
An In Situ Characterisation Method for 3-D Electrospun Foams



Abstract
1. Introduction
2. Materials
3. Methods
3.1. In Situ Foam Characterisation Method: Signal Processing and Parameter Derivation
3.1.1. Motivation for Feature Selection
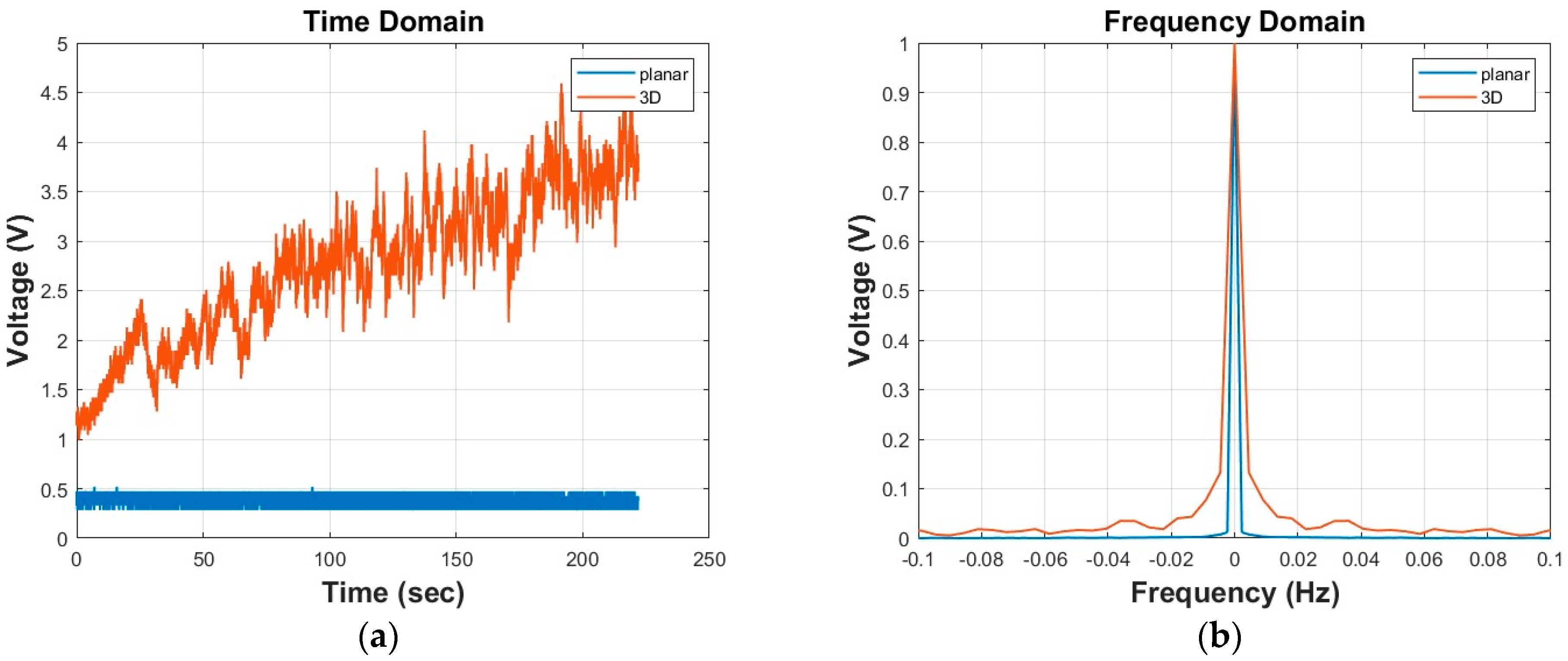
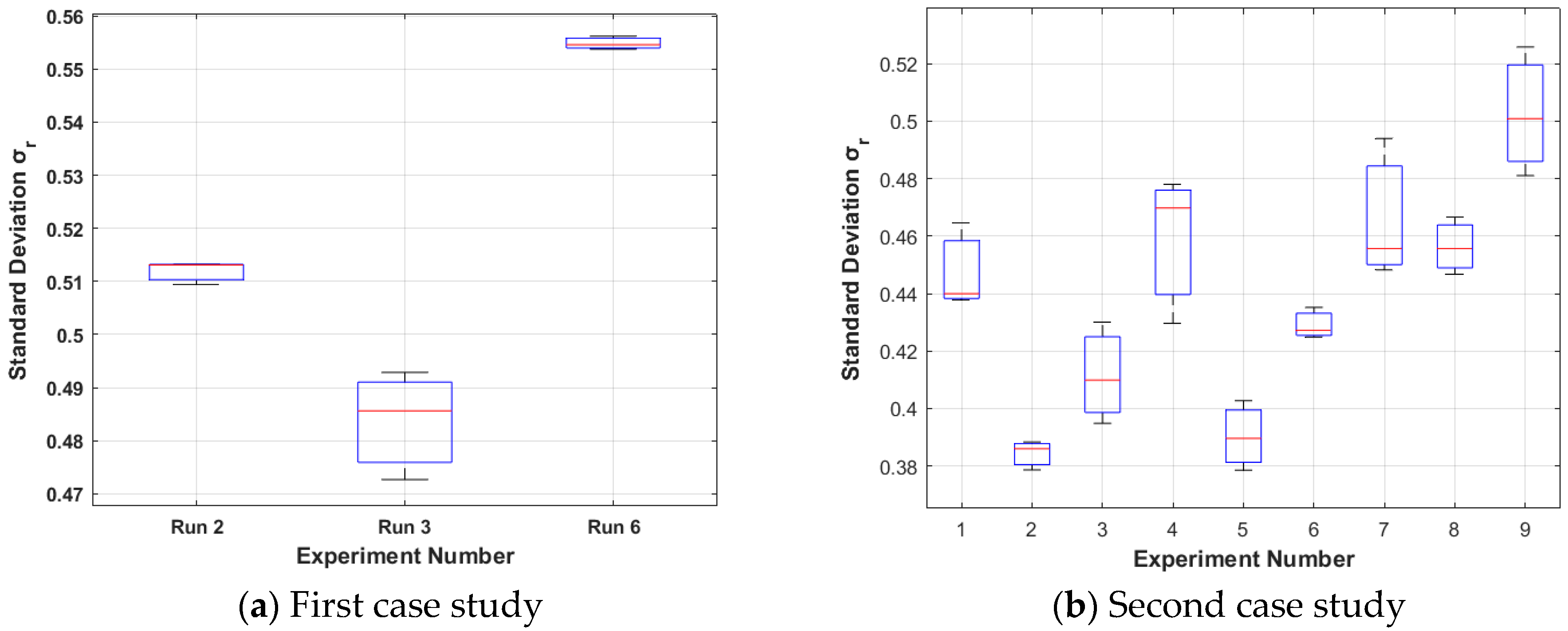
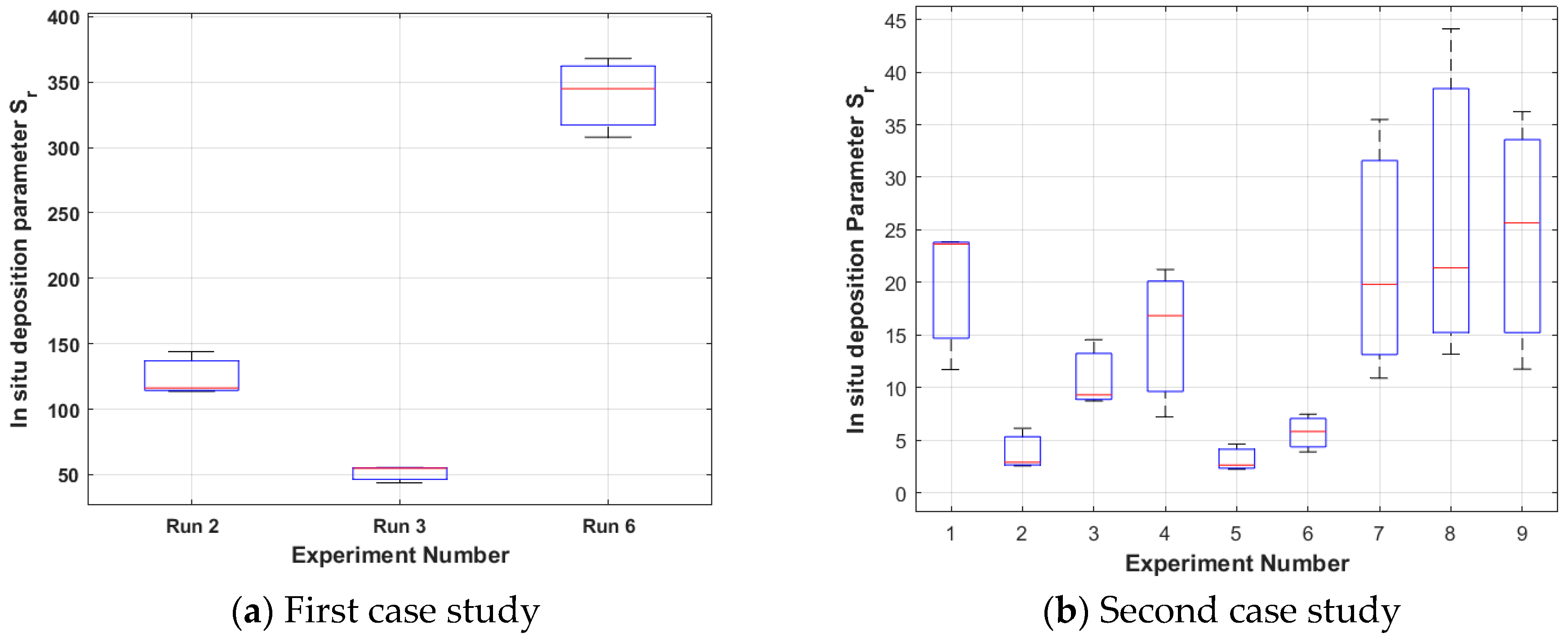
3.1.2. In Situ Evaluation Parameter Sr Based on Grounding Voltage Features
3.2. Post-Fabrication Foam Characterisation Method: Feature Selection and Parameter Derivation
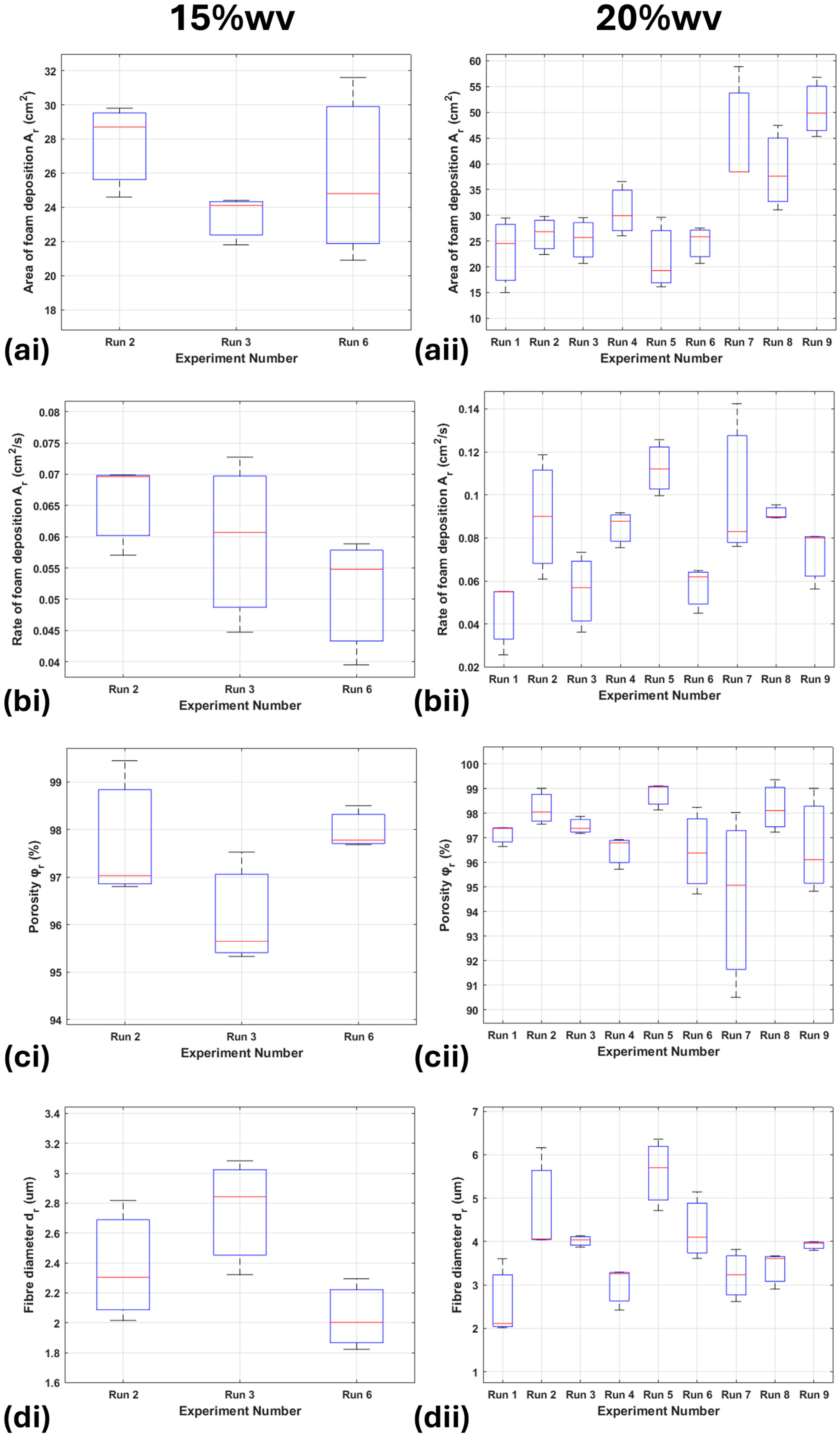
3.2.1. Rate of Foam Deposition
3.2.2. Area of Foam Deposition
3.2.3. Foam Fibre Diameter
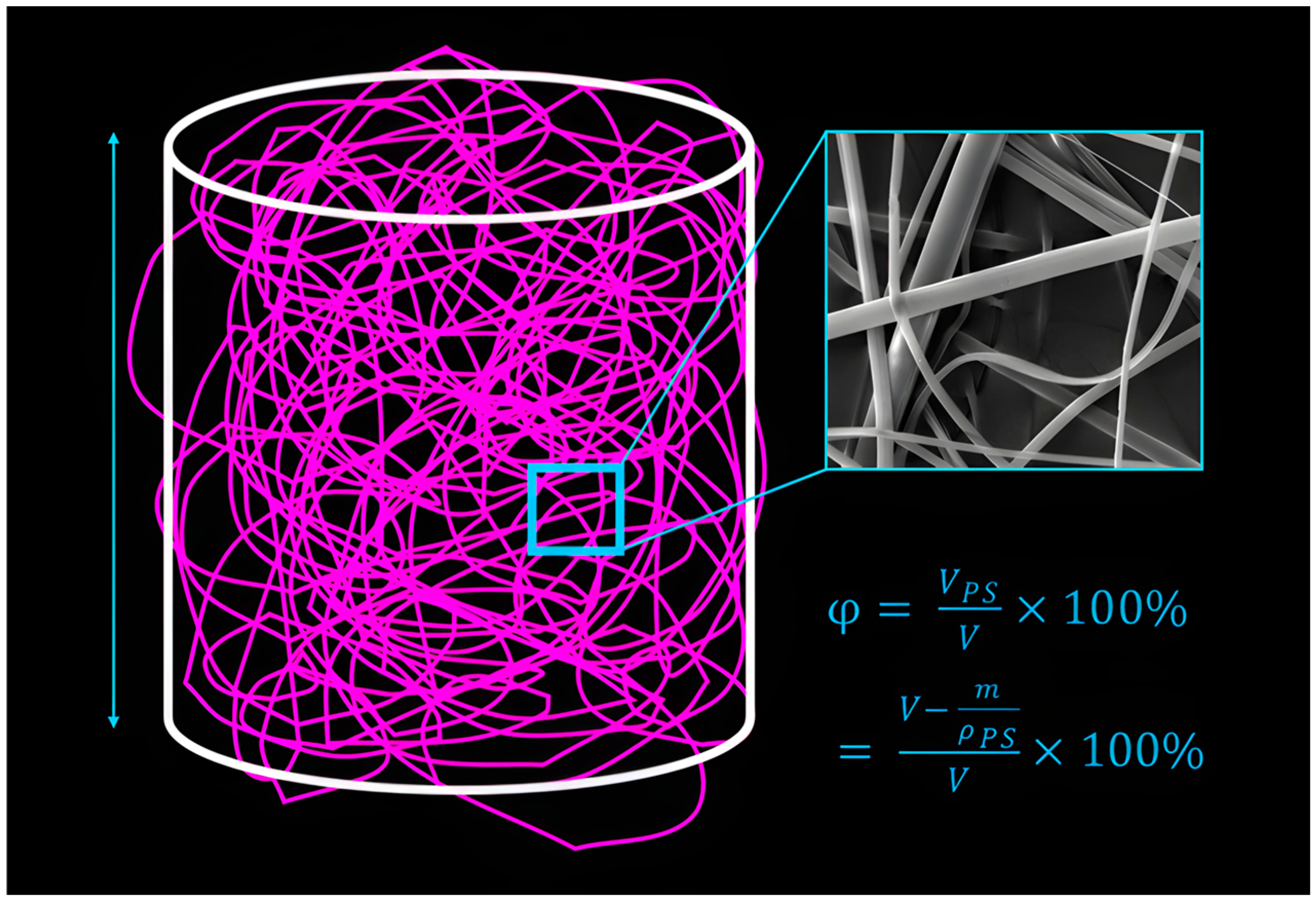
3.2.4. Foam Porosity
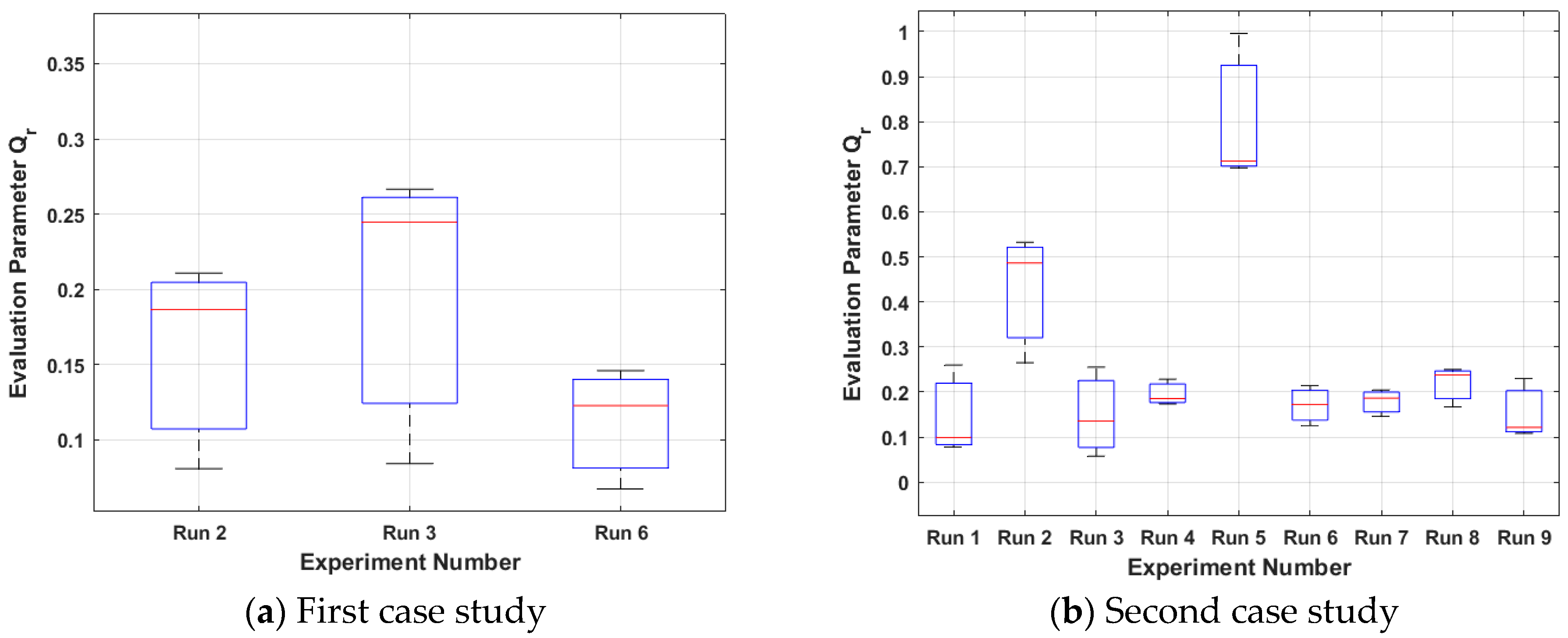
3.2.5. Post-Fabrication Evaluation Parameter Qr
3.3. L9 Taguchi Design for Electrospinning Parameters, Solution Preparation, and Setup
4. Results
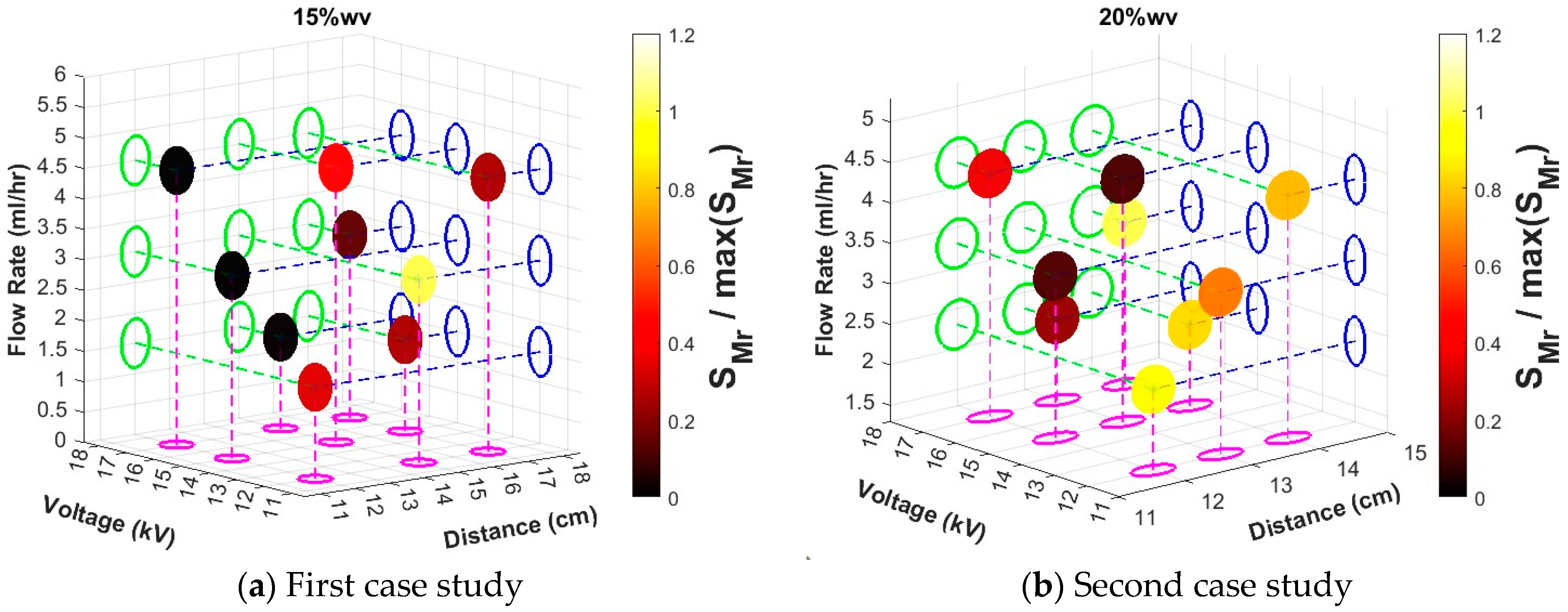
4.1. In Situ Evaluation Methodinclu
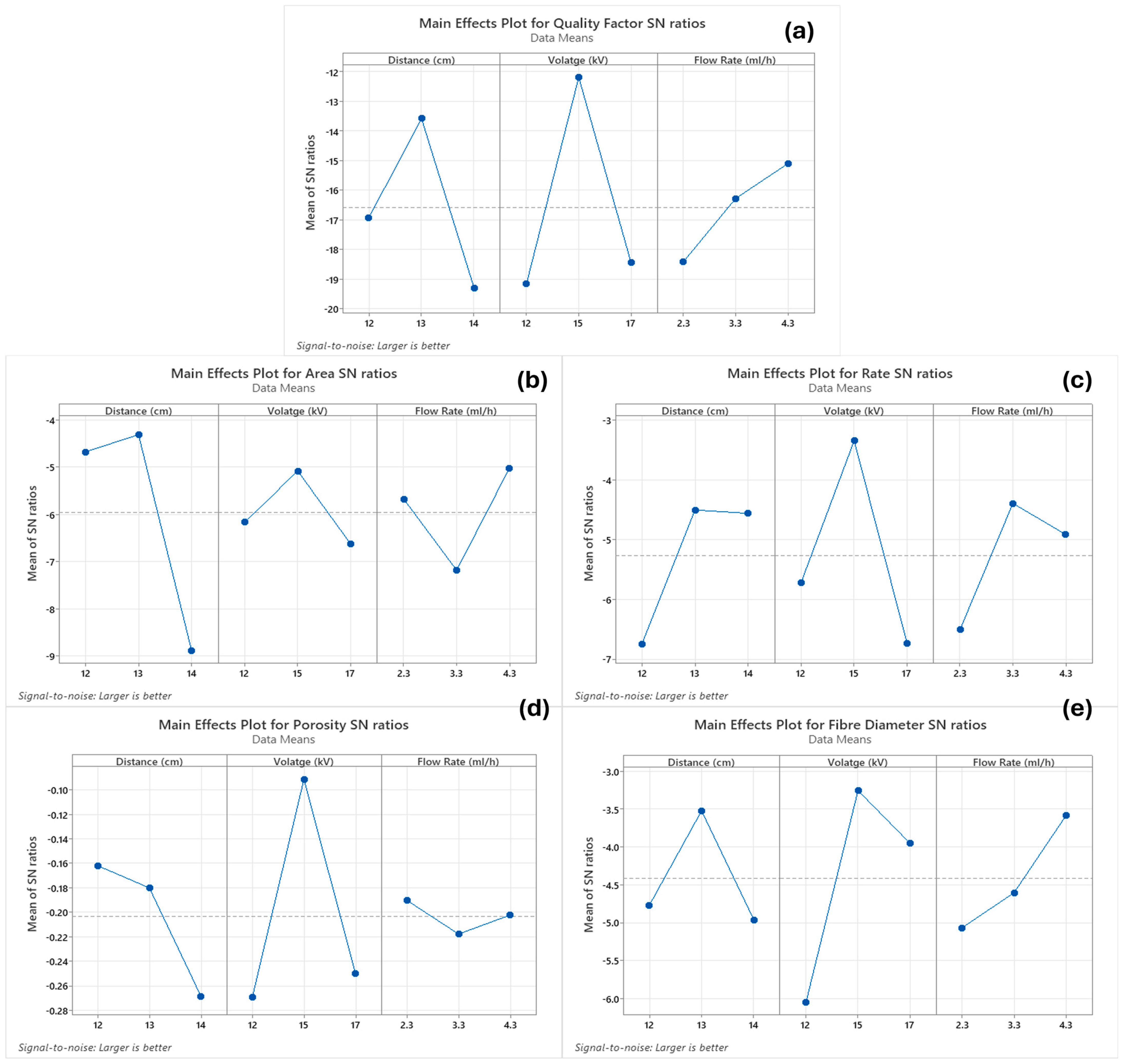
4.2. Post-Fabrication Evaluation Method
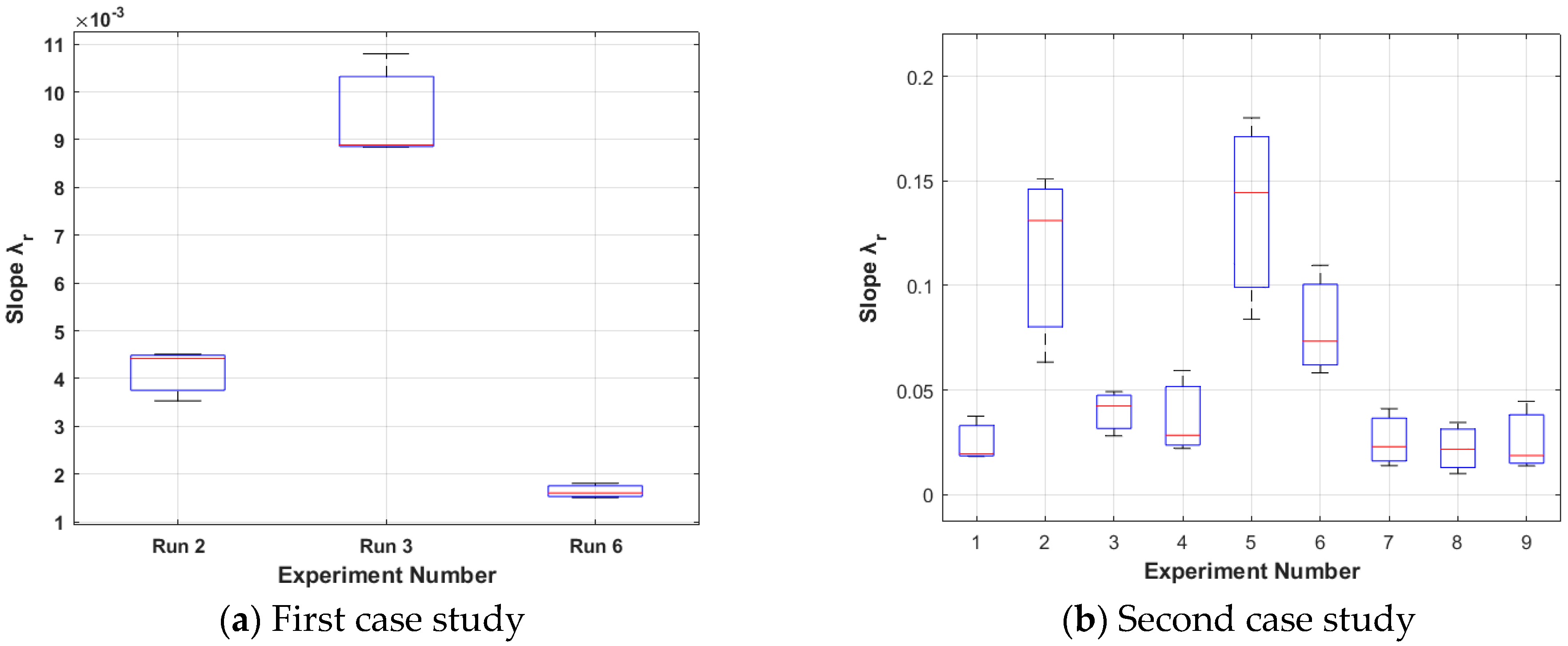
4.3. A Comparative Analysis Between the In Situ and the Post-Fabrication Methods
5. Discussion
5.1. In Situ Evaluation Method: Sr Physical Meaning, Formation Explanation, Method’s Stability
5.2. Post-Fabrication Evaluation Method: Robustness and Experimental Observations
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | Operating Voltage (kV) | Tip-to-Collector Distance (cm) | Flow Rate (mL/h) |
|---|---|---|---|
| Run 1 | 12 | 12 | 1.5 |
| Run 2 | 12 | 15 | 3 |
| Run 3 | 12 | 17 | 4.5 |
| Run 4 | 15 | 12 | 3 |
| Run 5 | 15 | 15 | 4.5 |
| Run 6 | 15 | 17 | 1.5 |
| Run 7 | 17 | 12 | 4.5 |
| Run 8 | 17 | 15 | 1.5 |
| Run 9 | 17 | 17 | 3 |
