Micrographic Properties of Composite Coatings Prepared on TA2 Substrate by Hot-Dipping in Al–Si Alloy and Using Micro-Arc Oxidation Technologies (MAO)

Abstract
1. Introduction
2. Materials and Methods
3. Results
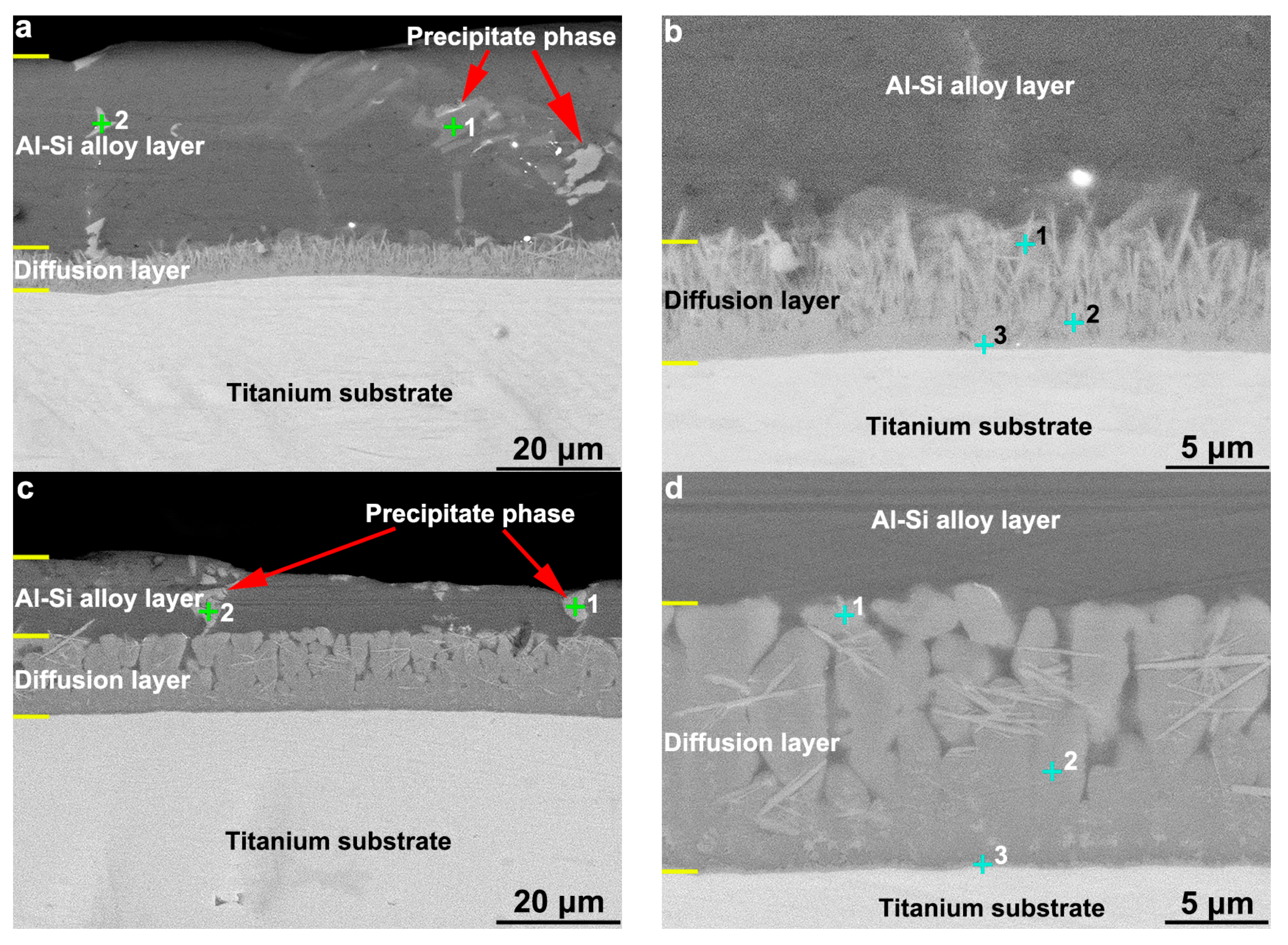
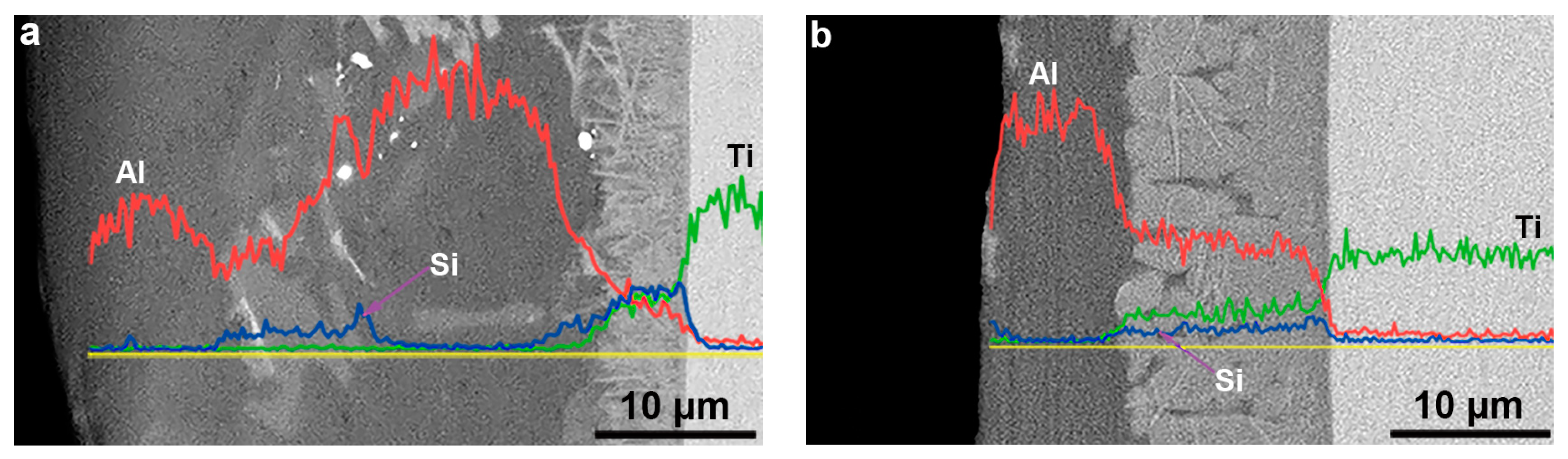
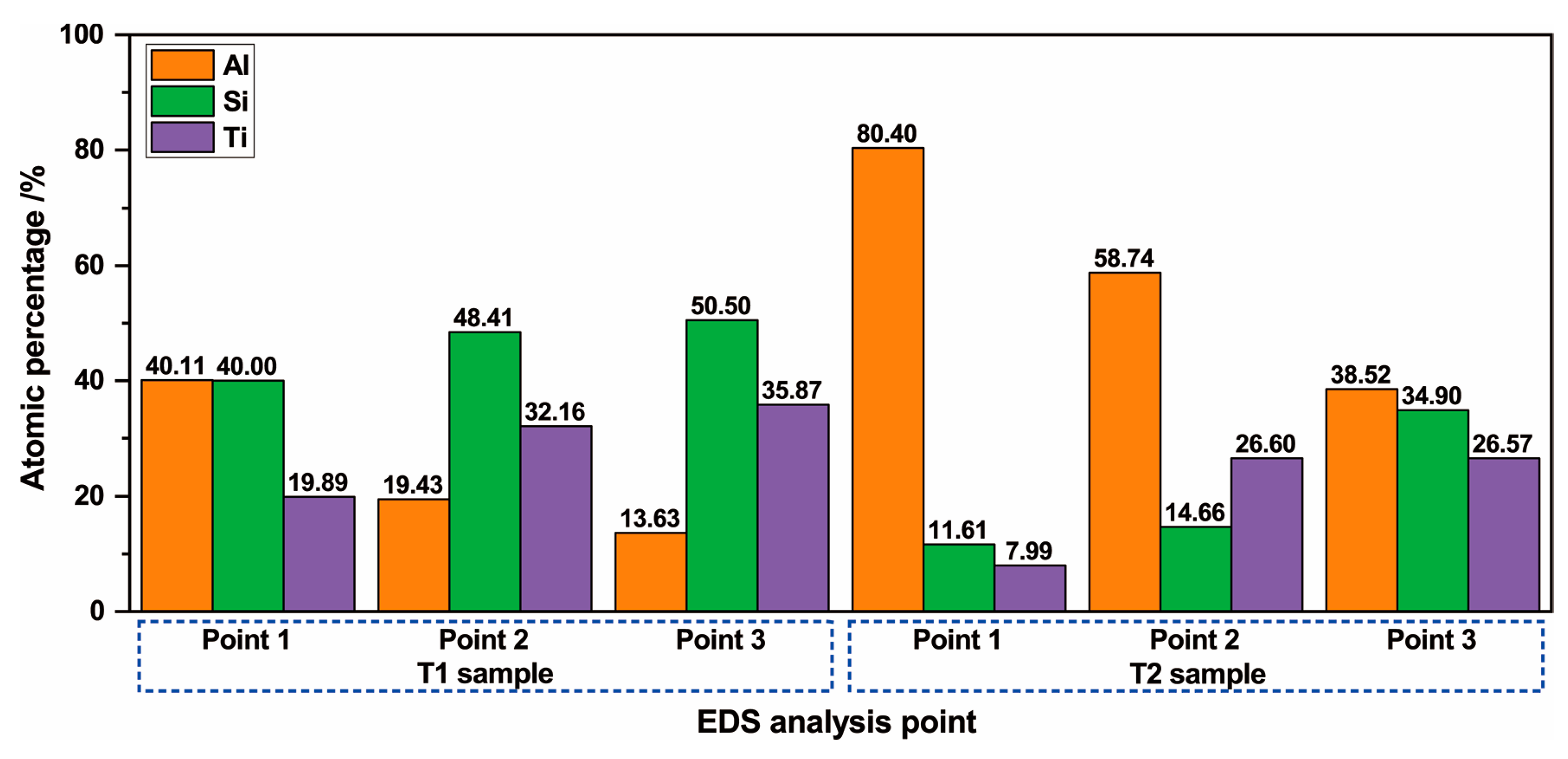
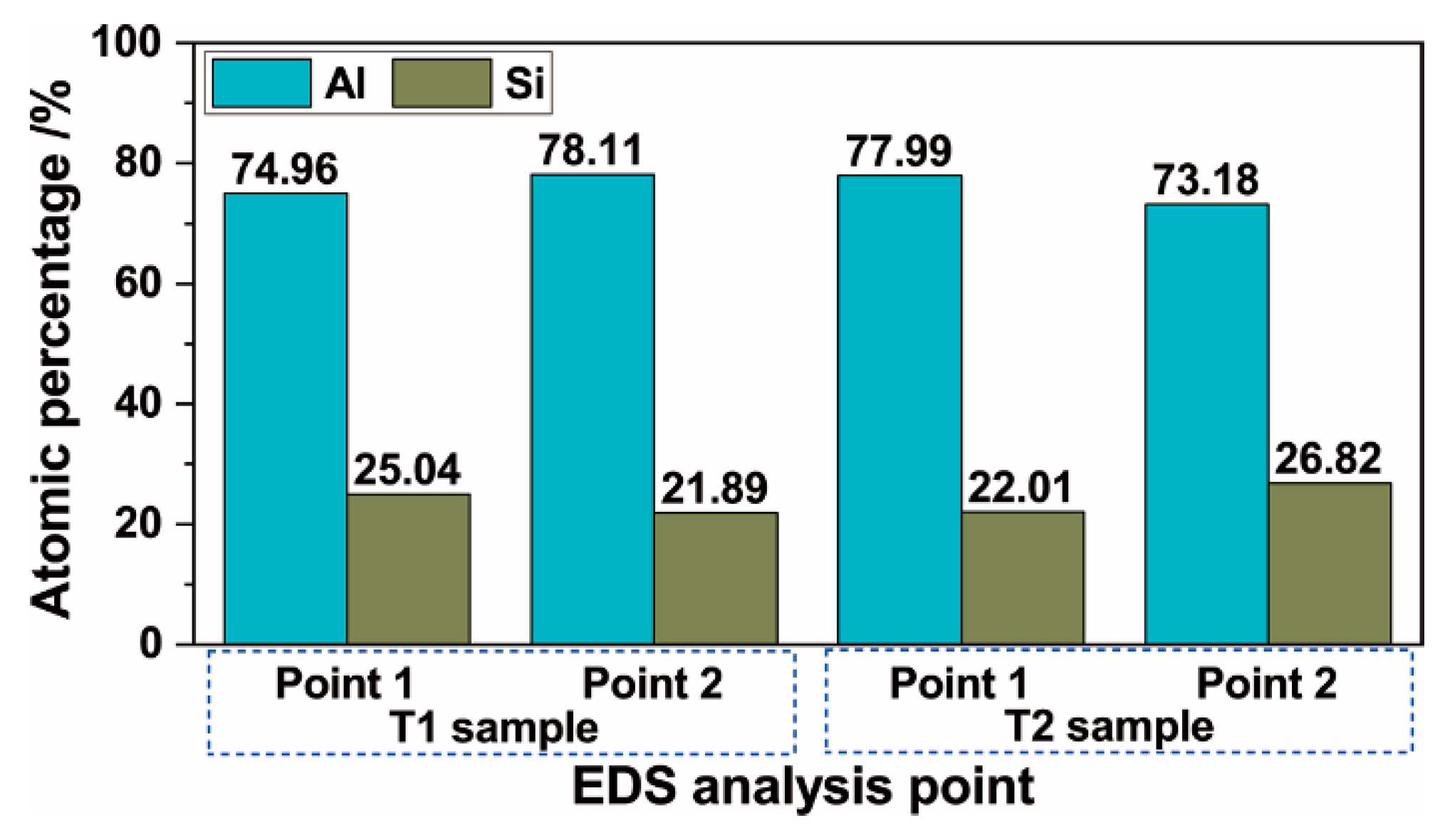
3.1. Micrographic Characteristics of Hot-Dipped Al–Si Alloy Layer
3.2. Microscopic Properties of Composite Coatings
