Discontinuous Powder Aerosol Deposition: An Approach to Prepare Films Using Smallest Powder Quantities
 , ,
, , 
Abstract
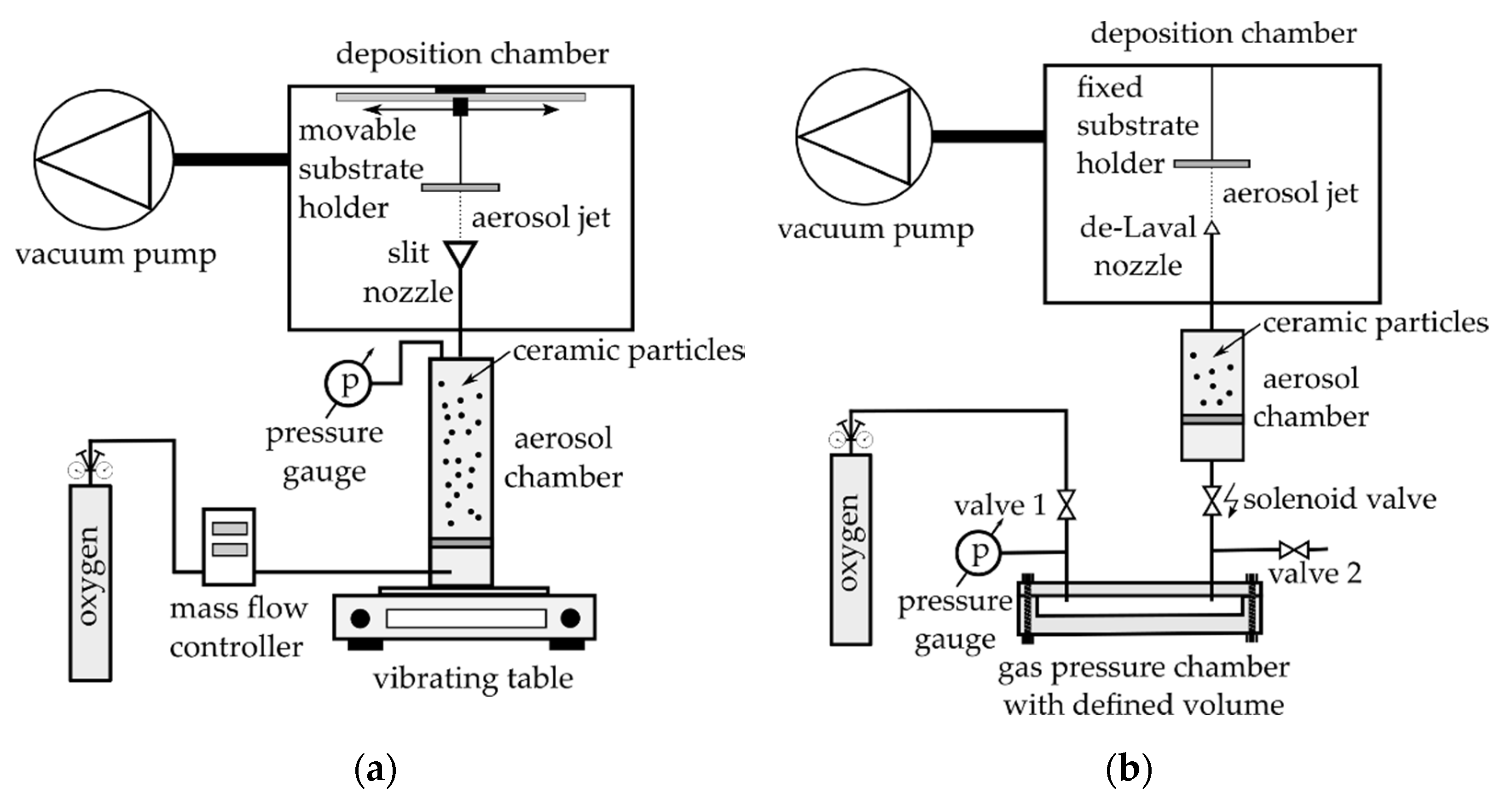
:1. Introduction
