Research on Tribological Characteristics of Hard Metal WC-Co Tools with TiAlN and CrN PVD Coatings for Processing Solid Oak Wood

Abstract
1. Introduction
2. Materials and Methods
3. Results
3.1. Choice of Coatings
3.2. Roughness Testing
3.3. Microhardness Testing
3.4. Scratch Test
3.5. Cutting Edge Radius Measurement
3.6. Research of Tool Wear
- When the WC-Co tool started working, the roughness was stable and small (4.4 µm). When the working path increased, the roughness of the processed surface increased by up to 5.8 µm; however, it remained smaller than the roughness of surfaces processed by tools with PVD.
- When the cutter coated with CrN started working, the roughness was 5.6 µm. The roughness reached its maximum value (9.2 µm) after the cutter passed 3050 m.
- When the cutter coated with TiAlN started working, the roughness was 6.1 µm. The roughness reached its maximum value (9.5 µm) at 1050 m, and when processing continued, it remained stable and changed in the interval of 5–8.7 µm.
4. Conclusions
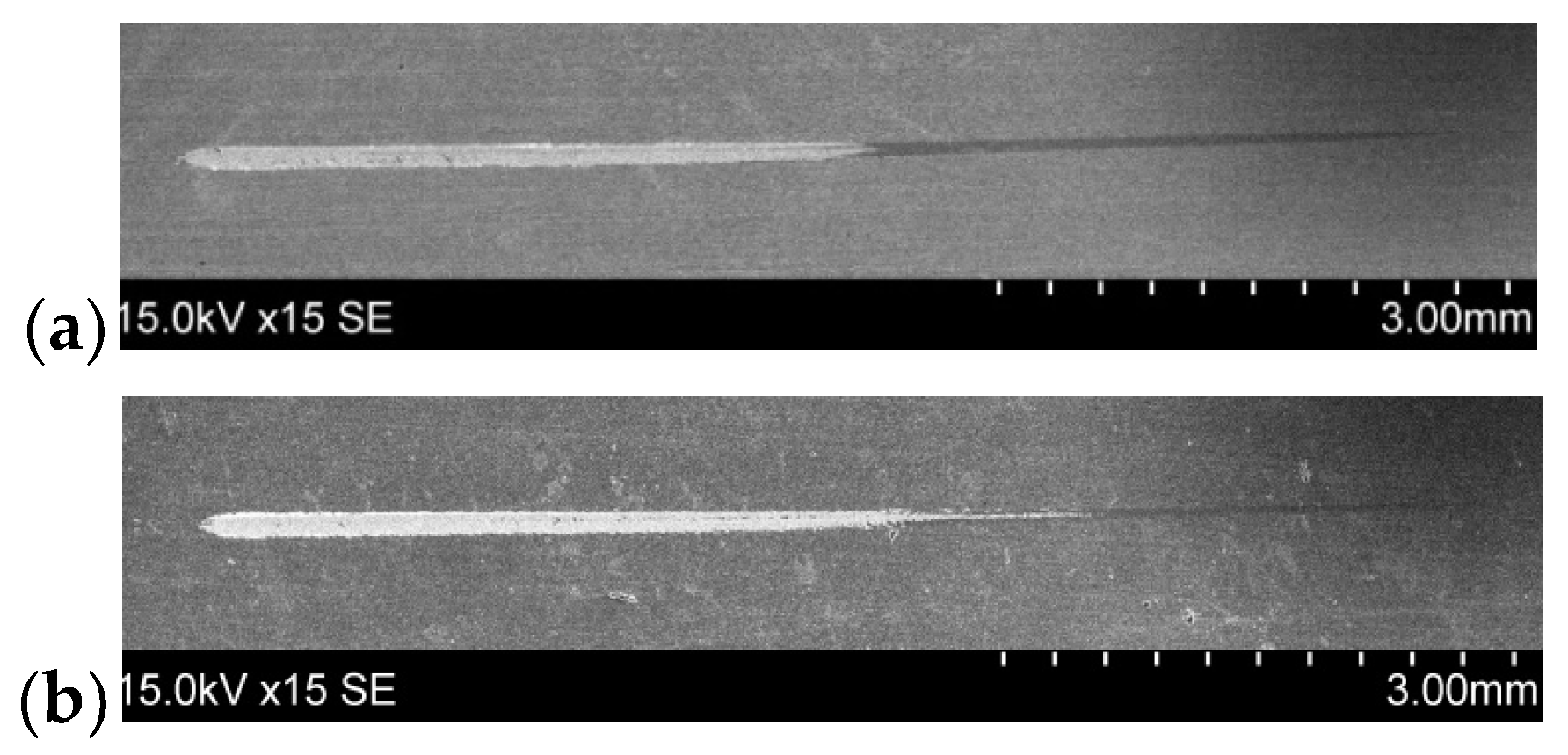
- A strip with a width of 4 µm was worn from the cutting edge of the hard-metal WC-Co tool with CrN coating, and a strip of 11 µm in width was worn from the cutter coated by TiAlN;
- The hard-metal WC-Co cutter was worn by 33 µm on the cutting plane, and by 22 µm when CrN and TiAlN coatings were used. All of the tools had active run-in wear in the cutting path of (1–2) × 103 m;
- The hard-metal WC-Co cutter processed the oak wood with a roughness of Rz 4.4–5.8 µm, while the cutter with a CrN coating processed the wood with a roughness of 5.6–9.2 µm, and the cutter with a TiAlN coating processed the wood with a roughness of 5.1–9.5 µm.
Author Contributions
Funding
Conflicts of Interest
References
- Available online: https://ec.europa.eu/growth/sectors/raw-materials/industries/forest-based/woodworking_en (accessed on 29 June 2020).
- Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php/Wood_products_-_production_and_trade (accessed on 29 June 2020).
