
Wear Characterization of Chromium PVD Coatings on Polymeric Substrate for Automotive Optical Components

 ,
,  ,
,  ,
, 


Abstract
1. Introduction
2. Materials and Methods
2.1. Material
2.1.1. Characterization of the Substrate Material and Corresponding Geometry
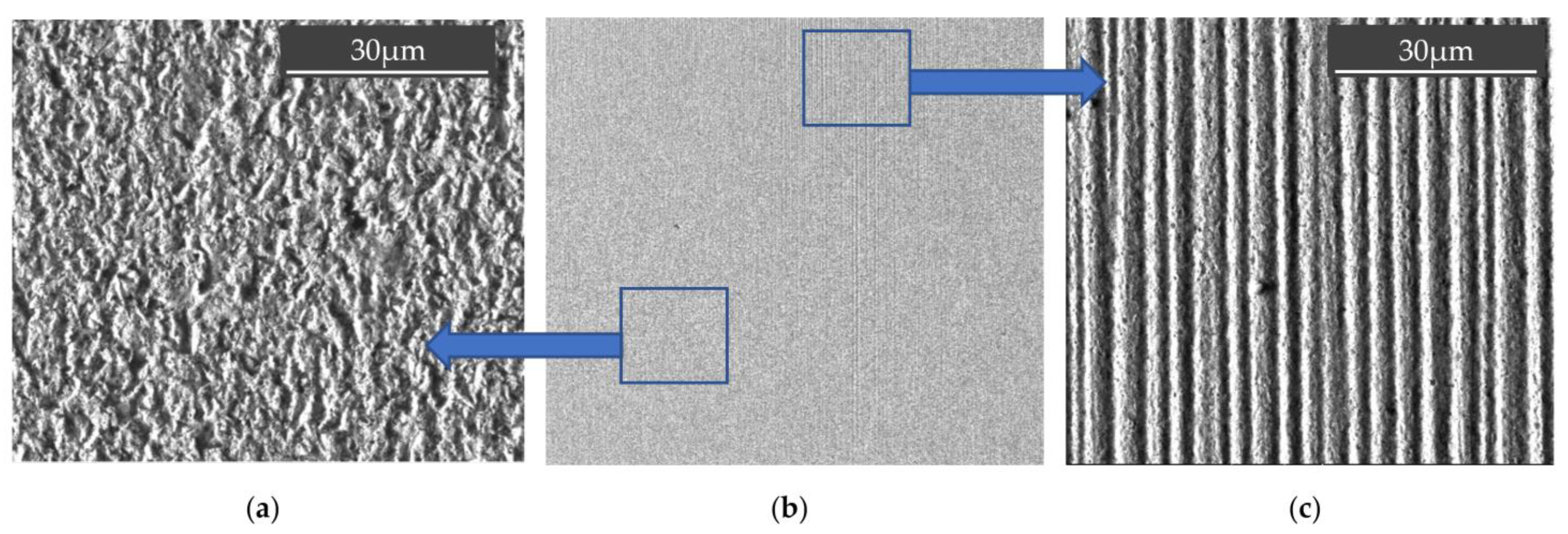
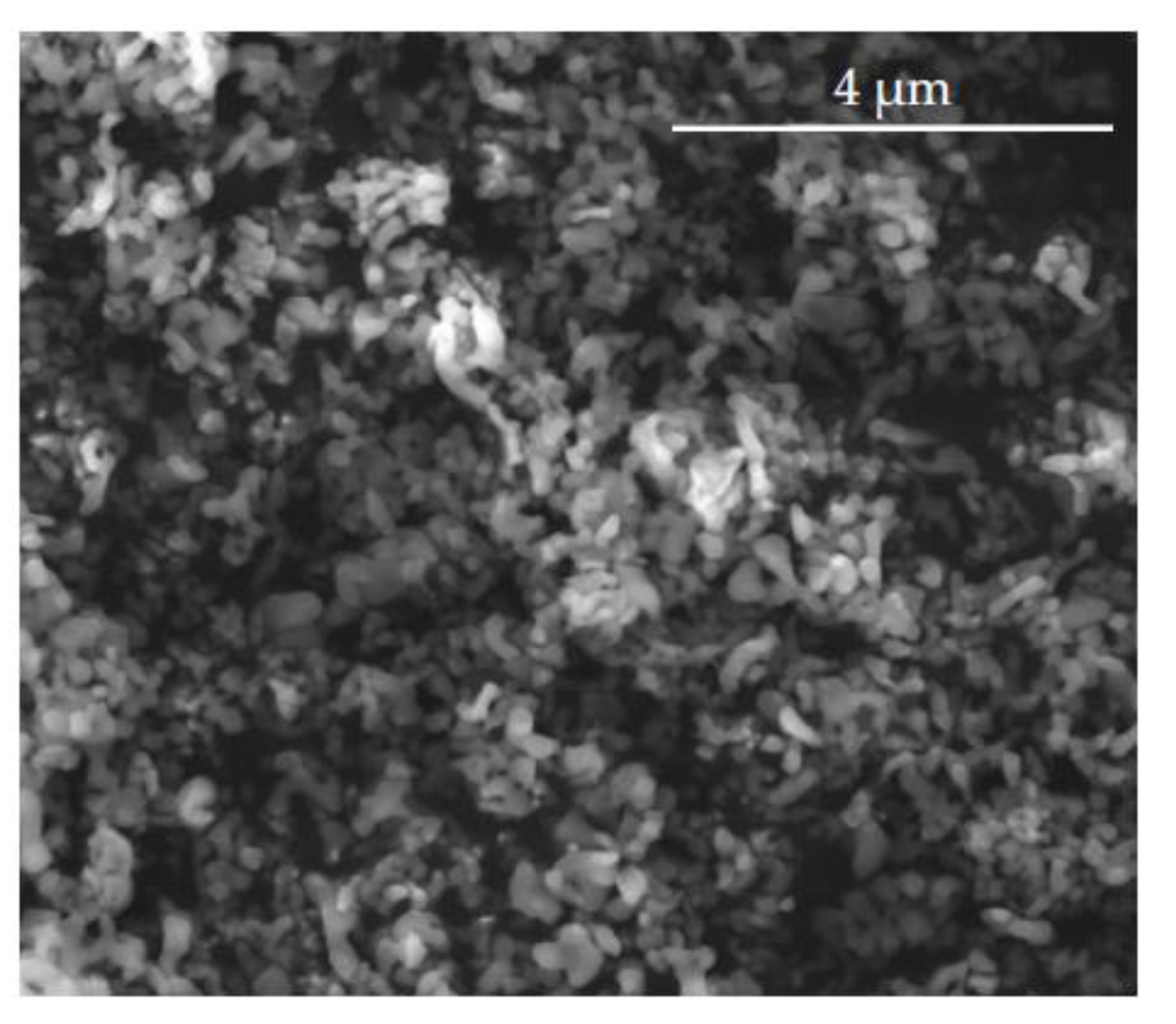
2.1.2. Abrasive Particle Characterization
2.2. Methods
2.2.1. Coating Deposition Process
2.2.2. Morphology and Thickness Analysis
2.2.3. AFM Roughness Analysis
2.2.4. Adhesion Analysis
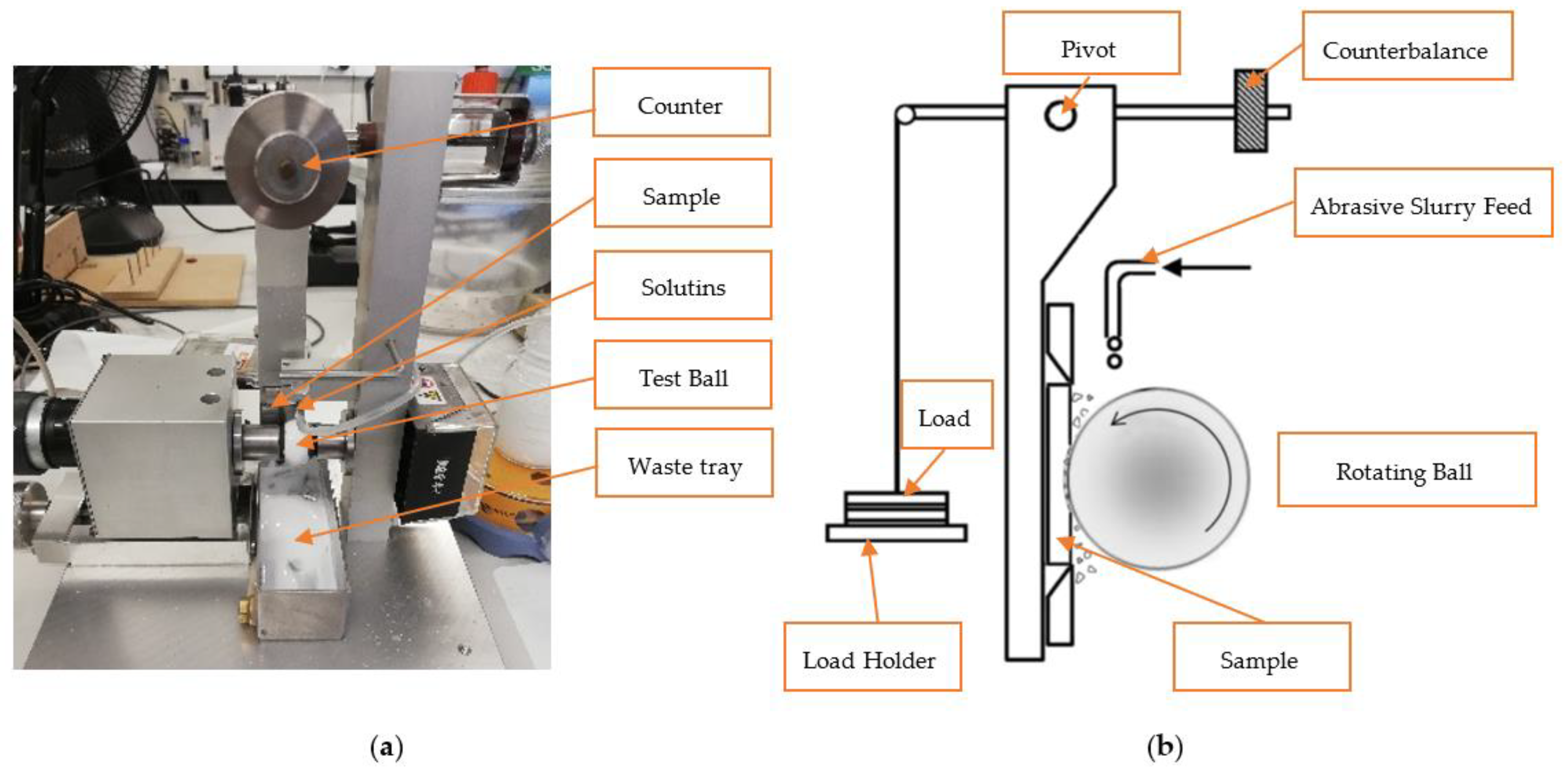
2.2.5. Micro-Abrasion Test
3. Results and Discussion
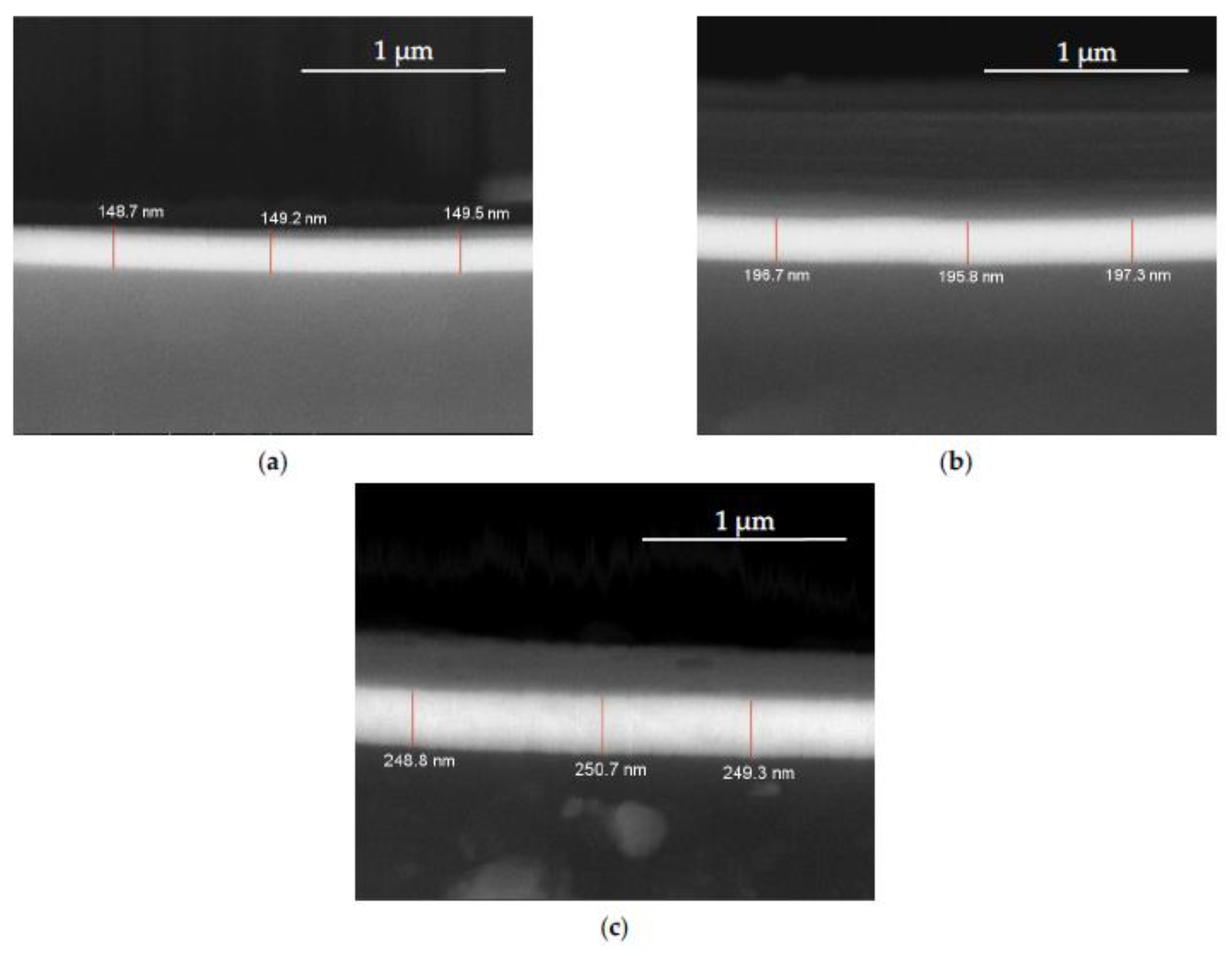
3.1. Coating Morphology and Thickness
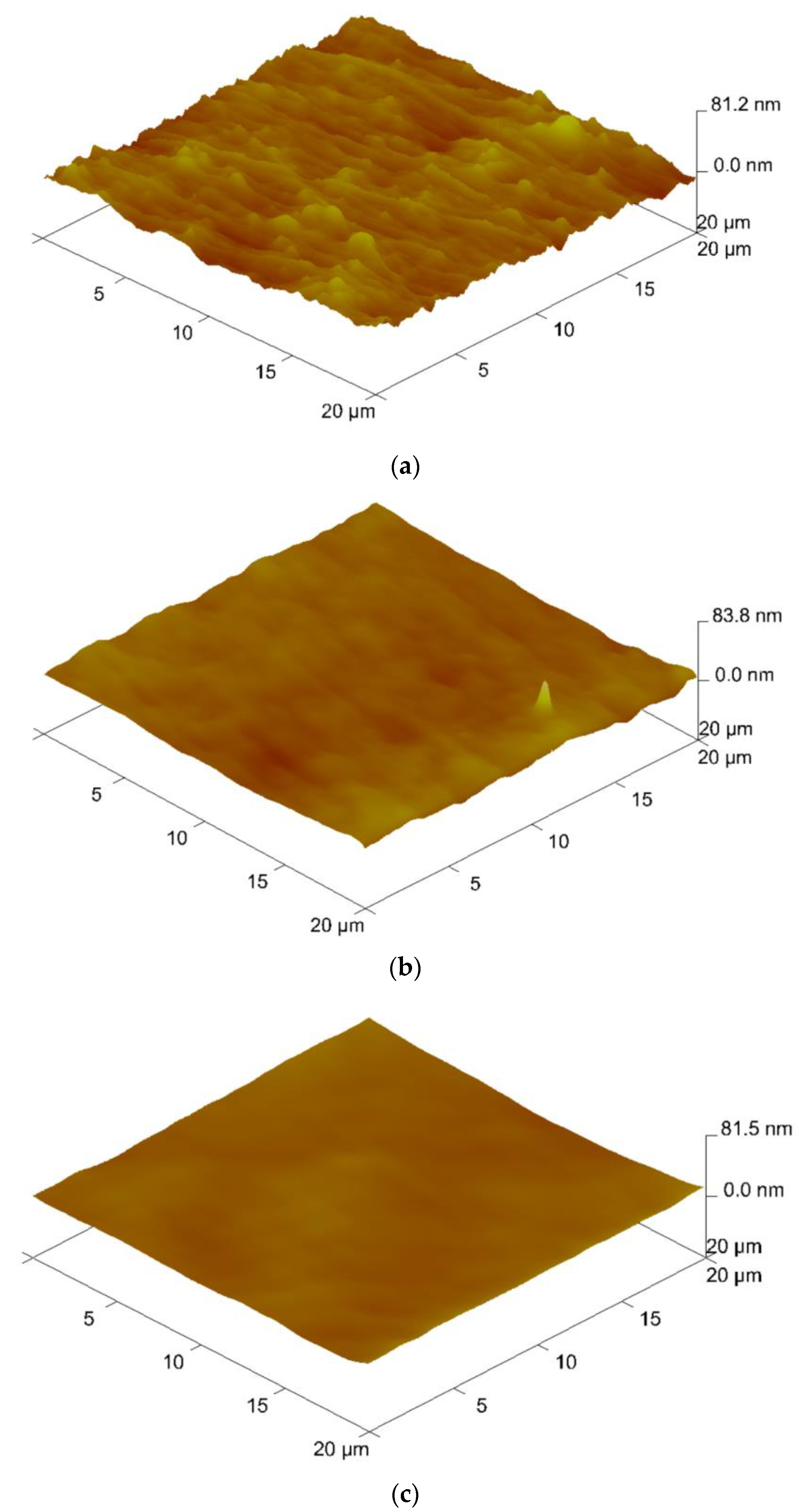
3.2. Roughness Results
3.3. Adhesion Evaluation
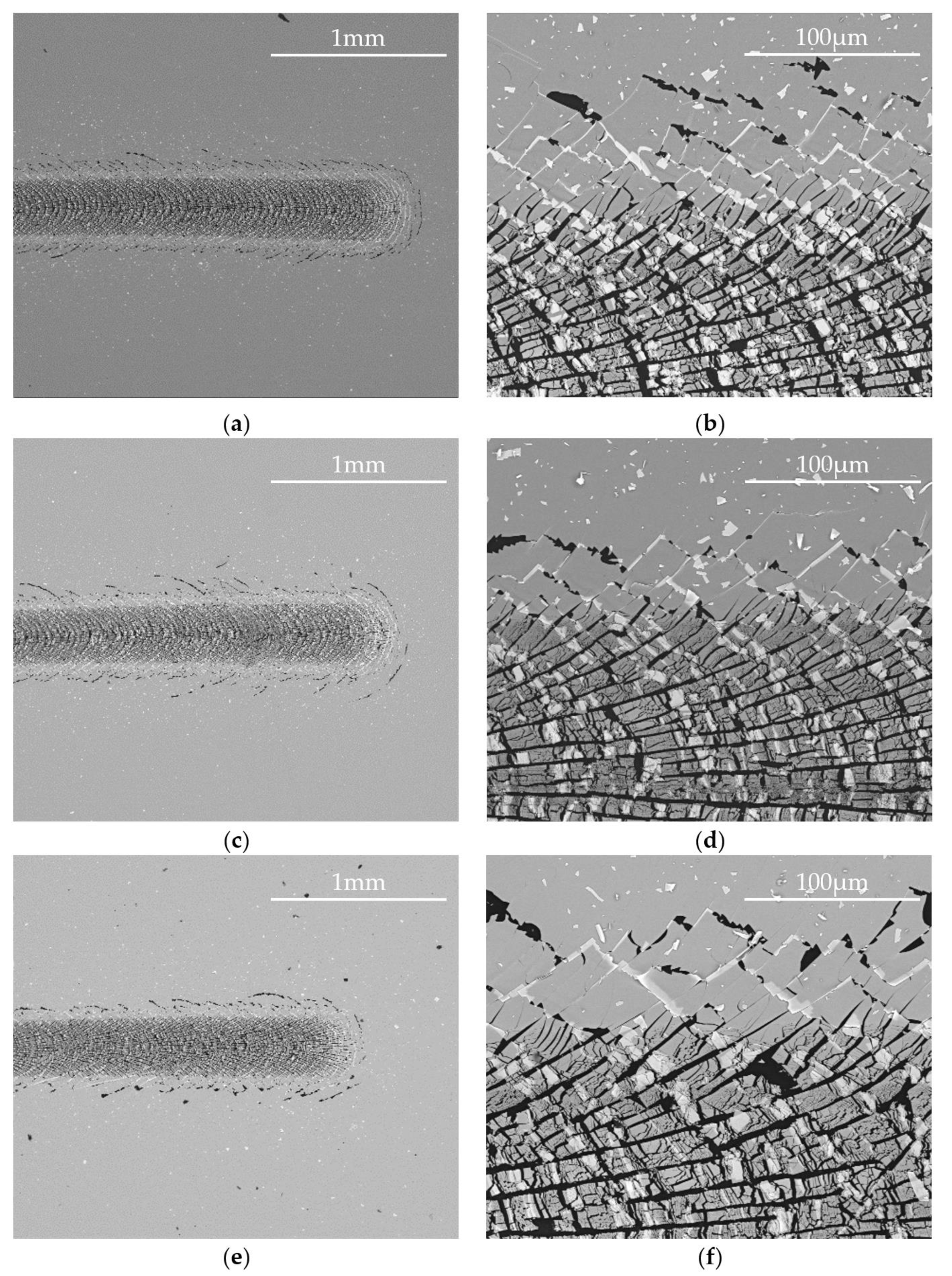
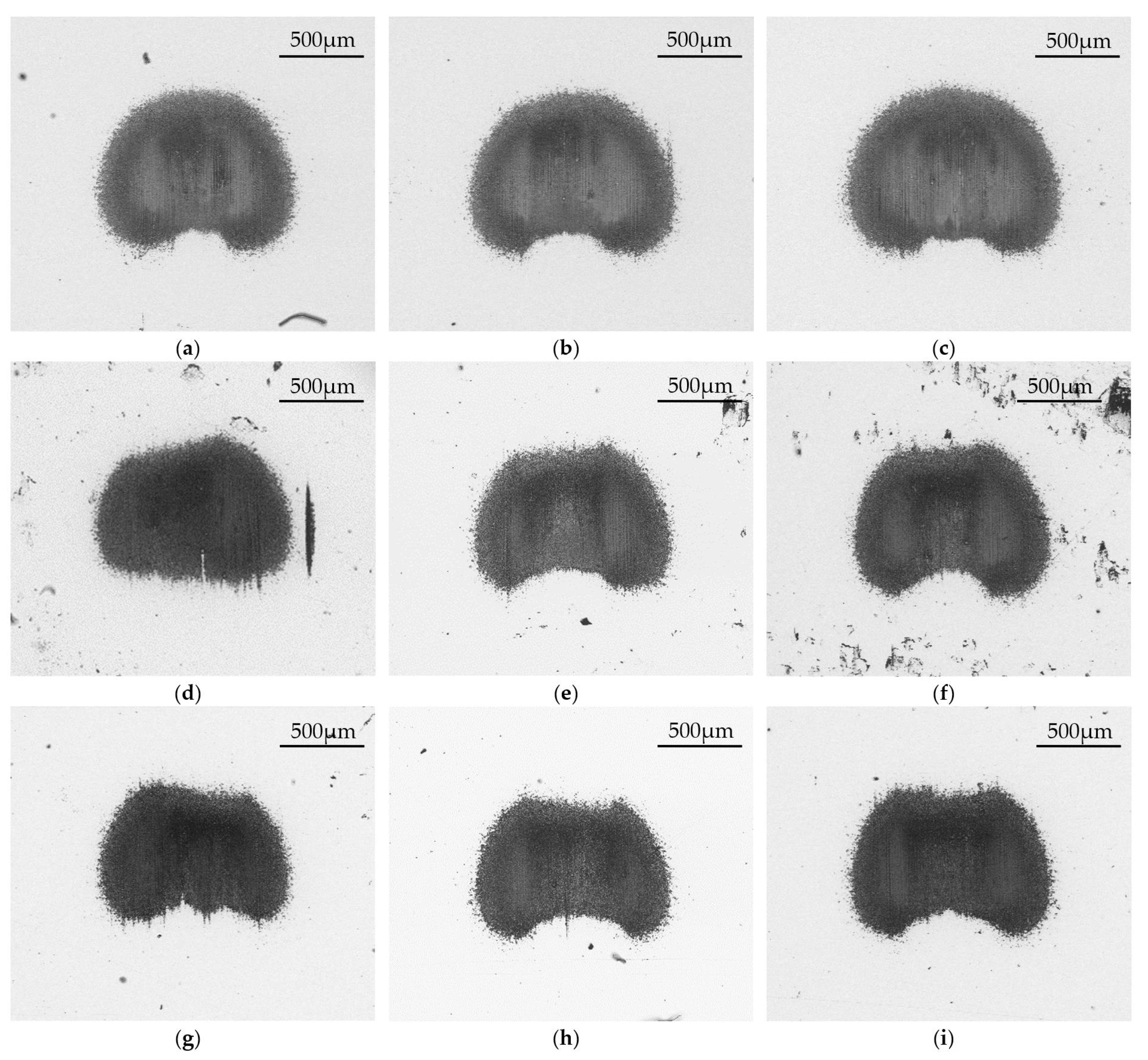
3.4. Micro-Abrasion Analysis
4. Concluding Remarks
- The production process in question includes clean production, as it does not produce any effluents or derivatives of products;
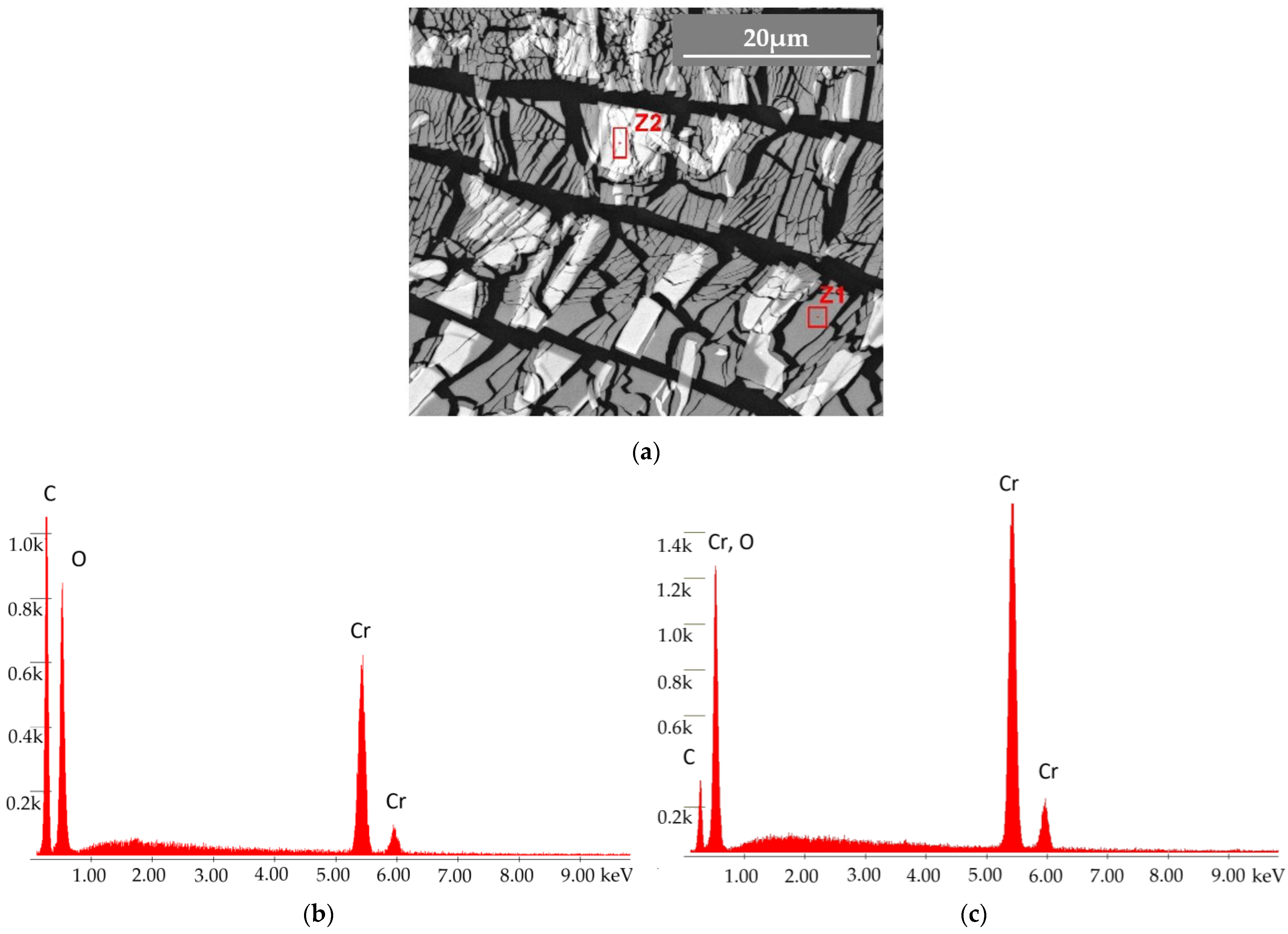
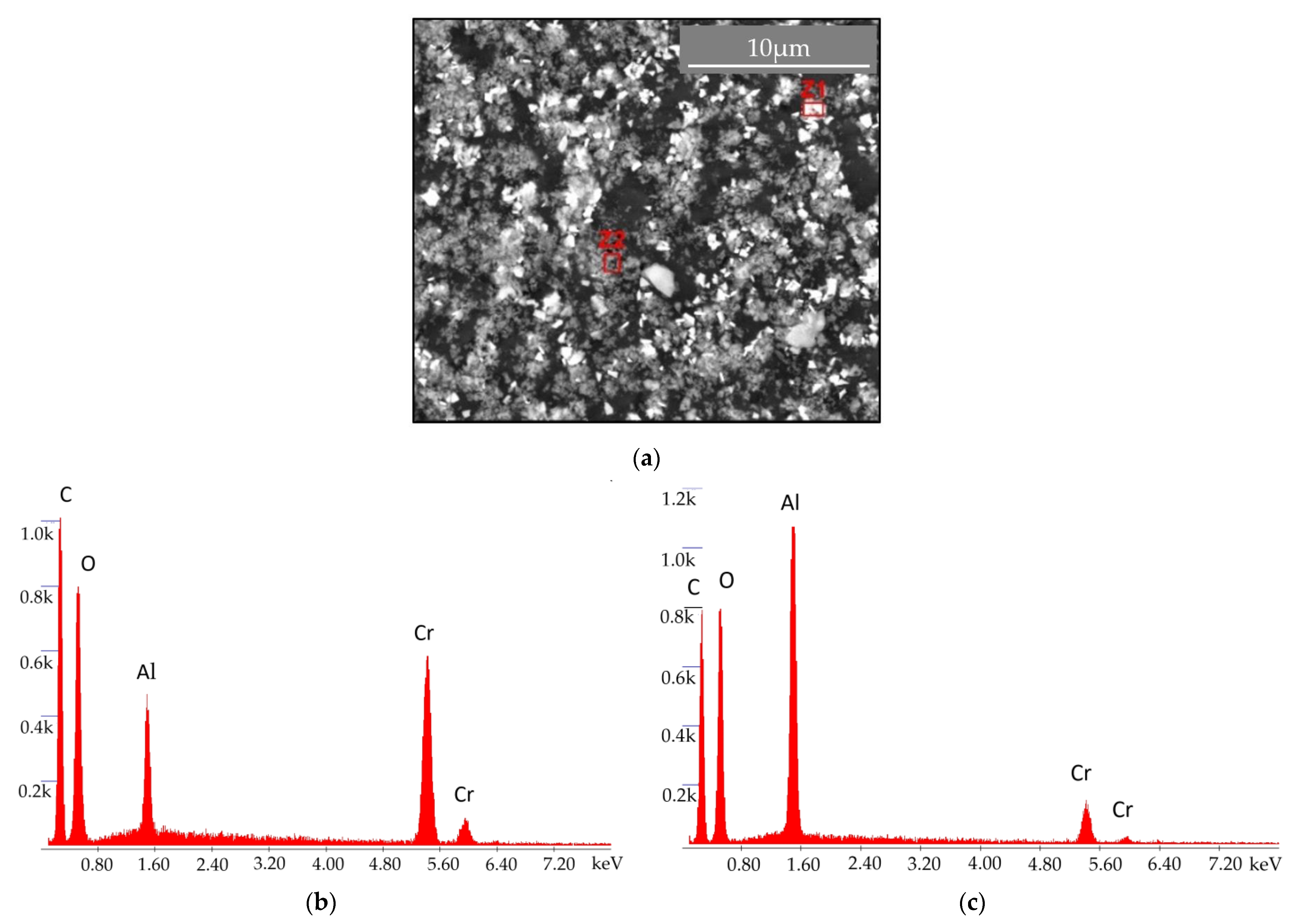
- It was found that there were no contaminants present in the produced coatings, as the used target was composed of pure chromium;
- Regarding the adhesion of the coating, no problems were registered. Indeed, the adhesion did not compromise the wear tests, because no delamination was detected in the craters’ surroundings;
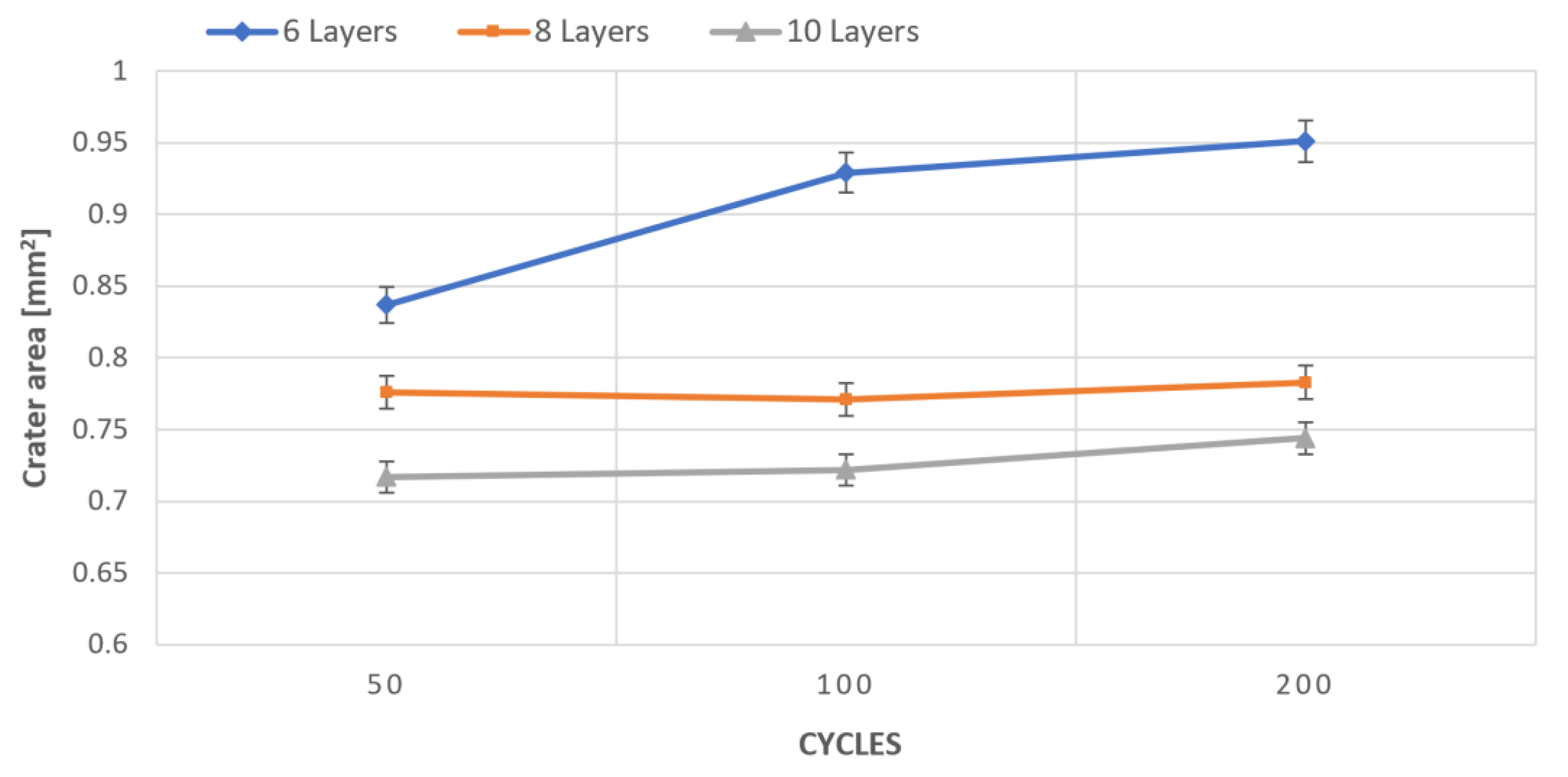
- It was found that Cr coatings with 6 layers led to significant wear, unlike the coatings with 8 and 10 layers, where the wear is less severe;
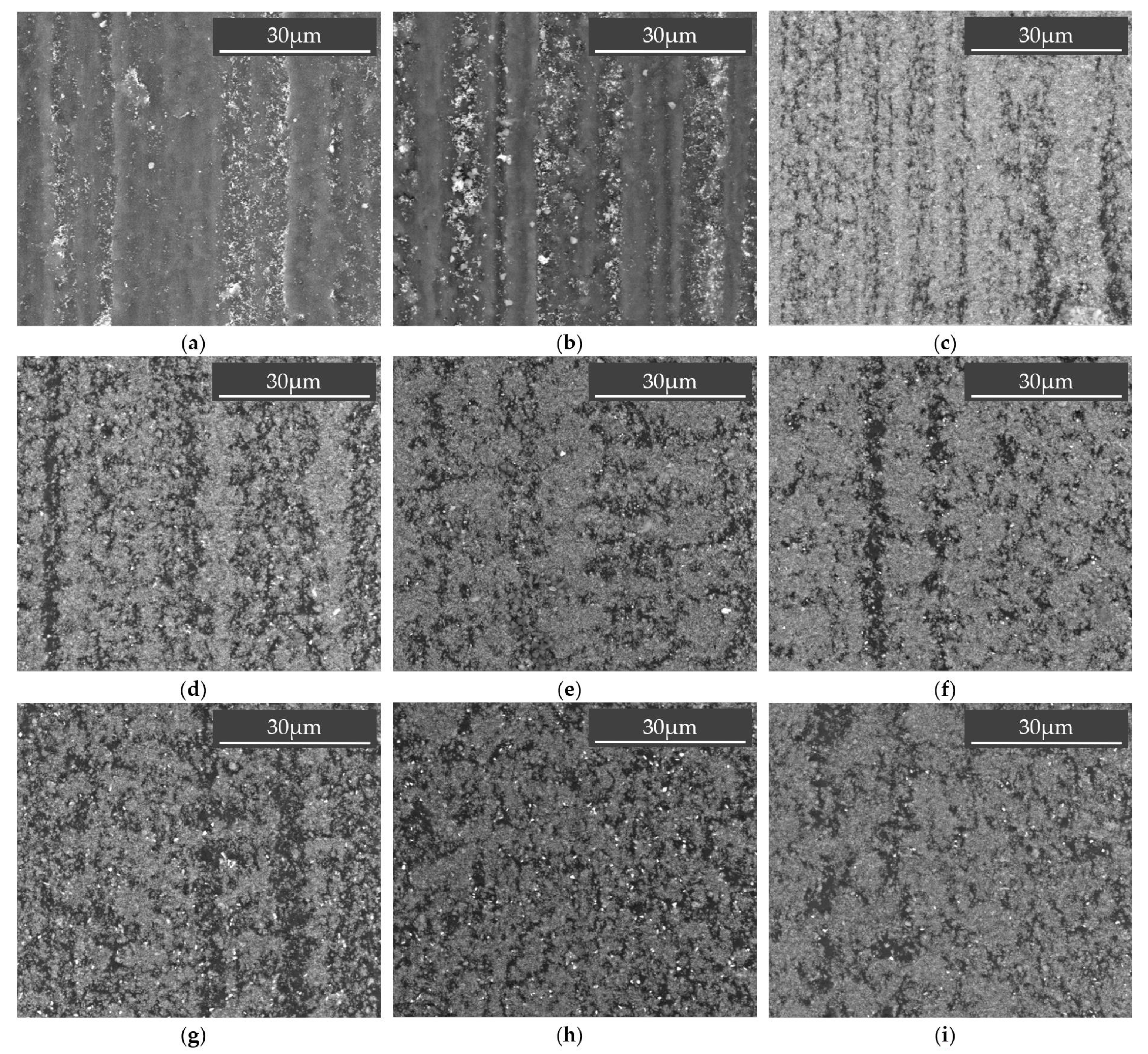
- The normal load used is not perfectly suited for this kind of soft material, causing some coating and substrate deflection, which also caused the concentration of abrasive particles in the entrance and exit of the craters. This situation can be overcome by the use of other abrasive, slightly harder and with a higher granulometry;
- The main wear mechanism observed on the craters was grooving, which changes to rolling as the number of cycles used in the micro-abrasion tests is increased. Moreover, there is an accumulation of alumina into the grooves promoted during the wear tests;