| Run | Operating Voltage (kV) | Tip-to-Collector Distance (cm) | Flow Rate (mL/h) |
|---|---|---|---|
| Run 1 | 12 | 12 | 2.3 |
| Run 2 | 12 | 15 | 3.3 |
| Run 3 | 12 | 17 | 4.3 |
| Run 4 | 13 | 12 | 3.3 |
| Run 5 | 13 | 15 | 4.3 |
| Run 6 | 13 | 17 | 2.3 |
| Run 7 | 14 | 12 | 4.3 |
| Run 8 | 14 | 15 | 2.3 |
| Run 9 | 14 | 17 | 3.3 |
Appendix B
References
- Shabestani, N.; Jafari-Gharabaghlou, D.; Gholami, S.; Zarghami, N. An Overview of the Various Nanofiber Scaffolds Techniques with a Focus on the 3D Nanofiber-based Scaffolds Application in Medicine. J. Inorg. Organomet. Polym. Mater. 2023, 33, 3355–3371. [Google Scholar] [CrossRef]
- Campuzano, S.; Pelling, A. Scaffolds for 3D Cell Culture and Cellular Agriculture Applications Derived From Non-animal Sources. Front. Sustain. Food Syst. 2019, 3, 38. [Google Scholar] [CrossRef]
- Chen, Y.; Shafiq, M.; Liu, M.; Morsi, Y.; Mo, X. Advanced fabrication for electrospun three-dimensional nanofiber aerogels and scaffolds. Bioact. Mater. 2020, 5, 963–979. [Google Scholar] [CrossRef] [PubMed]
- Jiang, H.; Coomes, A.; Zhang, Z.; Ziegler, H.; Chen, Y. Tailoring 3D printed graded architected polymer foams for enhanced energy absorption. Compos. Part B-Eng. 2021, 224, 109183. [Google Scholar] [CrossRef]
- Inal, S.; Hama, A.; Ferro, M.; Pitsalidis, C.; Oziat, J.; Iandolo, D.; Pappa, A.; Hadida, M.; Huerta, M.; Marchat, D.; et al. Conducting Polymer Scaffolds for Hosting and Monitoring 3D Cell Culture. Adv. Biosyst. 2017, 1, 1700052. [Google Scholar] [CrossRef]
- Yunus, S.; Sefa-Ntiri, B.; Anderson, B.; Kumi, F.; Mensah-Amoah, P.; Sackey, S. Quantitative Pore Characterization of Polyurethane Foam with Cost-Effective Imaging Tools and Image Analysis: A Proof-Of-Principle Study. Polymers 2019, 11, 1879. [Google Scholar] [CrossRef] [PubMed]