- Ratajski, J.; Gulbiński, W.; Staśkiewicz, J.; Walkowicz, J.; Myśliński, P.; Czyżniewski, A.; Suszko, T.; Gilewicz, A.; Warcholiński, B. Hard coatings for woodworking tools—A review. J. Achiev. Mater. Manuf. Eng. 2009, 37, 668–674. [Google Scholar]
- Nouveau, C.; Ladibi, C.; Collet, R.; Benlatreche, Y.; Djouadi, M.A. Effect of surface finishing such as sand blasting and CrAlN hard coatings on the cutting edge peeling tools wear resistance. Wear 2009, 267, 1062–1067. [Google Scholar] [CrossRef]
- Porankewicz, B. Theoretical simulation of cutting-edge wear when milling wood and wood-based products. Wood Sci. Technol. 2006, 40, 107–117. [Google Scholar] [CrossRef]
- Darmawan, W.; Rahayu, I.; Nandika, D.; Marchal, R. The importance of extractives and abrasives in wood materials on the wearing of cutting tools. Biol. Res. 2012, 7, 4715–4729. [Google Scholar] [CrossRef][Green Version]
- Pamfilov, E.A.; Lukashov, S.V.; Prozorov, Y.S. Mechanochemical fracture of the components of wood cutting equipment. Mater. Sci. 2014, 50, 148–155. [Google Scholar] [CrossRef]
- Sokovic, M.; Kopac, J.; Dobrzanski, L.A.; Mikula, J.; Golombek, K.; Pakula, D. Cutting characteristics of PVD and CVD-coated ceramic tool inserts. Tribol. Ind. 2006, 28, 3–8. [Google Scholar]
- Mia, M.; Królczyk, G.; Maruda, R.; Wojciechowski, S. Intelligent optimization of hard-turning parameters using evolutionary algorithms for smart manufacturing. Materials 2019, 12, 879. [Google Scholar] [CrossRef]
- Dobrzanski, L.A.; Pakula, D. Comparison of the structure and properties of the PVD and CVD coatings deposited on nitride tool ceramics. J. Mater. Process. Technol. 2005, 164, 832–842. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Twardowski, P. The influence of tool wear on the vibrations during ball end milling of hardened steel. Procedia CIRP 2014, 14, 587–592. [Google Scholar] [CrossRef]
- Available online: https://www.tigra.com/media/pdf/3b/68/dc/Kap-2_Wendeschneidplatten.pdf (accessed on 29 June 2020).
