1. Introduction
In recent years, wooden façades have become popular alternatives for the façades of modern and architecturally attractive buildings. A ventilated façade is the most appropriate solution for wooden cladding materials in comparison to plaster system façades, as wood is more sensitive to the moisture effects. Based on appearance and installation, wooden façades can be divided into vertical-oriented and horizontal-oriented façades. Nowadays, horizontal wood façades are especially sought for family houses, due to the architectural design of the buildings.
Construction is moving towards wood and timber construction for lower costs and improved carbon emissions compared to steel and concrete [
1]. If the wood material comes from sustainable managed forests with the PEFC (Program for the Endorsement of Forest Certification) document of certification, then this option represents an acceptable alternative.
As windows are significant elements that affect the character of the whole building, combined wood–aluminum windows come to the fore, because their properties contribute to the long life of windows and therefore to the life of a building too. In addition, from the owner’s point of view, they are also high quality aesthetic and require little or no maintenance [
2].
Steel reinforced concrete (SRC) construction has a higher environmental impact compared to the wooden type of housing construction [
3].
Life cycle assessment (LCA) is a technique for assessing the environmental aspects and potential impacts associated with a product (ISO 14040 [
4]; ISO 14044 [
5], with emphasis on EN 15804 +A2 [
6]). According to ISO 14040/44, LCA is divided into four phases: goal definition; inventory analysis; consideration of pollutants, solid wastes, and resources; and impact assessment. The benefit of LCA is that it provides a single tool that is able to give us insights into upstream and downstream trade-offs associated with environmental pressures, human health, and the consumption of resources. Since LCA can be performed in different ways, the results are often not directly comparable. Environmental labels and declarations aim to address these issues [
7].
Most of the LCA research of buildings has mainly focused on the efficiency and associated emissions of the operational stage. However, research interest is shifting to the construction stage due to energy-efficient operations [
8].
It has been used increasingly by industry in many situations: to help reduce the overall environmental burdens across the whole life cycle of goods and services; to improve the competitiveness of the company’s products; to communicate with governmental bodies; in decision-making as a tool to improve product design, e.g., the choice of materials, technologies, design criteria, and recycling; in benchmarking of product system options; and in decision-making of purchasing and technology investments, innovation systems, products, etc. During its life cycle, each product has a certain impact on the environment. The different environmental impacts are the extents to which the separate stages of the product life cycle affect the environment. For some products, there is a significant impact on the environment at the production stage, as is the case of heat-treated wood for façades. However, for others, as for non-heat-treated wood façades, the impact can be caused by maintenance requirements throughout its lifetime. Life cycle assessment (LCA) of a building normally involves evaluation of its whole life cycle. In buildings, the life cycle is divided into five stages, namely the product stage, the construction process stage, the use stage, and the end-of-life stage, and benefits and loads beyond the system boundary. This work examined the type of environmental product declaration (EPD) “cradle to gate with options”, i.e., the environmental product declaration (EPD) provides information on the life cycle environmental impact for each life cycle stage. There are three types of EPDs: (i) cradle-to-gate, (ii) cradle-to-gate-with options, and (iii) cradle-to-grave. This work examined the second type of EPD.
Environmental impacts of additional surface methods were evaluated due to the IMPACT 2002+ method.
For IMPACT 2002+, new concepts and methods have been developed, especially for the comparative assessment of human toxicity and ecotoxicity [
9].
Therefore, for a comprehensive knowledge of the impact of a building or its part on the environment, it is necessary to process an LCA analysis in scientifically recognized programs, such as SimaPro software with Ecoinvent databases.
Ecoinvent databases used for the assessment were part global datasets referring to average technology and transport distances from all over the world. The study proved the importance of product origin on the final impact of the construction and supported the findings of Haas et al. (2001) [
10].
The evaluation methods implemented in the program SimaPro were conducted according to the international standards of the ISO 14040 with emphasis on EN 15804 + A2 (Sustainability of construction works; Environmental product declarations; Core rules for the product category of construction products). Another method for evaluation was the EPD system. These standards and the EPD system were implemented in the Ecoinvent 3 database and provided one of the most comprehensive sets of information, data, materials, energy requirements, and other processes related to environmental impact assessment. However, even in this database, the definition of the environmental impacts of thermally modified wood was missing. Therefore, for the purposes of this research, we used available resources, including the environmental product declaration for Thermowood [
11] from Lunawood Ltd (Helsinki, Finland). The EPD was prepared in accordance with EN 15804 + A2 and ISO 14025 [
12] standards and the additional requirement in the RTS product category rules protocol. This EPD includes the life cycle stage “cradle-to-gate-with options”. The mentioned methodology “cradle-to-gate-with options” was also applied for environmental assessment of selected wooden façades with selected surface coatings.
There are various software packages available for LCA studies, including SimaPro, OpenLCA, and GaBi [
13].
SimaPro and GaBi are used by many life cycle assessment (LCA) practitioners worldwide as decision-support tools [
14].
It is important to realize that the amount and nature of the resources taken and the delivery of outputs affect the environment, i.e., together they create a life cycle inventory. LCA conclusions do not necessarily offer the most ideal solution. However, they collect and provide information that needs to be taken into account in the conceptual decision-making process for the project-investment solution. In order for the LCA conclusions to be functional and valid in the decision-making process, it is necessary to take into account specific local conditions, economic possibilities, and social circumstances.
Thermal modification of European and affordable wood types provides significant material resistance improvement against external atmospheric influences. Therefore, such material can be a welcome alternative when compared to naturally resistant but expensive exotic woods. Heat-thermal modification of wood increases its durability against weathering, which leads to maintenance-free performance. An important advantage is the use of domestic northern European sources of wood.
The advantage of thermally modified wood is that there are no significant changes in strength parameters and density, as a decrease of only about 15% of these parameters has been reported [
15].
An extensive review of the research front concerning properties of thermally modified wood can be found in Navi and Sandberg (2012) [
16], and areas have been identified as focus areas for the present on-going research or industrialization projects in Sandberg and Kutnar (2015) [
17].
Other research of thermally modified wood with an emphasis on its biological resistance for the exterior application of thermal wood samples was presented in a scientific monograph “Termodrevo” (Eng. Thermally Modified Wood) by Reinprecht a Vidholdová (2011) [
18].
The heat treatment temperature fluctuates in the interval. The wood is heated gradually to temperatures from 160 to 230 °C, which changes its molecular structure, making it more dimensionally stable and resistant to biodegradation, providing it with properties similar to those of tropical species [
19].
Heat-thermal modification of wood ensures a maintenance-free wooden façade for at least 30 years [
15]. For non-heat-treated wood façades without thermal treatment, additional technological steps are required for its functionality during its lifetime, e.g., protective coating—usually in several coats and over time—maintenance procedures must be repeated.
For wood protection of less durable types of wood, it is necessary to apply the principles of structural protection.
