
Prediction and Analysis of the Grit Blasting Process on the Corrosion Resistance of Thermal Spray Coatings Using a Hybrid Artificial Neural Network

 ,
, 
Abstract
:1. Introduction
2. Experimental and Modeling
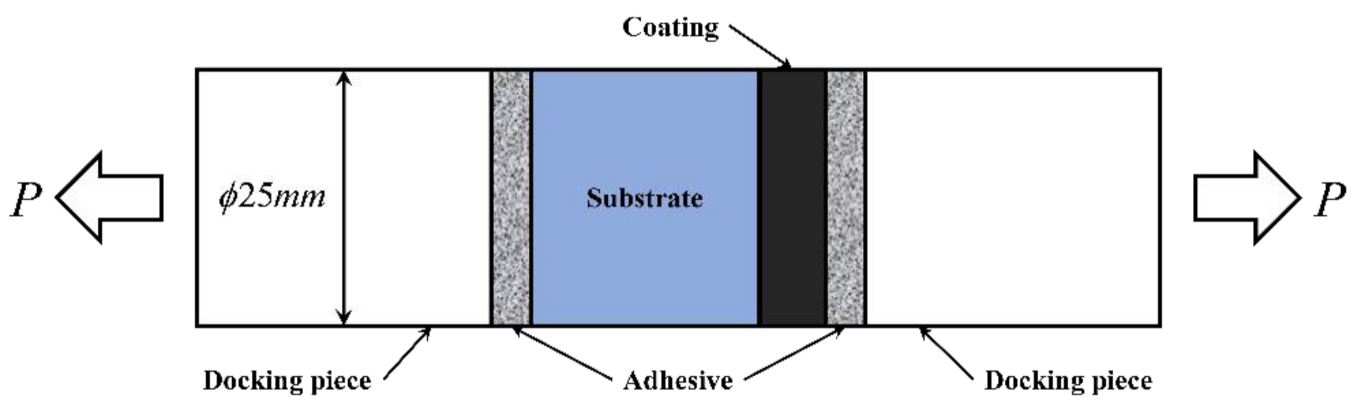
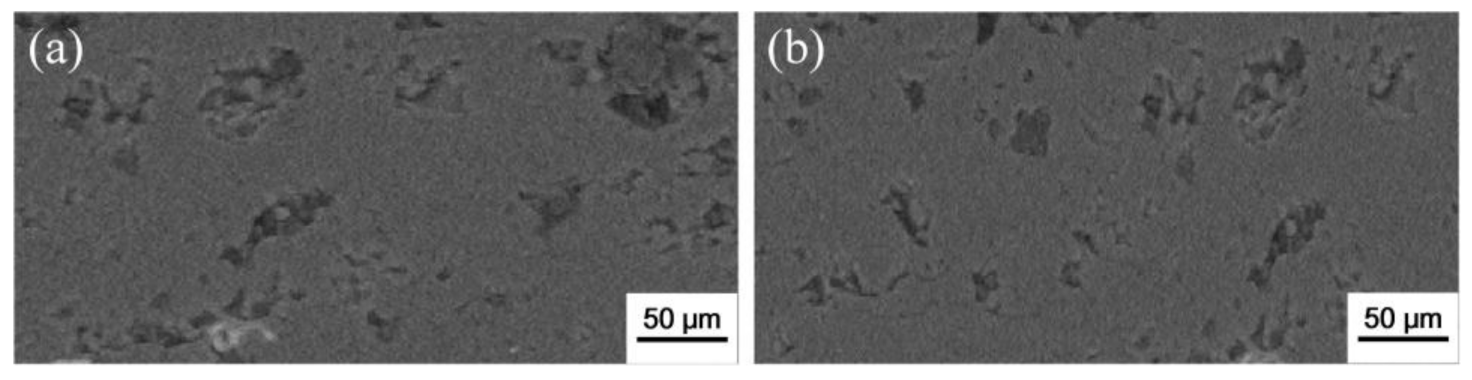
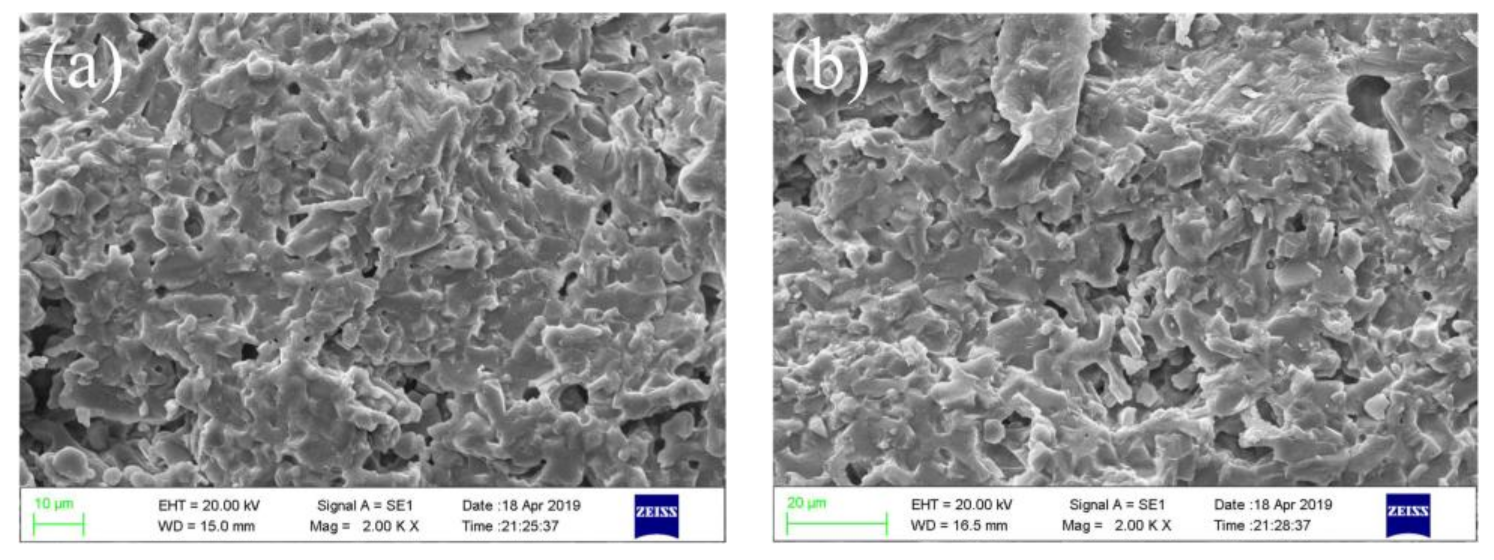
2.1. Sample Preparation and Characterization
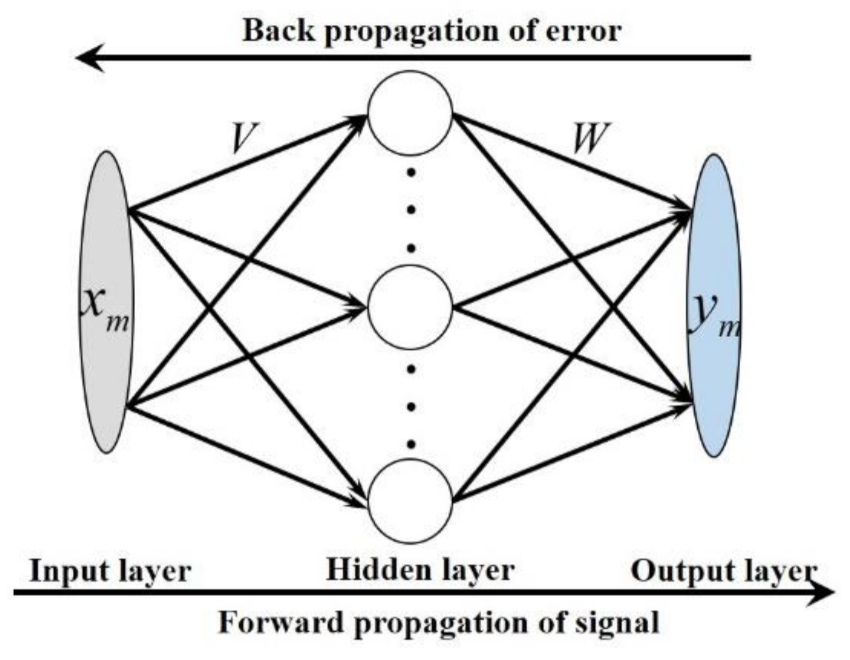
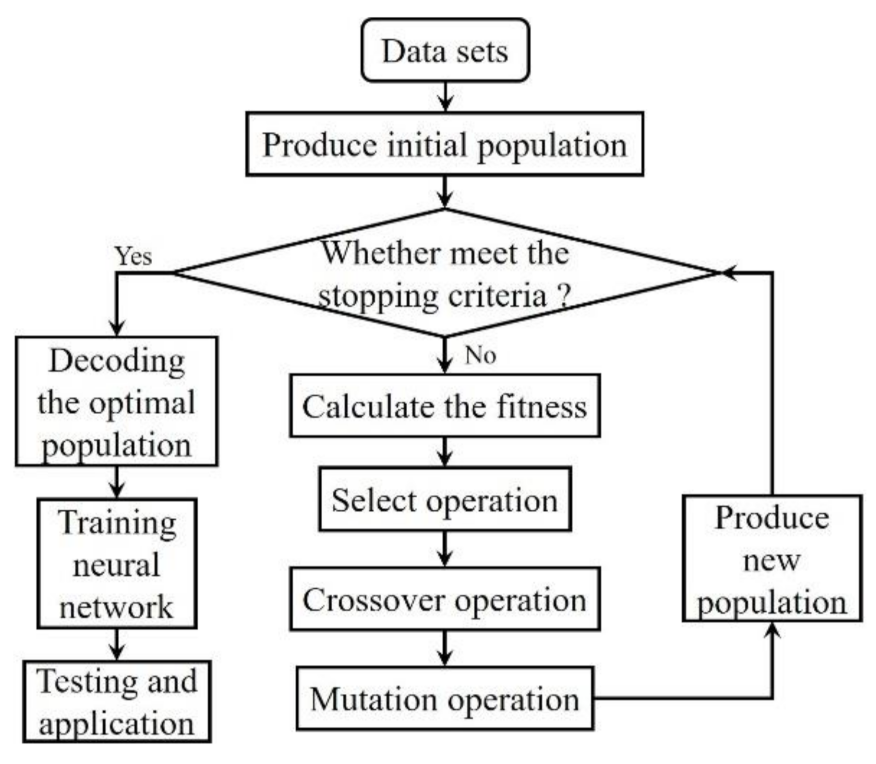
2.2. BP Neural Network Model Optimized by Genetic Algorithm
- The basic framework of the BP neural network is set up by setting the number of neurons in the input, hidden and output layers.
- Coding. The expression of the coding length is given byhere is the code length, , and are, respectively, the number of the input neurons, hidden neurons and output neurons.
- Determine the fitness function to estimate the dominance of individuals in the population. In this study, the mean square error of the predictive index of the BP model is chosen to design the fitness function.
- Set the GA parameters, including the population size, the number of iterations, the mutation probability and the crossover probability, and perform population initialization.
- Calculate the fitness value mentioned in Step (3) and use this value as the execution basis for population selection, crossover and mutation. If the termination condition is reached, stop the calculation; if the termination condition is not reached, the fitness function is recalculated until the termination condition is met.
- The optimal individual is decoded into the initial weight and threshold of the BP model. After the training is completed, the BP model is tested, analyzed and obtained.