3.3. Wear Resistance of Composite Coatings
4. Discussion
5. Conclusions
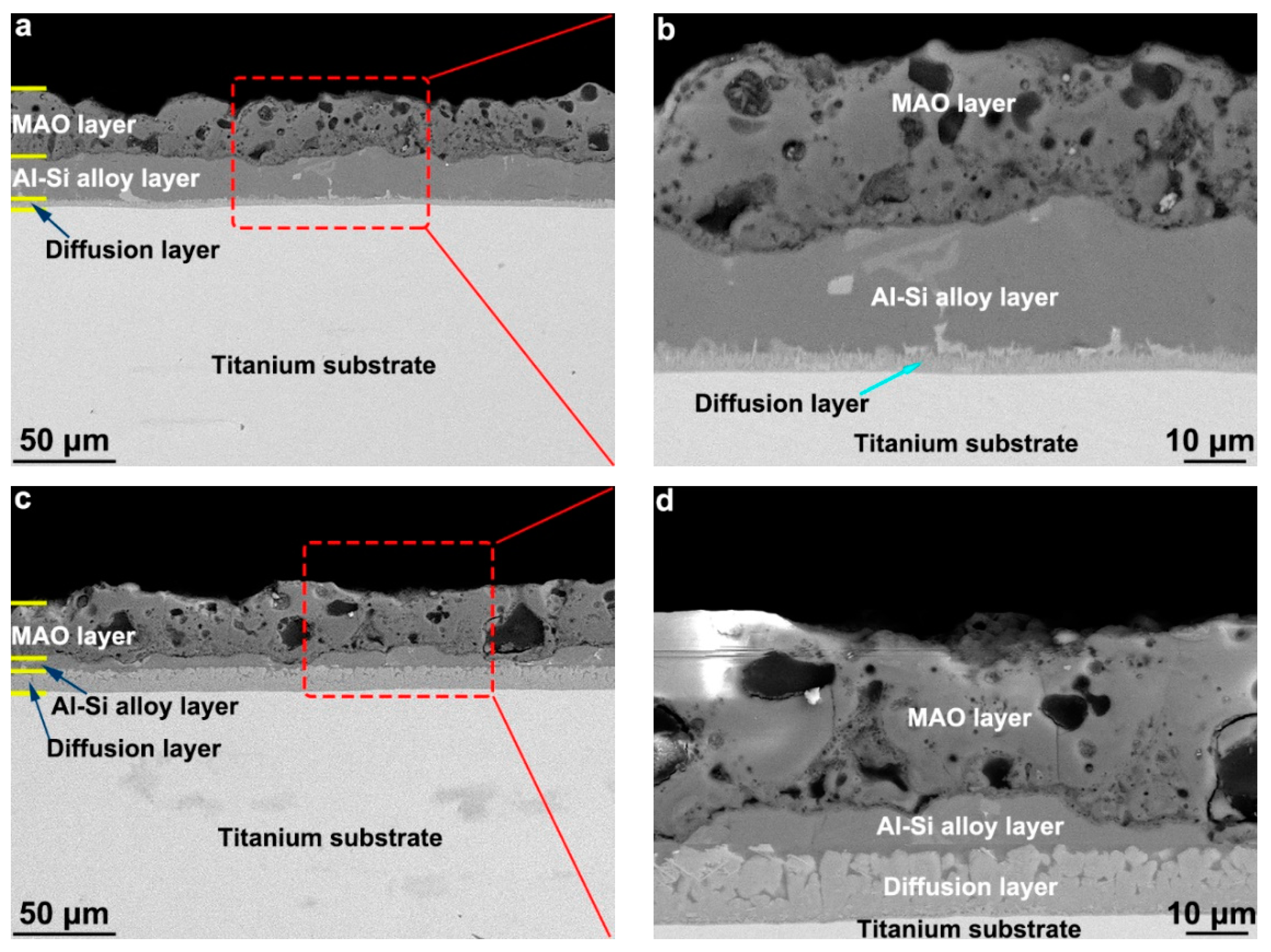
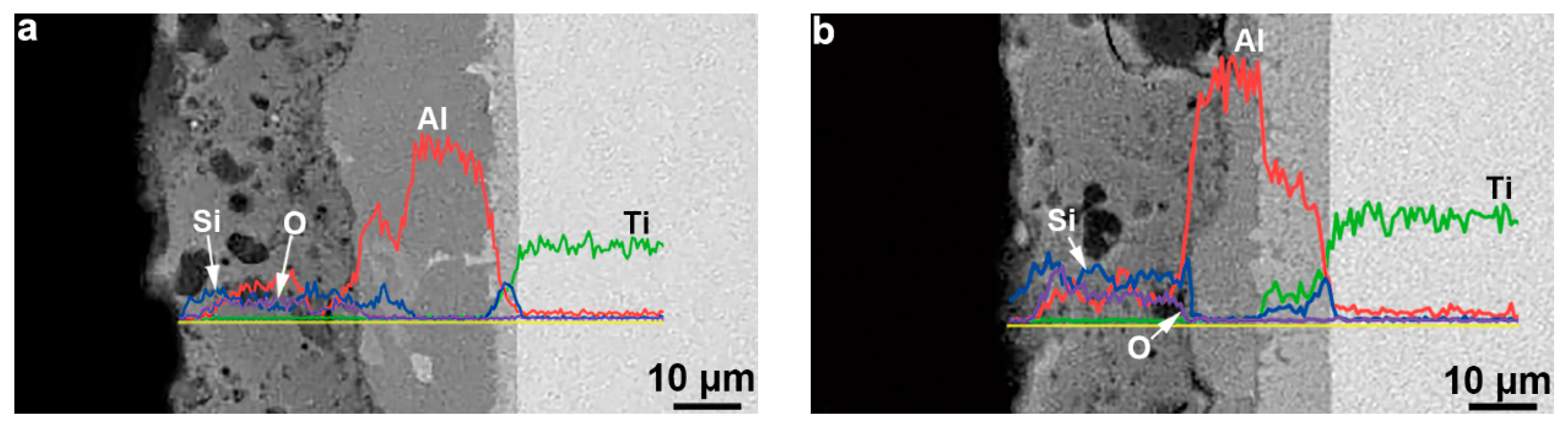
- The resulting hot-dipped Al–Si alloy layer on the TA2 substrate surface has a two-layer structure: the outer layer is an Al–Si alloy layer, and the inner layer is a diffusion layer formed by the interdiffusion of Ti–Al–Si.
- The hot-dipping temperature has a direct effect on the microscopic properties and growth rate of the diffusion layer. The diffusion layer of the hot-dipped Al–Si layer prepared at 710 °C is mainly composed of a needle-like structure, the direction of which is perpendicular to the interface of the diffusion layer. The diffusion layer of the hot-dipped Al–Si layer prepared at 750 °C is mainly composed of a block-like structure with a small amount of needle-like structures. Moreover, the diffusion layer of the hot-dipped coating prepared at 710 °C has a higher Si content.
