
Preparation and Properties of High-Toughness AlMgB14 Material


Abstract
1. Introduction
2. Materials and Methods
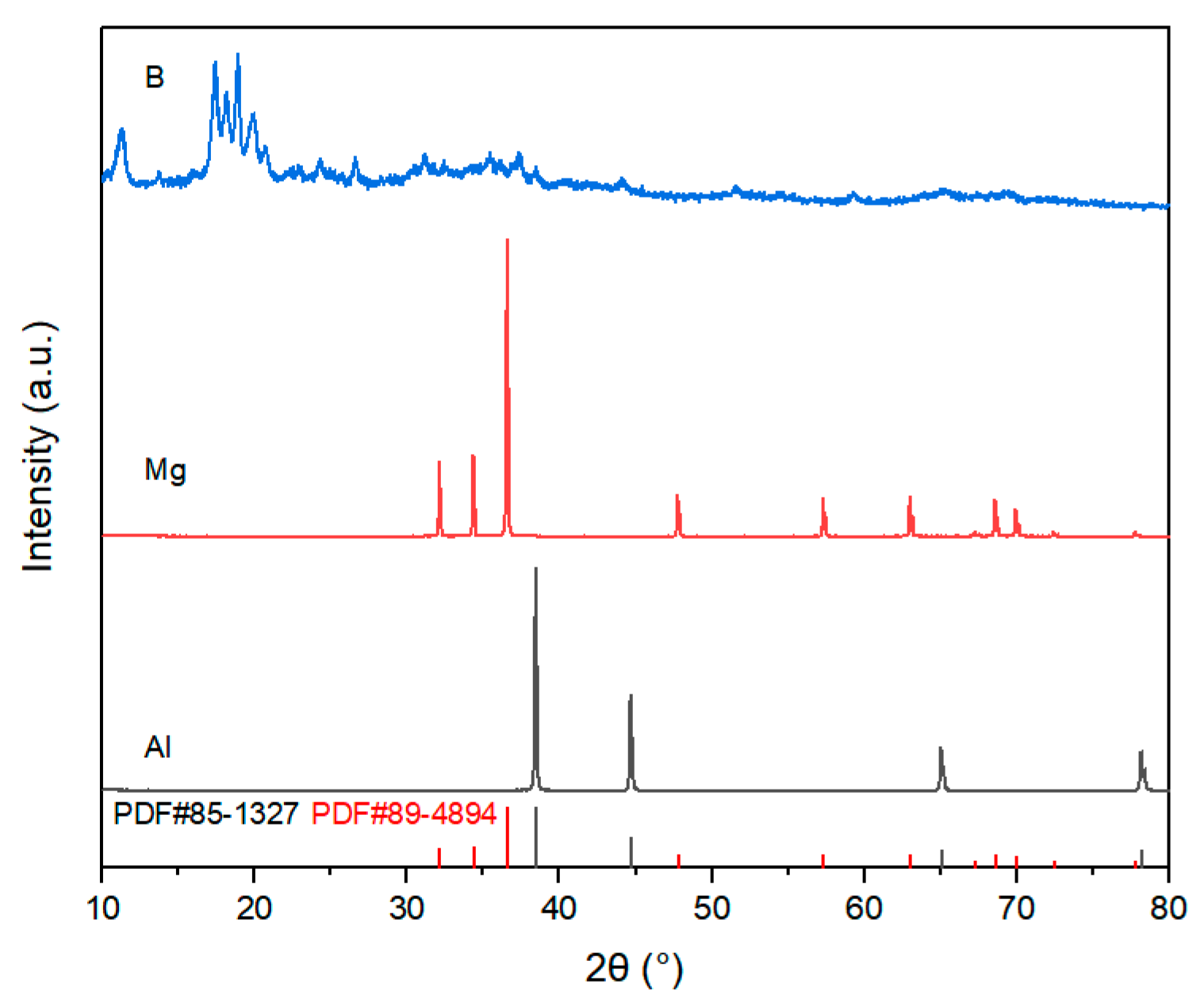
2.1. Materials
2.2. Preparation of AlMgB14 Ceramic Powder
2.3. Sintering of AlMgB14 Ceramic
