3.1. Temperature Effect
As
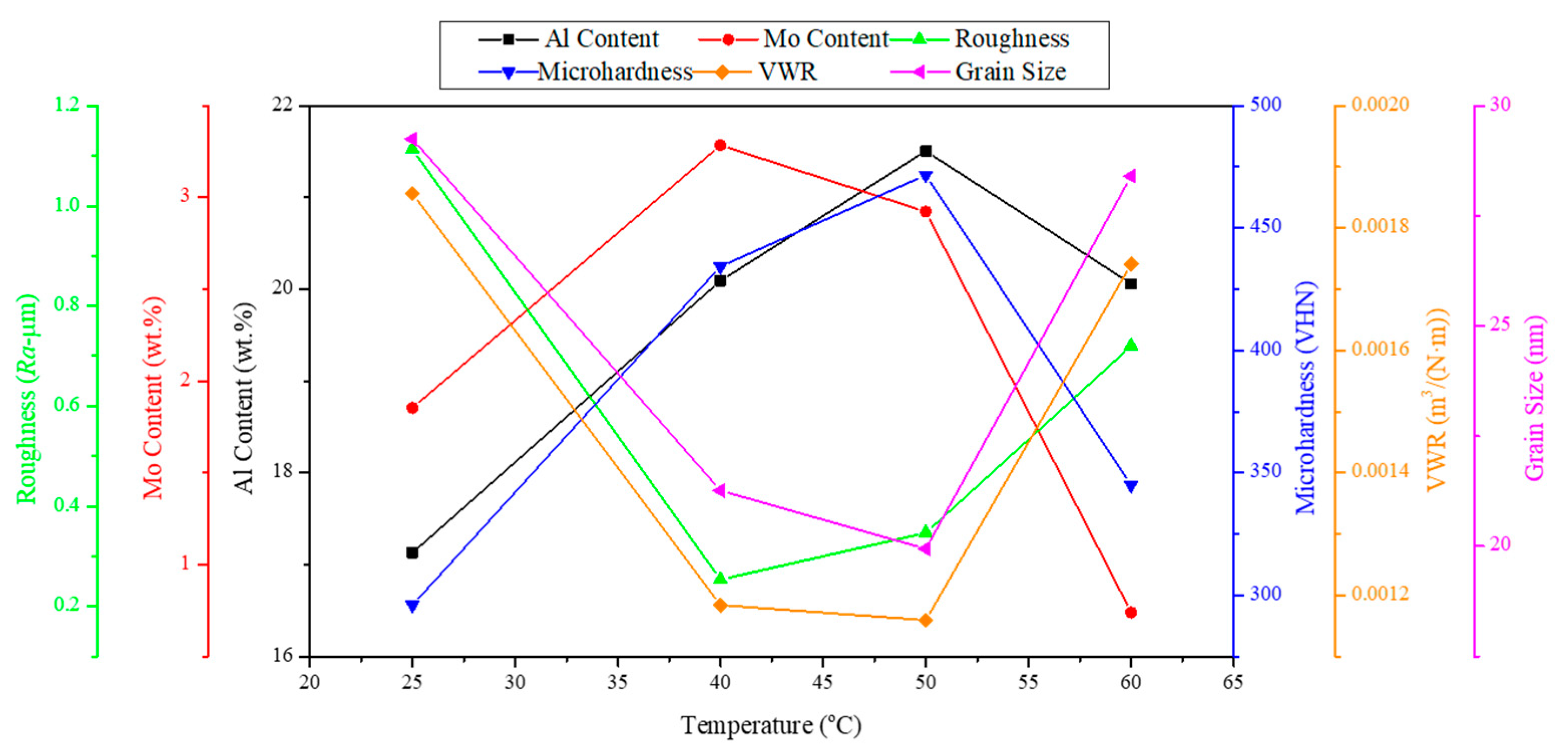
Figure 1 shows, the Al content is decreased when the temperature increases beyond 40 °C. The decreasing trend after a critical temperature value may also be due to the decrease in the current efficiency of nickel deposition at higher temperatures. The curve has a Gaussian form like the curve of Al with a maximum temperature at 40 °C. Raising the temperature typically lowers the polarization, reduces the concentration of metal in the cathode diffusion layer, and may influence the cathode current effectiveness of the deposition of metals, especially those deposited from complex ions [
18].
Lopez-Valdivieso et al. [
19] determined the zeta potential of α-Al
2O
3 in 0.01 mol dm
−3 aqueous NaNO
3 at 10, 20, 30, and 40 °C as a function of pH. They found that the zeta potential of particles, at any pH, is shifted to more negative potentials as the temperature increases. Halter also reported that for given pH value, an increase in temperature decreases the zeta potential, which also indicates proton desorption from the surface [
20]. Generally, the increasing temperature causes a shift of the isoelectric point (IEP) to lower values (At the isoelectric point (IEP), the net charge of the particles becomes zero, and they stop migrating). Consequently, the ability of the corporation into a deposition and the range of stability of positive particles are decreased, which are not favorable for electrophoresis. As the maximum incorporation of each particle appears at a specific temperature, particles under such conditions should have positive surface charges up to that temperature and negative surface charges beyond that temperature. These results show that increasing temperature does not favor particle adsorption.
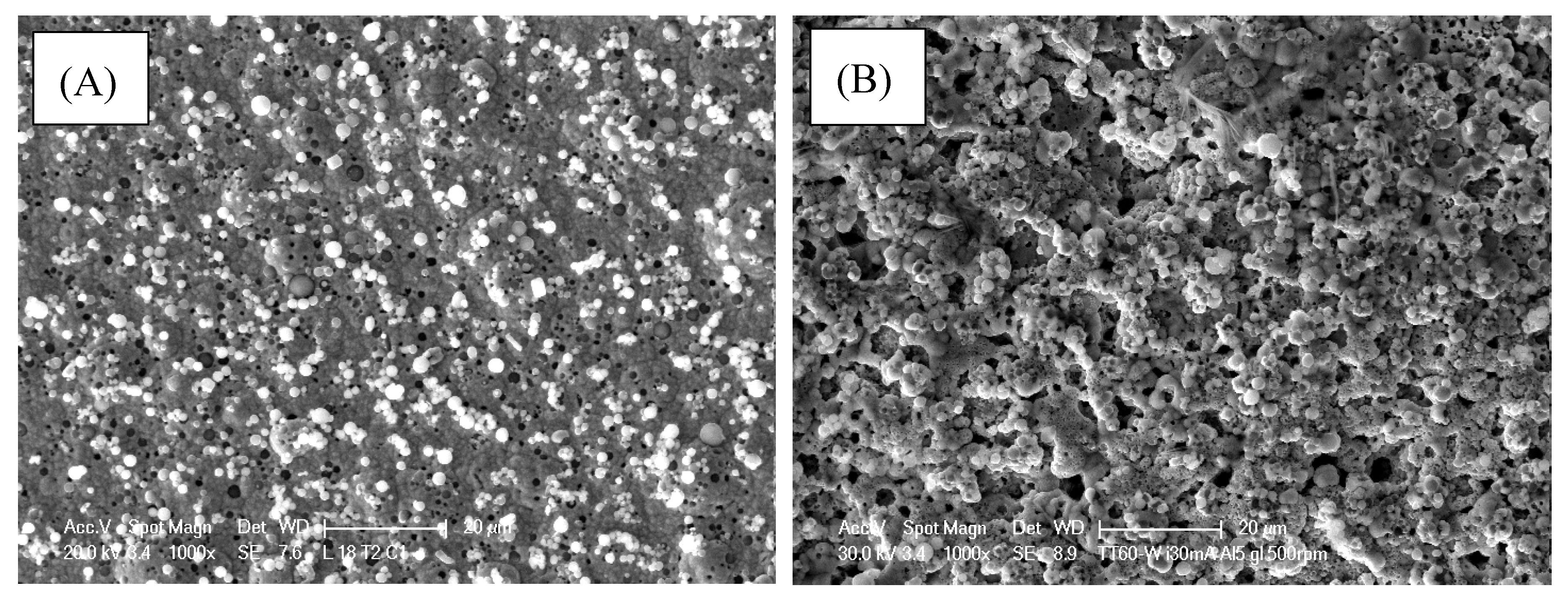
The SEM images of the surface morphologies of the Ni-Mo/Al composite coatings are presented in
Figure 2A,B. The coatings were crack-free; however, one can see when the temperature rises to 60 °C, the particles tend to agglomerate. On the other hand, it seems that the distribution of Al particles and the morphologies of the coatings obtained at temperatures less than 50 °C were more uniform than for the other coating obtained at higher temperature. For all conditions which were reported in this article, a tendency to agglomerate was due to the high surface free energy of fine Al metallic particles.