- Despite the reported wear and taking into attention that the wear is important mainly for unexpected situations occurring during the assembly and repair of lightning automotive systems or backlit automotive components, the level of wear reported is adequate, showing good suitability of this coating for the intended purposes.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Silva, F.J.G.; Gouveia, R.M. Cleaner Production—Toward a Better Future, 1st ed.; Springer: Cham, Switzerland, 2020. [Google Scholar]
- Baptista, A.; Silva, F.; Porteiro, J.; Míguez, J.; Pinto, G. Sputtering Physical Vapour Deposition (PVD) coatings: A critical review on process improvement and market trend demands. Coatings 2018, 8, 402. [Google Scholar] [CrossRef]
- Baptista, A.; Silva, F.J.G.; Porteiro, J.; Míguez, J.L.; Pinto, G.; Fernandes, L. On the Physical Vapour Deposition (PVD): Evolution of magnetron sputtering processes for industrial applications. Procedia Manuf. 2018, 17, 746–757. [Google Scholar] [CrossRef]
- Zarka, M.; Dikici, B.; Niinomi, M.; Ezirmik, K.V.; Nakai, M.; Yilmazer, H. A systematic study of β-type Ti-based PVD coatings on magnesium for biomedical application. Vacuum 2021, 183, 109850. [Google Scholar] [CrossRef]
- Probst, J.; Gbureck, U.; Thull, R. Binary nitride and oxynitride PVD coatings on titanium for biomedical applications. Surf. Coat. Technol. 2001, 148, 226–233. [Google Scholar] [CrossRef]
- Geyao, L.; Yang, D.; Wanglin, C.; Chengyong, W. Development and application of physical vapor deposited coatings for medical devices: A review. Procedia CIRP 2020, 89, 250–262. [Google Scholar] [CrossRef]
- Pradhan, S.K.; Nouveau, C.; Vasin, A.; Djouadi, M.-A. Deposition of CrN coatings by PVD methods for mechanical application. Surf. Coat. Technol. 2005, 200, 141–145. [Google Scholar] [CrossRef]
- Bello, M.; Shanmugan, S. Achievements in mid and high-temperature selective absorber coatings by physical vapor deposition (PVD) for solar thermal application-A review. J. Alloys Compd. 2020, 893, 155510. [Google Scholar] [CrossRef]
- Selvakumar, N.; Barshilia, H.C. Review of physical vapor deposited (PVD) spectrally selective coatings for mid- and high-temperature solar thermal applications. Sol. Energy Mater. Sol. Cells 2012, 98, 1–23. [Google Scholar] [CrossRef]
