

Modification of the Properties of Al2O3/TZ-3YS Thermal Barrier Coating by the Addition of Silicon Carbide Particles and Fructose

 ,
,  ,
,
Abstract
1. Introduction
2. Experimental Procedure
2.1. Coating Development
2.2. Microstructural Analysis
2.3. Mechanical Characterisation
2.4. Thermal Characterisation
3. Results
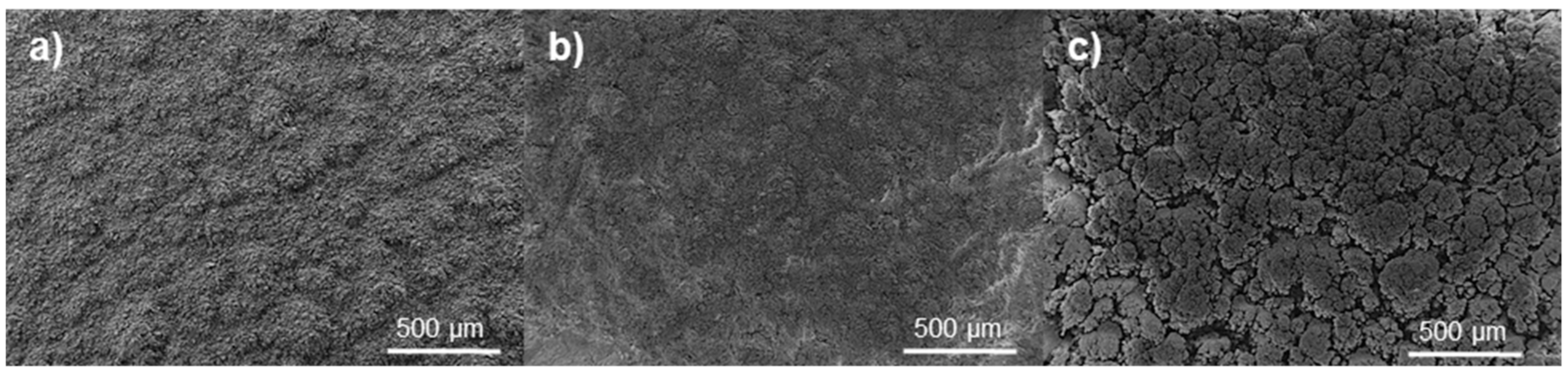
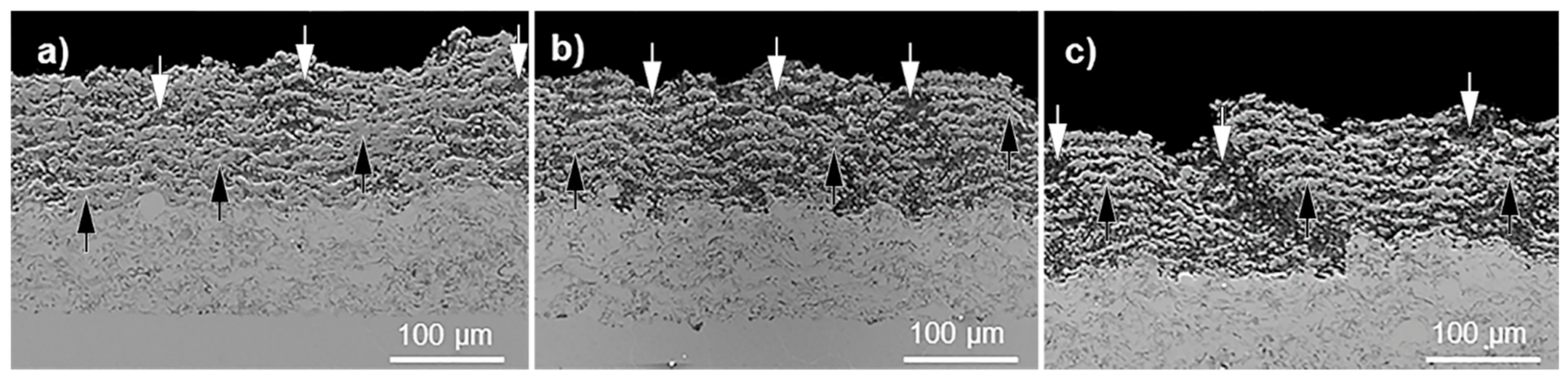
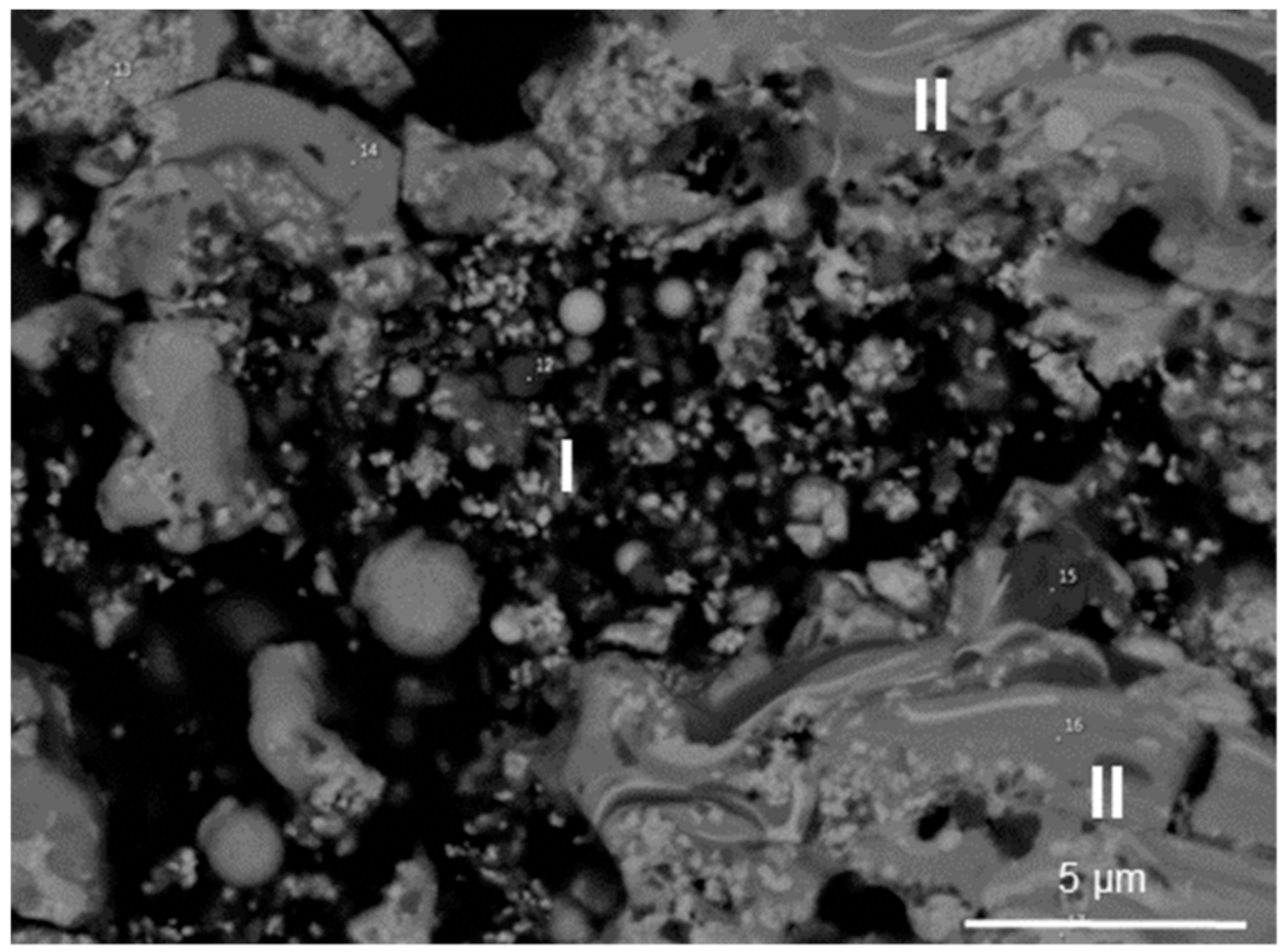
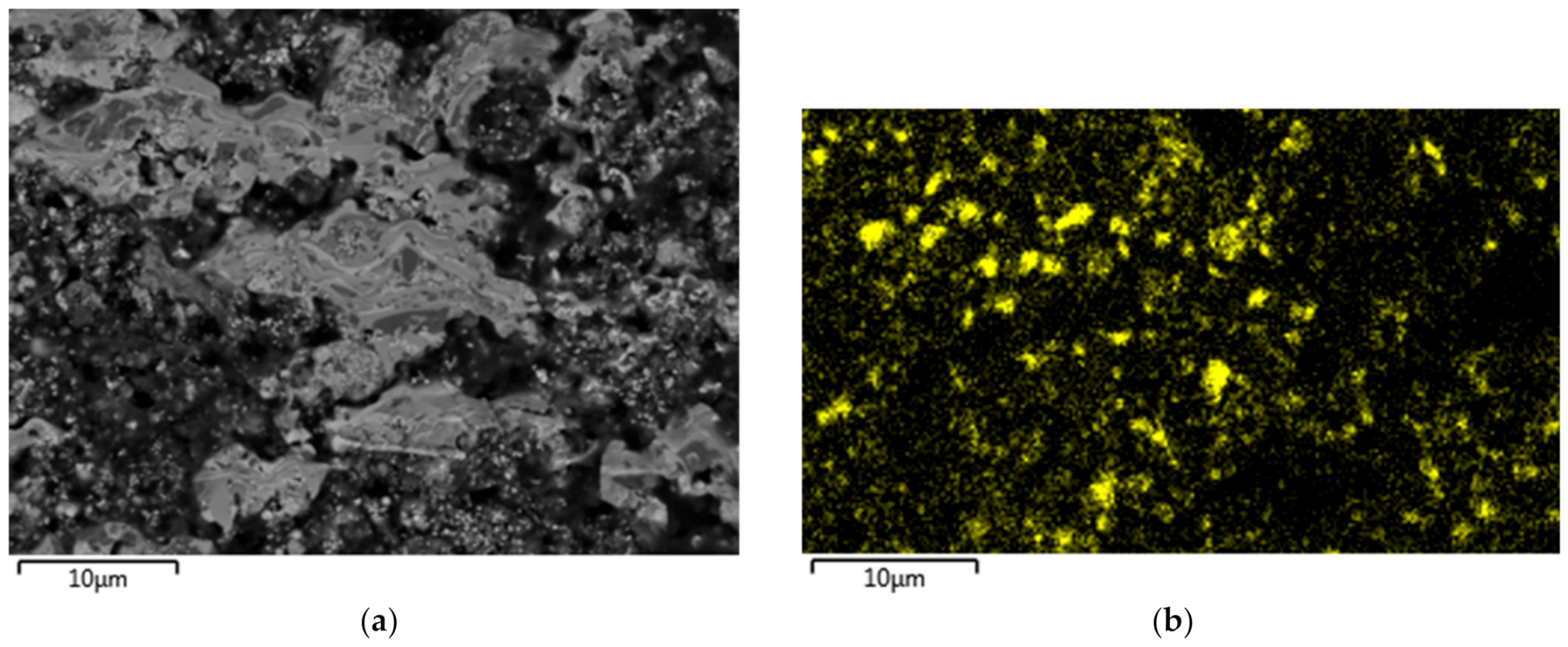
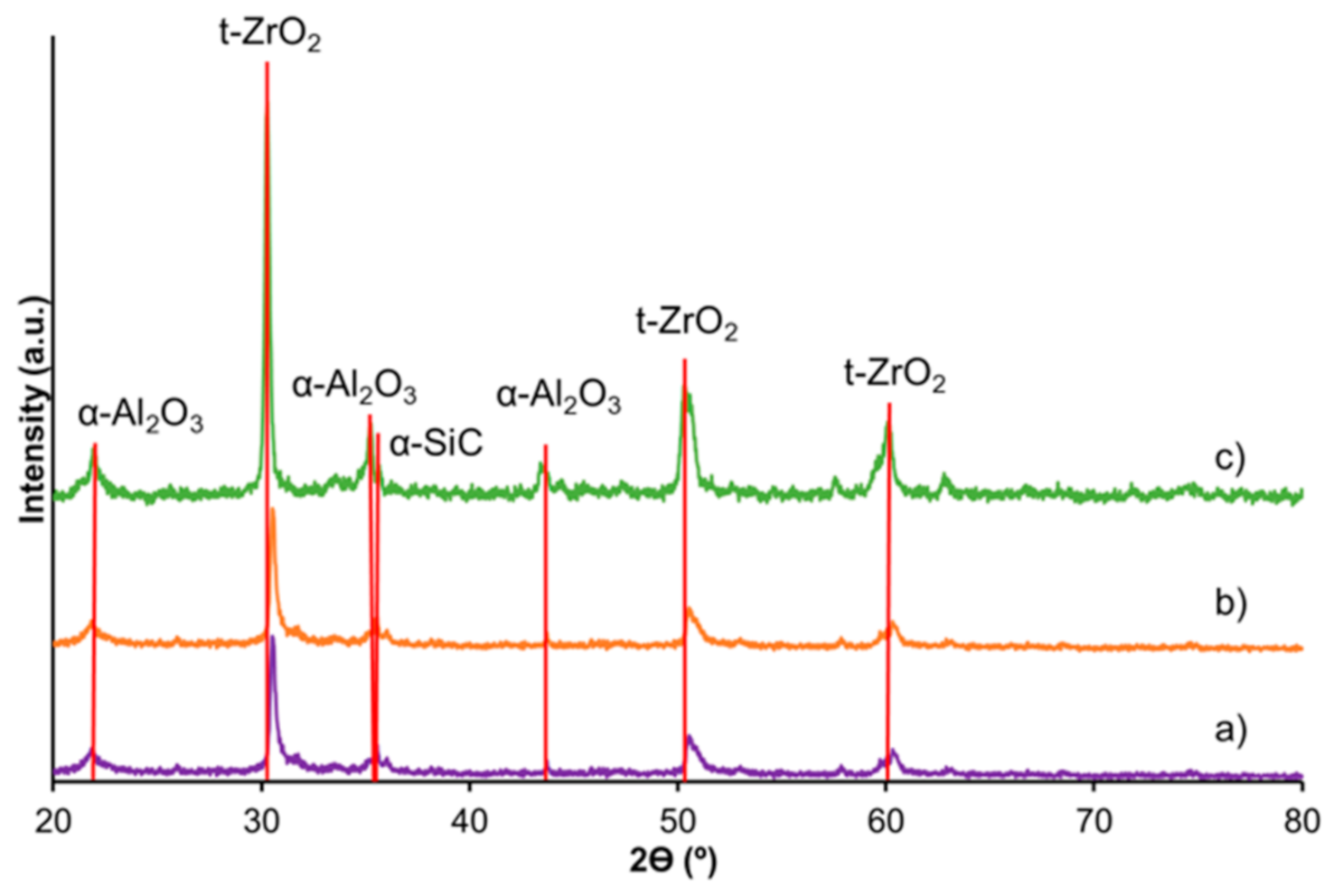
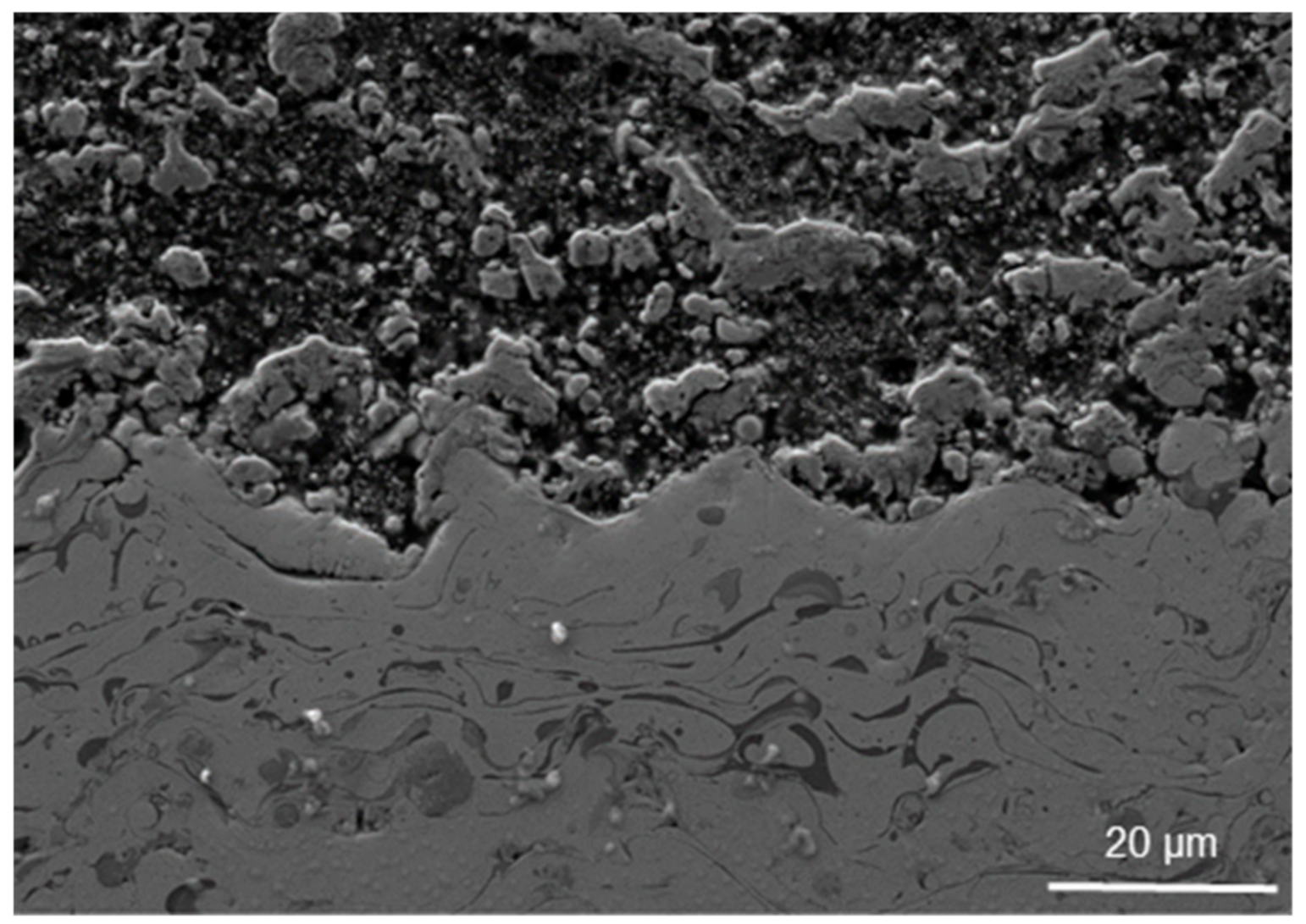
3.1. Microstructure
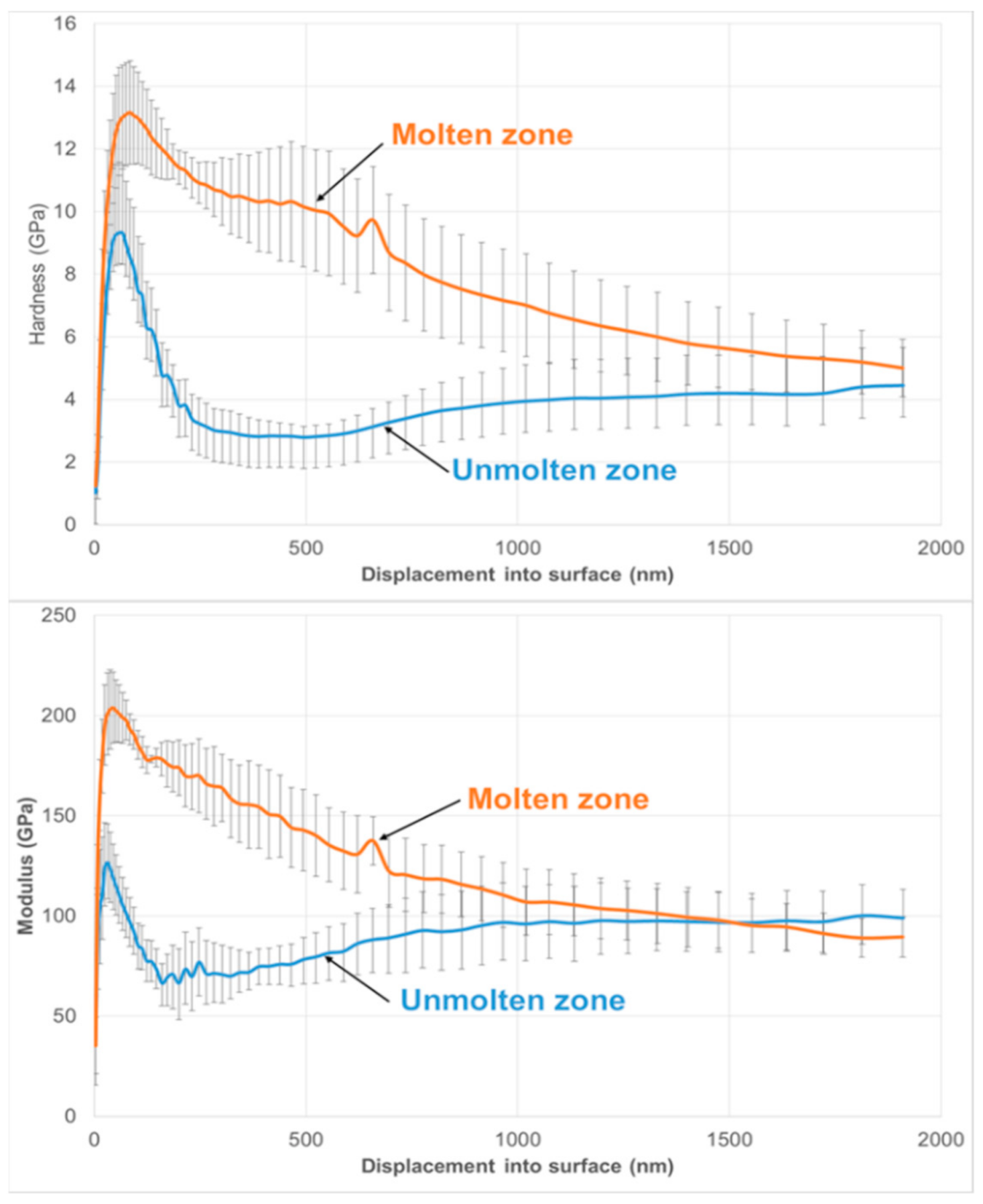
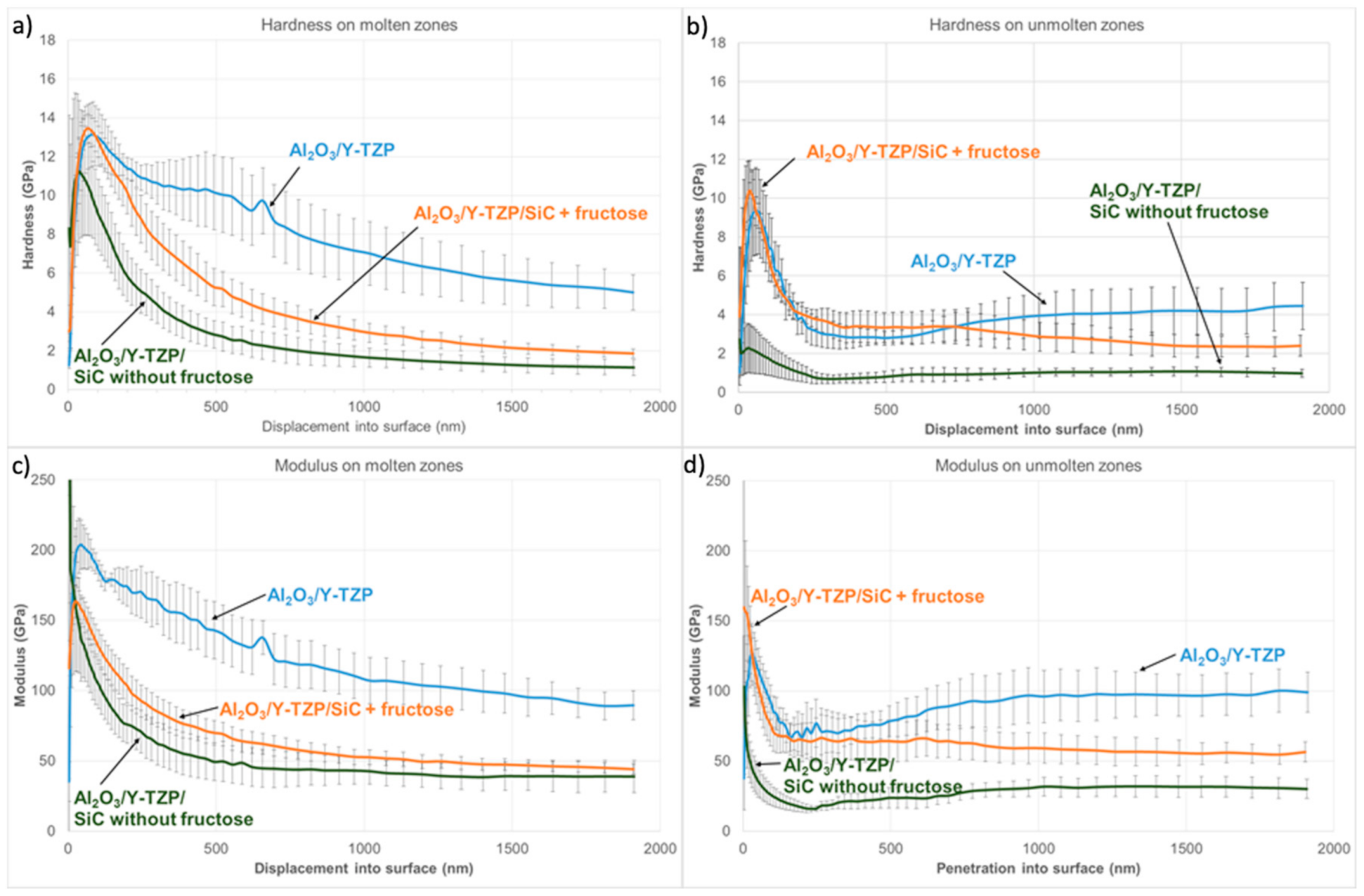
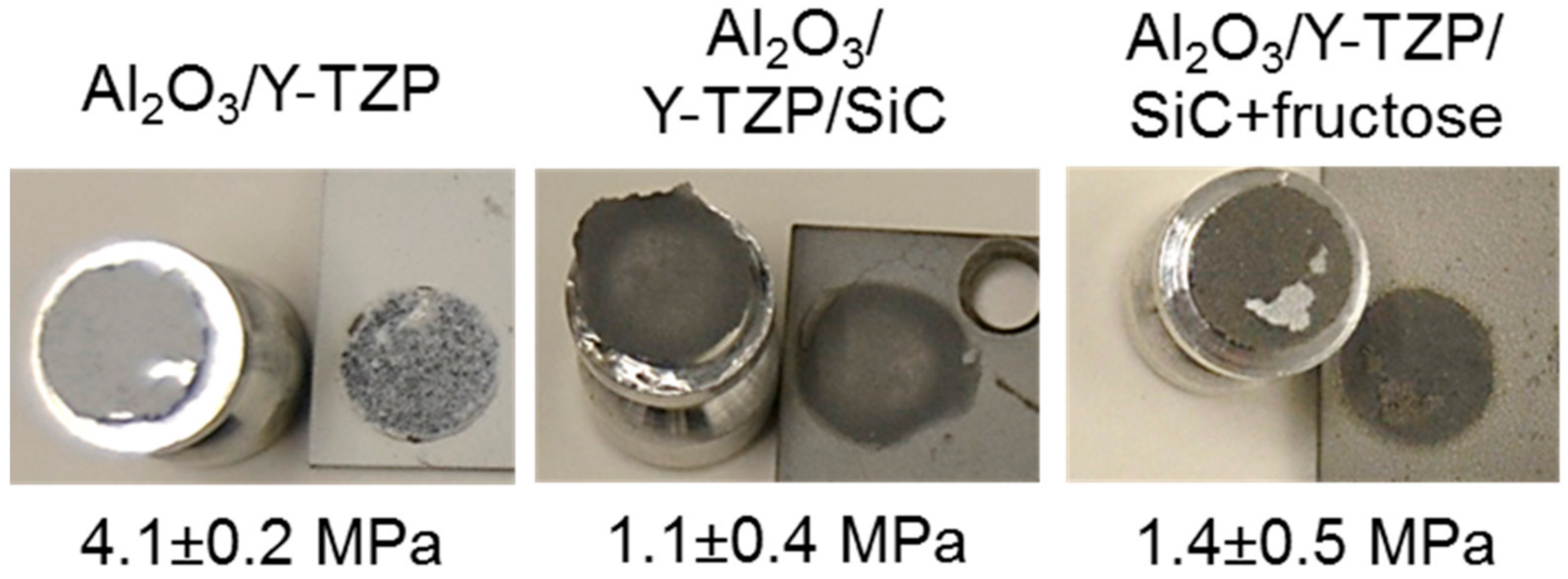
3.2. Mechanical Properties
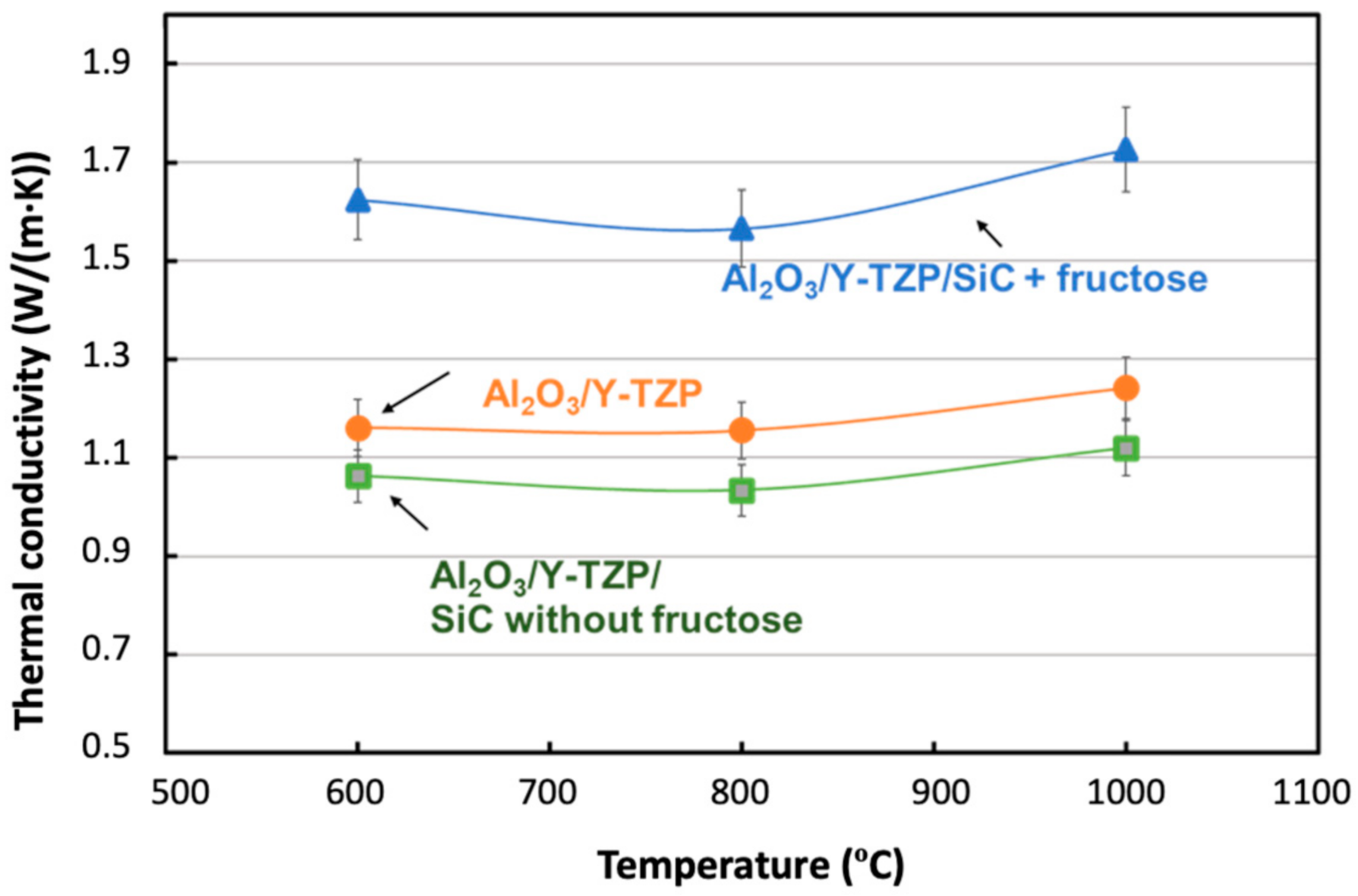
3.3. Thermal Conductivity
