Electrodeposition of Photocatalytic Sn–Ni Matrix Composite Coatings Embedded with Doped TiO2 Particles


 ,
, 
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
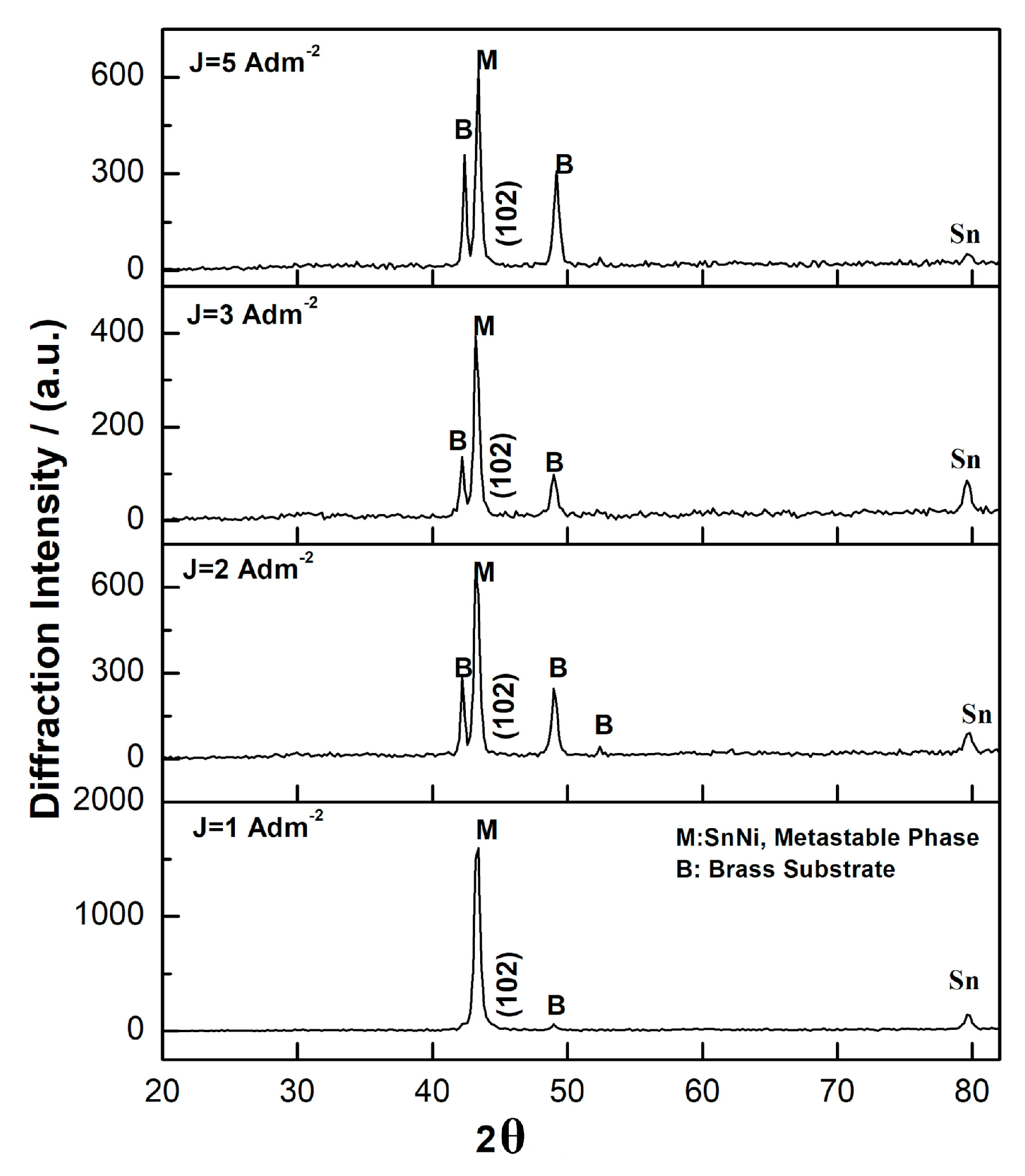
3.1. Deposition of Pure Sn–Ni Coatings
3.2. Influence of Doped-TiO2 Particles on Tin-Nickel Electrocrystallization
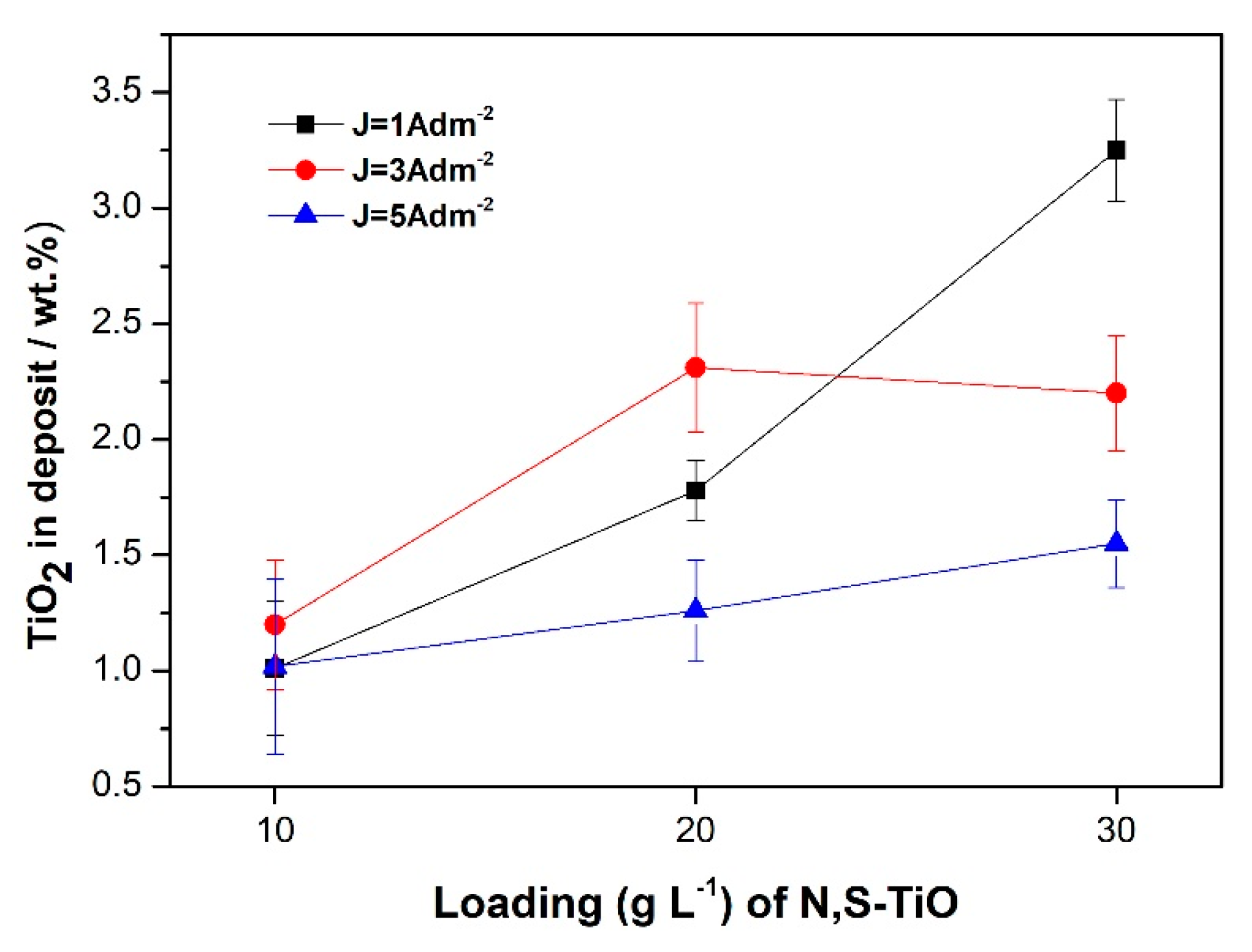
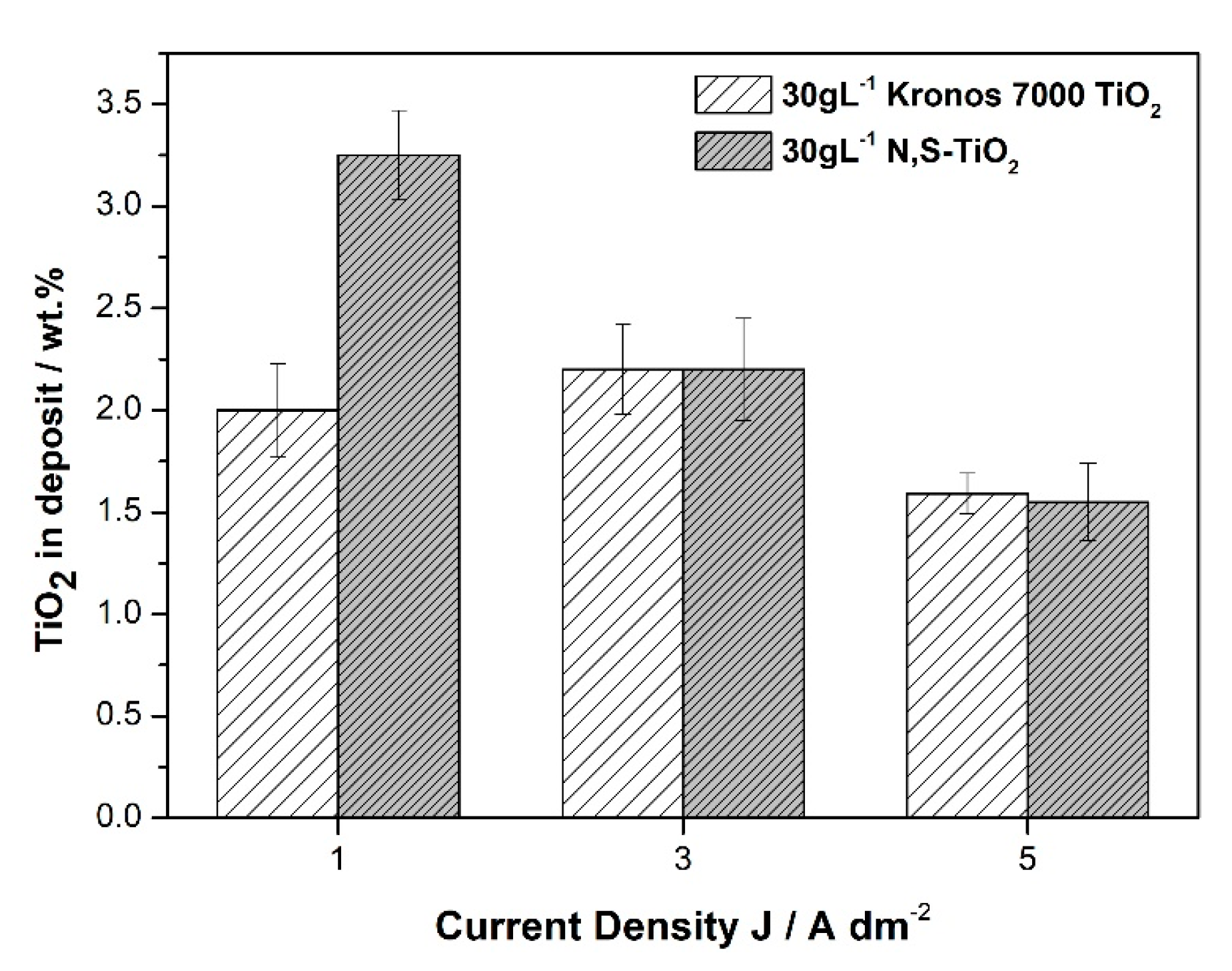
3.2.1. TiO2 Doped-Particles Co-Deposition Percentage
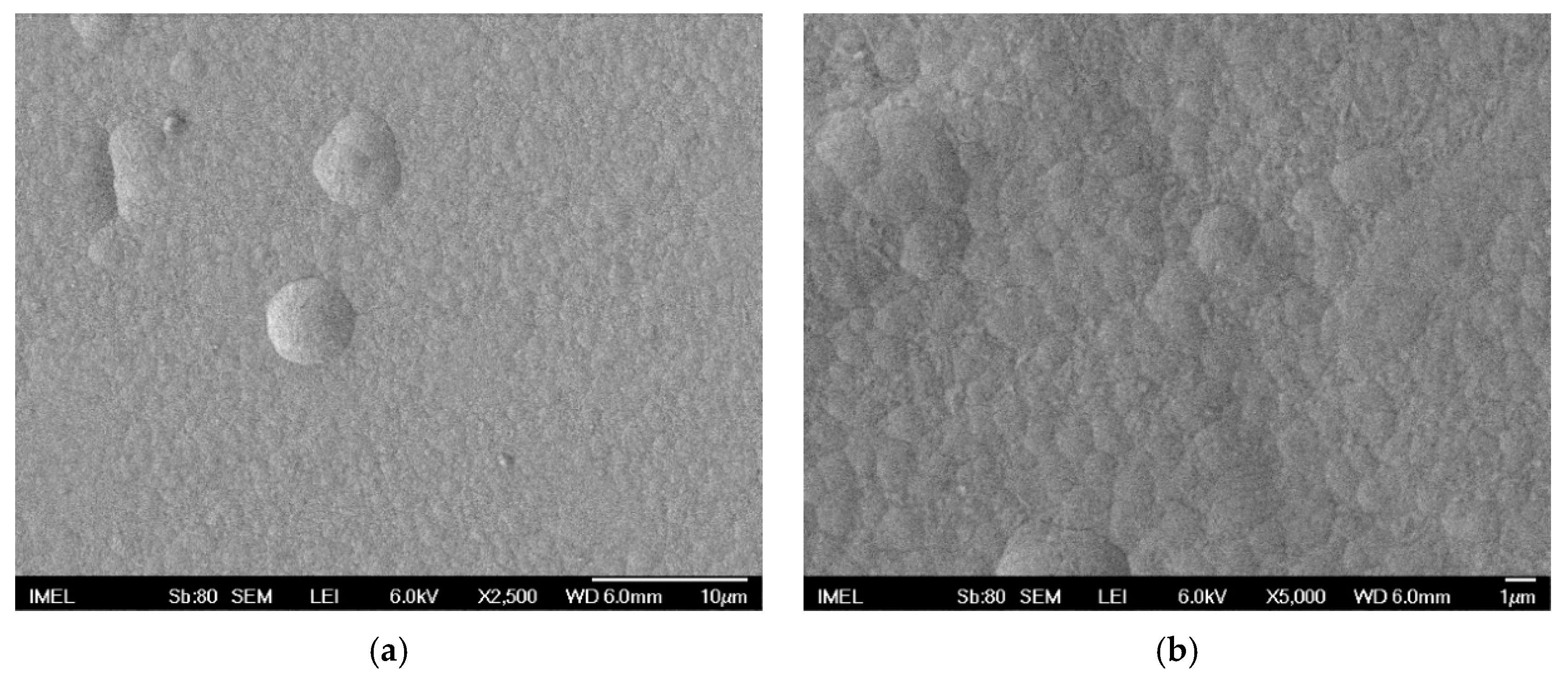
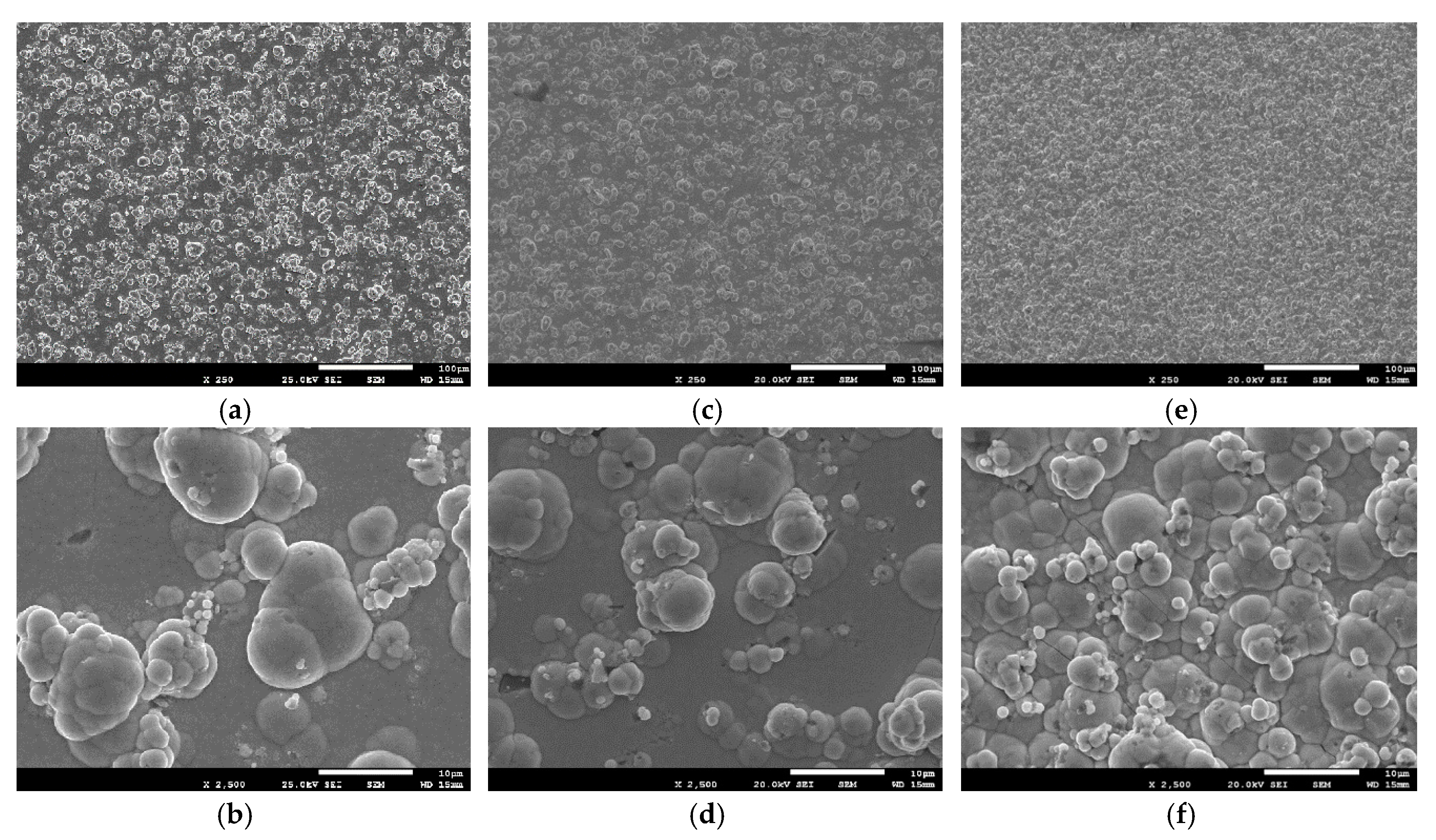
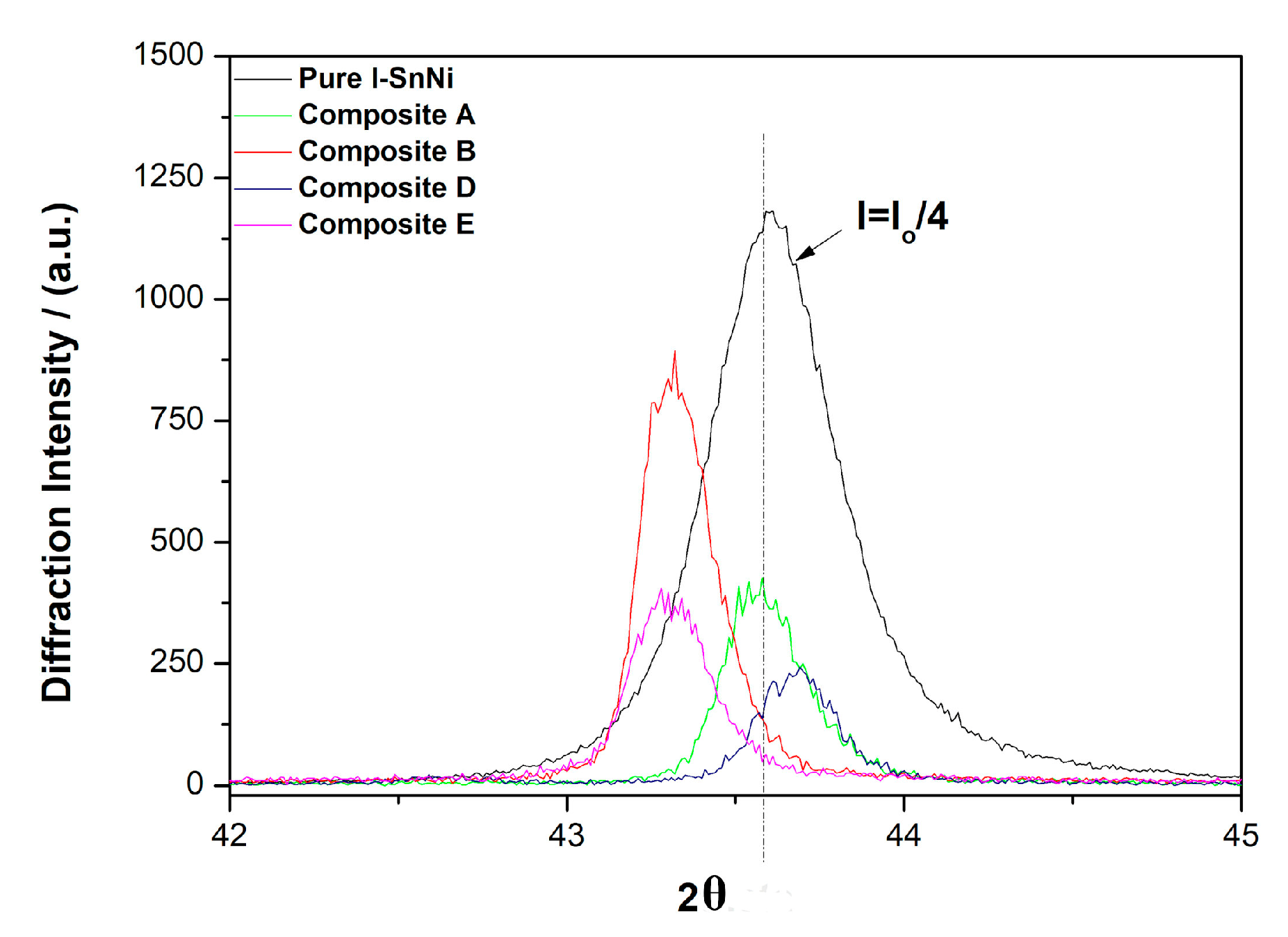
3.2.2. Morphology and Structure of Sn–Ni/doped-TiO2 Composite Coatings
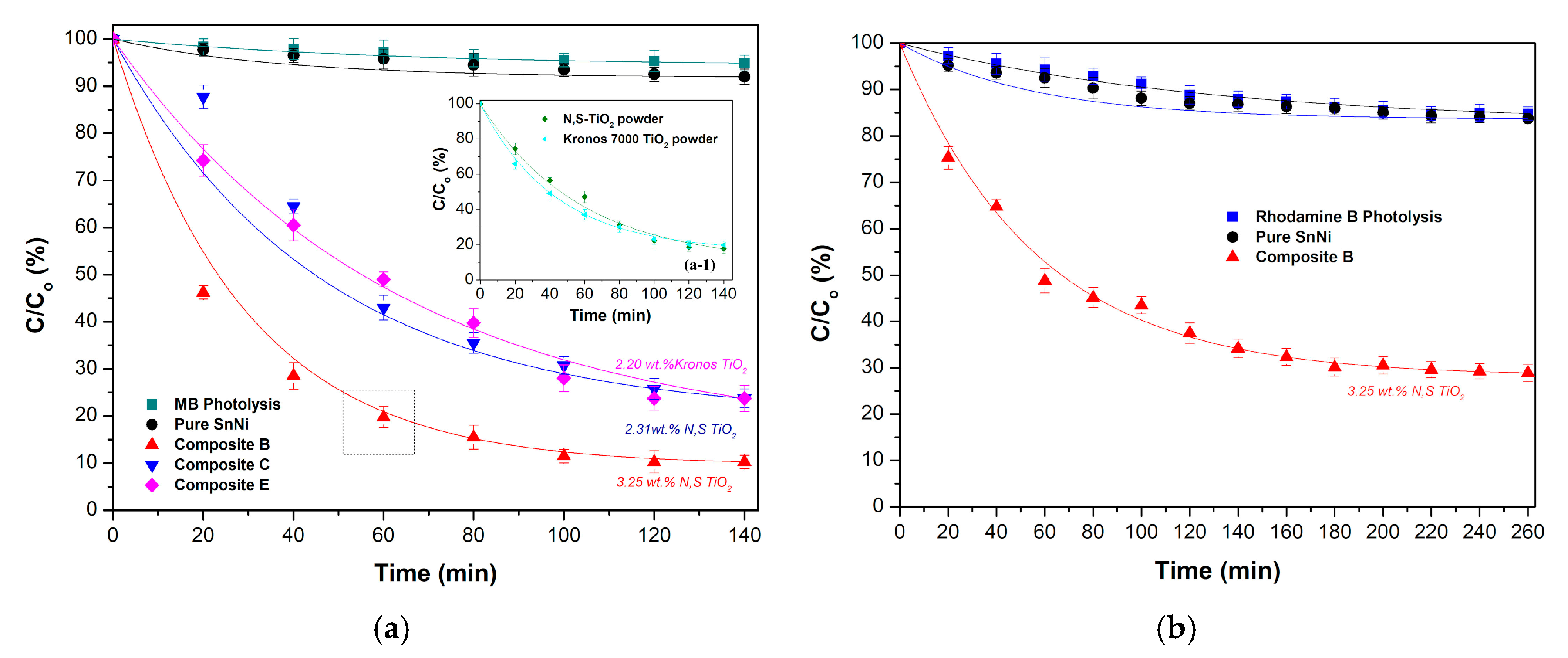
3.3. Photo-Catalytic Properties of Coatings
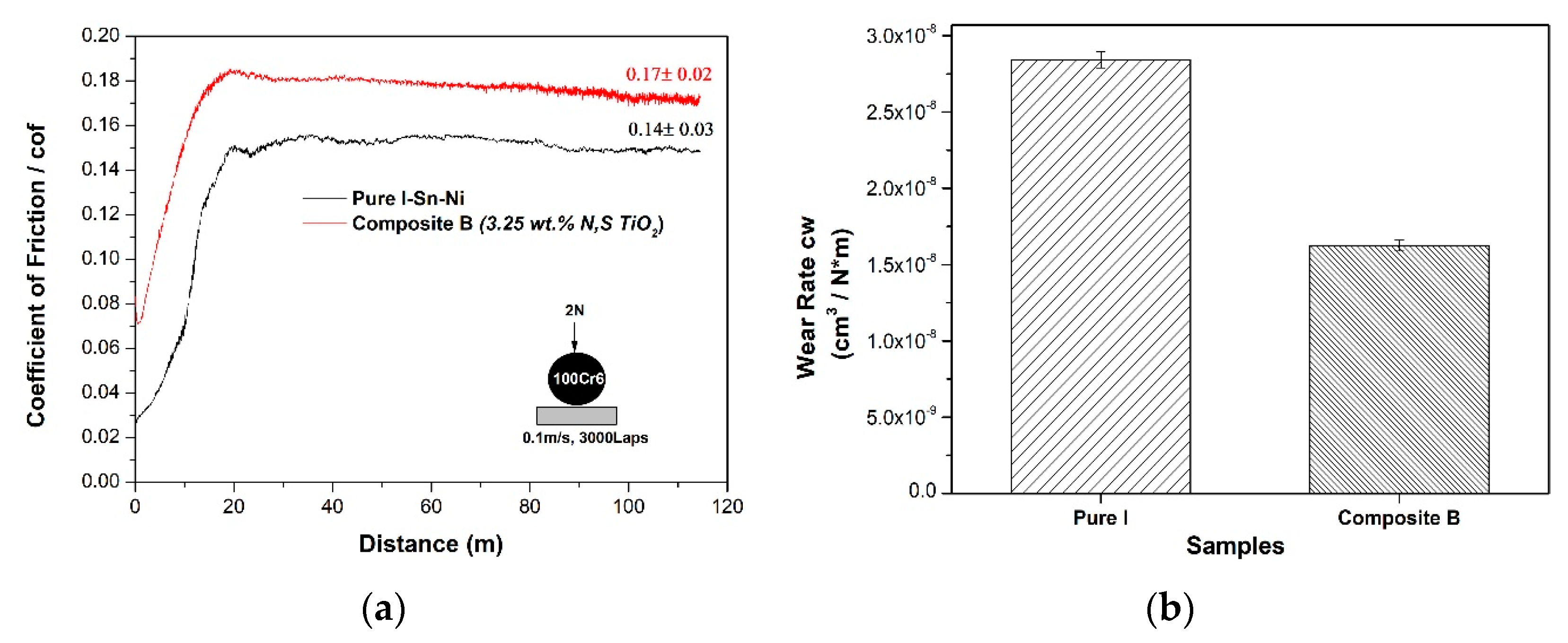
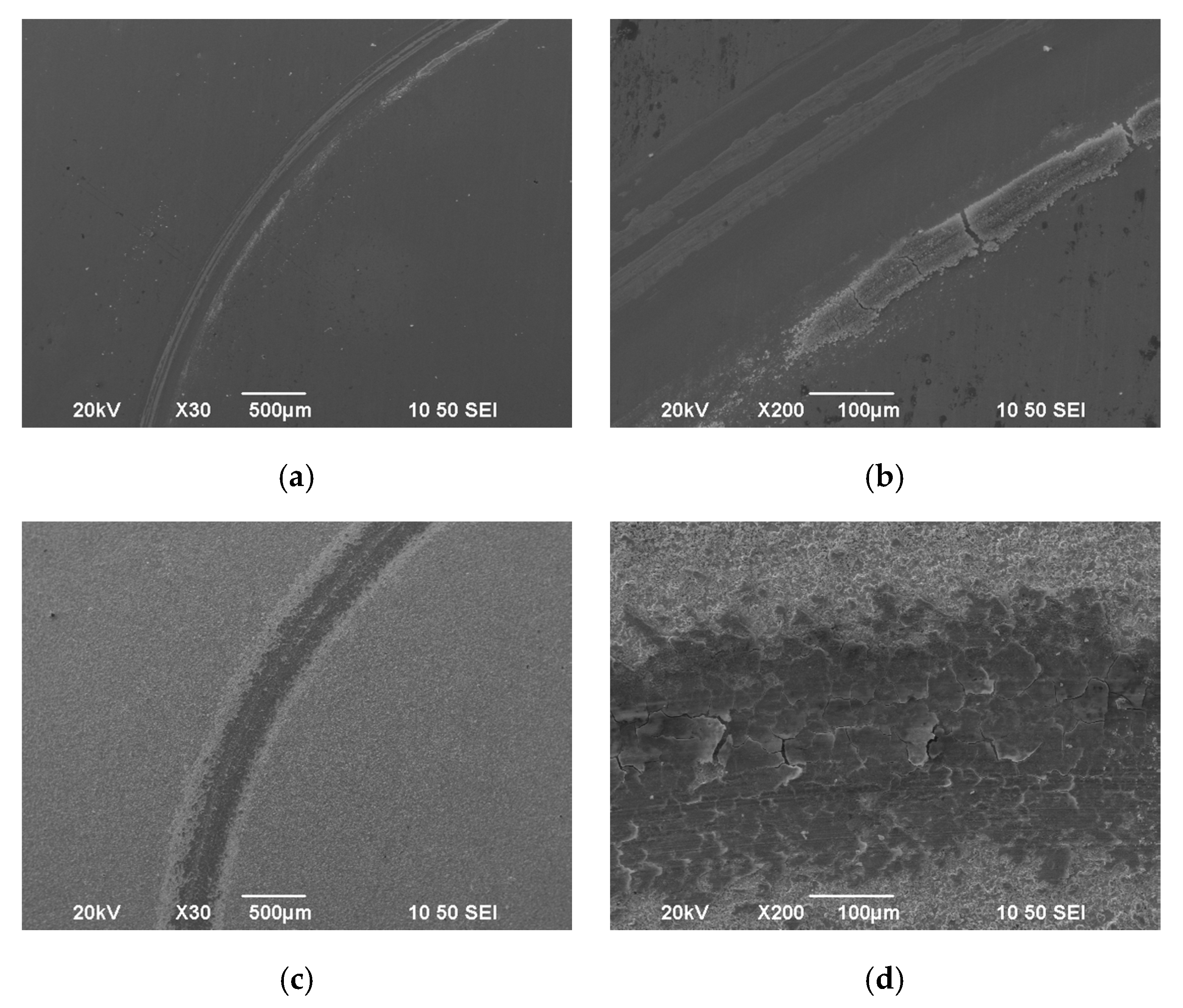
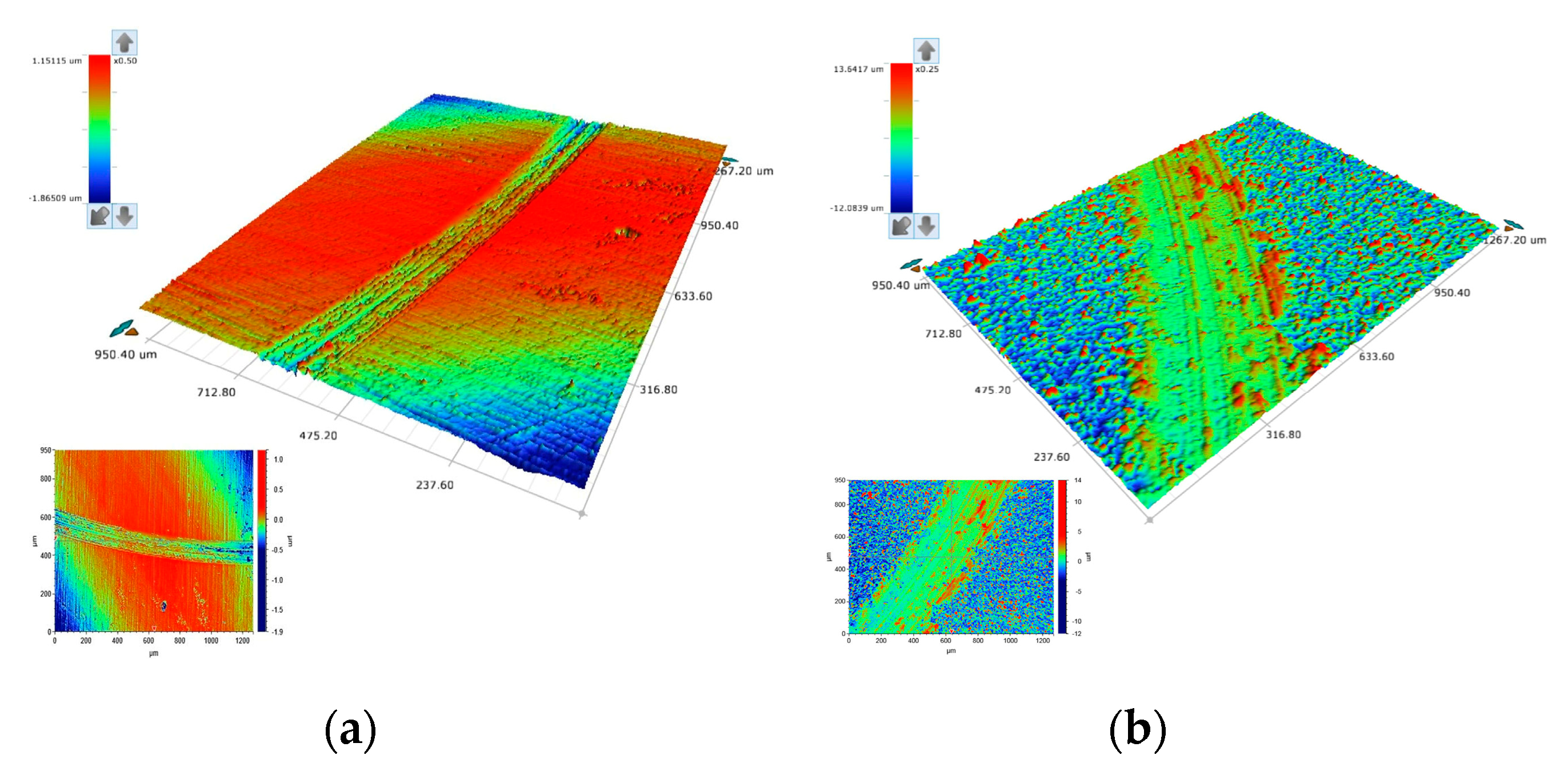
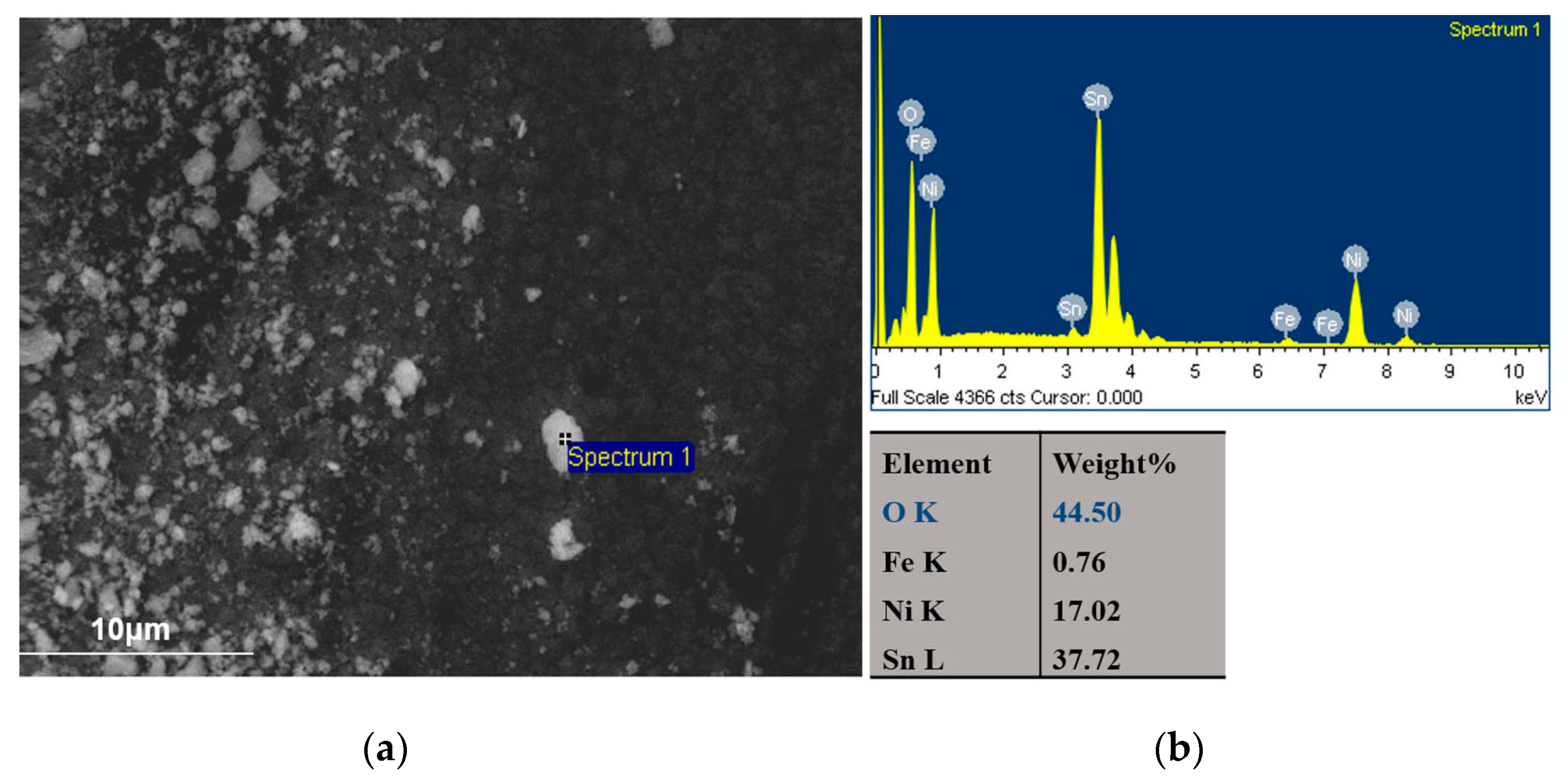
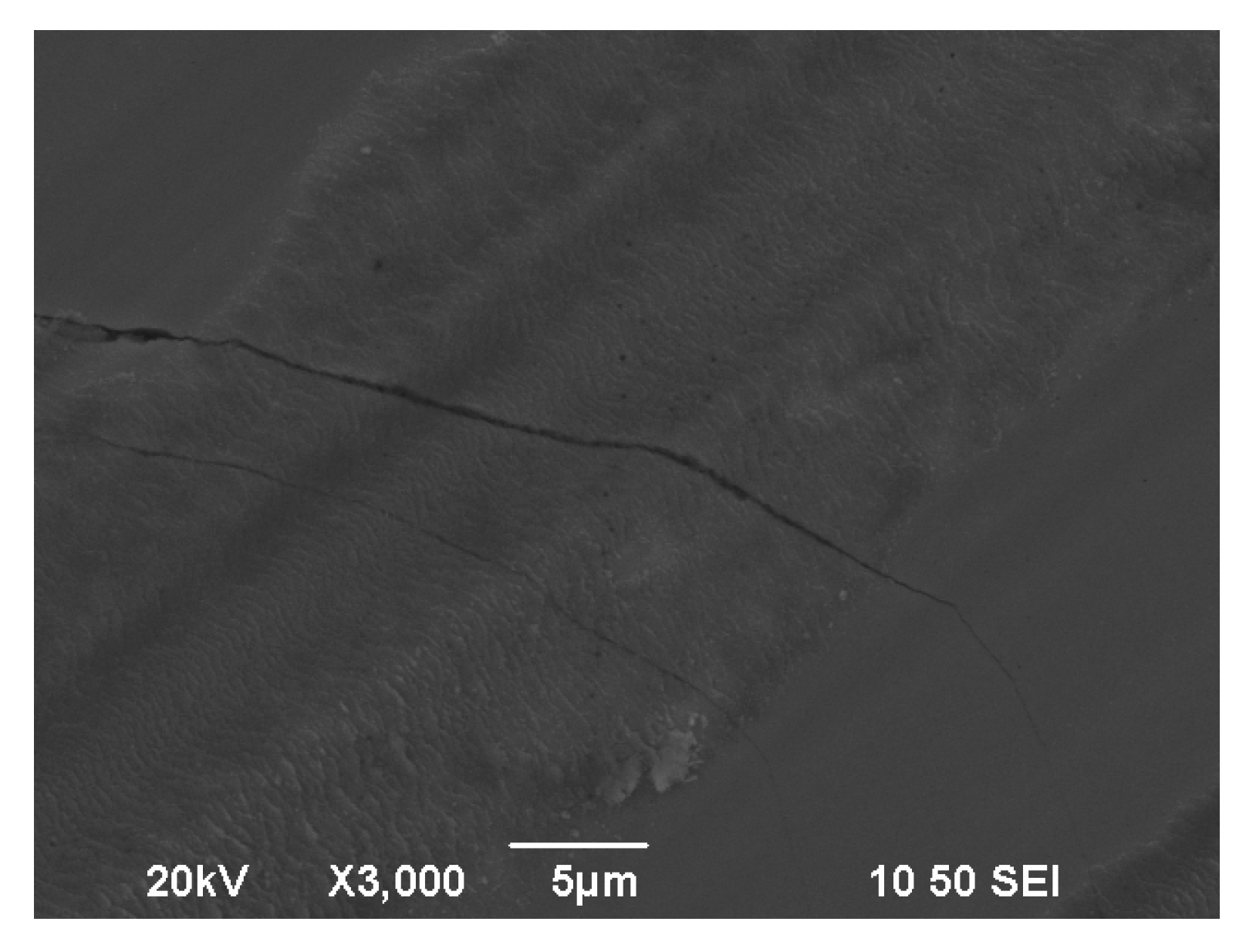
3.4. Nanoindentation Tests and Tribological Performance of Coatings
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wang, Y.; He, Y.; Lai, Q.; Fan, M. Review of the progress in preparing nano TiO2 an important environmental engineering material. J. Environ. Sci. 2014, 26, 2139–2177. [Google Scholar] [CrossRef] [PubMed]
- Katoueizadeh, E.; Zebarjad, S.M.; Janghorban, K. Investigation of mechanical characteristics of functionalized cotton textiles by N-doped TiO2 nanoparticles. Mater. Chem. Phys. 2018, 218, 239–245. [Google Scholar] [CrossRef]
