Electrically Conductive CNT Composites at Loadings below Theoretical Percolation Values

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Characterization Techniques
2.3. Fabrication Protocols
2.4. Electrical Resistivity Measurements
3. Results
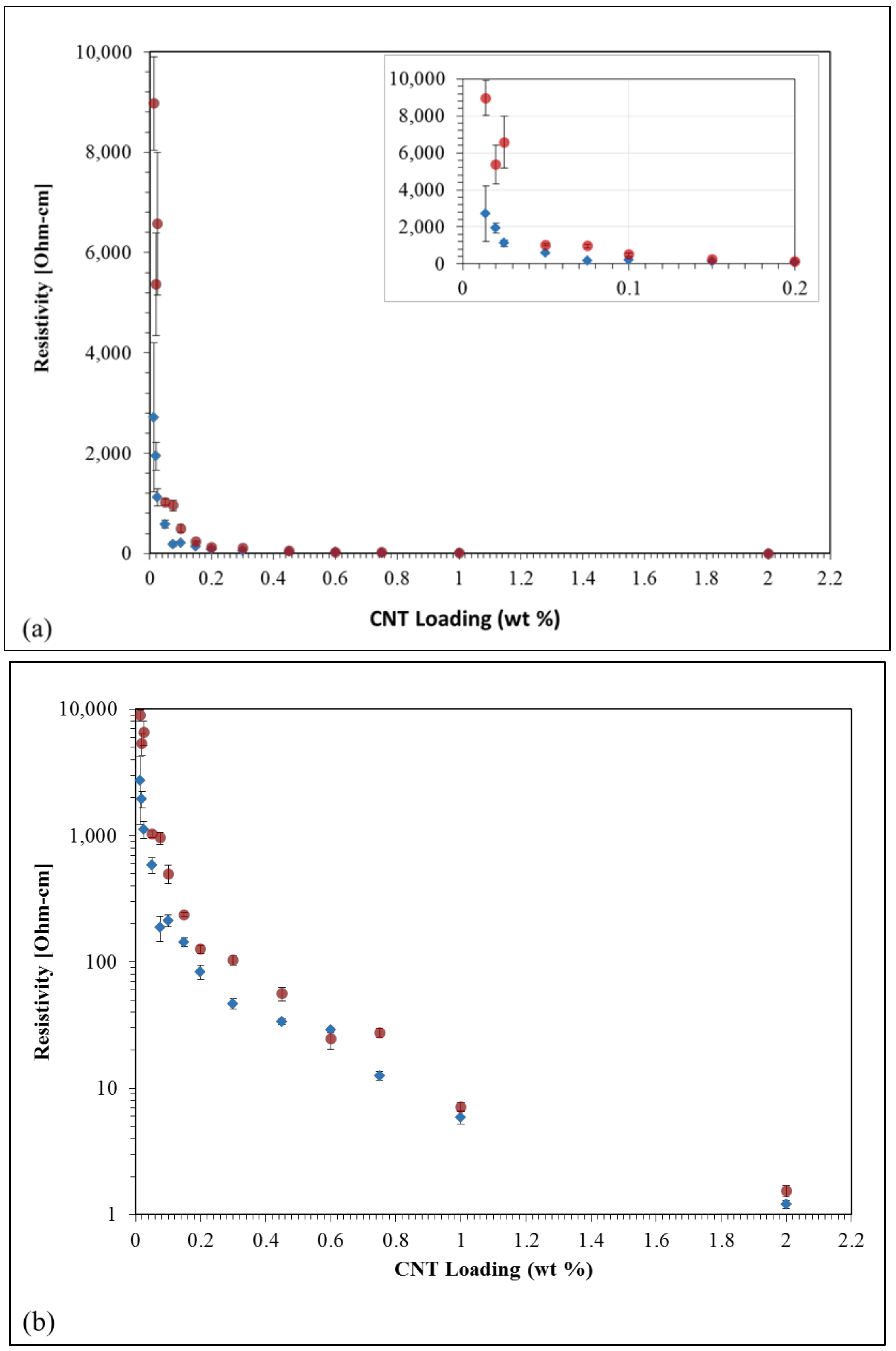
3.1. CNT Concentration in the Epoxy Composite
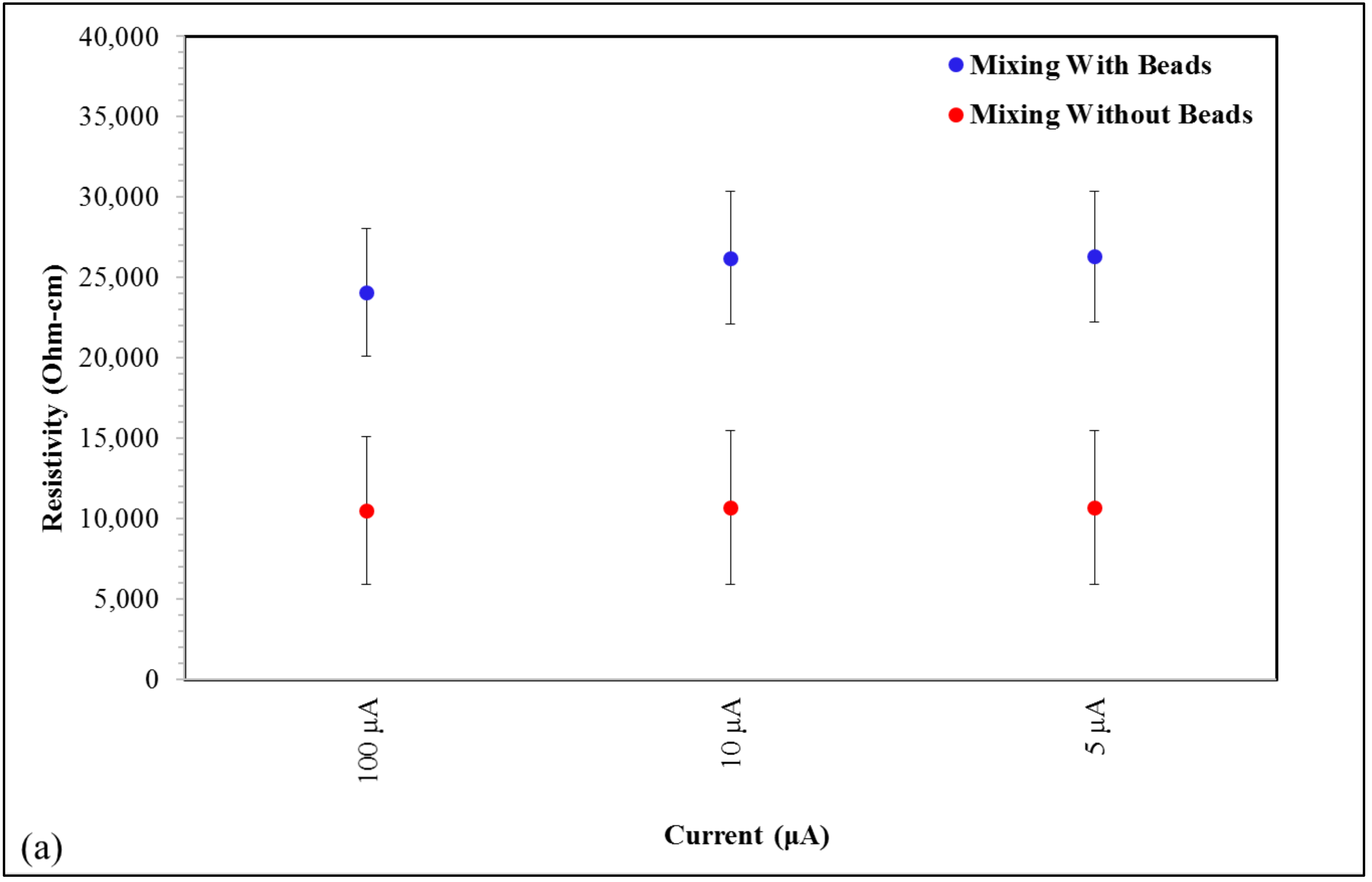
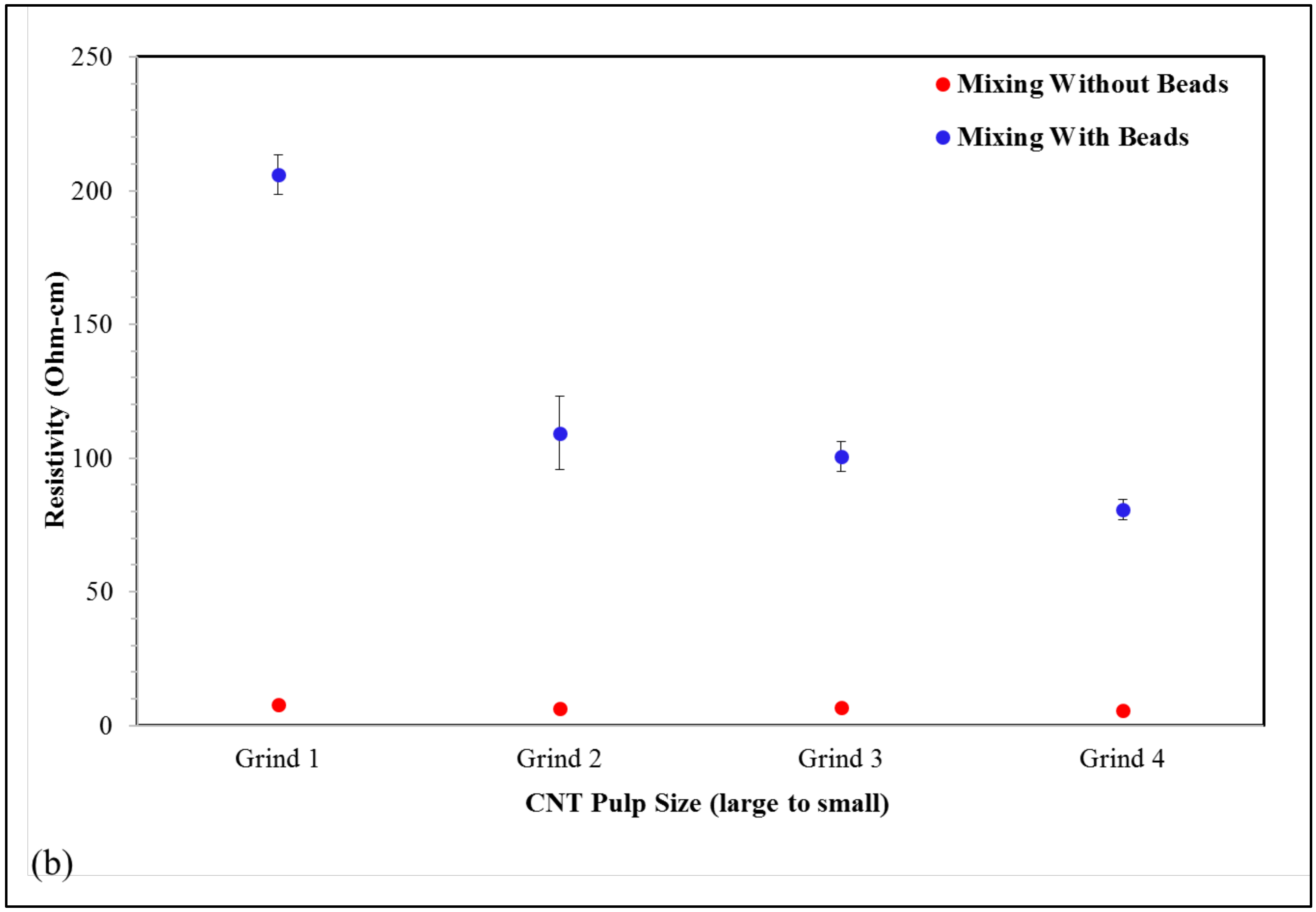
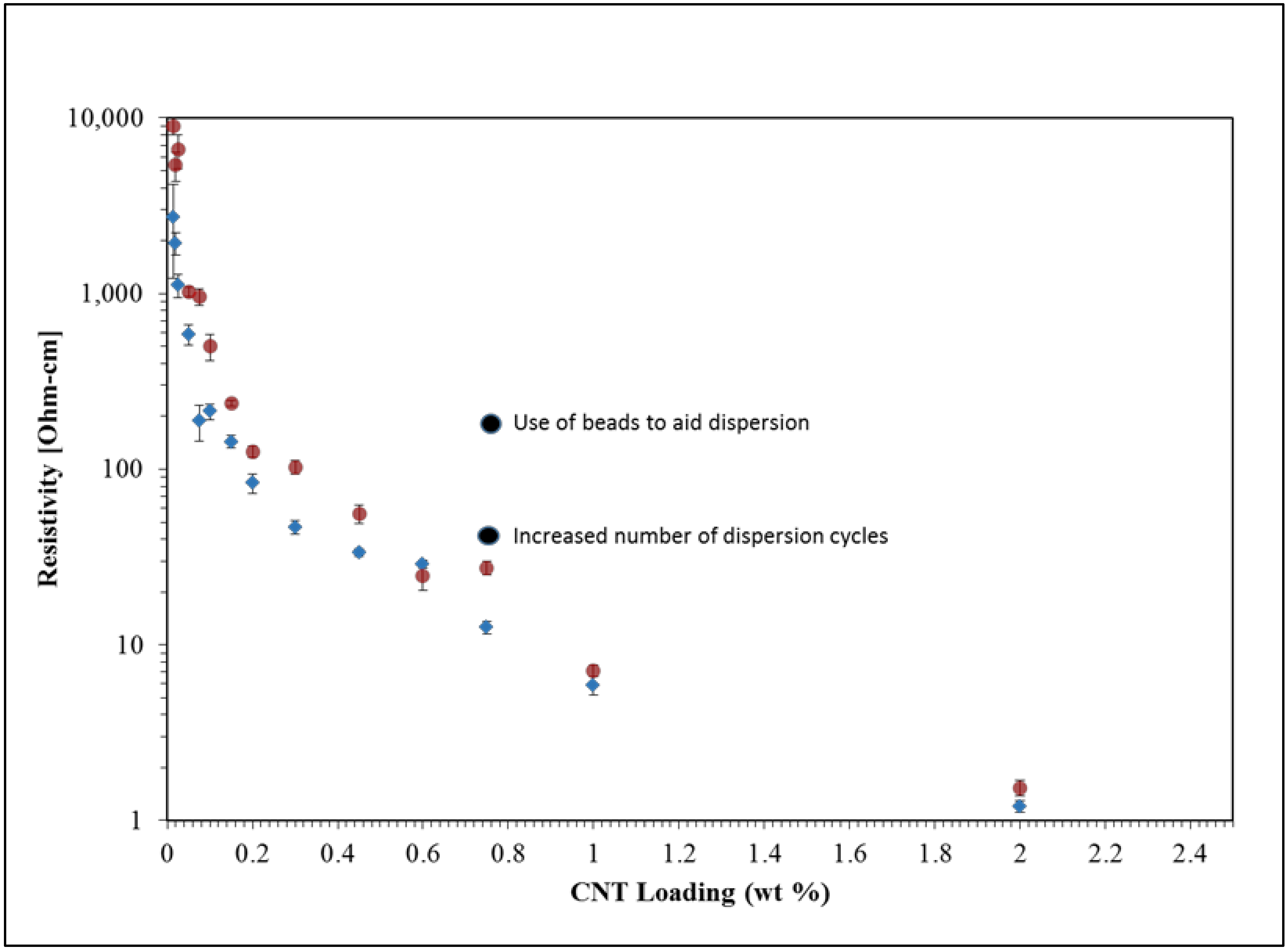
3.2. Effects of the Use of Glass Beads to Aid Dispersion
3.3. Pre-Mix CNT Grinding Size
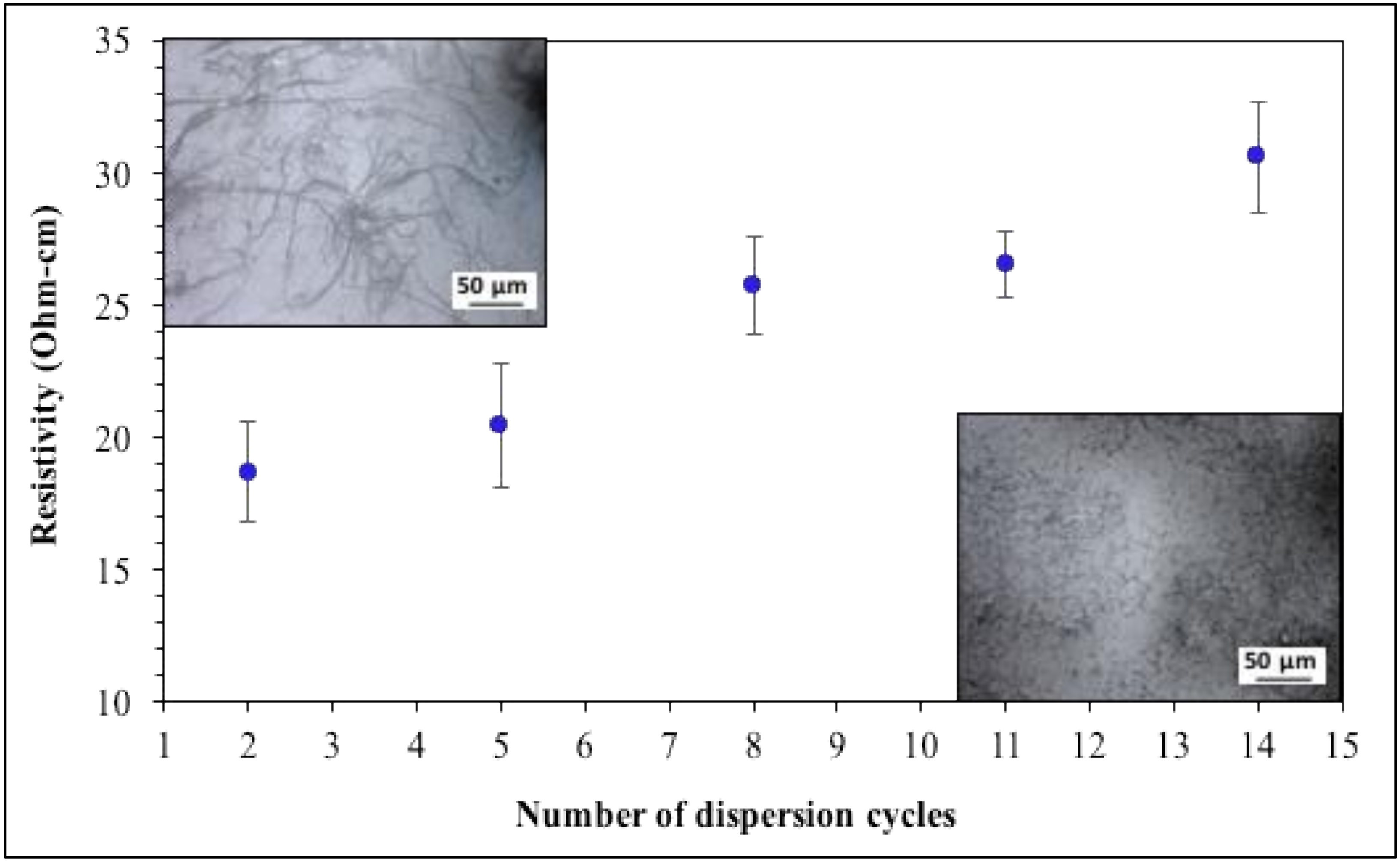
3.4. Effect of Number of Dispersion Cycles Used to Combine CNT and Epoxy Resin
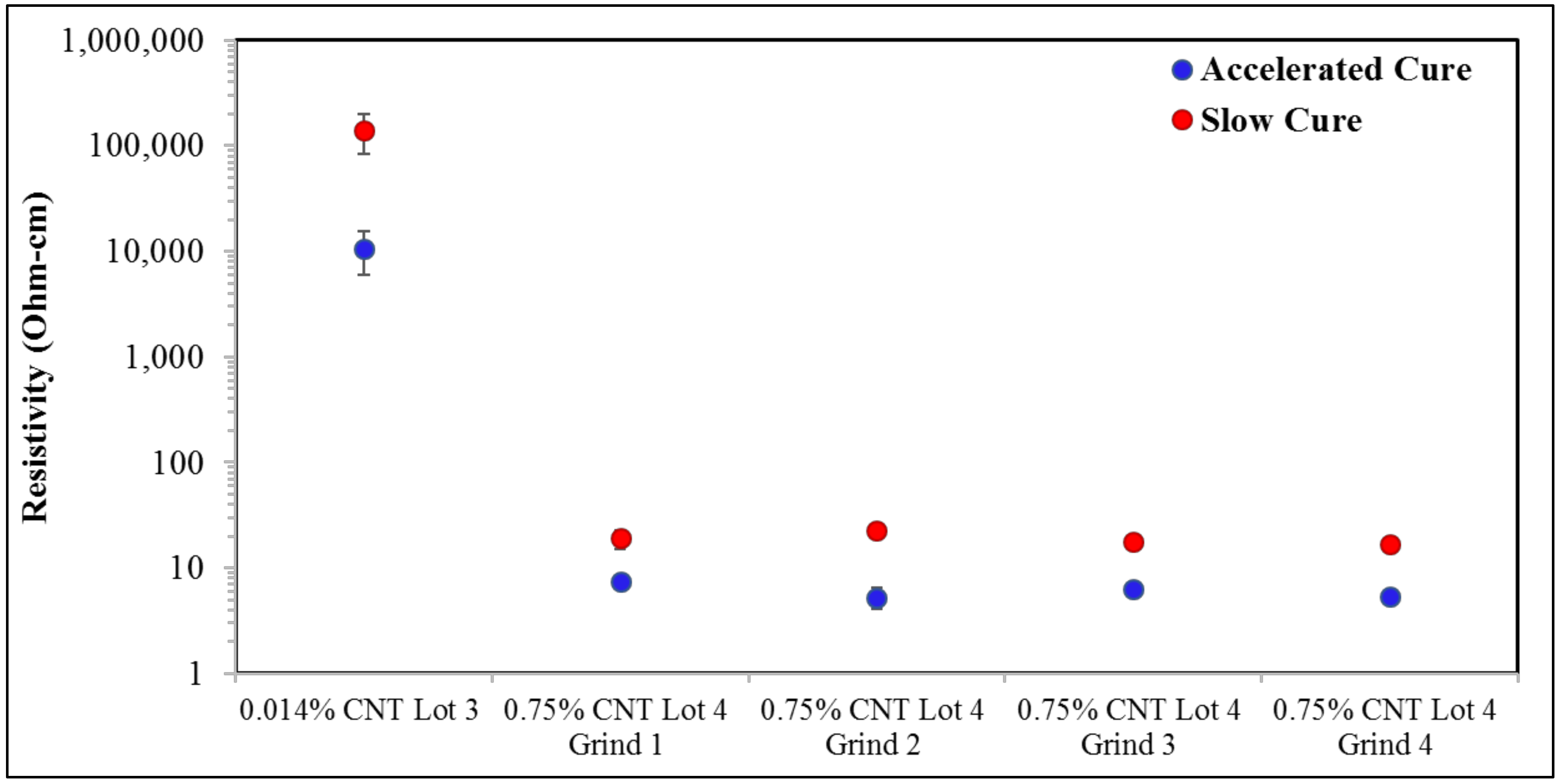
3.5. Effect of Curing Temperature/Time
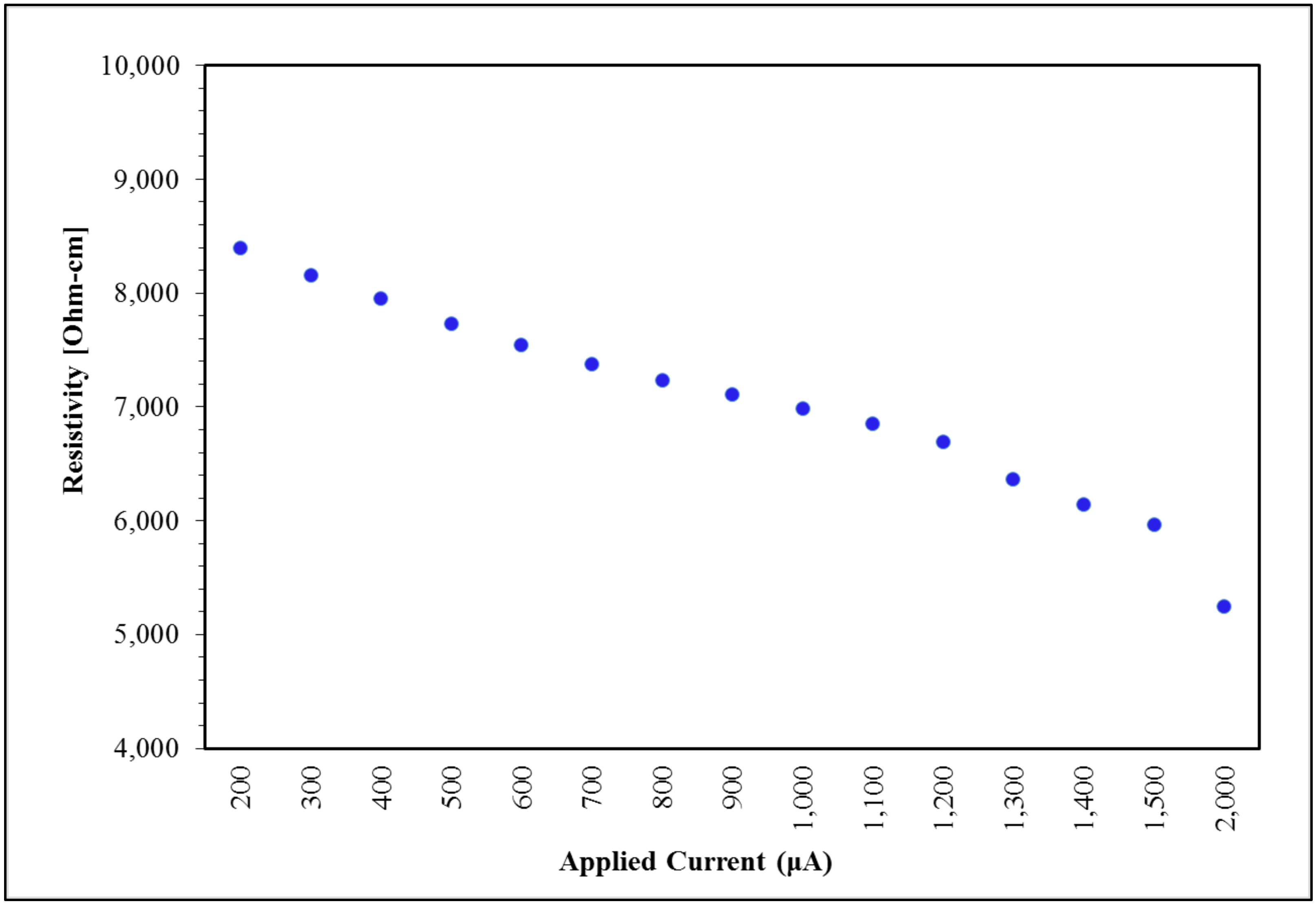
3.6. Applied Current Impact
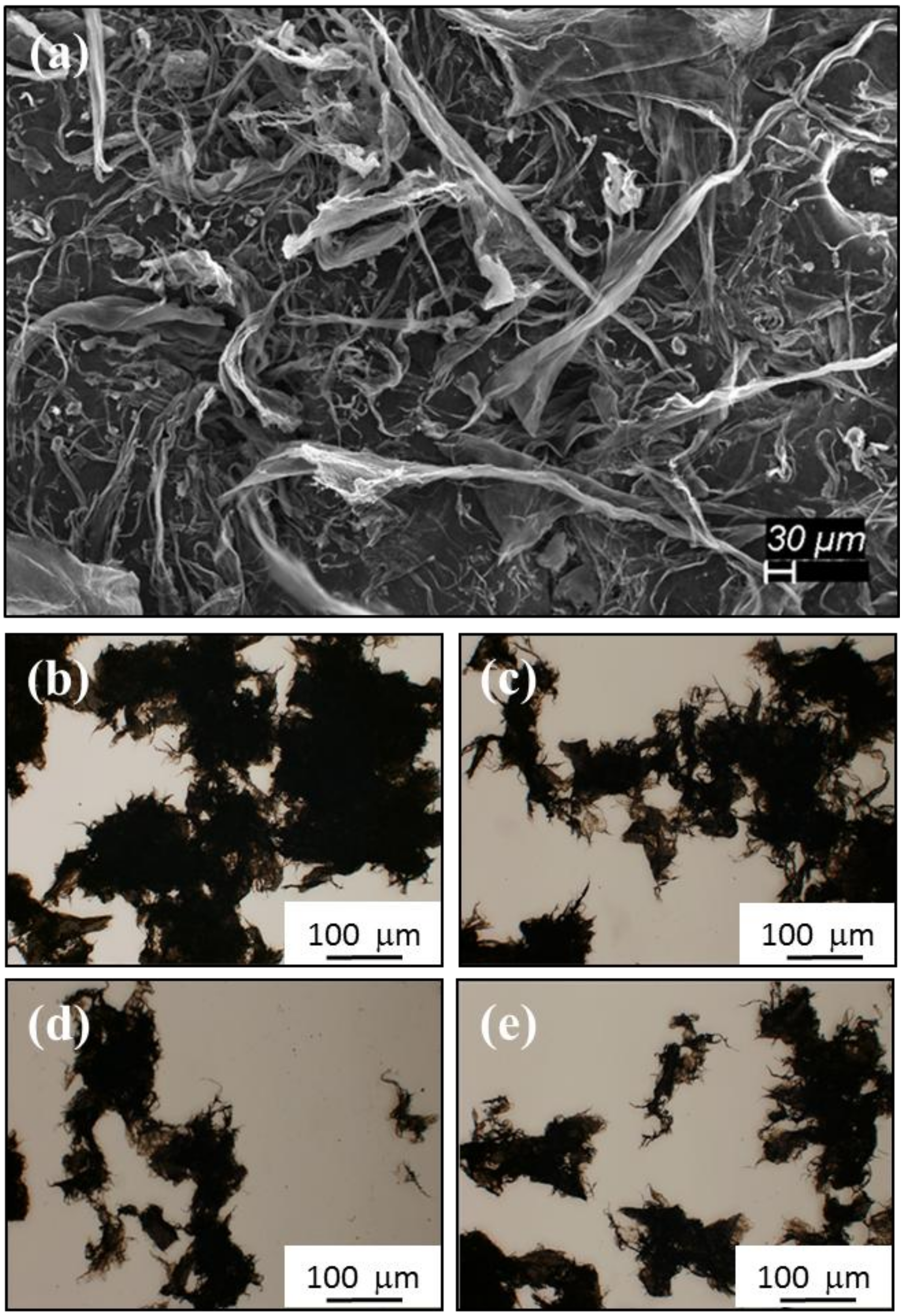
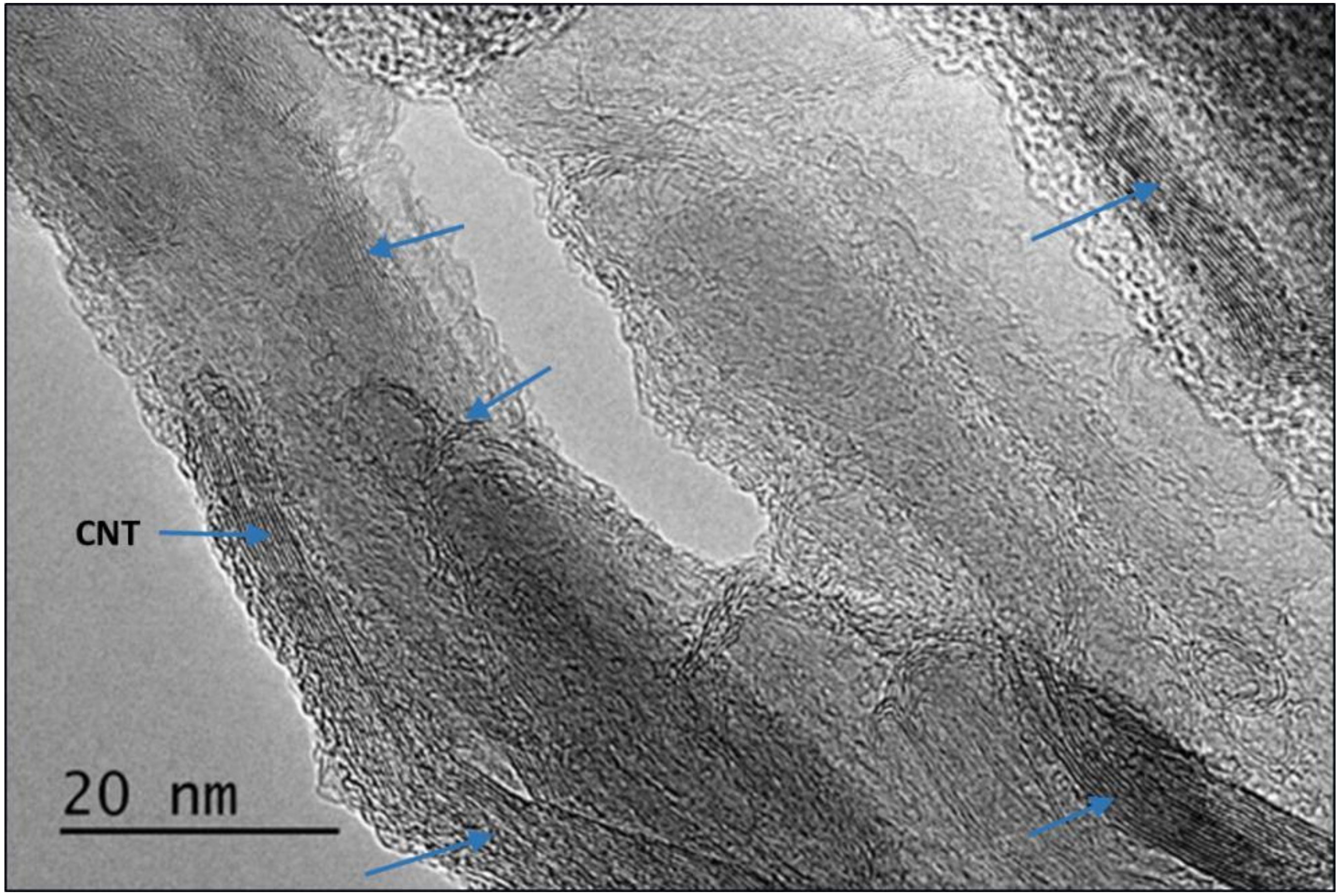