2. Materials and Methods
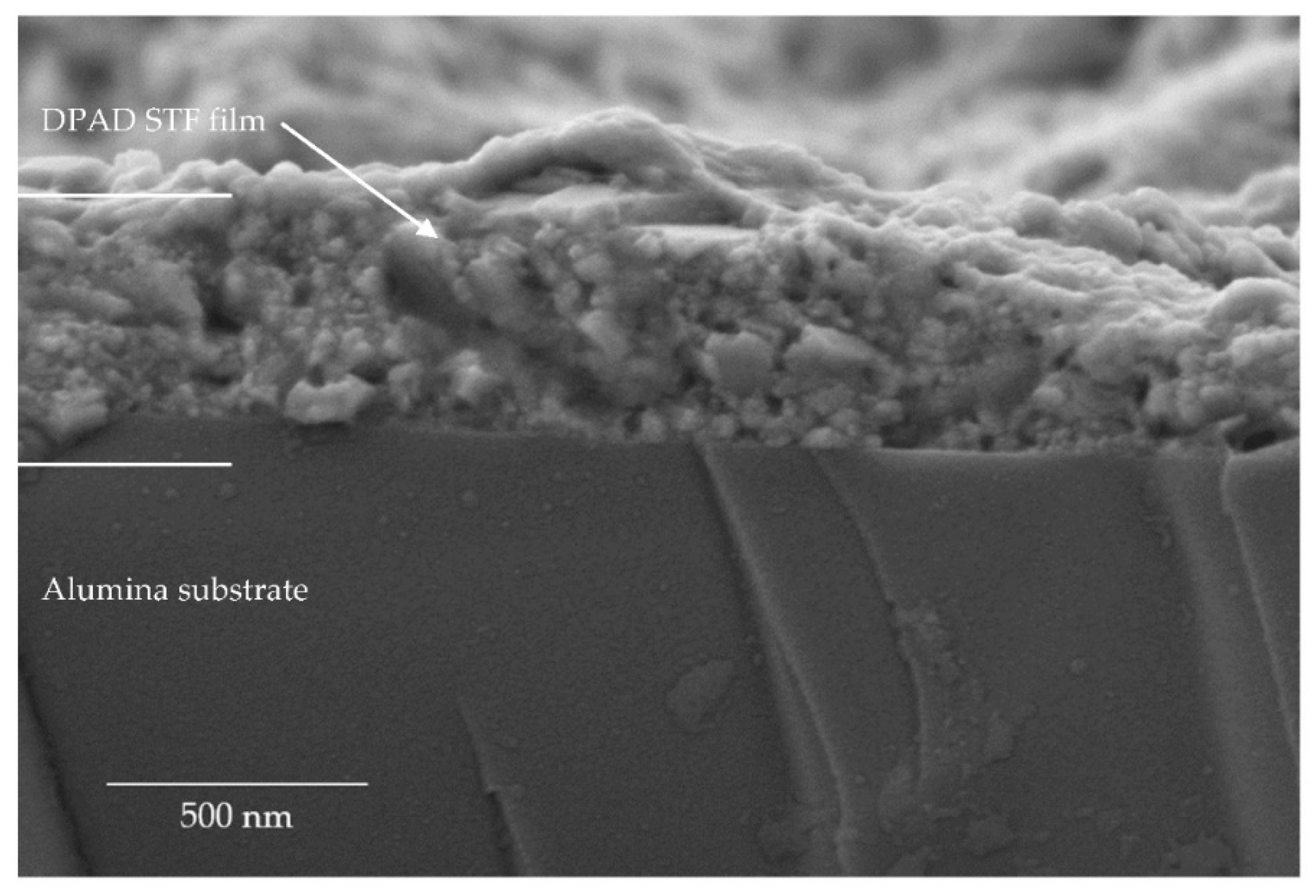
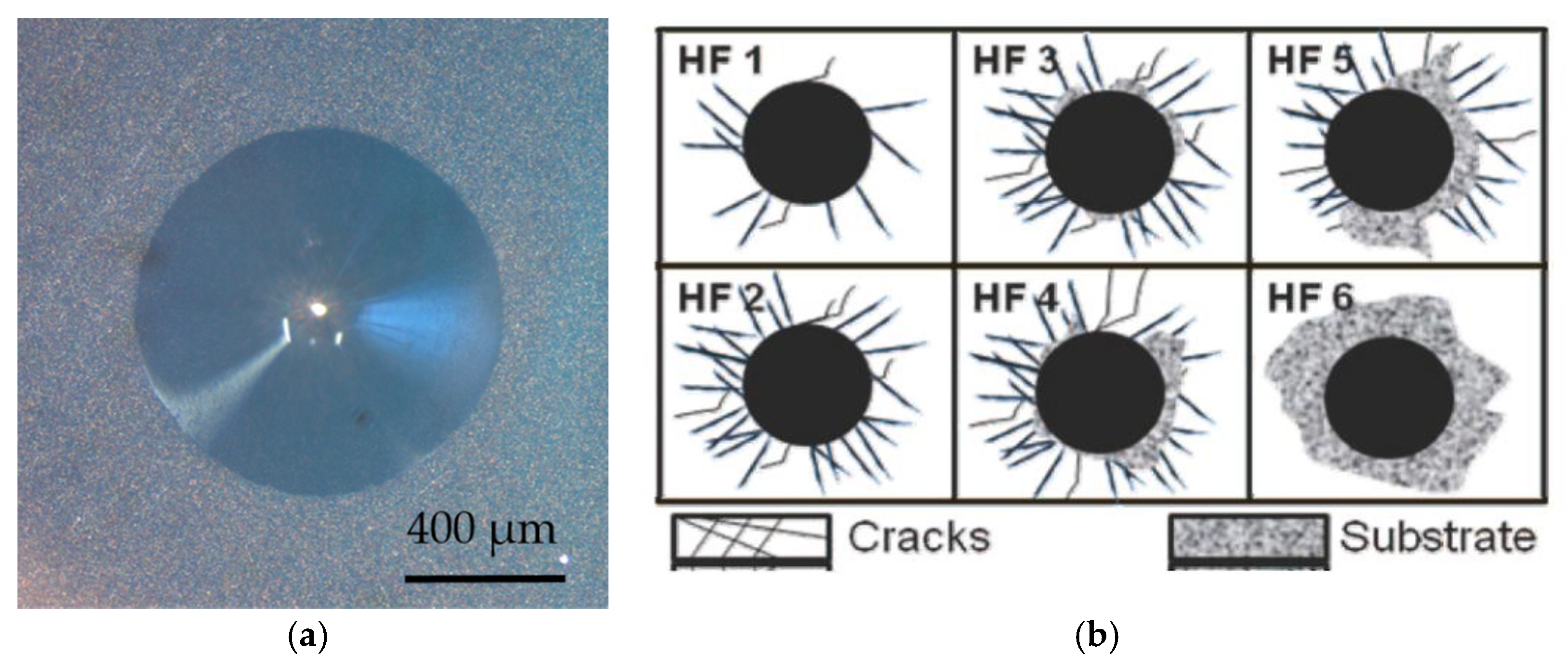
- Alumina substrates for scanning electron microscope (SEM, Zeiss Leo 1530, Oberkochen, Germany) fracture patterns;