2.4. Characterization
3. Results and Discussion
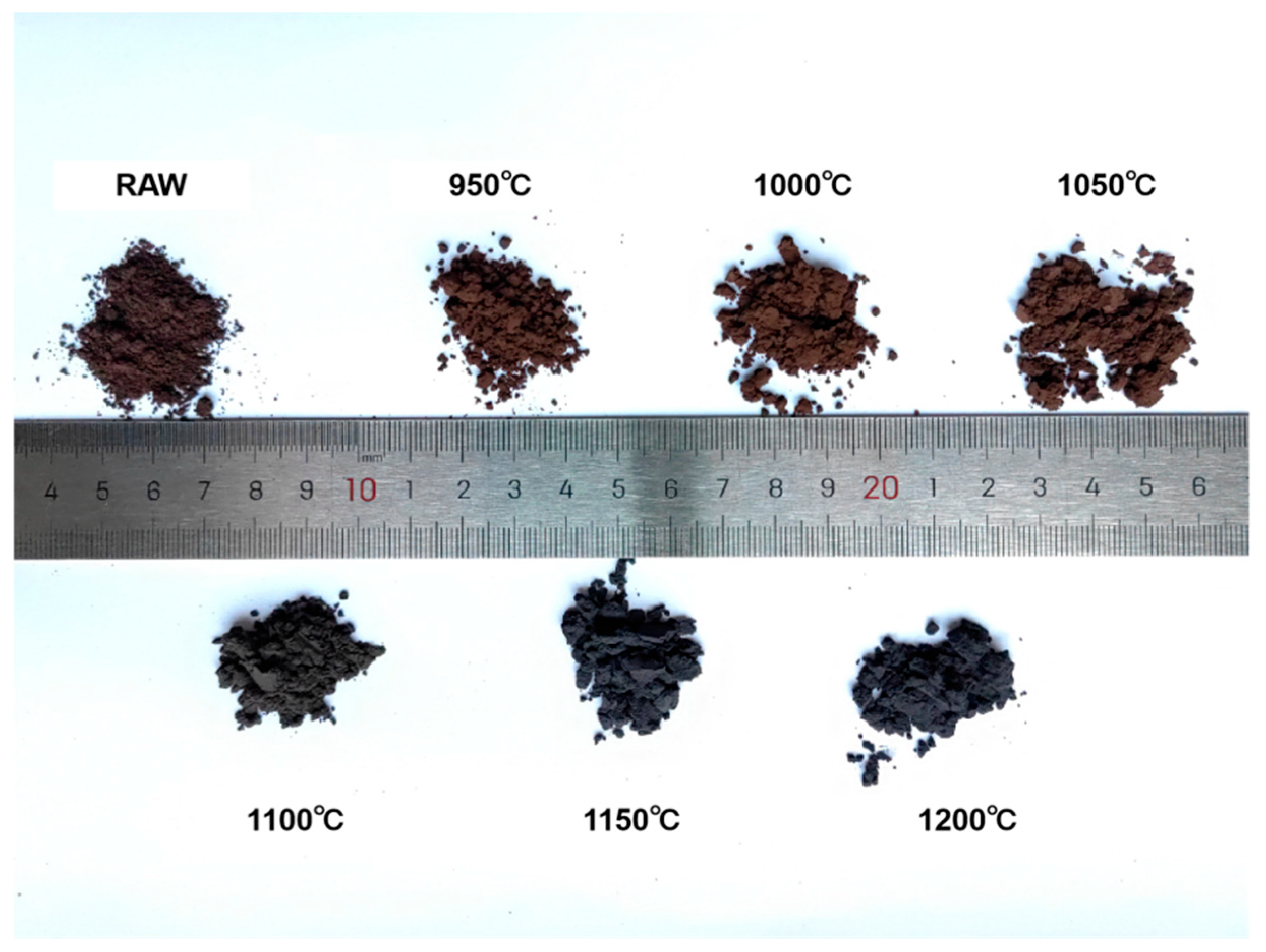
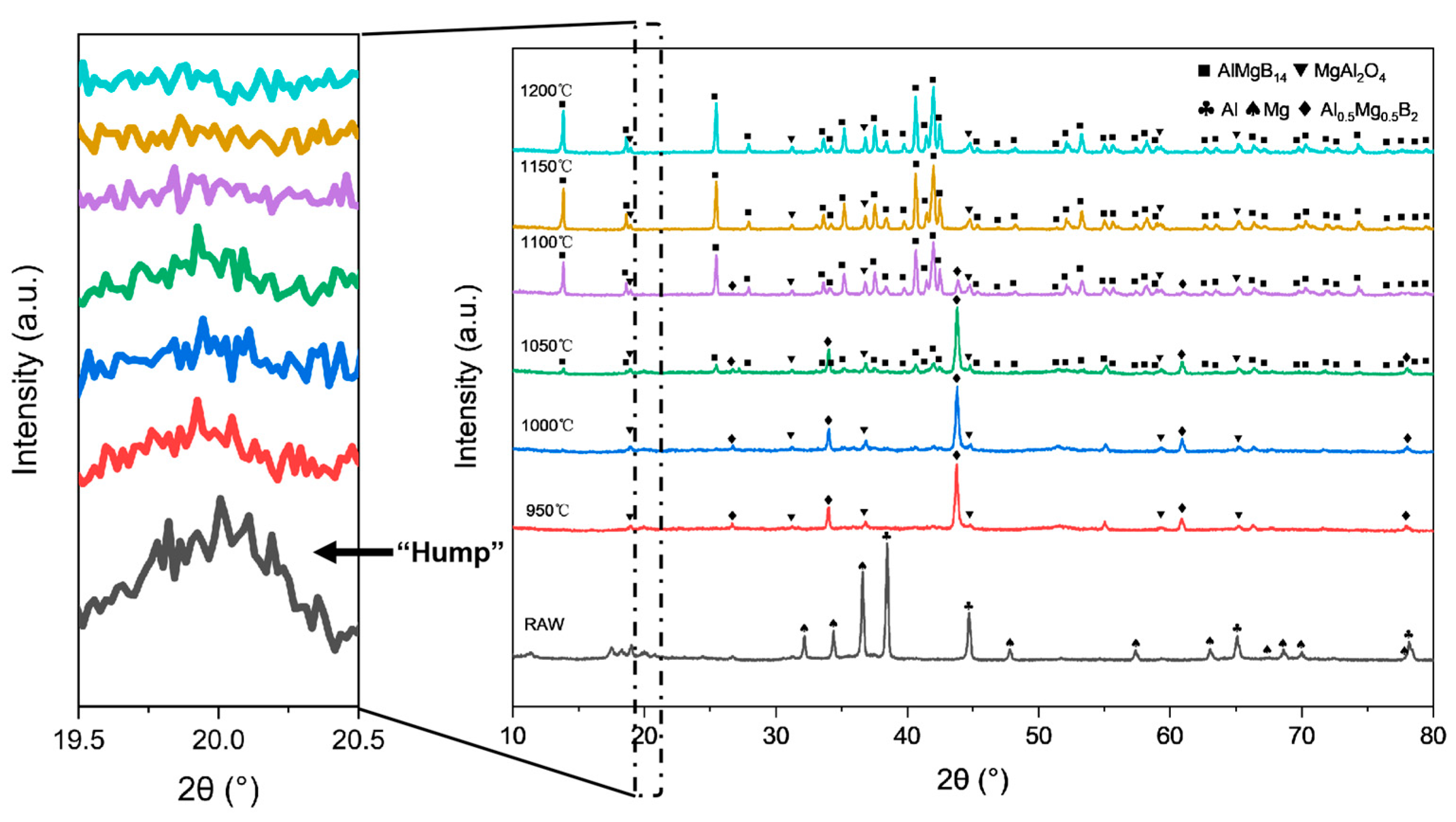
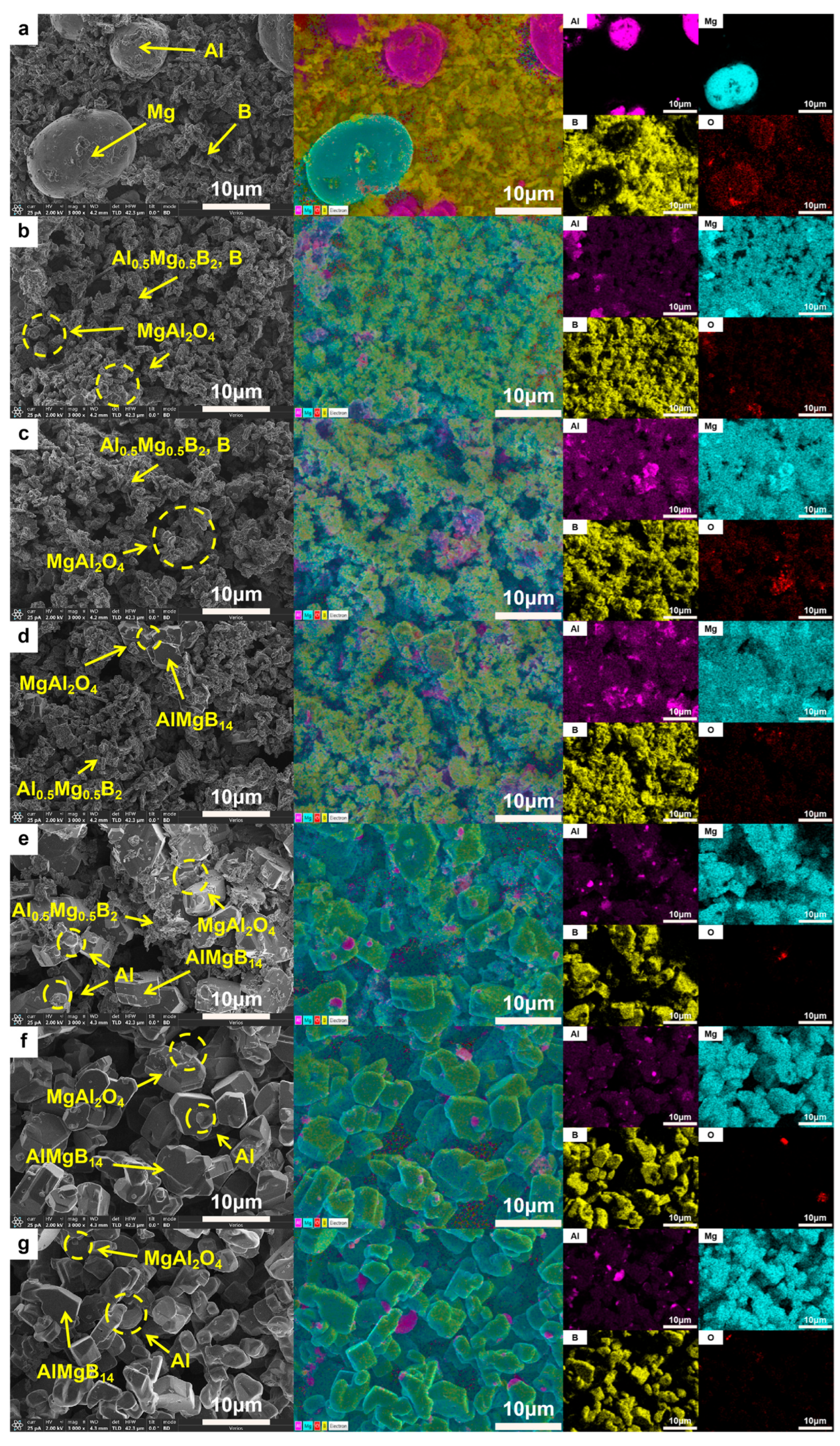
3.1. Phase Composition and Micromorphology of AlMgB14 Ceramic Powder
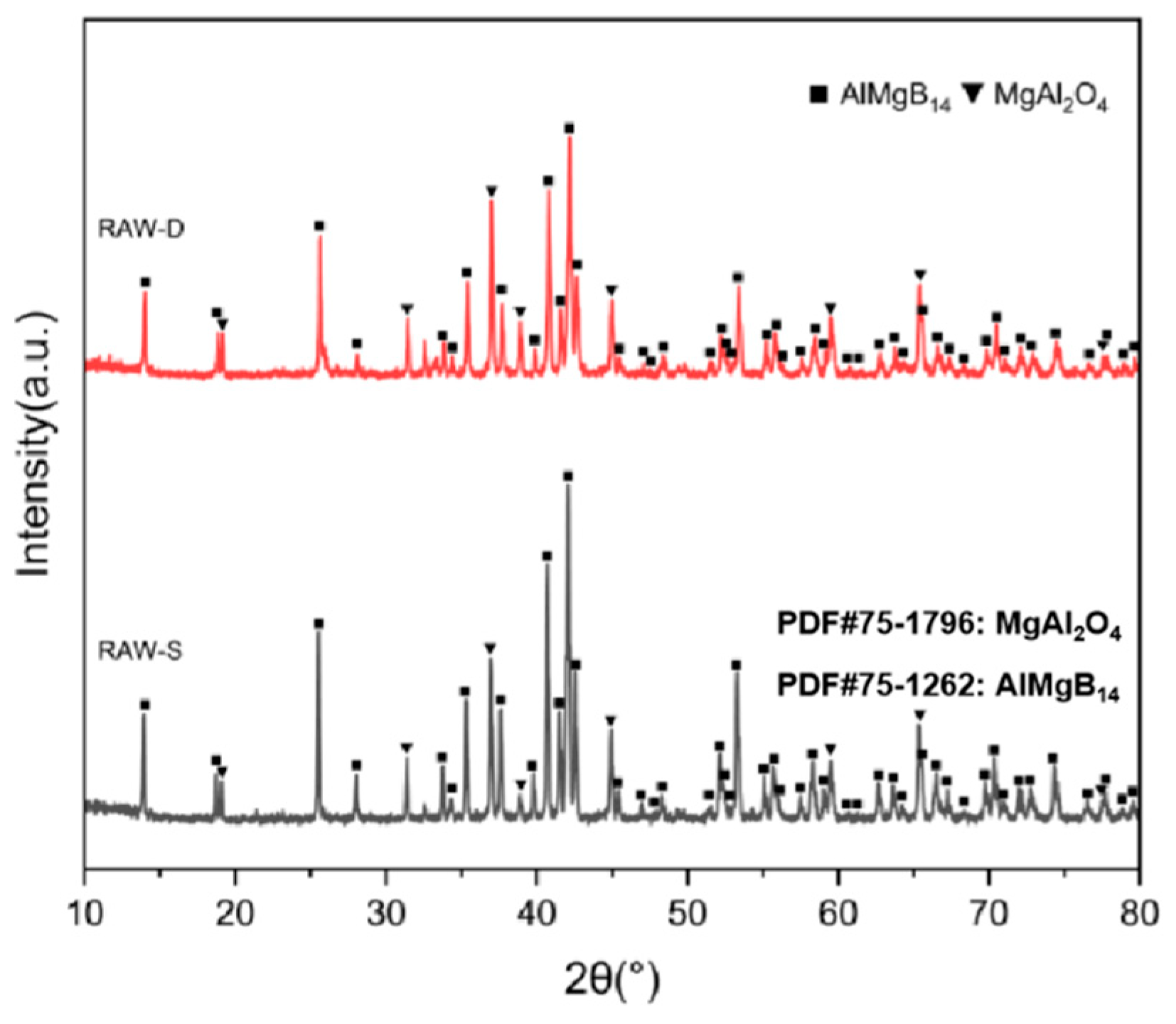