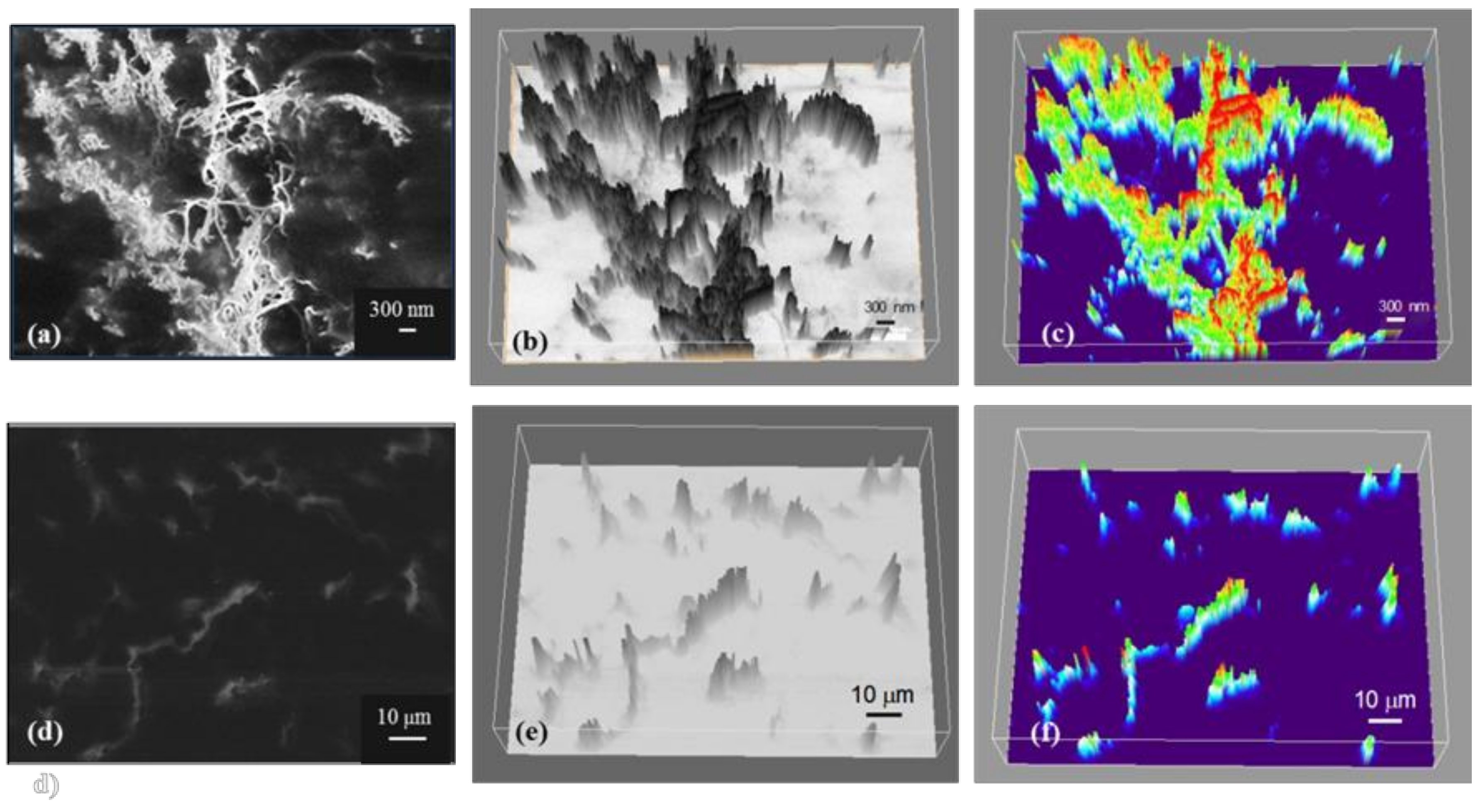
3.7. SEM Imaging of Epoxy–CNT Composite Microstructural Features
4. Discussion
4.1. Novel Experimental Design Features
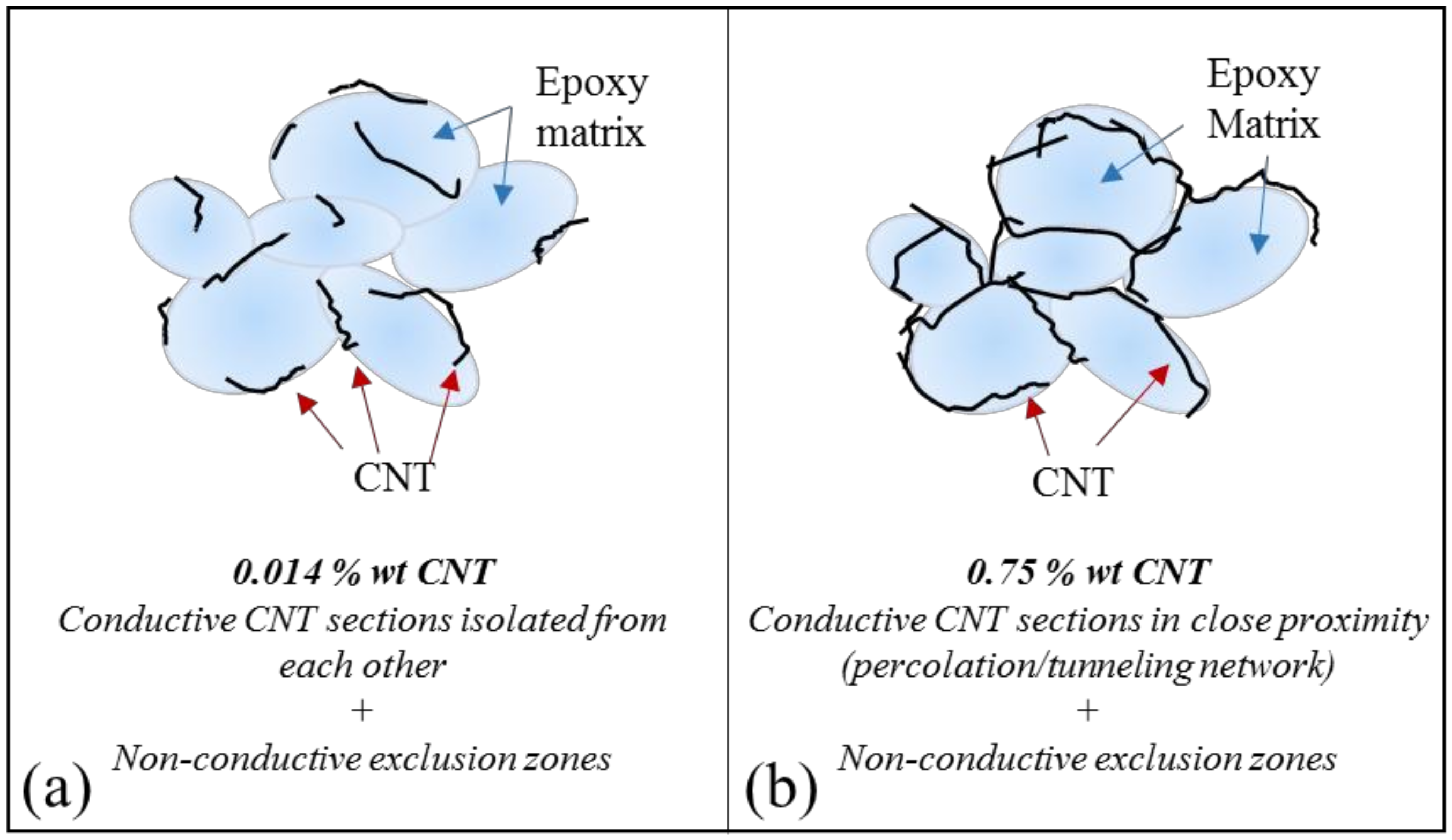
4.2. Percolation
4.3. Trends Detected
4.3.1. Mixing Cycles
4.3.2. Mixing with Beads
4.3.3. Curing
4.4. Current Dependence
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Harris, P.J.F. Carbon. Nanotube Composites. Int. Mater. Rev. 2004, 49, 31–43. [Google Scholar] [CrossRef]
- Du, J.-H.; Bai, J.; Cheng, H.-M. The. Present Status and Key Problems of Carbon Nanotube Based Polymer Composites. Express Polym. Lett. 2007, 1, 253–273. [Google Scholar] [CrossRef]
- De Volder, M.F.L.; Tawfick, S.H.; Baughman, R.H.; Hart, A.J. Carbon Nanotubes: Present and Future Commercial Applications. Science 2013, 339, 535–539. [Google Scholar] [CrossRef]