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sahith, M.S.; Giridhara, G.; Kumar, R.S. Development and analysis of thermal barrier coatings on gas turbine blades—A review. Mater. Today Proc. 2018, 5, 2746–2751. [Google Scholar] [CrossRef]
- Lavasani, H.Q.; Valefi, Z.; Ehsani, N.; Masoule, S.T. Comparison of the effect of sintering on the microstructure, micro hardness and phase composition of conventional and nanostructured YSZ TBCs. Ceram. Int. 2017, 43, 12497–12504. [Google Scholar] [CrossRef]
- Tarasi, F.; Medraj, M.; Dolatabadi, A.; Oberste-Berghaus, J.; Moreau, C. Effective parameters in axial injection suspension plasma spray process of alumina-zirconia ceramics. J. Therm. Spray Technol. 2008, 17, 685–691. [Google Scholar] [CrossRef]
- Carpio, P.; Salvador, M.; Borrell, A.; Sánchez, E.; Moreno, R. Alumina-zirconia coatings obtained by suspension plasma spraying from highly concentrated aqueous suspensions. Surf. Coat. Technol. 2016, 307, 713–719. [Google Scholar] [CrossRef]
- Pawlowski, L. Suspension and solution thermal spray coatings. Surf. Coat. Technol. 2009, 203, 2807–2829. [Google Scholar] [CrossRef]
- Fauchais, P.; Joulia, A.; Goutier, S.; Chazelas, C.; Vardelle, M.; Rossignol, S. Suspension and solution plasma spraying. J. Phys. D Appl. Phys. 2013, 46. [Google Scholar] [CrossRef]
- Carnicer, V.; Martinez-Julian, F.; Orts, M.; Sánchez, E.; Moreno, R. Effect of fructose-containing feedstocks on the microstructure of multicomponent coatings deposited by suspension plasma spraying. J. Eur. Ceram. Soc. 2019, 39, 3433–3441. [Google Scholar] [CrossRef]
- Koch, D.; Mauer, G.; Vaßen, R. Manufacturing of composite coatings by atmospheric plasma spraying using different feed-stock materials as YSZ and MoSi2. J. Therm. Spray Technol. 2017, 26, 708–716. [Google Scholar] [CrossRef]