In exteriors with suitable humidity conditions (as per EN 335-1 [
20]), it is often appropriate to proceed with chemical protection or thermal treatment of wood against the activity of wood-destroying insects (if moisture content w > 10%) or against wood rot (if moisture content w > 20%). A separate group of structural wood protection is represented by barrier coatings against rainwater (often also with effectiveness against UV radiation—thus also chemical protection of wood). At the same time, these coatings physically prevent the penetration of biological pests into the wood, i.e., the penetration of spores of wood-destroying fungi and molds from the surrounding air, or the laying of eggs by female wood-destroying insect species [
21].
Applying maintenance coatings is beneficial to prolong a coating’s service life and to repair the observed deficiencies from imperfect coating application [
19].
Coatings for exterior wood have two basic functions—visual and protective. Surface properties such as color and gloss are aesthetically important for architects and users, as they determine the appearance of a building. On the other hand, durability and lifetime of a building are affected by the protective abilities of a façade.
The other is to provide protection against wood degradation by biotic or abiotic attack. These protective properties, often called barrier properties, play an important role in the selection of proper materials for maximum durability [
22].
The focus of this article is the environmental impact assessment of coated non-heat-treated and uncoated thermally modified wood façades, aiming in proposing guidelines for environmentally favorable designs of wooden façades in the category “cradle-to-gate-with options” of life cycle assessment in the EPD 30 year horizon of use.
The construction industry is often accused of having a significant environmental footprint. Therefore, it is important to look for construction alternatives that allow for the improvement of environmental impacts and that maintain the benefits gained from developments in the field. From the resources available to us, there are not many similar studies that deal with the surface treatment of wooden façades and their environmental impacts. Most of the studies contain data specific for the research, making them non-comparable with other records. Such constraints therefore bring different values and do not reflect reality. Moreover, the quantity of construction materials within construction is often estimated, resulting in further inaccuracies [
23].
2. Materials and Methods
2.1. The Methodology Adopted
The wood species selected as a construction material of the façades was thermally modified and untreated Picea abies L. Thermally modified wood was provided by Finnish manufacturer Lunawood Thermowood. The functional unit chosen for the assessment was 1 m2.
Wood protection of non-heat-treated wood is necessary to apply the principles of structural protection. Grull et al. (2011) [
24] examined the durability of exterior wood coatings on a wooden construction balcony. The results obtained in weathering trials with balcony structures with and without maintenance of the coatings revealed differences in durability and weathering behavior of typical coating systems for exterior wood. It was found that opaque white coating systems were the most durable, reaching long intervals of required maintenance.
From the sources available to us, we chose an alkyd coating and a natural oil coating. Solvent borne alkyd coatings are known as excellent exterior wood primers and have for years dominated in the Scandinavian market. Due to the environmentally unfavorable organic solvents used in these coatings, the trend today is towards waterborne systems such as alkyd emulsions, which have now gained widespread use in several areas of application, including decorative exterior paints and industrial factory priming [
25]. Improved penetration was found for products with lower viscosity, such as an alkyd stain and a linseed natural oil coating. A priming linseed oil had superior penetration [
25]. Linseed oil gave excellent performance on badly weathered wood [
26].
The proposed performance specifications in EN 927-2 [
27] for the water absorption values for coatings to be used in different constructions seem to be set at acceptable levels [
15].
The surface maintenance methods selected are presented in
Table 1. These included, for thermally modified wood, (a) no additional method, and (b) removal of the weathered surface with sanding. For the non-heat-treated wood maintenance, methods included (b) sanding and application of a natural oil coating, and (c) application of an alkyl paint.
The frequency of method applications was associated with LCA scenario determination, in relation to environmental parameters derived from LCA, specifically the “cradle-to-gate-with options” category with options.
All covered modules are indicated with an X. The NR (module not relevant) mark is also used. This declaration covers "cradle-to-gate-with options “.
The modules examined A1–A3 and B1a B2 in
Table 2 and the include system limit information. We declared modules B3–B5 as not relevant parts of the module according to the international standards of the ISO 14040 series.
For the use stage, we defined three methods of surface treatment (greying removal, combination of greying removal and natural oil coating, alkyd paint coating) and one scenario for the Thermowood façade without an additional surface method. Greying removal was done with the use of a solvent. The time horizon of 30 years was set for the “use stage assessment”, with the last application of surface treatments in the 29th year.
Table 1 shows the frequency and type of surface treatment for selected façades. The simulations of the environmental impact were processed in the SimaPro program (Expert Package version) [
28] with the Ecoinvent 3 database. SimaPro software is used to determine the value of total environmental impacts. SimaPro is one of the most advanced software packages used for life cycle assessments [
14].
Key environmental indicators were defined based on the LCA analysis in the SimaPro application with the globally used Ecoinvent 3 database, supplemented by modules A4 and A5. The category of LCA “cradle-to-gate-with options” was used.
The LCA used in this research measured the impact of the product in key environmental indicators: global warming potential (kg CO
2 eq./FU), ozone depletion potential (kg CFC 11 eq./FU), acidification (kg SO
2 eq./FU), eutrophication (kg PO
4 eq./FU), photochemical ozone formation (kg C
2H
4 eq./FU), abiotic depletion—elements (kg Sb eq./FU), abiotic depletion—fossil fuels (MJ/FU). For the LC assessment, the EN 15804 + A2 [
6] was used along with the EPD (2018) system. The photochemical oxidation potential parameter was not evaluated and compared in the “Product stage”, because the EPD of Thermowood was not available for this parameter. This parameter is available for non-heat-treated wood façades in the SimaPro software with value of 0.0145 kg MNVOC for a board material. This value is more favorable compared to the same amount of C 25/30 concrete with 0.0198 kg MNVOC [
29].
According to the EPD standards, the Finnish manufacturer of Lunawood Thermowood has to report on the following impact categories: acidification potential, eutrophication potential, global warming potential, photochemical oxidant, abiotic resource depletion—elements, abiotic resource depletion—fossil fuels, and water scarcity footprint.
There are additional indicators in the following impact categories that are optional, and inclusion of them should be specified in the PCR, such as ozone-depleting gases (expressed as the sum of ozone-depleting potential in mass of CFC11-equivalents, in 20 years). Most impact categories are taken directly from the CML-IA baseline method (eutrophication, global warming, ozone depletion, and abiotic resource depletion) and the CML-IA non-baseline method (acidification). Water scarcity category is based on the AWARE method, and photochemical oxidation is based on ReCiPe 2008. All those individual methods can be found in SimaPro software.
Environmental impacts of selected surface treatments were evaluated using the IMPACT 2002+ method. The new IMPACT 2002+ life cycle impact assessment methodology proposes a feasible implementation of a combined midpoint/damage approach, linking all types of life cycles [
9]. Possible environmental impacts and their relationships to the midpoints and endpoints of the impact category include human health (human toxicity, respiratory pollutants, photochemical oxidation, ozone layer depletion, ionizing radiation), ecosystem quality (ecotoxicity, eutrophication, acidification, nutrification, land occupation), climate change (global warming), and resource depletion (mineral extraction, non-renewable energy).