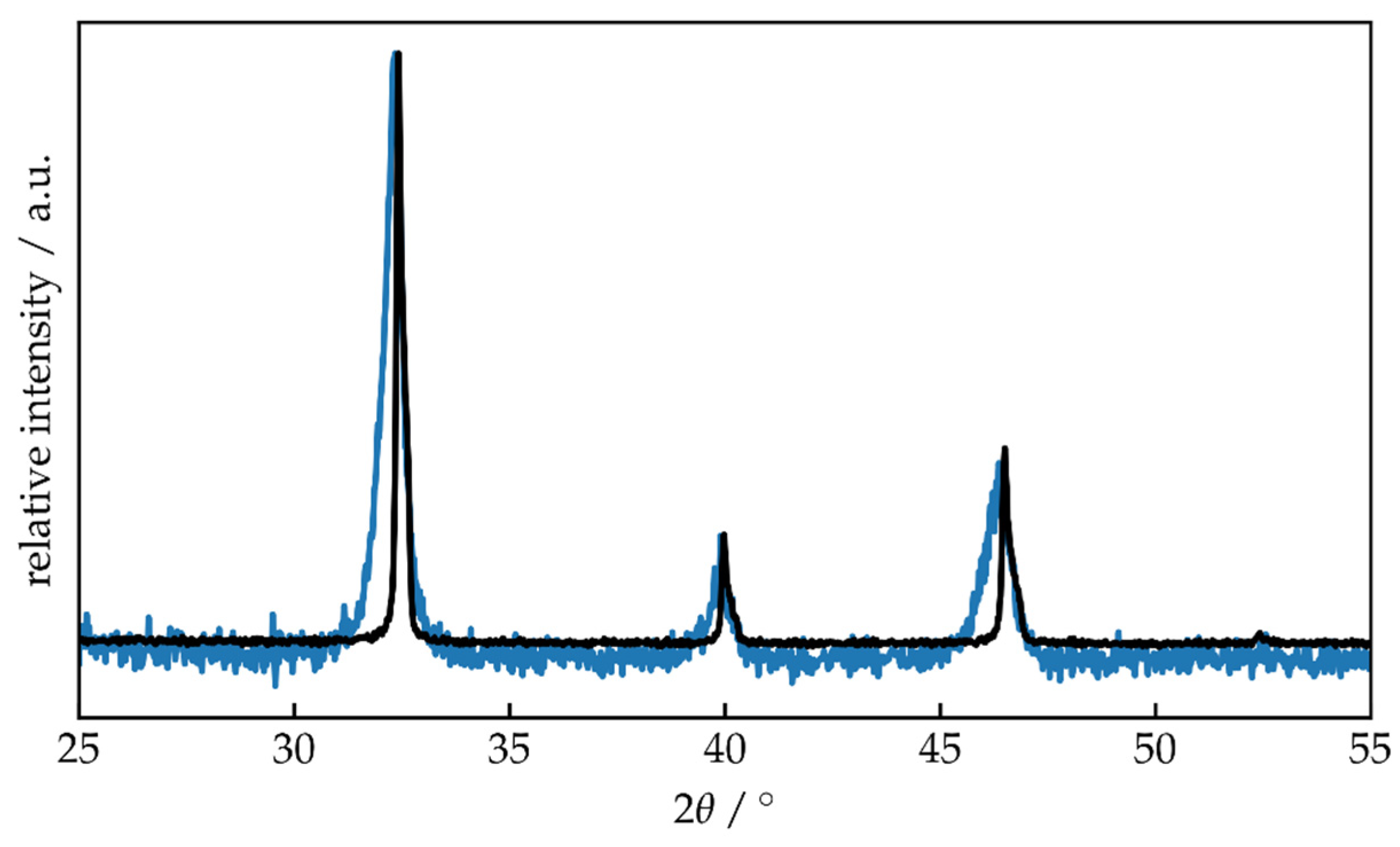
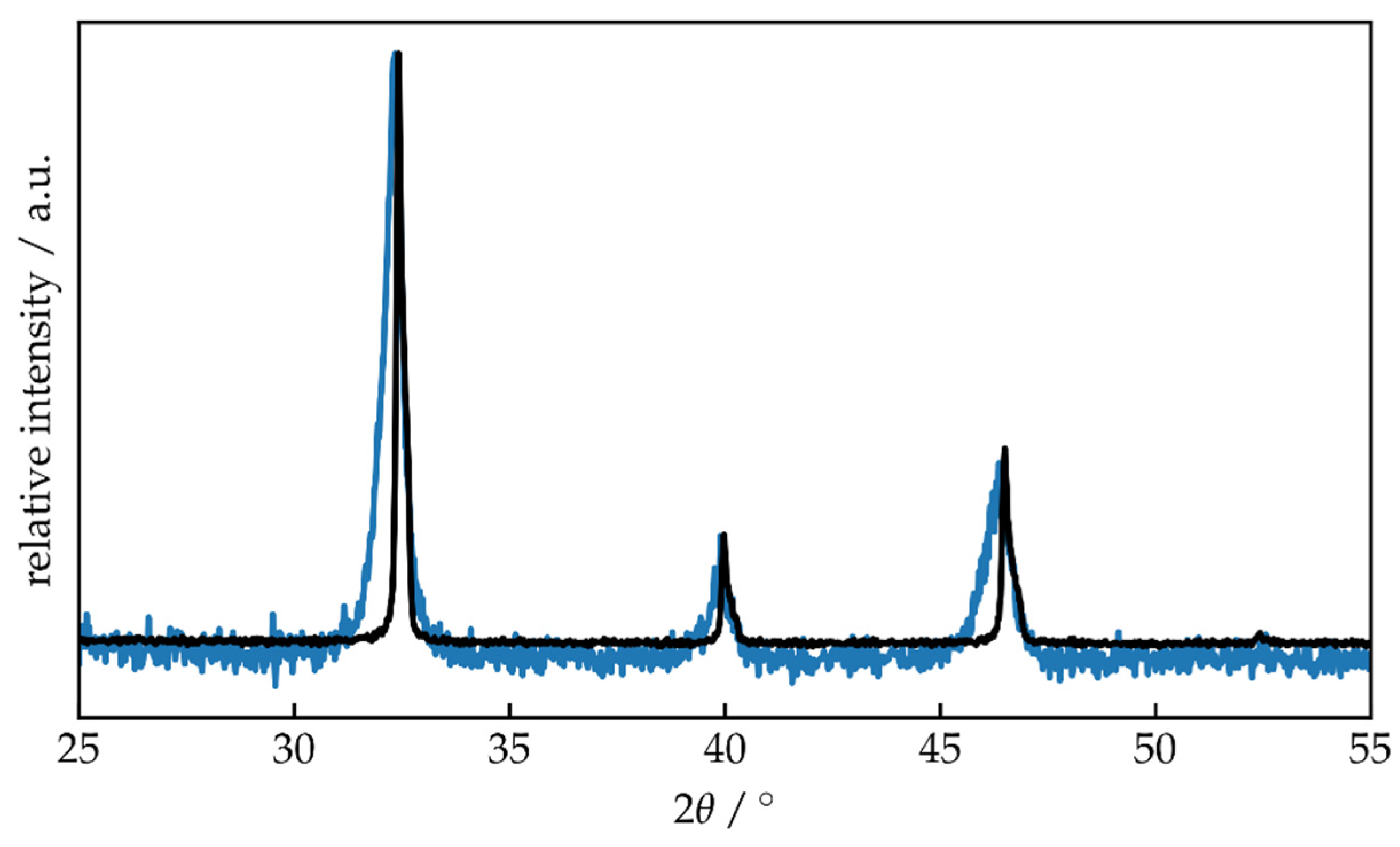
- Silicon wafer for X-ray diffraction analysis (XRD, Bruker D8 Advance, Billerica, MA, USA) measurements;