As can be seen in
Figure 1, it is obvious that as the temperature increases, the weight loss decreases gradually. Then it remains constant at temperatures of 40–50 °C and then increases with a further increase in temperature.
Surface roughness also affects the wear resistance of the material.
Figure 1 shows the roughness values of the Ni-Mo/Al composite coatings obtained at different temperatures. As seen, the roughness of the composites shows the same behavior as the wear properties with increasing temperature. It is reduced and reaches a minimum at 40–50 °C, and then increases with a further increase in temperature. Higher roughness indicates the presence of agglomerates, which is confirmed by SEM image. A higher roughness causes the particles to be removed from the coating during the wear test. The resulting surface roughness increases the friction coefficient that leads to the loss of much more weight of coatings [
21,
22].
The microhardness values of Ni-Mo/Al composite coatings are also shown in
Figure 1. The microhardness of the Ni-Mo/Al composite coatings increases up to 471 HV at 50 °C and then decreases to 345 HV with a further increase in temperature. The results suggested that the weight loss was declined with the rise of the hardness and decrease of the roughness. These results show that there is a relation between roughness and hardness with wear resistance. This achievement was approved by some references [
6,
23,
24,
25,
26]. Narasimman et al. [
23] confirmed that the weight loss of the coatings increased considerably with an increase in the surface roughness. Eslami et al. also reported that the grain sizes and microhardnesses of coatings are decreased and increased, respectively, by adding particles to the matrices of coatings [
24,
27]. According to the literatures, increasing the hardness of a coating can be related to the three reasons [
28,
29]: (1) the presence of a particle, (2) the distribution of a particle, and (3) the grain refining. The presence of a particle increases hardness when the particle is hard and its volume fraction is higher than 20%, and particle dispersion also increases hardness and strength when the size of the incorporated particle is fine (<1 µm) and its volume fraction is less than 15%. In this case, the Al particles are softer than the Ni matrix, so the load is not carried by the Al particles, and the particles cannot restrain the matrix deformation and hinder dislocation motion. Consequently, the first and second strengthening mechanisms cannot be accepted as the main strengthening mechanisms in this case. Susan et al. [
30] reported the third strengthening mechanism of coatings by metallic particles. According to the proposed mechanism, if the particles are electrically conductive, they effectively become part of the cathode surface and can stimulate the nucleation sites, and they reduce the grain size of the coating. Based on this property, they claimed that when the Al particles are incorporated into a growing Ni matrix, new grains nucleate on the surface of the Al. The small grains produce a refined microstructure in comparison to a pure nickel coating deposited under similar conditions. The effect of temperature on the grain size of coatings was shown in
Figure 1. An investigation of the surface morphology of a Ni/Al composite coating by Susan et al. [
30] provided further evidence that the A1 particles act as sites for enhanced growth of the nickel deposit. Thus, it has been concluded that additions of A1 particles to the Ni matrix can produce hardening by a structural refinement mechanism. The existence of smaller grains hinders the dislocation motion, leading to an expansion in microhardness. Increasing the wear resistance by increasing the hardness, due to the reduction of grain size, has been often expressed by Archard’s law [
31], which gives the relationship between wear volume loss (
V), applied load (
L), sliding distance (
S), and hardness of the wearing surface (
H).
This equation represents that there is an inverse correlation between the wear behavior and surface hardness, and accordingly, the coating wear reduces as its surface hardness rises. This relation is in agreement with the results of the current study.
As seen in
Figure 1, although the amount of Al content in the coating at 60 °C was less than that at 50 °C, the microhardness of composite coating was decreased. Generally, the weight loss of a coating during a wear test was extensively affected by its porosity [
32]. It seems that according to
Figure 2B, agglomeration of Al particles and porosity at this temperature are the main reasons for decreasing microhardness. In other words, aluminum particles have a complex effect on hardness. Since Al is a soft metal, for coatings with higher amounts of Al particles, each indentation will touch several A1 particles along with the Ni matrix. Hence the hardness of the A1 particles begins to affect the overall hardness.
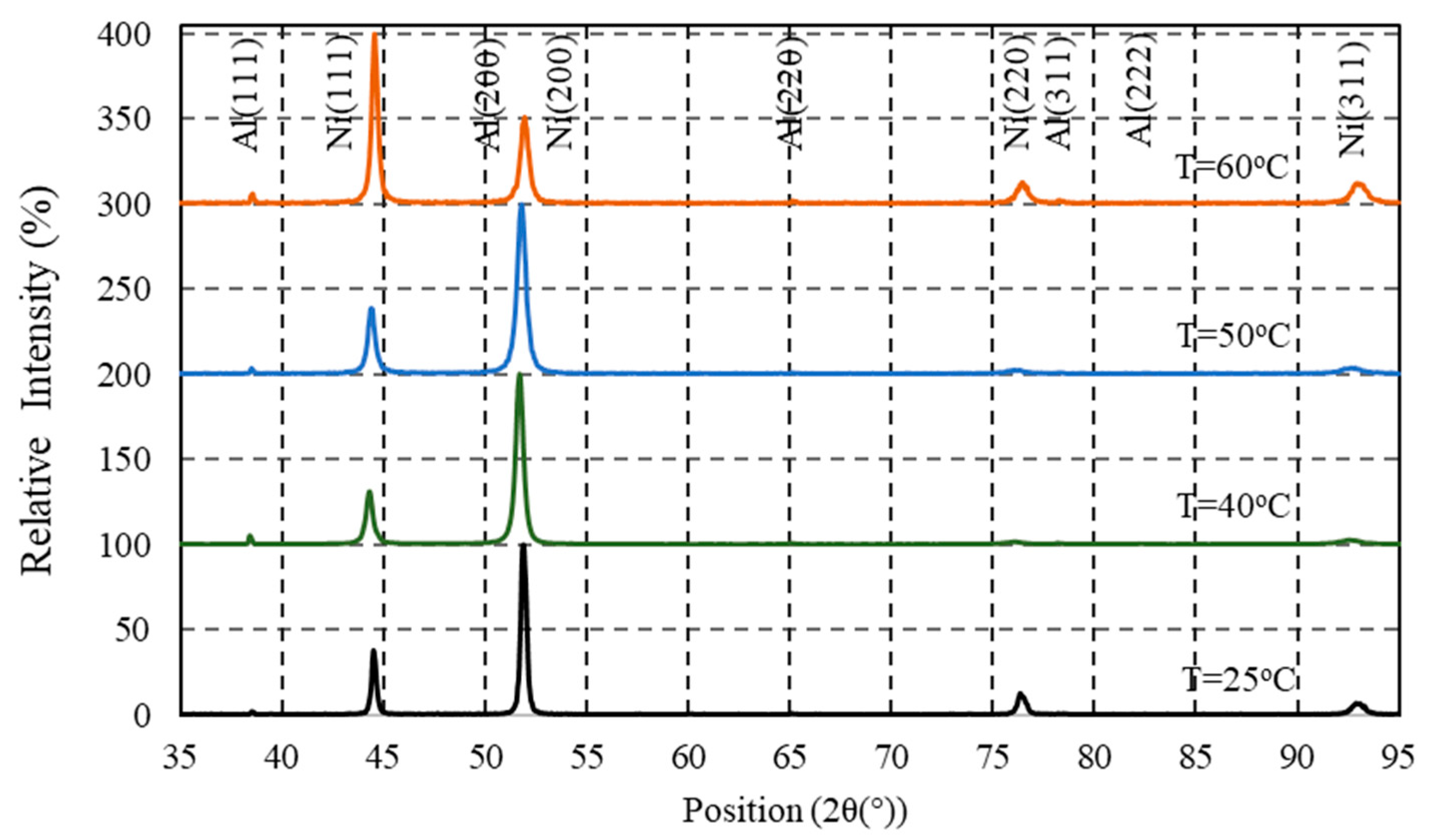
Figure 3 shows the effect of temperature on the X-ray diffraction pattern of the coating.