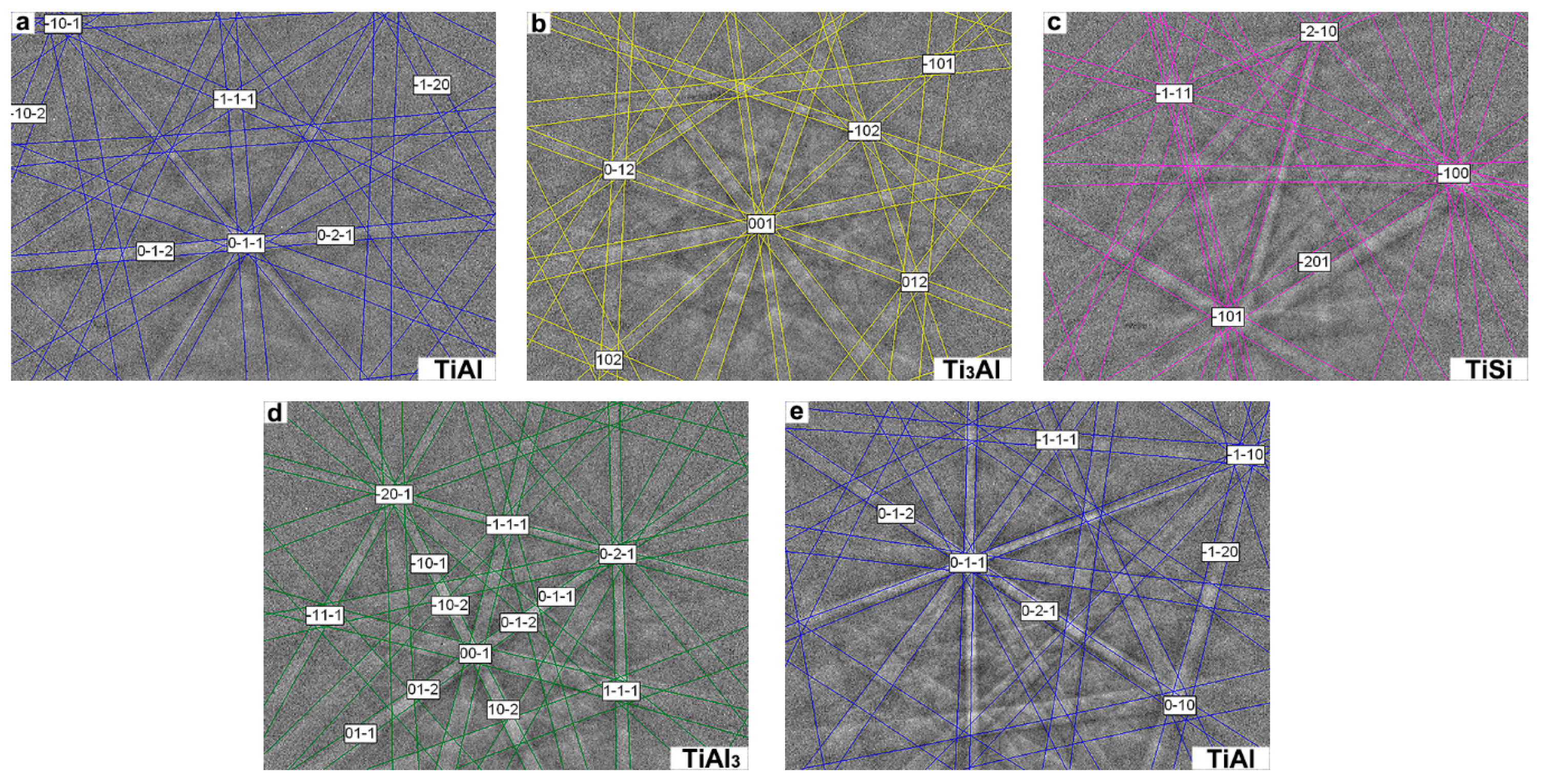
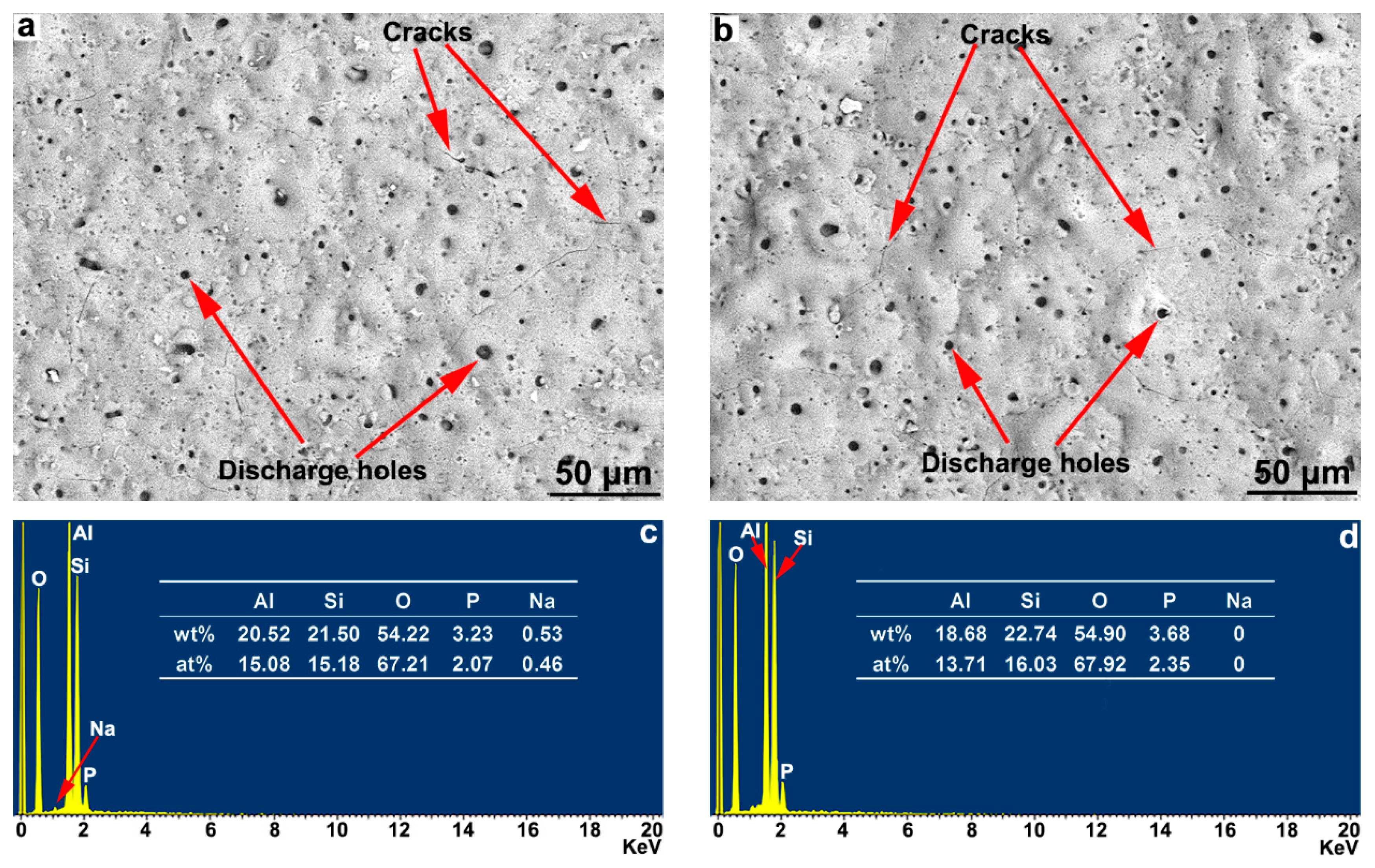
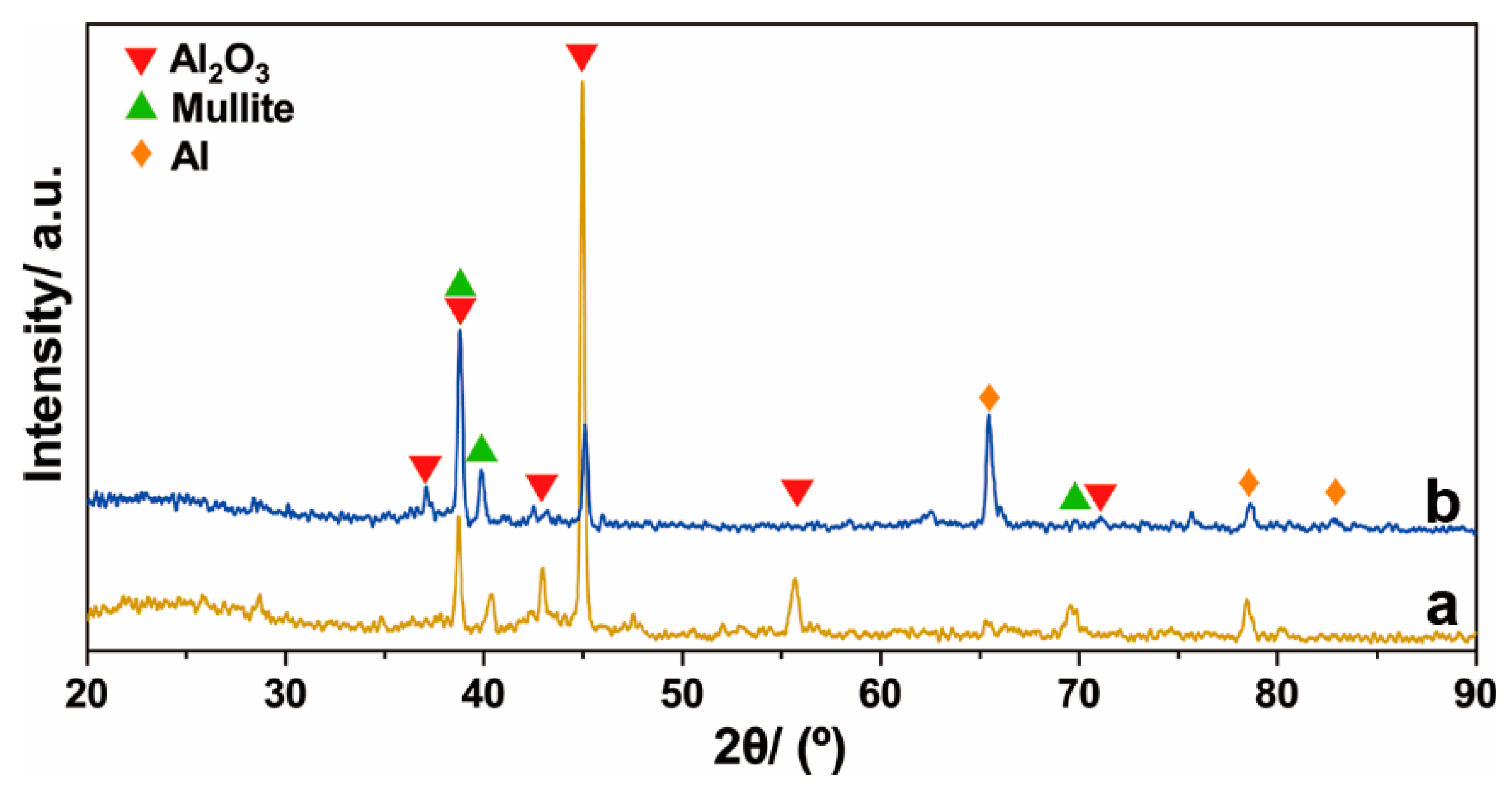
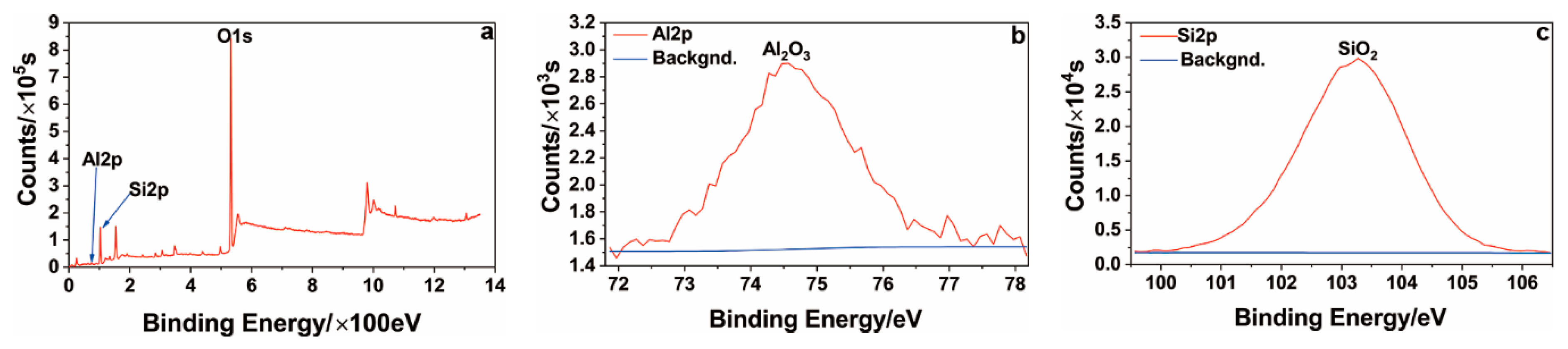
- After the hot-dipped Al–Si alloy layer was subjected to an MAO treatment, a three-layer structure coating was obtained on the surface of the TA2 substrate. The inner layer is a diffusion layer obtained by the