
Measurement of the Elastic Modulus and Residual Stress of Thermal Barrier Coatings Using a Digital Image Correlation Technique



Abstract
1. Introduction
2. Theoretical Analysis
3. Experimental
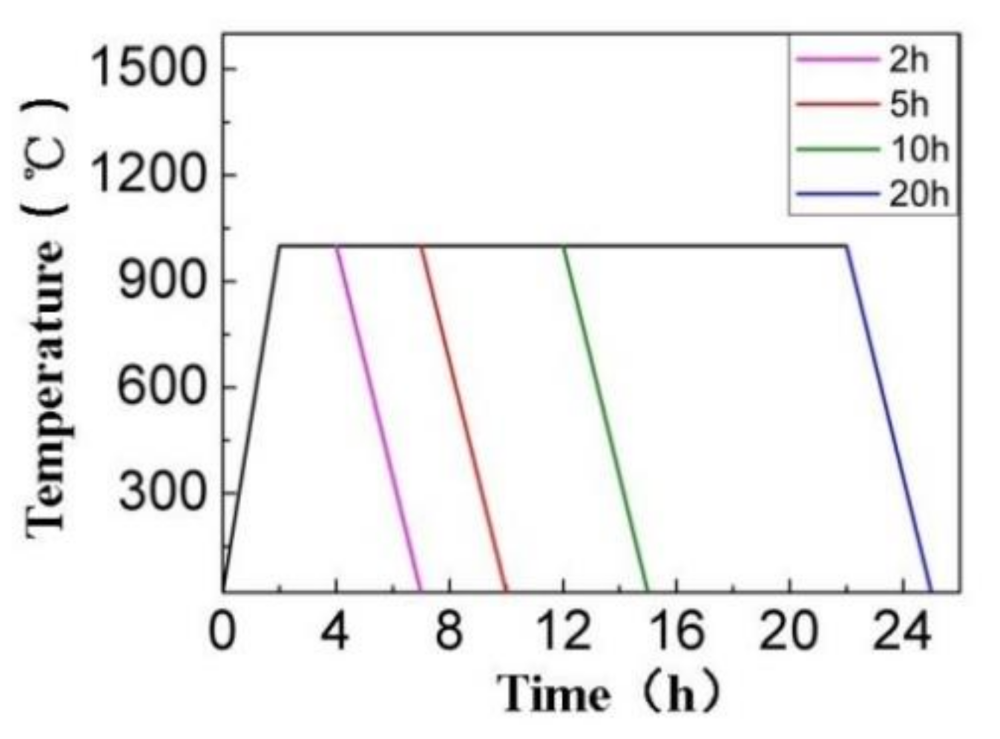
3.1. Specimen Preparation
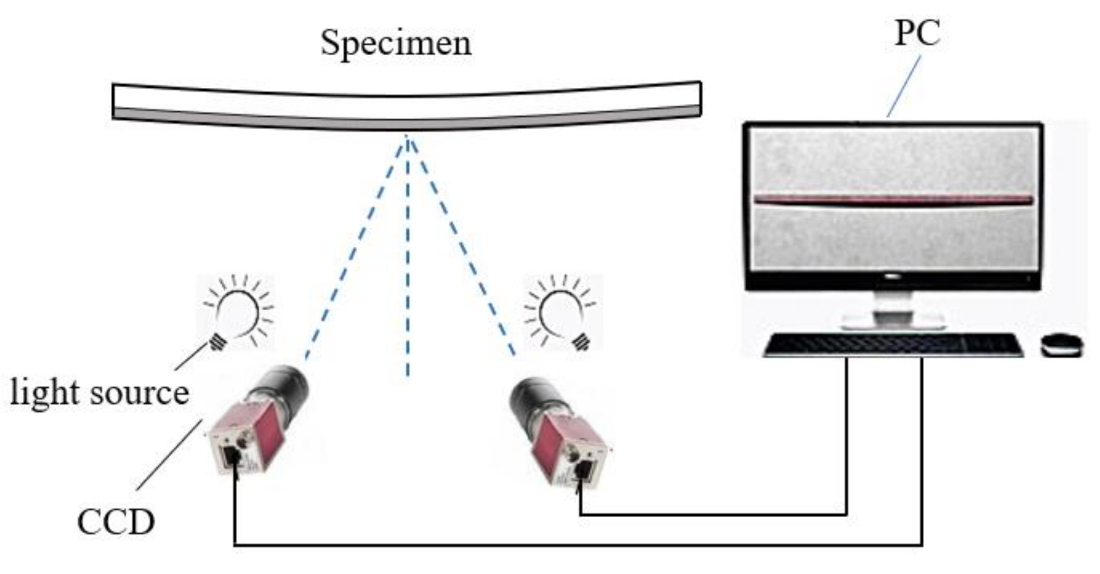
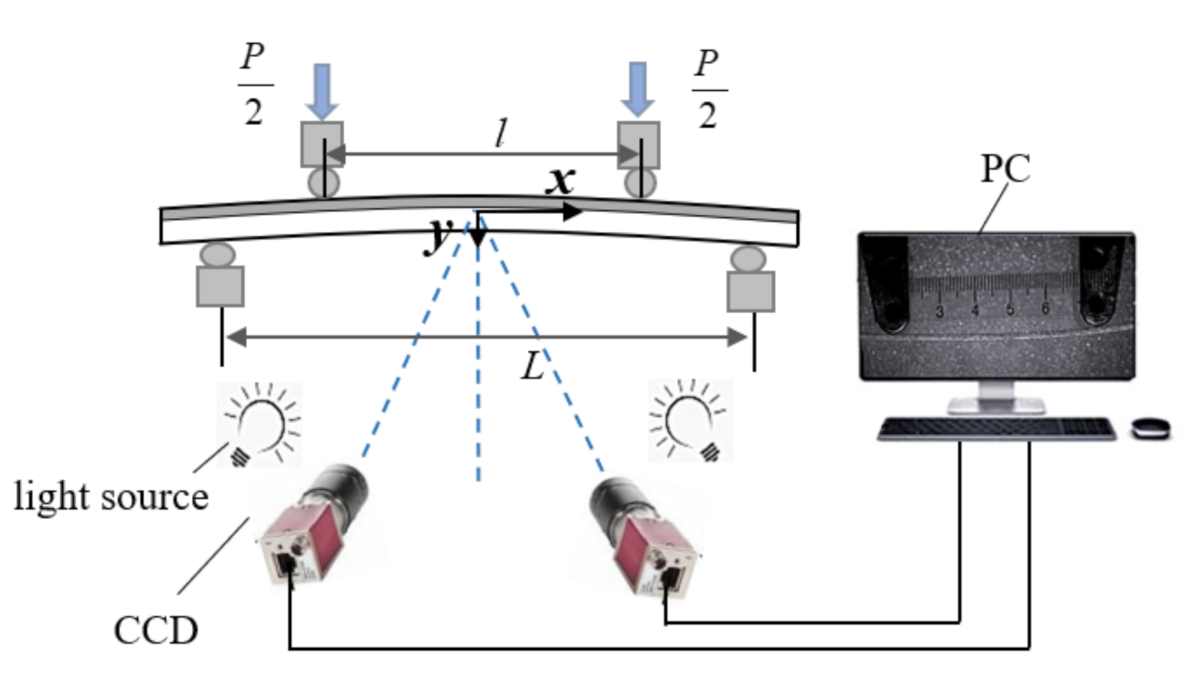
3.2. Digital Image Correction
