Metallurgical Soldering of Duplex CrN Coating in Contact with Aluminum Alloy

 ,
,  ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Samples Preparation
2.2. Soldering Evaluation–Ejection Test
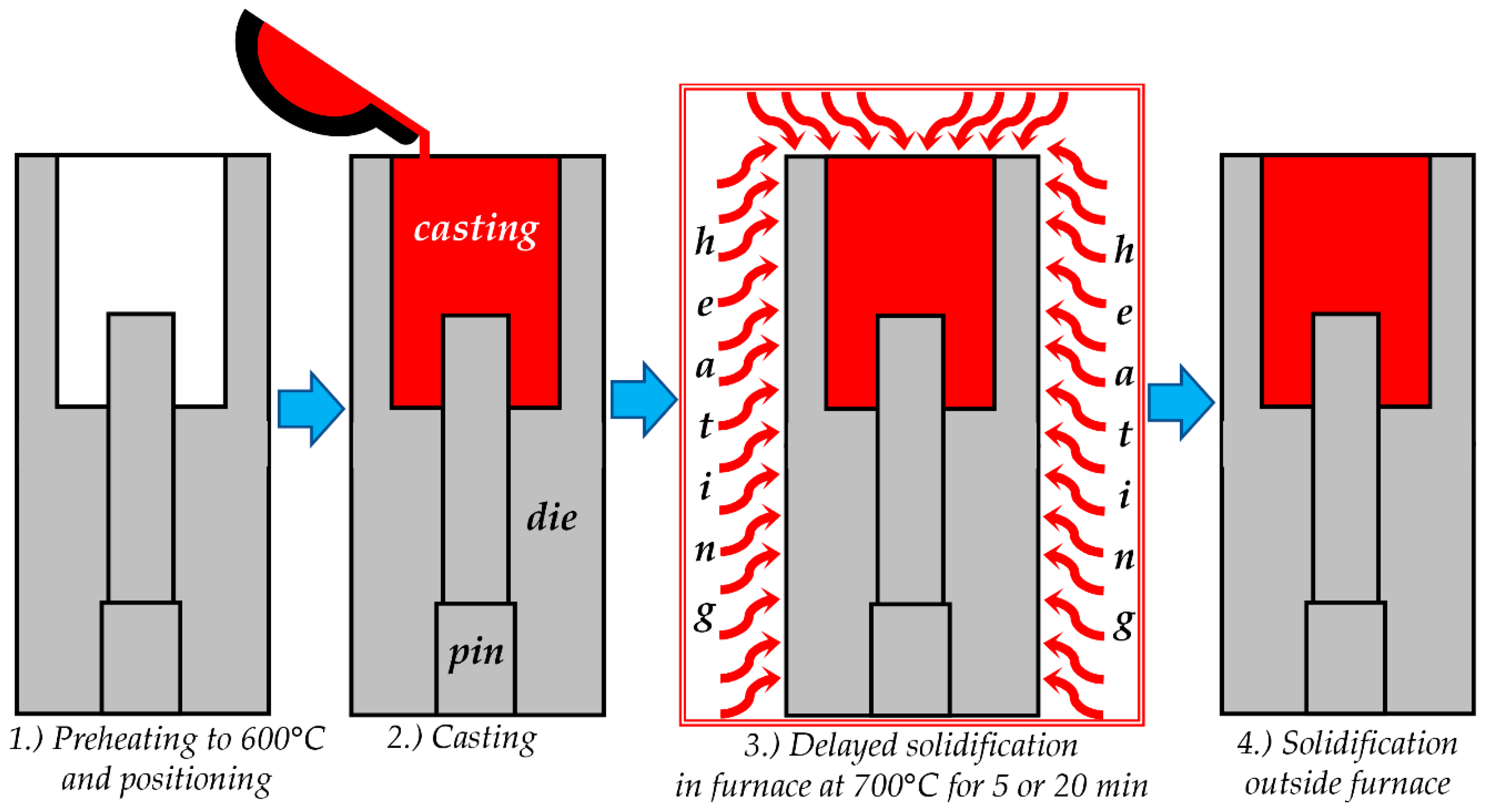
2.3. Annealing Experiment
2.4. Samples Characterization
3. Results
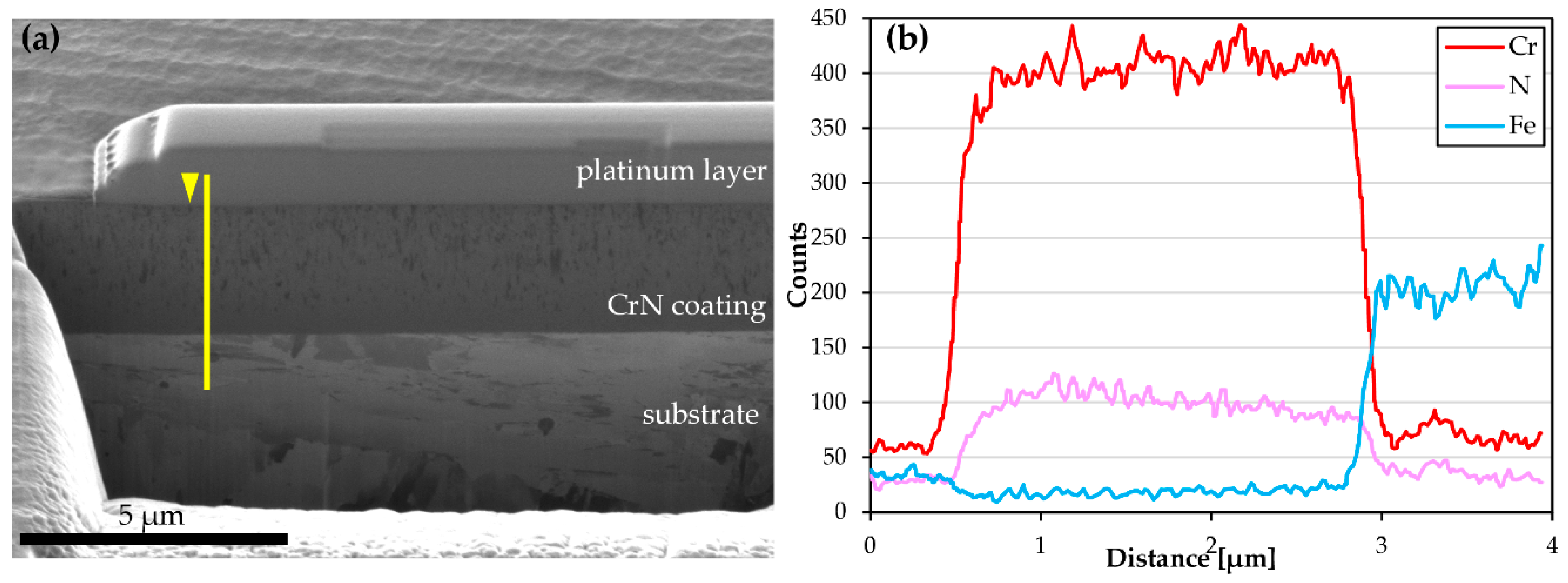
3.1. Materials and Layers Properties
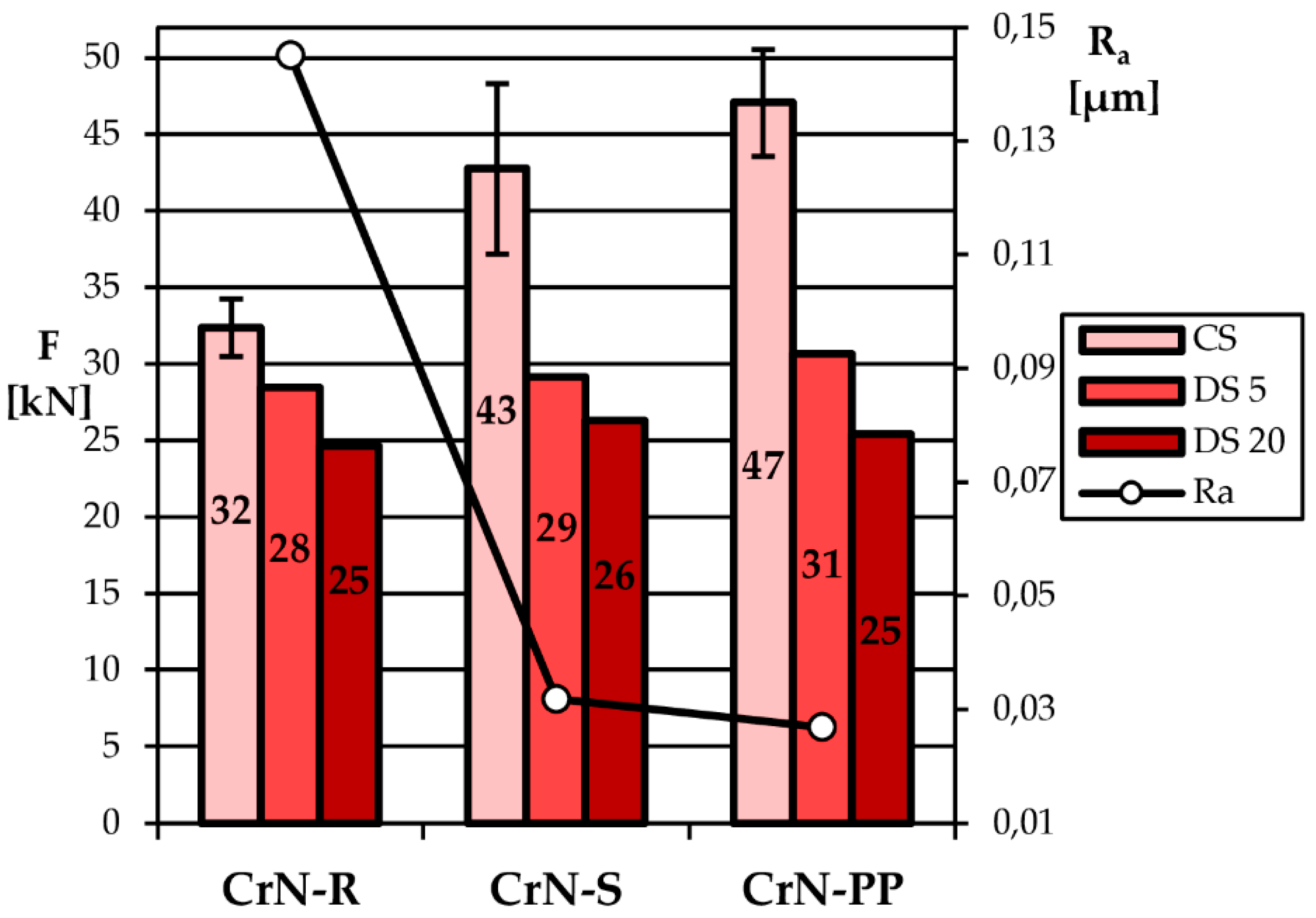
3.2. Results of the Ejection Tests
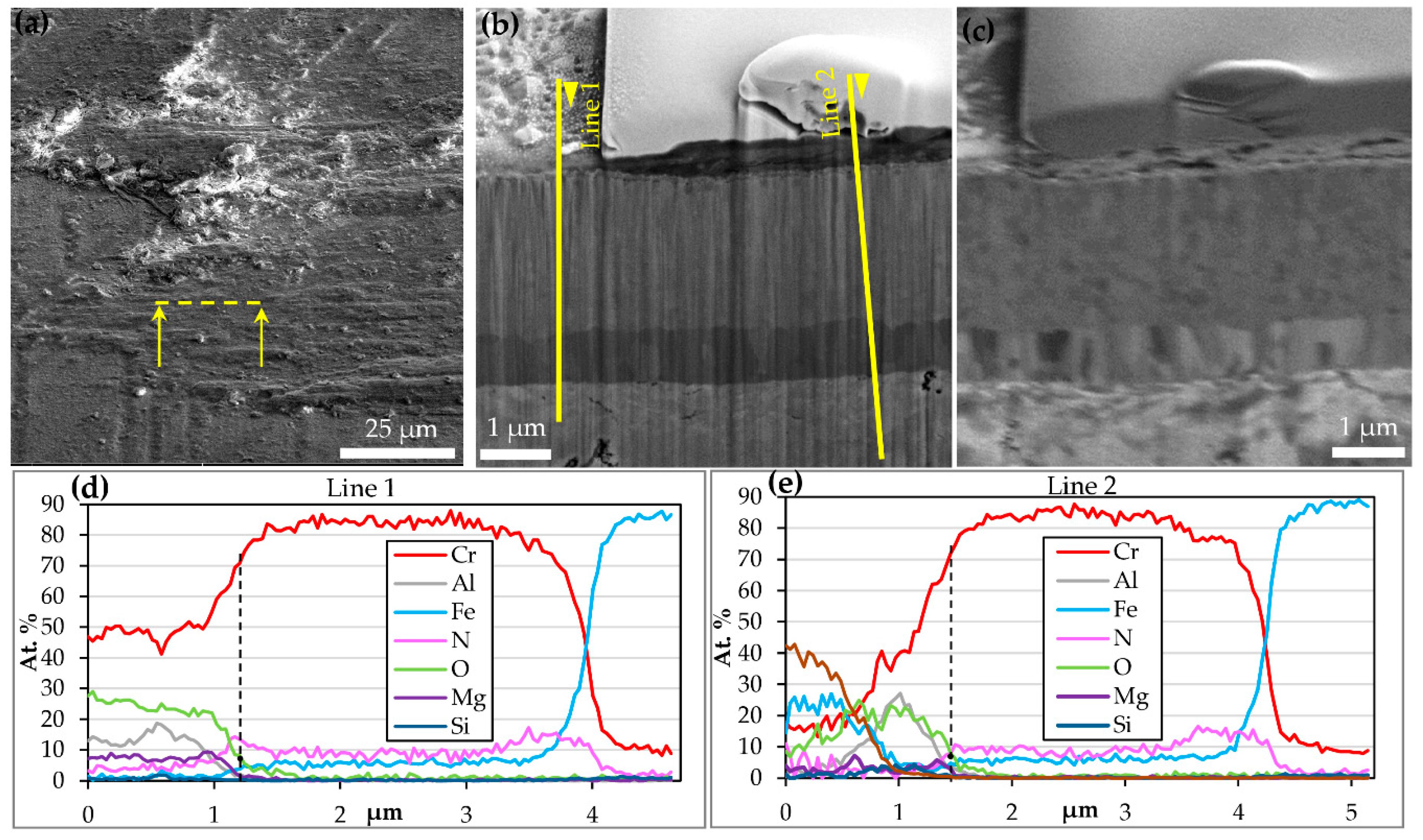
3.3. Cross Sectional Analysis of Coated Samples After Ejection Tests
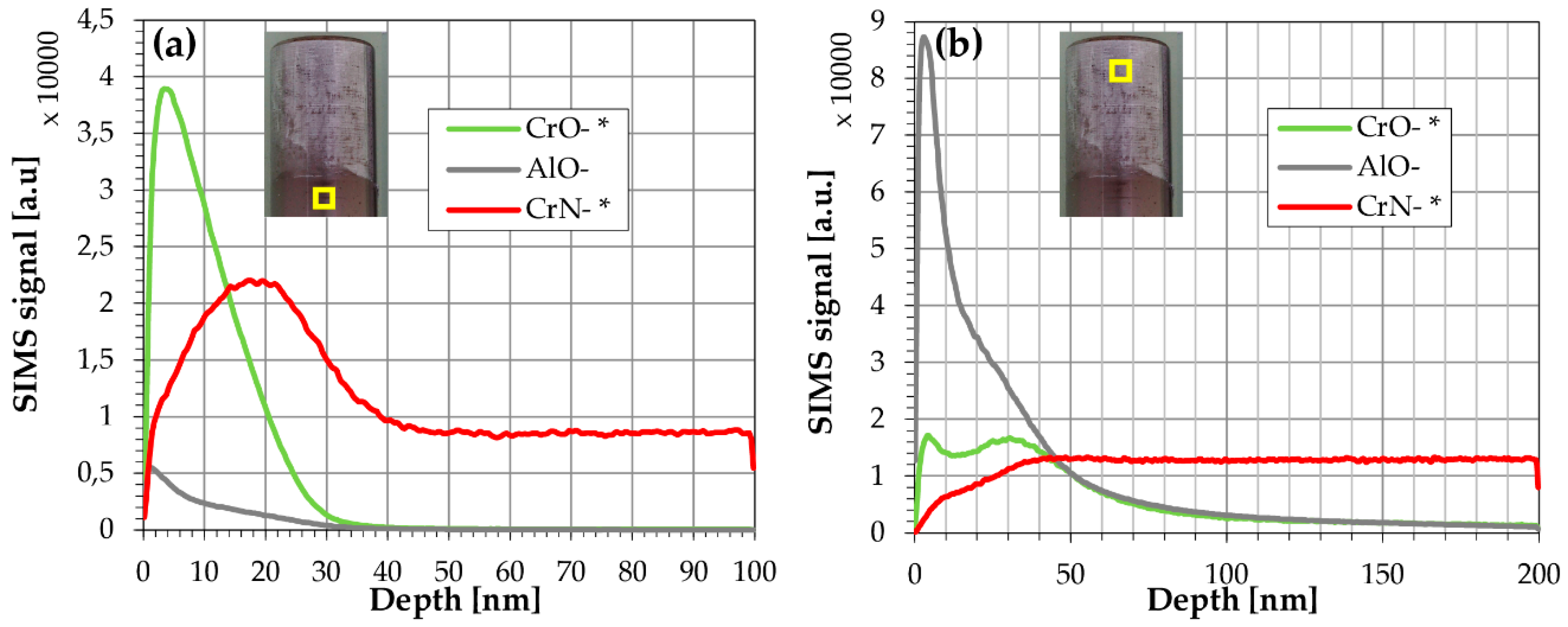
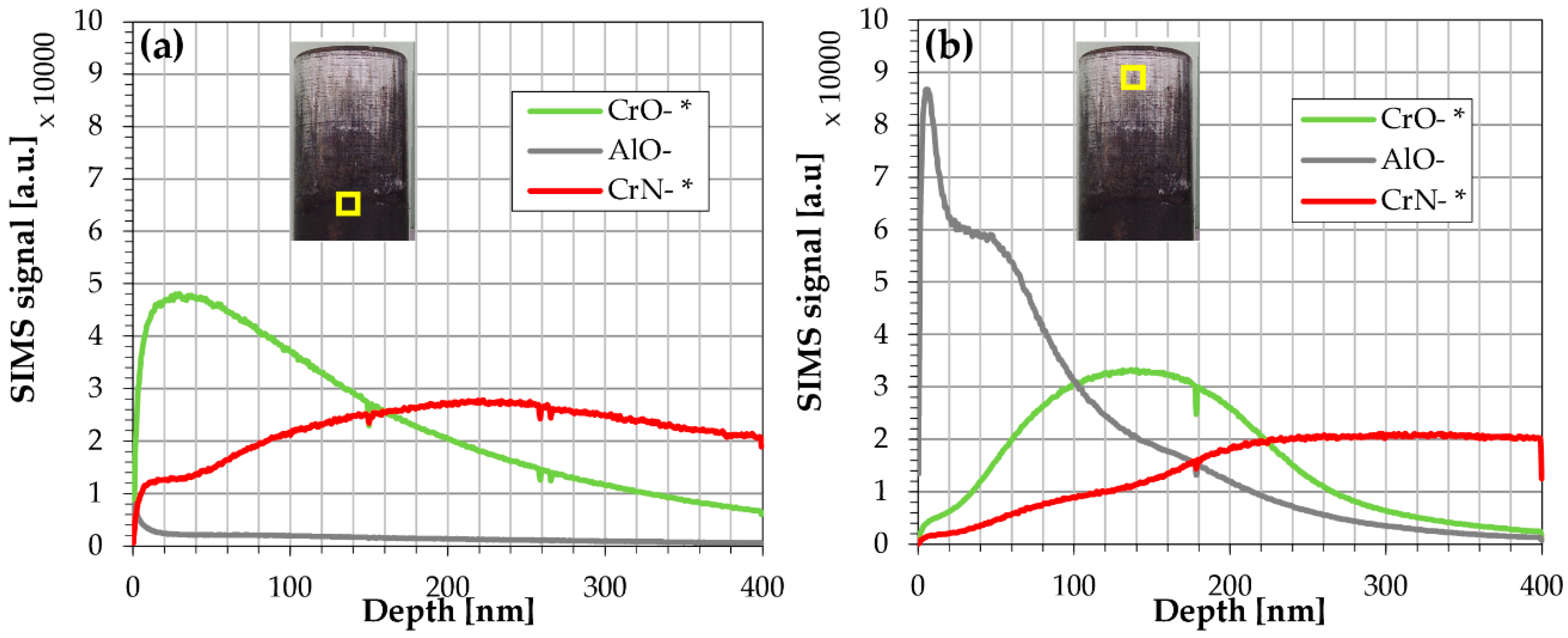
3.4. ToF-SIMS Analysis of Samples after Ejection Tests
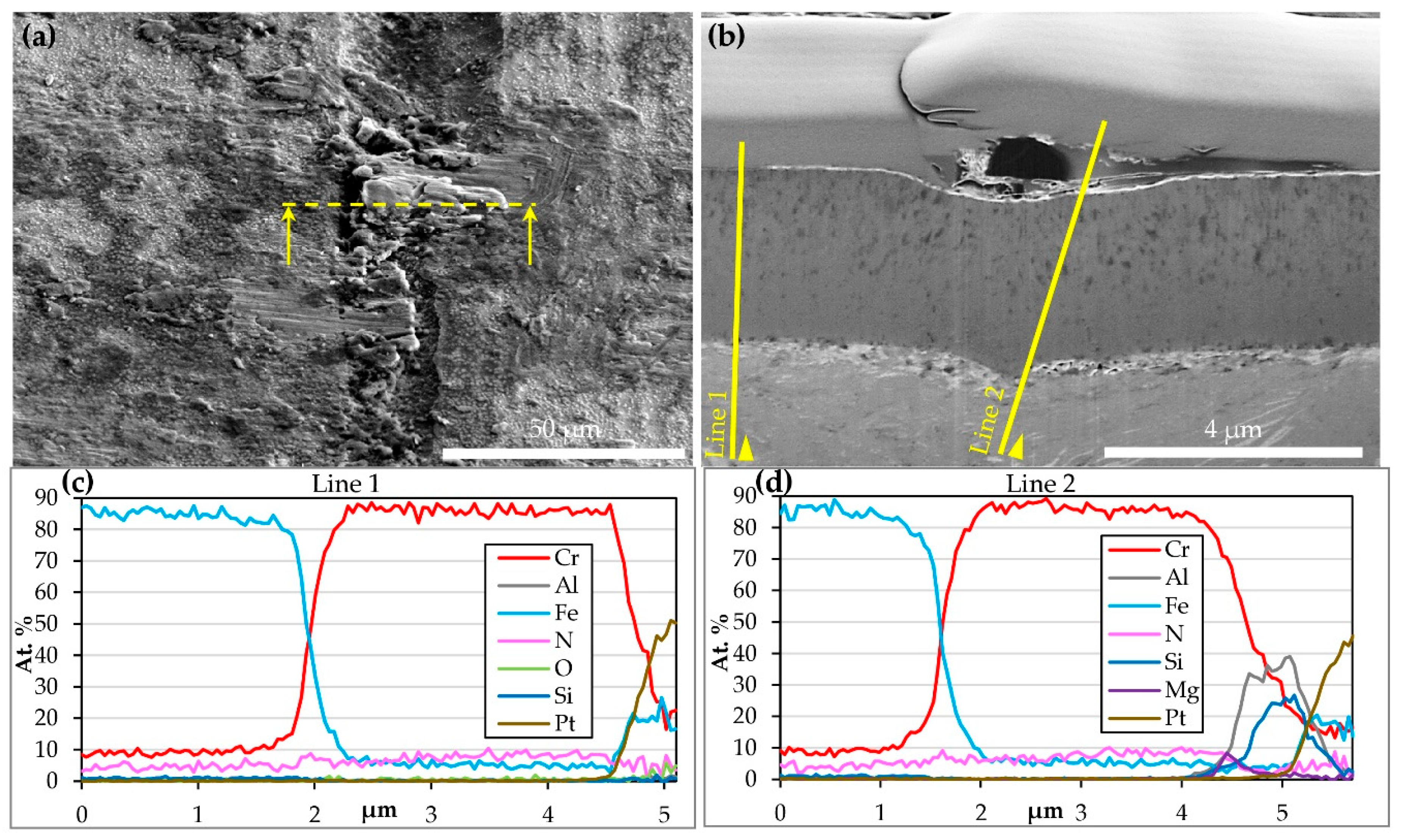
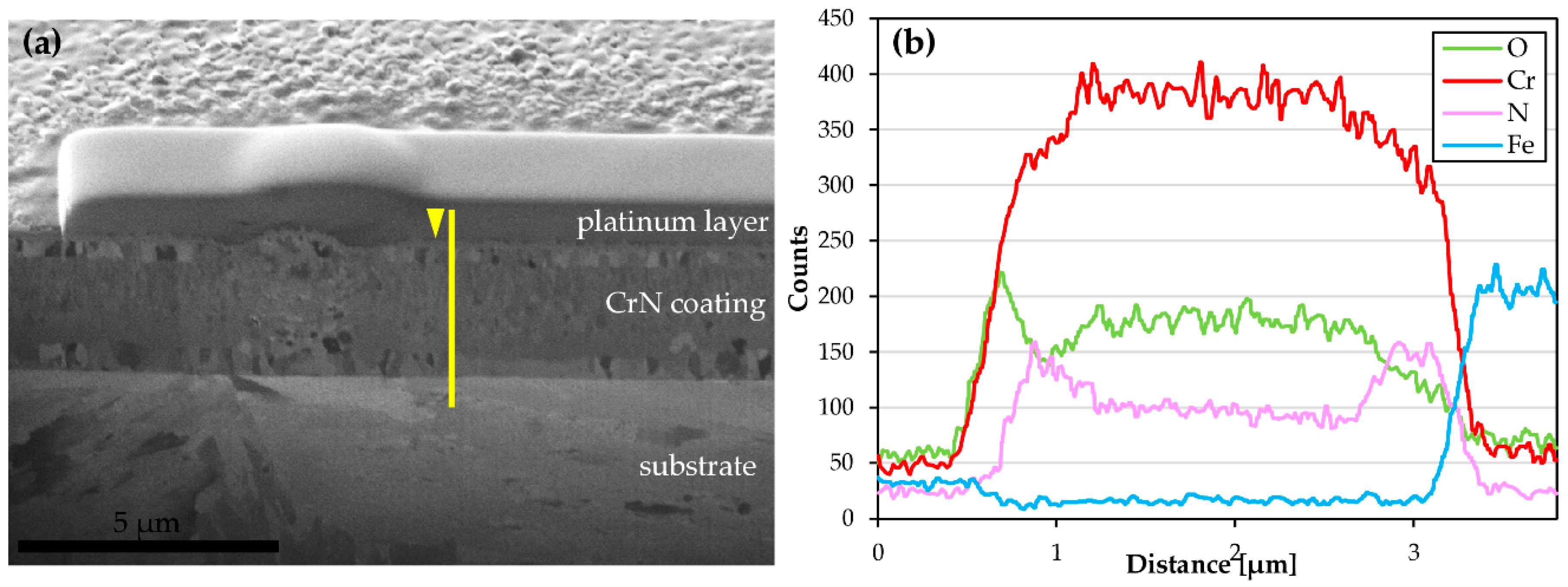
3.5. Cross-sectional Analysis of Samples Subjected to Annealing Test
4. Discussion
4.1. Initial Coating Properties
4.2. Chemical Composition and Microstructure After Casting Experiments
4.3. Ejection Force
4.4. Coating Changes in Delayed Solidification Experiments and Implications on its Performance in HPDC Process
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lin, J.; Carrera, S.; Kunrath, A.O.; Myers, S.; Mishra, B.; Ried, P.; Moore, J.J.; Zhong, D. Design methodology for optimized die coatings: The case for aluminum pressure die-casting. Surf. Coat. Technol. 2006, 201, 2930–2941. [Google Scholar] [CrossRef]