- Ji, D.; Lin, Y.; Guo, X.; Ramasubramanian, B.; Wang, R.; Radacsi, N.; Jose, R.; Qin, X.; Ramakrishna, S. Electrospinning of nanofibres. Nat. Rev. Methods Primers 2024, 4, 1. [Google Scholar] [CrossRef]
- Cheng, M.; Qin, Z.; Hu, S.; Yu, H.; Zhu, M. Use of electrospinning to directly fabricate three-dimensional nanofiber stacks of cellulose acetate under high relative humidity condition. Cellulose 2017, 24, 219–229. [Google Scholar] [CrossRef]
- Howard, C.; Paul, A.; Duruanyanwu, J.; Sackho, K.; Campagnolo, P.; Stolojan, V. The Manufacturing Conditions for the Direct and Reproducible Formation of Electrospun PCL/Gelatine 3D Structures for Tissue Regeneration. Nanomaterials 2023, 13, 3107. [Google Scholar] [CrossRef]
- Sun, B.; Long, Y.; Yu, F.; Li, M.; Zhang, H.; Li, W.; Xu, T. Self-assembly of a three-dimensional fibrous polymer sponge by electrospinning. Nanoscale 2012, 4, 2134–2137. [Google Scholar] [CrossRef]
- Cai, S.; Xu, H.; Jiang, Q.; Yang, Y. Novel 3D Electrospun Scaffolds with Fibers Oriented Randomly and Evenly in Three Dimensions to Closely Mimic the Unique Architectures of Extracellular Matrices in Soft Tissues: Fabrication and Mechanism Study. Langmuir 2013, 29, 2311–2318. [Google Scholar] [CrossRef] [PubMed]
- Yousefzadeh, M.; Latifi, M.; Amani-Tehran, M.; Teo, W.; Ramakrishna, S. A Note on the 3D Structural Design of Electrospun Nanofibers. J. Eng. Fibers Fabr. 2012, 7, 17–23. [Google Scholar] [CrossRef]
- Lauricella, M.; Succi, S.; Zussman, E.; Pisignano, D.; Yarin, A. Models of polymer solutions in electrified jets and solution blowing. Rev. Mod. Phys. 2020, 92, 035004. [Google Scholar] [CrossRef]
- Zhang, M.; Yu, Y.; Li, L.; Zhou, H.; Gong, L.; Zhou, H. A molecular dynamics assisted insight on damping enhancement in carbon fiber reinforced polymer composites with oriented multilayer graphene oxide. Microstructures 2024, 4, 2024051. [Google Scholar] [CrossRef]