- Pelaez, M.; Nolan, N.T.; Pillai, S.C.; Seery, M.K.; Falaras, P.; Kontos, A.G.; Dunlop, P.S.M.; Hamilton, J.W.J.; Byrne, J.A.; O’Shea, K.; et al. A review on the visible light active titanium dioxide photocatalysts for environmental applications. Appl. Catal. B Environ. 2012, 125, 331–349. [Google Scholar] [CrossRef]
- Banerjee, S.; Pillai, S.C.; Falaras, P.; O’shea, K.E.; Byrne, J.A.; Dionysiou, D.D. New insights into the mechanism of visible light photocatalysis. J. Phys. Chem. Lett. 2014, 5, 2543–2554. [Google Scholar] [CrossRef]
- Tacconi, N.R.; Carmona, J.; Rajeshwar, K. Surface morphology/composition and photoelectrochemical behavior of metal-semiconductor composite films. Langmuir 2000, 16, 5665. [Google Scholar] [CrossRef]
- Thiemig, D.; Bund, A. Characterization of electrodeposited Ni-TiO2 nanocomposite coatings. Surf. Coat. Technol. 2008, 202, 2976. [Google Scholar] [CrossRef]
- Spanou, S.; Kontos, A.I.; Siokou, A.; Kontos, A.G.; Vaenas, N.; Falaras, P.; Pavlatou, E.A. Self cleaning behaviour of Ni/Nano-TiO2 metal matrix composites. Electrochim. Acta 2013, 105, 324–332. [Google Scholar] [CrossRef]
- Wan, C.; Zhang, L.; Liu, X. Corrosion assessment of Sn–Ni alloy coatings using neutral salt spray tests and electrochemical methods. Int. J. Electrochem. Sci. 2020, 15, 26–38. [Google Scholar] [CrossRef]
- Wan, C.; Liu, X.; Ye, J. Tailorable deposition of Sn–Ni alloy from a pyrophosphate bath with an adjustable Sn:Ni molar ratio. Surf. Coatings Technol. 2019, 369, 244–251. [Google Scholar] [CrossRef]
