
Structural Characteristics and Sliding Friction Properties of 40CrNiMo Steel after Broadband Laser Hardening

Abstract
:1. Introduction
2. Experimental Procedure
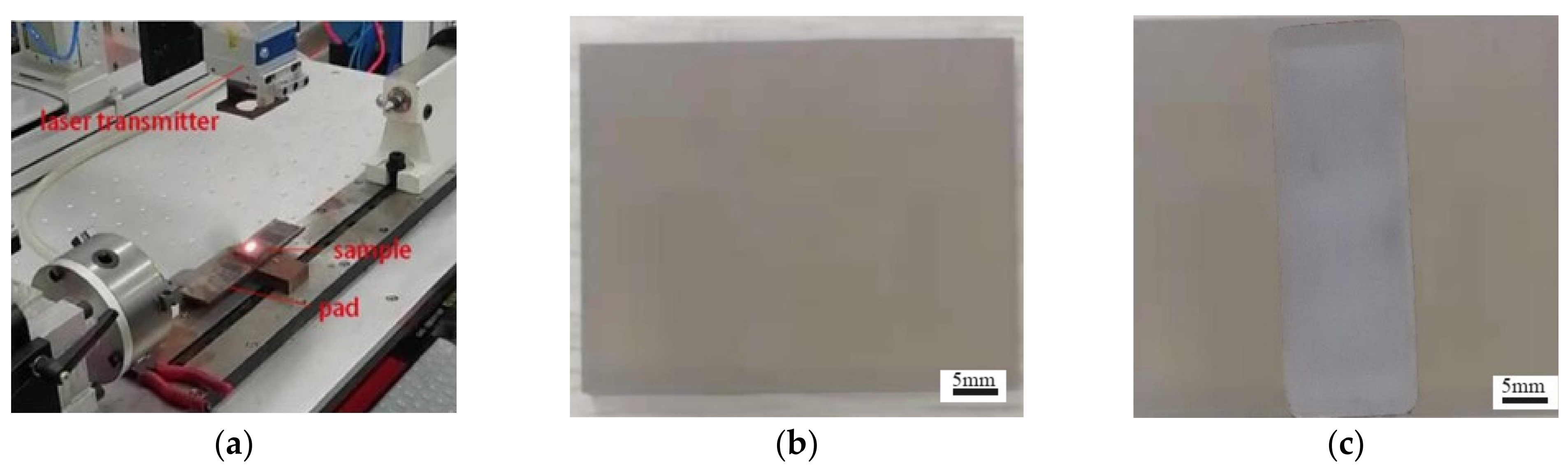
2.1. Sample Processing and Preparation
2.2. Experimental Method
3. Results and Analysis
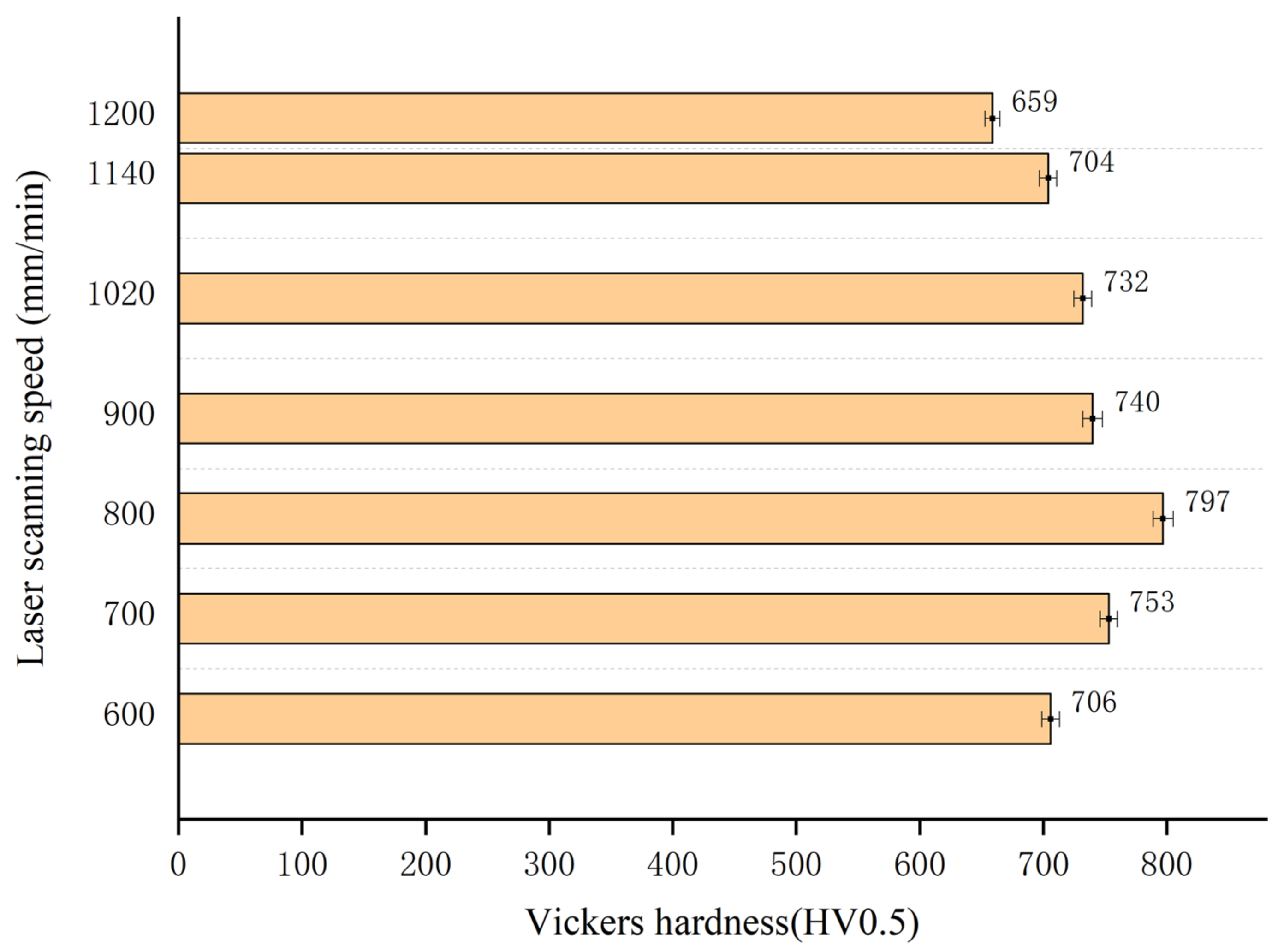
3.1. Hardness before Laser Hardening
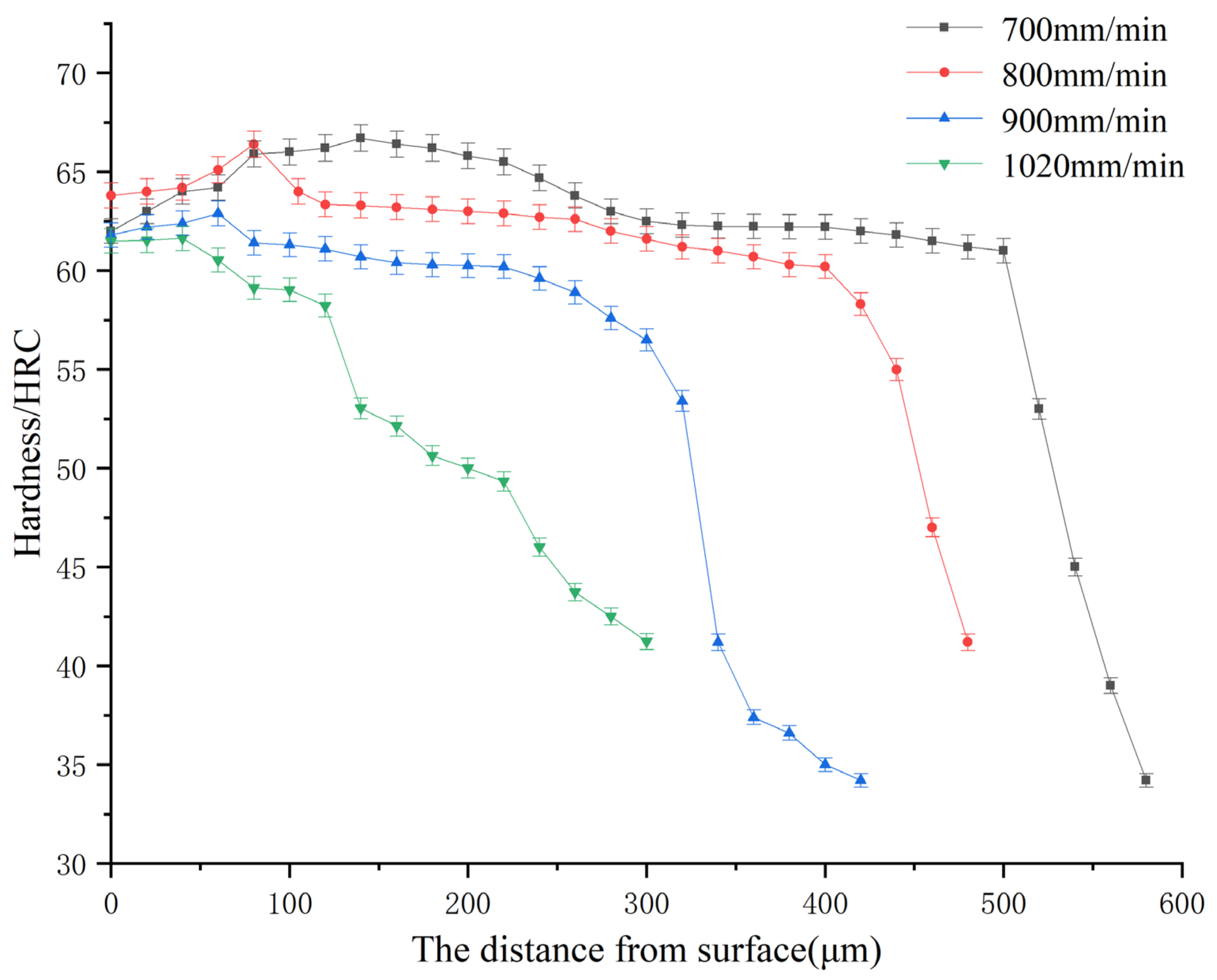
3.2. Micro-Hardness Test and Analysis of Laser Hardening Hardened Zone
3.3. Microstructure Analysis
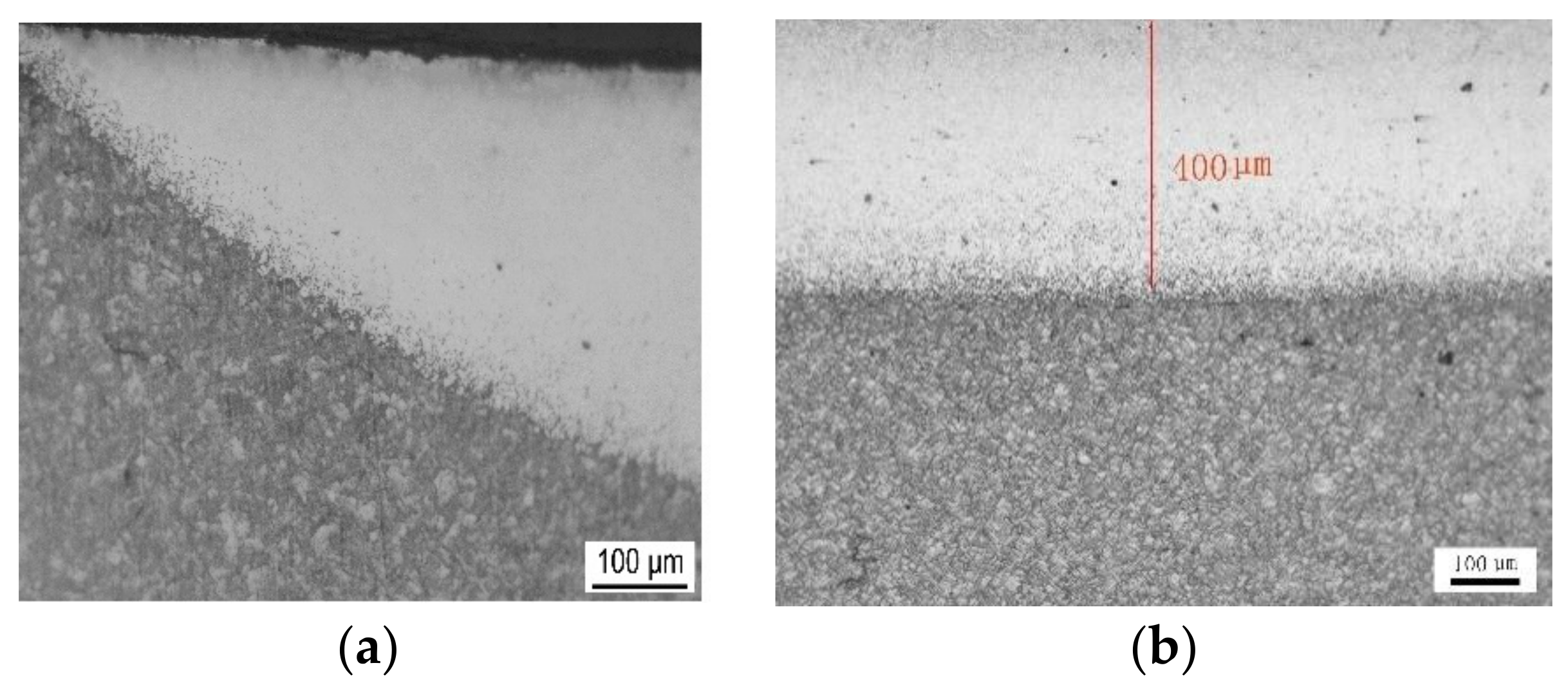
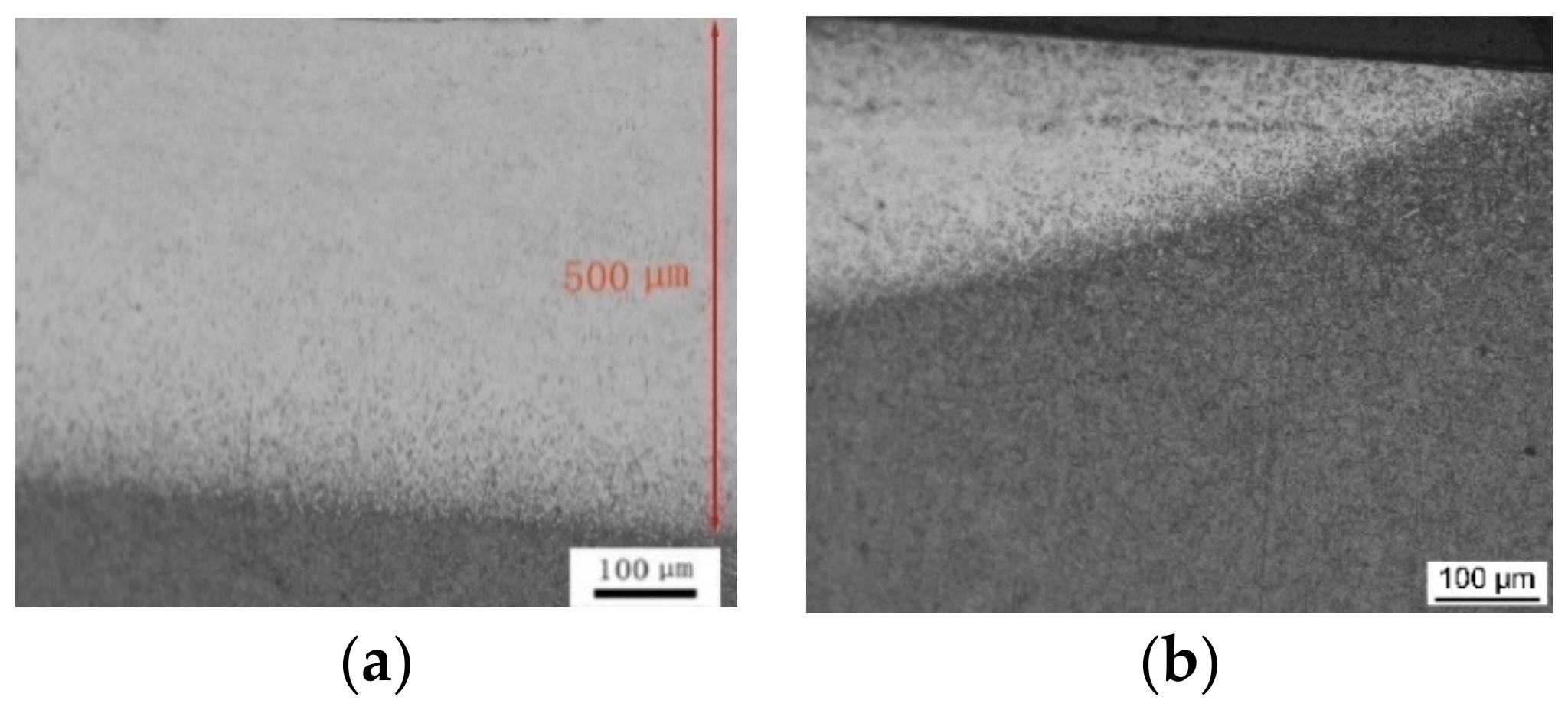
3.3.1. Metallographic Analysis
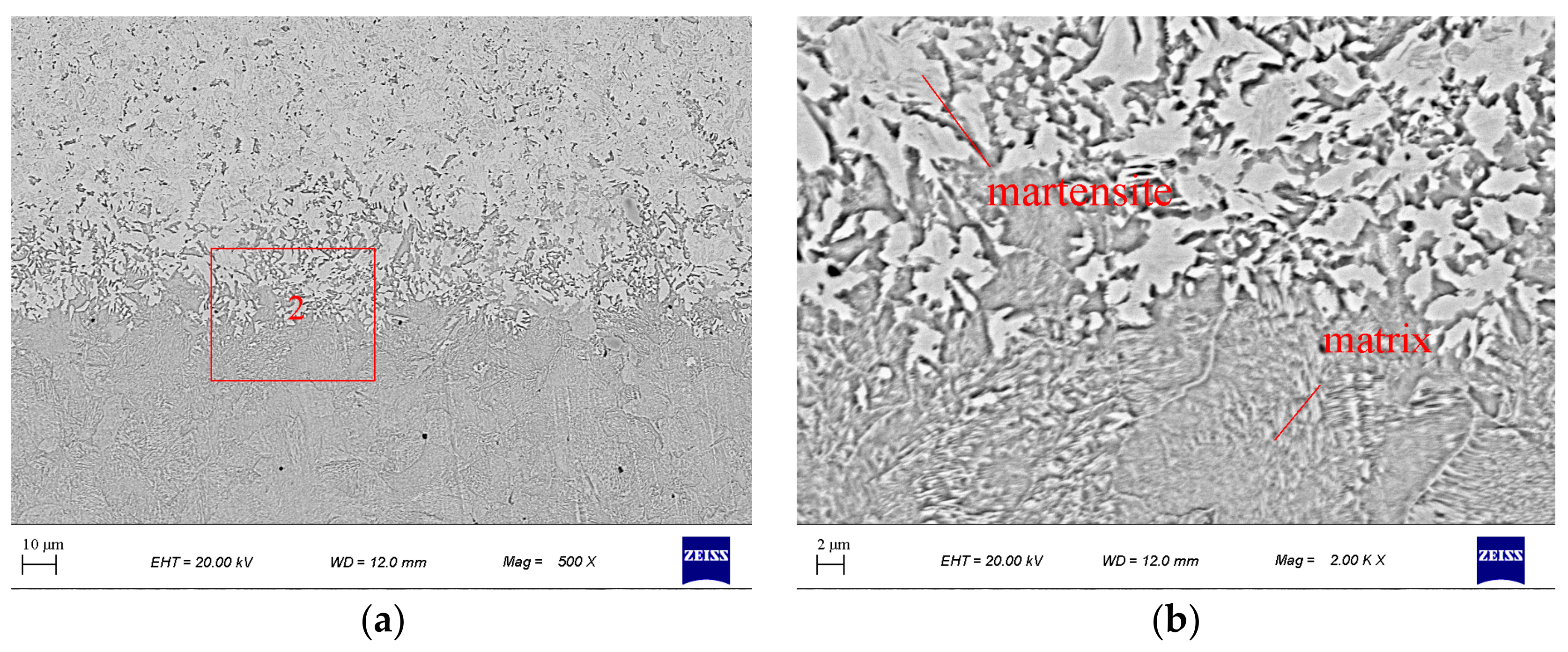
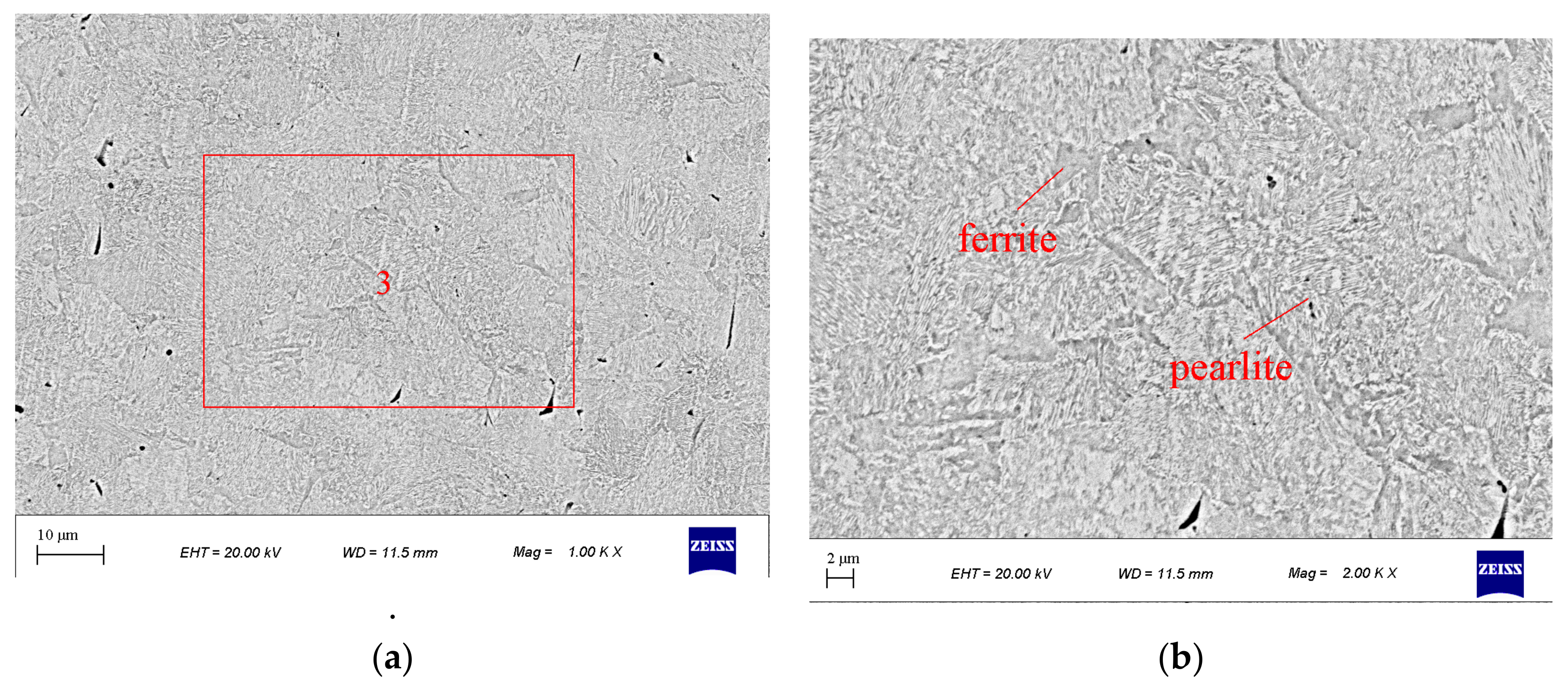
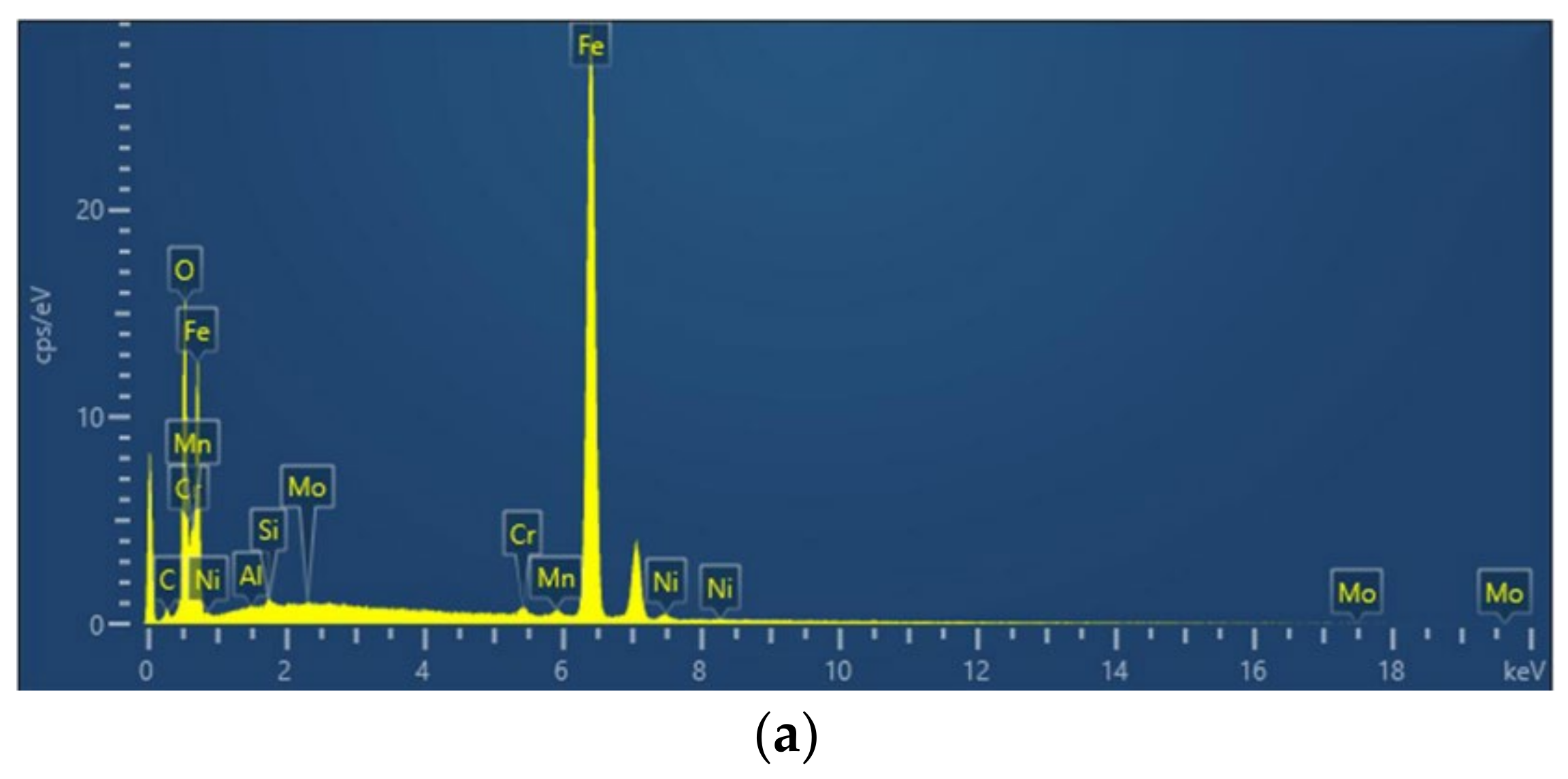
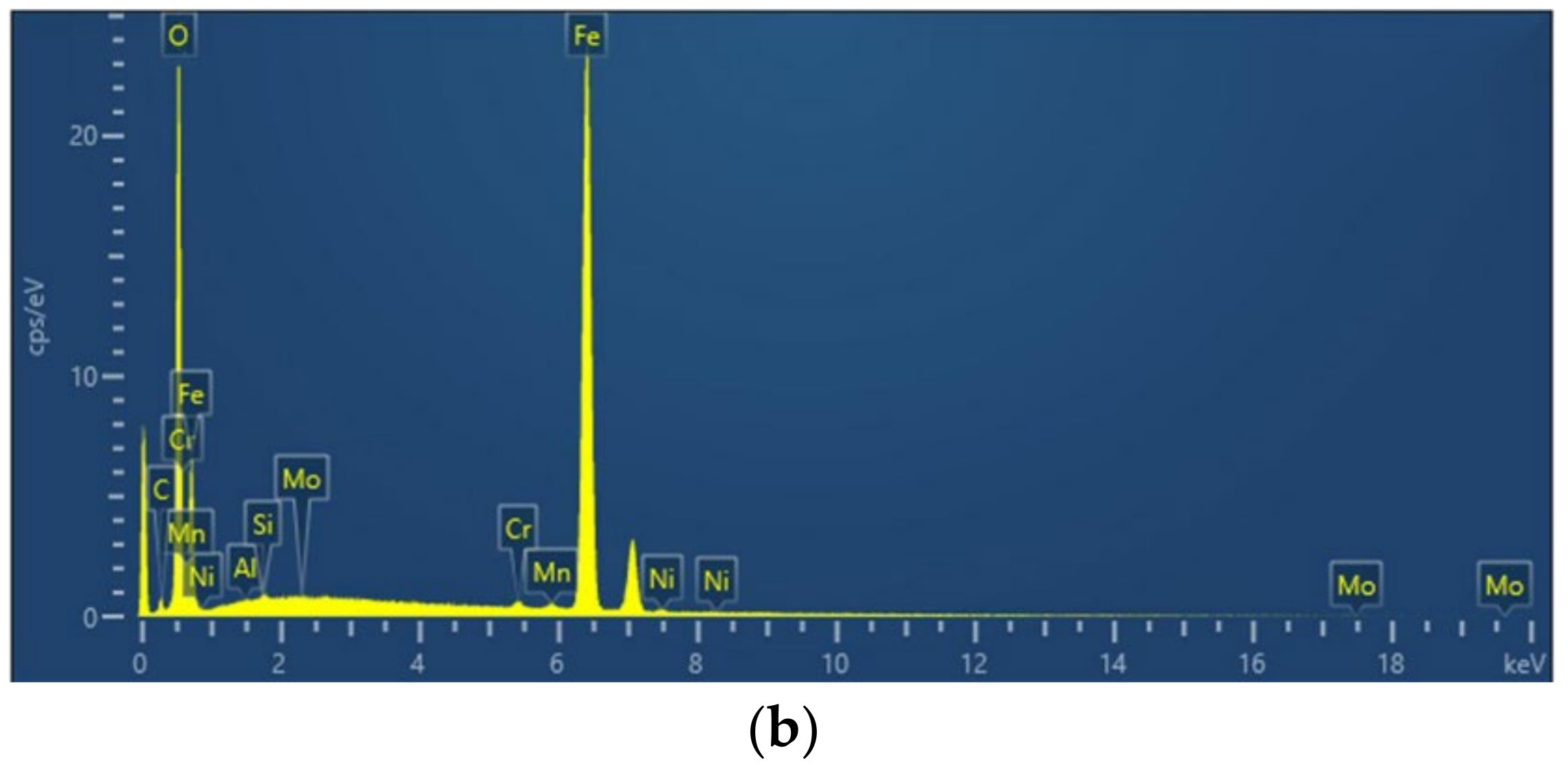
3.3.2. Scanning Electron Microscopy Analysis
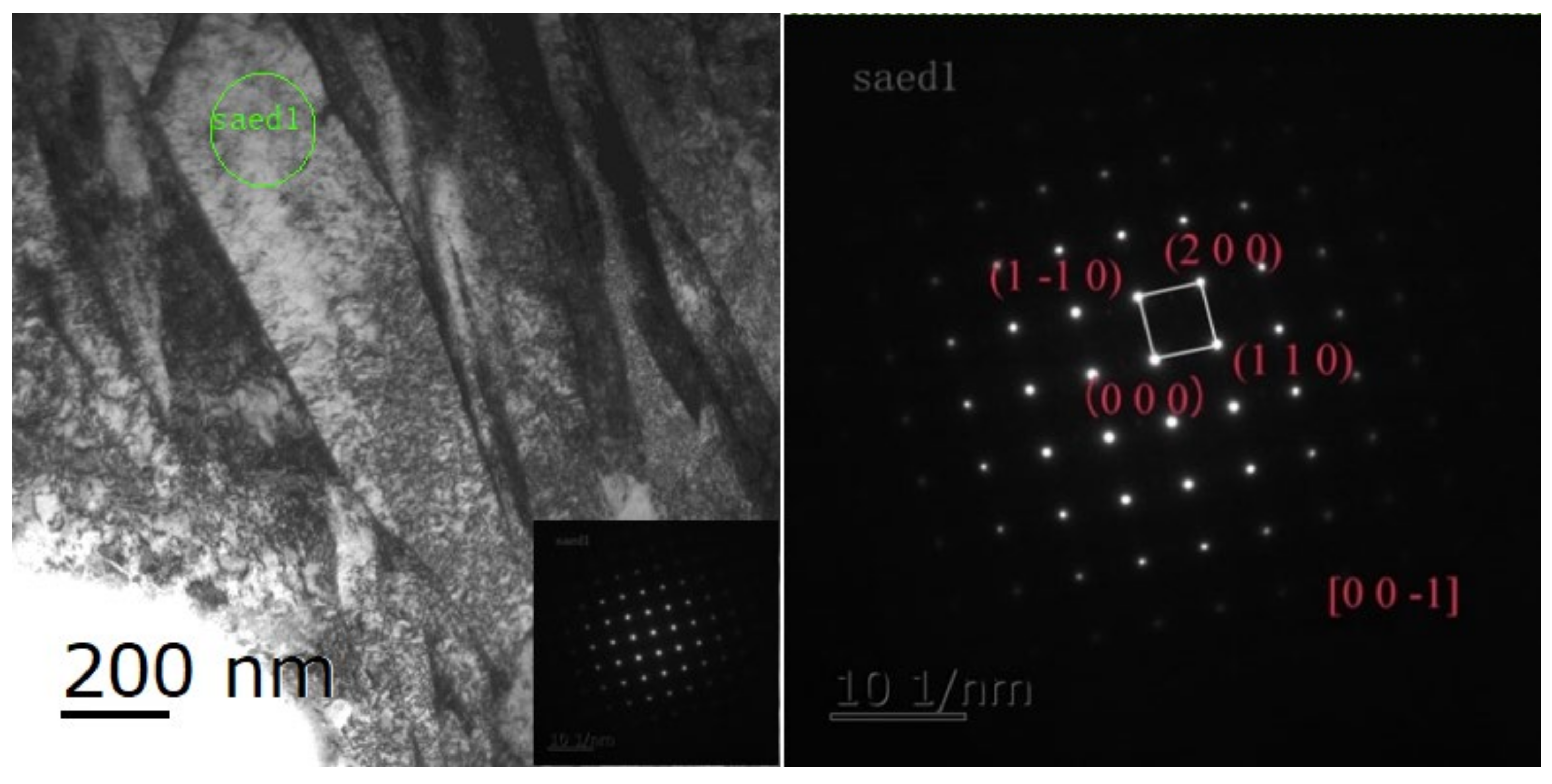
3.3.3. Transmission Electron Microscopy Analysis
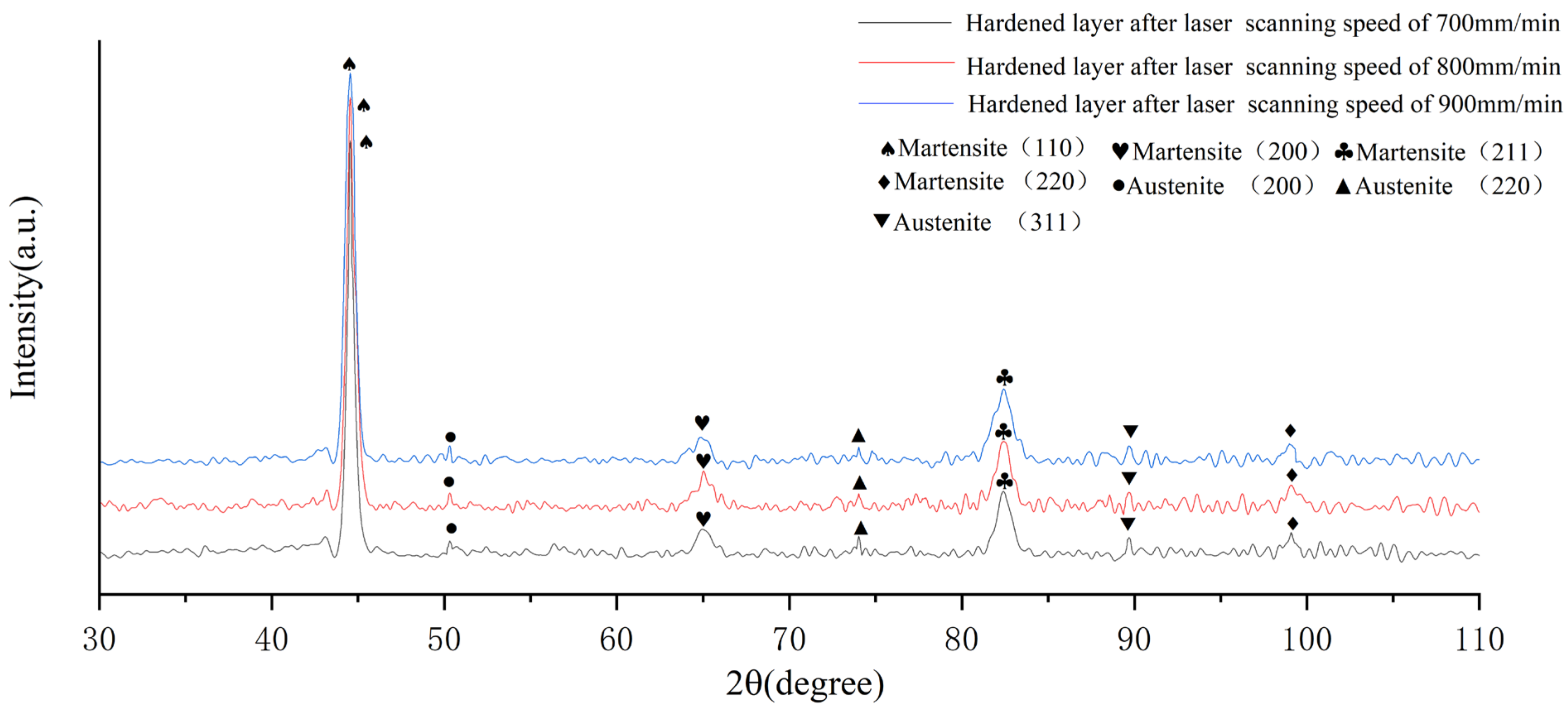
3.3.4. X-ray Diffraction Analysis
4. Tribological Behavior
4.1. Friction Coefficient
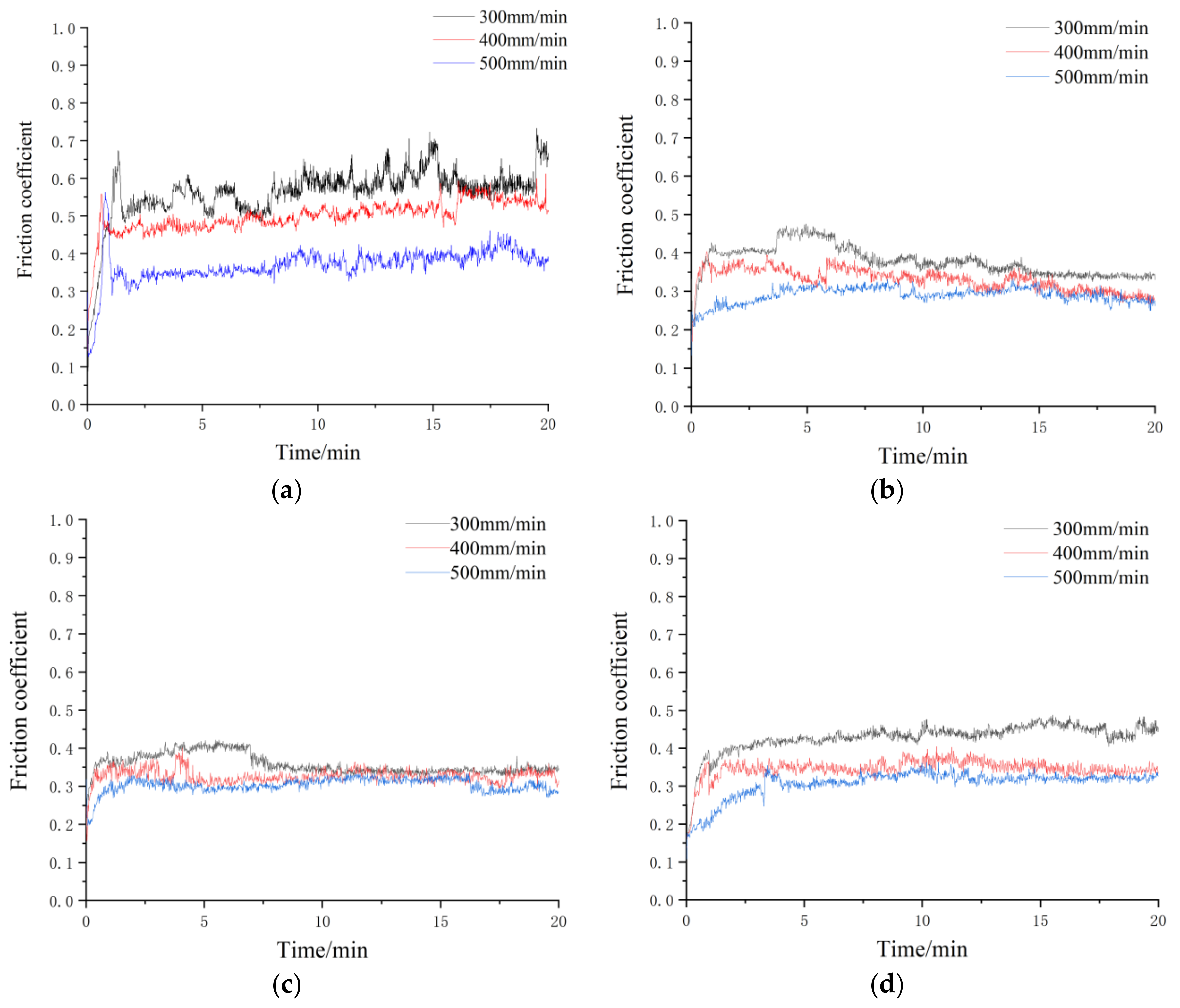
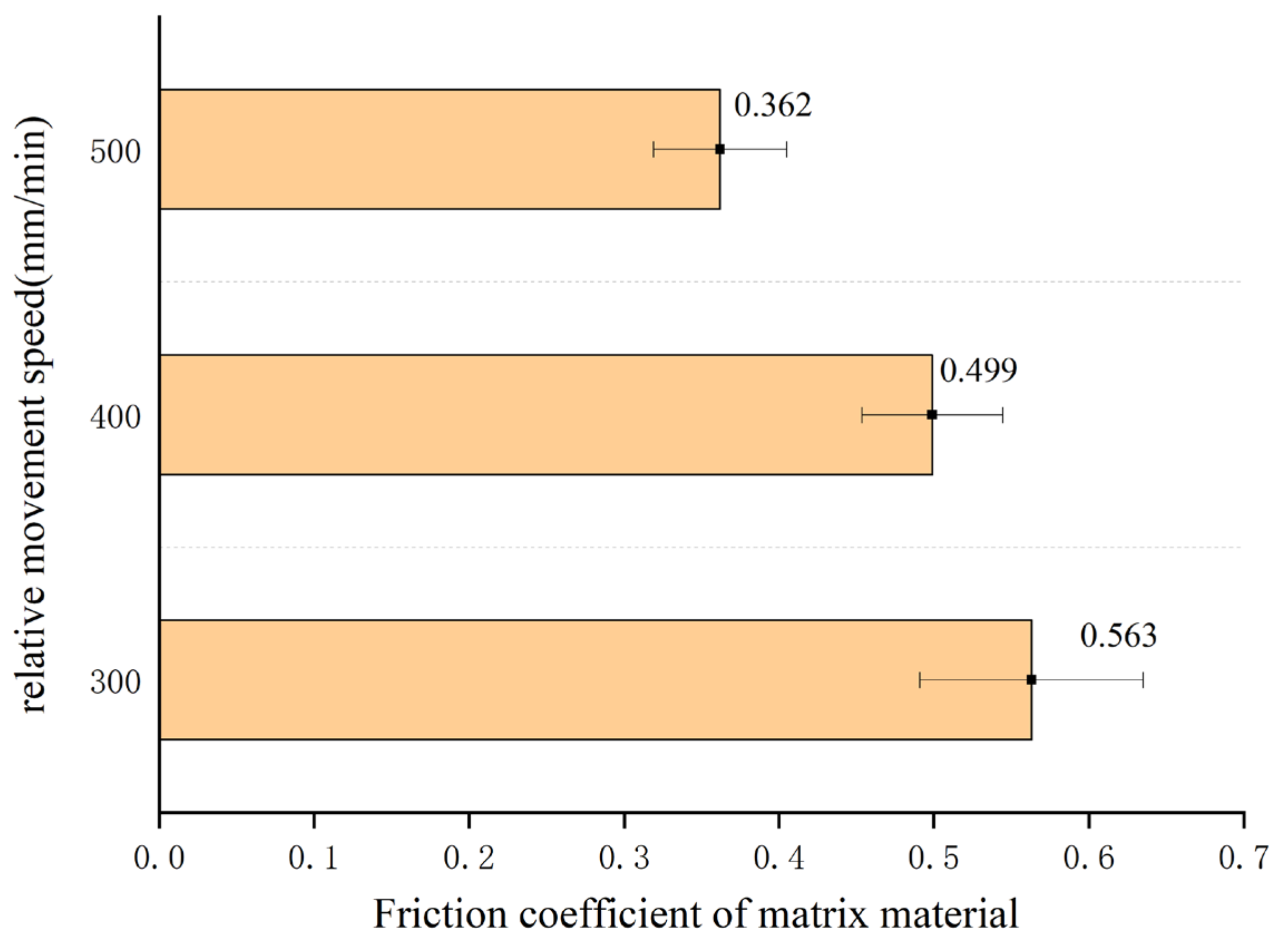
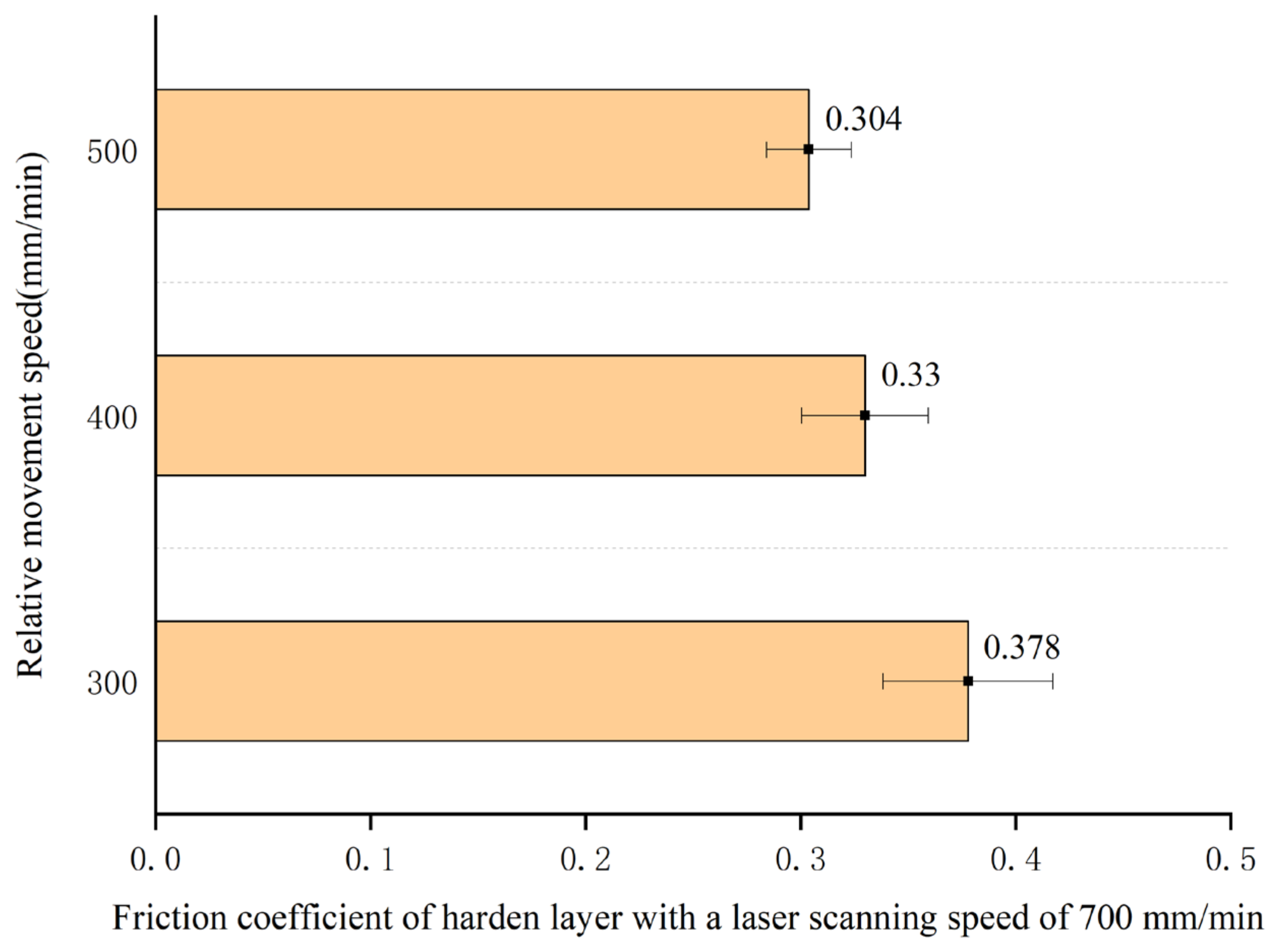
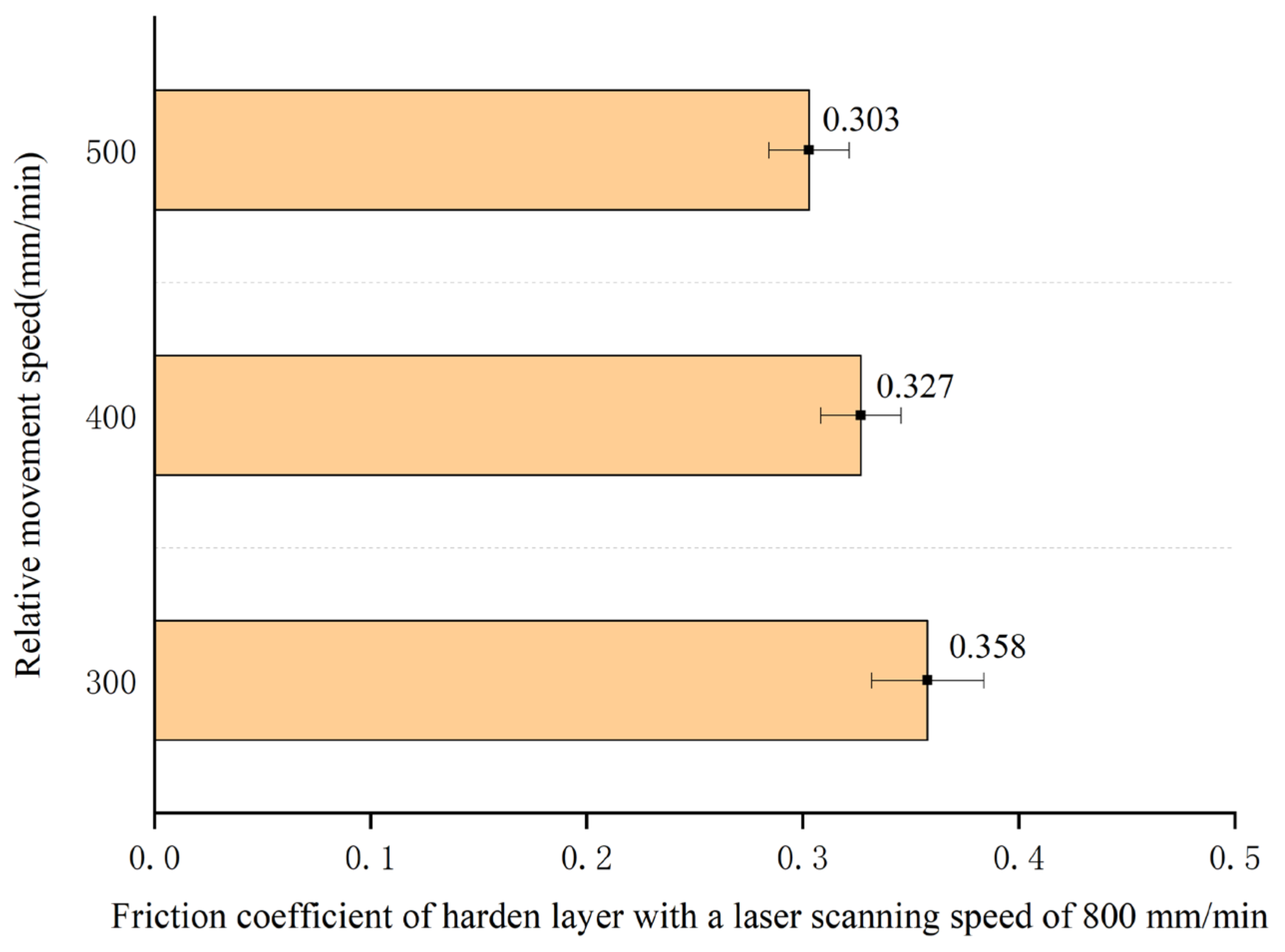
4.1.1. Friction Coefficient at Different Speeds
