
Evaluation of Adhesion Properties of Hard Coatings by Means of Indentation and Acoustic Emission

 , , and
, , and 
Abstract
:1. Introduction
- Circumferential cracks appear at the periphery of plastic zone;
- Channel cracks are initiated under heavy stress caused by direct contact between the indenter and coating;
- Nanoindentation: h ≤ 0.2 µm;
- Microindentation: F < 2 N, h > 0.2 µm;
- Macroindentation: 2 N ≤ F ≤ 30 kN.
2. Materials and Methods
2.1. Materials Selection
2.1.1. nACo3 Coating Characterization
2.1.2. TiXCo3 Coating Characterization
2.2. Measuring Methods
2.2.1. Nanoindentation
- Elastic modulus (E) and hardness (H). Mean values of E and H were obtained at indentation depths 100 and 200 nm;
- Plasticity index (H/E) and plastic deformation resistance (H3/E2).
2.2.2. Macroindentation and AE Measuring
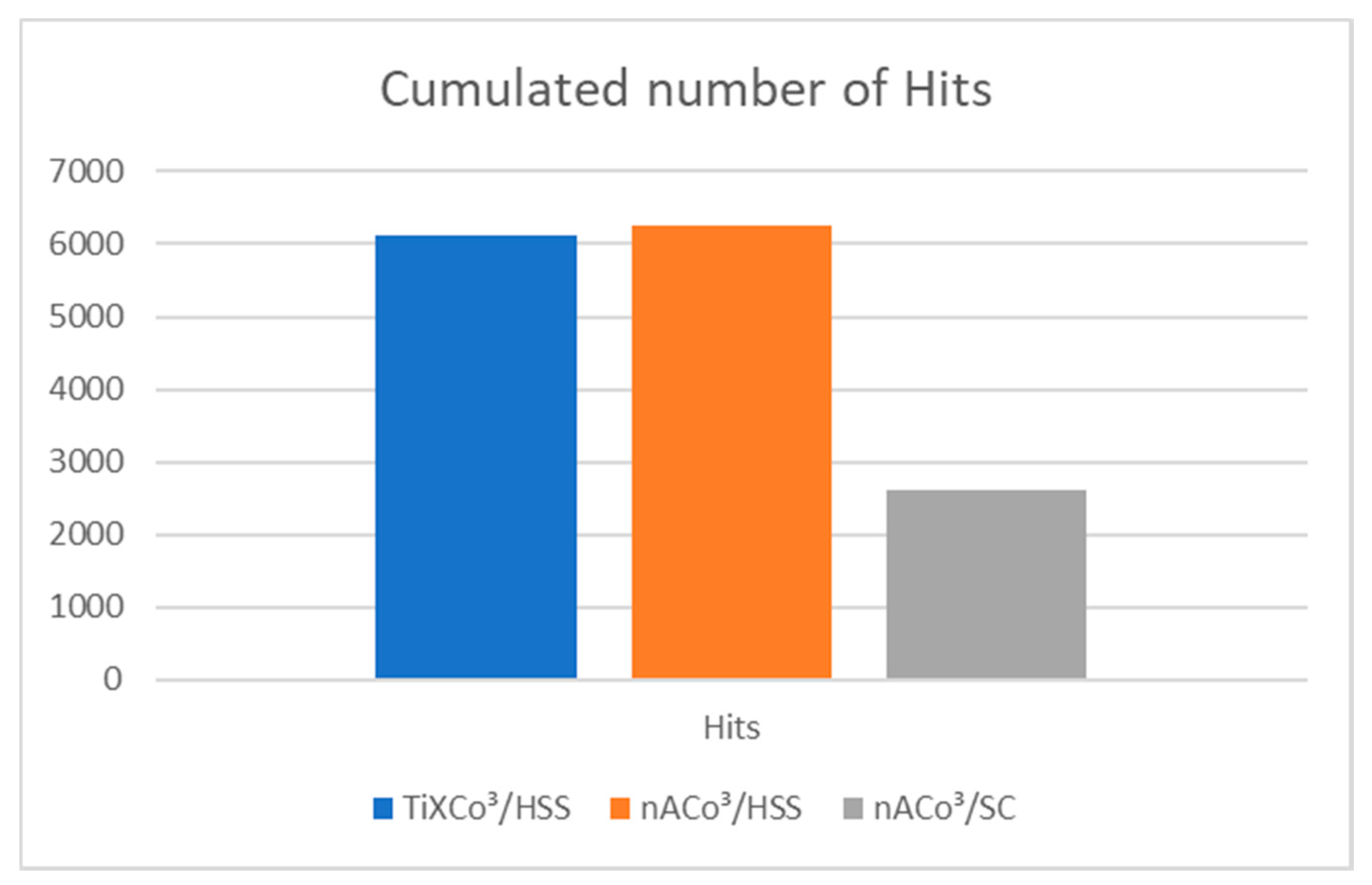
- Hit: a signal that exceeds the threshold and causes a system channel to accumulate data. It is frequently used to show the AE activity with counted number for a period or accumulated numbers. In general, one waveform corresponds to one “hit”. It represents the number of cracks and other structural instabilities that arose and grew in a specimen.