- Lačnjevac, U.; Jović, B.M.; Jović, V.D. Electrodeposition of Ni, Sn and Ni–Sn alloy coatings from pyrophosphate-glycine bath. J. Electrochem. Soc. 2012, 159, D310. [Google Scholar] [CrossRef]
- Jalota, S.K. Tin–nickel alloy plating. Met. Finish. 1999, 97, 319–322. [Google Scholar] [CrossRef]
- Kuznetsov, B.V.; Vorobyova, T.N.; Glibin, V.P. A Comparative study of Tin-nickel alloys obtained by electroplating and casting. Met. Finish. 2013, 111, 38–42. [Google Scholar] [CrossRef]
- Lačnjevac, U.Č.; Jović, V.D.; Jović, B.M. Electrodeposition and characterization of Ni–Sn alloy coatings as cathodematerial for hydrogen evolution reaction in alkaline solutions. ZAŠTITA Mater. 2011, 52, 153–158. [Google Scholar]
- Spanou, S.; Pavlatou, E.A.; Spyrellis, N. Ni/nano-TiO2 composite electrodeposits: Textural and structural modifications. Electrochem. Acta 2009, 54, 2547–2555. [Google Scholar] [CrossRef]
- Torabinejad, V.; Aliofkhazraei, M.; Assareh, S.; Allahyarzadeh, M.H.; Rouhaghdam, A.S. Electrodeposition of Ni-Fe alloys, composites, and nano coatings—A review. J. Alloys Compd. 2017, 691, 841–859. [Google Scholar] [CrossRef]
- Spanou, S.; Pavlatou, E.A. Ni/nano-TiO2 composite electrocoatings: Correlation between structural characteristics microhardness and wear resistance. Z. Phys. Chem. 2011, 225, 31. [Google Scholar] [CrossRef]
- Lampke, T.; Leopold, A.; Dietrich, D.; Alisch, G.; Wielage, B. Correlation between structure and corrosion behaviour of nickel dispersion coatings containing ceramic particles of different sizes. Surf. Coat. Technol. 2006, 201, 3510. [Google Scholar] [CrossRef]