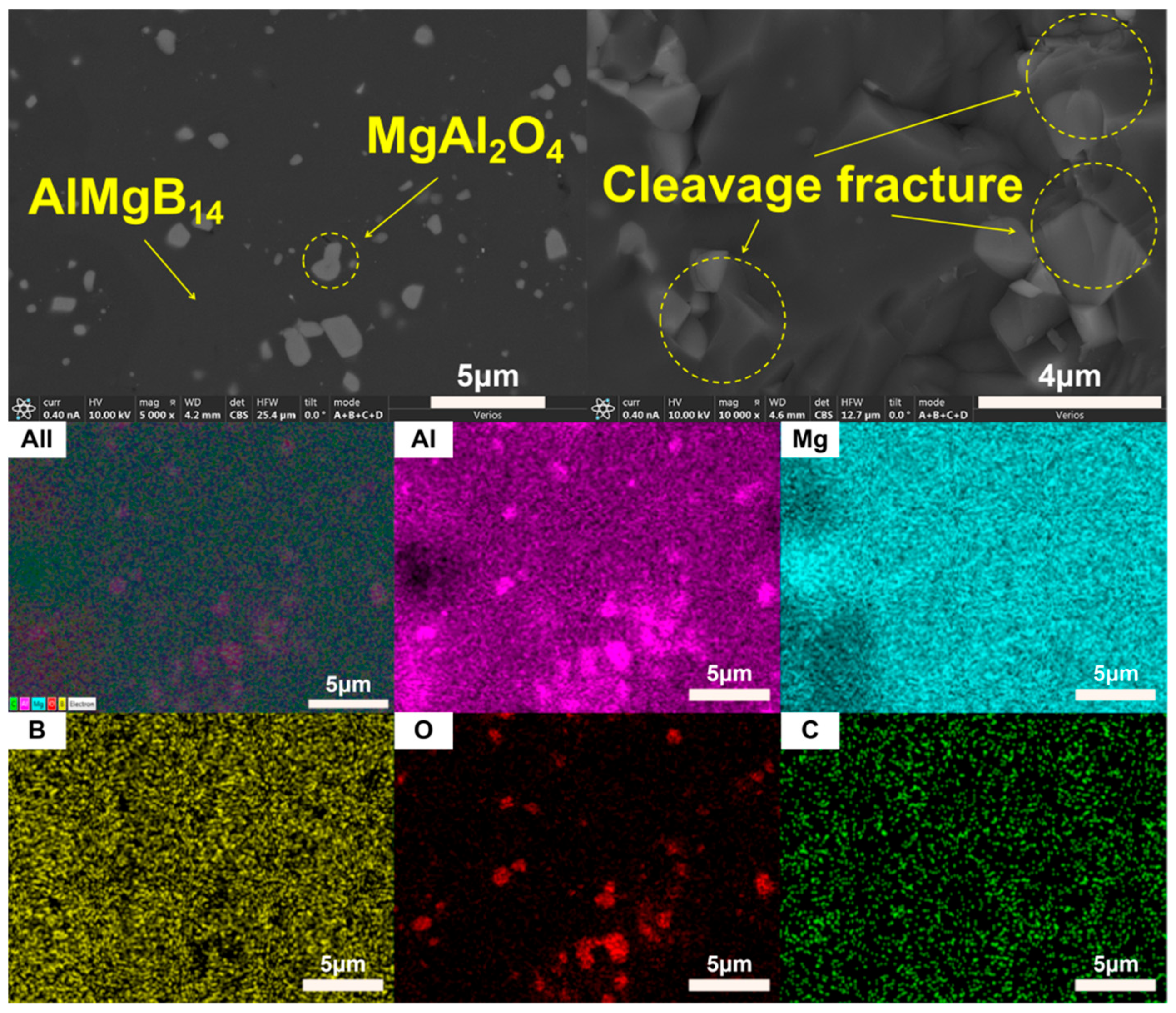
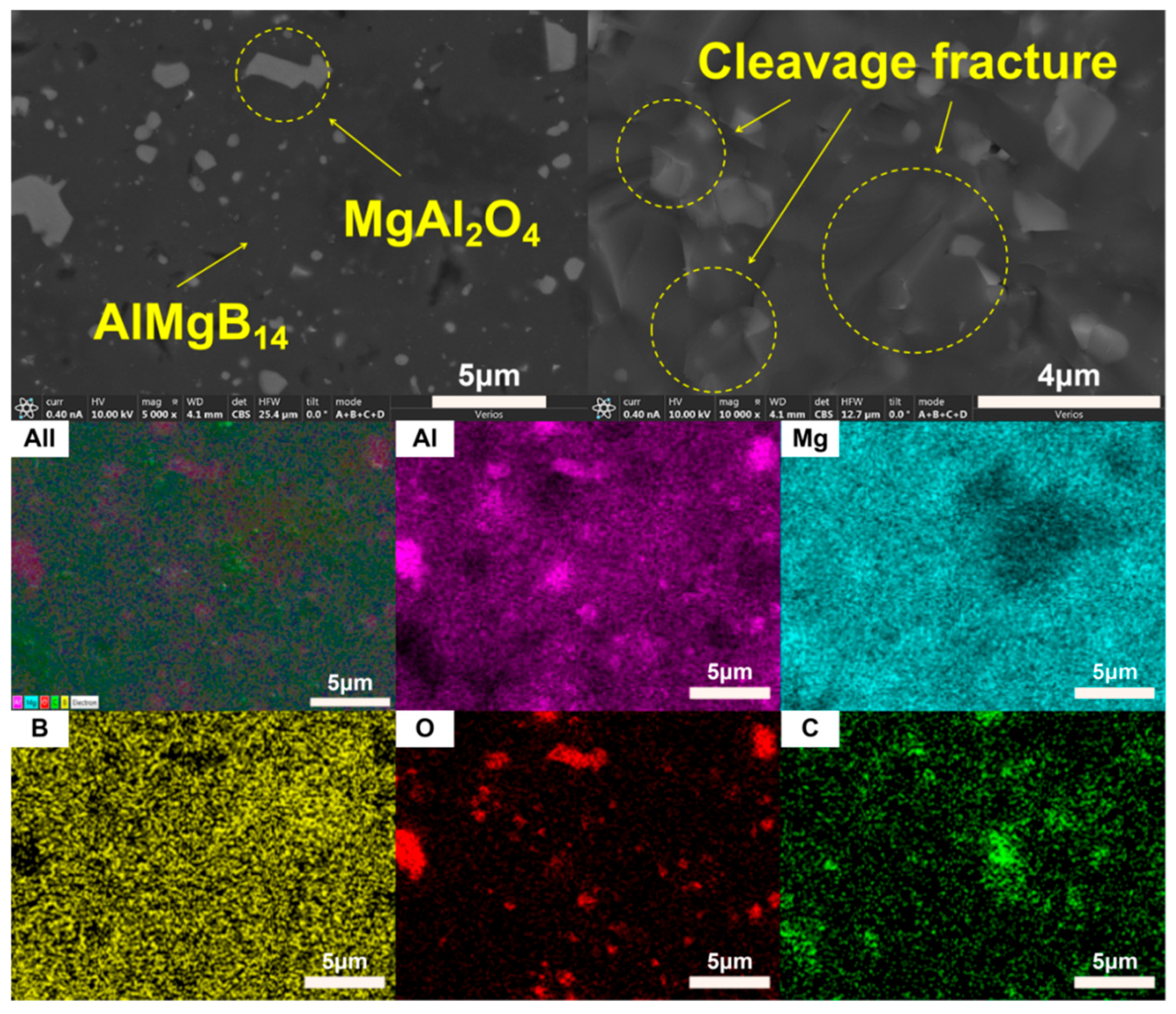
3.2. Phase Composition and Microstructure of Sintered AlMgB14 Ceramic Materials
3.2.1. Phase Composition and Microstructure of AlMgB14 Ceramic Without Modification