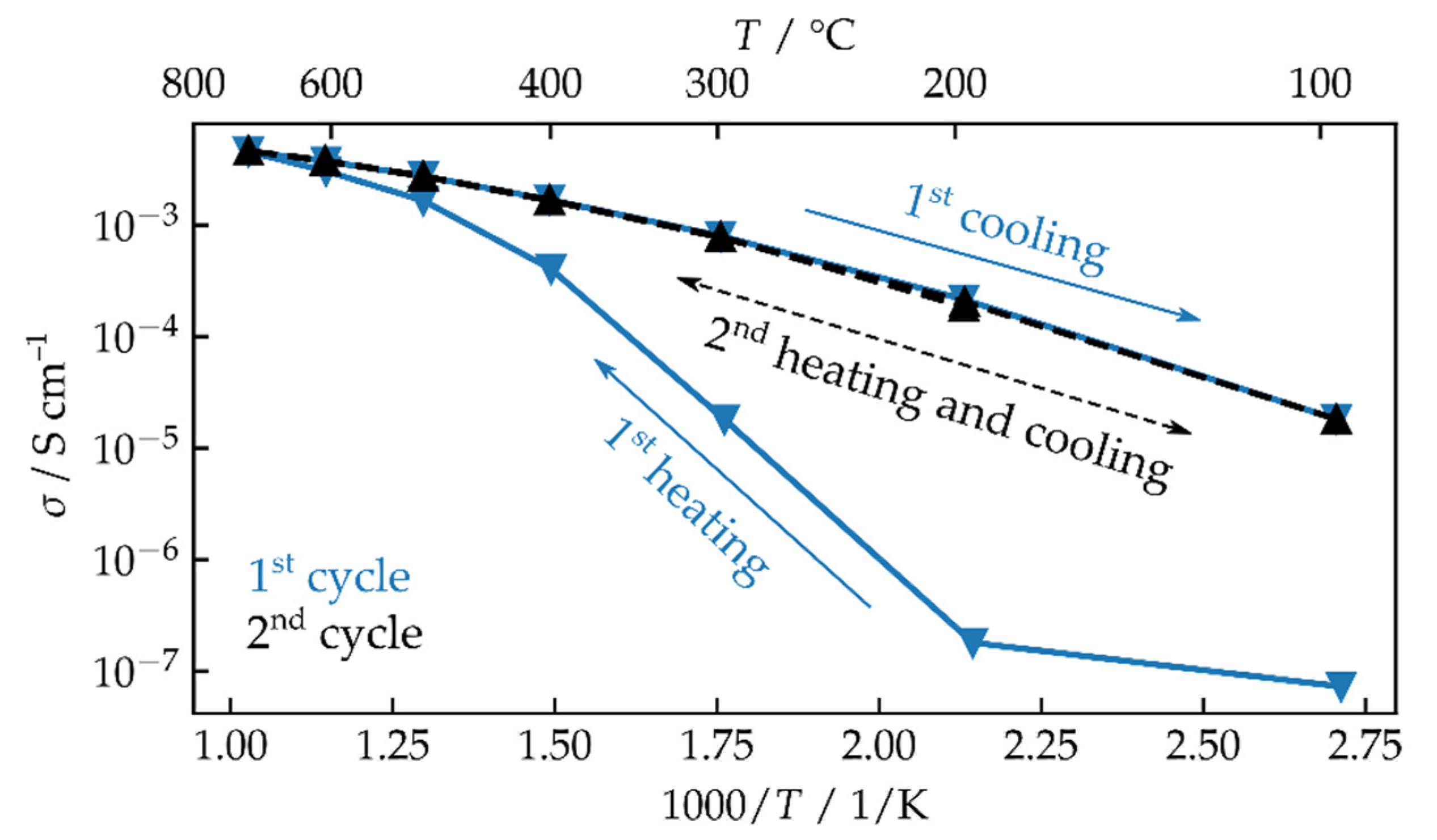
- Alumina substrates with sputtered platinum interdigital electrodes for the temperature-dependent electrical conductivity measurements.