- Chayeuski, V.; Zhylinski, V.; Cernashejus, O.; Visniakov, N.; Mikalauskas, G. Structural and mechanical properties of the ZrC/Ni-nanodiamond coating synthesized by the PVD and electroplating processes for the cutting knifes. J. Mater. Eng. Perform. 2018, 28, 1278–1285. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Twardowski, P. Tool life and process dynamics in high speed ball end milling of hardened steel. Procedia CIRP 2012, 1, 289–294. [Google Scholar] [CrossRef]
- Habig, K.H. Chemical vapor deposition and physical vapor deposition coatings: Properties, tribologicalbehaviour, and applications. Sci. Technol. 1986, 4, 2832–2843. [Google Scholar] [CrossRef]
- Hawryluk, M. Review of selected methods of increasing the life of forging tools in hot die forging processes. Arch. Civ. Mech. Eng. 2016, 16, 845–866. [Google Scholar] [CrossRef]
- Pakuła, D.; Dobrzański, L.A. Investigation of the structure and properties of PVD and CVD coatings deposited on the Si3N4 nitride ceramics. J. Achiev. Mater. Manuf. Eng. 2007, 24, 79–82. [Google Scholar]
- Watmon, T.B.; Jeh, A.C. Coating Cutting Tools with Hard Substance Lowers Friction Co-efficient and Improves Tool Life—A Review. In Proceeding of the International Multiconference of Engineers and Computer Scientist, London, UK, 4–6 July 2012; Volume 2182, pp. 1695–1697. [Google Scholar]
- Krolczyk, G.M.; Nieslony, P.; Legutko, S. Determination of tool life and research wear during duplex stainless steel turning. Achiev. Civ. Mech. Eng. 2015, 15, 347–354. [Google Scholar] [CrossRef]
- Krolczyk, G.M.; Legutko, S. Investigations into surface integrity in the turning process. Trans. FAMENA 2014, 38, 77–82. [Google Scholar]
- Krolczyk, G.M.; Legutko, S. Experimental analysis by measurement of surface roughness variations in turning process of duplex stainless steel. Metrol. Meas. Syst. 2014, 21, 759–770. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Kaszuba, M.; Widomski, P.; Smolik, J.; Ziemba, J.; Hawryluk, M. Analysis of wear mechanisms of hot forging tools protected with hybrid layers performed by nitriding and PVD coatings deposition. Wear 2019, 420, 269–280. [Google Scholar] [CrossRef]
- Koyilada, B.; Gangopadhyay, S.; Thakur, A. Comparative evaluation of machinability characteristics of Nimonic C-263 using CVD and PVD coated tools. Measurement 2016, 85, 152–163. [Google Scholar] [CrossRef]
- Matei, A.A.; Pencea, I.; Branzei, M.; Tranca, D.E.; Tepes, G.; Staf, C.E.; Ciovica, E.; Gherghilescu, A.I.; Stanciu, G.A. Corrosion resistance appraisal of TiN, TiCN and TiAlN coatings deposited by CAE-PVD method on WC-Co cutting tools exposed to artificial sea water. Appl. Surf. Sci. 2015, 358, 572–578. [Google Scholar] [CrossRef]
- Pahade, V.S.; Pankaj, S.C.; Baisan, V.P. A review paper on vapour deposition coating. Int. J. Eng. Appl. Sci. 2016, 3, 75–78. [Google Scholar]
- Fernández-Abia, A.I.; Barreiro, J.; Fernández-Larrinoa, J.; López de Lacalle, L.N.; Fernández-Valdivielso, A.; Pereira, O.M. Behaviour of PVD coatings in the turning of austenitic stainless steels. Procedia Eng. 2013, 63, 133–141. [Google Scholar] [CrossRef]