- Panjan, P.; Čekada, M.; Kirn, R.; Soković, M. Improvement of die-casting tools with duplex treatment. Surf. Coat. Technol. 2004, 180, 561–565. [Google Scholar] [CrossRef]
- Terek, P.; Kovačević, L.; Miletić, A.; Panjan, P.; Baloš, S.; Škorić, B.; Kakaš, D. Effects of die core treatments and surface finishes on the sticking and galling tendency of Al–Si alloy casting during ejection. Wear 2016, 356–357, 122–134. [Google Scholar] [CrossRef]
- Duarte, A.; Oliveira, F.J.; Costa, F.M. Characterisation of interface formed at 650°C between AISI H13 steel and Al–12Si–1Cu aluminium melt. Int. J. Cast Metals Res. 2010, 23, 231–239. [Google Scholar] [CrossRef]
- Paiva, J.M.; Fox-Rabinovich, G.; Junior, E.L.; Stolf, P.; Ahmed, Y.S.; Martins, M.M.; Bork, C.; Veldhuis, S. Tribological and wear performance of nanocomposite PVD hard coatings deposited on aluminum die casting tool. Materials 2018, 11, 358. [Google Scholar] [CrossRef] [PubMed]
- Bobzin, K.; Brögelmann, T.; Hartmann, U.; Kruppe, N.C. Analysis of CrN/AlN/Al2O3 and two industrially used coatings deposited on die casting cores after application in an aluminum die casting machine. Surf. Coat. Technol. 2016, 308, 374–382. [Google Scholar] [CrossRef]
- Tentardini, E.K.; Aguzzoli, C.; Castro, M.; Kunrath, A.O.; Moore, J.J.; Kwietniewski, C.; Baumvol, I.J.R. Reactivity between aluminum and (Ti,Al)N coatings for casting dies. Thin Solid Films 2008, 516, 3062–3069. [Google Scholar] [CrossRef]
