1. Introduction
Oxide thin-film transistors (TFTs) have become fundamental components in advanced electronic applications such as displays, sensors, memories, and wearable devices owing to their excellent electrical performance, transparency, and mechanical flexibility [
1,
2,
3]. Among oxide semiconductors, solution-processed materials are particularly attractive because they enable low-cost, large-area manufacturing, making them promising for next-generation flexible electronics [
4]. Despite these advantages, solution-processed oxide TFTs still face challenges in terms of achieving high electrical performance, stability, and device-to-device uniformity [
5,
6,
7]. This has motivated intense research on improving the material quality and device architecture to unlock their full potential.
One critical aspect of oxide TFT fabrication is the patterning process, which defines the device geometry and electrical isolation. However, although conventional photolithography is precise, it is often incompatible with solution-based processes owing to its complexity, high cost, and use of toxic chemicals that can degrade oxide films [
8]. Alternatively, photopatterning techniques that use photochemical or plasma-based activation have emerged as promising approaches [
9]. These methods eliminate the need for photoresists and harsh etchants, simplify the process, reduce the environmental impact, and improve the pattern fidelity [
10]. Moreover, patterning plays a pivotal role in minimising leakage currents, reducing fringe effects, and enhancing electrical performance and uniformity. Therefore, the development of effective and eco-friendly patterning strategies is crucial for advancing solution-processed oxide TFT technologies towards commercial viability.
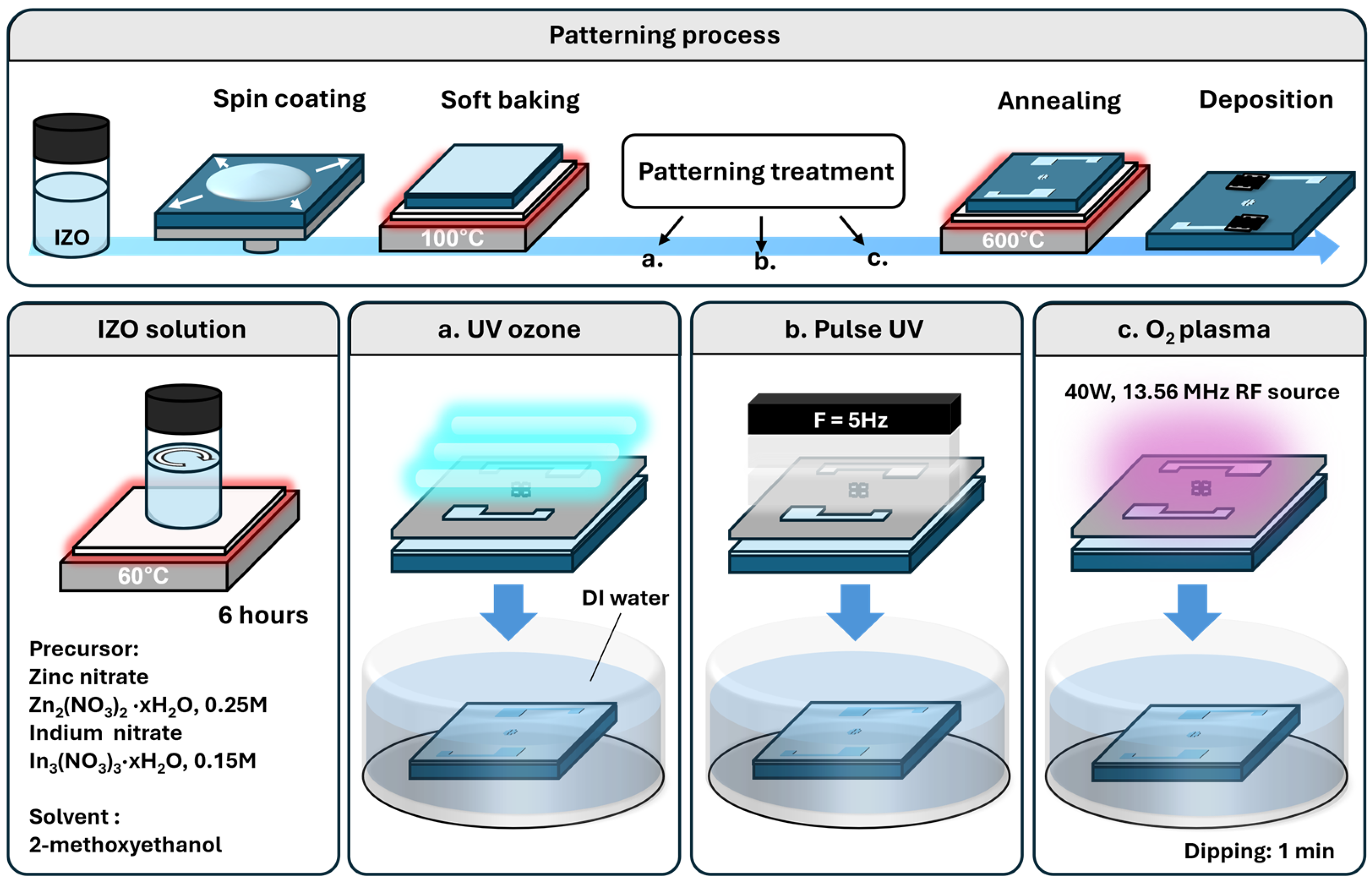
Photoresist-free patterning of sol–gel-processed indium zinc oxide (IZO) thin films can be achieved by ultraviolet (UV)-ozone exposure, pulsed UV irradiation, or O