2.2. Profile and Dimension of Applied Wooden Façade Cladding
Façade construction: there were two types of exterior wood cladding used for the comparison of environmental impacts as part of a ventilated façade installed on a timber frame external wall without a highly effective interior vapor barrier membrane. The wall had the same basic parameters for different scenarios—different cladding material mounted by stainless steel screws to the understructure (to vertical battens). In the case of wooden façades, it is necessary to take into account both their exposure load [
20] and the natural durability of the type of wood used [
30]. The construction of the wooden façades under investigation was in accordance with the parameters for external cladding made of grown coniferous wood for profiles with tongue and groove [
31].
The façade cladding was made of Picea abies L., both for the thermally modified wood façade and for the non-heat-treated wood façade with all selected treatments.
Based on the resources available to us, we selected the following types of surface treatment—alkyd paint (waterborne systems), and natural oil coatings. In terms of the declared service life of façade systems made of thermally modified wood, we considered equal planned service life of 30 years for both types of façades—untreated wood and thermally modified wood. The Finnish manufacturer Lunawood Thermowood was chosen for the façade made of thermally modified wood, where the existing EPD certificate played an important role in the decision-making process. Thermally modified wood (treated at 215 °C with the thermo-wood method), EPD certified Thermowood, without surface treatment, which does not reduce its resistance and durability, was selected. The only significant change was its reduced resistance to UV radiation, which caused surface greying, as the façade is exposed to sunlight, called weathering, and it is often required by architects.
Heat-thermally modified wood at temperatures 215 °C was used for wooden façades, (marked as Thermo-D) [
26].
The British BRE certificate, which states that Thermowood
® has a minimum service life of 30 years, was also based on a study performed at the University of Technology in Helsinki, where this particular type of heat-treated wood was considered [
15].
The horizontal wooden façade is the most popular in housing construction, and hence an alternative with horizontal cladding elements mounted on vertical wood battens was selected for this research.
The external wall was designed as a timberframe structure, with untraditional 360 mm wide box studs as the main load-bearing elements (
Figure 1). Horizontal wood cladding tongue-and-groove elements were the subject of this research. The elements 140 mm × 20 mm were chosen due to the dimensional stability and a compact façade appearance and were used in every considered scenario. The profiles were made of
Picea abies L. and were installed by fasteners to vertical spruce battens every 600 mm. The battens provided a permanent ventilation gap of 40 mm.
The main changes of thermal modified timber—compared to non-heat-treated wood—are improved dimensional stability and increased resistance to wood destroying fungi and insects such as
Hylotrupes bajulus (long-horn beetle),
Lyctus brunneus, and
Anobium punctatum. Treated wood also has a darker color. On the other hand, there is a decrease in several mechanical properties, mainly bending strength, and the primary energy need increases by approximately 15%–25% compared to kiln dried sawn timber in the production phase [
33].
As mentioned above, ventilated façades are especially suitable for wooden material due to its nature. The ventilated cavity can easily solve any adverse effects of internal humidity, allowing rapid moisture removal, as water vapor passes through the structure from interior to exterior. This is especially important for wall assemblies without usually plastic, highly effective vapor barriers–foils. In order to use untreated materials, it is essential to ensure quick moisture removal from the exterior surface, as these materials cannot avoid water vapor diffusion through an external wall.
If there is a ventilated cavity, air circulation occurs in the ventilated wooden façade, which effectively removes moisture, i.e., there is no accumulation of water and therefore subsequent possible degradation of the wooden elements.
In ventilated building components, the outdoor air passes through a ventilated cavity on the outside part of the insulation in order to keep the design dry by exploiting the potential of convection to transport moisture coming from inside the building [
34].
Anisotropic shrinkage and swelling of wood is also one of the properties of wood, which must be considered carefully when designing wooden façades.
2.3. Scenarios
The information in the LCA-based EPD includes the definition of information modules with specific environmental aspects, and the effects of specific scenarios for the calculation of the modules themselves. We have defined dynamic scenarios with different intervals and frequencies of maintenance during use module B2, with regard to the specific selected type of surface treatment and to planned life of the wooden façade at least 30 years.
The starting point was to define an information module with specific environmental aspects and the effects of specific scenarios for the calculation of modules. The LCA model “cradle-to-gate-with options” has been established, which defines a declaration of planned life of 30 years, where modules A1–A3 and modules B1 to B2 are basic parameters and are supplemented by A4 and A5. During this period of declared service life of the wooden façade by the manufacturer, while maintaining the necessary maintenance B2, we could mark modules B3 (repair), B4 (replacement), and B5 (reconstruction) as not relevant, as thermally treated wood for a wooden façade declares a minimum service life of 30 years without the need for maintenance and other interventions. For the non-heat-treated wood façade, it is necessary to achieve a 30-year service life without the need for significant interventions, such as replacement of its parts or other possible repairs—this was solved by selected surface coating applications.
Module A4, for a façade made of thermally treated wood, becomes sensitive, because of significant transport distance to the construction site from the manufacturer, which leaves a significant environmental footprint. In modules A1–A3, the manufacturer already declared a covered distance of 452 km, necessary for production of the Thermowood itself. The transport distance to the construction site was set at 1200 km, by international truck transport, in module A4. A local manufacturer was chosen for the non-heat-treated wood façade, up to a distance of 70 km from the construction site.
The installation module A5 was the same for both types of façades (thermally treated or untreated wood). The installation was performed by hidden fasteners to wood battens and provided compact façades without mounting holes. Thus, module A5 could be referred to as NR, because it was the same for both types of considered façades.
The study was prepared with application of EPD by Lunawood Thermowood of thermally-treated wood for modules A1 to A3 (Product stage). Module A4—Transport, and module A5—Construction (Construction process stage), within the document Environmental Product Declaration remained below the cut-off criterion [
9].
The “End of life stage” module was not considered in the LCA scenario. This decision was based on the manufacturer’s declared maintenance-free life for thermally treated wood. The Finnish manufacturer states a value of 30 years. Therefore, we focused on the modules “Product stage”, “Construction process stage”, and “Use stage”.
It was assumed that if the wooden structure is not mechanically damaged and is regularly serviced, it is probably not necessary to define “repair (B3) and replacement (B4)” during the considered 30 years.
Descriptions of additional surface methods in module A5 and for modules B1 and B2 are as follows: There were two alternatives of surface treatments without UV protection, the natural vegetable oil surface method, and the combination of natural oils (linseed, sunflower, soybean). For surface treatment with UV protection, there was an alkyd paint coating selected, where it is not necessary to remove the old layer of paint prior to re-painting—as recommended by the paint manufacturer. The manufacturer recommends to maintain the painted surface every 8–10 years. As it is not required to remove the old paint layer, the waste is not increased. It is advised to maintain the oil coating every two years. However, this protection method can result in surface greying, which however does not affect the functionality of the façade. The greying can be fixed by a solution of oxalic acid with sodium phosphate application. Greying removal was done with the use of a solvent.