- Krawiec, H.; Vignal, V.; Latkiewicz, M.; Herbst, F. Structure and corrosion behaviour of electrodeposited Co-Mo/TiO2 nano-composite coatings. Appl. Surf. Sci. 2018, 427, 1124–1134. [Google Scholar] [CrossRef]
- Gao, W.; Cao, D.; Jin, Y.; Zhou, X.; Cheng, G.; Wang, Y. Microstructure and properties of Cu-Sn-Zn-TiO2 nano-composite coatings on mild steel. Surf. Coat. Technol. 2018, 350, 801–806. [Google Scholar] [CrossRef]
- Yousefi, E.; Sharafi, S.; Irannejad, A. The structural, magnetic, and tribological properties of nanocrystalline Fe-Ni Permalloy and Fe-Ni-TiO2 composite coatings produced by pulse electro co-deposition. J. Alloys Compd. 2018, 753, 308–319. [Google Scholar] [CrossRef]
- Pyanko, A.V.; Makarova, I.V.; Kharitonov, D.S.; Makeeva, I.S.; Alisienok, O.A.; Chernik, A.A. Tin-nickel-titania composite coatings. Inorg. Mater. 2019, 55, 568–575. [Google Scholar] [CrossRef]
- Noophum, B.; Sikong, L.; Kooptanond, K. Photocatalytic properties of nitrogen-sulfur co-doped TiO2 films coated on glass fiber. Adv. Mater. Res. 2013, 781–784, 2237–2240. [Google Scholar] [CrossRef]
- Patterson, A.L. The scherrer formula for X-ray particle size determination. Phys. Rev. 1939, 56, 978–982. [Google Scholar] [CrossRef]
- Stichleutner, S.; Lak, G.B.; Kuzmann, E.; Chisholm, C.U.; El-Sharif, M.; Homonnay, Z.; Sziráki, L. Mössbauer and XRD study of pulse plated Sn-Fe, Sn-Ni and Sn-Ni-Fe electrodeposited alloys. Hyperfine Interact. 2014, 226, 15–25. [Google Scholar] [CrossRef]
- Spiridonov, B.A.; Berezina, N.N. Electroplating and structure of tin-nickel coatings. Prot. Met. 2004, 40, 85–88. [Google Scholar] [CrossRef]