- Carnicer, V.; Alcazar, C.; Sánchez, E.; Moreno, R. Aqueous suspension processing of multicomponent submicronic Y-TZP/Al2O3 /SiC particles for suspension plasma spraying. J. Eur. Ceram. Soc. 2018, 38, 2430–2439. [Google Scholar] [CrossRef]
- Carnicer, V.; Orts, M.J.; Moreno, R.; Sanchéz, E. Microstructure assessment of suspension plasma spraying coatings from multicomponent submicronic Y-TZP/Al2O3/SiC particles. Ceram. Int. 2018, 44, 12014–12020. [Google Scholar] [CrossRef]
- Carpio, P.; Bannier, E.; Salvador, M.D.; Borrell, A.; Moreno, R.; Sánchez, E. Effect of particle size distribution of suspension feedstock on the microstructure and mechanical properties of suspension plasma spraying YSZ coatings. Surf. Coat. Technol. 2015, 268, 293–297. [Google Scholar] [CrossRef]
- Sokołowski, P.; Łatka, L.; Pawłowski, L.; Ambroziak, A.; Kozerski, S.; Nait-Ali, B. Characterization of microstructure and thermal properties of YCSZ coatings obtained by suspension plasma spraying. Surf. Coat. Technol. 2015, 268, 147–152. [Google Scholar] [CrossRef]