3. Results
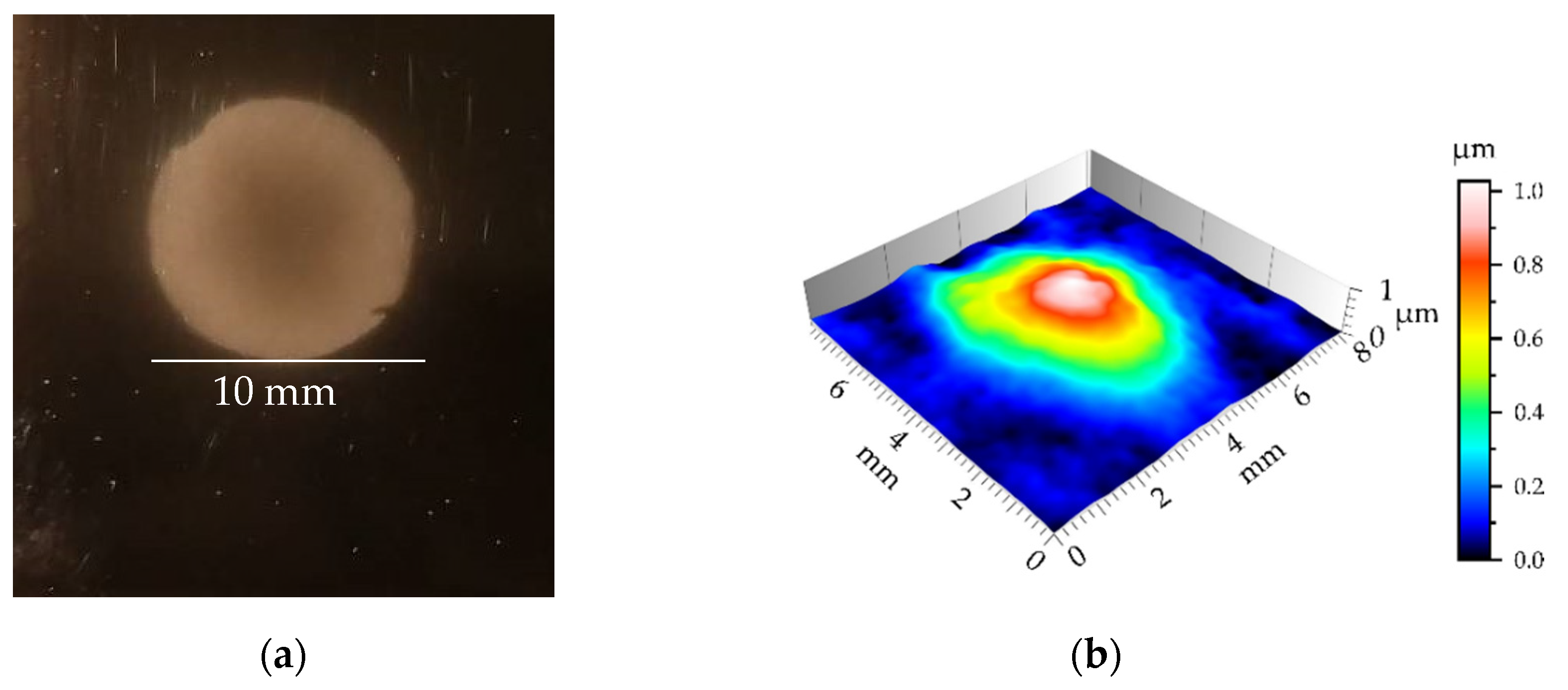
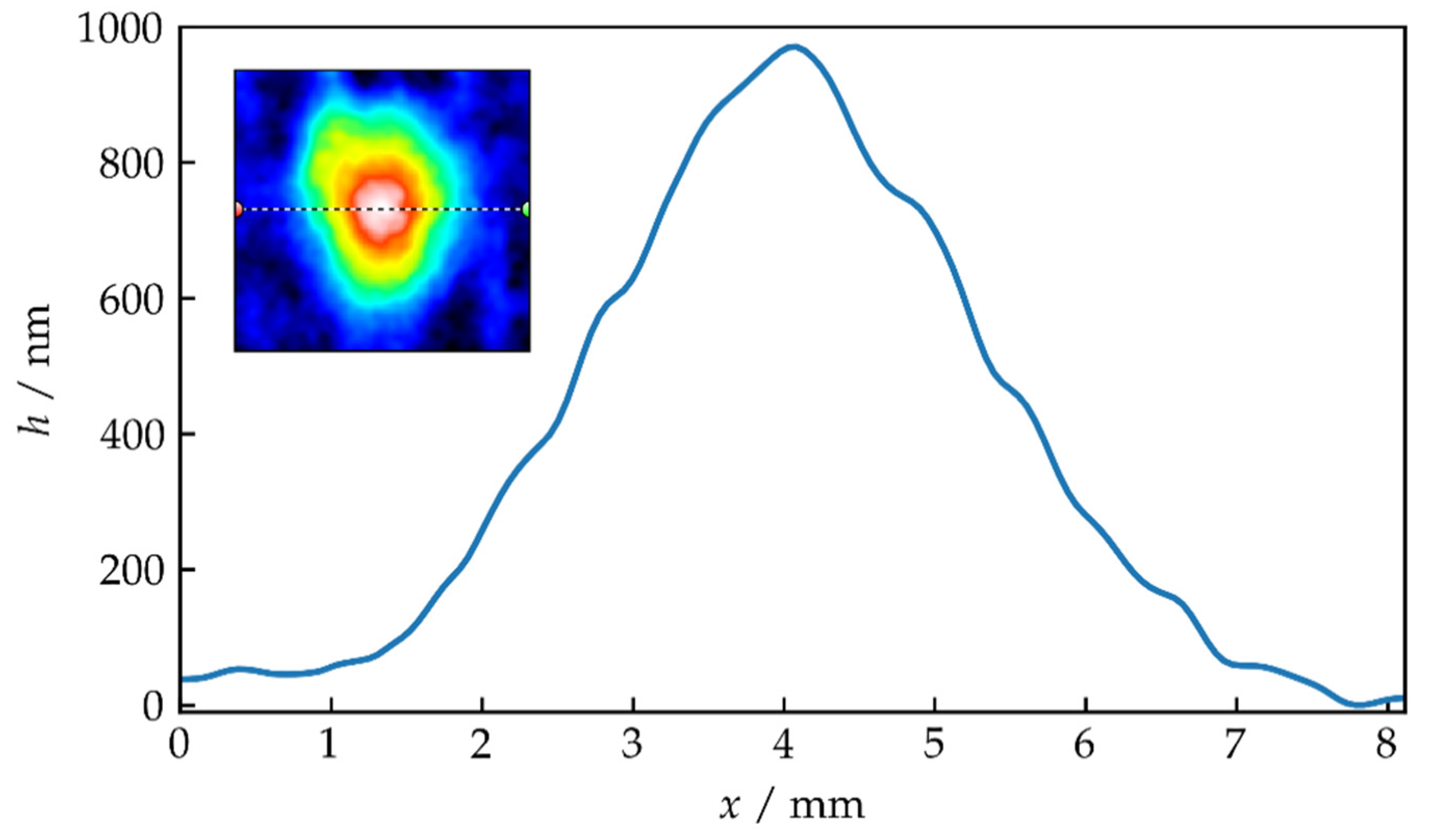
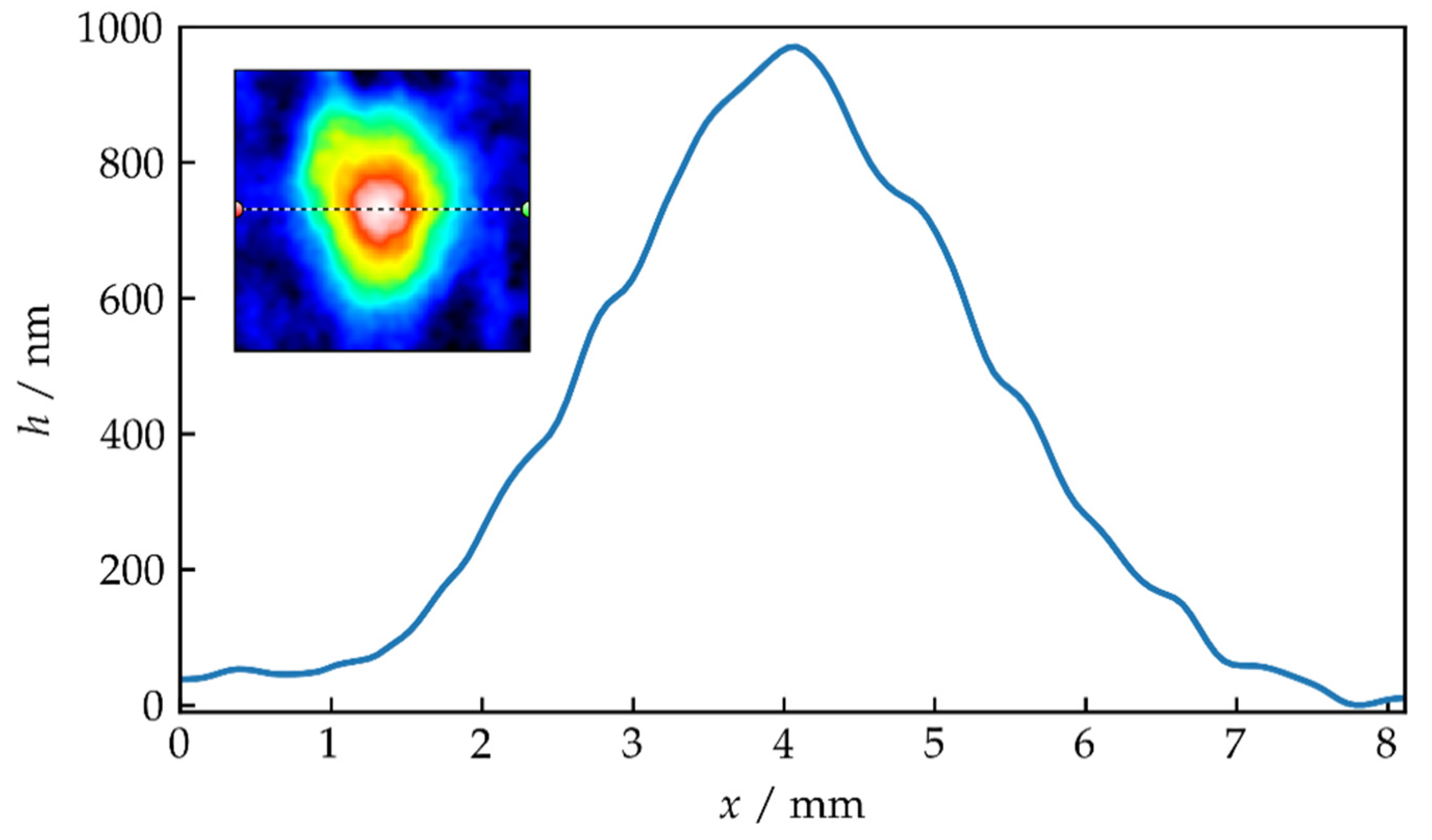
3.1. Contour, Thickness and Crystalline Structure of the Film
3.2. Film Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hanft, D.; Exner, J.; Schubert, M.; Stöcker, T.; Fuierer, P.; Moos, R. An overview of the aerosol deposition method: Process fundamentals and new trends in materials applications. J. Ceram. Sci. Technol. 2015, 6, 147–182. [Google Scholar] [CrossRef]
- Akedo, J. Room temperature impact consolidation and application to ceramic coatings: Aerosol deposition method. J. Ceram. Soc. Jpn. 2020, 128, 101–116. [Google Scholar] [CrossRef] [Green Version]
- Cho, M.-Y.; Lee, D.-W.; Ko, P.-J.; Koo, S.-M.; Kim, J.; Choi, Y.-K.; Oh, J.-M. Adhesive mechanism of Al2O3/Cu composite film via aerosol deposition process for application of film resistor. Electron. Mater. Lett. 2019, 32, 11. [Google Scholar] [CrossRef]
- Seto, N.; Endo, K.; Sakamoto, N.; Hirose, S.; Akedo, J. Hard α-Al2O3 film coating on industrial roller using aerosol deposition method. J. Therm. Spray Technol. 2014, 23, 1373–1381. [Google Scholar] [CrossRef] [Green Version]
- Chun, D.-M.; Ahn, S.-H. Deposition mechanism of dry sprayed ceramic particles at room temperature using a nano-particle deposition system. Acta Mater. 2011, 59, 2693–2703. [Google Scholar] [CrossRef]
- Exner, J.; Nazarenus, T.; Hanft, D.; Kita, J.; Moos, R. What happens during thermal post-treatment of powder aerosol deposited functional ceramic films? Explanations based on an experiment-enhanced literature survey. Adv. Mater. 2020, 32, 1908104. [Google Scholar] [CrossRef] [PubMed]
- Schubert, M.; Hanft, D.; Nazarenus, T.; Exner, J.; Schubert, M.; Nieke, P.; Glosse, P.; Leupold, N.; Kita, J.; Moos, R. Powder aerosol deposition method-novel applications in the field of sensing and energy technology. Funct. Mater. Lett. 2019, 12, 1930005. [Google Scholar] [CrossRef] [Green Version]