- Torres, E.; Ugues, D.; Brytan, Z.; Perucca, M. Development of multilayer coatings for forming dies and tools of aluminium alloy from liquid state. J. Phys. D Appl. Phys. 2009, 42, 105306. [Google Scholar] [CrossRef]
- Lin, J.; Zhang, N.; Sproul, W.D.; Moore, J.J. A comparison of the oxidation behavior of CrN films deposited using continuous dc, pulsed dc and modulated pulsed power magnetron sputtering. Surf. Coat. Technol. 2012, 206, 3283–3290. [Google Scholar] [CrossRef]
- Navinšek, B.; Panjan, P.; Milošev, I. Industrial applications of CrN (PVD) coatings, deposited at high and low temperatures. Surf. Coat. Technol. 1997, 97, 182–191. [Google Scholar] [CrossRef]
- Lugscheider, E.; Bobzin, K.; Barimani, C.; Bärwulf, S.; Hornig, T. PVD hard coatings protecting the surface of thixoforming tools. Adv. Eng. Mater. 2000, 2, 33–37. [Google Scholar] [CrossRef]
- Wang, B.; Bourne, G.R.; Korenyi-Both, A.L.; Monroe, A.K.; Midson, S.P.; Kaufman, M.J. Method to evaluate the adhesion behavior of aluminum-based alloys on various materials and coatings for lube-free die casting. J. Mater. Process. Technol. 2016, 237, 386–393. [Google Scholar] [CrossRef]
- Bobzin, K.; Brögelmann, T.; Brugnara, R.H.; Kruppe, N.C. CrN/AlN and CrN/AlN/Al2O3 coatings deposited by pulsed cathodic arc for aluminum die casting applications. Surf. Coat. Technol. 2015, 284, 222–229. [Google Scholar] [CrossRef]
- Veprek, S. Recent search for new superhard materials: Go nano! J. Vac. Sci. Technol. A 2013, 31, 050822. [Google Scholar] [CrossRef]