- Udupa, G.; Rao, S.S.; Gangadharan, K.V. Future Applications of Carbon Nanotube Reinforced Functionally Graded Composite Materials. In Proceedings of the IEEE-International Conference On Advances In Engineering, Science And Management (ICAESM-2012), Tamil Nadu, India, 30–31 March 2012; pp. 399–404. [Google Scholar]
- Martin, C.A.; Sandler, J.K.W.; Shaffer, M.S.P.; Schwarz, M.K.; Bauhofer, W.; Schulte, K.; Windle, A.H. Formation. of Percolating Networks in Multi-Wall Carbon-Nanotube-Epoxy Composites. Compos. Sci. Technol. 2004, 64, 2309–2316. [Google Scholar] [CrossRef]
- Hansen, N.; Adams, D.O.; Fullwood, D.T. Quantitative Methods for Correlating Dispersion and Electrical Conductivity in Conductor-Polymer Nanostrand Composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1939–1946. [Google Scholar] [CrossRef]
- Sandler, J.K.W.; Kirk, J.E.; Kinloch, I.A.; Shaffer, M.S.P.; Windle, A.H. Ultra-Low Electrical Percolation Threshold in Carbon-Nanotube-Epoxy Composites. Polymer 2003, 44, 5893–5899. [Google Scholar] [CrossRef]