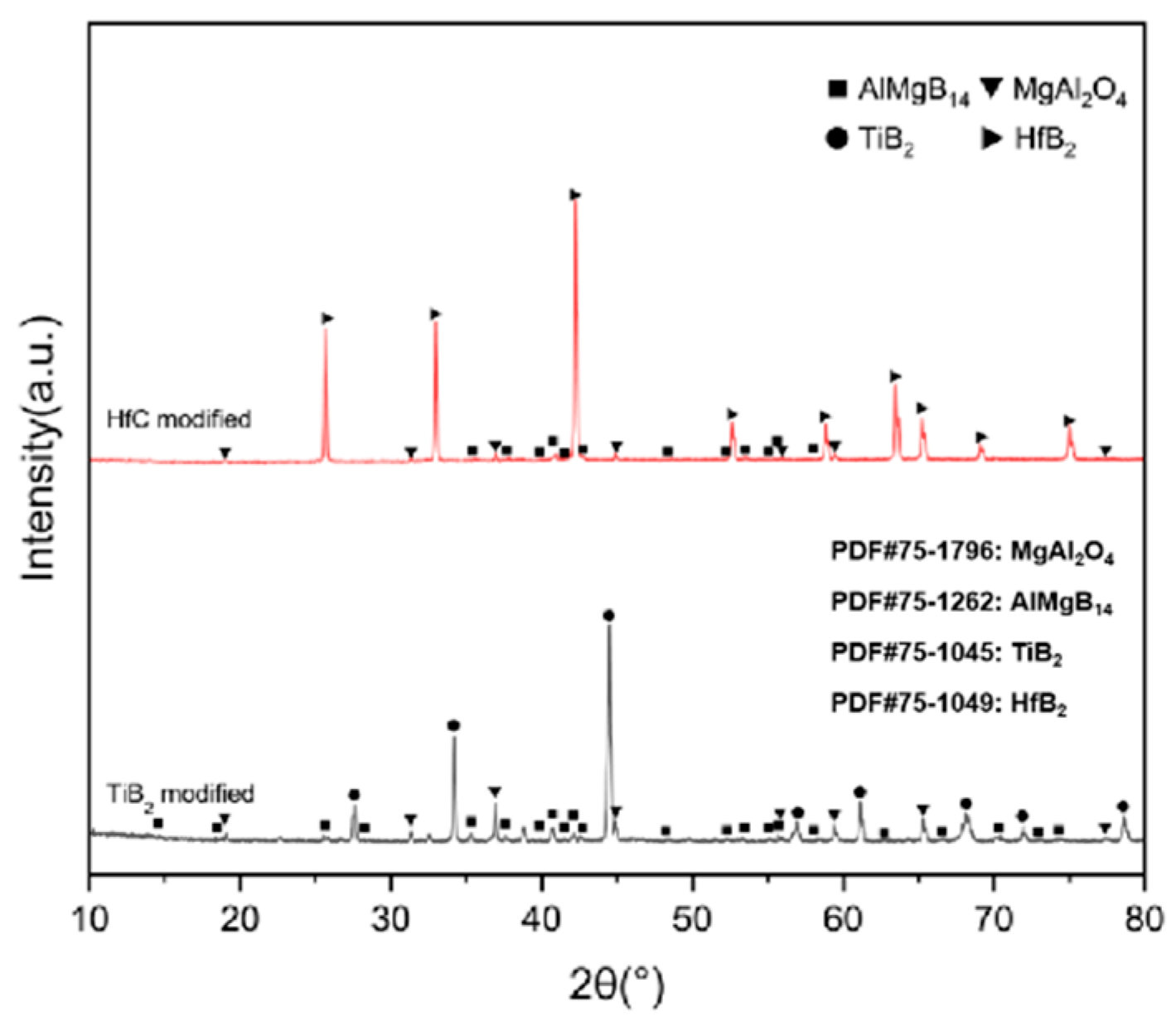
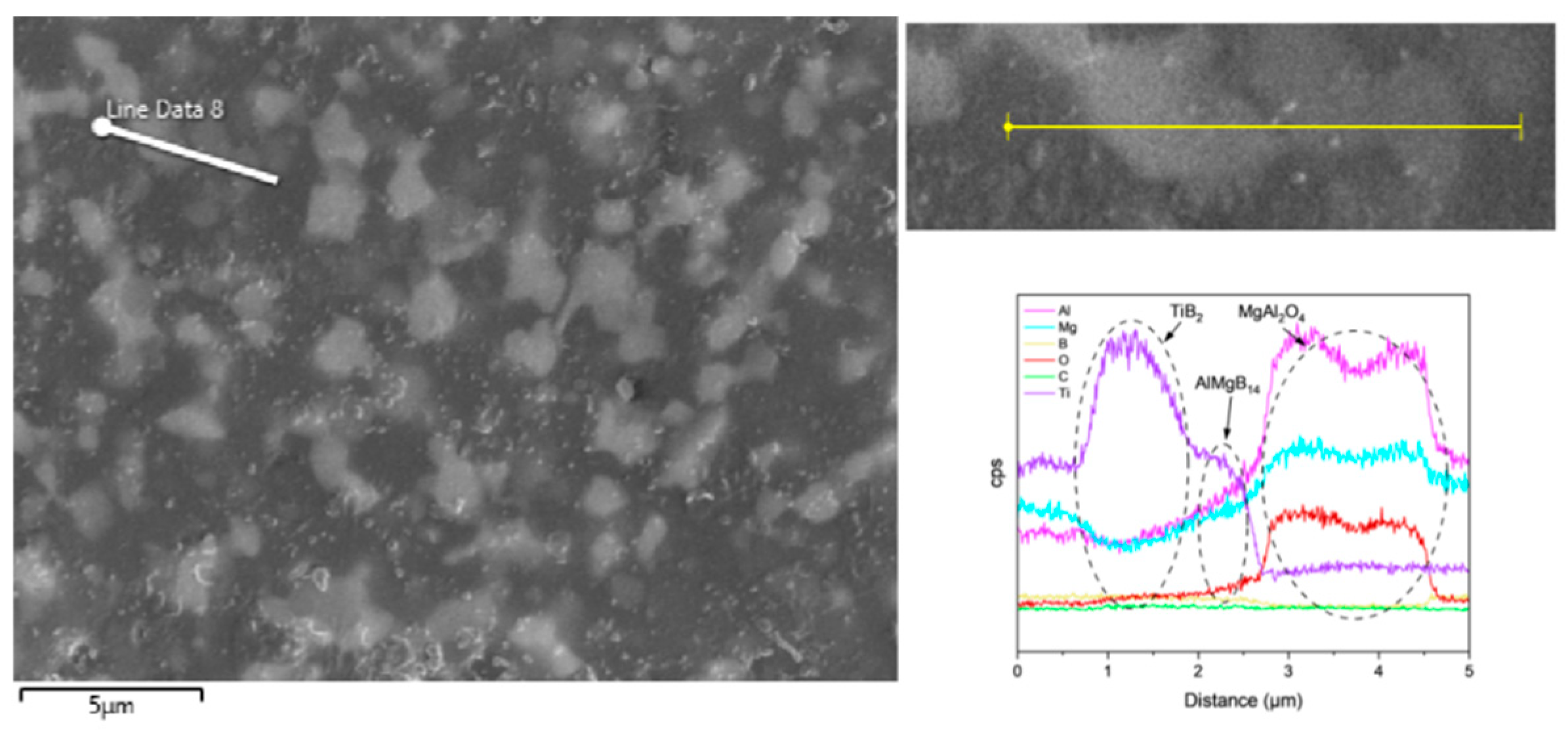
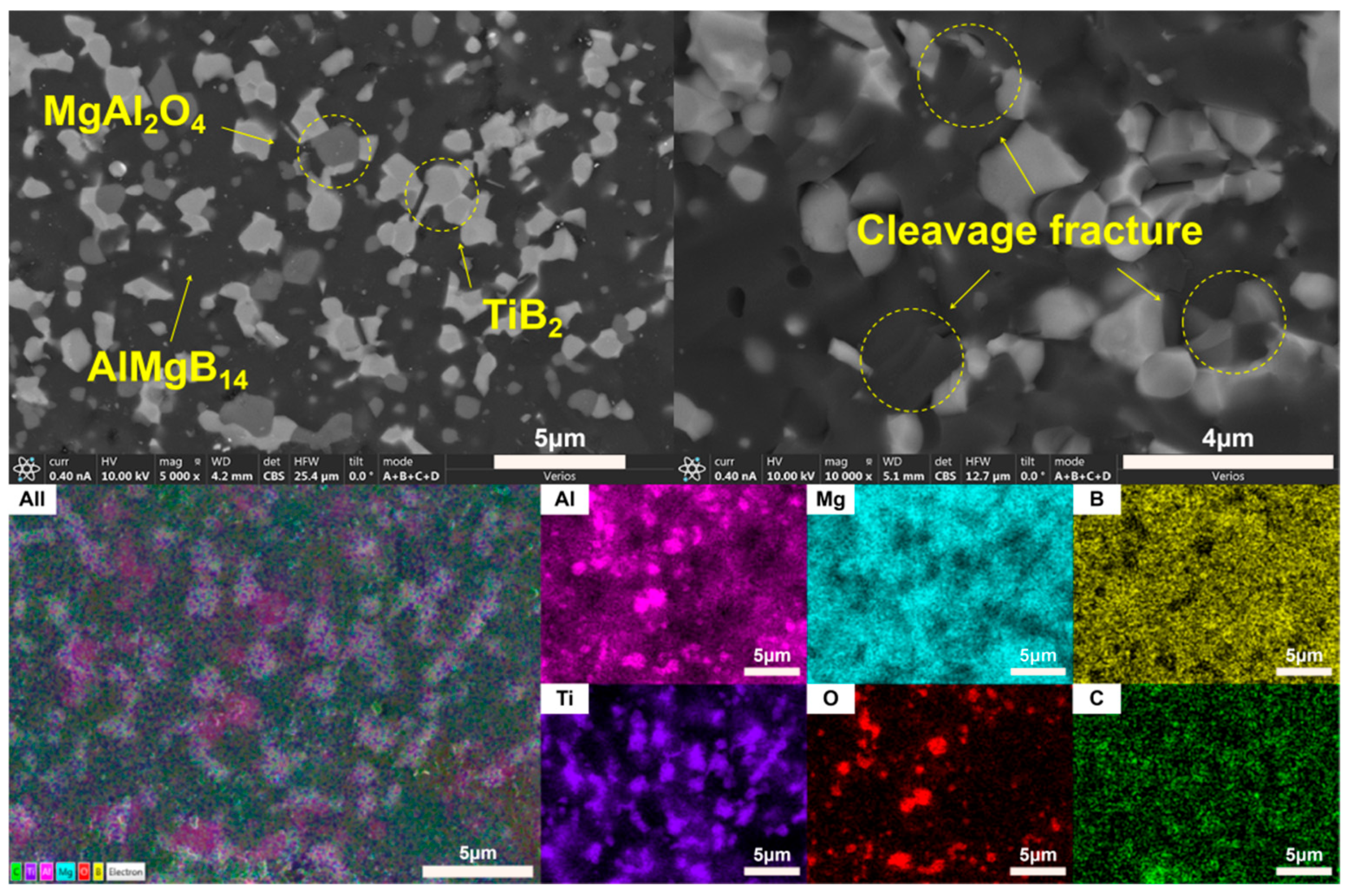
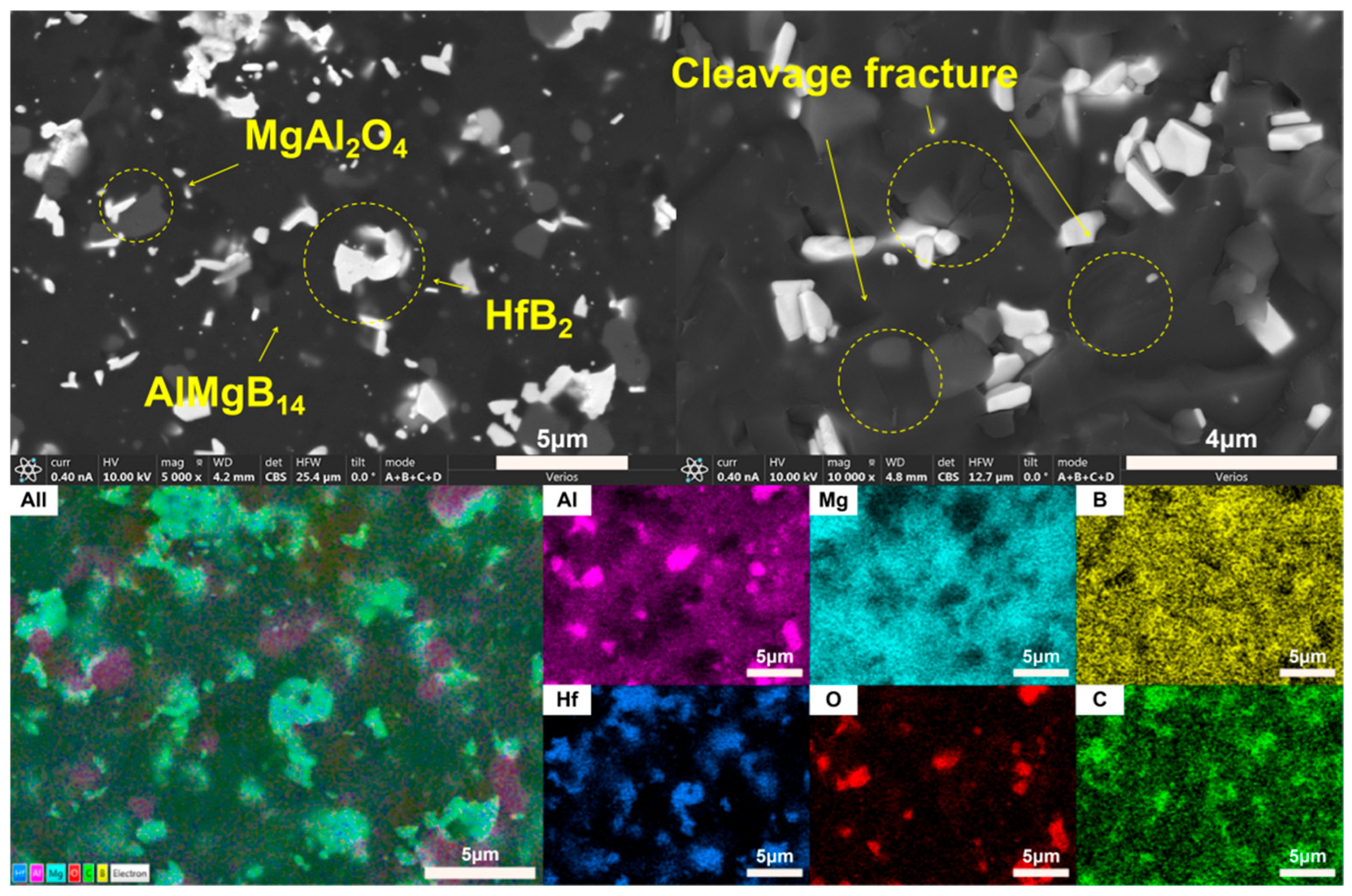
3.2.2. The Effect of Single-Component Additive on the Phase Composition and Microstructure of AlMgB14 Material