4.1.2. Friction Coefficient of Hardened Layer under Various Normal Forces
4.2. Wear Rate Calculation
4.3. Analysis of Wear Rate and Wear Morphology
4.3.1. Wear Rate and Wear Morphology before and after Laser Hardening
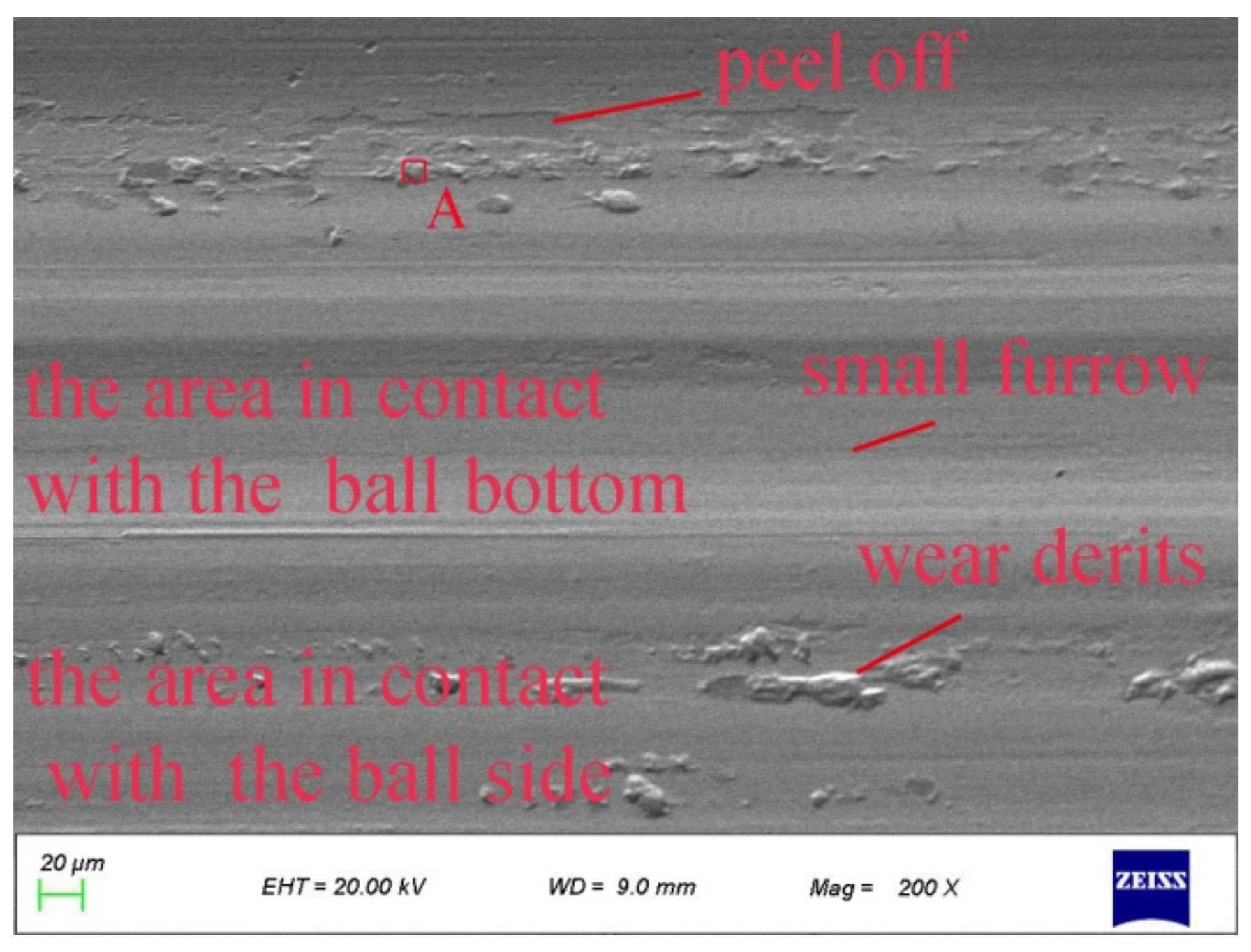
4.3.2. Wear Mechanism of Hardened Layer at Different Relative Friction Speeds
4.3.3. Influence of Normal Force on Wear Rate and Wear Morphology
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, J.; Feng, A.; Zhou, J.; Sun, Y.; Chen, H.; Huang, S.; Meng, X. High-temperature wear properties and microstructural characterization of 40CrNiMo structural steel treated by cryogenic laser peening. Vacuum 2018, 157, 320–323. [Google Scholar] [CrossRef]
- Liu, J.; Yang, H. Strengthening and application research of carburized and subsequently niobiumized 40CrNiMo steel. In Advanced Materials Research; Trans. Tech. Publications Ltd.: Freienbach, Swizerland, 2014; Volume 1015, pp. 185–188. [Google Scholar]
- Lee, J.-H.; Jang, J.-H.; Joo, B.-D.; Son, Y.-M.; Moon, Y.-H. Laser Surface Hardening of AISI H13 Tool Steel. Trans. Nonferr. Met. Soc. China 2009, 19, 917–920. [Google Scholar] [CrossRef]
- Wang, H.; Kawahito, Y.; Yoshida, R.; Nakashima, Y.; Shiokawa, K. A model to calculate the laser absorption property of actual surface. Int. J. Heat Mass Transf. 2018, 118, 562–569. [Google Scholar] [CrossRef]