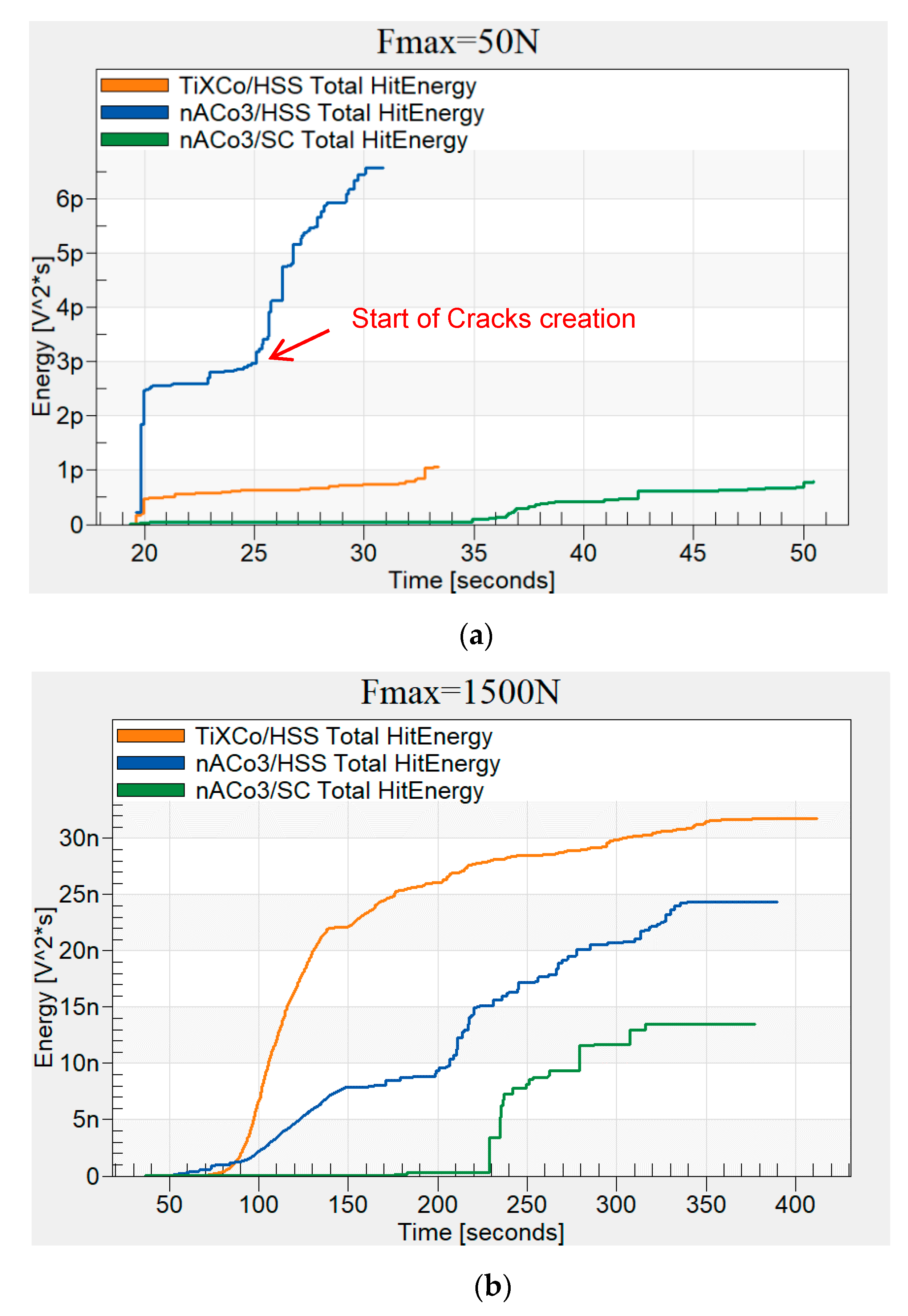
- Hits energy is an integral of squared (or absolute) amplitude over time of signal duration. There are different approximations for AE signal energy (with units of V2·s), most frequently it is expressed in energy units (eu). According to previous studies there is relationship between fracture energy and AE signal energy, it gives information about the energy