- Duminica, F.-D.; Belchi, R.; Libralesso, L.; Mercier, D. Investigation of Cr(N)/DLC multilayer coatings elaborated by PVD for high wear resistance and low friction applications. Surf. Coat. Technol. 2018, 337, 396–403. [Google Scholar] [CrossRef]
- Bobzin, K.; Bagcivan, N.; Goebbels, N.; Yilmaz, K.; Hoehn, B.-R.; Michaelis, B.; Hochmann, M. Lubricated PVD CrAlN and WC/C coatings for automotive applications. Surf. Coat. Technol. 2009, 204, 1097–1101. [Google Scholar] [CrossRef]
- Guzman, L.; Wolf, G.K.; Davies, G.M. PVD–IBAD zinc coating development for automotive application. Surf. Coat. Technol. 2003, 174–175, 665–670. [Google Scholar] [CrossRef]
- Doleker, K.M.; Ozgurluk, Y.; Kahraman, Y.; Karaoglanli, A.C. Oxidation and hot corrosion resistance of HVOF/EB-PVD thermal barrier coating system. Surf. Coat. Technol. 2021, 409, 126862. [Google Scholar] [CrossRef]
- Shen, Z.; Liu, Z.; Um, R.; He, L.; Liu, G. Y–Er–ZrO2 thermal barrier coatings by EB-PVD: Thermal conductivity, thermal shock life and failure mechanism. Appl. Surf. Sci. Adv. 2021, 3, 100003. [Google Scholar] [CrossRef]
- Sousa, V.F.C.; Silva, F.J.G. Recent advances on coated milling tool technology—A comprehensive review. Coatings 2020, 10, 235. [Google Scholar] [CrossRef]
- Sousa, V.F.C.; Silva, F.J.G. Recent advances in turning processes using coated tools—A comprehensive review. Metals 2020, 10, 170. [Google Scholar] [CrossRef]
- Gouveia, R.M.; Silva, F.J.G.; Reis, P.; Baptista, A.P.M. Machining duplex stainless steel: Comparative study regarding end mill coated tools. Coatings 2016, 6, 51. [Google Scholar] [CrossRef]
- Sousa, V.F.C.; Silva, F.J.G.; Pinto, G.F.; Baptista, A.; Alexandre, R. Characteristics and wear mechanisms of TiAlN-based coatings for machining applications: A comprehensive review. Metals 2021, 11, 260. [Google Scholar] [CrossRef]
- Barrero, S.R.; Larrinoa, J.F.; Azkona, I.; Lacalle, L.N.L.; Polvorosa, R. Enhanced performance of nanostructured coatings for drilling by droplet elimination. Mater. Manuf. Process. 2016, 31, 593–602. [Google Scholar] [CrossRef]