- Cramariuc, B.; Cramariuc, R.; Scarlet, R.; Manea, L.; Lupu, I.; Cramariuc, O. Fiber diameter in electrospinning process. J. Electrost. 2013, 71, 189–198. [Google Scholar] [CrossRef]
- Lin, H.; Peng, Y.; Zhang, F.; Ke, X.; Sai, L.; Wang, F.; Zhou, H.; Zheng, N.; Huang, Z.; Zhou, H. Sandwich-structured electrospun polyvinylidene difluoride sensor for structural health monitoring of glass fiber reinforced polymer composites. Microstructures 2024, 4, 2024053. [Google Scholar] [CrossRef]
- Xue, J.; Wu, T.; Dai, Y.; Xia, Y. Electrospinning and Electrospun Nanofibers: Methods, Materials, and Applications. Chem. Rev. 2019, 119, 5298–5415. [Google Scholar] [CrossRef] [PubMed]
- Subeshan, B.; Atayo, A.; Asmatulu, E. Machine learning applications for electrospun nanofibers: A review. J. Mater. Sci. 2024, 59, 14095–14140. [Google Scholar] [CrossRef]
- Pervez, M.; Yeo, W.; Mishu, M.; Talukder, M.; Roy, H.; Islam, M.; Zhao, Y.; Cai, Y.; Stylios, G.; Naddeo, V. Electrospun nanofiber membrane diameter prediction using a combined response surface methodology and machine learning approach. Sci. Rep. 2023, 13, 9679. [Google Scholar] [CrossRef]
- Pervez, M.; Yeo, W.; Mishu, M.; Buonerba, A.; Zhao, Y.; Cai, Y.; Lin, L.; Stylios, G.; Naddeo, V. Prediction of the Diameter of Biodegradable Electrospun Nanofiber Membranes: An Integrated Framework of Taguchi Design and Machine Learning. J. Polym. Environ. 2023, 31, 4080–4096. [Google Scholar] [CrossRef]
- Keirouz, A.; Wang, Z.; Reddy, V.; Nagy, Z.; Vass, P.; Buzgo, M.; Ramakrishna, S.; Radacsi, N. The History of Electrospinning: Past, Present, and Future Developments. Adv. Mater. Technol. 2023, 8, 2201723. [Google Scholar] [CrossRef]