- VanEvery, K.; Krane, M.J.M.; Trice, R.W. Parametric study of suspension plasma spray processing parameters on coating microstructures manufactured from nanoscale yttria-stabilized zirconia. Surf. Coat. Technol. 2012, 206, 2464–2473. [Google Scholar] [CrossRef]
- Kozerski, S.; Łatka, L.; Pawlowski, L.; Cernuschi, F.; Petit, F.; Pierlot, C.; Podlesak, H.; Laval, J.P. Preliminary study on suspension plasma sprayed ZrO2+8 wt.% Y2O3 coatings. J. Eur. Ceram. Soc. 2011, 31, 2089–2098. [Google Scholar] [CrossRef]
- Ganvir, A.; Calinas, R.F.; Markocsan, N.; Curry, N.; Joshi, S. Experimental visualization of microstructure evolution during suspension plasma spraying of thermal barrier coatings. J. Eur. Ceram. Soc. 2019, 39, 470–481. [Google Scholar] [CrossRef]
- Fazilleau, J.; Delbos, C.; Rat, V.; Coudert, J.F.; Fauchais, P.; Pateyron, B. Phenomena involved in suspension plasma spraying part 1: Suspension injection and behavior. Plasma Chem. Plasma Process. 2006, 26, 371–391. [Google Scholar] [CrossRef]
- Carpio, P.; Blochet, Q.; Pateyron, B.; Pawłowski, L.; Salvador, M.D.; Borrell, A.; Sánchez, E. Correlation of thermal conductivity of suspension plasma sprayed yttria stabilized zirconia coatings with some microstructural effects. Mater. Lett. 2013, 107, 370–373. [Google Scholar] [CrossRef]
- Fauchais, P.; Montavon, G.; Lima, R.S.; Marple, B.R. Engineering a new class of thermal spray nano-based microstructures from agglomerated nanostructured particles, suspensions and solutions: An invited review. J. Phys. D Appl. Phys. 2011, 44. [Google Scholar] [CrossRef]
- Ganvir, A.; Curry, N.; Govindarajan, S.; Markocsan, N. Characterization of thermal barrier coatings produced by various thermal spray techniques using solid powder, suspension, and solution precursor feedstock material. Int. J. Appl. Ceram. Technol. 