- Mrkvica, I.; Neslušan, M.; Čep, R.; Sléha, V. Properties and comparison of PVD coatings. Tehničkivjesnik 2016, 23, 569–574. [Google Scholar] [CrossRef]
- Djouadi, M.A.; Nouveau, C.; Beer, P.; Lambertin, M. CrxNy hard coatings deposited with PVD method on tools for xywoodmachining. Surf. Coat. Technol. 2000, 133, 478–483. [Google Scholar] [CrossRef]
- Gilewicz, A.; Warcholinski, B.; Szymanski, W.; Grimm, W. CrCN/CrN + ta-C multilayer coating for applications in wood processing. Tribol. Int. 2013, 57, 1–7. [Google Scholar] [CrossRef]
- Kazlauskas, D.; Keturakis, G. Investigation of wear resistance of router cutters coated different antiwear coatings. In Proceedings of the Innovative (Eco-) Technology, Entrepreneurship and Regional Development, Kaunas University of Technology, Kaunas, Lithuania, 4 March 2015. [Google Scholar]
- Kazlauskas, D.; Jankauskas, V.; Bendikienė, R.; Keturakis, G. Wear of cemented tungsten carbide (WC) router cutters during oak wood milling. In Proceedings of the 22nd International Conference “Mechanika 2017”, Kaunas University of Technology, Kaunas, Lithuania, 19 May 2017; pp. 307–311. [Google Scholar]
- Kazlauskas, D.; Keturakis, G. Wear of TiCN, CrN and DLC Coated Tungsten Carbide Router Cutters during Oak Wood Milling. In Proceedings of the 20th International Conference Mechanika 2015, Kaunas University of Technology, Kaunas, Lithuania, 23–24 April 2015. [Google Scholar]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Stallard, J.; Poulat, S.; Teer, D.G. The study of the adhesion of a TiN coating on steel and titanium alloy substrates using a multi-mode scratch tester. Tribol. Int. 2006, 39, 159–166. [Google Scholar] [CrossRef]
- Bouzakis, K.D.; Asimakopoulos, A.; Michailidis, N.; Kompogiannis, S.; Maliaris, G.; Giannopoulos, G.; Pavlidou, E.; Erkens, G. The inclined impact test, an efficient method to characterise coatings cohesion and adhesion properties. Thin Solid Films 2004, 469, 254–262. [Google Scholar] [CrossRef]
- Porankiewicz, B.; Iskra, P.; Sandak, J.; Tanaka, C.; Jozwiak, K. High-speed steel tool wear during wood cutting in the presence of high-temperature corrosion and mineral contamination. Wood Sci. Technol. 2006, 40, 673–682. [Google Scholar] [CrossRef]
- Winkelmann, H.; Badisch, E.; Roy, M.; Danninger, H. Corrosion mechanisms in the wood industry, especially caused by tannins. Mater. Corros. 2009, 60, 40–48. [Google Scholar] [CrossRef]
- Porankiewicz, B.; Iskra, P.; Jozwiak, K.; Tanaka, C.; Zborowski, W. High speed steel tool wear after wood milling in the presence high temperature tribochemical reactions. Biol. Res. 2008, 3, 838–858. [Google Scholar]
- Darmawan, W.; Rahayu, I.S.; Tanaka, C.; Marchal, R. Chemical and mechanical wearing of high speed steel and tungsten carbide tools by tropical woods. J. Trop. For. Sci. 2006, 18, 255–260. [Google Scholar] [CrossRef]
- Available online: https://www.tigra.de/fileadmin/user_upload/PDF/2018/Woodworking%202019.pdf (accessed on 29 June 2020).