We tried to select the most appropriate surface methods and the application technology, and to optimize the parameters in order to minimize impacts to the environment, in relation to resource use, production methods, transport and distribution, installation, and maintenance, taking into account the options available.
3. Results and Discussion
The graphs below present the findings of LCA for non-heat-treated and thermally modified façades in the “Product stage”, “Construction process stage”, and “Use stage”: (i) how a given product life cycle stage contributes the most to environmental impacts, (ii) which category of impacts has the highest share, and iii) where the greatest material or energy usage occurs.
As seen in
Figure 2, heat treatment of wood showed greater impacts on the environment in each evaluation parameter. However, it is also necessary to take into account the source of raw wood—cultivation or logging. If the wood material comes from sustainable managed forests with a certified document—PEFC (Program for the Endorsement of Forest Certification) certification—then this option represents an acceptable alternative. The parameter “Ozone layer depletion” in the “Product stage” indicates the energy demand of heat-thermal modification of wood.
A significantly greater impact on the environment of thermally treated wood is showed in
Figure 2.
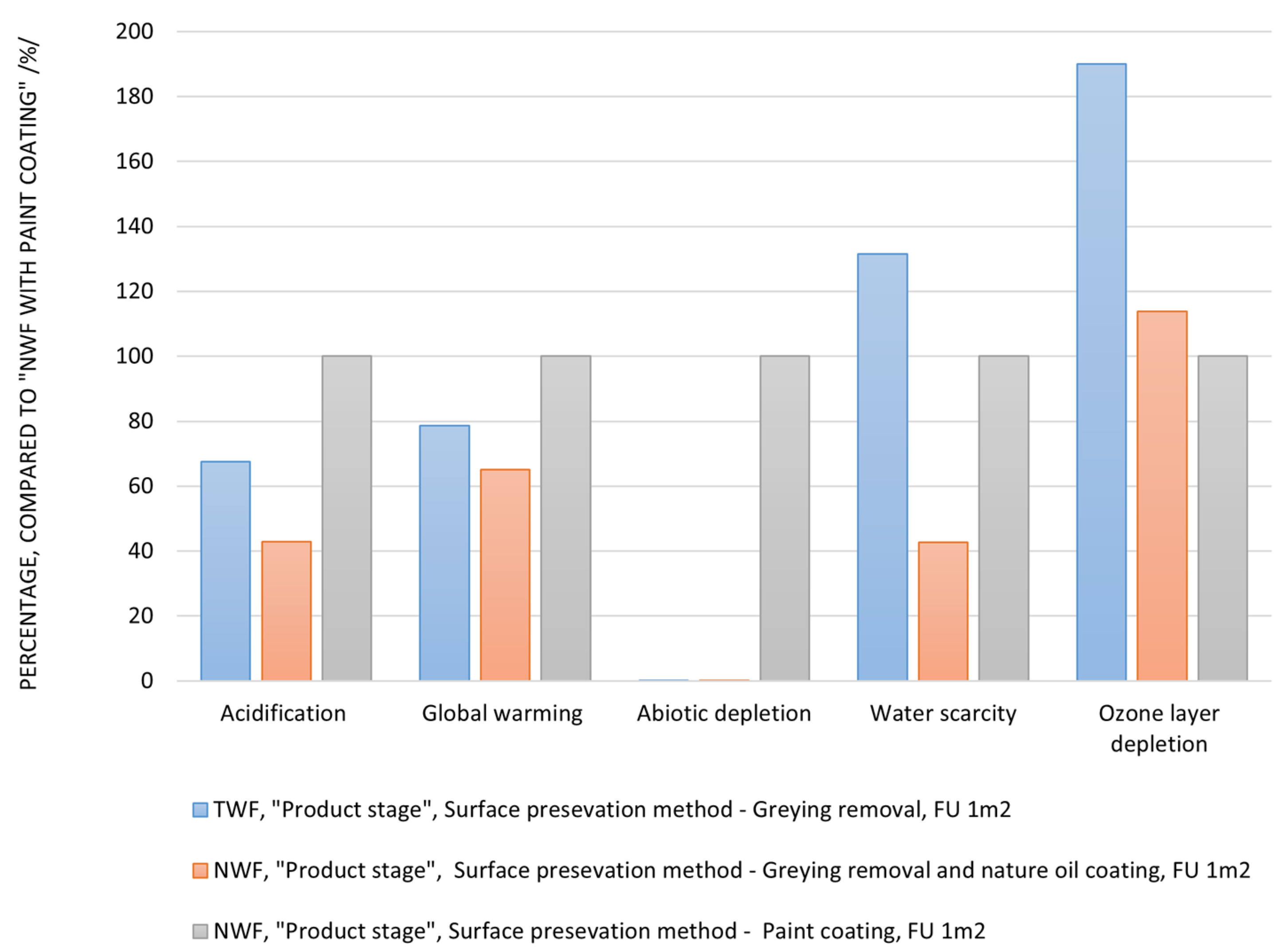
Figure 3 shows the “Product Stage” with the additional surface preservation method. Heat thermally modified wood did not have such a significant negative impact compared to NWF. Even the environmental impact of “NWF with paint coating” was more pronounced in three assessment factors (GWP 2.1 kg CO
2 eq./1 m
2 lower values for TWF with greying removal, 3.4 kg CO
2 eq./1 m
2 lower values for NWF with greying removal and natural oil app. compared to NWF with paint coat and acidification, 0.1 kg SO
2 eq./1 m
2 lower values for TWF with greying removal, 0.17 kg SO
2 eq./1 m
2 lower values for NWF with greying removal and natural oil app. compared to NWF with paint coat treatment). Impact of the production phase on the NWF abiotic recourse, including greying removal and oil app. and TWF with greying removal was almost negligible compared to the impact of NWF with paint coating. Natural vegetable oils made from soybeans, flax seeds, rapeseed, and other oil crops have an impact on land use. Growing oil crops requires intensive use of pesticides and fertilizers, and it consequently leads to soil contamination. Oil crop cultivation leads to deforestation, biodiversity loss, and greenhouse gas emissions, as the “Ozone layer depletion” clearly showed. The “Product stage” of TWF without the additional preservation method had the least impact on the environment. During their growth, trees and oil crops absorb carbon dioxide. While using photosynthesis, trees and plants break down CO
2 into carbon and oxygen. Carbon remains stored in the wood mass as a significant part of cells, and oxygen is returned to the atmosphere. Therefore, the GWP value for NWF with graying removal and natural oil coating was the lowest.