- Theron, S.; Zussman, E.; Yarin, A. Experimental investigation of the governing parameters in the electrospinning of polymer solutions. Polymer 2004, 45, 2017–2030. [Google Scholar] [CrossRef]
- Yang, W.; Tarng, Y. Design optimization of cutting parameters for turning operations based on the Taguchi method. J. Mater. Process. Technol. 1998, 84, 122–129. [Google Scholar] [CrossRef]
- Bosworth, L.; Downes, S. Acetone, a Sustainable Solvent for Electrospinning Poly(ε-Caprolactone) Fibres: Effect of Varying Parameters and Solution Concentrations on Fibre Diameter. J. Polym. Environ. 2012, 20, 879–886. [Google Scholar] [CrossRef]
- Zhang, Q.; Jiang, Y.; Zhang, Y.; Ye, Z.; Tan, W.; Lang, M. Effect of porosity on long-term degradation of poly (ε-caprolactone) scaffolds and their cellular response. Polym. Degrad. Stab. 2013, 98, 209–218. [Google Scholar] [CrossRef]
- Suturin, A.; Krüger, A.; Neidig, K.; Klos, N.; Dolfen, N.; Bund, M.; Gronemann, T.; Sebers, R.; Manukanc, A.; Yazdani, G.; et al. Annealing High Aspect Ratio Microgels into Macroporous 3D Scaffolds Allows for Higher Porosities and Effective Cell Migration. Adv. Healthc. Mater. 2022, 11, 2200989. [Google Scholar] [CrossRef] [PubMed]
- Cao, J.; Wang, Y.; Wang, D.; Sun, R.; Guo, M.; Feng, S. A Super-Amphiphilic 3D Silicone Sponge with High Porosity for the Efficient Adsorption of Various Pollutants. Macromol. Rapid Commun. 2021, 42, 2000603. [Google Scholar] [CrossRef]
- Aarvold, A.; Smith, J.; Tayton, E.; Lanham, S.; Chaudhuri, J.; Turner, I.; Oreffo, R. The effect of porosity of a biphasic ceramic scaffold on human skeletal stem cell growth and differentiation in vivo. J. Biomed. Mater. Res. Part A 2013, 101, 3431–3437. [Google Scholar] [CrossRef] [PubMed]