3. Results and Discussion
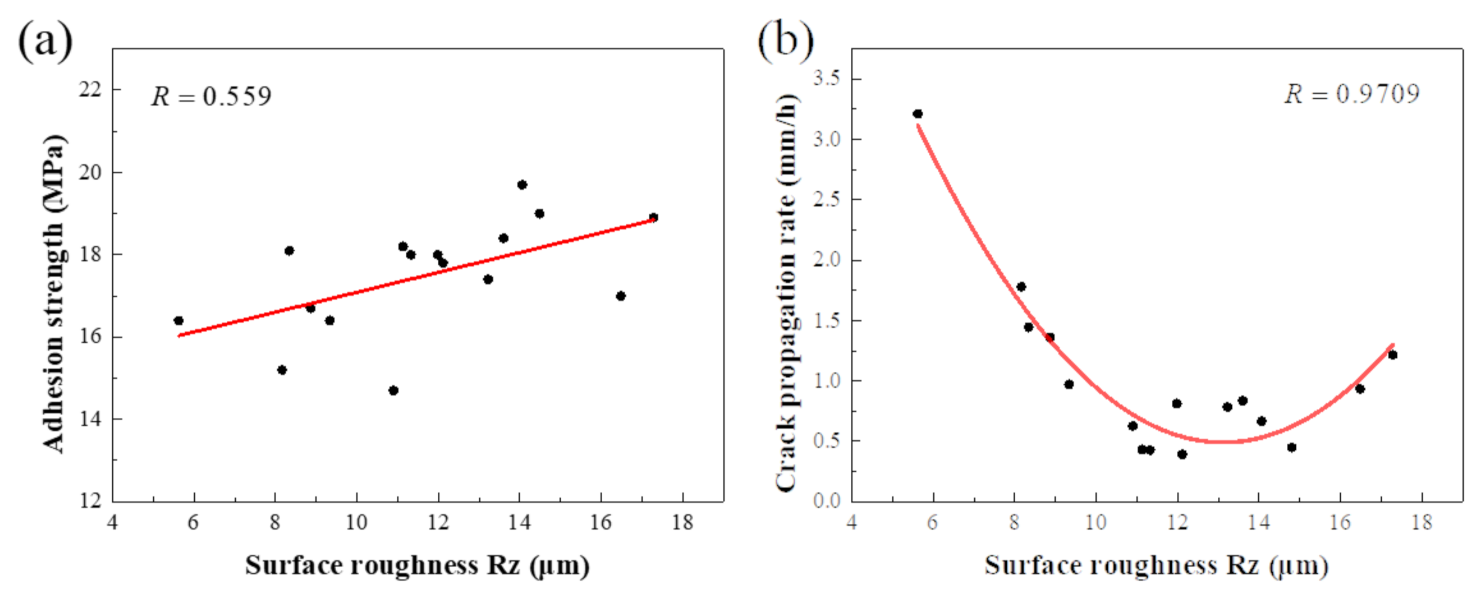
3.1. Influence of Grit Blasting Parameters on the Corrosion Resistance
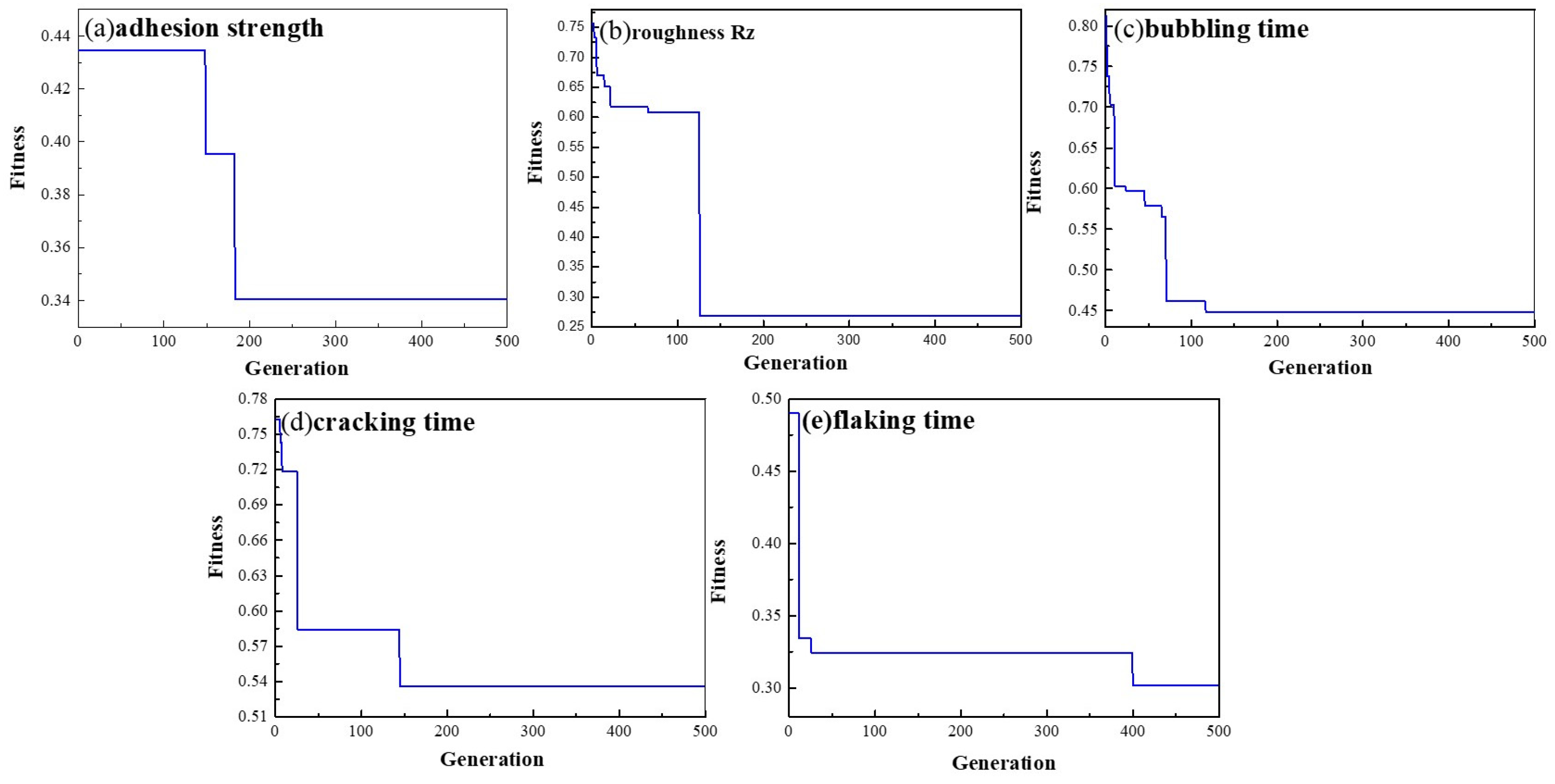
3.2. Analysis of the Training and Prediction Process of BP and GA–BP Model
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fauchais, P.L.; Heberlein, J.V.R.; Boulos, M.I. Industrial Applications of Thermal Spraying Technology. In Thermal Spray Fundamentals; Springer: Boston, MA, USA, 2014; pp. 1401–1566. [Google Scholar]
- Sidhu, T.S.; Prakash, S.; Agrawal, R.D. Studies on the properties of high-velocity oxy-fuel thermal spray coatings for higher temperature applications. Mater. Sci. 2005, 41, 805–823. [Google Scholar] [CrossRef]
- Brito, V.R.S.S.; Bastos, I.N.; Costa, H.R.M. Corrosion resistance and characterization of metallic coatings deposited by thermal spray on carbon steel. Mater. Des. 2012, 41, 282–288. [Google Scholar] [CrossRef]
- Abubakar, A.A.; Akhtar, S.S.; Arif, A.F.M.; Mostaghimi, J. The effect of porosity on the hot corrosion failure of thermal barrier coatings. Model. Simul. Mat. Sci. Eng. 2015, 23, 075001. [Google Scholar] [CrossRef]
- Zhang, C.; Guo, R.Q.; Yang, Y.; Wu, Y.; Liu, L. Influence of the size of spraying powders on the microstructure and corrosion resistance of Fe-based amorphous coating. Electrochim. Acta 2011, 56, 6380–6388. [Google Scholar] [CrossRef]
- Bahbou, M.F.; Nylen, P.; Wigren, J. Effect of grit blasting and spraying angle on the adhesion strength of a plasma-sprayed coating. J. Therm. Spray Technol. 2004, 13, 508–514. [Google Scholar] [CrossRef]
- Johnson, J.R. A primary cause of coating failure. Mater. Perform. 1999, 38, 48–49. [Google Scholar]
- Vorobjova, A.; Tishkevich, D.; Shimanovich, D.; Zdorovets, M.; Kozlovskiy, A.; Zubar, T.; Fedosyuk, V. Electrochemical behaviour of Ti/Al2O3/Ni nanocomposite material in artificial physiological solution: Prospects for biomedical application. Nanomaterial 2020, 10, 173. [Google Scholar] [CrossRef] [Green Version]
- Fedotov, A.; Shendyukov, V.; Tsybulskaya, L.; Perevoznikov, S.; Dong, M.; Xue, X.; Tishkevich, D. Electrodeposition conditions-dependent crystal structure, morphology and electronic properties of Bi films. J. Alloys Compd. 2021, 887, 161451. [Google Scholar] [CrossRef]