- Munsonmcgee, S. Estimation. of the Critical Concentration in an Anisotropic Percolation Network. Phys. Rev. B 1991, 43, 3331–3336. [Google Scholar] [CrossRef]
- Gau, C.; Kuo, C.-Y.; Ko, H.S. Electron Tunneling in Carbon Nanotube Composites. Nanotechnology 2009, 20, 395705. [Google Scholar] [CrossRef]
- Balberg, I.; Anderson, C.; Alexander, S.; Wagner, N. Excluded Volume and Its Relation to the Onset of Percolation. Phys. Rev. B 1984, 30, 3933–3943. [Google Scholar] [CrossRef]
- Shante, V.; Kirkpatrick, S. Introduction to Percolation Theory. Adv. Phys. 1971, 20, 325–357. [Google Scholar] [CrossRef]
- Lozano, K.; Barrera, E.V. Nanofiber-Reinforced Thermoplastic Composites. I. Thermoanalytical and Mechanical Analyses. J. Appl. Polym. Sci. 2001, 79, 125–133. [Google Scholar] [CrossRef]
- Lozano, K.; Bonilla-Rios, J.; Barrera, E.V.A. Study on Nanofiber-Reinforced Thermoplastic Composites (II): Investigation of the Mixing Rheology and Conduction Properties. J. Appl. Polym. Sci. 2001, 80, 1162–1172. [Google Scholar] [CrossRef]
- Sandler, J.; Shaffer, M.S.P.; Prasse, T.; Bauhofer, W.; Schulte, K.; Windle, A.H. Development of a Dispersion Process for Carbon Nanotubes in an Epoxy Matrix and the Resulting Electrical Properties. Polymer 1999, 40, 5967–5971. [Google Scholar] [CrossRef]
- Celzard, A.; McRae, E.; Deleuze, C.; Dufort, M.; Furdin, G.; Mareche, J.F. Critical Concentration in Percolating Systems Containing a High-Aspect-Ratio Filler. Phys. Rev. B 1996, 53, 6209–6214. [Google Scholar] [CrossRef]
- Zeng, X.; Xu, X.; Shenai, P.M.; Kovalev, E.; Baudot, C.; Mathews, N.; Zhao, Y. Characteristics of the Electrical Percolation in Carbon Nanotubes/Polymer Nanocomposites. J. Phys. Chem. C 2011, 115, 21685–21690. [Google Scholar] [CrossRef]