- Ibrahim, R.N.; Rahmat, M.A.; Oskouei, R.H.; Singh Raman, R.S. Monolayer TiAlN and multilayer TiAlN/CrN PVD coatings as surface modifiers to mitigate treating fatigue of AISI P20 steel. Eng. Fract. Mech. 2015, 137, 64–78. [Google Scholar] [CrossRef]
- Leyendecker, T.; Lemmer, O.; Esser, S.; Ebberink, J. The development of the PVD coating TiAlN as a commercial coating for cutting tools. Surf. Coat. Technol. 1991, 48, 175–178. [Google Scholar] [CrossRef]
- Navinsek, B.; Panjan, P.; Milosev, I. Industrial applications of CrN (PVD) coatings, deposited at high and low temperatures. Surf. Coat. Technol. 1997, 97, 182–191. [Google Scholar] [CrossRef]
- Choi, E.Y.; Kang, M.C.; Kwon, D.H.; Shin, D.W.; Kim, K.H. Comparative studies on microstructure and mechanical properties of CrN, Cr–C–N and Cr–Mo–N coatings. J. Mater. Process. Technol. 2007, 187, 566–570. [Google Scholar] [CrossRef]
- Fox-Rabinovich, G.S.; Beake, B.D.; Endrino, J.L.; Veldhuis, S.C.; Parkinson, R.; Shuster, L.S.; Migranov, M.S. Effect of mechanical properties measured at room and elevated temperatures on the wear resistance of cutting tools with TiAlN and AlCrN coatings. Surf. Coat. Technol. 2006, 200, 5738–5742. [Google Scholar] [CrossRef]
- Liu, A.; Deng, J.; Cui, H.; Chen, Y.; Zhao, J. Friction and wear properties of TiN, TiAlN, AlTiN and CrAlN PVD nitride coatings. Int. J. Refract. Met. Hard Mater. 2012, 31, 82–88. [Google Scholar] [CrossRef]
- Darmawan, W.; Azhari, M.; Rahayu, I.S.; Nandika, D.; Dumasari, L.; Malela, I.; Nishio, S. The chips generated during up-milling and down-milling of pine wood by helical router bits. Indian Acad. Wood Sci. 2018, 15, 172–180. [Google Scholar] [CrossRef]
- Sheikh-Ahmad, J.; Morita, T. Tool Coatings for Wood Machining. In Proceedings of the15th International Wood Machining Seminar, Los Angeles, CA, USA, 30 July–1 August 2001. [Google Scholar]
- Darmawan, W.; Tanaka, C.; Usuki, H. Performance of coated carbide tools when grooving wood-based materials: Effect of work materials and coating materials on the wear resistance of coated carbide tools. J. Wood Sci. 2001, 47, 94–101. [Google Scholar] [CrossRef]
- Ahn, S.H.; Choi, Y.S.; Kim, J.G.; Han, J.G. A study on corrosion resistance characteristics of PVD Cr–N coated steels by electrochemical method. Surf. Coat. 2002, 150, 319–326. [Google Scholar] [CrossRef]
- Gilewicz, A.; Chmielewska, P.; Murzynski, D.; Dobruchowska, E.; Warcholinski, B. Corrosion resistance of CrN and CrCN/CrN coatings deposited using cathodic arc evaporation in Ringer’s and Hank’s solutions. Surf. Coat. Technol. 2016, 299, 7–14. [Google Scholar] [CrossRef]
- Kondo, A.; Oogami, T.; Sato, K.; Tanaka, Y. Structure and properties of cathodic arc ion plated CrN coatings for copper machining cutting tools. Surf. Coat. Technol. 2004, 177, 238–244. [Google Scholar] [CrossRef]
- Azemovića, E.; Hormana, I.; Busuladžić, I. Impact of planing treatment regime on solid fir wood surface. Procedia Eng. 2014, 69, 1490–1498. [Google Scholar] [CrossRef][Green Version]
- Ali, M.; Hamzah, E.; Quazi, I.A.; Toff, M.R.M. Effect of cathodic arc PVD parameters on roughness of TiN coating on steel substrate. Curr. Appl. Phys. 2010, 10, 471–474. [Google Scholar] [CrossRef]
