- Leclercq, S.; Saulnier, H. Floor slip resistance changes in food sector workshops: Prevailing role played by “fouling”. Saf. Sci. 2002, 40, 659–673. [Google Scholar] [CrossRef]
- Van der Wolf, R.A. Method for Increasing the Slip Resistance of a Floor Surface. U.S. Patent Application No. 13/947,464, 22 January 2015. [Google Scholar]
- Yoon, C.W.; Seo, J.W.; Lee, S.S.; Park, J.S.; Kim, K.Y. Study on the slip resistance of embo-spray coating of urethane-based floor material. KSCE J. Civ. Eng. 2017, 21, 76–84. [Google Scholar] [CrossRef]
- Chanda, A.; Reuter, A.; Beschorner, K.E. Vinyl Composite Tile Surrogate for Mechanical Slip Testing. IISE Trans. Occup. Ergon. Hum. Factors 2019, 7, 132–141. [Google Scholar] [CrossRef] [PubMed]
- ASTM F2913-11; Standard Test Method for Measuring the Coefficient of Friction for Evaluation of Slip Performance of Footwear and Test Surfaces/Flooring Using a Whole Shoe Tester. ASTM International: West Conshohocken, PA, USA, 2011.
- Chang, W.R.; Grönqvist, R.; Leclercq, S.; Brungraber, R.J.; Mattke, U.; Strandberg, L.; Thorpe, S.C.; Myung, R.; Makkonen, L.; Courtney, T. The role of friction in the measurement of slipperiness, Part 2: Survey of friction measurement devices. Ergonomics 2001, 44, 1233–1261. [Google Scholar] [CrossRef] [PubMed]
- Jones, T.; Iraqi, A.; Beschorner, K. Performance testing of work shoes labeled as slip resistant. Appl. Ergon. 2018, 68, 304–312. [Google Scholar] [CrossRef] [PubMed]
- Iraqi, A.; Vidic, N.S.; Redfern, M.S.; Beschorner, K.E. Prediction of coefficient of friction based on footwear outsole features. Appl. Ergon. 2020, 82, 102963. [Google Scholar] [CrossRef]
- Beschorner, K.E.; Redfern, M.S.; Porter, W.L.; Debski, R.E. Effects of slip testing parameters on measured coefficient of friction. Appl. Ergon. 2007, 38, 773–780. [Google Scholar] [CrossRef]
- Beschorner, K.E.; Iraqi, A.; Redfern, M.S.; Cham, R.; Li, Y. Predicting slips based on the STM 603 whole-footwear tribometer under different coefficient of friction testing conditions. Ergonomics 2019, 62, 668–681. [Google Scholar] [CrossRef]














Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gupta, S.; Sidhu, S.S.; Chatterjee, S.; Malviya, A.; Singh, G.; Chanda, A. Effect of Floor Coatings on Slip-Resistance of Safety Shoes. Coatings 2022, 12, 1455. https://doi.org/10.3390/coatings12101455
Gupta S, Sidhu SS, Chatterjee S, Malviya A, Singh G, Chanda A. Effect of Floor Coatings on Slip-Resistance of Safety Shoes. Coatings. 2022; 12(10):1455. https://doi.org/10.3390/coatings12101455
Chicago/Turabian StyleGupta, Shubham, Sarabjeet Singh Sidhu, Subhodip Chatterjee, Ayush Malviya, Gurpreet Singh, and Arnab Chanda. 2022. "Effect of Floor Coatings on Slip-Resistance of Safety Shoes" Coatings 12, no. 10: 1455. https://doi.org/10.3390/coatings12101455
APA StyleGupta, S., Sidhu, S. S., Chatterjee, S., Malviya, A., Singh, G., & Chanda, A. (2022). Effect of Floor Coatings on Slip-Resistance of Safety Shoes. Coatings, 12(10), 1455. https://doi.org/10.3390/coatings12101455