- Bobzin, K.; Hopmann, C.H.; Gillner, A.; Brögelmann, T.; Kruppe, N.C.; Orth, M.; Steger, M.; Naderi, M. Enhanced replication ratio of injection molded plastic parts by using an innovative combination of laser-structuring and PVD coating. Surf. Coat. Technol. 2017, 332, 474–483. [Google Scholar] [CrossRef]
- Martinho, R.P.; Silva, F.J.G.; Alexandre, R.J.D.; Baptista, A.P.M. TiB2 Nanostructured coating for GFRP injection moulds. J. Nanosci. Nanotechnol. 2011, 11, 5374–5382. [Google Scholar] [CrossRef] [PubMed]
- Silva, F.; Martinho, R.; Andrade, M.; Baptista, A.; Alexandre, R. Improving the wear resistance of moulds for the injection of glass fibre—Reinforced plastics using PVD coatings: A comparative study. Coatings 2017, 7, 28. [Google Scholar] [CrossRef]
- Nunes, V.; Silva, F.J.G.; Andrade, M.F.; Alexandre, R.; Baptista, A.P.M. Increasing the lifespan of high-pressure die cast molds subjected to severe wear. Surf. Coat. Technol. 2017, 325, 319–331. [Google Scholar] [CrossRef]
- Vilaseca, M.; Pujante, J.; Ramírez, G.; Casellas, D. Investigation into adhesive wear of PVD coated and uncoated hot stamping production tools. Wear 2013, 308, 148–154. [Google Scholar] [CrossRef]
- Fernandes, L.; Silva, F.J.G.; Andrade, M.F.; Alexandre, R.; Baptista, A.P.M. Increasing the stamping tools lifespan by using Mo and B4C PVD coatings. Surf. Coat. Technol. 2017, 325, 107–119. [Google Scholar] [CrossRef]
- Fernandes, L.; Silva, F.J.G.; Alexandre, R. Study of TiAlN PVD coating on stamping dies used in tinplate food package production. Micromachines 2019, 10, 182. [Google Scholar] [CrossRef] [PubMed]
- Cora, O.M.; Ağcayazı, A.; Namiki, K.; Sofuoğlu, H.; Koç, M. Die wear in stamping of advanced high strength steels—Investigations on the effects of substrate material and hard-coatings. Tribol. Int. 2012, 52, 50–60. [Google Scholar] [CrossRef]
- Fessmann, J.; Mann, D.; Kampschulte, G.; Leyendecker, F.; Bolch, T.; Mertz, K.; Jonke, D.; Gamme, F.J.; Meyer, I.M.; Suchentrunk, R. Adherent metallization of carbon-fibre-reinforced plastic composites using a combined vacuum/electrochemical deposition process. Surf. Coat. Technol. 1992, 54–55, 599–603. [Google Scholar] [CrossRef]