4. Experimental Results and Discussion
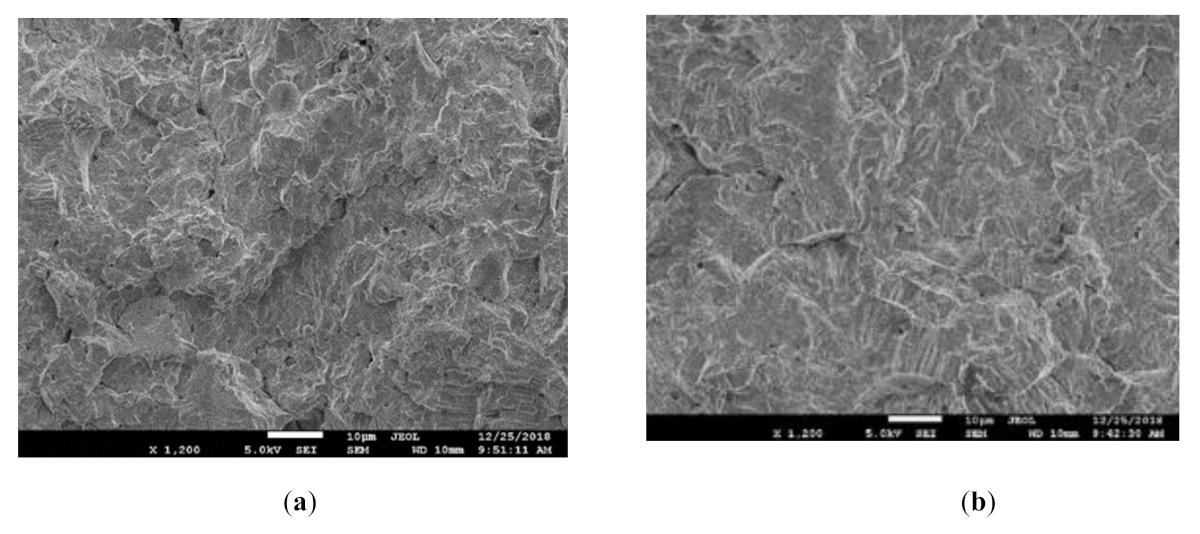
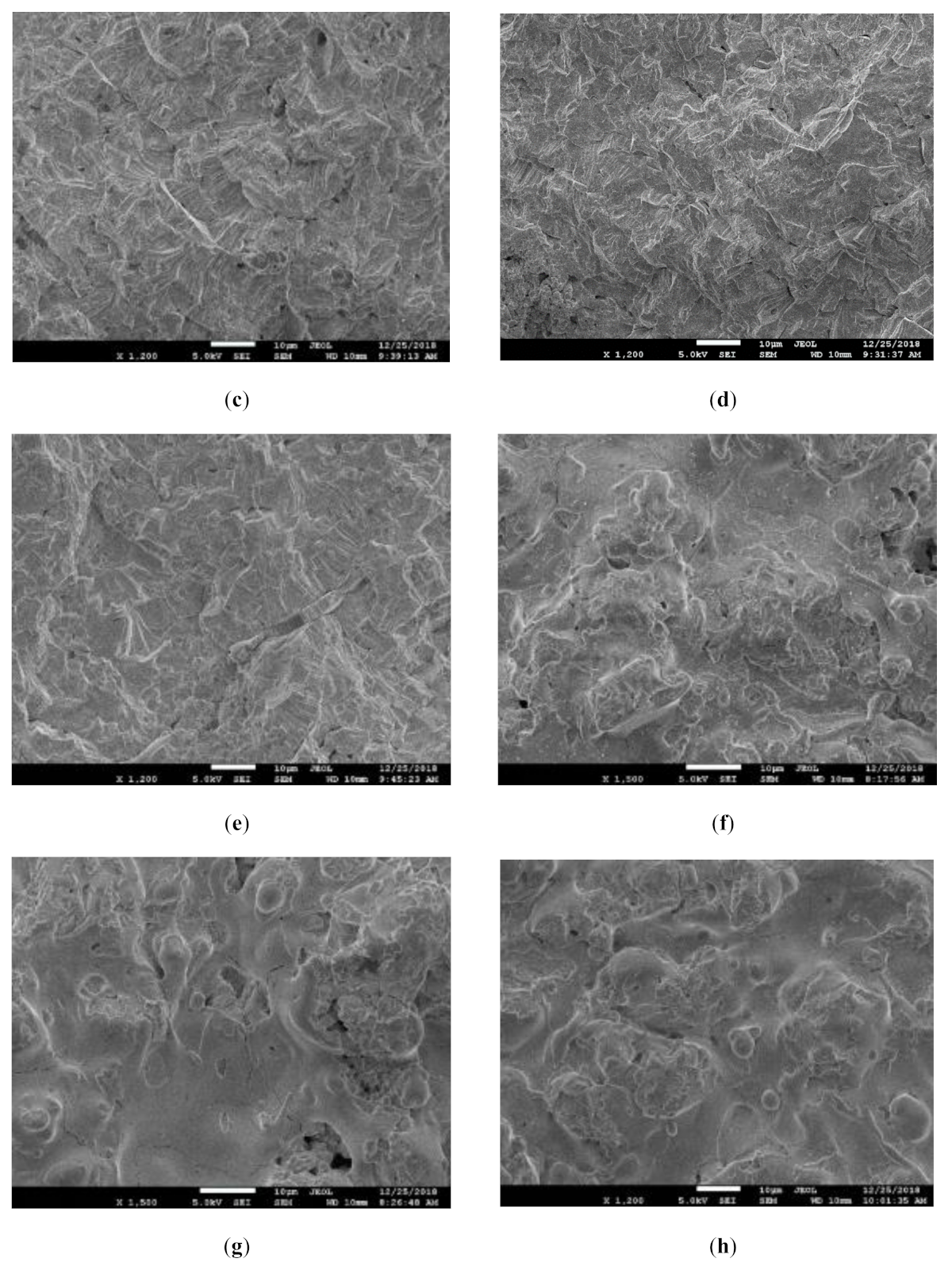
4.1. Microstructure
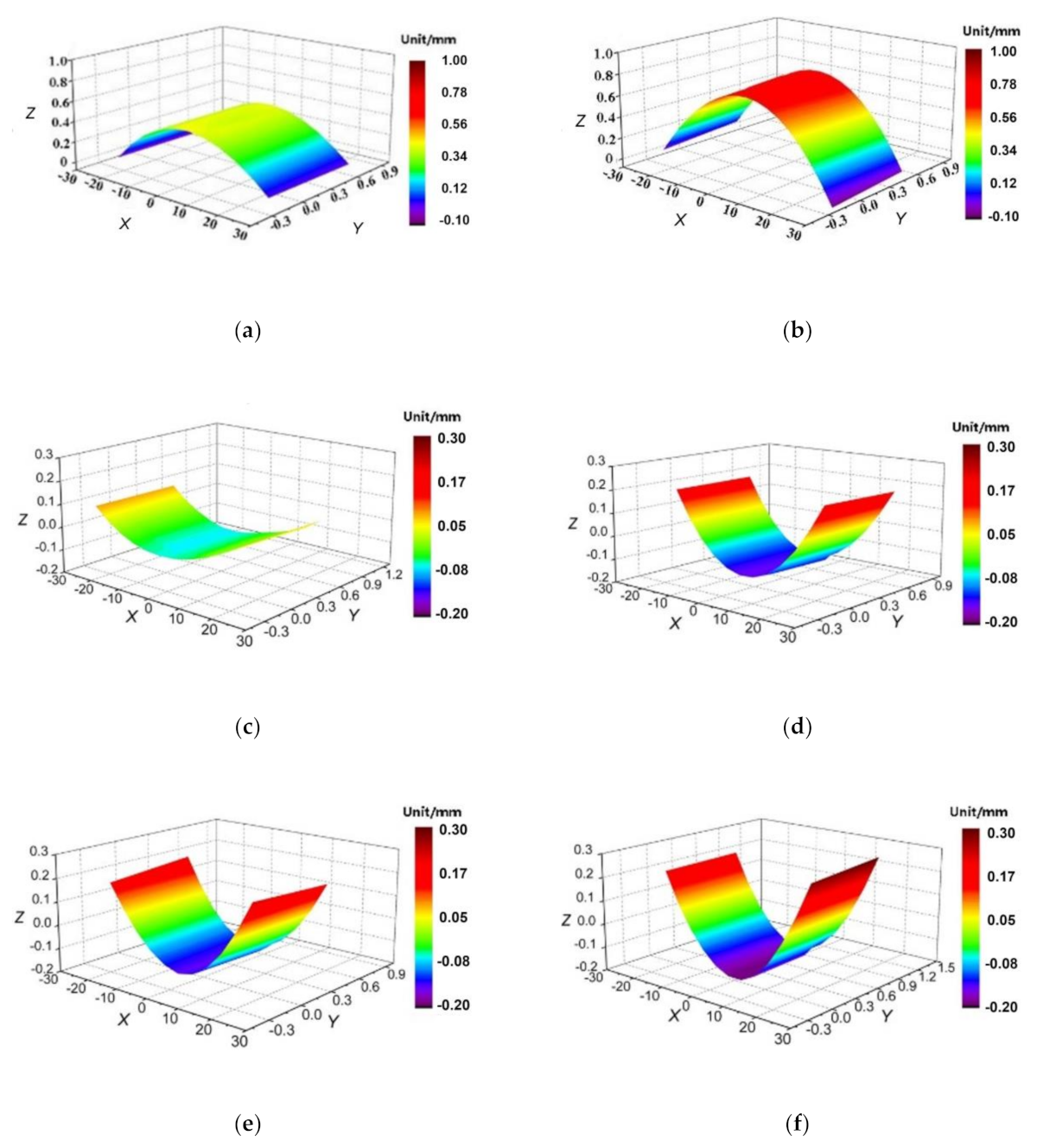
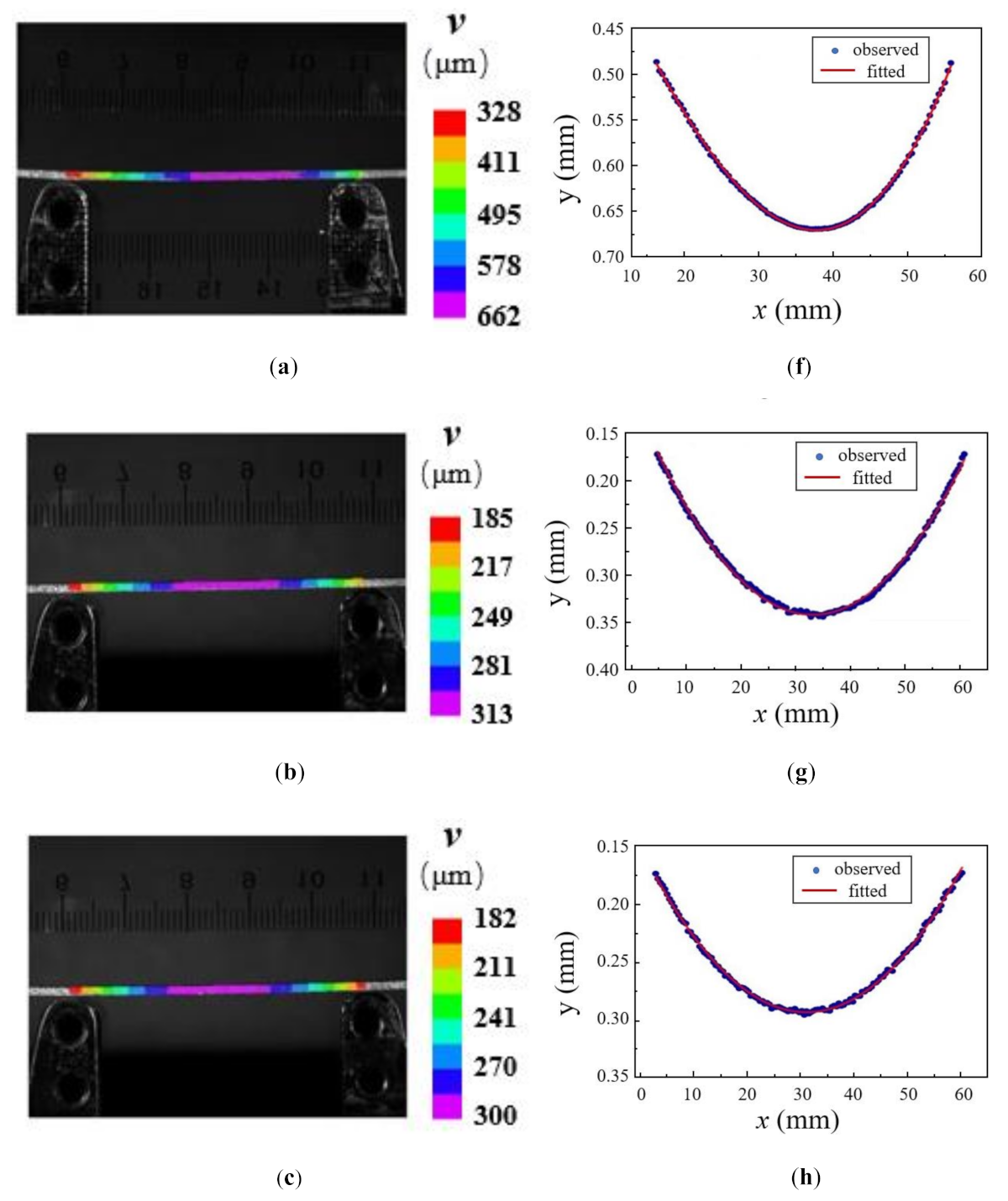