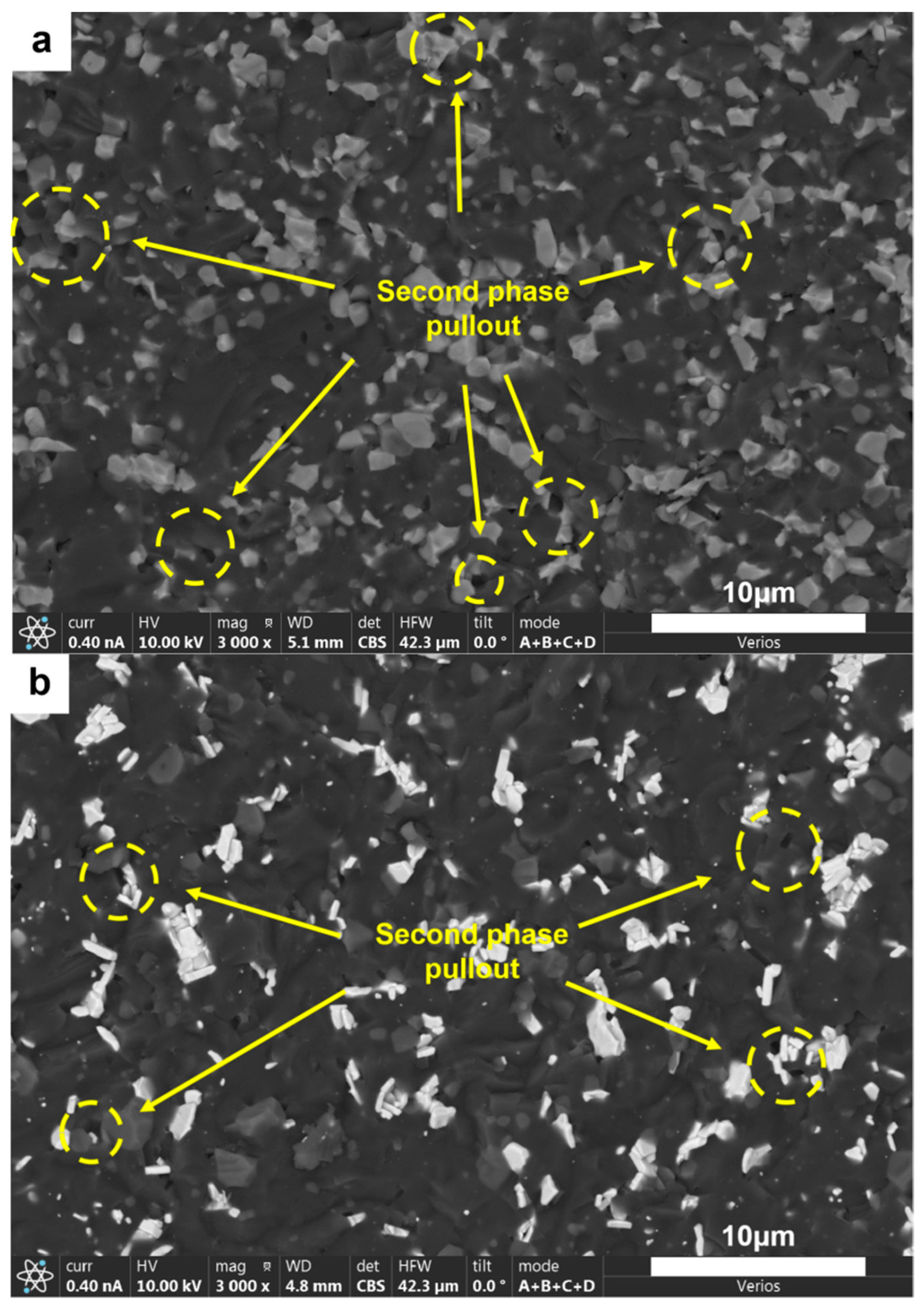
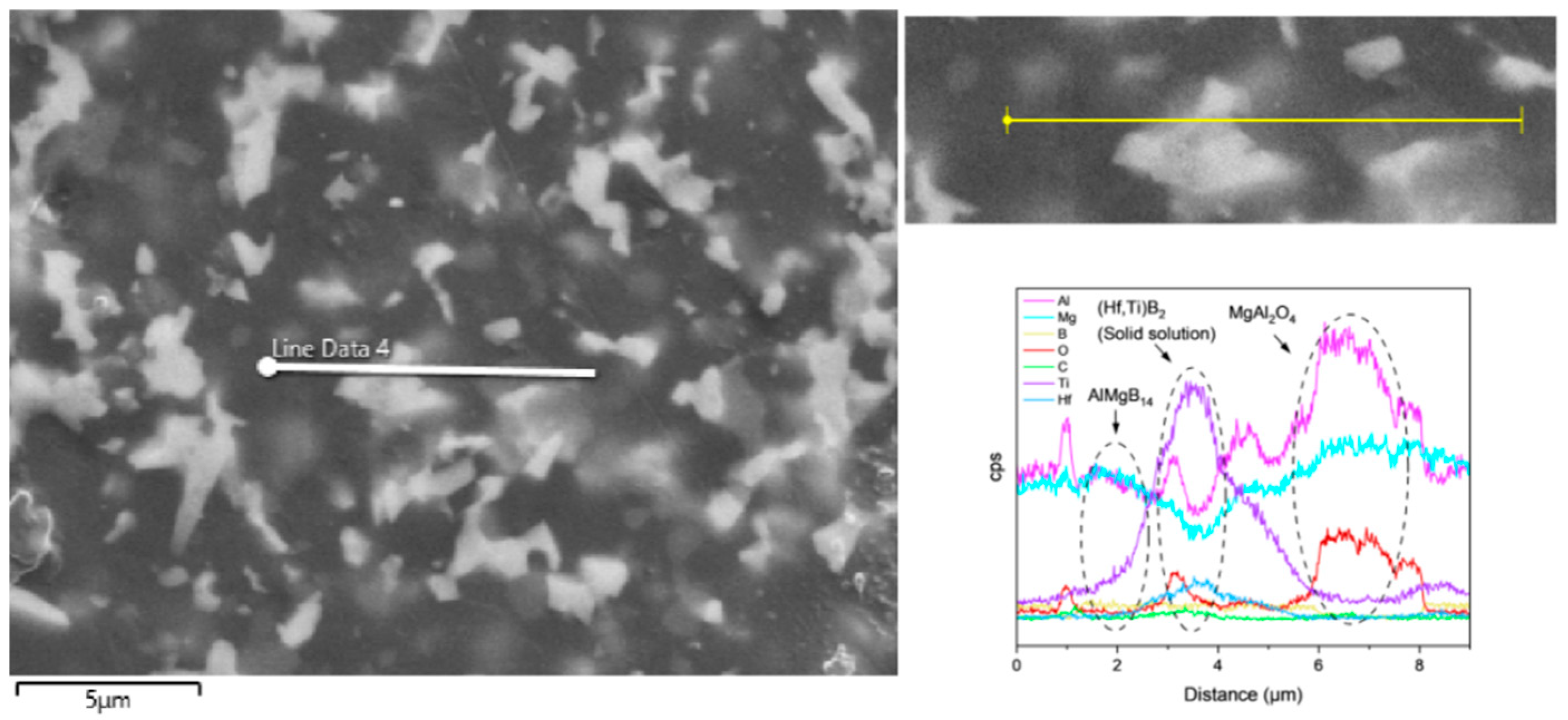
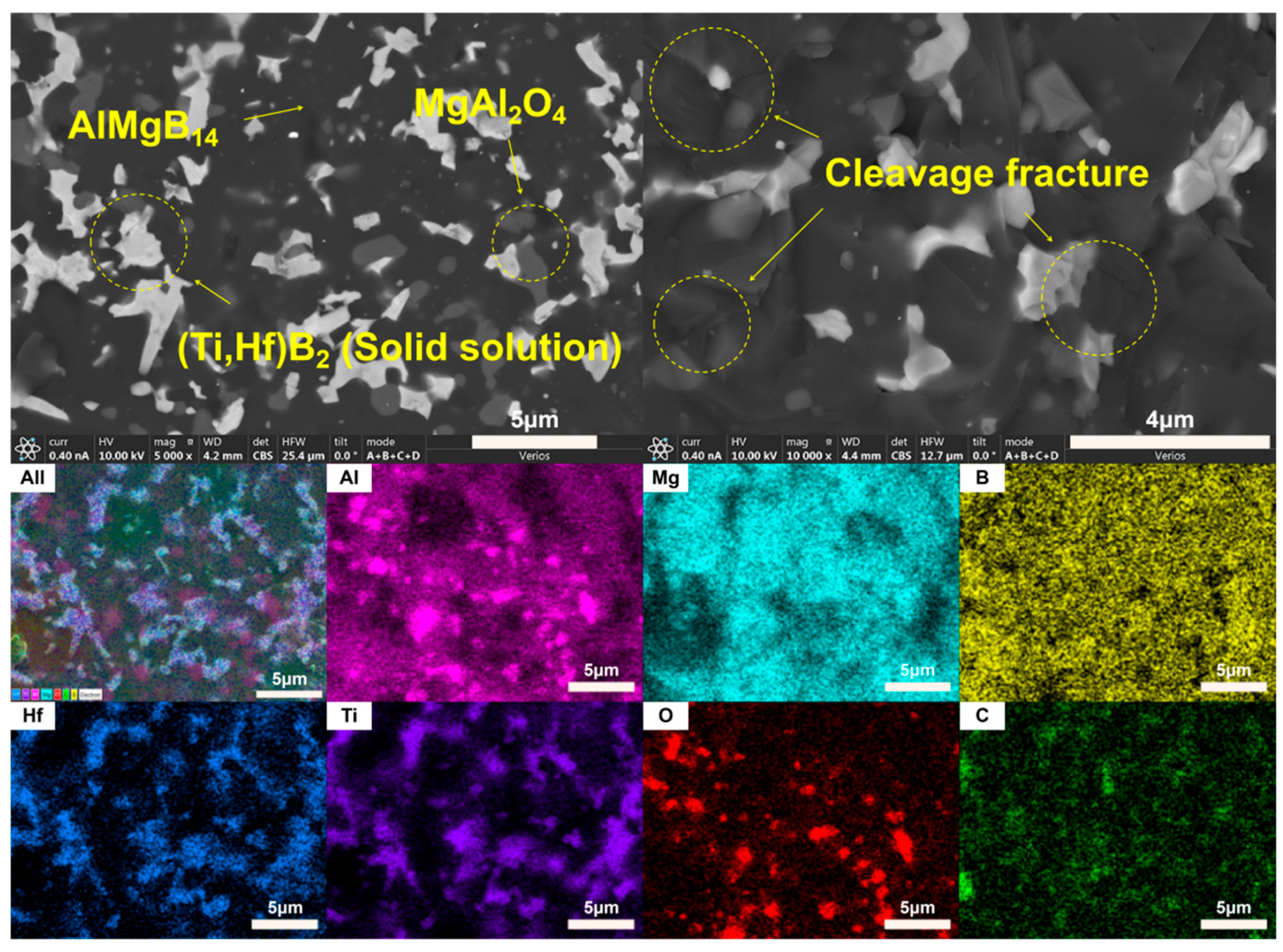
3.2.3. The Effect of Dual-Component Synergistic Composite Strategy on the Phase Composition and Microstructure of AlMgB14 Material
3.3. Properties of AlMgB14 Ceramic Bulk Material
4. Conclusions
- Through systematic analysis of the phase composition and morphology of ceramic powders, the influence of heat treatment temperature on the phase composition was clarified. The study found that the intermediate product Al0.5Mg0.5B2 begins to convert into the target product AlMgB14 in large quantities at 1100 °C, and the conversion tends to be complete at 1150 °C. The reaction paths of the product and by-products were also revealed.