hot-dipped Al–Si alloy, the central layer is an Al–Si alloy layer which was not subjected to the MAO process, and the outer layer is a ceramic layer obtained by the MAO process. The ceramic layer consists mainly of Al2O3, mullite, and un-oxidized aluminum.
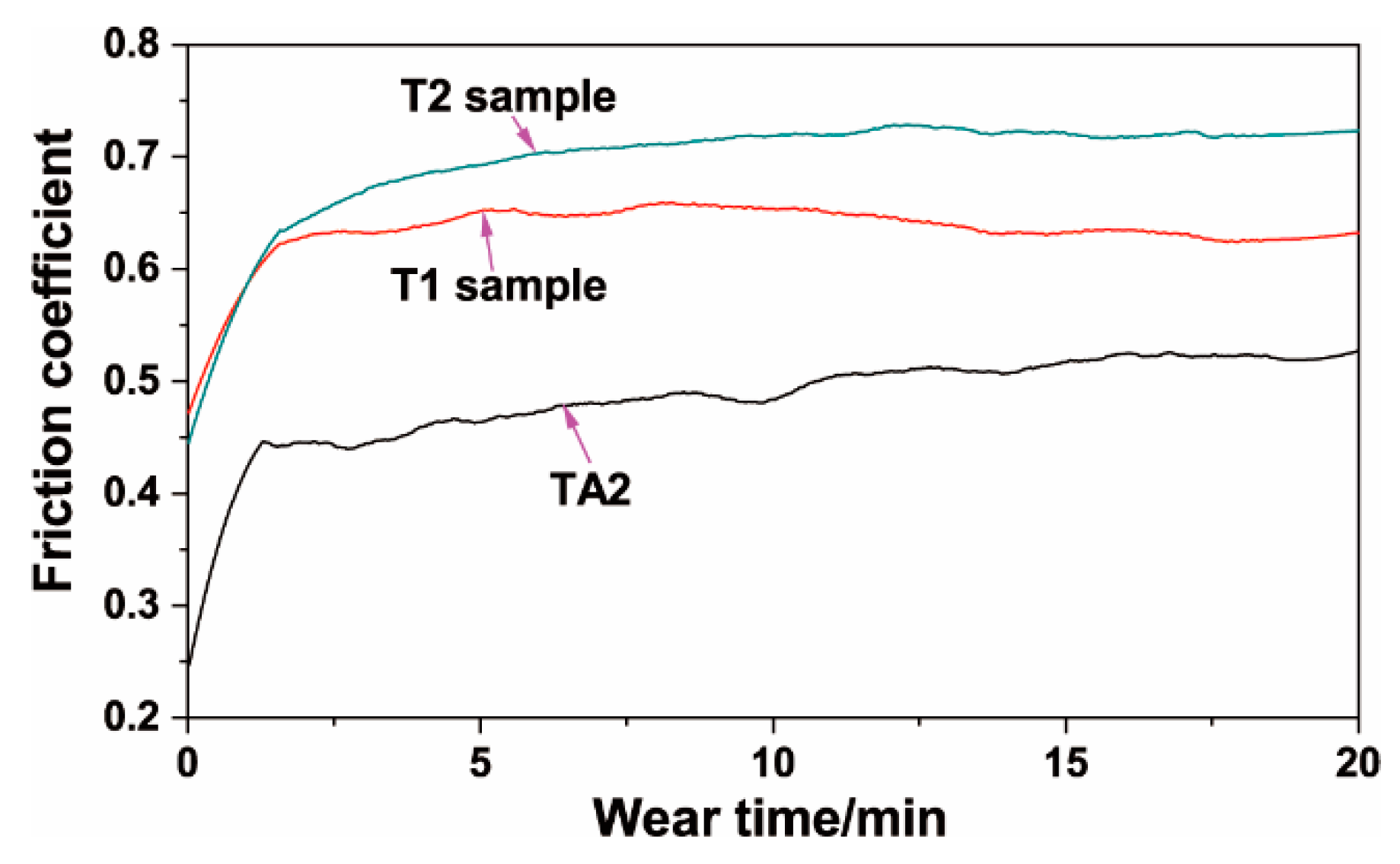
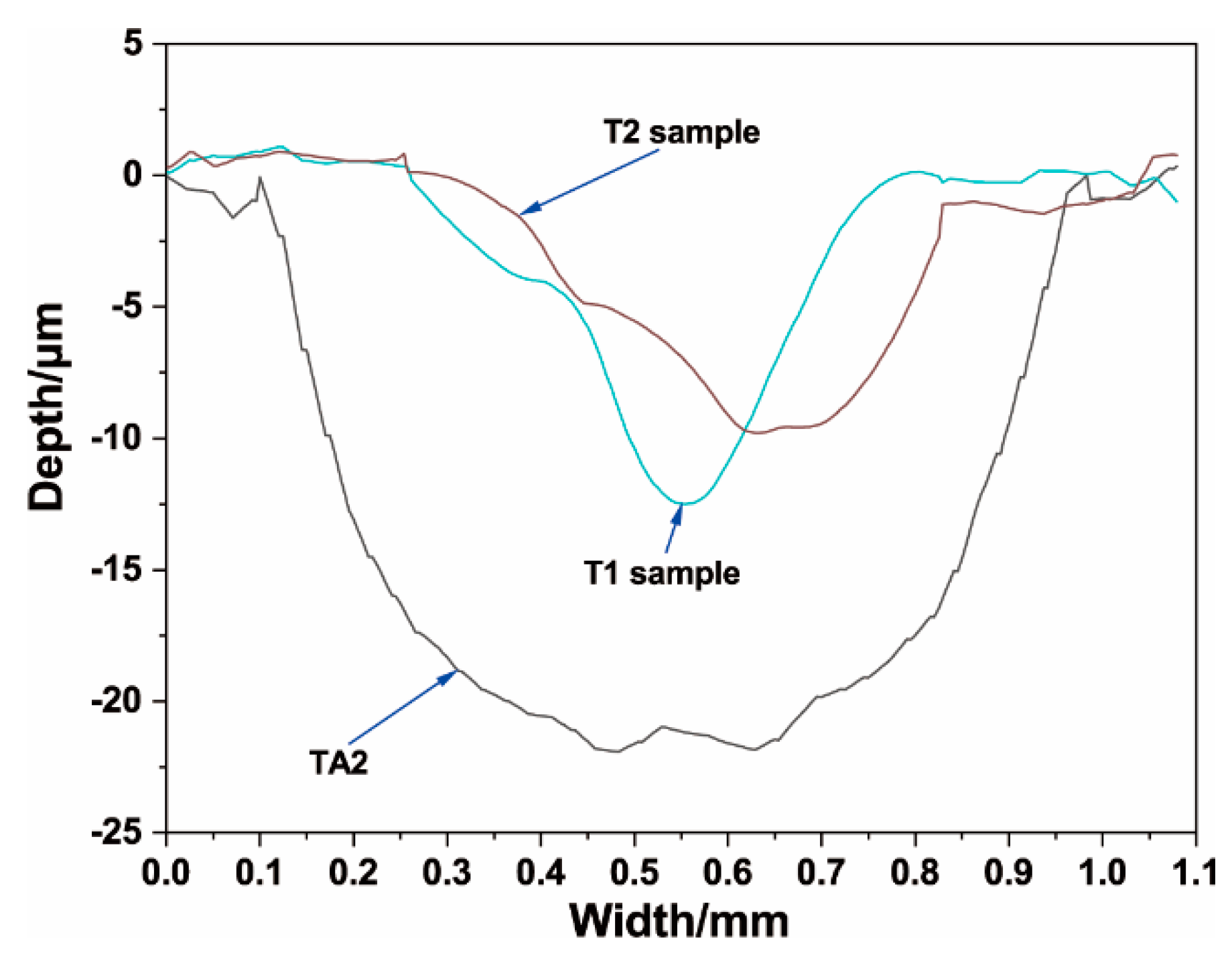
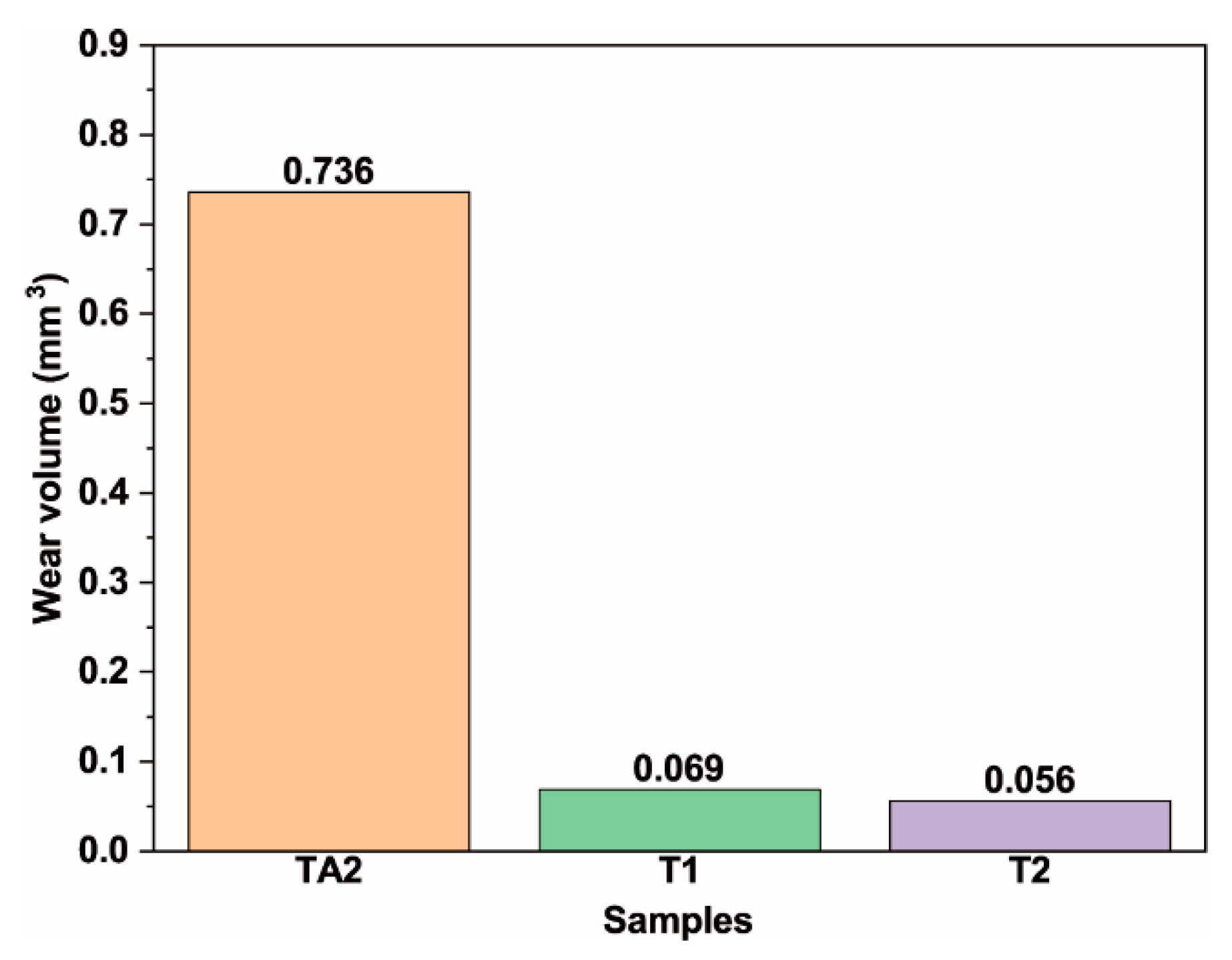
- The friction coefficients of TA2, T1, and T2 samples were 0.52, 0.63, and 0.72, respectively. The wear volumes were 0.736, 0.069, and 0.056 mm3, respectively. The TA2 sample with the MAO composite coating has less abrasion loss. Although the MAO technology can increase the roughness of TA2 sample, the TA2 sample with the MAO composite coating has better wear resistance.