- Zhang, Y.; Dhaigude, M.; Wang, J. The anvil effect in the spherical indentation testing of sheet metals. J. Manuf. Process. 2017, 27, 169–178. [Google Scholar] [CrossRef]
- Panjan, P.; Čekada, M.; Panjan, M.; Kek-Merl, D. Growth defects in PVD hard coatings. Vacuum 2010, 84, 209–214. [Google Scholar] [CrossRef]
- Panjan, P.; Drnovšek, A.; Gselman, P.; Čekada, M.; Panjan, M.; Bončin, T.; KekMerl, D. Influence of growth defects on the corrosion resistance of sputter-deposited TiAlN hard coatings. Coatings 2019, 9, 511. [Google Scholar] [CrossRef]
- Keturakis, G.; Lisauskas, V. Influence of the sharpness angle on the initial wear of the wood milling knives. Mater. Sci. (Medžiagotyra) 2010, 16, 205–209. [Google Scholar]
- Wang, Q.; Zhou, F.; Wang, C.; Yuen, M.F.; Wang, M.; Qian, T.; Matsumoto, M.; Yan, J. Comparison of tribological and electrochemical properties of TiN, CrN, TiAlN and a-C:H coatings in simulated body fluid. Mater. Chem. Phys. 2015, 158, 74–81. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Hard Metal Grade | Binder Co, % | Size of WC Grains, μm | Hardness, HV 10 | Bending Strength, N/mm2 | Fracture Toughness, K1C/MPa·m−1/2 | Operating Temperature, °C | Coefficient of Friction | Surface Roughness Ra, µm |
|---|---|---|---|---|---|---|---|---|
| T06MG | 6 | 0.7–1.0 | 1800 | 2700 | 8.4 | 800–1000 | 0.4–0.6 | 0.04 |
| Coating | Number of Layers | Maximum Operating Temperature, °C | Hardness, GPa |
|---|---|---|---|
| TiAlN | Single layer | 800 | 30 ± 10 |
| CrN | Single layer | 700 | 18 |
| Cutting Diameter D, mm | Length of the Fixed Milling Tool l2, mm | Rake Angle γ, ° | SharpnessAngle β, ° | Clearance Angle α, ° | Cutting Angle λ, ° |
|---|---|---|---|---|---|
| Ø18 | 55 | 27 | 53 | 10 | 87 |
| Tool Rotation Speed n, 103 min−1 | Cutting Speed v, m·s−1 | Thickness of Cut Layer h, mm | Feed per Cutter uz, mm | Length of Contact Arch l, mm | Average Shaving Thickness aΔ, mm | Width of Cut Layer b, mm |
|---|---|---|---|---|---|---|
| 18.0 | 17 | 1 | 0.1 | 4.2 | 0.024 | 6 |
| Sample/Coating | COF When Coating Is Damaged | Load for Appearance of Adhesion Damages Fx, N | Damage Width at Load of 137.3 N, µm |
|---|---|---|---|
| CrN | 0.14 | 44.7 | 118.8 |
| TiAlN | 0.16 | 32.8 | 121.9 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kazlauskas, D.; Jankauskas, V.; Tučkutė, S. Research on Tribological Characteristics of Hard Metal WC-Co Tools with TiAlN and CrN PVD Coatings for Processing Solid Oak Wood. Coatings 2020, 10, 632. https://doi.org/10.3390/coatings10070632
Kazlauskas D, Jankauskas V, Tučkutė S. Research on Tribological Characteristics of Hard Metal WC-Co Tools with TiAlN and CrN PVD Coatings for Processing Solid Oak Wood. Coatings. 2020; 10(7):632. https://doi.org/10.3390/coatings10070632
Chicago/Turabian StyleKazlauskas, Deividas, Vytenis Jankauskas, and Simona Tučkutė. 2020. "Research on Tribological Characteristics of Hard Metal WC-Co Tools with TiAlN and CrN PVD Coatings for Processing Solid Oak Wood" Coatings 10, no. 7: 632. https://doi.org/10.3390/coatings10070632
APA StyleKazlauskas, D., Jankauskas, V., & Tučkutė, S. (2020). Research on Tribological Characteristics of Hard Metal WC-Co Tools with TiAlN and CrN PVD Coatings for Processing Solid Oak Wood. Coatings, 10(7), 632. https://doi.org/10.3390/coatings10070632