released into the material because of crack initiation and propagation [30]. More intense crack initiation causes more energy to be released. Usually, more energy is released when spalling or delamination in hard coatings occurs.
3. Results
3.1. Nanoindentation
3.2. Macroindentation and AE Measuring
3.2.1. Number of Hits
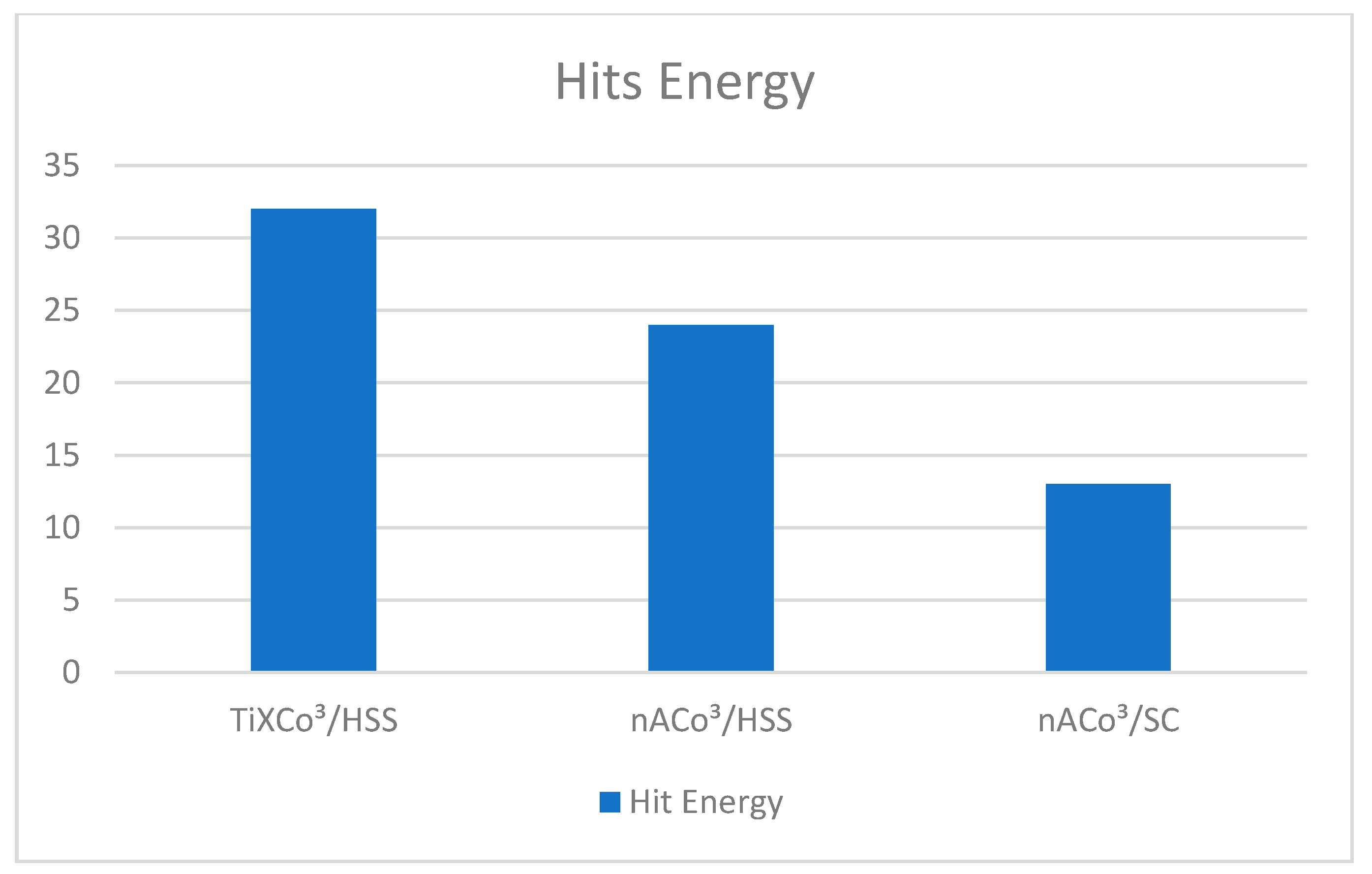
3.2.2. Hits Energy
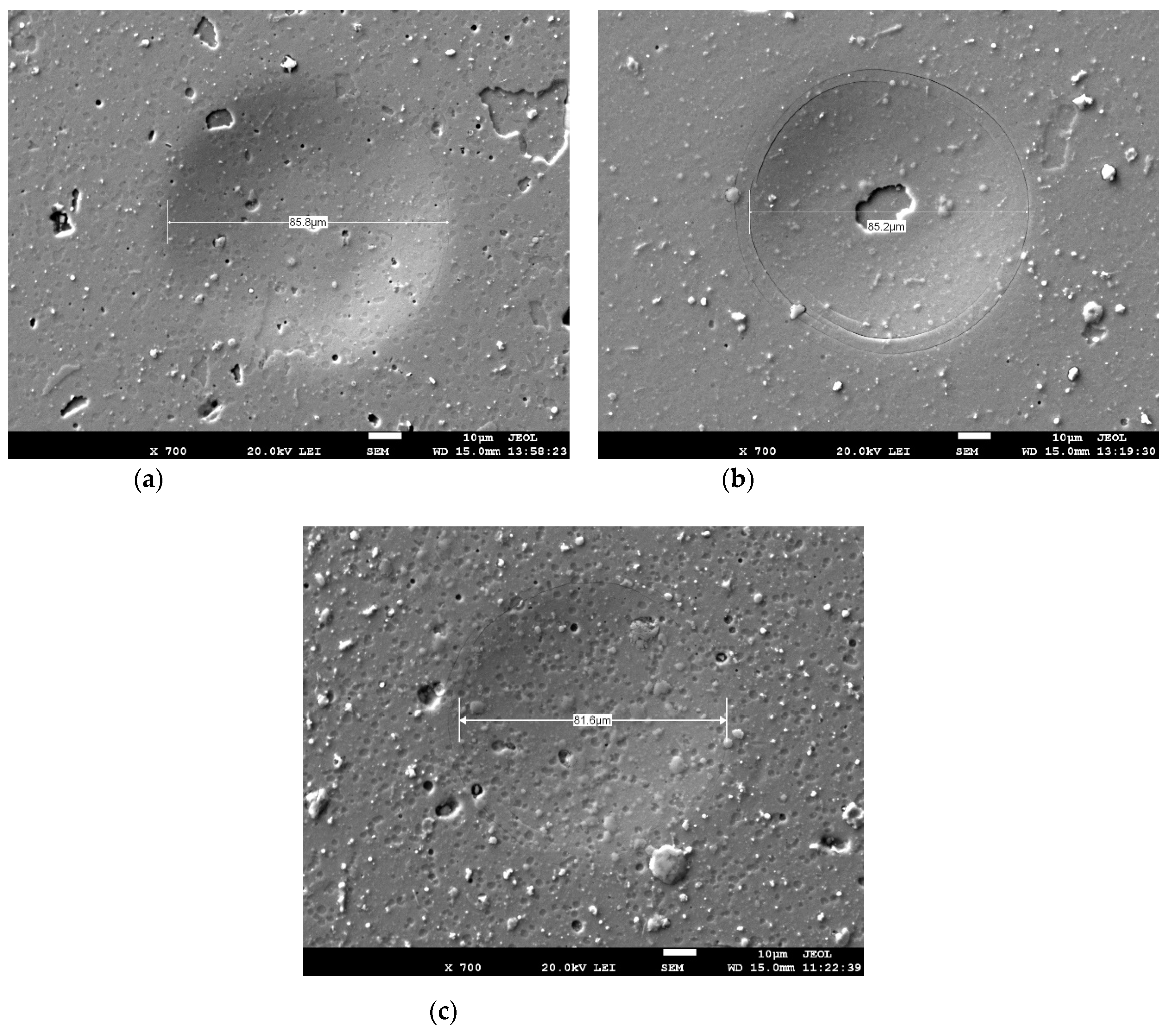
