Fabrication and Property Evaluation of the Al2O3-TiO2 Composite Coatings Prepared by Plasma Spray

Abstract
1. Introduction
2. Materials and Experiments
2.1. Fabrications of the AT13 Coatings
2.2. Characterization of the AT13 Coatings
3. Results and Discussion
3.1. Fabrication of the Optimized AT13 Coatings
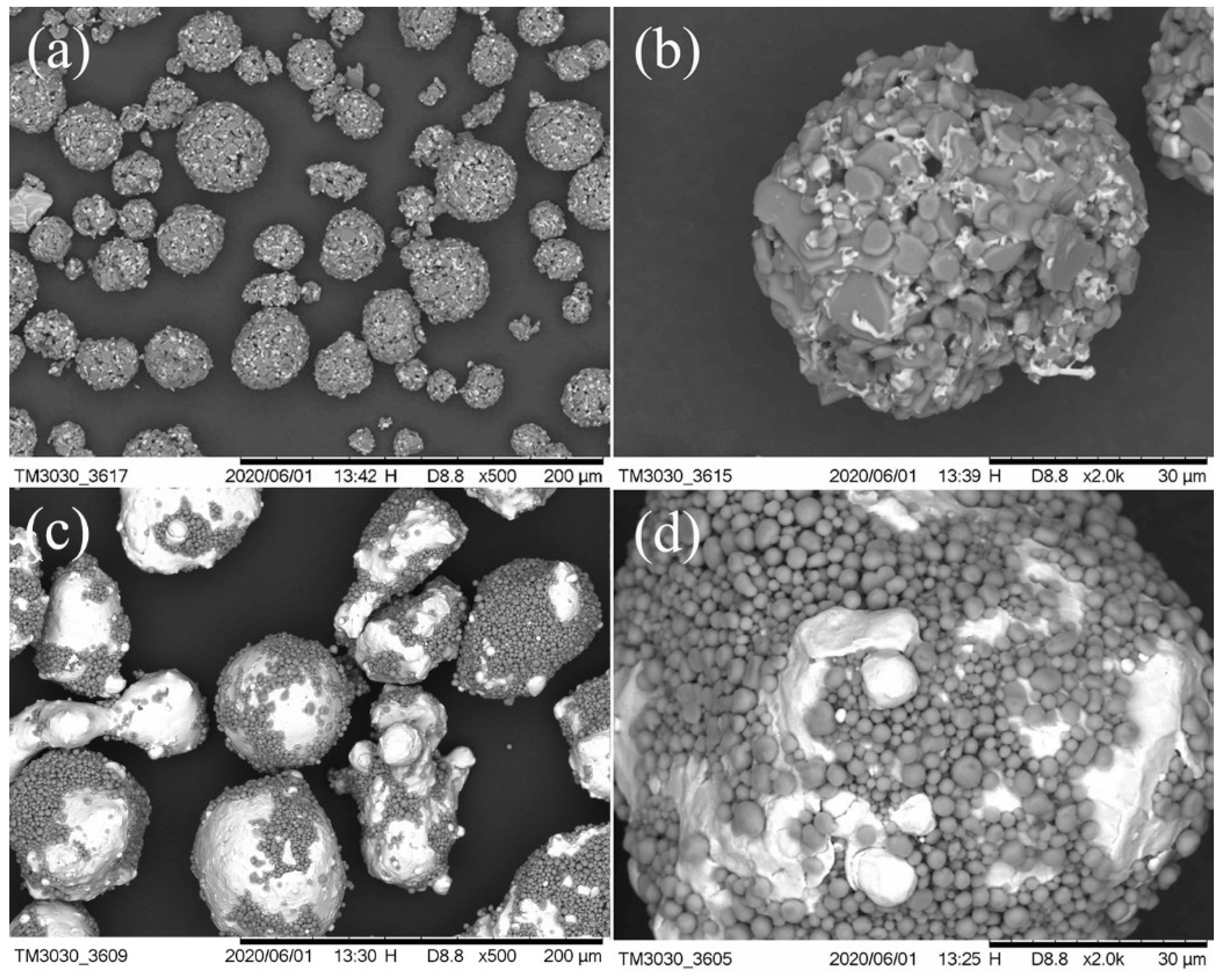
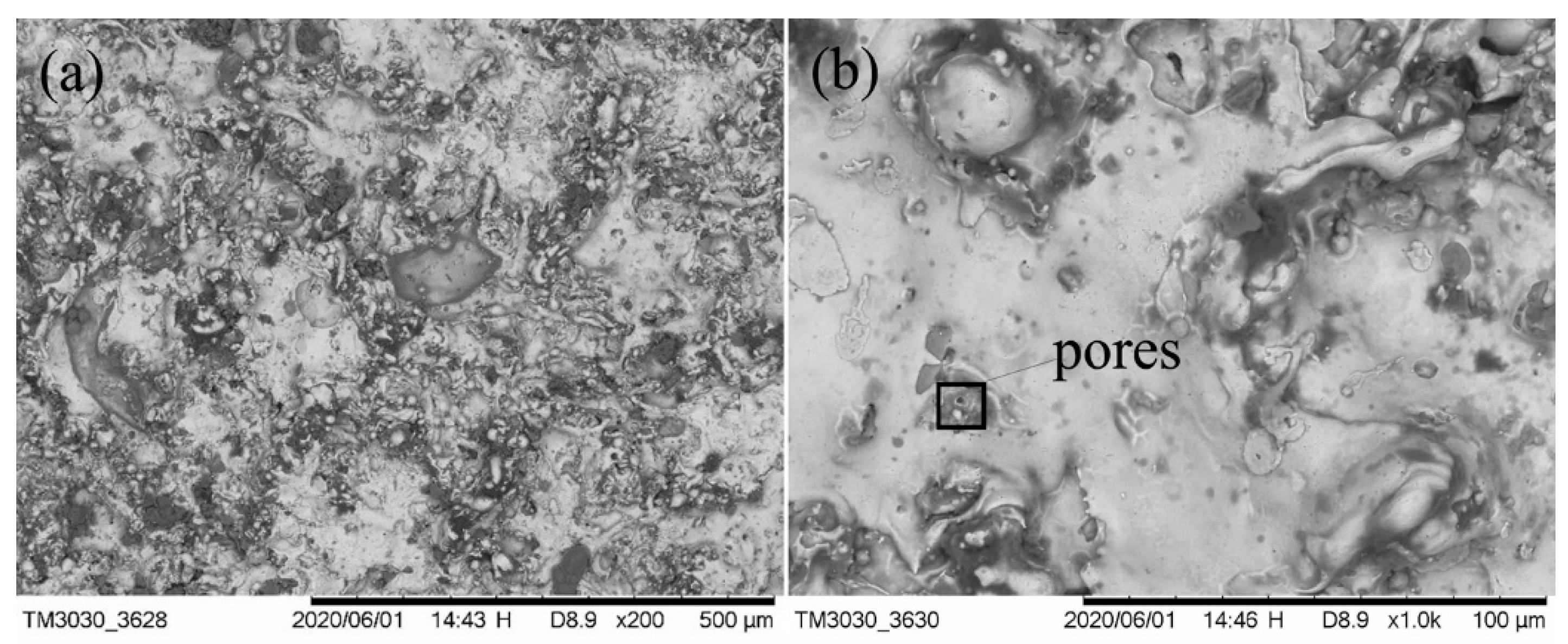
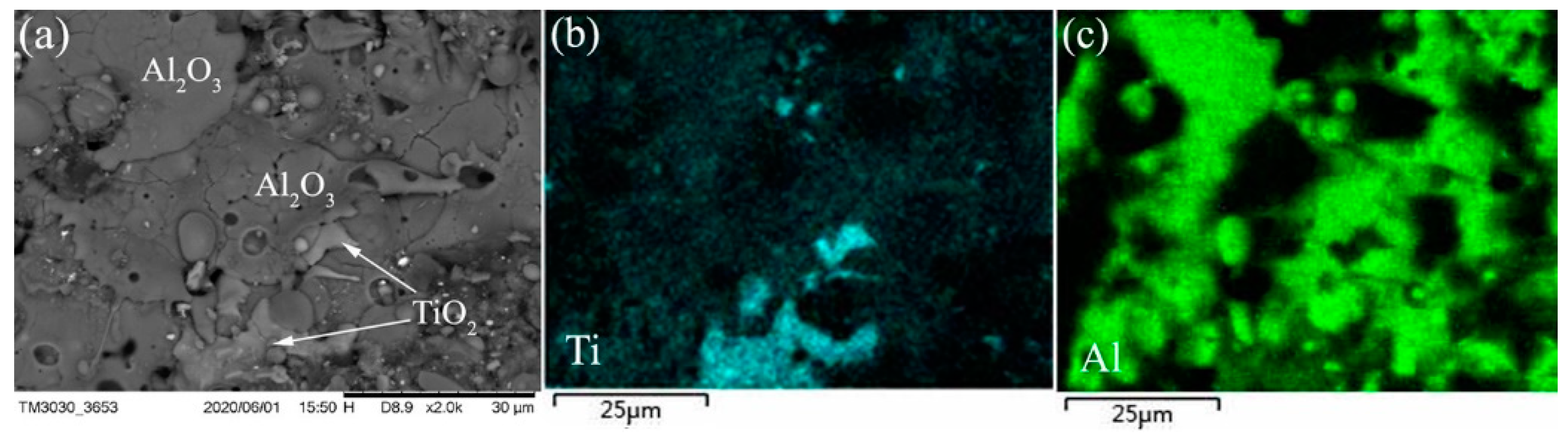
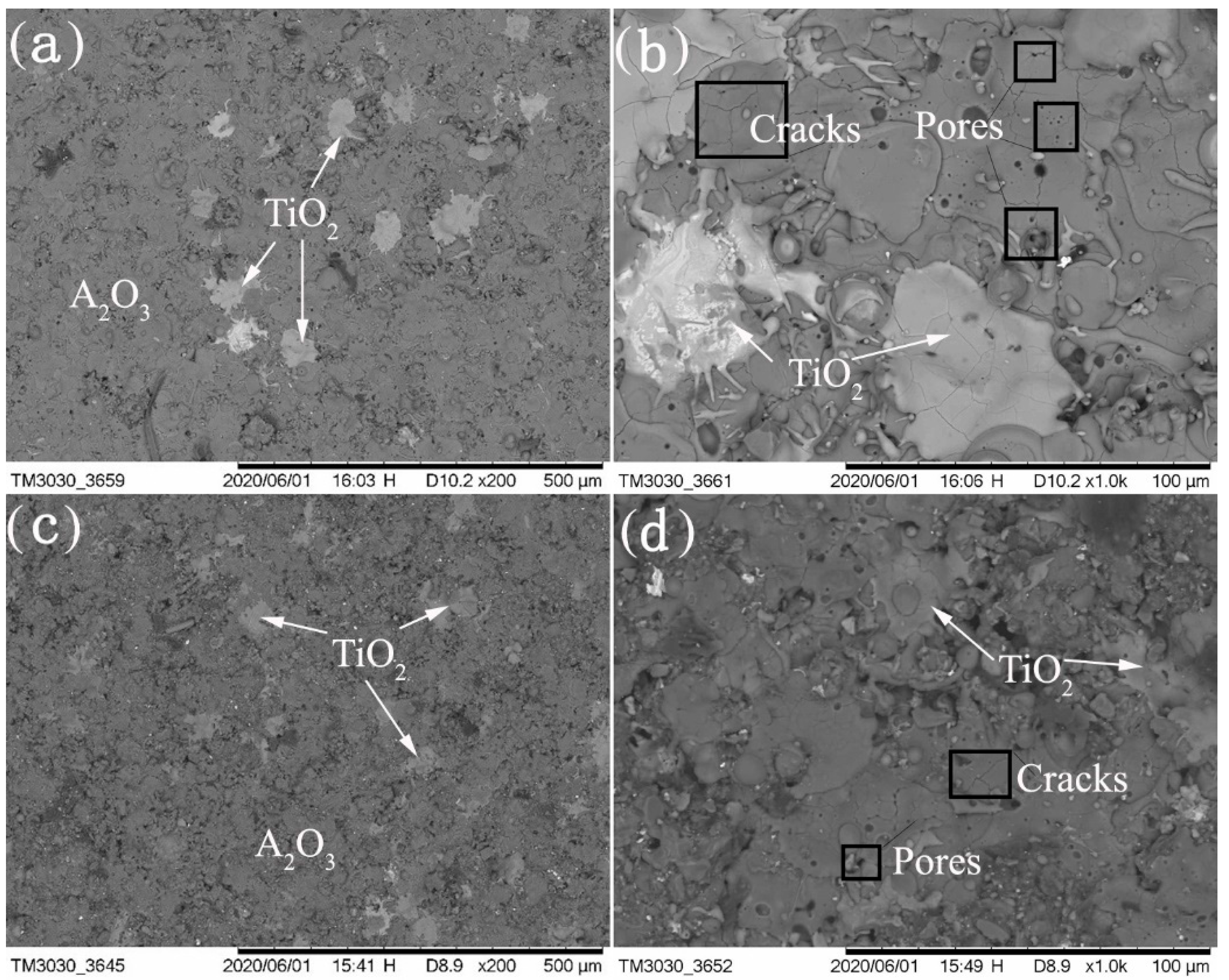
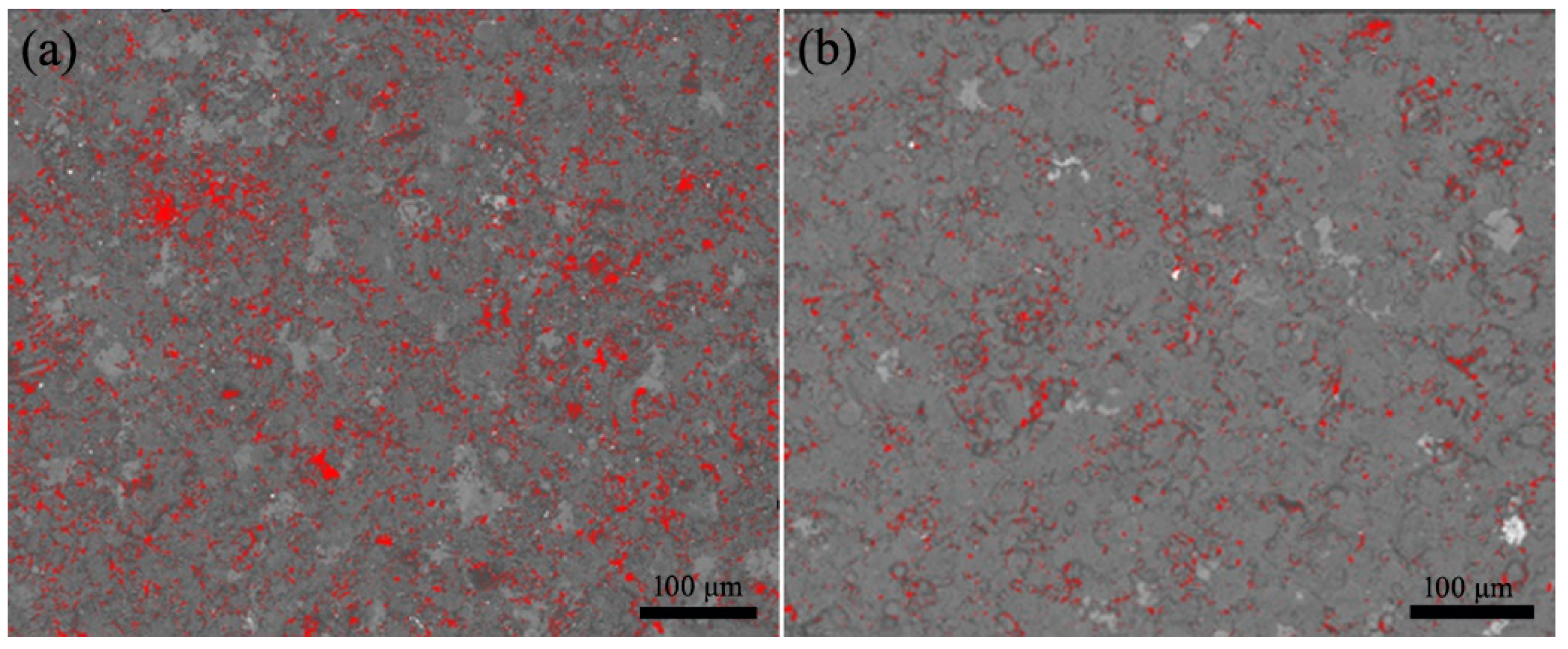
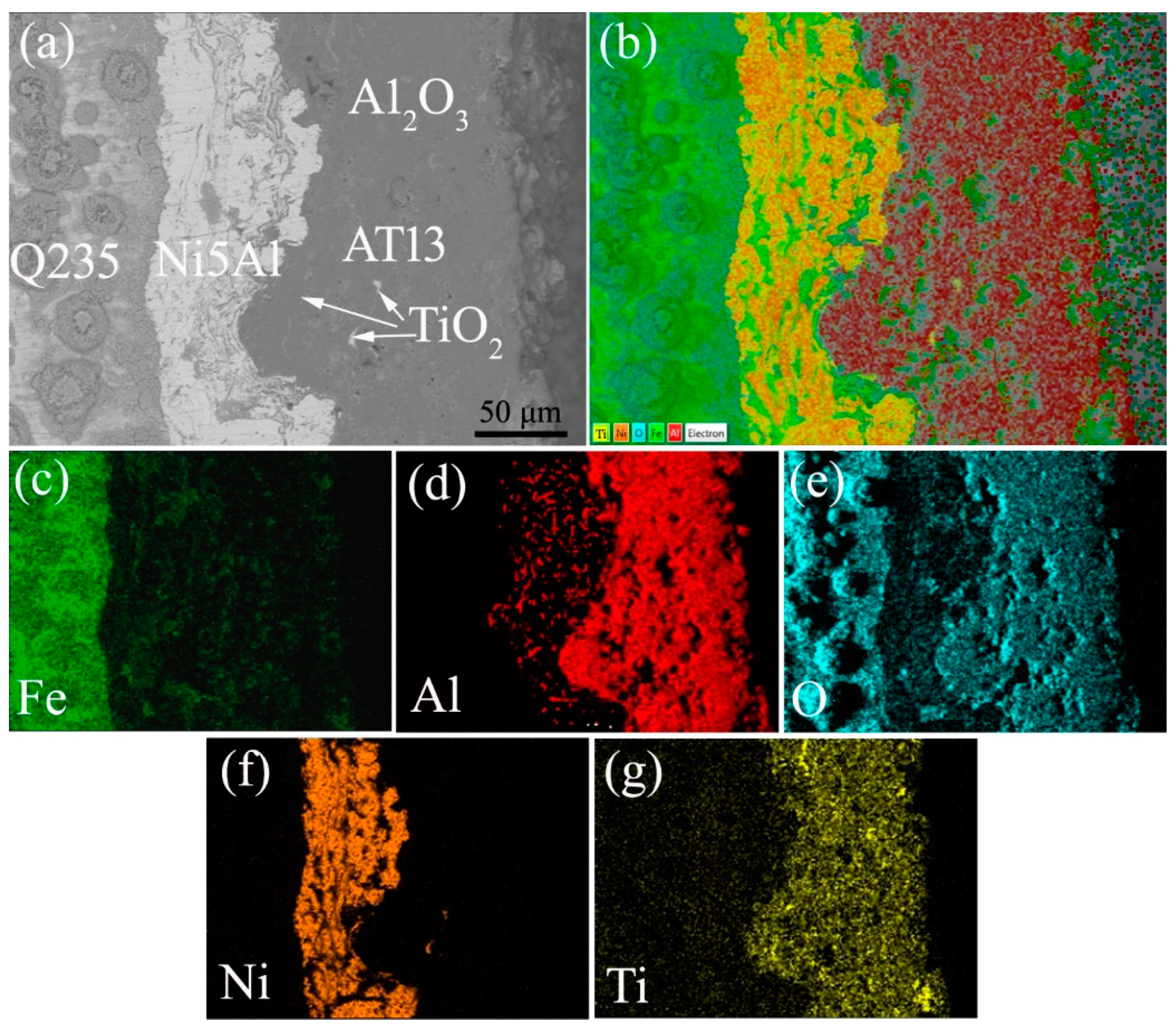
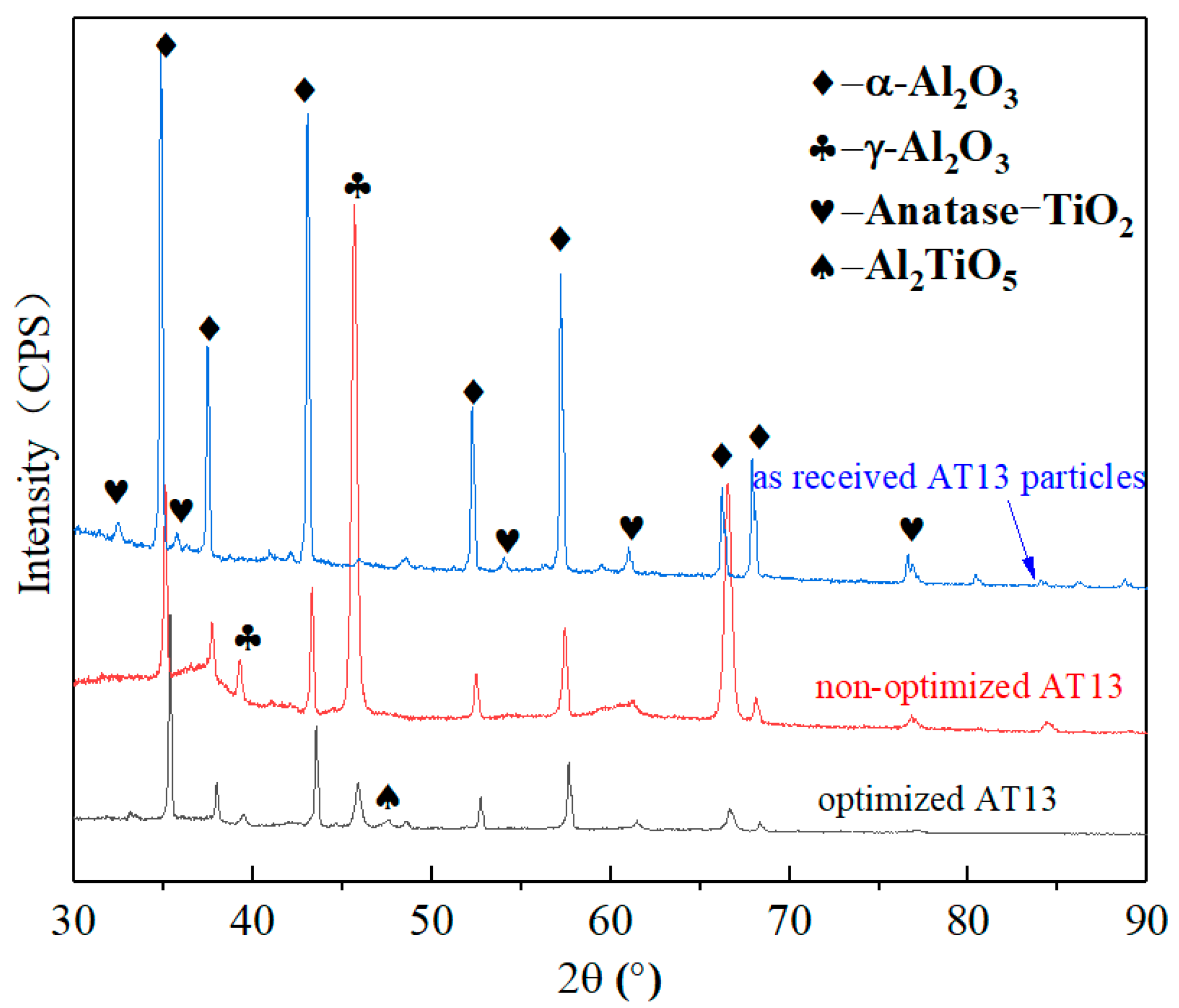
3.2. Morphology and Composition of the AT13 Coatings
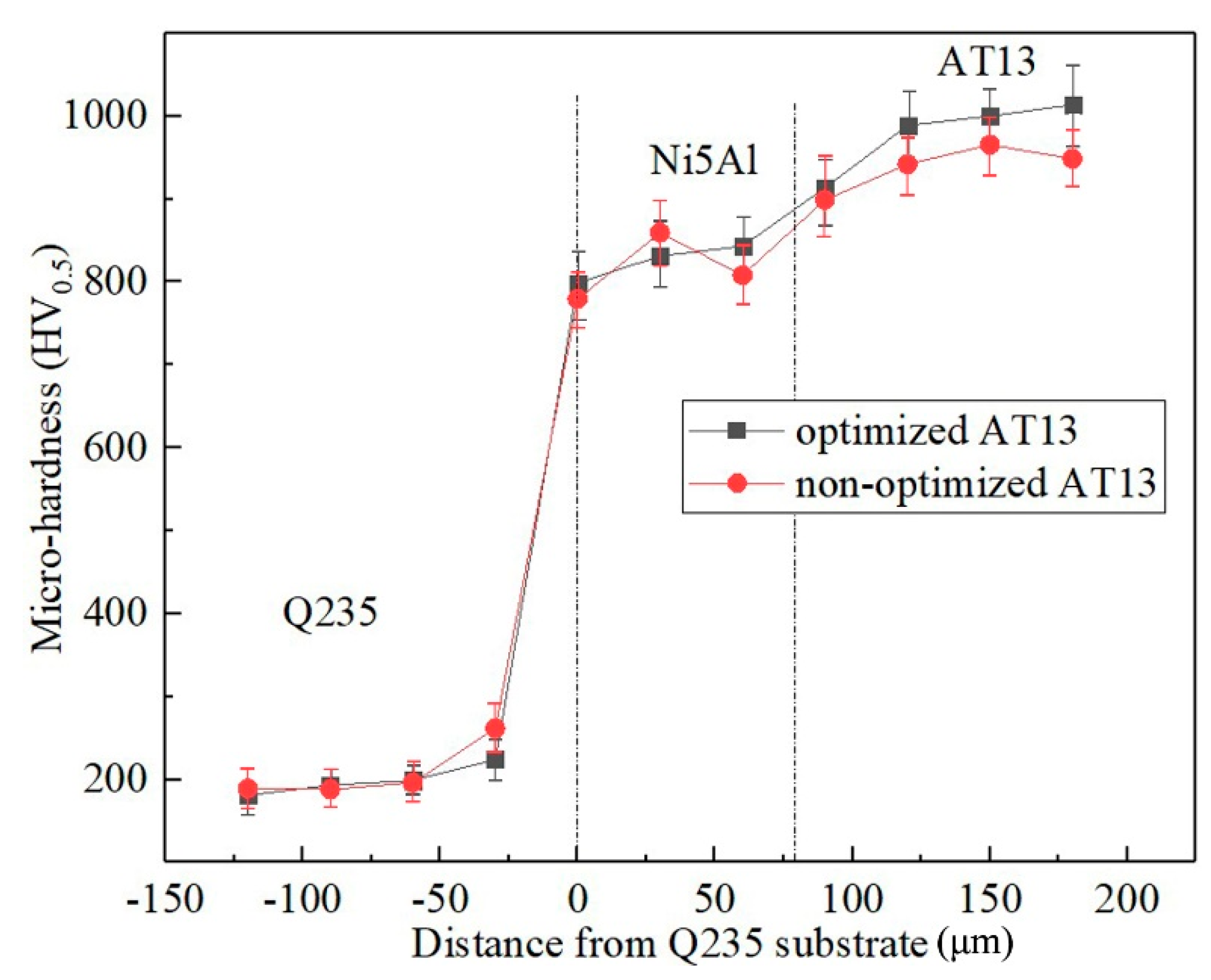
3.3. Mechanical Property of the AT13 Coatings
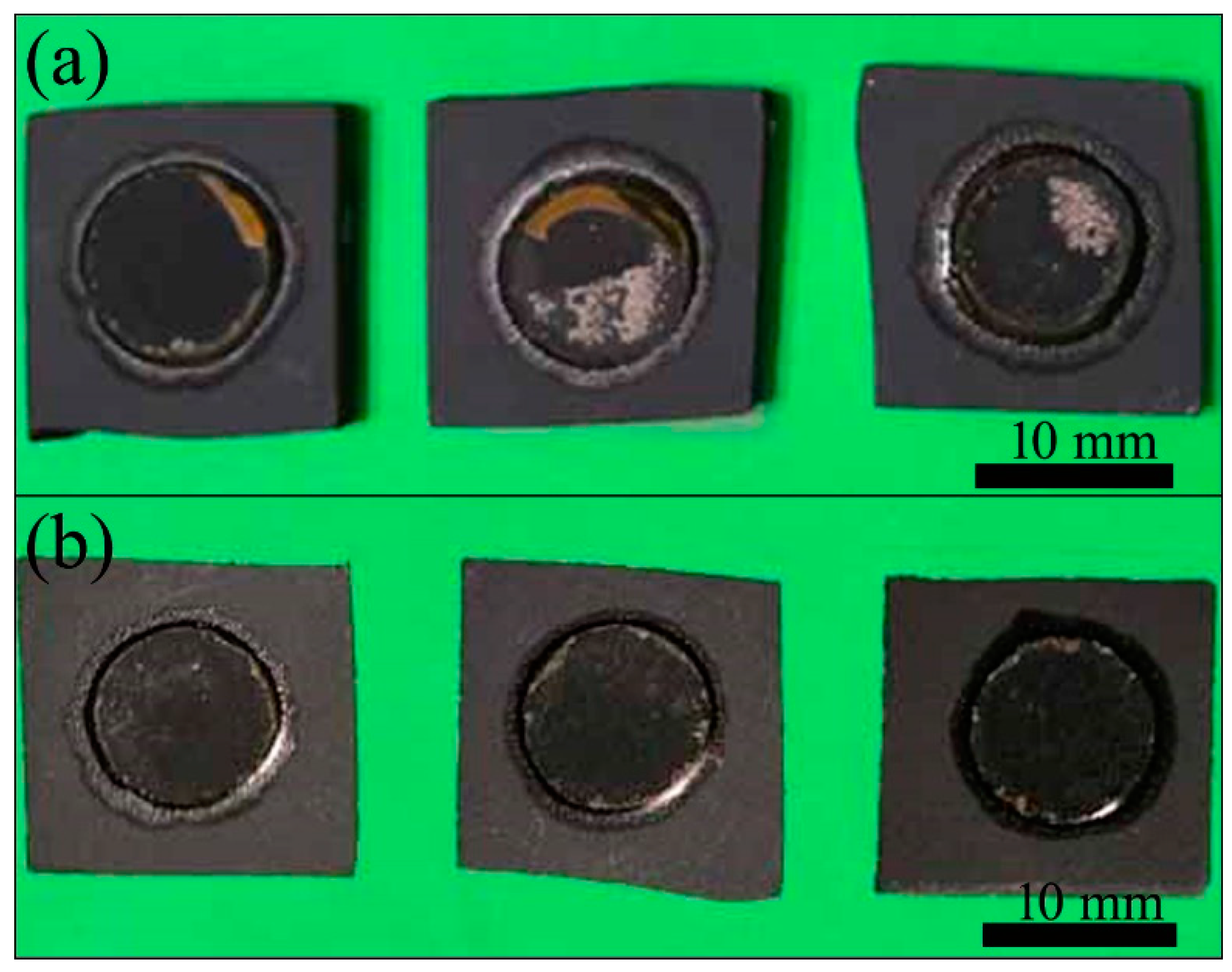
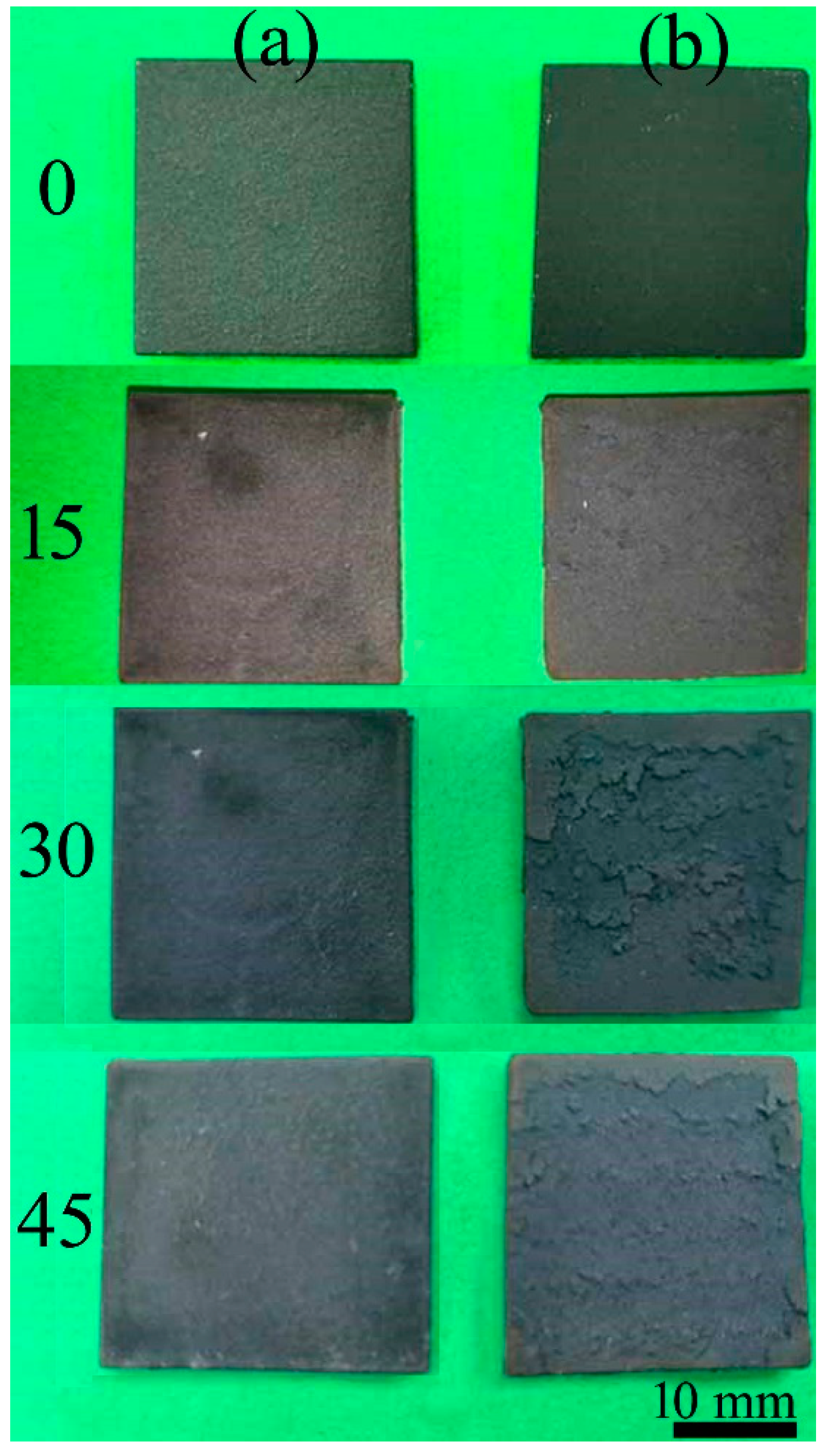
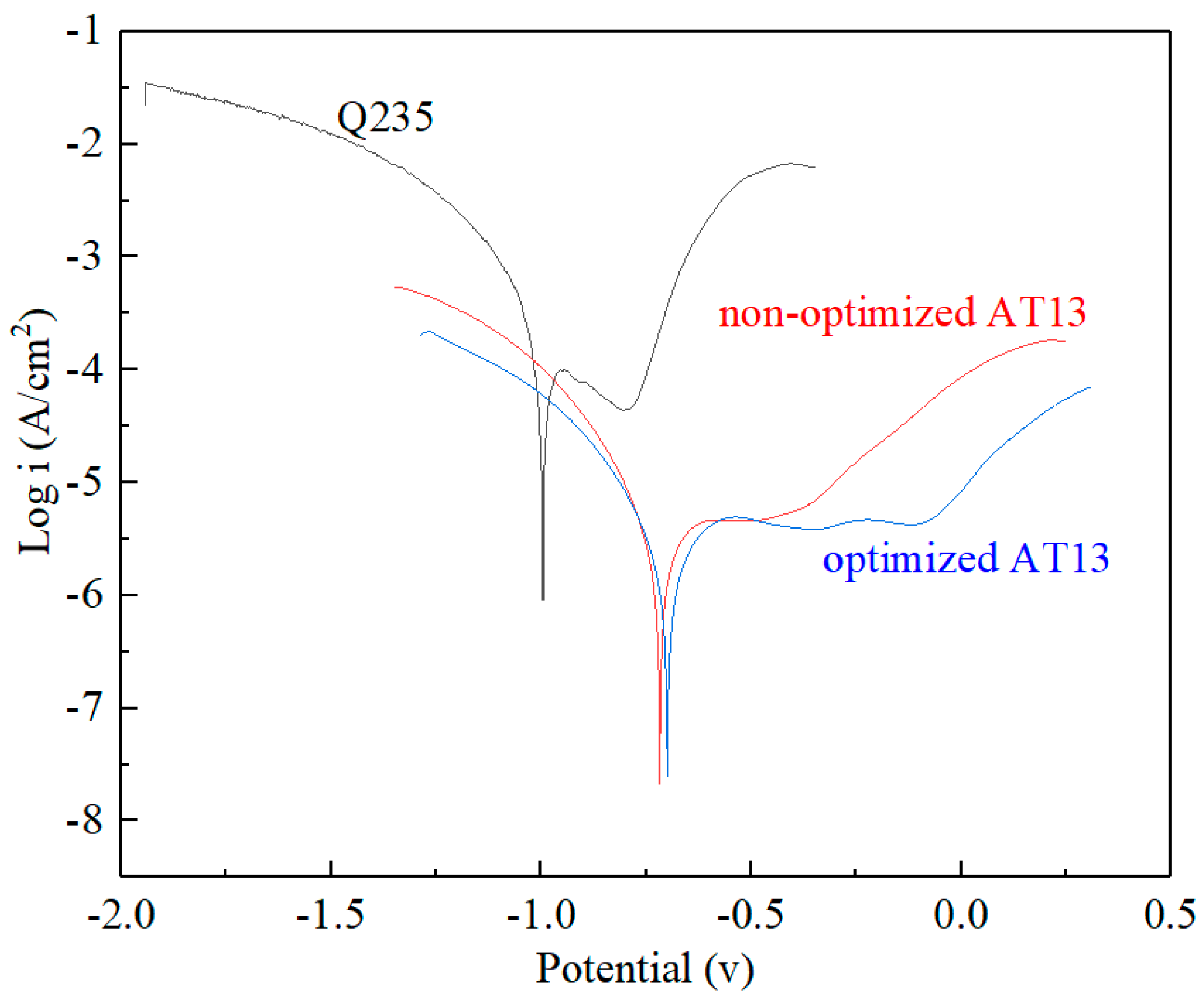
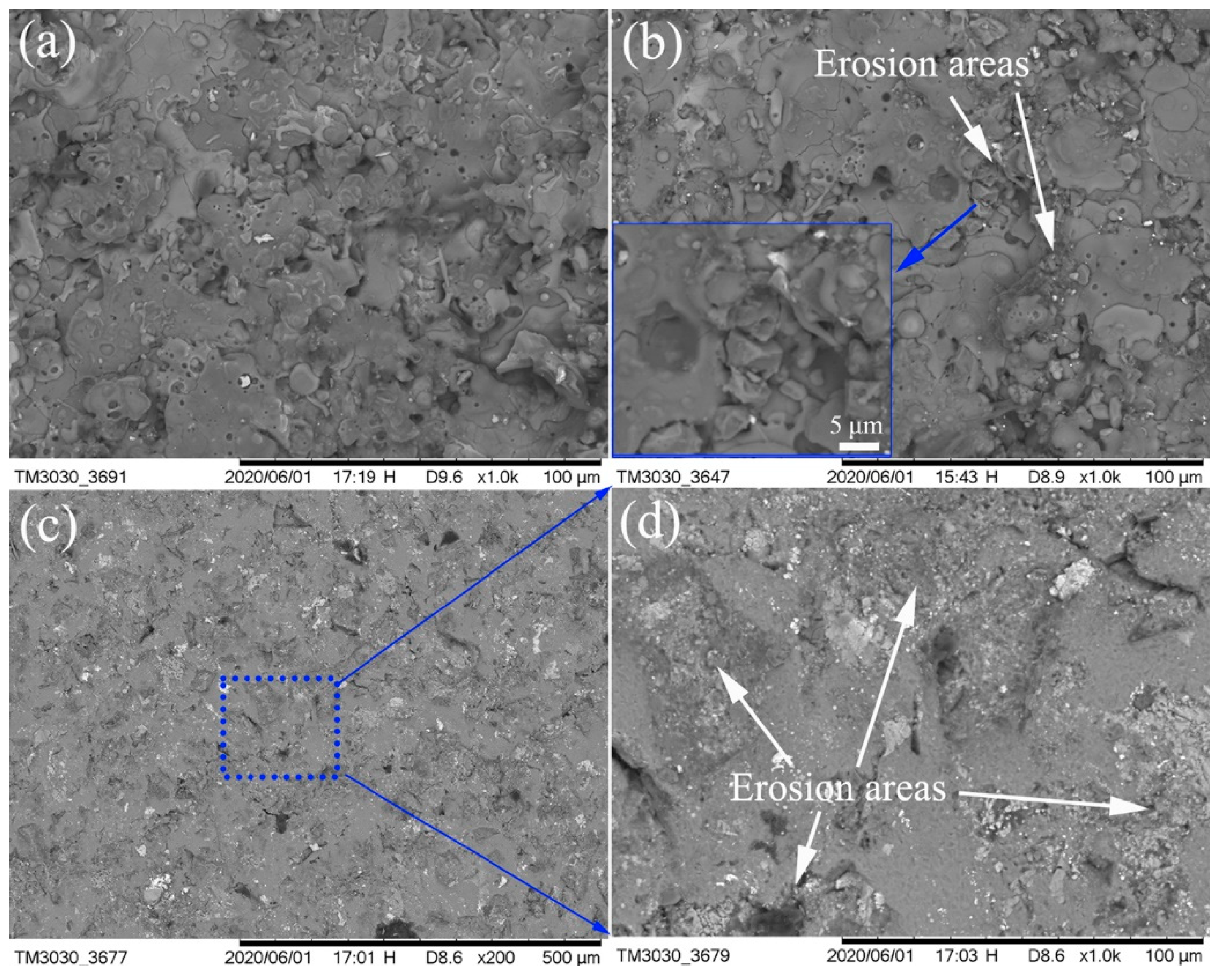
3.4. Corrosion Behaviors of the AT13 Coatings
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Shi, Z.; Dong, J.; Ma, W. Mean Strain Effect on the Cyclic Stress-Strain Behavior of Steel Structure Materials Q235. Adv. Mater. 2012, 602–604, 430–434. [Google Scholar]