- Kyler, M.; Blowers, M.; Rakita, A.; Koehler, D.; Lee, M.; Landa, Q.; Han, C.; Daugherty, D.; Gettinger, A.H. Optimizing Die Cooling Using Pulsed Spray/Lube Residuals on Die Surfaces Using Spray Methods. In Proceedings of the Die Casting Congress: West Coast, Long Beach, CA, USA, 11–12 January 2018. [Google Scholar]
- Nunes, V.; Silva, F.J.G.; Andrade, M.F.; Alexandre, R.; Baptista, A.P.M. Increasing the lifespan of high-pressure die cast molds subjected to severe wear. Surf. Coat. Technol. 2017, 332, 319–331. [Google Scholar] [CrossRef]
- Han, Q.; Viswanathan, S. Analysis of the mechanism of die soldering in aluminum die casting. Metall. Mater. Trans. A 2003, 34, 139–146. [Google Scholar] [CrossRef]
- Shankar, S.; Apelian, D. Die soldering: Mechanism of the interface reaction between molten aluminum alloy and tool steel. Metall. Mater. Trans. B 2002, 33, 465–476. [Google Scholar] [CrossRef]
- Abusuilik, S.B. Pre-, intermediate, and post-treatment of hard coatings to improve their performance for forming and cutting tools. Surf. Coat. Technol. 2015, 284, 384–395. [Google Scholar] [CrossRef]
- Panjan, P.; Drnovšek, A.; Gselman, P.; Čekada, M.; Panjan, M.; Bončina, T.; Merl, D.K. Influence of growth defects on the corrosion resistance of sputter-deposited TiAlN hard coatings. Coatings 2019, 9, 511. [Google Scholar] [CrossRef]