3.2.3. High-Resolution Analysis of Indentation Imprints
4. Discussion
4.1. Nanoindentation
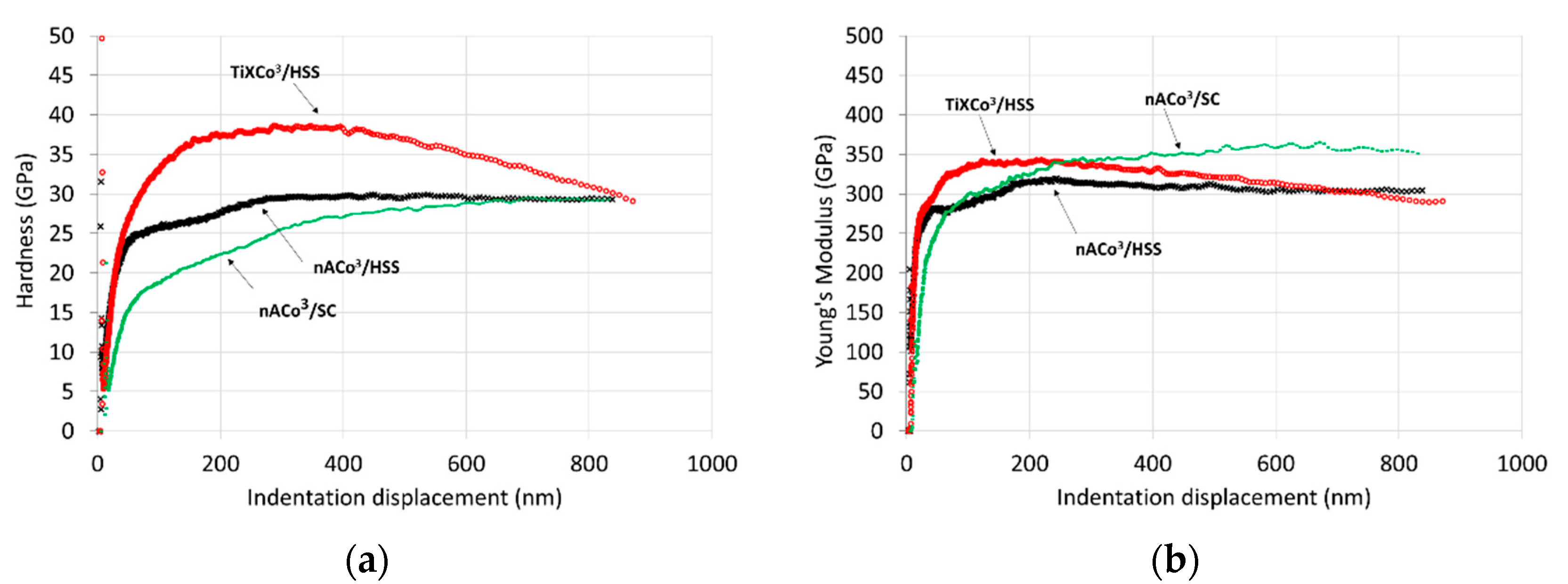
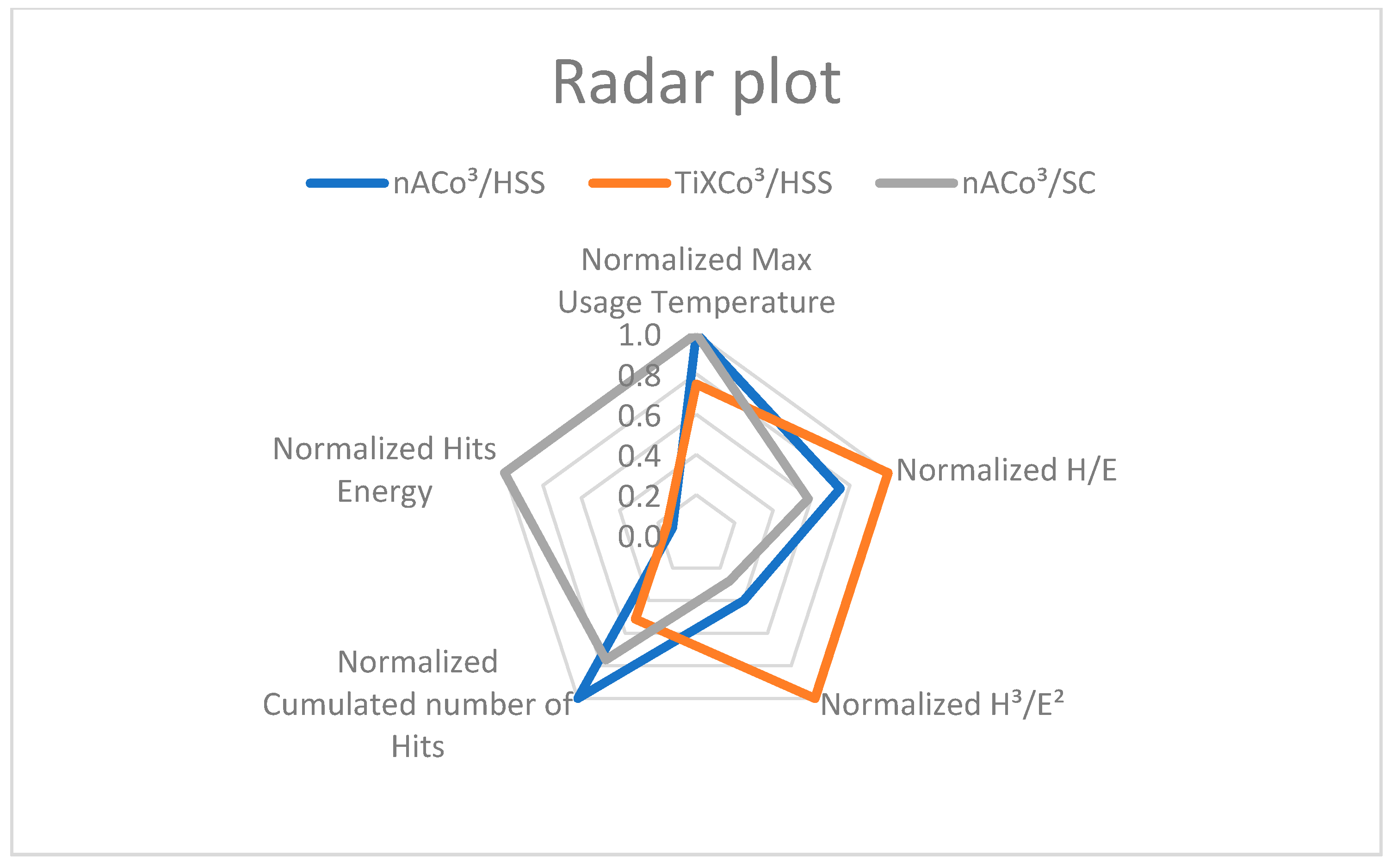
- The TiXCo3 coating deposited on HSS has the highest hardness of all measured specimens at low indentation depths. However, as depths increase the hardness reduces. The elastic modulus curve followed a similar pattern.