- Wang, Q.; Bai, S.; Liu, Z. Surface Characterization and Erosion–Corrosion Behavior of Q235 Steel in Dynamic Flow. Tribol. Lett. 2014, 53, 271–279. [Google Scholar] [CrossRef]
- Wang, B.; Xue, W.; Wu, Z.; Jin, X.; Wu, J.; Du, J. Influence of discharge time on properties of plasma electrolytic borocarburized layers on Q235 low-carbon steel. Mater. Chem. Phys. 2015, 168, 10–17. [Google Scholar] [CrossRef]
- Zorawski, W.; Goral, A.; Bokuvka, O.; Litynska-Dobrzynska, L.; Berent, K. Microstructure and tribological properties of nanostructured and conventional plasma sprayed alumina-titania coatings. Surf. Coat. Technol. 2015, 268, 190–197. [Google Scholar] [CrossRef]
- Goral, A.; Zorawski, W.; Litynska, D.L. Study of the microstructure of plasma sprayed coatings obtained from Al2O3–13TiO2 nanostructured and conventional powders. Mater. Charact. 2014, 96, 234–240. [Google Scholar] [CrossRef]
- Çelik, I. Structure and surface properties of Al2O3–TiO2 ceramic coated AZ31 magnesium alloy. Ceram. Int. 2016, 42, 13659–13663. [Google Scholar] [CrossRef]
- Cui, S.; Miao, Q.; Liang, W.; Zhang, Z.; Xu, Y.; Ren, B. Tribological Behavior of Plasma-Sprayed Al2O3-20 wt.%TiO2. Coatings 2017, 26, 2086–2094. [Google Scholar] [CrossRef]