- Fakir, R.; Barka, N.; Brousseau, J. Case study of laser hardening process applied to 4340 steel cylindrical specimens using simulation and experimental validation. Case Stud. Therm. Eng. 2018, 11, 15–25. [Google Scholar] [CrossRef]
- Mosavi, A.; Salehi, F.; Nádai, L.; Károly, S.; Gorji, N.E. Modeling the temperature distribution during laser hardening process. Results Phys. 2020, 16, 102883. [Google Scholar] [CrossRef]
- Kong, D.; Zhang, L.; Song, R.; Fu, G.; Ye, C. Effect of Laser Quenching on Fatigue Properties and Fracture Morphologies of 40CrNiMo High Strength Steel. Chin. J. Lasers 2013, 40, 1103005. [Google Scholar] [CrossRef]
- Anusha, E.; Kumar, A.; Shariff, S.M. A novel method of laser surface hardening treatment inducing different thermal processing condition for Thin-sectioned 100Cr6 steel. Opt. Laser Technol. 2020, 125, 106061. [Google Scholar] [CrossRef]
- Chen, Y.; Zhao, X.; Liu, P.; Pan, R.; Ren, R. Influences of local laser quenching on wear performance of D1 wheel steel. Wear 2018, 414–415, 243–250. [Google Scholar] [CrossRef]
- Wagh, S.V.; Bhatt, D.V.; Menghani, J.V.; Bhavikatti, S.S. Effects of laser hardening process parameters on hardness depth of Ck45 steel using Taguchi’s optimization technique. IOP Conf. Ser. Mater. Sci. Eng. 2020, 810, 12027. [Google Scholar] [CrossRef]