- The nACo3 coating deposited on both substrates had the same hardness at low depths. The hardness of both nACo3 coatings also increased with an increase of indentation depths. The opposite phenomenon was observed for the elastic modulus. The nACo3 coating deposited on SC had higher values over the whole range of depths.
- All hardness changes of coatings due to an increase of indentation depths were probably caused by differences in the substrates.
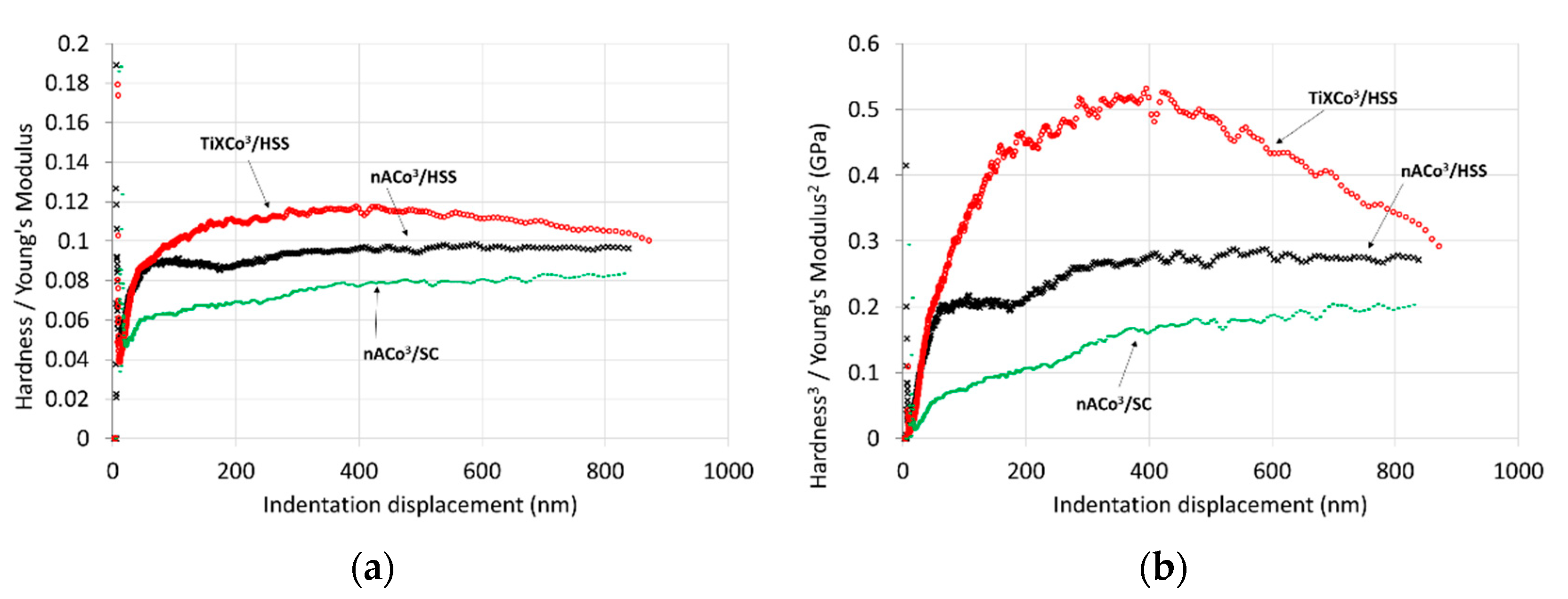
- The plasticity index and plastic deformation resistance reached the highest values for the TiXCo3 coating deposited on HSS.
- The nACo3 coating showed different values of plasticity index and plastic deformation resistance parameters. nACo3 deposited on SC had the lowest values of both calculated parameters.