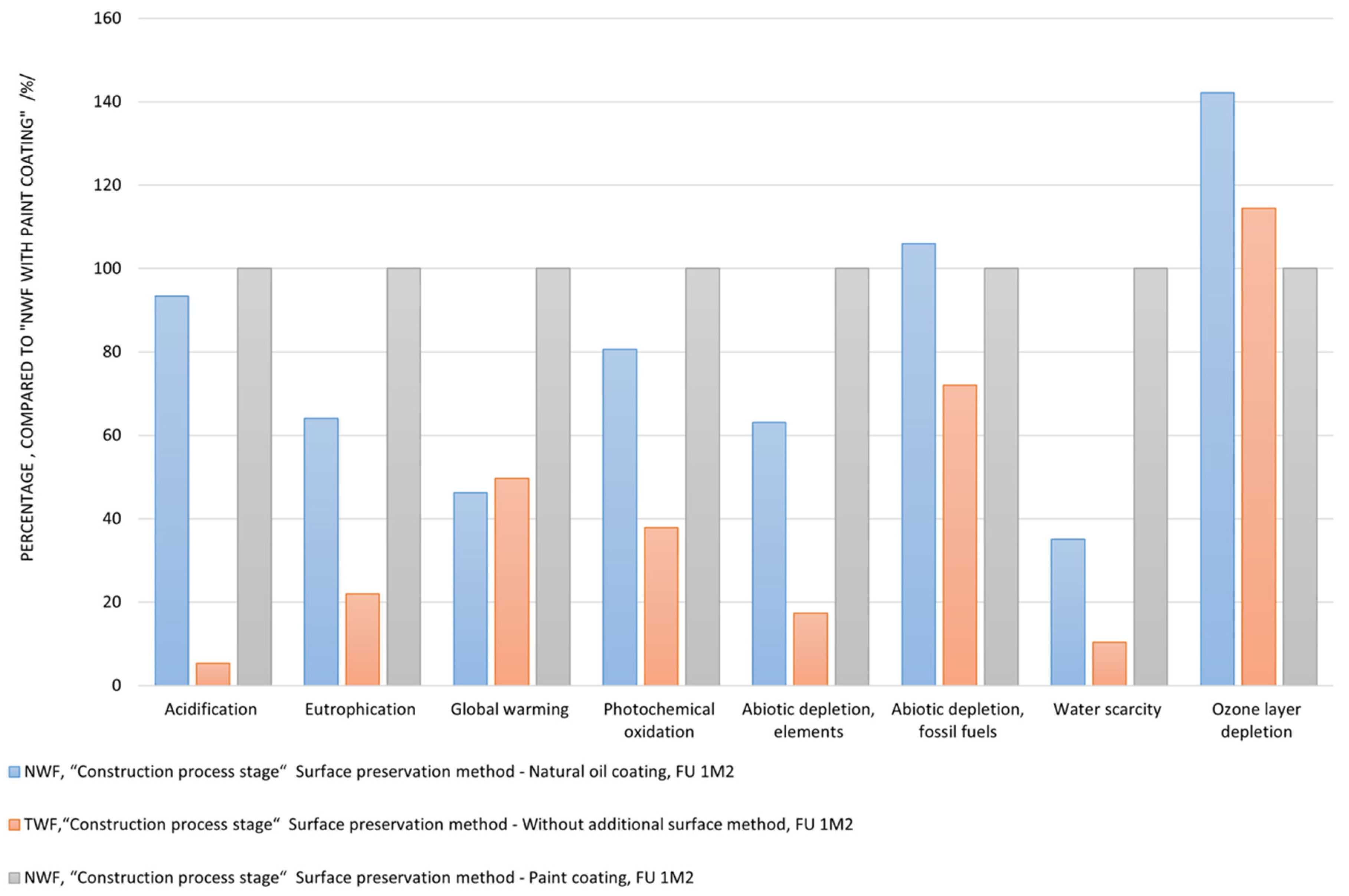
Figure 4 shows the environmental impacts of the non-heat-treated wood façade and thermally modified wood façade with the surface preservation method in the “Construction process stage”.
When focused on the separate element of transportation to the construction site represented by module A4 and its impact on the environment, the thermally modified wood façade showed the following: GWP parameter = 3.08 kg CO2 eq, abiotic depletions potential for fossil fuel = 43.3 MJ. The natural oil coating showed the following: GWP = of 2.87 kg CO2 eq, abiotic depletions potential for fossil fuel = 63.7 MJ. Finally, the painted non-heat-treated wood façade showed the following: GWP = 6.2 kg CO2 eq, abiotic depletions potential for fossil fuel total = 60.1 MJ.
The problem of surface preservation methods is clearly shown in
Figure 4. Abiotic depletion—fossil fuels indicated high values for all three compared possibilities. Perhaps illogically, transported wood over a long distance (we defined 1200 km) had the smallest impact in the assessed parameter. Higher values for alkyd paint coating and natural oil coating for initial coating and installation reflected transport distances for the oil/paint components and packaging.
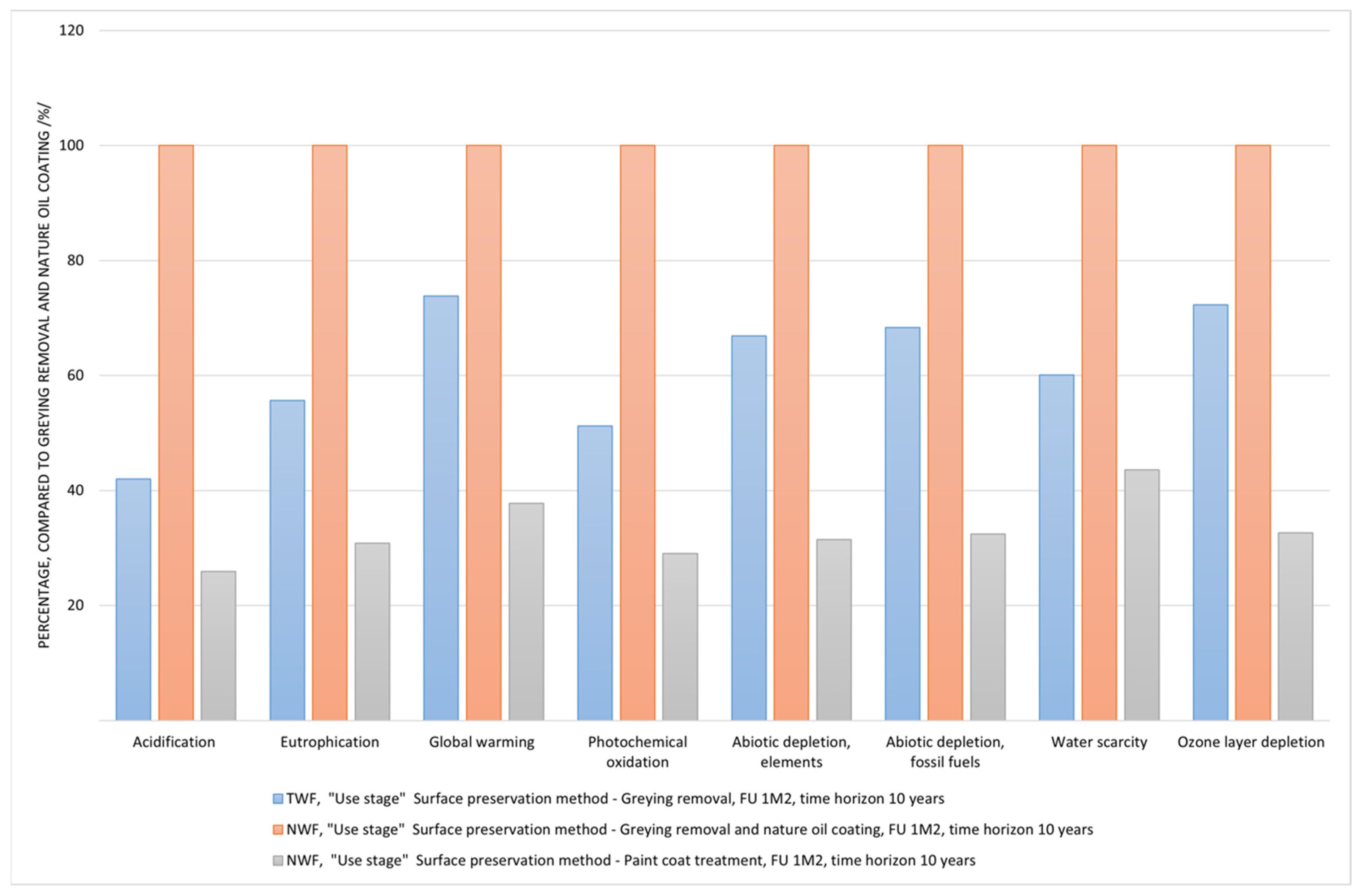
The following three graphs (
Figure 5,
Figure 6 and
Figure 7) show the environmental impacts of non-heat-treated wood façades and thermally modified wood façades in the “Use stage” over a period of 10 years, 20 years, and 30 years.
