
Boride-Carbon Hybrid Technology for Ultra-Wear and Corrosive Conditions


 ,
, 
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
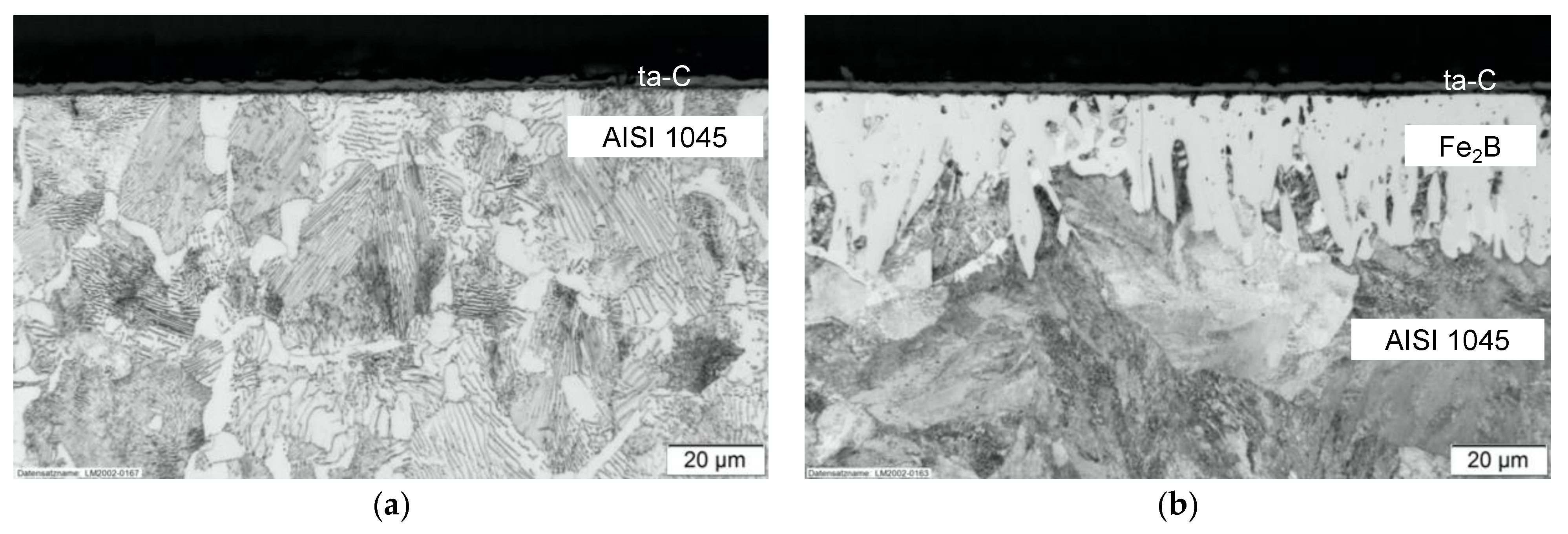
3.1. Sample Structures and Coatings Adhesion
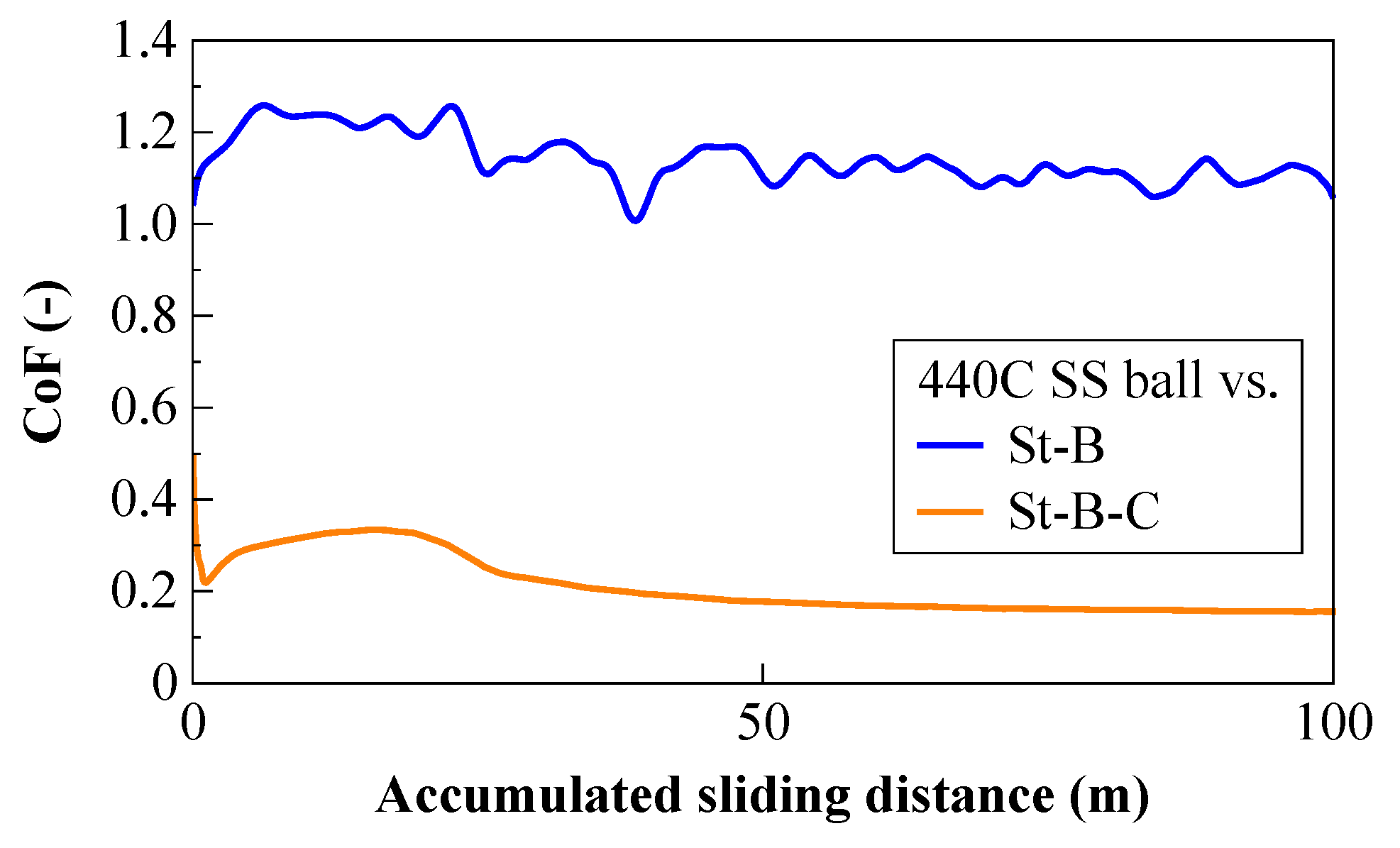
3.2. Tribological Testing and Wear Measurements
3.3. Finite Element Modeling and Impact Test
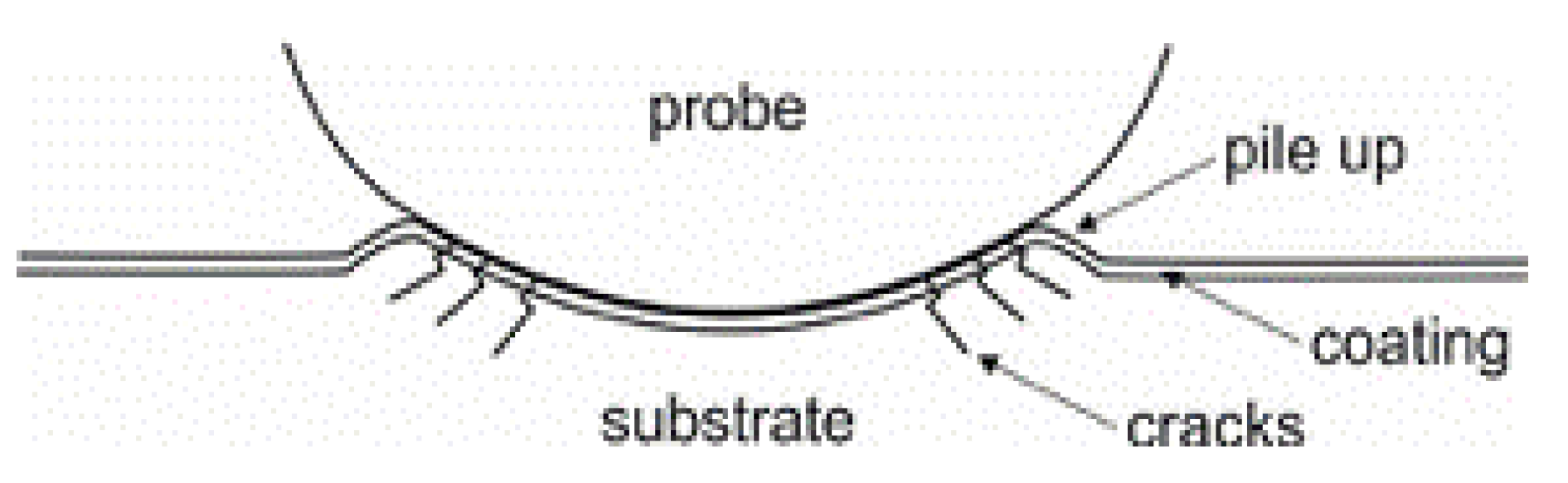
3.3.1. Finite-Element Modeling of Nanoindentation
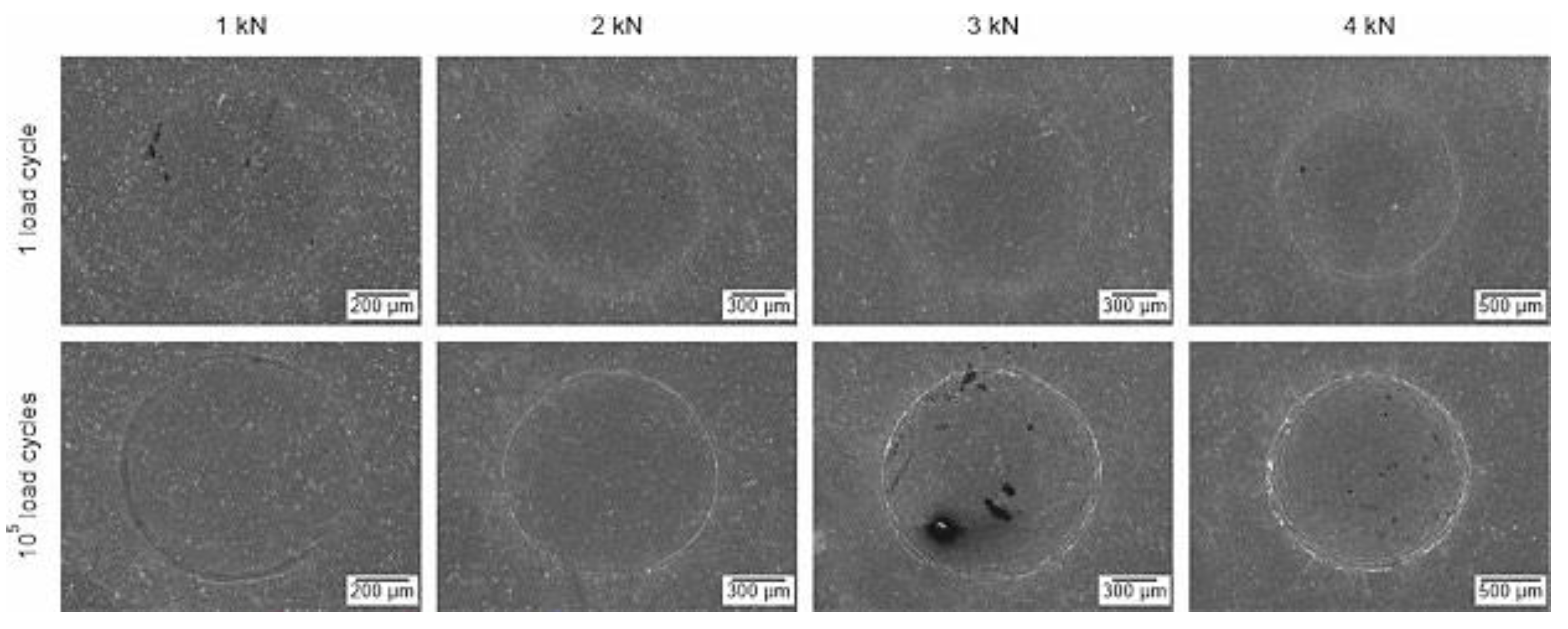
3.3.2. Impact Test
3.4. Resistance to Pinhole Corrosion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dalibon, E.L.; Trava-Airoldi, V.; Pereira, L.A.; Cabo, A.; Brühl, S.P. Wear resistance of nitrided and DLC coated PH stainless steel. Surf. Coat. Technol. 2014, 255, 22–27. [Google Scholar] [CrossRef]
- Ueda, N.; Yamauchi, N.; Sone, T.; Okamoto, A.; Tsujikawa, M. DLC film coating on plasma-carburized austenitic stainless steel. Surf. Coat. Technol. 2007, 201, 5487–5492. [Google Scholar] [CrossRef]
- Yerokhin, A.; Leyland, A.; Tsotsos, C.; Wilson, A.; Nie, X.; Matthews, A. Duplex surface treatments combining plasma electrolytic nitrocarburising and plasma-immersion ion-assisted deposition. Surf. Coat. Technol. 2001, 142–144, 1129–1136. [Google Scholar] [CrossRef]
- Tsotsos, C.; Yerokhin, A.; Wilson, A.; Leyland, A.; Matthews, A. Tribological evaluation of AISI 304 stainless steel duplex treated by plasma electrolytic nitrocarburising and diamond-like carbon coating. Wear 2002, 253, 986–993. [Google Scholar] [CrossRef]
- Boromei, I.; Ceschini, L.; Marconi, A.; Martini, C. A duplex treatment to improve the sliding behavior of AISI 316L: Low-temperature carburizing with a DLC (a-C:H) topcoat. Wear 2013, 302, 899–908. [Google Scholar] [CrossRef]
- Dekempeneer, E.; Poirier, L.; Lebrun, J.; Pasgrimaud, A.; Desalos, Y.; Balanck, F. Development of an industrialised DLC duplex treatment process. Surf. Coat. Technol. 2002, 151-152, 462–465. [Google Scholar] [CrossRef]