- Sahner, K.; Kaspar, M.; Moos, R. Assessment of the novel aerosol deposition method for room temperature preparation of metal oxide gas sensor films. Sens. Actuators B 2009, 139, 394–399. [Google Scholar] [CrossRef]
- Cho, M.-Y.; Kim, S.; Kim, I.-S.; Kim, E.-S.; Wang, Z.-J.; Kim, N.-Y.; Kim, S.-W.; Oh, J.-M. Perovskite-induced ultrasensitive and highly stable humidity sensor systems prepared by aerosol deposition at room temperature. Adv. Funct. Mater. 2019, 27, 1907449. [Google Scholar] [CrossRef]
- Choi, J.-J.; Cho, K.-S.; Choi, J.-H.; Ryu, J.; Hahn, B.-D.; Yoon, W.-H.; Kim, J.-W.; Ahn, C.-W.; Yun, J.; Park, D.-S. Low temperature preparation and characterization of LSGMC based IT-SOFC cell by aerosol deposition. J. Eur. Ceram. Soc. 2012, 32, 115–121. [Google Scholar] [CrossRef]
- Exner, J.; Nazarenus, T.; Kita, J.; Moos, R. Dense Y-doped ion conducting perovskite films of BaZrO3, BaSnO3, and BaCeO3 for SOFC applications produced by powder aerosol deposition at room temperature. Int. J. Hydrogen Energ. 2020, 45, 10000–10016. [Google Scholar] [CrossRef]
- Erilin, I.; Agarkov, D.; Burmistrov, I.; Pukha, V.; Yalovenko, D.; Lyskov, N.; Levin, M.; Bredikhin, S. Aerosol deposition of thin-film solid electrolyte membranes for anode-supported solid oxide fuel cells. Mater. Lett. 2020, 266, 127439. [Google Scholar] [CrossRef]
- Nazarenus, T.; Sun, Y.; Exner, J.; Kita, J.; Moos, R. Powder aerosol deposition as a method to produce garnet-type solid ceramic electrolytes: A study on electrochemical film properties and industrial applications. Energy Technol. 2021, 2100211. [Google Scholar] [CrossRef]
- Akedo, J.; Nakano, S.; Park, J.; Baba, S.; Ashida, K. The aerosol deposition method-For production of high performance micro devices with low cost and low energy consumption. Synthesiology 2008, 1, 121–129. [Google Scholar] [CrossRef] [Green Version]
- Kwon, H.; Kim, Y.; Park, H.; Jeong, S.; Lee, C. Promotion of the fragmentation and densification for a dense vacuum kinetic-sprayed Y2O3 coating by heat-treatment of feedstock powder. Ceram. Int. 2019, 46, 9016–9024. [Google Scholar] [CrossRef]