- Shariff, S.; Pal, T.; Padmanabham, G.; Joshi, S. Influence of chemical composition and prior microstructure on diode laser hardening of railroad steels. Surf. Coat. Technol. 2013, 228, 14–26. [Google Scholar] [CrossRef]
- Idana, F.I.; Akimov, O.; Golovko, L.; Goncharuk, O.; Kostyk, K. The study of the influence of laser hardening conditions on the change in properties of steels. East.-Eur. J. Enterp. Technol. 2016, 2, 69. [Google Scholar] [CrossRef] [Green Version]
- Buling, A.; Sändker, H.; Stollenwerk, J.; Krupp, U.; Hamann-Steinmeier, A. Laser surface pretreatment of 100Cr6 bearing steel—Hardening effects and white etching zones. Appl. Surf. Sci. 2016, 378, 564–571. [Google Scholar] [CrossRef]
- Ganeev, R. Low-power laser hardening of steels. J. Mater. Process. Technol. 2002, 121, 414–419. [Google Scholar] [CrossRef]
- Tani, G.; Fortunato, A.; Ascari, A.; Campana, G. Laser surface hardening of martensitic stainless steel hollow parts. CIRP Ann. 2010, 59, 207–210. [Google Scholar] [CrossRef]
- Farshidianfar, M.H.; Khajepouhor, A.; Gerlich, A. Real-time monitoring and prediction of martensite formation and hardening depth during laser heat treatment. Surf. Coat. Technol. 2017, 315, 326–334. [Google Scholar] [CrossRef]