- Vorobjova, A.; Shimanovich, D.; Sycheva, O.; Ezovitova, T.I.; Tishkevich, D.; Trykhanov, A.V. Studying the thermodynamic properties of composite magnetic material based on anodic alumina. Microelectron. Eng. 2019, 48, 107–118. [Google Scholar] [CrossRef]
- Mellali, M.; Grimaud, A.; Leger, A.C.; Fauchais, P.; Lu, J. Alumina grit blasting parameters for surface preparation in the plasma spraying operation. J. Therm. Spray Technol. 1997, 6, 217–227. [Google Scholar] [CrossRef]
- Lukauskaite, R.; Valiulis, A.V.; Cernasejus, O.; Skamat, J.; Rebis, J.A. Preparing Al-Mg substrate for thermal spraying: Evaluation of surface state after different pretreatments. J. Mater. Eng. Perform. 2016, 25, 3493–3505. [Google Scholar] [CrossRef]
- Sen, D.; Chavan, N.M.; Rao, D.S.; Sundararajan, G. Influence of grit blasting on the roughness and the bond strength of detonation sprayed coating. J. Therm. Spray Technol. 2010, 19, 805–815. [Google Scholar] [CrossRef]
- Multigner, M.; Ferreira-Barragans, S.; Frutos, E.; Jaafar, M.; Ibanez, J.; Marin, P.; Perez-Prado, M.T.; Gonzalez-Doncel, G.; Asenjo, A.; Gonzalez-Carrasco, J.L. Superficial severe plastic deformation of 316 LVM stainless steel through grit blasting: Effects on its microstructure and subsurface mechanical properties. Surf. Coat. Technol. 2010, 205, 1830–1837. [Google Scholar] [CrossRef]
- Maruyama, T.; Akagi, K.; Kobayashi, T. Effects of blasting parameters on removability of residual grit. J. Therm. Spray Technol. 2006, 15, 817–821. [Google Scholar] [CrossRef]
- Griffiths, B.J.; Gawne, D.T.; Dong, G. A definition of the topography of grit-blasted surfaces for plasma sprayed alumina coatings. J. Manuf. Sci. Eng. 1999, 121, 49–53. [Google Scholar] [CrossRef]
- Begg, H.; Riley, M.; Lovelock, H.D. Mechanization of the grit blasting process for thermal spray coating applications: A parameter study. J. Therm. Spray Technol. 2016, 25, 12–20. [Google Scholar] [CrossRef]
- Jan, W. Technical note: Grit blasting as surface preparation before plasma spraying. Surf. Coat. Technol. 1988, 34, 101–108. [Google Scholar]
- Bobzin, K.; Ote, M.; Linke, T.F.; Sommer, J.; Liao, X. Influence of Process Parameter on Grit Blasting as a Pretreatment Process for Thermal Spraying. J. Therm. Spray Technol. 2016, 25, 3–11. [Google Scholar] [CrossRef]