- Kyzioł, K.; Mędala, M.; Kaczmarek, Ł. Influence of plasmochemical modification of Al–Cu–Mg alloys on surface structure and functional properties. Vacuum 2014, 105, 52–58. [Google Scholar] [CrossRef]
- Gawel, R.; Kyzioł, K.; Jurasz, Z.; Grzesik, Z. Oxidation resistance of valve steels covered with thin SiC coatings, obtained by RF CVD. Corros. Sci. 2018, 145, 16–25. [Google Scholar] [CrossRef]
- Litoria, A.K.; Joshi, A.A.; Joshi, M.D.; Dixit, G.; Singh, D.; Hosmani, S.S. Wear behaviour of boronized and duplex-treated AISI 4140 steel against DLC-coated boronized AISI 4140 disc. Surf. Eng. 2018, 35, 370–377. [Google Scholar] [CrossRef]
- Erdemir, A.; Eryilmaz, O.; Sista, V. Ultra-Fast Boriding for Improved Energy Efficiency and Reduced Emissions in Materials Processing; U.S. Department of Energy: Oak Ridge, TN, USA, 2008. [Google Scholar]
- Sinha, A.K. Boriding (Boronizing) of steels. In ASM Handbook Steel Heat Treating Fundamentals and Processes, 10th ed.; ASM International: Metals Park, OH, USA, 1991; pp. 437–447. [Google Scholar]
- Matuschka, A. Boronizing; Heyden Publications: Philadelphia, PA, USA, 1980. [Google Scholar]
- Kartal, G.; Kahvecioglu, O.; Timur, S. Investigating the morphology and corrosion behavior of electrochemically borided steel. Surf. Coat. Technol. 2006, 200, 3590–3593. [Google Scholar] [CrossRef]
- Kartal, G.; Eryilmaz, O.; Krumdick, G.; Erdemir, A.; Timur, S. Kinetics of electrochemical boriding of low carbon steel. Appl. Surf. Sci. 2011, 257, 6928–6934. [Google Scholar] [CrossRef]
- Kartal, G.; Timur, S.; Eryilmaz, O.; Erdemir, A. Influence of process duration on structure and chemistry of borided low carbon steel. Surf. Coat. Technol. 2010, 205, 1578–1583. [Google Scholar] [CrossRef]