It was demonstrated that Ni-Mo/Al composite coatings around 40–50 °C show a maximum wear resistance and microhardness with a further increase in temperature. As is seen in
Figure 3, two planes Ni (111) and Ni (200) have the main intensity and confirm that these two planes compose the most surface area of coatings. As can be seen, the intensities of Ni (111) and Ni (200) peaks increased and decreased with increasing temperature, respectively. The slip plane of a face-centered cubic (fcc) lattice is the (111) plane, a crystallographic plane whose atomic density is highest than any other plane [
4]. Consequently, despite that (200) planes have lower planar density and lower wear resistance than that of the (111) planes in the fcc structure, the weight loss of Ni-Mo/Al composite coatings at 40–50 °C with the predominantly (200) planes is low. Therefore, it is decided that the chemical composition of the Ni-Mo matrix can have both a positive influence and a negative impact on the weight loss of Ni-Mo/Al composite coatings. As a consequence, besides the chemical composition, phase structure is also another significant factor altering the wear property of composite coatings. On the other hand, besides the negative effect of the presence of the low density (200) planes with high friction, another reason for decreasing the wear rate and increasing microhardness of the Ni-Mo/Al composite coatings with rising temperature up to 40–50 °C, can be attributed to their grain sizes, which was explained by reference [
30]. As it was shown in
Figure 1, by increasing the temperatures beyond the 50 °C, the deposited Al content in the coating decreases, which can be followed by increasing grain size. Because by increasing temperature beyond the 50 °C and decreasing Al content, the wear rate is intensively increased. It is known that the Hall–Petch equation can empirically describe the relationship between flow stress and grain size. This equation relates the grain size,
d, with the hardness,
H, of a metal:
The terms of
Ho and
KH are experimental constants and are different for each metal. As shown in
Figure 3, when increasing the temperature up to 50 °C, both the peak intensity of the (100) planes and their full width at half maximum (FWHM) increase. This simultaneous increase in peak intensity and FWHM respectively indicate that the number of the (100) planes increased on the surface of the coating, and the size of the grains containing these planes decreased. In contrast to decreasing in wear resistance by increasing the number of the (100) crystalline planes, decreasing the size of grains containing the (100) planes increases the wear resistance in which the grain size effect is more effectiveness than the effect of increasing the number of (100) planes on the wear resistance.
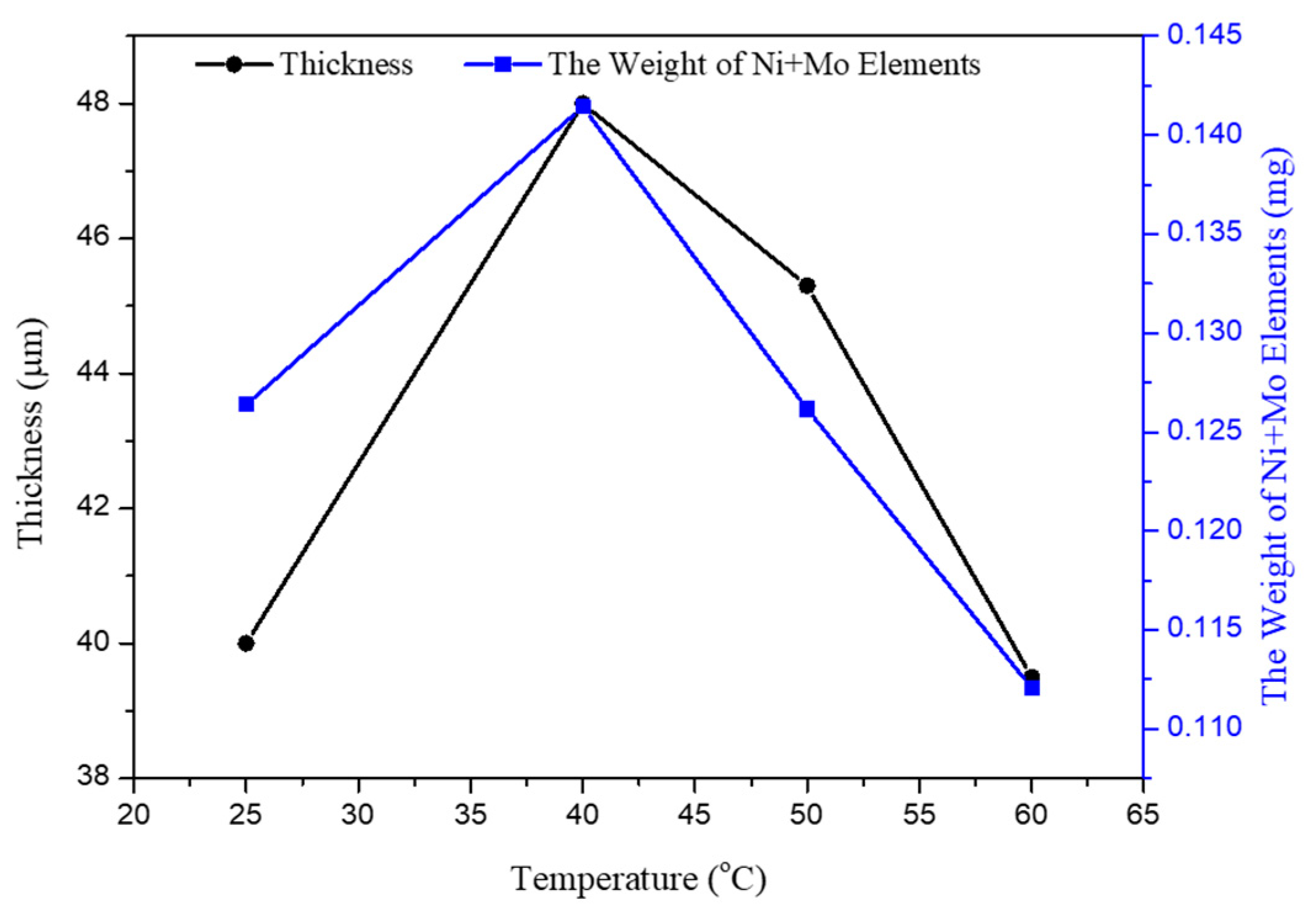
The values of thickness obtained at different temperatures were also assigned in
Figure 4. As seen in this figure, the thickness of coatings is raised to a maximum value at 40 °C, and then decreased with further increase in temperature. Decreasing thickness can be related to the current efficiency. Raising the temperature usually leads to the decreases in polarization, improves the metallic ions concentration in the interface between electrolyte and cathode electrode, and may influence the current efficiency in depositing metals, especially those deposited from complex ions [
18,
33]. It seems that by increasing the temperature up to 40 °C in this case, the concentration of metallic ions in the diffusion layer is raised and then decreases by further increases in the temperature. As seen in
Figure 4, the total of the metallic part of the coatings reached a maximum at 40 °C and then started to reduce by further increases in the temperature, which confirmed that hydrogen evolution reaction is the dominant cathode reaction and consumes the most part of deposition current. Under this condition, metallic ions could not deposit much more. For this purpose, at the first step, the weight of the Al powder was subtracted from the total weight of coating and the remaining weight was the weight of Ni and Mo elements, which consumed electrons and electrical current. As can be seen, the highest weight of metallic elements (current efficiency) is obtained at 40 °C, and then decreased sharply with increasing temperature.
3.2. Current Density Effect
The velocity (
vE) of a charged particle moving in an electric field (
E) is expressed by the Smoluchowski equation [
34]:
where
E is the applied electrical field strength,
uE is the electrophoretic mobility of the particle, ζ is the zeta potential, ε is the dielectric constant of the electrolyte, and η is the viscosity of the suspension.