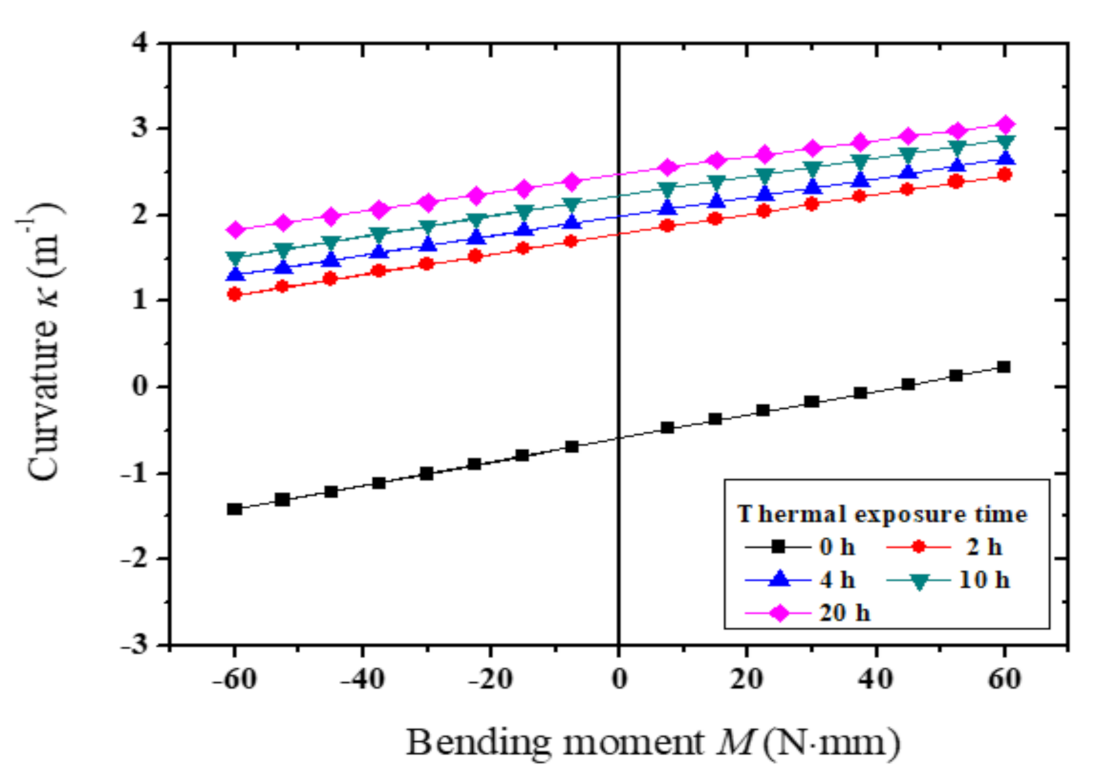
4.2. Curvature Measurement with DIC
4.3. Elastic Modulus and Residual Stress
5. Conclusions
- The formula to determine the elastic modulus and residual stress of TBCs was deduced based on the composite beam bending theory. According to the formula, the elastic modulus and residual stress of TBCs can be experimentally determined.