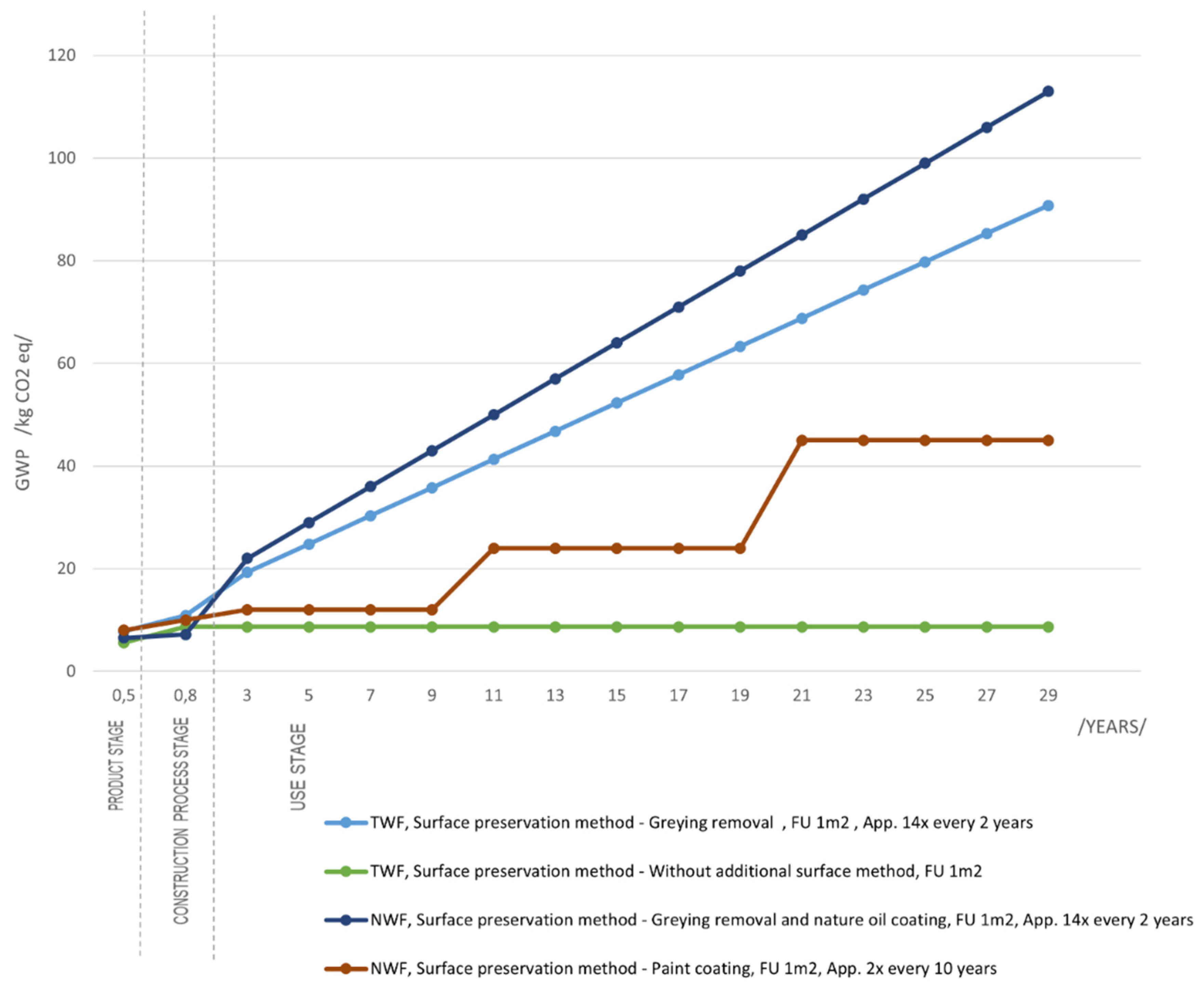
A great influence of the applied methods and processing frequency in the “Stage of use” (modules B1 and B2) is shown in
Figure 7.
The greying removal of the non-heat-treated façade showed a significant increase. From the graphical interpretation of the LCA comparison for the façades (
Figure 5,
Figure 6 and
Figure 7), the thermally modified wood façade (without coatings) showed the lowest impact on the environment defined by global warming potential (GWP) throughout the 30 year time horizon. As mentioned previously (see Section “Product stage”,
Figure 2 and
Figure 3), the highest values were shown for volatile substances released into the air during greying removal in combination with the effects of natural oil coating. As we expected, the graphs presenting “Use stage” for the assessed façades (
Figure 5,
Figure 6 and
Figure 7) showed no change in the environmental impact in any of the assessed time horizons.