- Paunovic, M.; Schlesinger, M. Fundamentals of Electrochemical Deposition; Willey-Interscience: Hoboken, NJ, USA, 2006; Volume 2, p. 205. [Google Scholar]
- Watanabe, T. Nano-Plating; Elsevier: Amsterdam, Netherlands, 2004; pp. 176–182, 630–640. [Google Scholar]
- Cavallotti, P.L.; Nobili, L.; Vicenzo, A. Phase structure of electrodeposited alloys. Electrochim. Acta 2005, 50, 4557–4565. [Google Scholar] [CrossRef]
- Georgiou, E.P.; Van der Donck, T.; Celis, J.P. Electrodeposition and structural characteristics of intermetallic nickel-Tin based coatings. Trans. Inst. Met. Finish. 2017, 95, 301–307. [Google Scholar] [CrossRef]
- Banovic, S.W. Characterization of single and discretely-stepped electro-coatings on nickel-alumina. J. Mater. Sci. 1999, 34, 3203–3211. [Google Scholar] [CrossRef]
- Niu, Z.; Cao, F.; Wang, W.; Zhang, Z.; Zhang, J.; Cao, C. Electrodeposition of Ni-SiC nanocomposite film. Trans. Nonferrous Met. Soc. China 2007, 17, 9–15. [Google Scholar] [CrossRef]
- Fransaer, J.; Celis, J.P.; Roos, J.R. Analysis of the electrolytic codeposition of non-brownian particles with metals. J. Electrochem. Soc. 1992, 139, 413. [Google Scholar] [CrossRef]
- Guglielm, N. Kinetics of deposition of inert pariicles from electrolytic baths. J. Electrochem. Soc. 1972, 119, 1009–1012. [Google Scholar] [CrossRef]
- Alizadeh, M.; Cheshmpish, A. Electrodeposition of Ni–Mo/Al2O3 nano-composite coatings at various deposition current densities. Appl. Surf. Sci. 2019, 466, 433–440. [Google Scholar] [CrossRef]