- Cozza, R.C. Influence of the normal force, abrasive slurry concentration and abrasive wear modes on the coefficient of friction in ball-cratering wear tests. Tribol. Int. 2014, 70, 52–62. [Google Scholar] [CrossRef]
- Gomez, V.A.; Macêdo, M.; Souza, R.; Scandian, C. Effect of abrasive particle size distribution on the wear rate and wear mode in micro-scale abrasive wear tests. Wear 2015, 328–329, 563–568. [Google Scholar] [CrossRef]
- Baptista, A.; Silva, F.; Pinto, G.; Porteiro, J.; Míguez, J.; Alexandre, R.; Sousa, V. Influence of the ball surface texture in the dragging of abrasive particles on micro-abrasion wear tests. Wear 2021, 476, 203730. [Google Scholar] [CrossRef]
- García-León, R.; Martínez-Trinidad, J.; Zepeda-Bautista, R.; Campos-Silva, I.; Guevara-Morales, A.; Martínez-Londoño, J.; Barbosa-Saldaña, J. Dry sliding wear test on borided AISI 316L stainless steel under ball-on-flat configuration: A statistical analysis. Tribol. Int. 2021, 157, 106885. [Google Scholar] [CrossRef]
- Khorram, A.; Jamaloei, A.D.; Jafari, A. Surface transformation hardening of Ti-5Al-2.5Sn alloy by pulsed Nd: YAG laser: An experimental study. Int. J. Adv. Manuf. Technol. 2019, 100, 3085–3099. [Google Scholar] [CrossRef]