- Goberman, D.; Sohn, Y.H.; Shaw, L.; Jordan, E.; Gell, M. Microstructure development of Al2O3–13wt%TiO2 plasma sprayed coatings derived from nanocrystalline powders. Acta. Mater. 2002, 50, 1141–1152. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, Y.; Tian, W.; Yan, D.; Zhang, J.; Wang, L. Influence of composite powders’ microstructure on the microstructure and properties of Al2O3–TiO2 coatings fabricated by plasma spraying. Mater. Des. 2015, 65, 814–822. [Google Scholar] [CrossRef]
- Habib, K.A.; Saura, J.J.; Ferrer, C.; Damra, M.S.; Giménez, E.; Cabedo, L. Comparison of flame sprayed Al2O3/TiO2 coatings their microstructure, mechanical properties and tribology behaviour. Surf. Coat. Technol. 2006, 201, 1436–1443. [Google Scholar] [CrossRef]
- Li, G.; Ma, J.; Wang, H.; Kang, J.; Xu, B. Effects of argon gas flow rate on the microstructure and micromechanical properties of supersonic plasma sprayed nanostructured Al2O3-13wt.%TiO2 coatings. Appl. Surf. Sci. 2014, 311, 124–130. [Google Scholar] [CrossRef]
- Luo, H.; Song, P.; Khan, A.; Feng, J.; Zang, J.; Xiong, X.; Lü, J.; Lu, J. Alternant phase distribution and wear mechanical properties of an Al2O3-40 wt%TiO2 composite coating. Ceram. Int. 2017, 43, 7295–7304. [Google Scholar] [CrossRef]