- Fallah, P.; Rajagopalan, S.; McDonald, A.; Yue, S. Development of hybrid metallic coatings on carbon fiber-reinforced polymers (CFRPs) by cold spray deposition of copper-assisted copper electroplating process. Surf. Coat. Technol. 2020, 400, 126231. [Google Scholar] [CrossRef]
- Juarez, T.; Schroer, A.; Schwaiger, R.; Hodge, A.M. Evaluating sputter deposited metal coatings on 3D printed polymer micro-truss structures. Mater. Des. 2018, 140, 442–450. [Google Scholar] [CrossRef]
- Milde, F.; Goedicke, K.; Fahland, M. Adhesion behavior of PVD coatings on ECR plasma and ion beam treated polymer films. Thin Solid Film. 1996, 279, 169–173. [Google Scholar] [CrossRef]
- Qian, X.; Pang, X.; Gao, K.; Yang, H.; Jin, J.; Volinsky, A.A. Adhesion of sputtered nickel films on polycarbonate substrates. J. Mater. Eng. Perform. 2013, 23, 786–790. [Google Scholar] [CrossRef]
- Coto, B.; Hallander, P.; Mendizabal, L.; Pagano, F.; Kling, H.; Ortiz, R.; Barriga, J.; Selegård, L. Particle and rain erosion mechanisms on Ti/TiN multilayer PVD coatings for carbon fibre reinforced polymer substrates protection. Wear 2021, 466, 203575. [Google Scholar] [CrossRef]
- Vergason, G.; Fitch, M.; Smith, R.; Brazil, M.; Jochum, T. PVD chromium coatings replacing decorative chromium elec-troplated coatings on plastics. Soc. Vac. Coaters 2015, 403–410. [Google Scholar] [CrossRef]
- Zhang, D.; Zuo, X.; Wang, Z.; Li, H.; Chen, R.; Wang, A.; Ke, P. Comparative study on protective properties of CrN coatings on the ABS substrate by DCMS and HiPIMS techniques. Surf. Coat. Technol. 2020, 394, 125890. [Google Scholar] [CrossRef]
- Singh, M.M.; Vijaya, G.; Krupashankara, M.S.; Sridhara, B.K.; Shridhar, T.N. Studies on nanostructure aluminum thin film coatings deposited using dc magnetron sputtering process. Mater. Sci. Eng. 2016, 149, 012071. [Google Scholar] [CrossRef]
- Ferreira, A.A.; Silva, F.J.G.; Pinto, A.G.; Sousa, V.F.C. Characterization of thin chromium coatings produced by PVD sputtering for optical applications. Coatings 2021, 11, 215. [Google Scholar] [CrossRef]
- Fernandes, L.; Silva, F.J.G.; Paiva, O.C.; Baptista, A.; Pinto, G. Minimizing the adhesion effects in food packages forming by the use of advanced coatings. Procedia Manuf. 2018, 17, 886–894. [Google Scholar] [CrossRef]