Author Contributions
Funding
Conflicts of Interest
References
- Lujun, H.; Lin, G.; Huaxin, P. Strengthening and toughening mechanisms of the second phase in titanium alloys and titanium matrix composites. Mater. China 2019, 38, 214–222. [Google Scholar] [CrossRef]
- Koizumi, H.; Takeuchi, Y.; Imai, H.; Kawai, T.; Yoneyama, T. Application of titanium and titanium alloys to fixed dental prostheses. J. Prosthodont. Res. 2019, 63, 266–270. [Google Scholar] [CrossRef] [PubMed]
- Rajendran, R. Gas turbine coatings—An overview. Eng. Fail. Anal. 2012, 26, 355–369. [Google Scholar] [CrossRef]
- Singh, P.; Pungotra, H.; Kalsi, N.S. On the characteristics of titanium alloys for the aircraft applications. Mater. Today Proc. 2017, 4, 8971–8982. [Google Scholar] [CrossRef]
- Zhang, C.; Yang, Y.; Miao, L.-L.; Ma, Y.-D.; Zhang, X.; Cui, Y.-H.; Dong, Y.-C.; Chen, X.-G.; Wang, L.; Liu, Z.; et al. Microstructure and properties of Al2O3-Y2O3 ceramic composite coatings fabricated by plasma spraying. Surf. Coat. Technol. 2018, 350, 550–559. [Google Scholar] [CrossRef]
- Chen, Y.-D.; Yang, Y.; Chu, Z.-H.; Chen, X.-G.; Wang, L.; Liu, Z.; Dong, Y.-C.; Yan, D.-R.; Zhang, J.-X.; Kang, Z.-L. Microstructure and properties of Al2O3-ZrO2 composite coatings prepared by air plasma spraying. Appl. Surf. Sci. 2018, 431, 93–100. [Google Scholar] [CrossRef]
- Utu, I.D.; Marginean, G.; Hulka, I.; Serban, V.A.; Cristea, D. Properties of the thermally sprayed Al2O3-TiO2 coatings deposited on titanium substrate. Int. J. Refract. Met. Hard Mater. 2015, 51, 118–123. [Google Scholar] [CrossRef]
- Chen, Y.; Wu, D.; Ma, G.; Lu, W.; Guo, D. Coaxial laser cladding of Al2O3-13%TiO2 powders on Ti–6Al–4V alloy. Surf. Coat. Technol. 2013, 228, S452–S455. [Google Scholar] [CrossRef]
- Weng, F.; Chen, C.; Yu, H. Research status of laser cladding on titanium and its alloys: A review. Mater. Des. 2014, 58, 412–425. [Google Scholar] [CrossRef]
- Çomaklı, O.; Yazıcı, M.; Yetim, T.; Yetim, A.F.; Çelik, A. Effect of Ti amount on wear and corrosion properties of Ti-doped Al2O3 nanocomposite ceramic coated CP titanium implant material. Ceram. Int. 2018, 44, 7421–7428. [Google Scholar] [CrossRef]
- Du, W.; Zhang, S.; Luo, X.; Tao, X.; Fang, C.; Yao, Z. In-Situ reaction synthesis of composite coating on titanium alloy for improving high temperature oxidation resistance. J. Alloy. Compd. 2017, 729, 970–977. [Google Scholar] [CrossRef]
- Jin, Q.; Xue, W.; Li, X.; Zhu, Q.; Wu, X. Al2O3 coating fabricated on titanium by cathodic microarc electrodeposition. J. Alloy. Compd. 2009, 476, 356–359. [Google Scholar] [CrossRef]
- Yang, X.; Jiang, Z.; Hao, G.; Liang, Y.; Ding, X.; Lin, J. Ni-Doped Al2O3 coatings prepared by cathode plasma electrolysis deposition on Ti–45Al–8.5 Nb alloys. Appl. Surf. Sci. 2018, 455, 144–152. [Google Scholar] [CrossRef]
- Yizhou, S.; Haijun, T.; Yuebin, L.; Xiaofei, Z.; Tao, W.; Jie, T.; Lei, P. Fabrication and wear resistance of TiO2/Al2O3 coatings by micro-arc oxidation. Rare Met. Mater. Eng. 2017, 46, 23–27. [Google Scholar] [CrossRef]
- Lu, X.; Mohedano, M.; Blawert, C.; Matykina, E.; Arrabal, R.; Kainer, K.U.; Zheludkevich, M.L. Plasma electrolytic oxidation coatings with particle additions—A review. Surf. Coat. Technol. 2016, 307, 1165–1182. [Google Scholar] [CrossRef]
- Aliasghari, S.; Skeldon, P.; Thompson, G.E. Plasma electrolytic oxidation of titanium in a phosphate/silicate electrolyte and tribological performance of the coatings. Appl. Surf. Sci. 2014, 316, 463–476. [Google Scholar] [CrossRef]
- Cheng, W.-J.; Wang, C.-J. EBSD study of crystallographic identification of Fe–Al–Si intermetallic phases in Al–Si coating on Cr–Mo steel. Appl. Surf. Sci. 2011, 257, 4637–4642. [Google Scholar] [CrossRef]
- Lemmens, B.; Springer, H.; Graeve, I.D.; Strycker, J.D.; Raabe, D.; Verbeken, K. Effect of silicon on the microstructure and growth kinetics of intermetallic phases formed during hot-dip aluminizing of ferritic steel. Surf. Coat. Technol. 2017, 319, 104–109. [Google Scholar] [CrossRef]
- Chang, Y.-Y.; Cheng, W.-J.; Wang, C.-J. Growth and surface morphology of hot-dip Al–Si on 9Cr–1Mo steel. Mater. Charact. 2009, 60, 144–149. [Google Scholar] [CrossRef]
- Luo, S.; Zheng, L.; Luo, H.; Luo, C. A ceramic coating on carbon steel and its superhydrophobicity. Appl. Surf. Sci. 2019, 486, 371–375. [Google Scholar] [CrossRef]
- Zhang, J.; Fan, Y.; Zhao, X.; Ma, R.; Du, A.; Cao, X. Influence of duty cycle on the growth behavior and wear resistance of microarc oxidation coatings on hot dip aluminized cast iron. Surf. Coat. Technol. 2018, 337, 141–149. [Google Scholar] [CrossRef]
- Zhang, Z.G.; Peng, Y.P.; Mao, Y.L.; Pang, C.J.; Lu, L.Y. Effect of hot-dip aluminizing on the oxidation resistance of Ti–6Al–4V alloy at high temperatures. Corros. Sci. 2012, 55, 187–193. [Google Scholar] [CrossRef]
- Zhang, Z.G.; Wang, Y.J.; Xiao, L.J.; Zhang, L.Q.; Su, Y.; Lin, J.S. High-temperature oxidation of hot-dip aluminizing coatings on a Ti3Al–Nb alloy and the effects of element additions. Corros. Sci. 2012, 64, 137–144. [Google Scholar] [CrossRef]