According to the equation, as the electric field intensifies, the velocity of the charged particle also increases. This means that as the electric field increases, the amount of precipitated particles in the coating also increases. Many articles have reported that the particle content of deposit is drastically changed when the current density is modified. Vaezi et al. showed that SiC content increases up to a maximum value then decreases with increasing current density [
7]. Bakhit et al. [
35], Shi et al. [
6], Tripathi et al. [
36], and Wang et al. [
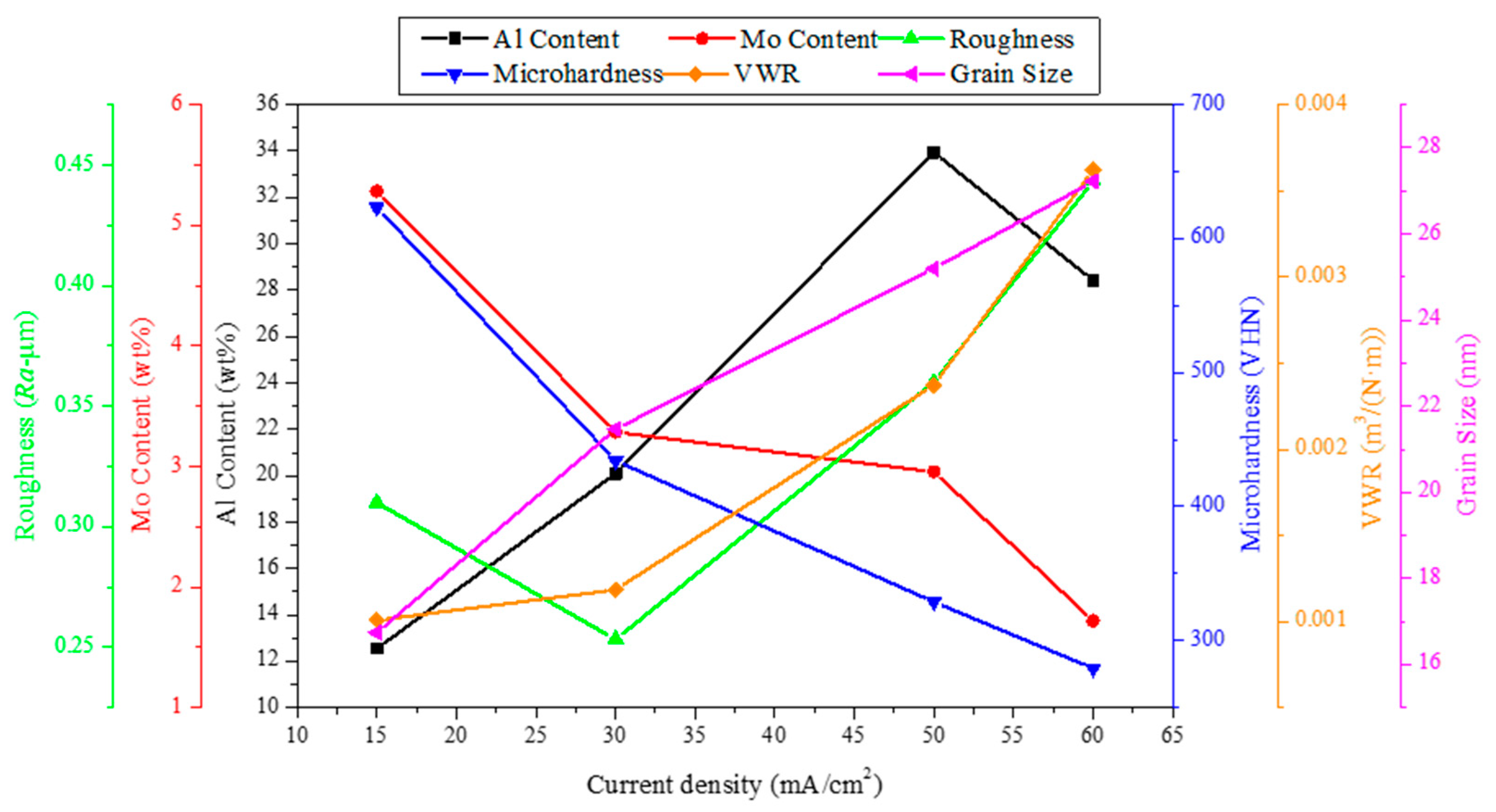
37] have reported a similar trend. It was seen that Al particles also show similar behavior. Al content in the deposit increases up to a maximum at 50 mA/cm
2 and then decreases with increasing current density (
Figure 5). Decreasing Al deposited at higher current densities (>50 mA/cm
2) can be attributed to the high velocity of charged particles. Under this condition, fewer particles are embedded in the coating.
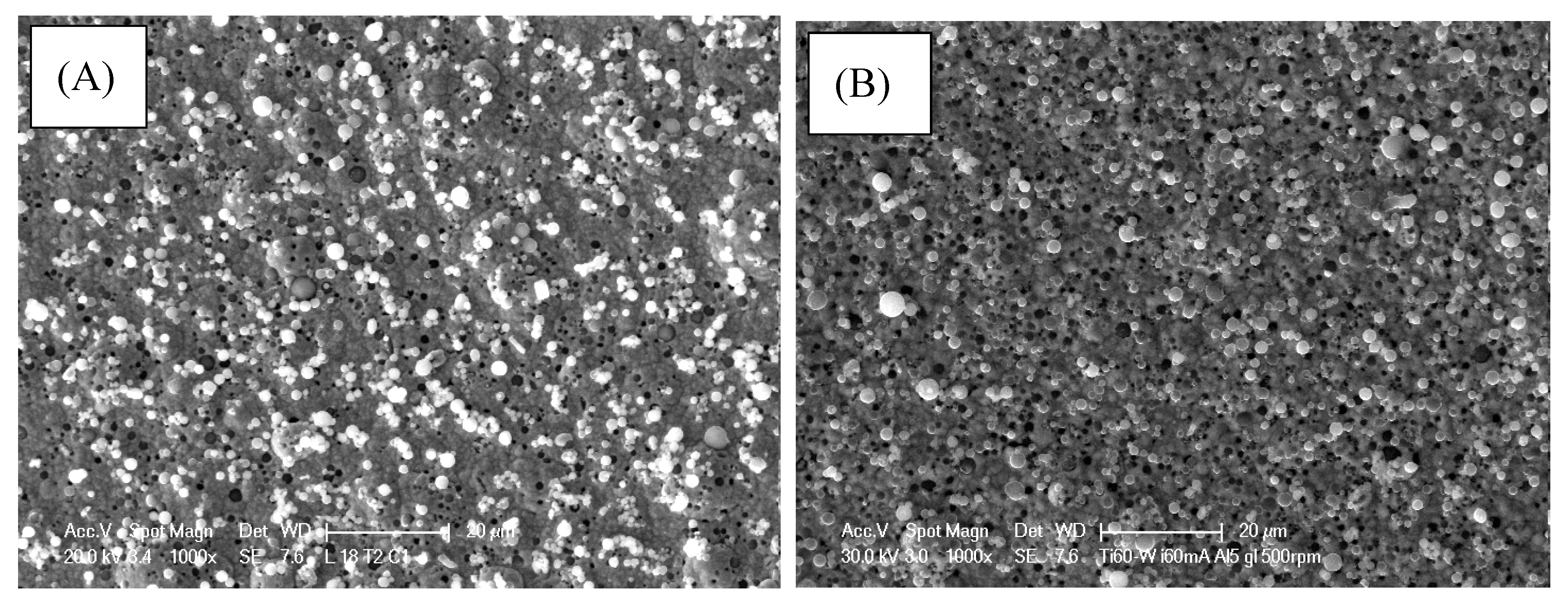
SEM images of the surface morphologies of the Ni-Mo/Al composite coatings are presented in
Figure 6A,B. The coatings were crack-free. The effect of current densities on the weight loss of Ni-Mo/Al composite coatings during the wear test are shown in
Figure 5. Generally, from the data shown in this figure, it is clear that the weight loss gradually increases with an increase in current density up to 30 mA/cm
2 and then sharply increases with a further increase in current density.
As can be seen in
Figure 5, the roughness of the composites is increased with a further increase in current density. Like the effect of temperature, the resulting surface roughness increases the friction coefficient; that leads to loss of much more weight of the coatings [
21].
The microhardness of Ni-Mo/Al composite coatings under the same condition was shown in
Figure 5. The microhardness of the Ni-Mo/Al composite coating is decreased from 614 to 280 VHN, with a further increase in current density from 15 to 60 mA/cm
2. The result suggests that the wear resistance is decreased with decreasing microhardness and increasing roughness. These results show that there is a relation between roughness and hardness with wear resistance.