2 plasma treatment, each of which employs a distinct surface activation mechanism. UV-ozone treatment uses deep-UV light to generate ozone and other reactive oxygen species that oxidise and remove organic ligands from the precursor film, chemically activating the surface via ozone-induced oxidation [
11]. Pulsed UV light drives rapid photochemical reactions in the sol–gel layer, inducing the photolysis of the metal–organic precursors and partial condensation of the inorganic network in the exposed regions. By contrast, O
2 plasma bombards the surface with energetic oxygen ions and radicals, stripping away organic components and oxidising the film through plasma-induced reactions; however, this method can also induce surface roughness or damage. These different activation principles have important implications for pattern selectivity and film integrity. While previous studies have primarily focused on patterning quality, the underlying chemical reactions and interface growth during gelation have not been thoroughly discussed. In particular, the reorientation of precursor species, decomposition of hydroxyl groups, and gelation of intermediate byproducts under different treatments require further investigation.
In this study, we investigated a photoresist-free patterning approach for solution-processed IZO thin films using three different surface activation methods: UV-ozone, pulsed UV, and O2 plasma. This study reveals distinct differences in chemical growth, structural densification, and atomic composition of the oxidised film depending on the applied treatment, which are closely tied to pattern fidelity and the resulting TFT performance. We aimed to clarify the relationship between each treatment method and the resulting device performance by systematically comparing the morphological, chemical, and electrical characteristics of the patterned films. This study provides valuable insights into the optimisation of different photochemical and plasma-assisted patterning techniques to improve the performance, uniformity, and scalability of oxide TFTs, ultimately contributing to the advancement of eco-friendly and cost-effective fabrication strategies.