- The experimental method to simultaneously determine the elastic modulus and residual stress of TBCs using a 3D digital image correlation technique combined with bending test is effective and reliable.
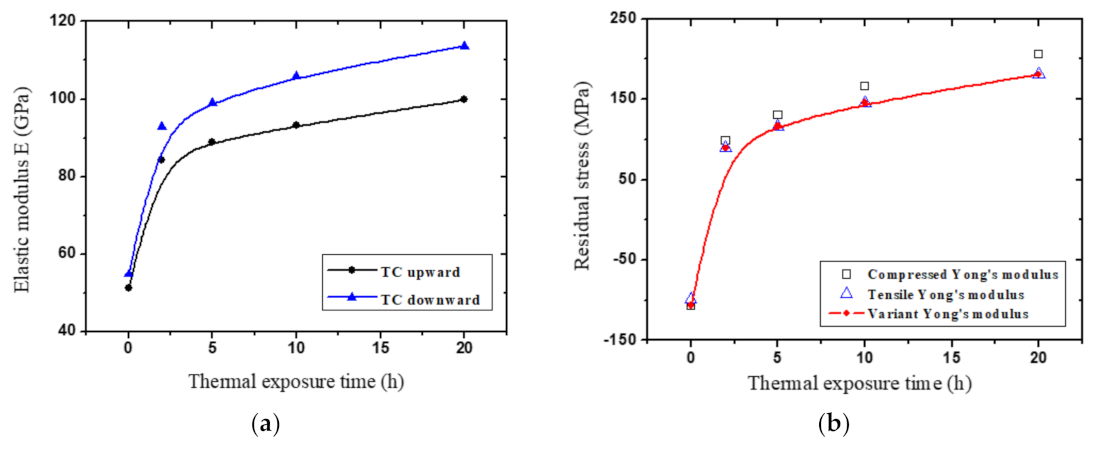
- The results show that the elastic modulus of the ceramic layer measured under com-pression is greater than that under tension, and the elastic modulus of the ceramic layer increases first and then tends to be stable as the heat treatment time increases. In addition, the residual stress of the TBCs ceramic layer quickly changes from compressive stress to tensile stress with heat treatment, and the tensile stress increases with the increase in thermal exposure time.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cai, J.; Yang, S.Z.; Ji, L.; Guan, Q.F.; Wang, Z.P.; Han, Z.Y. Surface microstructure and high temperature oxidation resistance of thermal sprayed CoCrAIY coating irradiated by high current pulsed electron beam. Surf. Coat. Technol. 2014, 251, 217–225. [Google Scholar] [CrossRef]
- Cai, J.; Guan, Q.; Yang, S.; Yang, S.; Wang, Z.; Han, Z. Microstructural characterization of modified YSZ thermal barrier coatings by high-current pulsed electron beam. Surf. Coat. Technol. 2014, 254, 187–194. [Google Scholar] [CrossRef]
- Li, G.-R.; Wang, L.-S. Durable TBCs with self-enhanced thermal insulation based on co-design on macro- and microstructure. Appl. Surf. Sci. 2019, 483, 472–480. [Google Scholar] [CrossRef]
- Ma, K.; Xie, H.; Zhu, J.; Wang, H. Physical and mechanical properties of plasma-sprayed thermal barrier coatings at room and high temperatures. Surf. Coat. Technol. 2014, 253, 58–67. [Google Scholar] [CrossRef]
- Ma, K.; Zhu, J.; Xie, H.; Wang, H. Effect of porous microstructure on the elastic modulus of plasma-sprayed thermal barrier coatings: Experiment and numerical analysis. Surf. Coat. Technol. 2013, 235, 589–595. [Google Scholar] [CrossRef]
- Cai, J.; Gao, C.Z.; Lv, P.; Zhang, C.; Guan, Q.; Lu, J.; Xu, X. Hot corrosion behaviour of thermally sprayed CoCrAlY coating irradiated by high-current pulsed electron beam. J. Alloys Compd. 2019, 784, 1221–1233. [Google Scholar] [CrossRef]
- Wu, L.; Zhu, J.; Xie, H. Numerical and Experimental Investigation of Residual Stress in Thermal Barrier Coatings during APS Process. J. Therm. Spray Technol. 2014, 23, 653–665. [Google Scholar] [CrossRef]
- Zhu, J.; Chen, W.; Xie, H. Simulation of residual stresses and their effects on thermal barrier coating systems using finite element method. Sci. China-Phys. Mech. Astron. 2015, 58, 1–10. [Google Scholar] [CrossRef]
- Zhu, W.; Zhang, Z.B.; Yang, L.; Zhou, Y.C.; Wei, Y.G. Spallation of thermal barrier coatings with real thermally grown oxide morphology under thermal stress. Mater. Des. 2018, 146, 180–193. [Google Scholar] [CrossRef]
- Li, C.; Zhang, X.; Chen, Y.; Carr, J.; Jacques, S.; Behnsen, J.; Di Michiel, M.; Xiao, P.; Cernik, R. Understanding the residual stress distribution through the thickness of atmosphere plasma sprayed (APS) thermal barrier coatings (TBCs) by high energy synchrotron XRD; digital image correlation (DIC) and image based modelling. Acta Mater. 2017, 132, 1–12. [Google Scholar] [CrossRef]
- Raj, S.V.; Pawlik, R.; Loewenthal, W. Young’s moduli of cold and vacuum plasma sprayed metallic coatings. Mater. Sci. Eng. 2009, 513, 59–63. [Google Scholar] [CrossRef][Green Version]