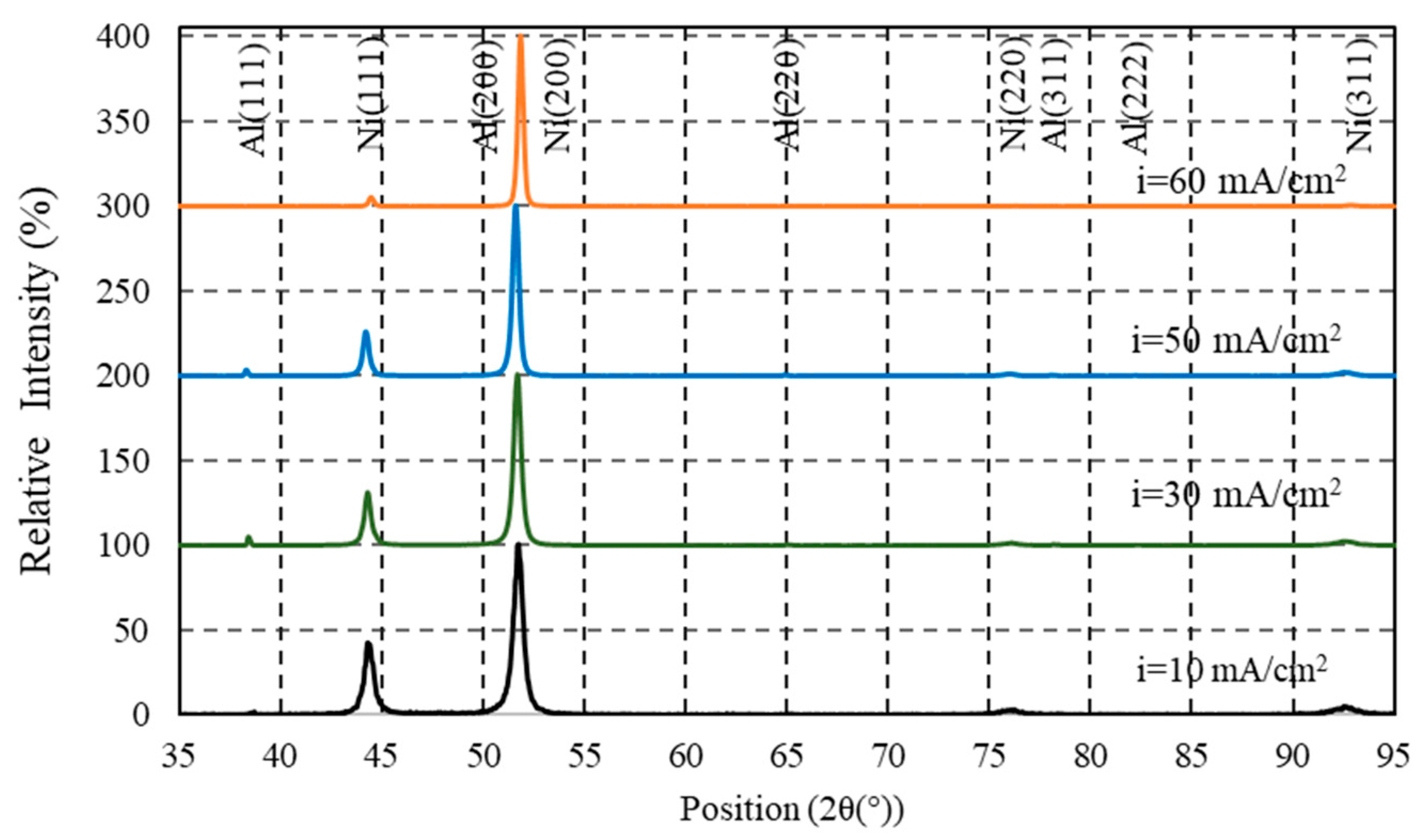
The crystallite size refinement and the texture evolution played important roles in the improvement of the wear property. Thus, it will be discussed in the following. As shown in
Figure 7, XRD line profiles of Ni-Mo/Al composite coatings change with increasing current density. By increasing the current density, the strongest diffraction reflection is changed from (111) (for a pure nickel) to (200) diffraction peak, implying the texture evolution of the electrodeposited Ni-Mo matrix coatings. A two-component texture of the {100} and {111} is frequently observed in nanocrystalline Ni and its alloys [
38]. However, as it is seen, with the increasing of current density, the intensity percentage of (200) increases and the intensity percentage of (111) decreases. As the current density increased, the (111) orientation disappeared. The same results were reported by other references [
39]. The Al peaks were also observed for coatings deposited at different current densities. As it was also mentioned in the section of temperature effect, since the total number of atoms present on the surface of (200) is less than the (111) plane, the friction force on this kind of surface will be high compared to the (111) planes with high packing factor. Therefore, it is reasonable to decide that the wear rate is increased due to increasing the predominant (200) planes and surface roughness of Ni-Mo/Al composite coating with increasing current density. However, the presence of the predominant (200) plane and high roughness values cannot be accepted as the main reasons for this low microhardness. Despite the fact that the (200) plane was also the predominant crystallographic orientation for increasing temperature in the section of temperature effect, the composite coating had the highest wear resistance and microhardness. Thus, it was concluded that decreasing grain size with increasing temperature was the predominant strengthening mechanism. Similarly, as seen in
Figure 7, as the electrodeposition current density increases, the FWHM decreases, which indicates an increase in the grain size of the (200) crystalline plates. According to this interpretation, the grain coarsening by increasing current density can be considered as the main reason for decreasing wear resistance and microhardness and increasing roughness. Consequently, it seems that the grain size of coatings is simultaneously affected by current density and Al particles in which each of them has an opposite effect on the grain size. It means that grain size is increased and decreased by increasing current density and Al particles content by two different rates, respectively. The rate of grain coarsening due to increasing current density is more than that of grain refining. There is evidence which shows that the rate of grain coarsening is the predominant mechanism, as follows: the first piece of evidence is that the peak width increases by increasing the current density, as is seen in
Figure 7. Careful examination shows that the XRD peaks of Ni-Mo/Al composite coatings at low current density, e.g., 15 mA/cm
2, is wider than that of the coating obtained at high current density; e.g., 60 mA/cm
2. The second reason can be attributed to the decreasing microhardness with a further increase in the current density. The relationship between wear resistance and microhardness, in this case, is also satisfied the Archard’s law [
31], which was discussed in the section of the temperature effect. Consequently, it can be decided that decreasing the microhardness of Ni-Mo/Al composite coating is due to the grain coarsening, which happens during increasing current density. From the above results, it could be concluded that the deterioration of wear resistance of Ni-Mo/Al coatings was linked to the combined effect of incorporation of grain coarsening and texture evolution from (111) plane to predominant (200) plane.