4.2. Macroindentation and AE Measuring
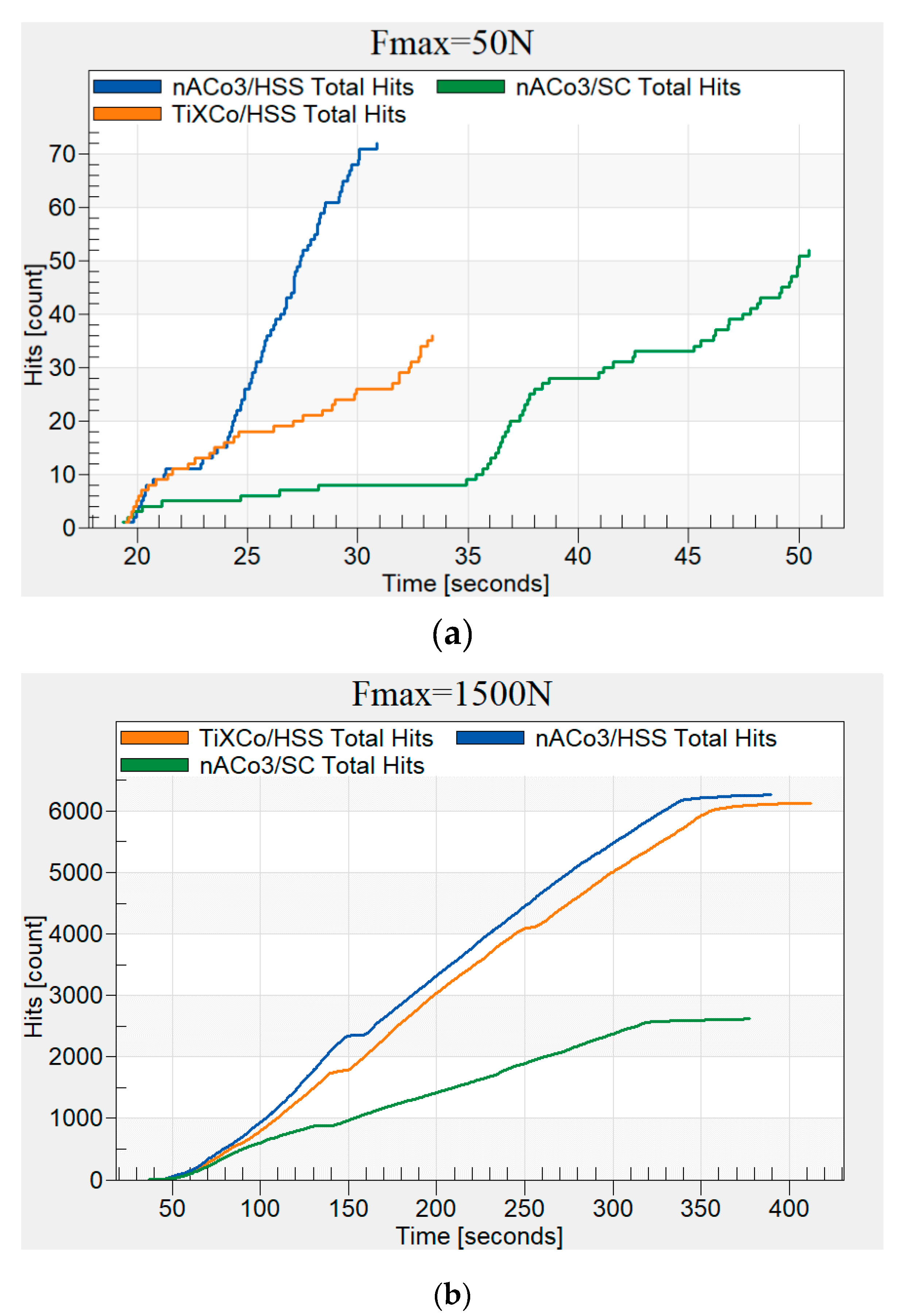
- The coating-substrate systems with the lowest number of cracks was nACo3 deposited on sintered carbide and TiXCo3 on HSS.
- Hits energy parameters showed that the nACo3 coating deposited on high-speed steel is susceptible to spalling at low indentation loading force.
- From the number of hits parameter, we found that the most susceptible coatings to cracking are both the TiXCo3 and nACo3 coatings deposited on high speed steel.
- Based on the hits energy parameter, we were able to determine that the TiXCo3 coating on HSS was more susceptible to a loss of adhesion and spalling of the coating at high loads, while nACo3 deposited on high-speed steel was less susceptible at high loads, but the least susceptible was nACo3 deposited on sintered carbide.
5. Conclusions
- Comparing the acoustic emission events represented by the number of hits parameter, we conclude that for high loading applications the substrate has a major influence on the mechanical properties. We found around the same number of hits for different coatings deposited on HSS substrate and approximately the half number of hits for coatings deposited on sintered carbide. If the substrate is resistant to plastic deformation, then the coating is also more resistant to cracking and spalling.
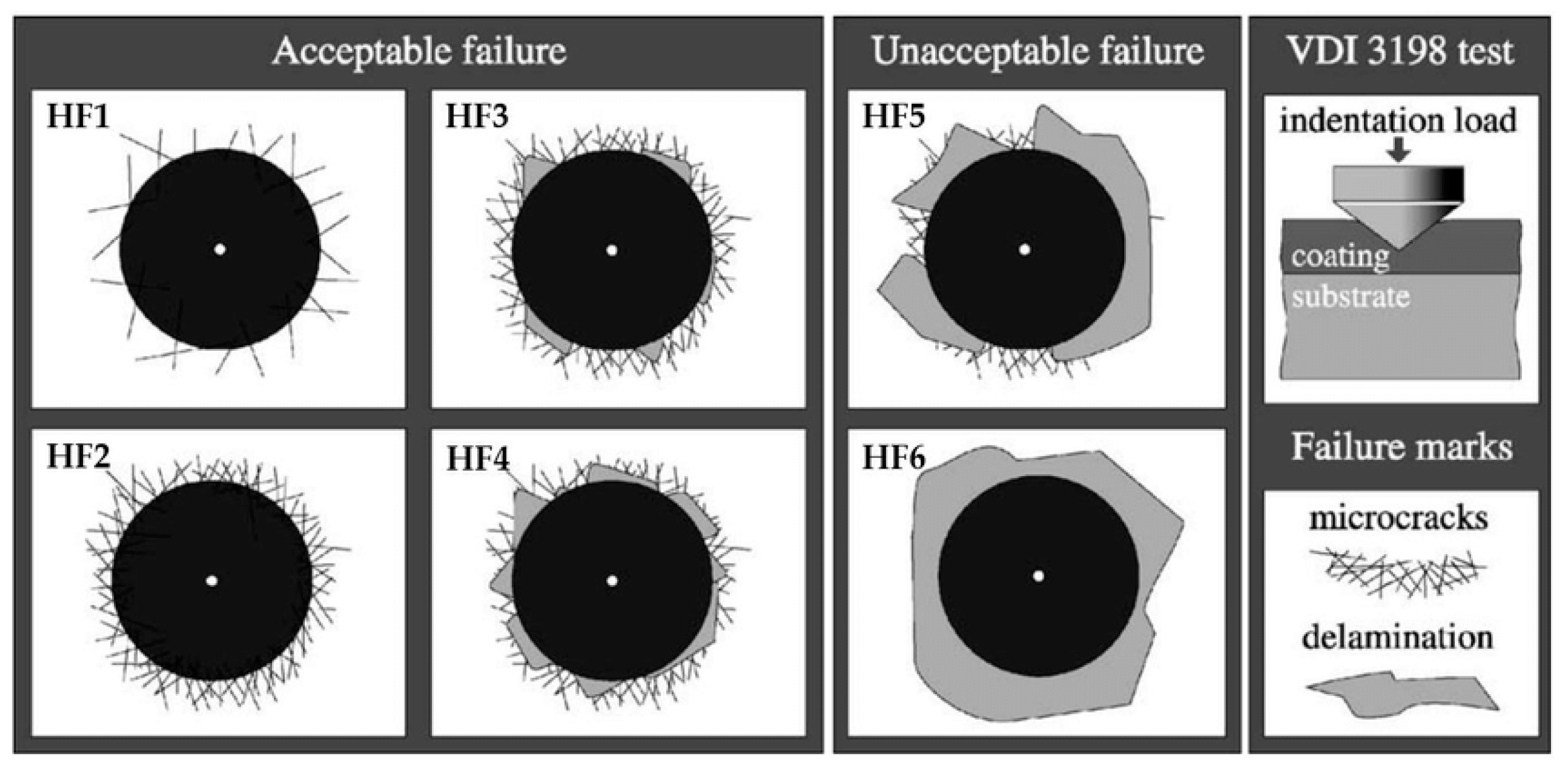
- The susceptibility of the coating to untimely cracking;
- Spalling of coatings;
- The loading force when spalling starts to occur.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Baldan, A. Adhesion phenomena in bonded joints. Int. J. Adhes. Adhes. 2012, 38, 95–116. [Google Scholar] [CrossRef]
- Popov, V.L.; Pohrt, R.; Li, Q. Strength of adhesive contacts: Influence of contact geometry and material gradients. Friction 2017, 5, 308–325. [Google Scholar] [CrossRef]
- Duminica, F.D.; Belchi, R.; Libralesso, L.; Mercier, D. Investigation of Cr(N)/DLC multilayer coatings elaborated by PVD for high wear resistance and low friction applications. Surf. Coat. Technol. 2018, 337, 396–403. [Google Scholar] [CrossRef]