- Knotek, O.; Bosserhoff, B.; Schrey, A.; Leyendecker, T.; Lemmer, O.; Esser, S. A new technique for testing the impact load of thin films: The coating impact test. Surf. Coat. Technol. 1992, 54–55, 102–107. [Google Scholar] [CrossRef]
- Heinke, W.; Leyland, A.; Matthews, A.; Berg, G.; Friedrich, C.; Broszeit, E. Evaluation of PVD nitride coatings, using impact, scratch and Rockwell-C adhesion tests. Thin Solid Films 1995, 270, 431–438. [Google Scholar] [CrossRef]
- Lugscheider, E.; Knotek, O.; Wolff, C.; Barwulf, S. Structure and properties of PVD-coatings by means of impact tester. Surf. Coat. Technol. 1999, 116–119, 141–146. [Google Scholar] [CrossRef]
- Knotek, O.; Lugscheider, E.; Löffler, F.; Schrey, A.; Bosserhoff, B. Behaviour of CVD and PVD coatings under impact load. Surf. Coat. Technol. 1994, 68–69, 253–258. [Google Scholar] [CrossRef]
- Bantle, R.; Matthews, A. Investigation into the impact wear behaviour of ceramic coatings. Surf. Coat. Technol. 1995, 74–75, 857–868. [Google Scholar] [CrossRef]
- Batista, J.; Godoy, C.; Matthews, A.; Godoy, G.C. Impact testing of duplex and non-duplex (Ti,Al)N and Cr–N PVD coatings. Surf. Coat. Technol. 2003, 163–164, 353–361. [Google Scholar] [CrossRef]
- Lamri, S.; Langlade, C.; Kermouche, G. Damage phenomena of thin hard coatings submitted to repeated impacts: Influence of the substrate and film properties. Mater. Sci. Eng. A 2013, 560, 296–305. [Google Scholar] [CrossRef]
- Beake, B.; Goodes, S.; Smith, J. Micro-Impact Testing: A New Technique for investigating thin film toughness, adhesion, erosive wear resistance, and dynamic hardness. Surf. Eng. 2001, 17, 187–192. [Google Scholar] [CrossRef]
- Beake, B.D.; García, M.J.I.; Smith, J.F. Micro-impact testing: A new technique for investigating fracture toughness. Thin Solid Films 2001, 398–399, 438–443. [Google Scholar] [CrossRef]
- Zha, X.; Jiang, F.; Xu, X. Investigating the high frequency fatigue failure mechanisms of mono and multilayer PVD coatings by the cyclic impact tests. Surf. Coat. Technol. 2018, 344, 689–701. [Google Scholar] [CrossRef]