- Terek, P.; Kovačević, L.; Miletić, A.; Kukuruzović, D.; Baloš, S.; Škorić, B. Improved ejection test for evaluation of soldering tendency of cast alloy to die core materials. J. Mater. Process. Technol. 2019, 266, 114–124. [Google Scholar] [CrossRef]
- Kadlec, S.; Maček, M.; Wouters, S.; Meert, B.; Navinšek, B.; Panjan, P.; Quaeyhaegens, C.; Stals, L.M. Plasma diagnostics of triode ion-plating systems by energy-resolved mass spectroscopy and comparison of TiN film properties. Surf. Coat. Technol. 1999, 116–119, 1211–1218. [Google Scholar] [CrossRef]
- Čekada, M.; Maček, M.; Kek Merl, D.; Panjan, P. Properties of Cr(C,N) hard coatings deposited in Ar-C2H2-N2 plasma. Thin Solid Films 2003, 433, 174–179. [Google Scholar] [CrossRef]
- Navinšek, B.; Panjan, P.; Urankar, I.; Cvahte, P.; Gorenjak, F. Improvement of hot-working processes with PVD coatings and duplex treatment. Surf. Coat. Technol. 2001, 142–144, 1148–1154. [Google Scholar] [CrossRef]
- Stevie, F.A. Secondary Ion Mass Spectrometry: Applications for Depth Profiling and Surface Characterization; Momentum Press: New York, NY, USA, 2016; ISBN 978-1-60650-589-2. [Google Scholar]
- Qi, Z.B.; Liu, B.; Wu, Z.T.; Zhu, F.P.; Wang, Z.C.; Wu, C.H. A comparative study of the oxidation behavior of Cr2N and CrN coatings. Thin Solid Films 2013, 544, 515–520. [Google Scholar] [CrossRef]
- Rzepiejewska-Malyska, K.; Parlinska-Wojtan, M.; Wasmer, K.; Hejduk, K.; Michler, J. In-situ SEM indentation studies of the deformation mechanisms in TiN, CrN and TiN/CrN. Micron 2009, 40, 22–27. [Google Scholar] [CrossRef]