- Zou, Z.; Wang, Y.; Zhou, F.; Wang, L.; Liu, S.; Wang, Y. Tribological property of plasma-sprayed Al2O3-13wt%TiO2 coatings onto resin-based composites. Appl. Surf. Sci. 2018, 431, 75–80. [Google Scholar] [CrossRef]
- Mehar, S.; Sapate, G.; Vashishtha, N.; Bagde, P. Effect of Y2O3 addition on tribological properties of plasma sprayed Al2O3-13% TiO2 coating. Ceram. Int. 2020, 46, 11799–11810. [Google Scholar] [CrossRef]
- Lu, X.; Yan, D.; Yang, Y.; Dong, Y.; He, J.; Zhang, J. Phase evolution of plasma sprayed Al2O3-13%TiO2 coatings derived from nanocrystalline powders. Trans. Nonferr. Met. Soc. China 2013, 23, 2951–2956. [Google Scholar] [CrossRef]
- Yugeswaran, S.; Selvarajan, V.; Vijay, M.; Ananthapadmanabhan, P.V.; Sreekumar, K.P. Influence of critical plasma spraying parameter (CPSP) on plasma sprayed Alumina–Titania composite coatings. Ceram. Int. 2010, 36, 141–149. [Google Scholar] [CrossRef]
- Wang, H.; Ma, J.; Li, G.; Kang, J.; Xu, B. The dependency of microstructure and mechanical properties of nanostructured Alumina–Titania coatings on critical plasma spraying parameter. Appl. Surf. Sci. 2014, 314, 468–475. [Google Scholar] [CrossRef]
- Bounazef, M.; Guessasma, S.; Montavon, G.; Coddet, C. Effect of APS process parameters on wear behaviour of Alumina–Titania coatings. Mater. Lett. 2004, 58, 2451–2455. [Google Scholar] [CrossRef]