- Shoji, M.; Cheng, E.J.; Kimura, T.; Kanamura, K. Recent progress for all solid state battery using sulfide and oxide solid electrolytes. J. Phys. D Appl. Phys. 2019, 52, 103001. [Google Scholar] [CrossRef]
- Moos, R.; Izu, N.; Rettig, F.; Reiss, S.; Shin, W.; Matsubara, I. Resistive oxygen gas sensors for harsh environments. Sensors 2011, 11, 3439–3465. [Google Scholar] [CrossRef] [Green Version]
- Exner, J.; Schubert, M.; Hanft, D.; Stöcker, T.; Fuierer, P.; Moos, R. Tuning of the electrical conductivity of Sr(Ti,Fe)O3 oxygen sensing films by aerosol co-deposition with Al2O3. Sens. Actuators B 2016, 230, 427–433. [Google Scholar] [CrossRef]
- Katanoda, H.; Matsuo, K. Gasdynamic simulation of aerosol deposition method. Mater. Trans. 2006, 47, 1620–1625. [Google Scholar] [CrossRef]
- Vidakis, N.; Antoniadis, A.; Bilalis, N. The VDI 3198 indentation test evaluation of a reliable qualitative control for layered compounds. J. Mater. Process. Technol. 2003, 143–144, 481–485. [Google Scholar] [CrossRef]
- Broitman, E.; Hultman, L. Adhesion improvement of carbon-based coatings through a high ionization deposition technique. J. Phys. Conf. Ser. 2012, 370, 12009. [Google Scholar] [CrossRef] [Green Version]
- Naoe, K.; Nishiki, M.; Yumoto, A. Relationship between impact velocity of Al2O3 particles and deposition efficiency in aerosol deposition method. J. Therm. Spray Technol. 2013, 22, 1267–1274. [Google Scholar] [CrossRef]
- Verein Deutscher Ingenieure, E.V. Beschichten von Werkzeugen der Kaltmassivumformung; CVD- und PVD-Verfahren; Beuth Verlag: Berlin, Germany, 1992; p. 3198. [Google Scholar]
- Shu, J.H.; Wikle, H.C.; Chin, B.A. Passive chemiresistor sensor based on iron (II) phthalocyanine thin films for monitoring of nitrogen dioxide. Sens. Actuators B 2010, 148, 498–503. [Google Scholar] [CrossRef]
- Akedo, J. Room temperature impact consolidation (RTIC) of fine ceramic powder by aerosol deposition method and applications to microdevices. J. Therm. Spray Technol. 2008, 17, 181–198. [Google Scholar] [CrossRef]