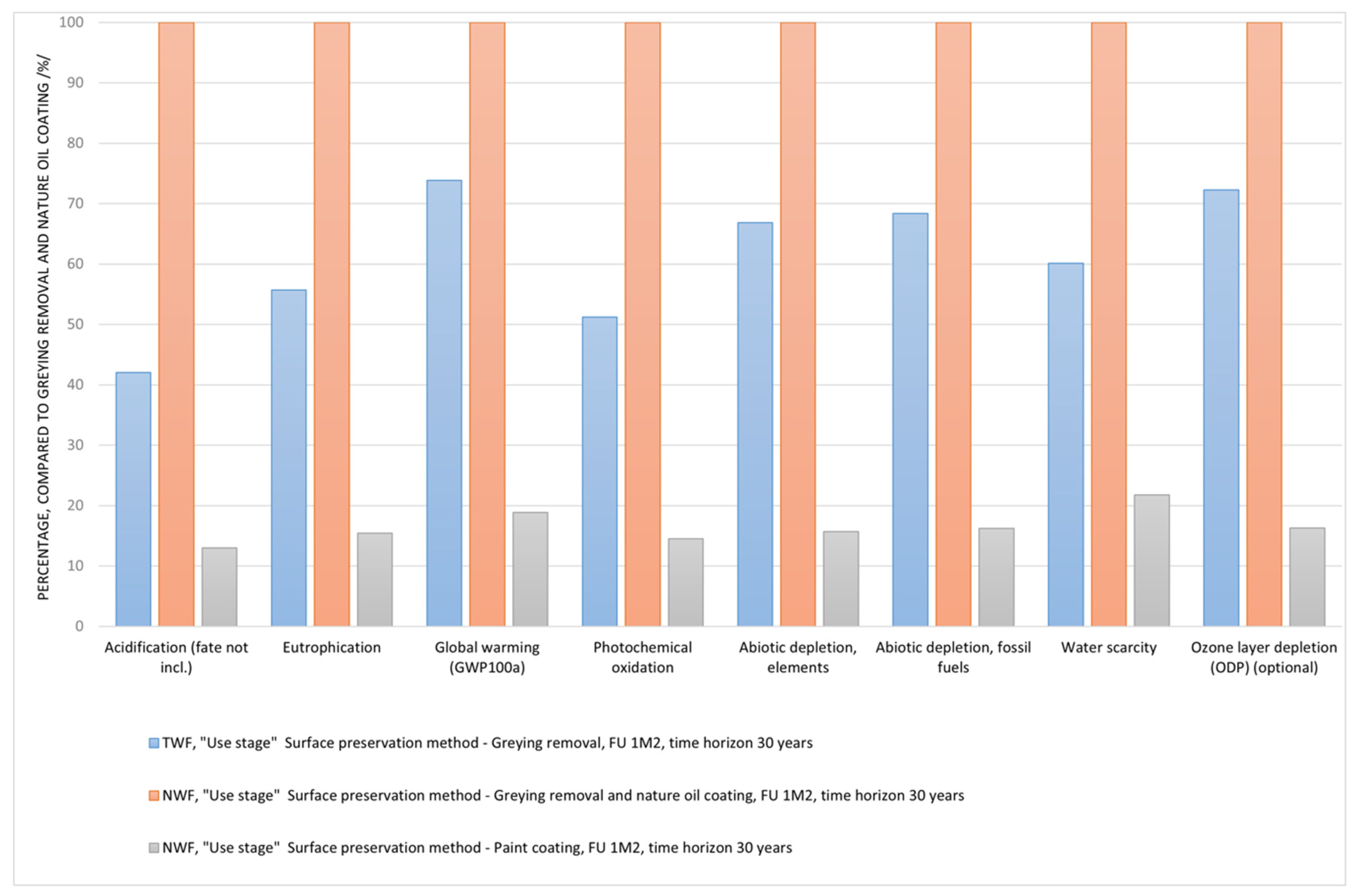
As
Figure 5,
Figure 6 and
Figure 7 show, the material transport module to the construction site and its initial installation (modules A4 Transport to the building site and A5 Installation into buildings) showed, after simulation, a similar impact as presented in the modules. If only the non-heat-treated wood façade (with oil application) installation was considered, the “greenhouse gases” production was approximately 10% lower (represented by GWP parameter and fossil fuel depletion) if compared to the thermally modified wood façade with additional paint coating. Volatile organic compounds (VOC) released during the application of paint coating to NWF led to increased production of greenhouse gases (“Global warming”). The correlation between
Figure 5 and
Figure 7 is obvious.
Figure 8 shows the GWP of the non-heat-treated wood façade and thermally modified wood façade with the surface preservation method in the assessed stages.
The
Figure 8 provides a comprehensive view of both façade material solutions with clearly visible dependence of the application frequency and the type of coating to GWP of the TWF parameter, over the considered service life of 30 years. The EPD (2018) V1.01 method was used, and the parameters were recalculated to a functional unit of 1 m
2.
The climate change contribution of thermal modification of wood was higher in the production stage. The GWP value of heat-treated wood boards without additional surface preservation method was compensated with the GWP value of NWF in the construction process stage. TWF was a more suitable alternative for wooden façades. The proposed traditional method of greying removal and natural oil coating had the worst value of GWP in the first application.
As for less environmentally friendly paints, alkyd paint coatings released heavy metals in the “Product stage”, which remained bound in the soil. In this case, there was an environmentally friendly alternative chosen, in the form of a water-soluble paint, whose production of heavy metals was significantly lower.