- Zhang, F.; Si, Y.; Yu, J.; Ding, B. Electrospun porous engineered nanofiber materials: A versatile medium for energy and environmental applications. Chem. Eng. J. 2023, 456, 140989. [Google Scholar] [CrossRef]
- Baker, S.; Atkin, N.; Gunning, P.; Granville, N.; Wilson, K.; Wilson, D.; Southgate, J. Characterisation of electrospun polystyrene scaffolds for three-dimensional in vitro biological studies. Biomaterials 2006, 27, 3136–3146. [Google Scholar] [CrossRef] [PubMed]
- Vong, M.; Speirs, E.; Klomkliang, C.; Akinwumi, I.; Nuansing, W.; Radacsi, N. Controlled three-dimensional polystyrene micro- and nano-structures fabricated by three-dimensional electrospinning. RSC Adv. 2018, 8, 15501–15512. [Google Scholar] [CrossRef]
- Zulfi, A.; Fauzi, A.; Edikresnha, D.; Munir, M. Synthesis of High-Impact Polystyrene Fibers using Electrospinning. In Proceedings of the 4th International Conference on Advanced Materials Science and Technology, Malang, Indonesia, 27–28 September 2016. [Google Scholar]
- Lin, J.; Shang, Y.; Ding, B.; Yang, J.; Yu, J.; Al-Deyab, S. Nanoporous polystyrene fibers for oil spill cleanup. Mar. Pollut. Bull. 2012, 64, 347–352. [Google Scholar] [CrossRef]
- Hassan, A.; Fadl, E.; Ebrahim, S. Electrospinning of polystyrene polybutadiene copolymer for oil spill removal. SN Appl. Sci. 2020, 2, 334. [Google Scholar] [CrossRef]
- Lerman, M.; Lembong, J.; Muramoto, S.; Gillen, G.; Fisher, J. The Evolution of Polystyrene as a Cell Culture Material. Tissue Eng. Part B-Rev. 2018, 24, 359–372. [Google Scholar] [CrossRef] [PubMed]
- Knight, E.; Murray, B.; Carnachan, R.; Przyborski, S. Alvetex®: Polystyrene Scaffold Technology for Routine Three Dimensional Cell Culture. 3d Cell Cult. Methods Protoc. 2011, 695, 323–340. [Google Scholar] [CrossRef]