- Cordero, Z.C.; Knight, B.E.; Schuh, C.A. Six decades of the Hall-Petch effect—A survey of grain-size strengthening studies on pure metals. Int. Mater. Rev. 2016, 61, 495–512. [Google Scholar] [CrossRef]
- Hussain, A.; Hamdani, A.H.; Akhter, R.; Aslam, M. Laser Surface Hardening of Groove Edges. J. Phys. Conf. Ser. 2013, 439, 012006. [Google Scholar] [CrossRef] [Green Version]
- Nielsen, M.H.; Aloni, S.; de Yoreo, J.J. In situ TEM imaging of CaCO₃ nucleation reveals coexistence of direct and indirect pathways. Science 2014, 345, 1158–1162. [Google Scholar] [CrossRef] [PubMed]
- Siow, P.C.; Ghani, J.A.; Rizal, M.; Jaafar, T.R.; Ghazali, M.J.; Che Haron, C.H. Surface characterisation of TiCxN1−x coatings processed by cathodic arc physical vapour deposition: XPS and XRD analysis. Surf. Interface Anal. 2019, 51, 611–617. [Google Scholar] [CrossRef]
- Kim, J.W.; Joo, B.S.; Jang, H. The effect of contact area on velocity weakening of the friction coefficient and friction instability: A case study on brake friction materials. Tribol. Int. 2019, 135, 38–45. [Google Scholar] [CrossRef]
- Patel, K.; Liu, G.; Shah, S.R.; Özel, T. Effect of Micro-Textured Tool Parameters on Forces, Stresses, Wear Rate and Variable Friction in Titanium Alloy Machining. J. Manuf. Sci. Eng. 2019, 142, 021007. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Mo | Ni | Fe |