3. Results and Discussion
We experimentally and empirically demonstrated that the annealing process leading to metal–oxide–metal (M–O–M) oxo-link formation in metal–nitrate precursor solutions proceeds through four major stages: ionisation, gelation, decomposition, and condensation [
12,
13]. In each state, the IZO precursor solution is densified through the sol and gel states, forming metal–hydroxide–metal (M–OH–M) linkages, which further condense into M–O–M oxo-links. During this sequence, various volatile byproducts, including solvents, nitrous acid (HNO
2)–water azeotropes, NO
x gases, and H
2O, are sequentially released. The initial ionisation of the metal–nitrate precursor in a 2-ME solvent involves hydrolysis, resulting in the formation of nitric acid and water, as represented by the following reaction:
During the soft-baking process, thermal energy eliminates most of the volatile components, such as the nitric acid and 2-ME solvent. The IZO precursor transitions from a sol to a gel state, and the reaction can be expressed as
In this gel state, the metal–nitrate complex contains abundant –OH ligands, which engage in olation reactions to form M–OH–M networks. The nitrate ions within the gel matrix are cleaved and released in conjunction with hydroxyl species. As the temperature increases, nitrate decomposition proceeds, as confirmed in previous studies [
8]. The mechanism is summarised as follows:
Following decomposition, the remaining metal aquo/hydroxy composites undergo condensation, forming stable M–O–M oxo-linkages and releasing water:
We propose that, beyond conventional thermal energy, UV-ozone, pulsed UV, and O2 plasma treatments can carry out chemical reactions by assisting localised energy. These photochemical or plasma-induced treatments facilitate further decomposition and condensation, enabling selective patterning through negative-tone resist-like behaviour. Because these processes are performed under oxygen-rich conditions, they promote more efficient elimination of gaseous byproducts such as HNO2, NOx, O2, and H2O, accelerating the formation of M–OH and M–O network bonds, thereby stabilising the desired pattern.
The thermal decomposition behaviour of the IZO precursor was first investigated using TGA, as shown in
Figure 2, to understand the chemical basis of the patterning process. The TGA curve shows a multi-step weight-loss profile: below approximately 138 °C, precursor ionisation and dehydration occur; between approximately 138 and 245 °C, thermal decomposition of metal–nitrate complexes proceeds with NO
X gas release; near 350 °C, residual nitrate decomposition is completed; and above 350 °C, oxolation and condensation reactions lead to the formation of a M–O–M oxide network [
13]. These results suggest that surface activation using UV or plasma can locally accelerate the decomposition and condensation reactions [
8], triggering reactions that would normally require high thermal energy at much lower temperatures. Consequently, the exposed regions partially develop an insoluble M–O–M framework even before annealing, whereas the unexposed regions retain soluble M–OH species that are easily removed during DI water development [
6]. This underlying mechanism establishes the foundation for the photoresist-free patterning strategies analysed in this section.
Three different exposure methods, namely O
2 plasma, pulsed UV, and UV-ozone, were employed to pattern the solution-processed IZO thin films, each utilising a distinct surface activation mechanism. Pulsed UV light delivers short, high-intensity light bursts that induce localised photochemical reactions with minimal thermal stress [
14], whereas UV-ozone provides continuous and uniform oxidation through low-pressure UV irradiation and in situ ozone generation [
15]. By contrast, O
2 plasma activates the surface via ionised oxygen species generated by RF discharge, allowing for rapid oxidation but with potential surface damage owing to energetic ions [
16,
17]. Given these fundamental differences in the exposure mechanisms, the resulting film morphology, chemical composition, and device performance were expected to vary depending on the treatment used. Patterned IZO thin films were successfully fabricated using the three photochemical exposure methods in combination with a water-based development process [
8]. These approaches demonstrated that patterning is feasible with all three exposure types, as the unexposed regions were selectively removed by DI water following surface modification through photochemical reactions. However, the quality and uniformity of the resulting patterns varied depending on the exposure method used. A clear pattern formation was confirmed for all methods, as demonstrated by the optical microscopy images presented in
Figure 3. Additionally, an enlarged image of line pattern and corresponding effective line width as a function of treatment time are presented in
Supplementary Materials Figure S2.