- Kartal, G.; Timur, S.; Sista, V.; Eryilmaz, O.; Erdemir, A. The growth of single Fe2B phase on low carbon steel via phase homogenization in electrochemical boriding (PHEB). Surf. Coat. Technol. 2011, 206, 2005–2011. [Google Scholar] [CrossRef]
- Kartal, G.; Timur, S.; Urgen, M.; Erdemir, A. Electrochemical boriding of titanium for improved mechanical properties. Surf. Coat. Technol. 2010, 204, 3935–3939. [Google Scholar] [CrossRef]
- Scheibe, H.-J.; Schultrich, B.; Drescher, D. Laser-induced vacuum arc (Laser Arc) and its application for deposition of hard amorphous carbon films. Surf. Coat. Technol. 1995, 74-75, 813–818. [Google Scholar] [CrossRef]
- Scheibe, H.-J.; Drescher, D.; Schultrich, B.; Falz, M.; Leonhardt, G.; Wilberg, R. The laser-arc: A new industrial technology for effective deposition of hard amorphous carbon films. Surf. Coat. Technol. 1996, 85, 209–214. [Google Scholar] [CrossRef]
- Schultrich, B.; Scheibe, H.-J.; Grandremy, G.; Drescher, D.; Schneider, D. Elastic modulus as a measure of diamond likeness and hardness of amorphous carbon films. Diam. Relat. Mater. 1996, 5, 914–918. [Google Scholar] [CrossRef]
- Schneider, D.; Schwarz, T.; Scheibe, H.-J.; Panzner, M. Non-destructive evaluation of diamond and diamond-like carbon films by laser induced surface acoustic waves. Thin Solid Films 1997, 295, 107–116. [Google Scholar] [CrossRef]
- Vidakis, N.; Antoniadis, A.; Bilalis, N. The VDI 3198 indentation test evaluation of a reliable qualitative control for layered compounds. J. Mater. Process. Technol. 2003, 143-144, 481–485. [Google Scholar] [CrossRef]
- Hu, Z.; Lynne, K.J.; Markondapatnaikuni, S.P.; Delfanian, F. Material elastic–plastic property characterization by nanoindentation testing coupled with computer modeling. Mater. Sci. Eng. A 2013, 587, 268–282. [Google Scholar] [CrossRef]