- Day, J.; Huang, X.; Richards, N.L. Examination of a grit-blasting process for thermal spraying using statistical methods. J. Therm. Spray Technol. 2005, 14, 471–479. [Google Scholar] [CrossRef]
- Praveen, A.S.; Sarangan, J.; Suresh, S.; Channabasappa, B.H. Optimization and erosion wear response of NiCrSiB/WC–Co HVOF coating using Taguchi method. Ceram. Int. 2016, 42, 1094–1104. [Google Scholar] [CrossRef]
- Kumar, D.; Pandey, K.N. Optimization of the process parameters in generic thermal barrier coatings using the Taguchi method and grey relational analysis. Proc. Inst. Mech. Eng. Part L 2015, 231, 600–610. [Google Scholar] [CrossRef]
- Salavati, S.; Coyle, T.W.; Mostaghimi, J. Optimization of grit-blasting process parameters for production of dense coatings on open pores metallic foam substrates using statistical methods. J. Therm. Spray Technol. 2015, 24, 1246–1255. [Google Scholar] [CrossRef]
- Ye, D.; Wang, W.; Huang, J.; Lu, X.; Zhou, H. Nondestructive interface morphology characterization of thermal barrier coatings using terahertz time-domain spectroscopy. Coatings 2019, 9, 89. [Google Scholar] [CrossRef] [Green Version]
- Ye, D.; Wang, W.; Xu, Z.; Yin, C.; Zhou, H.; Li, Y. Prediction of Thermal Barrier Coatings Microstructural Features Based on Support Vector Machine Optimized by Cuckoo Search Algorithm. Coatings 2020, 10, 704. [Google Scholar] [CrossRef]
- Xu, Z.; Ye, D.; Chen, J.; Zhou, H. Novel Terahertz Nondestructive Method for Measuring the Thickness of Thin Oxide Scale Using Different Hybrid Machine Learning Models. Coatings 2020, 10, 805. [Google Scholar] [CrossRef]
- Ye, D.; Wang, W.; Yin, C.; Xu, Z.; Fang, H.; Huang, J.; Li, Y. Nondestructive Evaluation of Thermal Barrier Coatings Interface Delamination Using Terahertz Technique Combined with SWT-PCA-GA-BP Algorithm. Coatings 2020, 10, 859. [Google Scholar] [CrossRef]
- Katoch, S.; Chauhan, S.S.; Kumar, V. A review on genetic algorithm: Past, present, and future. Multimed. Tools Appl. 2021, 80, 8091–8126. [Google Scholar] [CrossRef]
- Ilbeigi, B.M.; Ghomeishi, M.; Dehghanbanadaki, A. Prediction and Optimization of Energy Consumption in an Office Building Using Artificial Neural Network and a Genetic Algorithm. Sustain. Cities Soc. 2020, 61, 102325. [Google Scholar] [CrossRef]