- Teles, V.C.; de Mello, J.D.B.; da Silva Jr, W.M. Abrasive wear of multilayered/gradient CrAlSiN PVD coatings: Effect of interface roughness and of superficial flaws. Wear 2017, 376–377, 1691–1701. [Google Scholar] [CrossRef]
- Yao, S.H.; Su, Y.L.; Kao, W.H.; Cheng, K.W. Evaluation on wear behavior of Cr–Ag–N and Cr–W–N PVD nanocomposite coatings using two different types of tribometer. Surf. Coat. Technol. 2006, 201, 2520–2526. [Google Scholar] [CrossRef]
- Mishra, S.K.; Ghosh, S.; Aravindan, S. Investigations into friction and wear behavior of AlTiN and AlCrN coatings deposited on laser textured WC/Co using novel open tribometer tests. Surf. Coat. Technol. 2020, 387, 125513. [Google Scholar] [CrossRef]
- Bahi, R.; Nouveau, C.; Beliardouh, N.E.; Ramoul, C.E.; Meddah, S.; Ghelloudj, O. Surface performances of Ti-6Al-4V substrates coated PVD multilayered films in biological environments. Surf. Coat. Technol. 2020, 385, 125412. [Google Scholar] [CrossRef]
- Hoche, H.; Pusch, C.; Oechsne, M. Corrosion and wear protection of mild steel substrates by innovative PVD coatings. Surf. Coat. Technol. 2020, 391, 125659. [Google Scholar] [CrossRef]
- Kumar, P.K.; Kumar, A.S. Investigation of frictional characteristics of laser textured aluminium 6061 and aluminium 7071 alloys under dry sliding conformal contact in pin on disc tribometer. Mater. Today Proc. 2021, in press. [Google Scholar] [CrossRef]
- Eriksson, J.; Olsson, M. Tribological testing of commercial CrN, (Ti,Al)N and CrC/C PVD coatings—Evaluation of galling and wear characteristics against different high strength steels. Surf. Coat. Technol. 2011, 205, 4045–4051. [Google Scholar] [CrossRef]
- Andrade, M.F.C.; Martinho, R.P.; Silva, F.J.G.; Alexandre, R.J.D.; Baptista, A.P.M. Influence of the abrasive particles size in the micro-abrasion wear tests of TiAlSiN thin coatings. Wear 2009, 267, 12–18. [Google Scholar] [CrossRef]
- Pinto, G.; Baptista, A.; Silva, F.; Porteiro, J.; Míguez, J.; Alexandre, R. Study on the influence of the ball material on abrasive particles’ dynamics in ball-cratering thin coatings wear tests. Materials 2021, 14, 668. [Google Scholar] [CrossRef]