- Lin, J.; Moore, J.J.; Sproul, W.D.; Mishra, B.; Wu, Z.; Wang, J. The structure and properties of chromium nitride coatings deposited using dc, pulsed dc and modulated pulse power magnetron sputtering. Surf. Coat. Technol. 2010, 204, 2230–2239. [Google Scholar] [CrossRef]
- Huber, E.; Hofmann, S. Oxidation behaviour of chromium-based nitride coatings. Surf. Coat. Technol 1994, 68–69, 64–69. [Google Scholar] [CrossRef]
- Panjan, P.; Navinšek, B.; Cvelbar, A.; Zalar, A.; Milošev, I. Oxidation of TiN, ZrN, TiZrN, CrN, TiCrN and TiN/CrN multilayer hard coatings reactively sputtered at low temperature. Thin Solid Films 1996, 281–282, 298–301. [Google Scholar] [CrossRef]
- Reed, T.B. Free Energy of Formation of Binary Compounds An Atlas of Charts for High-Temperature Chemical Calculations; MIT Press: Cambridge, MA, USA, 1972; ISBN 9780262180511. [Google Scholar]
- Terek, P. Application of surface engineering technologies for improvement of die casting tools quality. Ph.D. Thesis, University of Novi Sad, Novi Sad, Serbia, 2016. [Google Scholar]
- Djellal, R.; Saker, A.; Bouzabata, B.; Mekki, D.E. Thermal stability and phase decomposition of nitrided layers on 316L and 310 austenitic stainless steels. Surf. Coat. Technol. 2017, 325, 533–538. [Google Scholar] [CrossRef]