- Rajeshwar, K.; Tacconi, N.R.; Chenthamarakshan, C.R. Semiconductor-based composite materials: Preparation properties, and performance. Chem. Mater. 2001, 13, 2765. [Google Scholar] [CrossRef]
- Linsebigler, A.L.; Lu, G.; Yates, J.T. Photocatalysis on TiO2 surfaces: Principles, mechanisms and selected results. Chem. Rev. 1995, 95, 735. [Google Scholar] [CrossRef]
- Ahmadkhaniha, D.; Zanella, C. The effects of additives, particles load and current density on codeposition of SiC particles in NiP nanocomposite coatings. Coatings 2019, 9, 554. [Google Scholar] [CrossRef]
- Zhang, D.; Qaim, M.; Gao, W.; Zhang, W.; Owusu, A.B.; He, Z.; Wang, Y. Microstructure and properties of Tin-cobalt nanocomposite coatings reinforced by titanium dioxide nanoparticles. Mater. Res. Express 2019, 6, 126417. [Google Scholar] [CrossRef]
- Rouya, E.; Stafford, G.R.; Beauchamp, C.; Floro, J.A.; Kelly, R.G.; Reed, M.L.; Zangari, G. In situ stress measurements during electrodeposition of Au-Ni alloys. Electrochem. Solid-State Lett. 2010, 13, 87–90. [Google Scholar] [CrossRef]
- Baghal, S.M.L.; Amadeh, A.; Sohi, M.H. Investigation of mechanical properties and operative deformation mechanism in nano-crystalline Ni-Co/SiC electrodeposits. Mater. Sci. Eng. A 2012, 542, 104–112. [Google Scholar] [CrossRef]
- Baghal, S.M.L.; Amadeh, A.; Sohi, M.H. Effect of nano-SiC incorporation on mechanical properties of micro and nano-structured Ni–Co electrodeposits. J. Nanosci. Nanotechnol. 2013, 13, 1590–1593. [Google Scholar] [CrossRef]