- Li, C.C.; Wang, T.; Liu, X.J.; Zheng, Z.H.; Li, Q. Evolution of mechanical properties of thermal barrier coatings subjected to thermal exposure by instrumented indentation testing. Ceram. Int. 2016, 42, 10242–10250. [Google Scholar] [CrossRef]
- Zhu, J.; Ma, K. Microstructural and mechanical properties of thermal barrier coating at 1400 °C treatment. Theor. Appl. Mech. Lett. 2014, 4, 53–57. [Google Scholar] [CrossRef][Green Version]
- Zhu, J.; Xie, H.; Hu, Z.; Chen, P.; Zhang, Q. Cross-Sectional Residual Stresses in Thermal Spray Coatings Measured by Moire Interferometry and Nanoindentation Technique. J. Therm. Spray Technol. 2012, 21, 810–817. [Google Scholar] [CrossRef]
- Mao, W.; Wang, Y.; Huang, H.; Zeng, L.; Wang, Y.; Lv, L.; Feng, B.; Zou, C.; Dai, C.; Tang, Q.; et al. In situ characterizations of mechanical behaviors of freestanding (Gd0.9Yb0.1) (2) Zr2O7 coatings by bending tests under different temperatures based on digital image correlation. J. Eur. Ceram. Soc. 2020, 40, 491–502. [Google Scholar] [CrossRef]
- Zhu, Q.; He, W.; Zhu, J.; Zhou, Y.; Chen, L. Investigation on interfacial fracture toughness of plasma-sprayed TBCs using a three-point bending method. Surf. Coat. Technol. 2018, 353, 75–83. [Google Scholar] [CrossRef]
- Choi, S.R.; Zhu, D.M.; Miller, R.A. Mechanical properties/database of plasma-sprayed ZrO2-8wt% Y2O3 thermal barrier coatings. Int. J. Appl. Ceram. Technolo. 2004, 1, 330–342. [Google Scholar] [CrossRef]
- Wang, X.; Tint, S.; Chiu, M.; Atkinson, A. Stiffness of free-standing thermal barrier coating top coats measured by bending tests. Acta Mater. 2012, 60, 3247–3258. [Google Scholar] [CrossRef]
- Li, C.; Jacques, S.D.M.; Chen, Y.; Daisenberger, D.; Xiao, P.; Markocsan, N.; Nylen, P.; Cernik, R.J. A synchrotron X-ray diffraction deconvolution method for the measurement of residual stress in thermal barrier coatings as a function of depth. J. Appl. Crystallogr. 2016, 49, 1904–1911. [Google Scholar] [CrossRef]
- Zhang, X.; Li, C.; Withers, P.J.; Markocsan, N.; Xiao, P. Determination of local residual stress in an air plasma spray thermal barrier coating (APS-TBC) by microscale ring coring using a picosecond laser. Scr. Mater. 2019, 167, 126–130. [Google Scholar] [CrossRef]
- Zhu, J.G.; Xie, H.M.; Li, Y.J.; Hu, Z.X.; Luo, Q.; Gu, C.Z. Interfacial Residual Stress Analysis of Thermal Spray Coatings by Miniature Ring-Core Cutting Combined with DIC Method. Exp. Mech. 2014, 54, 127–136. [Google Scholar] [CrossRef]
- Forschelen, P.J.J.; Suiker, A.S.J.; Van Der Sluis, O. Effect of residual stress on the delamination response of film-substrate systems under bending. Int. J. Solids Struct. 2016, 97–98, 284–299. [Google Scholar] [CrossRef]
- Qian, W.; Li, J.; Zhu, J.; Hao, W.; Chen, L. Distortion correction of a microscopy lens system for deformation measurements based on speckle pattern and grating. Opt. Laser Eng. 2020, 124, 105804. [Google Scholar] [CrossRef]
- Hao, W.; Tang, C.; Yuan, Y.; Yao, X.; Ma, Y. Experimental study on the fiber pull-out of composites using digital gradient sensing technique. Polym. Test. 2015, 41, 239–244. [Google Scholar] [CrossRef]
- Liu, H.; Xiong, K.; Wang, M.; Bian, K.; Zhu, K. Experimental study on strain distribution of ionic polymer-metal composite actuator using digital image correlation. Smart Mater. Struct. 2017, 26, 025004. [Google Scholar] [CrossRef]
- Zhu, J.; Yan, G.; He, G.; Chen, L. Fabrication and optimization of micro-scale speckle patterns for digital image correlation. Meas. Sci. Technol. 2016, 27, 015203. [Google Scholar] [CrossRef]