- Broszeit, E.; Matthes, B.; Herr, W.; Kloos, K.H. Tribological properties of r.f. sputtered Ti–B–N coatings under various pin-on-disc wear test conditions. Surf. Coat. Technol. 1993, 58, 29–35. [Google Scholar] [CrossRef]
- Wan, L.; Lv, S.; Huang, Y.; Xu, Y.; Cui, Q. Effect of hot dip aluminising on interfacial microstructure and mechanical properties of Ti/Al joint by TIG arc welding brazing. Sci. Technol. Weld. Join. 2015, 20, 164–171. [Google Scholar] [CrossRef]
- Li, Y.; Gu, Q.-F.; Luo, Q.; Pang, Y.; Chen, S.-L.; Chou, K.-C.; Wang, X.-L.; Li, Q. Thermodynamic investigation on phase formation in the Al–Si rich region of Al–Si–Ti system. Mater. Des. 2016, 102, 78–90. [Google Scholar] [CrossRef]
- Dai, J.; Zhang, F.; Wang, A.; Yu, H.; Chen, C. Microstructure and properties of Ti–Al coating and Ti–Al–Si system coatings on Ti–6Al–4V fabricated by laser surface alloying. Surf. Coat. Technol. 2017, 309, 805–813. [Google Scholar] [CrossRef]
- Lin, Q.; Li, F.; Jin, P.; Zhong, W. Reactive wetting of TA2 pure Ti and TC4 alloy by molten Al 4043 alloy at 873–973 K. Vacuum 2017, 145, 95–102. [Google Scholar] [CrossRef]
- Zhang, Q.Y.; Zhou, Y.; Liu, J.Q.; Chen, K.M.; Mo, J.G.; Cui, X.H.; Wang, S.Q. Comparative research on dry sliding wear of hot-dip aluminized and uncoated AISI H13 steel. Wear 2015, 344–345, 22–31. [Google Scholar] [CrossRef]
- Dinh, K.-A.; Hong, S.-T.; Luu, T.V.; Kim, M.-J.; Han, H.N. Intermetallic evolution of Al–Si-Coated hot stamping steel during modified electrically assisted rapid heating. Acta Metall. Sin. Engl. Lett. 2018, 31, 1327–1333. [Google Scholar] [CrossRef]
- Wang, S.; Zhou, L.; Li, C.; Li, Z.; Li, H. Morphology and wear resistance of composite coatings formed on a TA2 substrate using hot-dip aluminising and micro-arc oxidation technologies. Materials 2019, 12, 799. [Google Scholar] [CrossRef] [PubMed]
- Sadeq, F.O.; Sharifitabar, M.; Afarani, M.S. Synthesis of Ti–Si–Al coatings on the surface of Ti–6Al–4V alloy via hot dip siliconizing route. Surf. Coat. Technol. 2018, 337, 349–356. [Google Scholar] [CrossRef]
- Bobzin, K.; Brögelmann, T.; Kalscheuer, C.; Liang, T. Al-Si and Al-Si-Y coatings deposited by HS-PVD for the oxidation protection of γ-TiAl. Surf. Coat. Technol. 2018, 350, 587–595. [Google Scholar] [CrossRef]
- Wang, X.; Zhu, Z.; Li, Y.; Chen, H. Characterization of micro-arc oxidation coatings on 6N01 aluminum alloy under different electrolyte temperature control modes. J. Mater. Eng. Perform. 2018, 27, 1890–1897. [Google Scholar] [CrossRef]
- Liu, J.; Gu, Y.; Yue, W.; Yi, P.; Liang, J.; Hou, B.; Sun, J.; She, D. Effects of evaluated temperature on tribological behaviors of micro-arc oxidated 2219 aluminum alloy and their field application. Int. J. Adv. Manuf. Technol. 2018, 96, 1725–1740. [Google Scholar] [CrossRef]
- Krishna, L.R.; Purnima, A.S.; Wasekar, N.P.; Sundararajan, G. Kinetics and properties of micro arc oxidation coatings deposited on commercial Al alloys. Metall. Mater. Trans. A 2007, 38, 370–378. [Google Scholar] [CrossRef]
- Kang, S.-H.; Tu, W.-B.; Han, J.-X.; Li, Z.; Cheng, Y.-L. A significant improvement of the wear resistance of Ti6Al4V alloy by a combined method of magnetron sputtering and plasma electrolytic oxidation (PEO). Surf. Coat. Technol. 2019, 358, 879–890. [Google Scholar] [CrossRef]
- Zhang, J.; Kong, D. Effect of micro-arc oxidation on friction-wear behavior of cold-sprayed Al coating in 3.5 wt.% NaCl solution. J. Mater. Eng. Perform. 2019, 28, 2716–2725. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Number of Samples | Hot-Dip Aluminizing | MAO | |||||
|---|---|---|---|---|---|---|---|---|
| Temperature (°C) | Time (min) | Lifting Rate (cm·s−1) | Duty Cycle (%) | Pulse Frequency (Hz) | Voltage (V) | Time (min) | ||
| T1 | 3 | 710 | 3 | 5 | 20 | 100 | 400–450 | 30 |
| T2 | 3 | 750 | 3 | 5 | 20 | 100 | 400–450 | 30 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, S.; Zhou, L.; Li, C.; Li, Z.; Li, H.; Yang, L. Micrographic Properties of Composite Coatings Prepared on TA2 Substrate by Hot-Dipping in Al–Si Alloy and Using Micro-Arc Oxidation Technologies (MAO). Coatings 2020, 10, 374. https://doi.org/10.3390/coatings10040374
Wang S, Zhou L, Li C, Li Z, Li H, Yang L. Micrographic Properties of Composite Coatings Prepared on TA2 Substrate by Hot-Dipping in Al–Si Alloy and Using Micro-Arc Oxidation Technologies (MAO). Coatings. 2020; 10(4):374. https://doi.org/10.3390/coatings10040374
Chicago/Turabian StyleWang, Shaopeng, Lian Zhou, Changjiu Li, Zhengxian Li, Hongzhan Li, and Lijing Yang. 2020. "Micrographic Properties of Composite Coatings Prepared on TA2 Substrate by Hot-Dipping in Al–Si Alloy and Using Micro-Arc Oxidation Technologies (MAO)" Coatings 10, no. 4: 374. https://doi.org/10.3390/coatings10040374
APA StyleWang, S., Zhou, L., Li, C., Li, Z., Li, H., & Yang, L. (2020). Micrographic Properties of Composite Coatings Prepared on TA2 Substrate by Hot-Dipping in Al–Si Alloy and Using Micro-Arc Oxidation Technologies (MAO). Coatings, 10(4), 374. https://doi.org/10.3390/coatings10040374