- Wang, L.; Nie, X. Effect of annealing temperature on tribological properties and material transfer phenomena of CrN and CrAlN coatings. J. Mater. Eng. Perform. 2014, 23, 560–571. [Google Scholar] [CrossRef]
- Jerina, J.; Kalin, M. Aluminium-alloy transfer to a CrN coating and a hot-work tool steel at room and elevated temperatures. Wear 2015, 340–341, 82–89. [Google Scholar] [CrossRef]
- Kalin, M.; Jerina, J. The effect of temperature and sliding distance on coated (CrN, TiAlN) and uncoated nitrided hot-work tool steels against an aluminium alloy. Wear 2015, 330–331, 371–379. [Google Scholar] [CrossRef]
- Wang, D.-Y.; Lin, J.-H.; Ho, W.-Y. Study on chromium oxide synthesized by unbalanced magnetron sputtering. Thin Solid Films 1998, 332, 295–299. [Google Scholar] [CrossRef]
- Polcar, T.; Martinez, R.; Vítů, T.; Kopecký, L.; Rodriguez, R.; Cavaleiro, A. High temperature tribology of CrN and multilayered Cr/CrN coatings. Surf. Coat. Technol. 2009, 203, 3254–3259. [Google Scholar] [CrossRef]
- Urgen, M.; Ezirmik, V.; Senel, E.; Kahraman, Z.; Kazmanli, K. The effect of oxygen content on the temperature dependent tribological behavior of Cr-O-N coatings. Surf. Coat. Technol. 2009, 203, 2272–2277. [Google Scholar] [CrossRef]
- Ho, W.Y.; Huang, D.-H.; Huang, L.-T.; Hsu, C.-H.; Wang, D.-Y. Study of characteristics of Cr2O3/CrN duplex coatings for aluminum die casting applications. Surf. Coat. Technol. 2004, 177–178, 172–177. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group of Samples | Rough | Smooth | Post Polished |