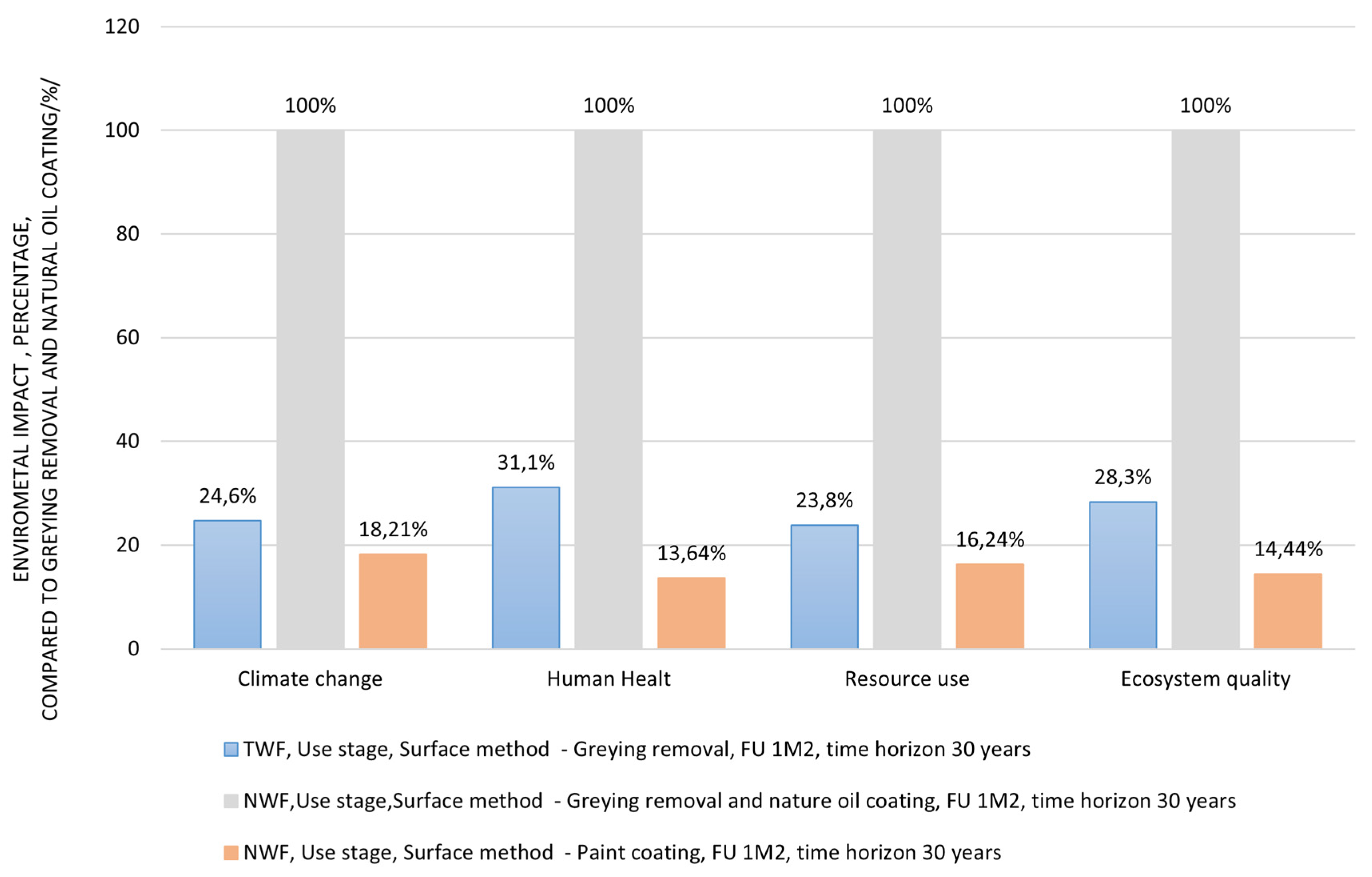
As shown in
Figure 8, the environmental impact assessment of non-heat-treated façades and thermally modified façade with applied surface preservation methods correlated with previous results. As expected, the TWF without additional surface preservative method had the least impact on the environment, human health, and resource use.
The evaluation of NWF, greying removal and natural oil application by the evaluation method (separate parameters), showed the worst values in all evaluation separate parameters. Relatively small amounts of oil treatment leaking into the environment pollute thousands of liters of water, as shown in
Figure 9.
NWF—greying removal and natural oil coating confirmed the worst values in all impact categories.
The most suitable paints were those with low or zero content of volatile substances. The positive effect of NTF paint coat treatment frequency proved to be a determining effect. Single score results clearly identified NWF with greying removal and natural oil coating as the biggest burden for the environment in “Use stage”, mainly because of intensive green pastures occupation, as already mentioned above.
Hill et al. (2021) analyzed heat-thermal modification of wood in relation to the environmental impact, but they evaluated heat-thermal modified wood and untreated wood in terms of “average values of GWP impact” and the effect on total carbon stored and time to equilibrium for a carbon pool applied to functional unit of 1 m
3. Reported results of 311.4 kgCO
2 eq for heat-treated wood and 75.6 kgCO
2 eq for untreated wood, for stage A1–A3. The total GWP impact was associated with a reference service life of 60 years [
35]. For the unmodified wood, a lifetime of 20 years was assumed, and coatings were applied every five years. For the modified wood, a lifetime of 60 years was assumed, and coatings were applied every 10 years. There was a total of GWP = 4343 kgCO
2 eq/m
3 for untreated wood over 60 years and TMT = 2342 kgCO
2 eq/m
3 over 60 years.
The difference in values was caused by different time horizons and functional units used for the assessment.
Outputs from a particular LCA study are always valid under clearly specified validity conditions. This is also the case of this presented research; the details for the individual scenarios are mentioned earlier in the article.
4. Conclusions
The main goal of the study was comprehensive assessment of solid wood façades, performed in terms of the life cycle assessment with the “cradle-to-gate-with options” category. As expected in the production stage “Product stage”, heat-treated wood had a significantly greater impact on the environment in terms of greenhouse gas production if compared to non-heat-treated wood, showing values up to an additional 66.5%.
After taking surface preservation methods “Production stage” into account, the thermal modification of wood showed greater negative effects to selected water scarcity parameters and caused significantly higher values of the ozone layer depletion parameter.
TWF with greying removal and NWF with combined greying removal and a natural oil coating showed minimum values for the abiotic depletion evaluation parameter when compared to NWF with the paint coating.
When evaluating the “Construction process stage”, the difference was particularly visible in abiotic depletion potential for fossil fuels in the total, where the value for TWF appeared to be almost 33% less than for NWF with greying removal and a natural oil coating or NWF with a paint coating. This disproportion seems to be unexpected—but after detailed output analysis, it was found that the transport distance and transport type are not the only important factors. The surface coatings and the associated packaging of oils, paint, and removal agents also play important roles in the mentioned parameter. It is the entire environmental impact caused by various surface coatings and their packaging (metal cans, plastic bottles) that causes a 30% increase in the abiotic depletion parameter. The above shows the importance and complexity of the LCA, as apparently important factors (i.e., transport) may not be used as primary indicators for suitability of the selection. As a result, the comprehensive approach of LCA is essential, and interim conclusions cannot be formulated.
The presented analyzed outputs show that assessment of a thermally modified wooden façade indicates less environmental impact in the “Use stage” using the “cradle-to-gate-with options” category of LCA for a simulated 30-year horizon. Nonetheless, it presented a more significant initial impact in the production stage (“Product stage”) caused by energy-intensive heat treatment. The "Product stage” of selected coatings showed a significant environmental impact for our simulated 30-year horizon. Other important indicators proved to be the source of wood mass for the production of heat-thermal modified wood, place of origin, type of logging, and transportation.
It is therefore necessary to focus on the aspect of sustainable development, which is based on three pillars—economic, social, and environmental. Many substances are released into the air as a result of buildings, which can have a negative effect not only on the environment but also on human health.
Thus, ecological optimization of construction impacts is an important part of sustainable architecture and construction. The priorities of sustainable construction also include the minimization of material flows and emissions in the production of building materials, as well as the reduction of bound energy and individual potentials of environmental impacts.
The results show it is important to take into account the environmental impacts, not only of the main building materials, but also of additional surface methods. It is also necessary to research the most suitable solutions, taking into account the widest possible range of environmental components.
In further research we would like to deal with the assessment of the whole wooden structure with regard to LCA.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}