- Dogu, I. Fundamentals of Electrostatic Spinning. 4. Ionization of Atmospheric Air Under Action of An Electric-Field. Text. Res. J. 1984, 54, 111–119. [Google Scholar] [CrossRef]
- Ura, D.; Rosell-Llompart, J.; Zaszczynska, A.; Vasilyev, G.; Gradys, A.; Szewczyk, P.; Knapczyk-Korczak, J.; Avrahami, R.; Sisková, A.; Arinstein, A.; et al. The Role of Electrical Polarity in Electrospinning and on the Mechanical and Structural Properties of As-Spun Fibers. Materials 2020, 13, 4169. [Google Scholar] [CrossRef] [PubMed]
- Ura, D.; Stachewicz, U. The Significance of Electrical Polarity in Electrospinning: A Nanoscale Approach for the Enhancement of the Polymer Fibers’ Properties. Macromol. Mater. Eng. 2022, 307, 2100843. [Google Scholar] [CrossRef]
- Courtenay, J.; Deneke, C.; Lanzoni, E.; Costa, C.; Bae, Y.; Scott, J.; Sharma, R. Modulating cell response on cellulose surfaces; tunable attachment and scaffold mechanics. Cellulose 2018, 25, 925–940. [Google Scholar] [CrossRef]
- Hellmann, C.; Belardi, J.; Dersch, R.; Greiner, A.; Wendorff, J.; Bahnmueller, S. High Precision Deposition Electrospinning of nanofibers and nanofiber nonwovens. Polymer 2009, 50, 1197–1205. [Google Scholar] [CrossRef]
- Madani, F.; Didekhani, R.; Sohrabi, M.; Mofavvaz, S. Modelling experimental parameters for fabrication of nanofibres using Taguchi optimization by an electrospinning machine. Bull. Mater. Sci. 2020, 43, 159. [Google Scholar] [CrossRef]
- Wu, C.; Hsu, C.; Su, C.; Liu, C.; Lee, J. Optimizing parameters for continuous electrospinning of polyacrylonitrile nanofibrous yarn using the Taguchi method. J. Ind. Text. 2018, 48, 559–579. [Google Scholar] [CrossRef]
- Nezadi, M.; Keshvari, H.; Yousefzadeh, M. Using Taguchi design of experiments for the optimization of electrospun thermoplastic polyurethane scaffolds. Adv. Nano Res. 2021, 10, 59–69. [Google Scholar] [CrossRef]