|---|---|---|---|
| Sample name | CrN-R | CrN-S | CrN-PP |
| Nitriding | × | × | × |
| Substrate polishing after nitriding 3 µm | × | × | × |
| Substrate polishing after nitriding 6 µm | × | × | |
| CrN coating | × | × | × |
| Polishing after coating deposition 6 µm | × | ||
| Ra [µm] | 0.145 | 0.032 | 0.027 |
| Rsk | −0.179 | 0.491 | −1.162 |
| Sample Name | CrN-R | CrN-S | CrN-PP |
|---|---|---|---|
| DS 5 | 12.5 | 32.5 | 34 |
| DS 20 | 22 | 39.5 | 47 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Terek, P.; Kovačević, L.; Miletić, A.; Škorić, B.; Kovač, J.; Drnovšek, A. Metallurgical Soldering of Duplex CrN Coating in Contact with Aluminum Alloy. Coatings 2020, 10, 303. https://doi.org/10.3390/coatings10030303
Terek P, Kovačević L, Miletić A, Škorić B, Kovač J, Drnovšek A. Metallurgical Soldering of Duplex CrN Coating in Contact with Aluminum Alloy. Coatings. 2020; 10(3):303. https://doi.org/10.3390/coatings10030303
Chicago/Turabian StyleTerek, Pal, Lazar Kovačević, Aleksandar Miletić, Branko Škorić, Janez Kovač, and Aljaž Drnovšek. 2020. "Metallurgical Soldering of Duplex CrN Coating in Contact with Aluminum Alloy" Coatings 10, no. 3: 303. https://doi.org/10.3390/coatings10030303
APA StyleTerek, P., Kovačević, L., Miletić, A., Škorić, B., Kovač, J., & Drnovšek, A. (2020). Metallurgical Soldering of Duplex CrN Coating in Contact with Aluminum Alloy. Coatings, 10(3), 303. https://doi.org/10.3390/coatings10030303