- Song, E.P.; Ahn, J.; Lee, S.; Kim, N.J. Effects of critical plasma spray parameter and spray distance on wear resistance of Al2O3-8wt%TiO2 coatings plasma-sprayed with nanopowders. Surf. Coat. Technol. 2008, 202, 3625–3632. [Google Scholar] [CrossRef]
- Zheng, X.; Liu, Y. Slurry erosion–corrosion wear behavior in SiC-containing NaOH solutions of Mo2NiB2 cermets prepared by reactive sintering. Int. J. Refract. Met. Hard 2019, 78, 193–200. [Google Scholar] [CrossRef]
- Şenol, Y.; Mediha, I.; Gozde, F.; Celebi, C. The effect of bond coat on mechanical properties of plasma-sprayed Al2O3 and Al2O3-13wt% TiO2 coatings on AISI 316L stainless steel. Vacuum 2005, 77, 315–321. [Google Scholar]
- Kang, J.; Xu, B.; Wang, H.; Wang, C. Influence of spraying parameters on the microstructure and properties of plasma-sprayed Al2O3/40%TiO2 coating. Phys. Procedia 2013, 50, 169–176. [Google Scholar] [CrossRef]
- Sreekumar Rajesh, T.; Venkata Rao, R. Experimental Investigation and Parameter Optimization of Al2O3-40% TiO2 Atmospheric Plasma Spray Coating on SS316 Steel Substrate. Mater. Today 2018, 5, 5012–5020. [Google Scholar] [CrossRef]
- Odhiambo, J.G.; Li, W.; Zhao, Y.; Li, C. Porosity and Its Significance in Plasma-Sprayed. Coatings 2019, 9, 460. [Google Scholar] [CrossRef]