- Cabezas, E.E.; Celentano, D.J. Experimental and numerical analysis of the tensile test using sheet specimens. Finite Elem. Anal. Des. 2004, 40, 555–575. [Google Scholar] [CrossRef]
- Treutler, C.P. Industrial use of plasma-deposited coatings for components of automotive fuel injection systems. Surf. Coat. Technol. 2005, 200, 1969–1975. [Google Scholar] [CrossRef]
- Pereira, M.P.; Yan, W.; Rolfe, B.F. Contact pressure evolution and its relation to wear in sheet metal forming. Wear 2008, 265, 1687–1699. [Google Scholar] [CrossRef]
- Gould, B.; Greco, A. Investigating the process of white etching crack initiation in bearing steel. Tribol. Lett. 2016, 62, 1–14. [Google Scholar] [CrossRef]
- Fernandes, C.M.; Martins, R.C.; Seabra, J.H. Friction torque of thrust ball bearings lubricated with wind turbine gear oils. Tribol. Int. 2013, 58, 47–54. [Google Scholar] [CrossRef]
- Damm, D.D.; Contin, A.; Barbieri, F.C.; Trava-Airoldi, V.J.; Barquete, D.M.; Corat, E.J. Interlayers Applied to CVD Diamond Deposition on Steel Substrate: A Review. Coatings 2017, 7, 141. [Google Scholar] [CrossRef]
- Buijnsters, J.; Shankar, P.; Gopalakrishnan, P.; Van Enckevort, W.; Schermer, J.; Ramakrishnan, S.; Ter Meulen, J. Diffusion-modified boride interlayers for chemical vapour deposition of low-residual-stress diamond films on steel substrates. Thin Solid Films 2003, 426, 85–93. [Google Scholar] [CrossRef]
- Meletis, E.; Erdemir, A.; Fenske, G. Tribological characteristics of DLC films and duplex plasma nitriding/DLC coating treatments. Surf. Coat. Technol. 1995, 73, 39–45. [Google Scholar] [CrossRef]
- Wu, Y.; Zhou, S.; Zhao, W.; Ouyang, L. Comparative corrosion resistance properties between (Cu, Ce)-DLC and Ti co-doped (Cu, Ce)/Ti-DLC films prepared via magnetron sputtering method. Chem. Phys. Lett. 2018, 705, 50–58. [Google Scholar] [CrossRef]