| Case Study | Voltage (kV) | Tip-to-Collector Distance (cm) | Flow Rate (mL/h) |
|---|---|---|---|
| 15%wv Room humidity | 12 | 12 | 1.5 |
| 15 | 15 | 3 | |
| 17 | 17 | 4.5 | |
| 20%wv High humidity | 12 | 12 | 2.3 |
| 13 | 15 | 3.3 | |
| 14 | 17 | 4.3 |
| Characteristic | Role | Connection |
|---|---|---|
| Rate of formation | The stronger attraction of the jet to the already-formed sponge. | The virtual capacitance changes faster, and the equipotential lines’ rate of crossing—a greater slope and cut-off frequency. |
| Area of formation | Centralised formation leads to centralised negative charges. | Increases the current spatial density and the crossing of the equipotential lines—greater slope. |
| Fibre diameter | Thicker nanofibres promote integrity and 3-D formation. | Reduced resistivity for the charges going to the ground—greater slope. |
| Porosity | Increased porosity promotes absorption and cell culture. | Connected nanofibres—both greater slope and cut-off frequency. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Almpanidis, K.; Howard, C.J.; Stolojan, V. An In Situ Characterisation Method for 3-D Electrospun Foams. Nanomaterials 2025, 15, 339. https://doi.org/10.3390/nano15050339
Almpanidis K, Howard CJ, Stolojan V. An In Situ Characterisation Method for 3-D Electrospun Foams. Nanomaterials. 2025; 15(5):339. https://doi.org/10.3390/nano15050339
Chicago/Turabian StyleAlmpanidis, Kyriakos, Chloe J. Howard, and Vlad Stolojan. 2025. "An In Situ Characterisation Method for 3-D Electrospun Foams" Nanomaterials 15, no. 5: 339. https://doi.org/10.3390/nano15050339
APA StyleAlmpanidis, K., Howard, C. J., & Stolojan, V. (2025). An In Situ Characterisation Method for 3-D Electrospun Foams. Nanomaterials, 15(5), 339. https://doi.org/10.3390/nano15050339