- Fildes, J.M.; Meyersa, S.J.; Kilaparti, R.; Schlepp, E. Improved ball crater micro-abrasion test based on a ball on three disk configuration. Wear 2012, 274–275, 414–422. [Google Scholar] [CrossRef]
- Silva, F.J.G.; Fernandes, A.J.S.; Costa, F.M.; Teixeira, V.; Baptista, A.P.M.; Pereira, E. Tribological behaviour of CVD diamond films on steel substrates. Wear 2003, 255, 846–853. [Google Scholar] [CrossRef]
- Baptista, A.; Silva, F.J.G.; Pinto, G.; Porteiro, J.; Míguez, J.; Alexandre, R.; Sousa, V.F.C. Influence of the ball surface texture in the dragging of abrasive particles on micro-abrasion wear tests. Wear 2021, 203730. [Google Scholar] [CrossRef]
- Ardila, M.A.N.; Costa, H.L.; de Mello, J.D.B. Influence of the ball material on friction and wear in microabrasion tests. Wear 2020, 450–451, 203–266. [Google Scholar] [CrossRef]
- Shipway, P.H.; Hogg, J.J. Wear of bulk ceramics in micro-scale abrasion—The role of abrasive shape and hardness and its relevance to testing of ceramic coatings. Wear 2007, 263, 887–895. [Google Scholar] [CrossRef]
- Cozza, R.C.; Tanaka, D.K.; Souza, R.M. Friction coefficient and wear mode transition in micro-scale abrasion tests. Tribol. Int. 2011, 44, 1878–1889. [Google Scholar] [CrossRef]
- Kusano, Y.; Van Acker, K.; Hutchings, I.M. Methods of data analysis for the micro-scale abrasion test on coated substrates. Surf. Coat. Technol. 2004, 183, 312–327. [Google Scholar] [CrossRef]
- Shipway, P.H. A mechanical model for particle motion in the micro-scale abrasion wear test. Wear 2004, 257, 984–991. [Google Scholar] [CrossRef]
- Silva, F.J.G.; Casais, R.B.; Martinho, R.P.; Baptista, A.P.M. Role of abrasive material on micro-abrasion wear tests. Wear 2011, 271, 2632–2639. [Google Scholar] [CrossRef]
- Silva, F.J.G.; Martinho, R.P.; Alexandre, R.J.D.; Baptista, A.P.M. Wear resistance of TiAlSiN thin coatings. J. Nanosci. Nanotechnol. 2012, 12, 9094–9101. [Google Scholar] [CrossRef] [PubMed]
- Silva, F.J.G.; Martinho, R.P.; Baptista, A.P.M. Characterization of laboratory and industrial CrN/CrCN/diamond-like carbon coatings. Thin Solid Film 2014, 550, 278–284. [Google Scholar] [CrossRef]
- SABIC Innovative Plastics Company, Lexan* Resin 143R. 2009. Available online: www.sabic.com/en/products/polymers/polycarbonate-pc/lexan-resin (accessed on 2 September 2020).