- Rueden, C.T.; Schindelin, J.; Hiner, M.C.; Eliceriri, K.W. ImageJ: ImageJ for the next generation of scientific image data. BMC Bioinform. 2017, 18, 529. [Google Scholar] [CrossRef]
- Zavareh, M.A.; Sarhan, A.A.D.M.; Karimzadeh, R.; Singh, R.S.A.l.K. Analysis of corrosion protection behavior of Al2O3-TiO2 oxide ceramic coating on carbon steel pipes for petroleum industry. Ceram. Int. 2018, 44, 5967–5975. [Google Scholar] [CrossRef]
- Ramesh, C.S.; Devaraj, D.S.; Keshavamurthy, R.; Sridhar, B.R. Slurry erosive wear behaviour of thermally sprayed Inconel-718 coatings by APS process. Wear 2011, 271, 1365–1371. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Level Number | Plasma Current (A) | Ar Flow (L/min) | H2 Flow (L/min) | Spray Standoff Distance (mm) |
|---|---|---|---|---|
| I | 530 | 31 | 10 | 80 |
| II | 565 | 36 | 12 | 100 |
| III | 600 | 41 | 14 | 120 |
| Sample Number | Spray Current (A) | Ar Flow (L/min) | H2 Flow (L/min) | Spray Standoff Distance (mm) |
|---|---|---|---|---|
| 1 | I (530) | I (31) | I (10) | I (80) |
| 2 | II (565) | II (36) | II (12) | I |
| 3 | III (600) | III (41) | III (14) | I |
| 4 | I | II | III | II (100) |
| 5 | II | III | I | II |