- Peng, Y.; Xiang, W.; Dawson, K.A.; Indekeu, J.O.; Stanley, H.E.; Tsallis, C. Short-term traffic volume prediction using ga-bp based on wavelet denoising and phase space reconstruction. Physica A 2020, 549, 123913. [Google Scholar] [CrossRef]
- Chen, Y.; Hu, Y.; Zhang, S.; Mei, X.; Shi, Q. Optimized Erosion Prediction with MAGA Algorithm Based on BP Neural Network for Submerged Low-Pressure Water Jet. Appl. Sci. 2020, 10, 2926. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Zhang, Z.; Liu, L. Prediction and fitting of weld morphology of Al alloy-CFRP welding-rivet hybrid bonding joint based on GA-BP neural network. J. Manuf. Process. 2021, 63, 109–120. [Google Scholar] [CrossRef]
- Jia, S.K.; Zou, Y.; Xu, J.Y.; Wang, J.; Yu, L. Effect of TiO2 content on properties of Al2O3 thermal barrier coatings by plasma spraying. Trans. Nonferrous Met. Soc. China 2015, 25, 175–183. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameter | Range of Value |
|---|---|
| Grit size (mesh) | 40, 80, 120, 160 |
| Blast pressure (MPa) | 0.4, 0.5, 0.6, 0.7 |
| Blasting distance (mm) | 50, 100, 150, 200 |
| Blasting time (s) | 15, 30, 45, 60 |
| Blasting angle (°) | 45, 60, 75, 90 |
| Spraying Parameter | Value |
|---|---|
| Spraying distance (mm) | 100 |
| Spraying power (KW) | 30 |
| Particle size of the alumina powder (μm) | 25–45 |
| Primary air flow (Ar) (L/min) | 45 |
| Auxiliary air flow (H2) (L/min) | 17.5 |
| Powder feeder speed (r/min) | 25 |
| Number of preheating channels | 2 |
| Sample | Grit Blasting Process Parameter | Structure Property | Corrosion Resistance Performance | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Grit Size (Mesh) | Pressure (MPa) | Distance (mm) | Time (s) | Blasting Angle (°) | Roughness Rz (μm) | Adhesion Strength (MPa) | Bubbling Time (h) | Cracking Time (h) | Flaking Time (h) | |
| 1 | 40 | 0.7 | 150 | 30 | 75 | 17.28 ± 2.12 | 18.92 ± 1.92 | 15 | 18 | 42 |
| 2 | 80 | 0.7 | 150 | 30 | 75 | 16.48 ± 1.88 | 16.98 ± 1.61 | 18 | 24 | 48 |
| 3 | 120 | 0.7 | 150 | 30 | 75 | 8.86 ± 0.99 | 16.73 ± 1.59 | 13 | 16 | 39 |
| 4 | 160 | 0.7 | 150 | 30 | 75 | 5.62 ± 0.83 | 16.37 ± 1.51 | 7 | 10 | 28 |
| 5 | 80 | 0.4 | 150 | 30 | 75 | 8.16 ± 1.05 | 15.24 ± 1.71 | 9 | 12 | 32 |
| 6 | 80 | 0.5 | 150 | 30 | 75 | 11.98 ± 1.96 | 18.04 ± 1.86 | 12 | 18 | 42 |
| 7 | 80 | 0.6 | 150 | 30 | 75 | 14.06 ± 1.64 | 19.66 ± 2.03 | 15 | 20 | 44 |