- Papakonstantinou, P.; Zhao, J.; Lemoine, P.; McAdams, E.; McLaughlin, J. The effects of Si incorporation on the electrochemical and nanomechanical properties of DLC thin films. Diam. Relat. Mater. 2002, 11, 1074–1080. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample-ID | AISI 1045 Steel | Borided | ta-C Coating | Final Surface Finish |
|---|---|---|---|---|
| St-B | x | x | - | Ra = 20–25 nm |
| St-C | x | - | x | |
| St-B-C | x | x | x |
| Materials | Thickness (µm) | Young’s Modulus (GPa) | Poisson’s Ratio |
|---|---|---|---|
| Diamond indenter | - | 1140 | 0.04 |
| ta-C coating | 2 | 300 | 0.30 |
| Boride | 50 | 200 | 0.17 |
| 1045 AISI substrate | 15 | 88 | 0.30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baule, N.; Kim, Y.S.; Zeuner, A.T.; Haubold, L.; Kühne, R.; Eryilmaz, O.L.; Erdemir, A.; Hu, Z.; Zimmermann, M.; Schuelke, T.; et al. Boride-Carbon Hybrid Technology for Ultra-Wear and Corrosive Conditions. Coatings 2021, 11, 475. https://doi.org/10.3390/coatings11040475
Baule N, Kim YS, Zeuner AT, Haubold L, Kühne R, Eryilmaz OL, Erdemir A, Hu Z, Zimmermann M, Schuelke T, et al. Boride-Carbon Hybrid Technology for Ultra-Wear and Corrosive Conditions. Coatings. 2021; 11(4):475. https://doi.org/10.3390/coatings11040475
Chicago/Turabian StyleBaule, Nina, Young S. Kim, André T. Zeuner, Lars Haubold, Robert Kühne, Osman L. Eryilmaz, Ali Erdemir, Zhong Hu, Martina Zimmermann, Thomas Schuelke, and et al. 2021. "Boride-Carbon Hybrid Technology for Ultra-Wear and Corrosive Conditions" Coatings 11, no. 4: 475. https://doi.org/10.3390/coatings11040475
APA StyleBaule, N., Kim, Y. S., Zeuner, A. T., Haubold, L., Kühne, R., Eryilmaz, O. L., Erdemir, A., Hu, Z., Zimmermann, M., Schuelke, T., & Fan, Q.-H. (2021). Boride-Carbon Hybrid Technology for Ultra-Wear and Corrosive Conditions. Coatings, 11(4), 475. https://doi.org/10.3390/coatings11040475