Time-dependent pattern evolution was observed for each method. The optical microscopy images for the UV-ozone treatment (
Figure 3a) showed progressively enhanced pattern contrast and edge sharpness with an increasing exposure time, indicating gradual and uniform surface activation [
18]. In the case of pulsed UV exposure, as shown in
Figure 3b, slight improvements in pattern visibility were observed with longer exposures, although no clear or consistent trends were identified. By contrast, the O
2 plasma-treated films (
Figure 3c) exhibited more diffused or broadened pattern edges at longer exposure times, likely because the highly oxidative and energetic plasma environment affected not only the exposed regions but also the masked areas. Additionally, for the O
2 plasma treatment, no pronounced etching effect on IZO film was observed. Instead, the increase in treatment duration led to an increase in both the effective line width and the observed film thickness. We speculate that this is due to gelation and densification effects rather than material removal. Although differences in pattern definition were observed among the methods, all treatments resulted in increased effective width and film thickness with longer exposure time. Notably, the total process duration required for O
2 plasma treatment was significantly shorter than for the photochemical methods. In the case of pulsed UV, although the assigned exposure time is longer, the high-peak photon energy is delivered in a millisecond-scale burst at 5 Hz, meaning the actual irradiation time accounts for only ~25% of the total duration. With high-output pulsed UV systems with larger supercapacitors, the effective treatment time can potentially be reduced to 3–30 s compared with our treatment. Based on effective process speed, the methods can be ranked in the following order: O
2 plasma > pulsed UV > UV-ozone.
Based on the pattern shape alone, the most clearly defined features were observed at 300 s for UV-ozone, 420 s for pulsed UV, and 5 s for O
2 plasma, as shown in
Figure 3a–c, respectively. Atomic force microscopy (AFM) measurements were conducted to investigate the surface characteristics of the patterned films, as shown in
Figure 4.
Figure 4 shows the morphological and thickness characteristics of the IZO thin films that were subjected to different patterning-related treatments. As shown in the three-dimensional (3D) AFM images (
Figure 4a), the surface roughness varied significantly depending on the treatment method. Films treated with pulsed UV and O
2 plasma exhibited relatively smooth surfaces, with RMS roughness values of 1.18 and 1.35 nm, respectively. By contrast, the films processed by thermal annealing and UV-ozone showed higher surface roughness, indicating similar morphological characteristics, with root mean square (RMS) roughness values of 3.09 and 4.49 nm, respectively. The corresponding cross-sectional profiles (
Figure 4b) reveal that most of the films had similar thicknesses (approximately 20–30 nm), except for the UV-ozone-treated film, which was notably thicker (approximately 50 nm). These results suggest that although UV-ozone treatment leads to increased film thickness and roughness, pulsed UV and O
2 plasma processes are more favourable for achieving uniform and smooth IZO films during the patterning process [
19]. From the point of view of patterning, successful pattern formaton was achieved at 300 s of UV-oznone, 420 s of pulsed UV, and only 5 s of O
2 plasma treatment. Among these, the UV-ozone-treated film exhibited significantly greater thickness, which we attribute to the proloned gelation-enhancing reorientation of precursor and network formation. Additionally, the rms roughness simply appears to increase with the film thickness. The thermally annealed film displayed irregular morphology, likely due to the absence of water development procedure. Although rapid process such as O
2 plasma and pulsed-UV treatment deliver high power AMD produce thick film within seconds to minutes, their diffusive behaviour over the mask presents disadvantages in terms of pattern fidelity.
Figure 5 presents SEM images of the IZO films processed under different treatment conditions following the AFM analysis, highlighting their distinct microstructural features. The thermally annealed sample exhibited a pronounced granular structure with clearly visible and uniformly distributed crystalline grains. The UV-ozone-treated film also showed a granular morphology but with a rougher and less uniform surface compared with the thermally treated sample, which was consistent with the increased roughness and thickness observed in the AFM and cross-sectional profiles. By contrast, the films treated with pulsed UV and O
2 plasma exhibited smooth and compact surfaces without prominent grain formation, suggesting the formation of highly uniform thin films [
14]. These observations imply that the pulsed UV and O
2 plasma processes are more favourable for achieving smooth surface morphologies and consistent thicknesses during IZO film fabrication. Eventually, these results align with the idea that prolonged duration may encourage gelation and result in increased roughness. The presence of irregular spots, even within the relatively thin 20–30 nm film formed by thermal annealing, can be attributed to consecutive densification driven by complete oxidation without water rinsing. Based on the surface condition, the film treated with UV-ozone showed a morphology similar to that of the thermal annealed film, suggesting that increased duration of gelation accelerates full oxidation.