- Guo, S.; Kagawa, Y. Young’s moduli of zirconia top-coat and thermally grown oxide in a plasma-sprayed thermal barrier coating system. Scr. Mater. 2004, 50, 1401–1406. [Google Scholar] [CrossRef]
- Wei, Q.; Zhu, J.; Chen, W. Anisotropic Mechanical Properties of Plasma-Sprayed Thermal Barrier Coatings at High Temperature Determined by Ultrasonic Method. J. Therm. Spray Technol. 2016, 25, 605–612. [Google Scholar] [CrossRef]
- Thompson, J.A.; Clyne, T.W. The effect of heat treatment on the stiffness of zirconia top coats in plasma-sprayed TBCs. Acta Mater. 2001, 49, 1565–1575. [Google Scholar] [CrossRef]
- Chen, Q.; Mao, W.G.; Zhou, Y.C.; Lu, C. Effect of Young’s modulus evolution on residual stress measurement of thermal barrier coatings by X-ray diffraction. Appl. Surf. Sci. 2010, 256, 7311–7315. [Google Scholar] [CrossRef]
- Zhu, J.; Xie, H.; Hu, Z.; Chen, P.; Zhang, Q. Residual stress in thermal spray coatings measured by curvature based on 3D digital image correlation technique. Surf. Coat. Technol. 2011, 206, 1396–1402. [Google Scholar] [CrossRef]
- Totemeier, T.C.; Wright, J.K. Residual stress determination in thermally sprayed coatings—A comparison of curvature models and X-ray techniques. Surf. Coat. Technol. 2006, 200, 3955–3962. [Google Scholar] [CrossRef]
- Yang, L.; Yang, F.; Long, Y.; Zhao, Y.; Xiong, X.; Zhao, X.; Xiao, P. Evolution of residual stress in air plasma sprayed yttria stabilised zirconia thermal barrier coatings after isothermal treatment. Surf. Coat. Technol. 2014, 251, 98–105. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Bond Coat | Top Coat |
|---|---|---|
| Spraying process | HVOF | APS |
| Kerosene flow rate (GPH) | 5.9 | \ |
| Oxygen flow rate (SCFH) | 2000 | \ |
| Primary gas flow rate (SCFH) | \ | 70 (Ar) |
| Secondary gas flow rate (SCFH) | \ | 2.5 (H2) |
| Plasma arc power (kW) | \ | 30 |
| Powder feed rate (r·min−1) | 45 | 50 |
| Spray distance (mm) | 380 | 60 |
| Gun traverse speed (mm·s−1) | 500 | 500 |
| Curvature before Top Coat Deposition | −0.98 | ||||
|---|---|---|---|---|---|
| High Temperature Exposure (h) | |||||
| 0 | 2 | 5 | 10 | 20 | |
| Curvature after thermal exposure ) | -1.56 | 0.81 | 1.02 | 1.25 | 1.50 |
| ) | -0.58 | 1.79 | 2.00 | 2.23 | 2.48 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, Q.; Zeng, Y.; Yang, D.; Zhu, J.; Zhuo, L.; Li, J.; Xie, W. Measurement of the Elastic Modulus and Residual Stress of Thermal Barrier Coatings Using a Digital Image Correlation Technique. Coatings 2021, 11, 245. https://doi.org/10.3390/coatings11020245
Zhu Q, Zeng Y, Yang D, Zhu J, Zhuo L, Li J, Xie W. Measurement of the Elastic Modulus and Residual Stress of Thermal Barrier Coatings Using a Digital Image Correlation Technique. Coatings. 2021; 11(2):245. https://doi.org/10.3390/coatings11020245
Chicago/Turabian StyleZhu, Qi, Yuchun Zeng, Dong Yang, Jianguo Zhu, Lijun Zhuo, Jian Li, and Weihua Xie. 2021. "Measurement of the Elastic Modulus and Residual Stress of Thermal Barrier Coatings Using a Digital Image Correlation Technique" Coatings 11, no. 2: 245. https://doi.org/10.3390/coatings11020245
APA StyleZhu, Q., Zeng, Y., Yang, D., Zhu, J., Zhuo, L., Li, J., & Xie, W. (2021). Measurement of the Elastic Modulus and Residual Stress of Thermal Barrier Coatings Using a Digital Image Correlation Technique. Coatings, 11(2), 245. https://doi.org/10.3390/coatings11020245