- Sousa, V.F.C.; Silva, F.J.G. Recent advances in turning processes using coated tools—A comprehensive review. Metals 2020, 10, 170. [Google Scholar] [CrossRef] [Green Version]
- Mercier, D.; Mandrillon, V.; Parry, G.; Verdier, M.; Estevez, R.; Bréchet, Y.; Maindron, T. Investigation of the fracture of very thin amorphous alumina film during spherical nanoindentation. Thin. Solid. Films 2017, 638, 34–47. [Google Scholar] [CrossRef]
- Krabbe, M. Crack Mechanisms and Crack Interaction in Thin Films; Department of Engineering, Technical report ME-TR-1; Aarhus University: Aarhus, Denmark, 2012; pp. 18–28, ISSN 2245-4594; Available online: https://tidsskrift.dk/me/article/view/21125/18625 (accessed on 17 May 2021).
- Fu, K.; Tang, Y.; Chang, L. Toughness Assessment and Fracture Mechanism of Brittle Thin Films Under Nano-Indentation, Fracture Mechanics—Properties, Patterns and Behaviours; IntechOpen: Rijeka, Italy, 2016; pp. 121–144. [Google Scholar] [CrossRef] [Green Version]
- Malzbender, J.; Den Toonder, J.M.J.; Balkenende, A.R.; De With, G. Measuring mechanical properties of coatings: A methodology applied to nano-particle-filled sol–gel coatings on glass. Mater. Sci. Eng. R Rep. 2002, 36, 47–103. [Google Scholar] [CrossRef]
- Azizpour, A.; Hahn, R.; Klimashin, F.F.; Wojcik, T.; Poursaeidi, E.; Mayrhofer, P.H. Deformation and cracking mechanism in CrN/TiN multilayer coatings. Coatings 2019, 9, 363. [Google Scholar] [CrossRef] [Green Version]
- Kramer, D.E.; Yoder, K.B.; Gerberich, W.W. Surface constrained plasticity: Oxide rupture and the yield point process. Philos. Mag. 2001, 81, 2033–2058. [Google Scholar] [CrossRef]
- Wang, M.G.; Ngan, A.H.W. Indentation strain burst phenomenon induced by grain boundaries in niobium. J. Mater. Res. 2004, 19, 2478–2486. [Google Scholar] [CrossRef] [Green Version]
- Mercier, D. PopIn Toolbox Documentation; GitHub. Available online: https://www.researchgate.net/publication/328530953_PopIn_Toolbox_documentation (accessed on 30 July 2021).