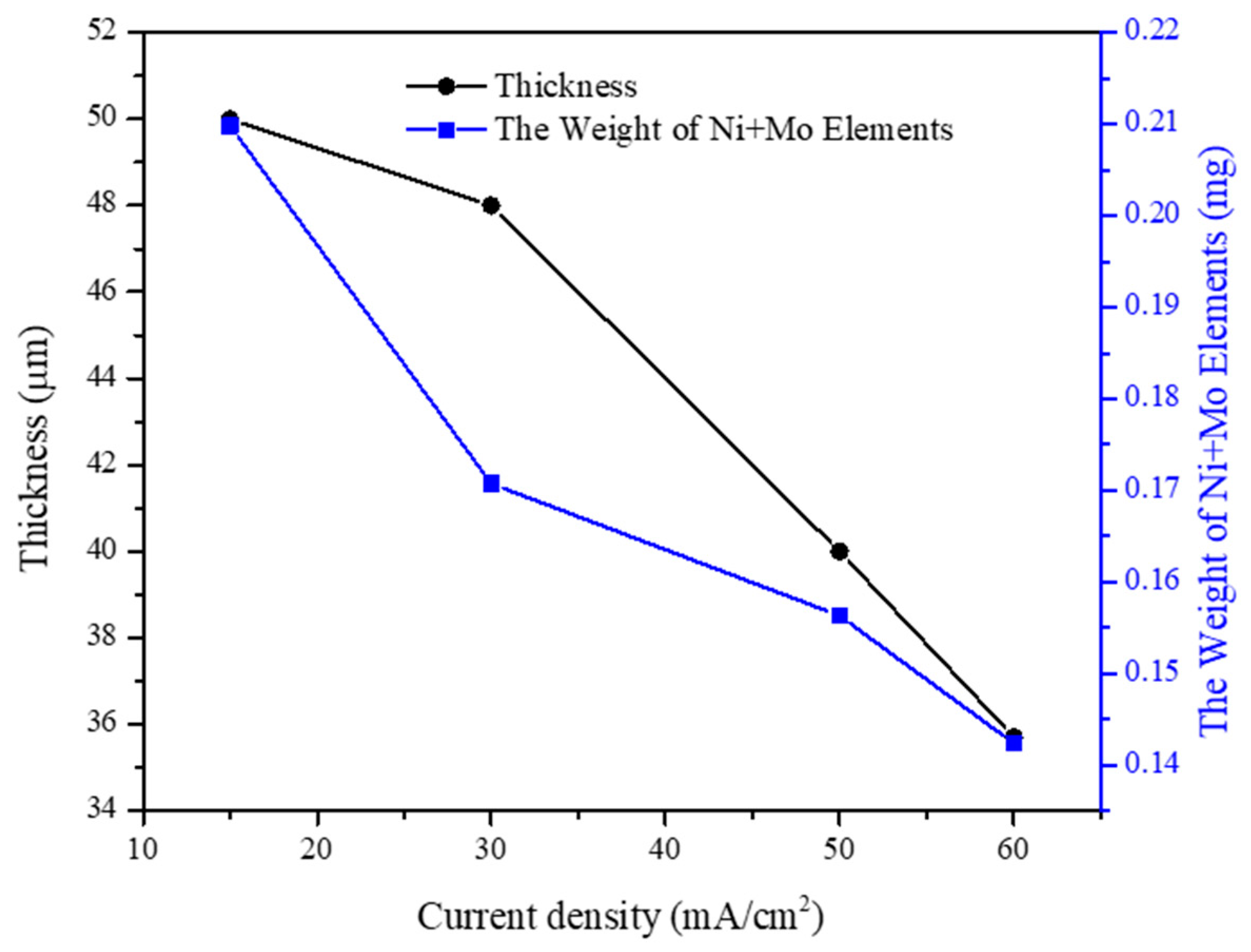
The values of thickness obtained at different current densities were assigned in
Figure 8. As is shown, the thickness of coatings decreases with increasing current density. Decreasing thickness with increasing current density can be linked to the current efficiency which decreased by increasing current density. The current efficiency of the bath at different current densities is also shown in
Figure 8. For this purpose, at the first step, the temperature effect section, the weight of the Al powder was subtracted from the total weight of coating and the remaining weight was the weight of Ni and Mo elements, which consume electrons and electrical current. As can be seen, the most efficiency is obtained at low current density, 15 mA/cm
2. As is shown, the efficiency is deteriorated with a further increase in current density. It means that the current parameter deteriorates the current efficiency and decreases thickness. At a higher current density, the reaction of hydrogen evolution could become increasingly dominant. This could lead to a smaller current used for the deposition of Ni and Mo as metallic elements to form the matrix. As it is shown in
Figure 8, the weight of coating as a criterion for efficiency is reduced by increasing current density, which is shown that a part of current was consumed by hydrogen evolution.
3.3. Stirring Rate Effect
Many investigations have found that incorporating particles in an electrodeposited coating increases up to a maximum then decreases by increasing stirring rate [
10,
15,
40,
41,
42,
43,
44]. This means that excessive agitation may lead to a lower particle loading in the metal deposits. On the other hand, there is a critical stirring rate, after which the stirring rate can have a negative effect on the incorporation of particles in the coatings. This result can be related to the effect of hydrodynamic forces proposed by Buelens et al. [
45]. They proposed that, depending on the Reynolds number, laminar, transition, or turbulent flow regimes are possible. According to their reported results, at the beginning before a critical value, the flow regime is either laminar or transitional, and the amount of deposited particles will be constant or increase at a higher stirring rate, respectively. Beyond a critical stirring rate, increasing the stirring rate in the suspension may also sweep away loosely adsorbed particles from the cathode surface and decrease the concentration of deposited particles in the composite coating [
44]. It is shown in
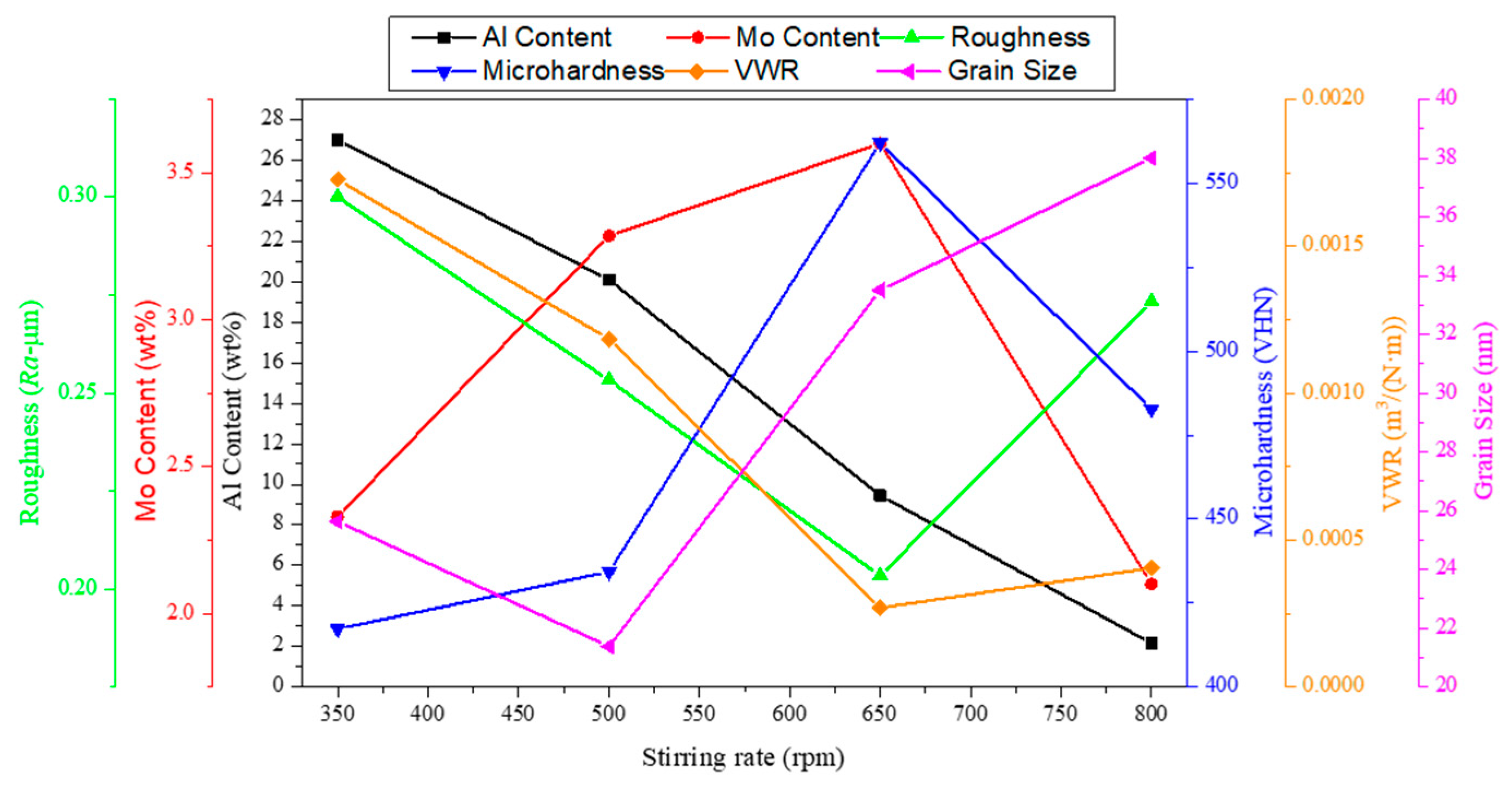
Figure 9 that the stirring rate strongly affects the weight percentage of the co-deposited Al particles, since Al should be transported to the cathode surface for the co-deposition with the Ni-Mo matrix. The behavior of Al particle in this work is the same as in the results reported by the literature. As the stirring rate increases further, deposited particles decrease drastically.