- Georgiou, E.P.; Van der Donck, T.; Peeters, M.; Drees, D.; Celis, J.P. Proposed method to examine the effect of cycling temperatures on friction illustrated with intermetallic Ni-Sn coatings sliding against corundum. Wear 2016, 368–369, 453–460. [Google Scholar] [CrossRef]
- Antler, M.; Drozdowicz, M.H. The corrosion resistance of worn Tin-nickel and gold-coated Tin-nickel alloy electrodeposits. J. Electrochem. Soc. 1977, 124, 1069–1075. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Electrolyte Composition | Electrodeposition Conditions | Type of Powder | Powder Loading |
|---|---|---|---|
| NiCl2·6H2O | T: 70 ± 1 (°C) | N,S-TiO2 (d = 10 nm) | 10, 20, 30 g·L−1 |
| SnCl2 Anhydrous | pH: 4.2–4.4 | Kronos TiO2 (d = 11 nm) | 20, 30 g·L−1 |
| Additive: containing fluoride | Agitation: Pumping | - | - |
| Galvaloy NS11 commercial bath | Current density J: 1–5 (A·dm−2) | - | - |
| Tribological Parameters | Experimental Conditions |
|---|---|
| Load | 2 Ν |
| Ball | 100Cr6 (d = 6 mm) |
| Sliding cycles | 3000 Laps |
| Ball’s Linear velocity | 0.1 m/s |
| Ambient conditions | T = 25 °C, Humidity: 42–50% |
| Sample | Type of Powder | Powder Loading (g·L−1) | Current Density (A·dm−2) | TiO2 Incorporation (wt.%) | Average Grain Size (nm) | Roughness Ra (μm) |
|---|---|---|---|---|---|---|
| Ι | - | 0 | 1 | - | 22 | 0.027 ± 0.01 |
| ΙΙ | - | 0 | 3 | - | 21 | 0.015 ± 0.001 |
| A | N,S-TiO2 | 20 | 1 | 1.78 ± 0.13 | 48 | 1.334 ± 0.195 |
| Β | N,S-TiO2 | 30 | 1 | 3.25 ± 0.22 | 55 | 1.381 ± 0.127 |