| 6 | III | I | II | II |
| 7 | I | III | II | III (120) |
| 8 | II | I | III | III |
| 9 | III | II | I | III |
| Sample Number | Bond Strength (MPa) | Average Bond Strength (MPa) | ||
|---|---|---|---|---|
| 1 | 19.86 | 21.80 | 22.74 | 21.47 |
| 2 | 14.61 | 13.23 | 14.41 | 14.08 |
| 3 | 16.36 | 18.33 | 17.03 | 17.24 |
| 4 | 18.31 | 20.58 | 19.63 | 19.51 |
| 5 | 23.76 | 24.28 | 21.69 | 23.24 |
| 6 | 24.20 | 22.59 | 22.08 | 22.96 |
| 7 | 19.79 | 21.17 | 18.30 | 19.75 |
| 8 | 16.63 | 14.68 | 14.85 | 15.39 |
| 9 | 10.42 | 12.62 | 13.29 | 12.11 |
| Level Number | Plasma Current (A) | Ar Flow (L/min) | H2 Flow (L/min) | Spray Standoff Distance (mm) |
|---|---|---|---|---|
| I sum | 60.73 | 59.82 | 56.82 | 52.79 |
| II sum | 52.71 | 45.70 | 56.79 | 65.71 |
| III sum | 52.31 | 60.24 | 52.13 | 47.25 |
| I average | 20.24 | 19.94 | 18.94 | 17.60 |
| II average | 17.57 | 15.23 | 18.93 | 21.90 |
| III average | 17.44 | 20.08 | 17.38 | 15.75 |
| Range (D) | 2.8 | 4.85 | 1.56 | 6.15 |
| Samples | Ecorr (mV) | Icorr (μA/cm2) |
|---|---|---|
| Nonoptimized AT13 | −718 ± 21 | 1.96 ± 0.48 |
| Optimized AT13 | −699 ± 15 | 1.41 ± 0.51 |
| Q235 | −997 ± 9 | 103.1 ± 1.9 |
| Samples | Before Erosion (g) | After Erosion (g) | Weight Loss (mg) |
|---|---|---|---|