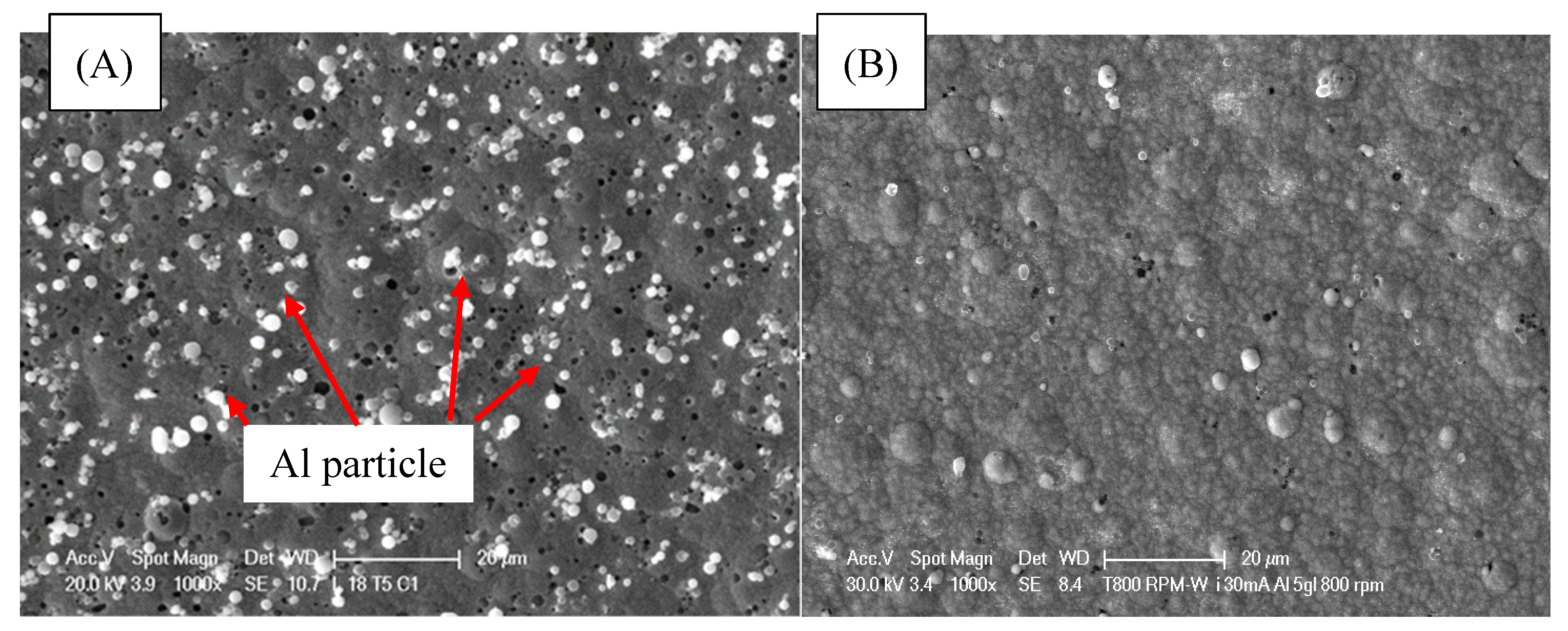
SEM micrographs, presented in
Figure 10, illustrate different morphologies of the Ni-Mo/Al composite coating. It is evident that the co-deposited Al particles are uniformly distributed in the Ni-Mo matrix by electrodeposition. It is important to disperse the Al particles very well in the electrolyte. As long as the Al particles in the coatings are uniformly distributed, Ni-Mo/Al composite coatings could possess excellent mechanical and corrosion resistance properties. Al particles cathodically adsorb on the surface, and Ni and Mo metal elements are simultaneously reduced and make matrix, and enfold Al particles. Some Al particles were dipped in the matrix and pulled out of the surface and left dark holes. A part of Al particles that adsorbed on the surface at the last time as electrodeposition remain on the surface, and these sites are seen bright and white.
From the data shown in
Figure 9, it is clear that the wear loss gradually decreases with an increase in stirring rate, attains a minimum at 650 rpm, and then increases with a further increase in stirring rate.
Figure 9 shows the roughness values of the Ni-Mo/Al composite coatings obtained at different stirring rates. As it is seen, the roughness of the composites shows the same behavior as wear property with an increasing stirring rate. Higher roughness indicates the presence of agglomerates, which is confirmed by SEM image. A higher roughness value leads to easily pull off of the particles in wear testing. The resulting surface roughness increases the friction coefficient; that leads to loss of much more weight of coatings [
21]. It is clear that the roughness was decreased by increasing the stirring rate and reached a minimum at 650 rpm, then increased by increasing the stirring rate.
The microhardnesses of Ni-Mo/Al composite coatings obtained at different stirring rates are shown in
Figure 9. The results suggest that the wear resistance increased with increasing microhardness and decreasing roughness. These results show that there is a relation between roughness and hardness with wear resistance. It is seen in
Figure 9, the microhardness of coatings is increased by increasing the stirring rate, reaches a maximum at 650 rpm, and then decreases by further increases in the stirring rate.
Similarly to the last two sections, the crystallite size refinement played important roles in the improvement of the wear behavior. Thus, it will be discussed in the following paragraph.
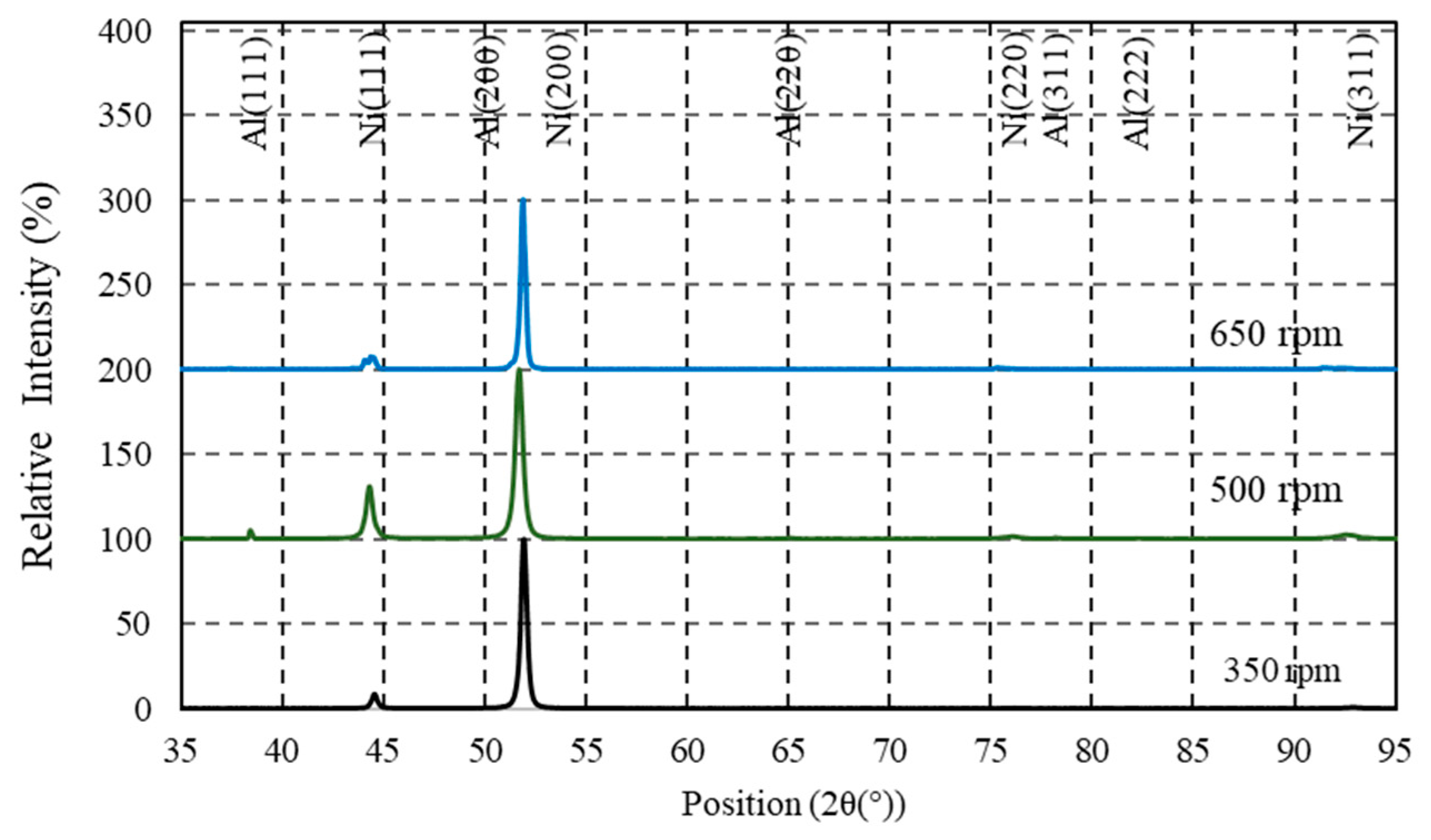
As shown in
Figure 11, XRD line profiles of Ni-Mo/Al composite coatings change with increasing stirring rate. By increasing the stirring rate, the most powerful diffraction reflection is changed from (200) to (111) diffraction peak, implying the texture evolution of the electrodeposited Ni-Mo matrix coatings. As is seen, with increasing stirring rate, the intensity percentage (200) decreased, and the intensity percentage (111) increased. As the stirring rate increased, the (111) orientation became an absolute peak, which was a peak with very weak intensity at low stirring rates; e.g., 350 rpm. This behavior is very favorite for obtaining a coat with high microhardness and wear. Because the total number of atoms present on the surface of (111) is more than the (200) plane, the friction force on these kinds of surfaces will be low compare to the (200) planes with high packing factor. Therefore, it is reasonable to decide that the wear rate should be decreased due to increasing the predominant (111) planes and decreasing surface roughness of Ni-Mo/Al composite coating with increasing the stirring rate.