XPS analysis was conducted to investigate the chemical compositions of the patterned IZO films further, and the corresponding O 1 s spectra are shown in
Figure 6. The peaks were deconvoluted into three component energies corresponding to metal–oxygen bonding (M–O, ~529.0 eV), oxygen-deficient regions often associated with oxygen vacancies (V
O, commonly centred around ~531.2 eV), and metal–hydroxyl species (M–OH, ~532.0 eV) [
17,
20]. Notably, the proportion of the M–OH component increased progressively across the treatment types, from 11.0% in the thermally annealed sample to 39.0% in the O
2 plasma-treated film. This trend may be attributed to both the surface activation effects of photochemical or plasma exposure and the increased hydroxyl adsorption during development in DI water. Although all of the samples underwent high-temperature annealing, the residual M–OH signal suggests incomplete condensation or re-adsorption of the hydroxyl groups that were introduced during the patterning process [
19]. While the V
O levels remained relatively consistent among all samples, the M–O peak intensity showed a gradual decrease from thermal to plasma treatment. These results indicate that the treatment method significantly influences the surface chemical composition of IZO films, particularly by altering the hydroxylation and M–O bonding characteristics. In particular, the increased coordination between nitric acid and metal centres, rather than the formation of stable metal-nitrate bonding, remaining after selective gelation process, can lead to residual hydroxyl group, as illustrated in the molecular diagram. This irregular metal-hydroxyl bonding was observed more in the results subjected to faster gelation treatments.
The electrical output and transfer characteristics of the IZO TFTs fabricated using various surface treatments are illustrated in
Figure 7, and the extracted device parameters are summarised in
Table 1. Key parameters, including the field-effect mobility (µ), subthreshold voltage swing (S/S), and threshold voltage (Vth), were extracted from the transfer curves in the saturation regimes, V
DS = 40 V, to evaluate the electrical performance of the fabricated TFTs. The µ and S/S values were calculated using the saturated drain current of the TFT operation:
and using the following equation:
where C
OX is the oxide capacitance and W and L are the channel width and length, respectively. The µ value was extracted at the V
GS voltage corresponding to the maximum transconductance of the drain current [
21]. S/S was determined from the maximum slope of the transfer curve within the subthreshold voltage region [
21]. Vth was determined by extrapolating the linear fit of the square root I
DS curve. This corresponds to the x-intercept of the tangent line extending at the V
GS point where the transconductance is maximised, following the standard for oxide TFTs [
22]. The thermally annealed device exhibited the best performance and was used as a reference. To ensure a fair comparison, the patterned devices were fabricated without a photomask, allowing the entire surface to remain active after development and matching the active area of the thermal device. Among the patterned devices moving from the UV-ozone to pulsed UV and O
2 plasma treatments, the overall channel conductivity increased, as reflected by the higher drain currents and steeper slopes in the transfer curves. However, this improvement in the conductivity was accompanied by a progressive increase in the off-state current, which was particularly pronounced in the plasma-treated device, leading to a degraded S/S and significantly reduced on/off ratios. For example, while the UV-ozone-treated device achieved the highest on/off ratio (3.9 × 10
7), the O
2 plasma-treated device showed a drastic reduction to 9.9 × 10
3, indicating worsened switching performance. These degradations were attributed to the increased M–OH content and decreased M–O bonding, as confirmed by the XPS analysis, which likely facilitated trap-assisted leakage or excess charge transport. To better interpret the device behaviour, the thermally annealed TFT was used as a reference to evaluate the electrical performance of the selective-gelation devices. Compared to this reference, all selective-gelation TFTs showed degraded electrical characteristics, primarily due to unintentional defects during the additional water development process. These electrical degradations were particularly presented in the output characteristics. The superior performance of thermal annealing TFT can be attributed to its well-organised M–O–M oxo-link network, which is formed by sufficient oxygen vacancies and free carriers ionised from indium. In contrast, an increased composition of M–OH groups in the selective gelation introduces inherent H
+ affinities, which generate excess free electrons. We speculate that these increased carriers result in overall enhancement in conductivity and negative shifts in threshold voltage, as shown in the transfer curves.