|---|---|---|---|---|---|---|
| 0.36 | 0.23 | 0.68 | 0.77 | 0.18 | 1.33 | Balance |
| Speed (mm/min) | Friction Coefficient (Matrix Material) | Friction Coefficient (Laser Hardening with a Scanning Speed of 700 mm/min) | Friction Coefficient (Laser Hardening with a Scanning Speed of 800 mm/min) | Friction Coefficient (Laser Hardening with a Scanning Speed of 900 mm/min) |
|---|---|---|---|---|
| 300 | 0.563 ± 0.072 | 0.378 ± 0.040 | 0.358 ± 0.026 | 0.402 ± 0.039 |
| 400 | 0.499 ± 0.045 | 0.330 ± 0.029 | 0.327 ± 0.019 | 0.346 ± 0.036 |
| 500 | 0.362 ± 0.043 | 0.304 ± 0.020 | 0.303 ± 0.018 | 0.308 ± 0.035 |
| Normal Force (N) | Friction Coefficient | Standard Deviation |
|---|---|---|
| 20 | 0.303 | 0.019 |
| 50 | 0.381 | 0.040 |
| 80 | 0.437 | 0.045 |
| Organization | Force (N) | Time (min) | Movement Speed (mm/min) | Laser Scanning Speed (mm/min) | Wear Rate (10−3 mg/min) | Standard Deviation |
|---|---|---|---|---|---|---|
| Matrix | 20 | 20 | 300 | / | 2.35 | 0.245 |
| Matrix | 20 | 20 | 400 | / | 4.00 | 0.421 |
| Matrix | 20 | 20 | 500 | / | 5.85 | 0.592 |
| Hardening layer | 20 | 20 | 300 | 700 | 1.40 | 0.138 |
| Hardening layer | 20 | 20 | 400 | 700 | 1.80 | 0.181 |
| Hardening layer | 20 | 20 | 500 | 700 | 2.00 | 0.202 |