2015, 13, 324–332. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ar (slpm) * | H2 (slpm) | Electric Intensity (A) | Scan Speed (m/s) | Suspension Feed Rate (mm3/s) | Specimen Holder Speed (m/s) | Distance (mm) |
|---|---|---|---|---|---|---|
| 37 | 8 | 700 | 1.25 | 450 | 0.72 | 40 |
| Properties | Al2O3/TZ-3YS | Al2O3/TZ-3YS/SiC | Al2O3/TZ-3YS/SiC + Fructose |
|---|---|---|---|
| Porosity (%) | 13 ± 1 | 25 ± 3 | 17 ± 8 |
| Unmolten/resolidified zones ratio (%) | 28 ± 5 | 53 ± 6 | 54 ± 4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Borrell, A.; Carpio, P.; Salvador, M.D.; Mataix, D.B.; Carnicer, V.; Orts Tarí, M.J. Modification of the Properties of Al2O3/TZ-3YS Thermal Barrier Coating by the Addition of Silicon Carbide Particles and Fructose. Coatings 2021, 11, 387. https://doi.org/10.3390/coatings11040387
Borrell A, Carpio P, Salvador MD, Mataix DB, Carnicer V, Orts Tarí MJ. Modification of the Properties of Al2O3/TZ-3YS Thermal Barrier Coating by the Addition of Silicon Carbide Particles and Fructose. Coatings. 2021; 11(4):387. https://doi.org/10.3390/coatings11040387
Chicago/Turabian StyleBorrell, Amparo, Pablo Carpio, Maria Dolores Salvador, David Busquets Mataix, Víctor Carnicer, and María José Orts Tarí. 2021. "Modification of the Properties of Al2O3/TZ-3YS Thermal Barrier Coating by the Addition of Silicon Carbide Particles and Fructose" Coatings 11, no. 4: 387. https://doi.org/10.3390/coatings11040387
APA StyleBorrell, A., Carpio, P., Salvador, M. D., Mataix, D. B., Carnicer, V., & Orts Tarí, M. J. (2021). Modification of the Properties of Al2O3/TZ-3YS Thermal Barrier Coating by the Addition of Silicon Carbide Particles and Fructose. Coatings, 11(4), 387. https://doi.org/10.3390/coatings11040387