The electrical characteristics obtained through photochemical treatments demonstrate that the material properties are effective and suitable for device application; however, there is a need to confirm structural factors such as thickness and patterning. To verify whether the observed differences in electrical characteristics stemmed from variations in film thickness rather than intrinsic material changes, additional patterning experiments were performed under conditions that ensured consistent thickness across all samples. As shown in
Figure 8, UV-ozone, pulsed UV, and O
2 plasma-treatment films were adjusted via exposure time control to achieve a uniform thickness of approximately 40 nm. The AFM line profiles confirmed that the step heights between patterned and non-patterned regions were comparable among the samples. The thermally annealed reference was prepared using a partially masked surface with tape, as it could not be patterned without photochemical treatments. These optimised conditions for uniform thickness were used for fabricating the IZO TFTs.
To investigate the electrical characteristics of patterned solution-processed IZO TFTs with relatively uniform film thickness, the treatment time was carefully optimised to align with the thermal annealing conditions. Despite this optimisation, thermally annealed IZO films could not be fabricated without photoresist-based patterning, necessitating a comparative analysis between patterned and unpatterned devices. As shown in
Figure 9, panel (a) presents an optical image comparing the patterned and unpatterned films, along with a schematic illustration of the TFT structure.
Figure 9b displays the output characteristics of devices fabricated with thermal annealing and uniform thickness through selective-gelation patterning.
Figure 9c depicts the transfer characteristic of thermally annealed TFT and
Figure 9d presents the transfer characteristics of patterned IZO TFTs prepared via selective gelation-based treatment methods. The detailed electrical parameters are summarised in
Table 2. Although patterned TFTs in uniform thickness showed slightly degraded switching behaviour in off-state current, they still maintained reasonable TFT operation in the relatively same thickness. In consistence with the result in
Figure 7, A noticeable trend in conductivity enhancement is observed in the order of UV-ozone, pulsed UV, and O
2 plasma treatments, which is induced by the ionised free carrier via H
+ charge in (M–OH)
+ residue. It is speculated that the limited gelation process caused by rapid exposure duration introduced increased conductivity and instability—a trend more clearly observed in films with uniform thickness. Pulsed UV treatment was found to be less effective than UV-ozone treatment, likely due to insufficient total exposure time for precursor reorientation in gelation. Although O
2 plasma can assist the gelation in an oxygen-rich atmosphere, it may also promote M–OH formation due to short process time, potentially leading to incomplete M–O bond oxidation. Despite the relatively lower performance of gelation-based patterning compared to thermal annealing, the results demonstrate that, with further optimisation, patterned IZO TFTs can achieve competitive electrical performance suitable for scalable device fabrication.
The subsequent analyses revealed notable differences in the morphology, chemical composition, and electrical characteristics of the IZO films depending on the exposure method. The AFM and SEM results (
Figure 4 and
Figure 5) showed that the pulsed UV and O
2 plasma treatments produced smoother and more uniform films, whereas the UV-ozone treatment led to rougher and thicker films despite effective pattern formation. The XPS analysis (
Figure 6) indicated a gradual increase in the surface hydroxyl (M–OH) content from the thermal to plasma-treated samples, along with decreased M–O bonding, suggesting reduced film stability. The electrical measurements (
Figure 7) confirmed higher conductivity in the pulsed UV and plasma-treated devices but also revealed increased off-state currents, leading to degraded switching behaviour. Overall, although all three exposure methods enabled successful patterning, the UV-ozone treatment offered the best balance between surface quality and device performance, making it a promising approach for solution-processed oxide electronics.



 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}