- Sahner, K.; Moos, R.; Matam, M.; Tunney, J.J.; Post, M. Hydrocarbon sensing with thick and thin film p-type conducting perovskite materials. Sens. Actuators B 2005, 108, 102–112. [Google Scholar] [CrossRef] [Green Version]
- Exner, J.; Fuierer, P.; Moos, R. Aerosol deposition of (Cu,Ti) substituted bismuth vanadate films. Thin Solid Films 2014, 573, 185–190. [Google Scholar] [CrossRef]
- Hanft, D.; Exner, J.; Moos, R. Thick-films of garnet-type lithium ion conductor prepared by the aerosol deposition method: The role of morphology and annealing treatment on the ionic conductivity. J. Power Source 2017, 361, 61–69. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Substrate | Powder Quantities/mg | Purpose | |
|---|---|---|---|
| – | Filled-in | Discharged | – |
| Stainless steel | 12 | 7 | LSM: surface and film profile characterization |
| Stainless steel | 21 | 11 | Daimler–Benz Rockwell-C adhesion test |
| Silicon wafer | 54 | 36 | XRD |
| Alumina | 60 | 30 | SEM |
| Interdigital electrode | 29 | 11 | Electric conductivity measurement |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Linz, M.; Exner, J.; Kita, J.; Bühner, F.; Seipenbusch, M.; Moos, R. Discontinuous Powder Aerosol Deposition: An Approach to Prepare Films Using Smallest Powder Quantities. Coatings 2021, 11, 844. https://doi.org/10.3390/coatings11070844
Linz M, Exner J, Kita J, Bühner F, Seipenbusch M, Moos R. Discontinuous Powder Aerosol Deposition: An Approach to Prepare Films Using Smallest Powder Quantities. Coatings. 2021; 11(7):844. https://doi.org/10.3390/coatings11070844
Chicago/Turabian StyleLinz, Mario, Jörg Exner, Jaroslaw Kita, Florian Bühner, Martin Seipenbusch, and Ralf Moos. 2021. "Discontinuous Powder Aerosol Deposition: An Approach to Prepare Films Using Smallest Powder Quantities" Coatings 11, no. 7: 844. https://doi.org/10.3390/coatings11070844
APA StyleLinz, M., Exner, J., Kita, J., Bühner, F., Seipenbusch, M., & Moos, R. (2021). Discontinuous Powder Aerosol Deposition: An Approach to Prepare Films Using Smallest Powder Quantities. Coatings, 11(7), 844. https://doi.org/10.3390/coatings11070844