However, the presence of the predominant (111) plane and low roughness values cannot be accepted as the main reasons for this high microhardness. As can be seen from XRD patterns, with increasing stirring rate, FWHM first increased and then decreased, indicating a decrease and increase in grain size, respectively. Accordingly, it must be a factor that increases grain size and decreases the wear rate. It was demonstrated and reported frequently that the grain size of coatings is increased by decreasing the amount of inclusion particles in the composite coatings and vice versa [
14,
46,
47]. A was seen in
Figure 11, Al content was intensively decreased by increasing the stirring rate. Reducing the amount of aluminum particles in the coating can increase grain size while reducing wear rates. With the decrease in the amount of aluminum particles, the intensity of nucleation sites decreases. So, the grain coarsening can be linked to the decreasing of Al particles in the coating. On the other hand, since aluminum is a soft metal, the hardness increases with decreasing the number of Al particles in the coating. As a consequence, decreasing Al content by increasing the stirring rate can be considered as the main reason for increasing wear resistance, microhardness, and grain size. Consequently, it seems that the properties of coatings are mainly affected by the presence of Al particle.
On the other hand, a part of the increasing in grain size due to the decreasing of the amount of Al particles is compensated by the stirring operation. In other words, mixing prevents a drastic reduction in grain size due to the decrease in the amount of aluminum particles. The proportionate rates of the formation of crystal nuclei and the growth of the existing crystals powerfully affected the crystal structure obtained from an electrodeposition process. The conditions that favor crystal nuclei formation lead to the finer-grained deposits, while larger crystals are formed in those cases that support the growth of the existing crystals [
4]. Thus, contrary to the effect of the Al particles on the grain size, it seems that agitation promotes the formation of crystal nuclei, because the agitation can directly affect the composition of the alloy by reducing the thickness of the cathode diffusion layer.
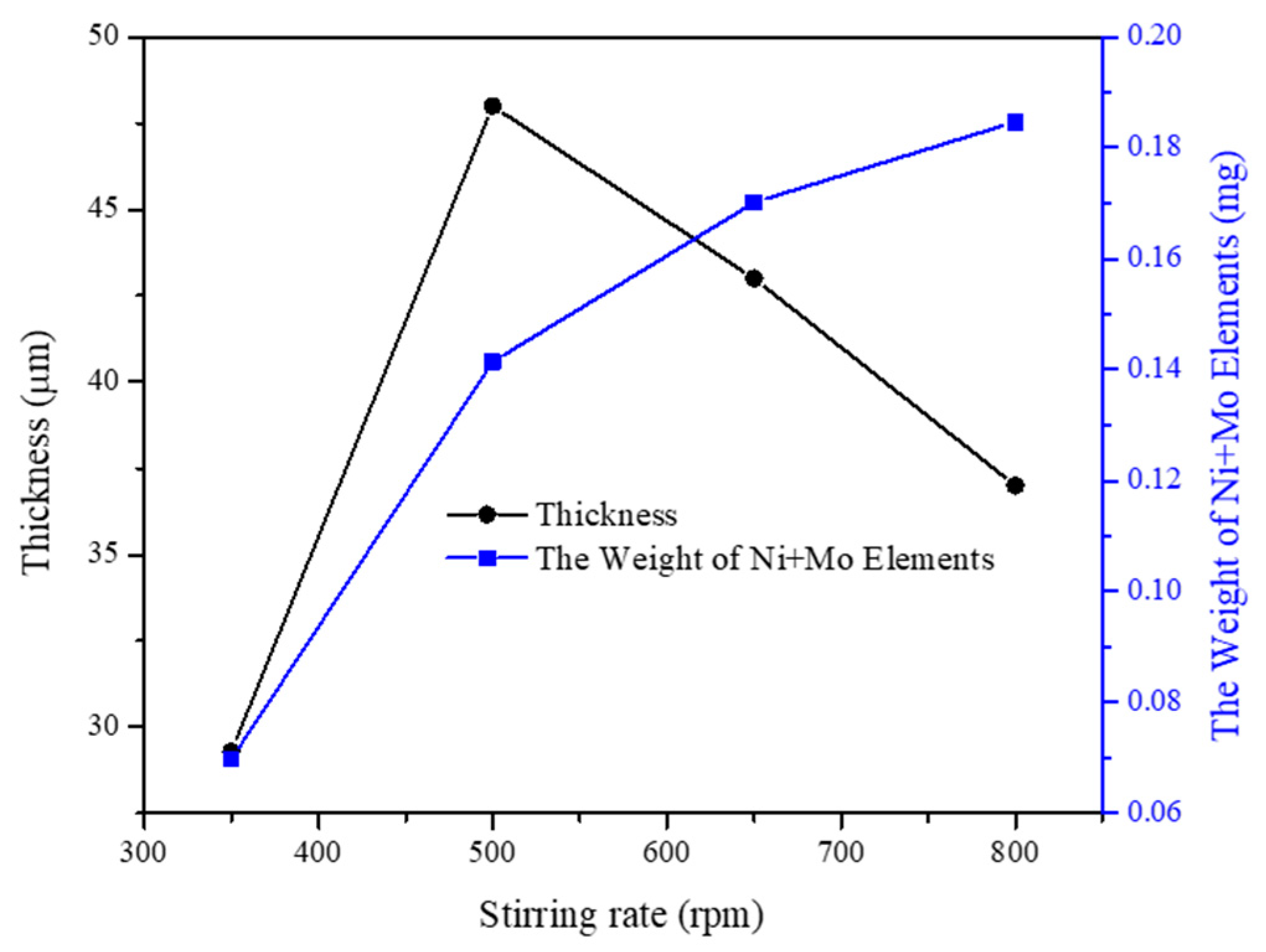
Figure 12 confirms this idea. As is seen, the weight of deposited metallic elements or current efficiency was increased by increasing the stirring rate, which reveals that the concentration of metallic ions in the diffusion layer was increased.
As can be observed, the highest efficiency is obtained at a high stirring rate, 800 rpm. That means that the stirring rate parameter has a beneficial effect on the current efficiency while it decreases contradictory thickness. The values of thickness obtained at different stirring rates were assigned in
Figure 12. As is seen, the thickness of coatings reached a maximum value at 500 rpm, and then decreased with a further increase in the stirring rate. Decreasing the thickness is related to decreasing the amount of Al particles in the coatings. The participation of particles in the coatings has a direct effect on the thickness value.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}