- International Organization for Standardization. ISO 14577-1, -2, -3, Metallic Materials–Instrumented Indentation Test for Hardness and Materials Parameters–Part 1: Test Method, Part 2: Verification and Calibration of Testing Machines, Part 3: Calibration of Reference Blocks; International Organization for Standardization: Geneve, Switzerland, 2002. [Google Scholar]
- International Organization for Standardization. ISO 14577-4, Metallic Materials–Instrumented Indentation Test for Hardness and Materials Parameters–Part 4: Test Method for Metallic and Non-Metallic Coatings; ISO–International Organization for Standardization: Geneve, Switzerland, 2007. [Google Scholar]
- Silva, F.J.G. Nanoindentation on tribological coatings. In Applied Nanoindentation in Advanced Materials; John Wiley and Sons, Ltd.: Hoboken, NJ, USA, 2017; pp. 111–133. ISBN 9781119084495. [Google Scholar]
- Vidakis, N.; Antoniadis, A.; Bilalis, N. The VDI 3198 indentation test evaluation of a reliable qualitative control for layered compounds. J. Mater. Process. Technol. 2003, 143, 481–485. [Google Scholar] [CrossRef]
- Haršáni, M.; Sahul, M.; Zacková, P.; Čaplovič, Ľ. Study of cathode current effect on the properties of CrAlSiN hard coatings deposited by LARC. Vacuum 2017, 139, 1–8. [Google Scholar] [CrossRef]
- Polcar, T.; Cavaleiro, A. High-temperature tribological properties of CrAlN, CrAlSiN and AlCrSiN coatings. Surf. Coat. Technol. 2011, 206, 1244–1251. [Google Scholar] [CrossRef]
- Ding, X.; Zeng, X.T.; Liu, Y.C. Structure and properties of CrAlSiN Nanocomposite coatings deposited by lateral rotating cathod arc. Thin. Solid. Films 2011, 519, 1894–1900. [Google Scholar] [CrossRef]
- Carvalhoa, S.; Ribeiroa, E.; Reboutaa, L.; Pacaudb, J.; Goudeaub, P.; Renaultb, P.O.; Rivièreb, J.P.; Tavares, C.J. PVD grown (Ti,Si,Al)N nanocomposite coatings and (Ti,Al)N/(Ti,Si)N multilayers: Structural and mechanical properties. Surf. Coat. Technol. 2003, 172, 109–116. [Google Scholar] [CrossRef]
- Mishra, S.K. Toughening of nanocomposite hard coatings. Rev. Adv. Mater. Sci. 2020, 59, 553–585. [Google Scholar] [CrossRef]
- Cselle, T.; Coddet, O.; Galamand, C.; Holubar, P.; Jilek, M.; Jilek, J.; Luemkemann, A.; Morstein, M. TripleCoatings3®–New generation of PVD-coatings for cutting tools. J. Mach. Manuf. 2009, 49, 19–25. [Google Scholar]
- Oliver, W.; Pharr, G. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Oliver, W.; Pharr, G. Measurement of hardness and elastic modulus by instrumented indentation: Advances in understanding and refinements to methodology. J. Mater. Res. 2004, 19, 3–20. [Google Scholar] [CrossRef]
- Musil, J. Tribological and mechanical properties of nanocrystalline-TiC/a-C nanocrystalline-TiC/a-C nanocomposite thin films. J. Vac. Sci. Technol. 2010, 28, 244. [Google Scholar] [CrossRef]
- Musil, J. Hard and superhard nanocomposite coatings. Surf. Coat. Technol. 2000, 125, 322–330. [Google Scholar] [CrossRef]
- Musil, J. Hard nanocomposite coatings: Thermal stability, oxidation resistance and toughness. Surf. Coat. Technol. 2012, 207, 50. [Google Scholar] [CrossRef]
- Musil, J.; Kunc, F.; Zeman, H.; Poláková, H. Relations between hardness, youngs modulus and elastic recovery in hard nanocomposite coatings. Surf. Coat. Technol. 2002, 154, 304–313. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimised tribological behaviour. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- Verein Deutscher Ingenieure Normen, VDI 3198; VDI-Verlag: Dusseldorf, Germany, 1991.
- Grosse, U.C.H.; Ohtsu, M. Acoustic Emission Testing, 1st ed.; Springer: Berlin/Heidelberg, Germany, 2008; pp. 41–51. ISBN 978-3-540-69895-1. [Google Scholar]
- Youyuan, L.; Zongjin, L. Study of the relationship between concrete fracture energy and AE signal energy under uniaxial compression. J. Mater. Civ. Eng. 2012, 24, 538–547. [Google Scholar] [CrossRef]
- Drobný, P. Acoustic emission analysis of hard coatings cracking during indentation test. IOP Conf. Ser. Mater. Sci. Eng. 2020, 726, 012004. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Strain Rate (N/s) | Matrix | Maximum Indentation Depth (µm) |
|---|---|---|
| 0.05 | 6 × 6 indents spaced by 50 µm | 2 |
| Maximum Force (N) | Holding Force (N) | Dwell Time (s) | Speed of Indenter (mm/min) |
|---|---|---|---|
| 1500 | 500 | 10 | 0.2 |
| Maximum Force (N) | Threshold (dB) | Amplification (dB) |
|---|---|---|
| 50 | 20 | 96 |
| 1500 | 20 | 66 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Drobný, P.; Mercier, D.; Koula, V.; Škrobáková, S.I.; Čaplovič, Ľ.; Sahul, M. Evaluation of Adhesion Properties of Hard Coatings by Means of Indentation and Acoustic Emission. Coatings 2021, 11, 919. https://doi.org/10.3390/coatings11080919
Drobný P, Mercier D, Koula V, Škrobáková SI, Čaplovič Ľ, Sahul M. Evaluation of Adhesion Properties of Hard Coatings by Means of Indentation and Acoustic Emission. Coatings. 2021; 11(8):919. https://doi.org/10.3390/coatings11080919
Chicago/Turabian StyleDrobný, Peter, David Mercier, Václav Koula, Sára Ivana Škrobáková, Ľubomír Čaplovič, and Martin Sahul. 2021. "Evaluation of Adhesion Properties of Hard Coatings by Means of Indentation and Acoustic Emission" Coatings 11, no. 8: 919. https://doi.org/10.3390/coatings11080919
APA StyleDrobný, P., Mercier, D., Koula, V., Škrobáková, S. I., Čaplovič, Ľ., & Sahul, M. (2021). Evaluation of Adhesion Properties of Hard Coatings by Means of Indentation and Acoustic Emission. Coatings, 11(8), 919. https://doi.org/10.3390/coatings11080919