| 8 | 80 | 0.7 | 50 | 30 | 75 | 8.34 ± 1.08 | 18.13 ± 1.90 | 10 | 14 | 25 |
| 9 | 80 | 0.7 | 100 | 30 | 75 | 13.22 ± 1.57 | 17.42 ± 1.64 | 15 | 20 | 39 |
| 10 | 80 | 0.7 | 200 | 30 | 75 | 13.6 ± 1.46 | 18.38 ± 1.75 | 16 | 21 | 41 |
| 11 | 80 | 0.7 | 150 | 15 | 75 | 10.9 ± 1.48 | 14.74 ± 1.32 | 13 | 20 | 38 |
| 12 | 80 | 0.7 | 150 | 45 | 75 | 14.48 ± 1.86 | 19.01 ± 1.98 | 17 | 23 | 46 |
| 13 | 80 | 0.7 | 150 | 60 | 75 | 11.13 ± 1.61 | 18.19 ± 1.85 | 19 | 23 | 45 |
| 14 | 80 | 0.7 | 150 | 30 | 45 | 11.32 ± 1.35 | 18.04 ± 1.73 | 16 | 22 | 44 |
| 15 | 80 | 0.7 | 150 | 30 | 60 | 12.11 ± 1.44 | 17.77 ± 1.67 | 18 | 23 | 46 |
| 16 | 80 | 0.7 | 150 | 30 | 90 | 9.33 ± 1.14 | 16.36 ± 1.52 | 17 | 24 | 38 |
| Prediction Performance | R | MSE | MSPE | MAPE |
|---|---|---|---|---|
| Adhesion strength | 0.9552 | 0.1532 | 0.0087 | 0.0131 |
| Surface roughness | 0.9589 | 0.3400 | 0.0414 | 0.0515 |
| Bubbling time | 0.9685 | 0.5600 | 0.0434 | 0.0781 |
| Cracking time | 0.9088 | 1.7421 | 0.1390 | 0.2348 |
| Flaking time | 0.9066 | 0.5277 | 0.0250 | 0.0380 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ye, D.; Xu, Z.; Pan, J.; Yin, C.; Hu, D.; Wu, Y.; Li, R.; Li, Z. Prediction and Analysis of the Grit Blasting Process on the Corrosion Resistance of Thermal Spray Coatings Using a Hybrid Artificial Neural Network. Coatings 2021, 11, 1274. https://doi.org/10.3390/coatings11111274
Ye D, Xu Z, Pan J, Yin C, Hu D, Wu Y, Li R, Li Z. Prediction and Analysis of the Grit Blasting Process on the Corrosion Resistance of Thermal Spray Coatings Using a Hybrid Artificial Neural Network. Coatings. 2021; 11(11):1274. https://doi.org/10.3390/coatings11111274
Chicago/Turabian StyleYe, Dongdong, Zhou Xu, Jiabao Pan, Changdong Yin, Doudou Hu, Yiwen Wu, Rui Li, and Zhen Li. 2021. "Prediction and Analysis of the Grit Blasting Process on the Corrosion Resistance of Thermal Spray Coatings Using a Hybrid Artificial Neural Network" Coatings 11, no. 11: 1274. https://doi.org/10.3390/coatings11111274
APA StyleYe, D., Xu, Z., Pan, J., Yin, C., Hu, D., Wu, Y., Li, R., & Li, Z. (2021). Prediction and Analysis of the Grit Blasting Process on the Corrosion Resistance of Thermal Spray Coatings Using a Hybrid Artificial Neural Network. Coatings, 11(11), 1274. https://doi.org/10.3390/coatings11111274