| Hardening layer | 20 | 20 | 300 | 800 | 1.35 | 0.142 |
| Hardening layer | 20 | 20 | 400 | 800 | 1.60 | 0.182 |
| Hardening layer | 20 | 20 | 500 | 800 | 1.95 | 0.205 |
| Hardening layer | 50 | 20 | 500 | 800 | 4.50 | 0.476 |
| Hardening layer | 80 | 20 | 500 | 800 | 11.00 | 1.213 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Yan, H.; Li, S.; Zhang, Y.; Zhu, P. Structural Characteristics and Sliding Friction Properties of 40CrNiMo Steel after Broadband Laser Hardening. Coatings 2021, 11, 1282. https://doi.org/10.3390/coatings11111282
Li J, Yan H, Li S, Zhang Y, Zhu P. Structural Characteristics and Sliding Friction Properties of 40CrNiMo Steel after Broadband Laser Hardening. Coatings. 2021; 11(11):1282. https://doi.org/10.3390/coatings11111282
Chicago/Turabian StyleLi, Jia, Hongzhi Yan, Songbai Li, Yin Zhang, and Pengfei Zhu. 2021. "Structural Characteristics and Sliding Friction Properties of 40CrNiMo Steel after Broadband Laser Hardening" Coatings 11, no. 11: 1282. https://doi.org/10.3390/coatings11111282
APA StyleLi, J., Yan, H., Li, S., Zhang, Y., & Zhu, P. (2021). Structural Characteristics and Sliding Friction Properties of 40CrNiMo Steel after Broadband Laser Hardening. Coatings, 11(11), 1282. https://doi.org/10.3390/coatings11111282