| Samples coated by nonoptimized AT13 | 10.0799 | 10.0675 | 12.4 |
| Samples coated by optimized AT13 | 10.6003 | 10.5946 | 5.7 |
| Q235 substrate | 10.3221 | 10.1663 | 155.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, J.; Sun, K.; Huang, S.; Cai, W.; Wei, Y.; Meng, L.; Hu, Z.; Li, W. Fabrication and Property Evaluation of the Al2O3-TiO2 Composite Coatings Prepared by Plasma Spray. Coatings 2020, 10, 1122. https://doi.org/10.3390/coatings10111122
Zhou J, Sun K, Huang S, Cai W, Wei Y, Meng L, Hu Z, Li W. Fabrication and Property Evaluation of the Al2O3-TiO2 Composite Coatings Prepared by Plasma Spray. Coatings. 2020; 10(11):1122. https://doi.org/10.3390/coatings10111122
Chicago/Turabian StyleZhou, Jingzhong, Kuoteng Sun, Songqiang Huang, Weichen Cai, Yangzhi Wei, Liang Meng, Zhaowei Hu, and Wenge Li. 2020. "Fabrication and Property Evaluation of the Al2O3-TiO2 Composite Coatings Prepared by Plasma Spray" Coatings 10, no. 11: 1122. https://doi.org/10.3390/coatings10111122
APA StyleZhou, J., Sun, K., Huang, S., Cai, W., Wei, Y., Meng, L., Hu, Z., & Li, W. (2020). Fabrication and Property Evaluation of the Al2O3-TiO2 Composite Coatings Prepared by Plasma Spray. Coatings, 10(11), 1122. https://doi.org/10.3390/coatings10111122