| C | N,S-TiO2 | 30 | 3 | 2.31 ± 0.28 | 74 | 0.999 ± 0.124 |
| D | Kronos | 20 | 3 | 1.71 ± 0.38 | 48 | 0.382 ± 0.002 |
| E | Kronos | 30 | 3 | 2.2 ± 0.22 | 45 | 0.639 ± 0.063 |
| Sample Name | Ι (pure) | B | C | E |
|---|---|---|---|---|
| Hardness (GPa) | 10.3 ± 0.2 | 8.9 ± 0.4 | 9.1 ± 0.3 | 9.0 ± 0.3 |
| Elastic Modulus (GPa) | 145 ± 18 | 162 ± 17 | 158 ± 13 | 157 ± 13 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rosolymou, E.; Spanou, S.; Zanella, C.; Tsoukleris, D.S.; Köhler, S.; Leisner, P.; Pavlatou, E.A. Electrodeposition of Photocatalytic Sn–Ni Matrix Composite Coatings Embedded with Doped TiO2 Particles. Coatings 2020, 10, 775. https://doi.org/10.3390/coatings10080775
Rosolymou E, Spanou S, Zanella C, Tsoukleris DS, Köhler S, Leisner P, Pavlatou EA. Electrodeposition of Photocatalytic Sn–Ni Matrix Composite Coatings Embedded with Doped TiO2 Particles. Coatings. 2020; 10(8):775. https://doi.org/10.3390/coatings10080775
Chicago/Turabian StyleRosolymou, Eleni, Stella Spanou, Caterina Zanella, Dimitris S. Tsoukleris, Susanne Köhler, Peter Leisner, and Evangelia A. Pavlatou. 2020. "Electrodeposition of Photocatalytic Sn–Ni Matrix Composite Coatings Embedded with Doped TiO2 Particles" Coatings 10, no. 8: 775. https://doi.org/10.3390/coatings10080775
APA StyleRosolymou, E., Spanou, S., Zanella, C., Tsoukleris, D. S., Köhler, S., Leisner, P., & Pavlatou, E. A. (2020). Electrodeposition of Photocatalytic Sn–Ni Matrix Composite Coatings Embedded with Doped TiO2 Particles. Coatings, 10(8), 775. https://doi.org/10.3390/coatings10080775