- Technologies, N. Nanocomp Technologies’ Products|Sheet/Tape. Available online: http://www.miralon.com/sheet/tape (accessed on 9 January 2019).
- Loctite. LOCTITE EA 9396 AERO Epoxy Paste Adhesive. Technical Process Bulletin. 2013. Available online: http://www.aero-consultants.ch/view/data/3285/Produkte/Henkel%20Adhesive/ LOCTITE%20EA%209396%20AERO.pdf (accessed on 18 January 2019).
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 Years of Image Analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef] [PubMed]
- Mclachlan, D.; Blaszkiewicz, M.; Newnham, R. Electrical-Resistivity of Composites. J. Am. Ceram. Soc. 1990, 73, 2187–2203. [Google Scholar] [CrossRef]
- Majidian, M.; Grimaldi, C.; Forro, L.; Magrez, A. Role of the Particle Size Polydispersity in the Electrical Conductivity of Carbon Nanotube-Epoxy Composites. Sci. Rep. 2017, 7, 12553. [Google Scholar] [CrossRef]
- Tarlton, T.; Sullivan, E.; Brown, J.; Derosa, P.A. The Role of Agglomeration in the Conductivity of Carbon Nanotube Composites near Percolation. J. Appl. Phys. 2017, 121, 085103. [Google Scholar] [CrossRef]
- Gupta, M.L.; Sydlik, S.A.; Schnorr, J.M.; Woo, D.J.; Osswald, S.; Swager, T.M.; Raghavan, D. The Effect of Mixing Methods on the Dispersion of Carbon Nanotubes during the Solvent-Free Processing of Multiwalled Carbon Nanotube/Epoxy Composites. J. Polym. Sci. Part B Polym. Phys. 2013, 51, 410–420. [Google Scholar] [CrossRef]
- Gerenrot, D.; Berlyand, L.; Phillips, J. Random Network Model for Heat Transfer in High Contrast Composite Materials. IEEE Trans. Adv. Packag. 2003, 26, 410–416. [Google Scholar] [CrossRef]











© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Earp, B.; Simpson, J.; Phillips, J.; Grbovic, D.; Vidmar, S.; McCarthy, J.; Luhrs, C.C. Electrically Conductive CNT Composites at Loadings below Theoretical Percolation Values. Nanomaterials 2019, 9, 491. https://doi.org/10.3390/nano9040491
Earp B, Simpson J, Phillips J, Grbovic D, Vidmar S, McCarthy J, Luhrs CC. Electrically Conductive CNT Composites at Loadings below Theoretical Percolation Values. Nanomaterials. 2019; 9(4):491. https://doi.org/10.3390/nano9040491
Chicago/Turabian StyleEarp, Brian, Joseph Simpson, Jonathan Phillips, Dragoslav Grbovic, Stephen Vidmar, Jacob McCarthy, and Claudia C. Luhrs. 2019. "Electrically Conductive CNT Composites at Loadings below Theoretical Percolation Values" Nanomaterials 9, no. 4: 491. https://doi.org/10.3390/nano9040491
APA StyleEarp, B., Simpson, J., Phillips, J., Grbovic, D., Vidmar, S., McCarthy, J., & Luhrs, C. C. (2019). Electrically Conductive CNT Composites at Loadings below Theoretical Percolation Values. Nanomaterials, 9(4), 491. https://doi.org/10.3390/nano9040491