- ISO 4287. Geometric Product Specification (GPS). Surface Texture Profile Method: Terms, Definition and Surface Texture Parameters; ISO: Geneve, Switzerland, 1997. [Google Scholar]
- ISO 20502. Fine Ceramics (Advanced Ceramics, Advanced Technical Ceramics). Determination of Adhesion of Ceramic Coatings by Scratch Testing; ISO: Geneve, Switzerland, 2016. [Google Scholar]
- Sang-Hyuk, L.; In-Sun, P.; Bo-Hyun, S.; Jong Hyun, S.; Heehwan, C.; Jae-Hong, J.; Yong Uk, L.; Munpyo, H. Effect of sputtering parameters on the adhesion of copper/molybdenum metal on polymer substrate. Curr. Appl. Phys. 2001, 11, S12–S15. [Google Scholar] [CrossRef]
- Cozza, R. A study on friction coefficient and wear coefficient of coated systems submitted to micro-scale abrasion tests. Surf. Coat. Technol. 2013, 215, 224–233. [Google Scholar] [CrossRef]
- Sánchez-Huerta, D.; López-Perrusquia, N.; García, E.; Hilerio-Cruz, I.; Flores-Martínez MDoñu-Ruiz, M.A.; Muhl, S. Micro-abrasive wear behavior by the ball cratering technique on AISI L6 steel for agricultural application. Mater. Lett. 2021, 283, 1–5. [Google Scholar] [CrossRef]
- Gee, M.; Gant, A.; Hutchings, I.; Kusano, Y.; Schiffman, K.; Acker, K.; Poulat, S.; Gachon, Y.; Stebut, J.; Hatto, P.; et al. Results from an interlaboratory exercise to validate the micro-scale abrasion test. Wear 2005, 259, 27–35. [Google Scholar] [CrossRef]
- Cozza, R.; Mello, J.D.B.; Tanaka, D.K.; Souza, R.M. Relationship between test severity and wear mode transition in micro-abrasive wear tests. Wear 2007, 263, 111–116. [Google Scholar] [CrossRef]
- Martinho, R.P.; Andrade, M.F.C.; Silva, F.J.G.; Alexandre, R.J.D.; Baptista, A.P.M. Microabrasion wear behaviour of TiAlCrSiN nanostructured coatings. Wear 2009, 267, 1160–1165. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Parameters |
|---|---|
| Processing | Mold temperature: 80–11 °C |
| Dehumidification time: 2–4 h | |
| Dehumidification temperature: 120 °C | |
| Melting temperature: 280–310 °C | |
| Thermal Properties | Vicat temperature: 141 °C |
| Thermal expansion coefficient: 70 × 10−6/K−1 | |
| Rheological Properties | MVR: 12 cm3/10 min |
| Optical Properties | Transmittance: 88–90% |
| Refractive index: 1.586 | |
| Other Properties | Density: 1.2 g/cm3 |
| Element | C | Ca | Fe | Mo | N | Nb | Ni | O | S | V | W | Cr |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| PPP (Parts Per Million) | 55 | 28 | 704 | 15 | 46 | 13 | 32 | 455 | 20 | 10 | 47 | Balance |
| Number of Layers | Thickness (nm) |
|---|---|
| 6 | 149.4 ± 0.011 |
| 8 | 196.9 ± 0.015 |
| 10 | 250.1 ± 0.017 |
| Number of Layers | Ra (nm) | Rt (nm) | Rq (nm) |
|---|---|---|---|
| 6 | 4.2 ± 0.043 | 65.1 ± 0.021 | 5.6 ± 0.026 |
| 8 | 3.3 ± 0.038 | 53.2 ± 0.036 | 4.3 ± 0.038 |
| 10 | 1.9 ± 0.027 | 20.1 ± 0.019 | 2.5 ± 0.031 |
| Number of Layers | Crater Area for 50 Cycles (mm2) | Crater Area for 100 Cycles (mm2) | Crater Area for 200 Cycles (mm2) |
|---|---|---|---|
| 6 Layers | 0.837 ± 0.083 | 0.929 ± 0.086 | 0.951 ± 0.088 |
| 8 Layers | 0.776 ± 0.076 | 0.771 ± 0.093 | 0.783 ± 0.102 |
| 10 Layers | 0.717 ± 0.084 | 0.722 ± 0.098 | 0.744 ± 0.092 |
| Number of Layers | Volume of Material Removed (μm3) | ||
|---|---|---|---|
| 50 Cycles | 100 Cycles | 200 Cycles | |
| 6 Layers | 0.179 ± 0.006 | 0.190 ± 0.009 | 0.201 ± 0.008 |
| 8 Layers | 0.146 ± 0.007 | 0.148 ± 0.006 | 0.157 ± 0.005 |
| 10 Layers | 0.137 ± 0.004 | 0.138 ± 0.005 | 0.141 ± 0.007 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baptista, A.; Pinto, G.; Silva, F.J.G.; Ferreira, A.A.; Pinto, A.G.; Sousa, V.F.C. Wear Characterization of Chromium PVD Coatings on Polymeric Substrate for Automotive Optical Components. Coatings 2021, 11, 555. https://doi.org/10.3390/coatings11050555
Baptista A, Pinto G, Silva FJG, Ferreira AA, Pinto AG, Sousa VFC. Wear Characterization of Chromium PVD Coatings on Polymeric Substrate for Automotive Optical Components. Coatings. 2021; 11(5):555. https://doi.org/10.3390/coatings11050555
Chicago/Turabian StyleBaptista, Andresa, Gustavo Pinto, Francisco J. G. Silva, Andreia A. Ferreira, Arnaldo G. Pinto, and Vitor F. C. Sousa. 2021. "Wear Characterization of Chromium PVD Coatings on Polymeric Substrate for Automotive Optical Components" Coatings 11, no. 5: 555. https://doi.org/10.3390/coatings11050555
APA StyleBaptista, A., Pinto, G., Silva, F. J. G., Ferreira, A. A., Pinto, A. G., & Sousa, V. F. C. (2021). Wear Characterization of Chromium PVD Coatings on Polymeric Substrate for Automotive Optical Components. Coatings, 11(5), 555. https://doi.org/10.3390/coatings11050555