- After modification with a 30 wt.% (TiB2 and HfC in a 1:1 mass ratio) addition of a dual-component additive, the overall performance of the material is significantly optimized. The Vickers hardness is maintained at a level of 25.3 GPa, while the fracture toughness is improved to 6.9 MPa m1/2, which is an increase of over 100% compared to the samples without additive. The bending strength reaches 615 MPa, and the density is controlled at 3.22 g/cm3. It maintains a high level of fracture toughness, hardness, and bending strength while also having a low density.
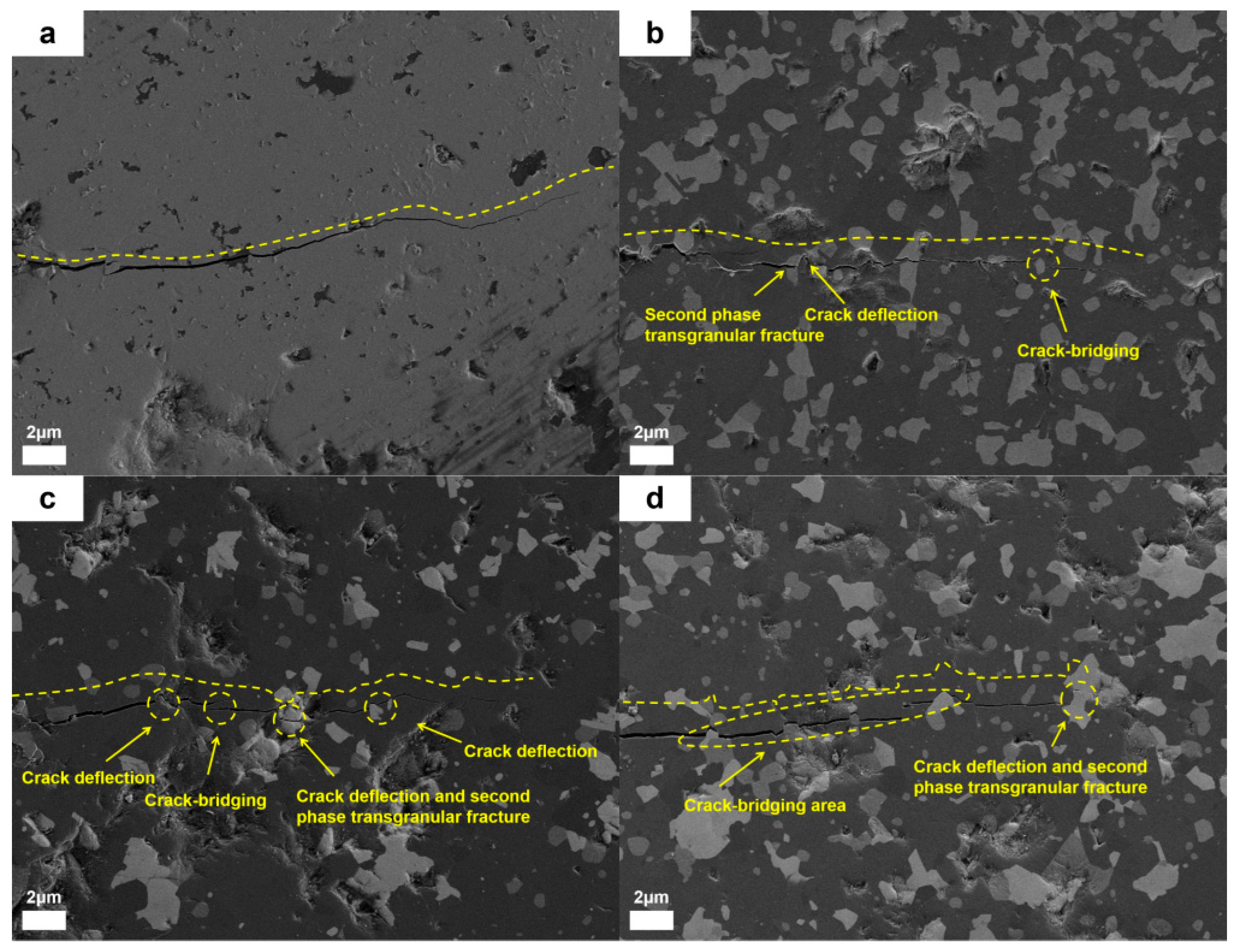
- Through the analysis of the crack propagation behavior of the dual-component composite AlMgB14 ceramic material, it was found that its microscopic fracture mechanism exhibits significant synergistic toughening characteristics, with an obvious crack deflection phenomenon. At the same time, typical crack bridging areas can be observed, which can absorb a considerable amount of energy when cracks occur, thereby inhibiting the propagation of cracks. Furthermore, the pull-out effect of the second phase further suppresses the unstable propagation of cracks.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Correction Statement
References
- Cook, B.A.; Harringa, J.L.; Lewis, T.L.; Russell, A.M. A new class of ultra-hard materials based on AlMgB14. Scr. Mater. 2000, 42, 597–602. [Google Scholar] [CrossRef]
- Matkovich, V.; Economy, J. Structure of MgAlB14 and a brief critique of structural relationships in higher borides. Acta Crystallogr. Sect. B Struct. Crystallogr. Cryst. Chem. 1970, 26, 616–621. [Google Scholar] [CrossRef]
- Higashi, I.; Ito, T. Refinement of the structure of MgAlB14. J. Less Common Met. 1983, 92, 239–246. [Google Scholar] [CrossRef]
- Cherukuri, R.; Womack, M.; Molian, P.; Russell, A.; Tian, Y. Pulsed laser deposition of AlMgB14 on carbide inserts for metal cutting. Surf. Coat. Technol. 2002, 155, 112–120. [Google Scholar] [CrossRef]
- Lewis, T.L.; Cook, B.A.; Harringa, J.L.; Russell, A.M. Al2MgO4, Fe3O4, and FeB impurities in AlMgB14. Mater. Sci. Eng. A 2003, 351, 117–122. [Google Scholar] [CrossRef]
- Cook, B.A.; Russell, A.M.; Harringa, J.L.; Slager, A.J.; Rohe, M.T. A new fracture-resistant binder phase for use with AlMgB14 and other ultra-hard ceramics. J. Alloys Compd. 2004, 366, 145–151. [Google Scholar] [CrossRef]
- Bhat, D.G.; Bedekar, V.A.; Batzer, S.A. A Preliminary Study of Chemical Solubility of Ultra-Hard Ceramic AlMgB14 in Titanium: Reconciliation of Model with Experiment. Mach. Sci. Technol. 2004, 8, 341–355. [Google Scholar] [CrossRef]
- Ahmed, A.; Bahadur, S.; Cook, B.A.; Peters, J. Mechanical properties and scratch test studies of new ultra-hard AlMgB14 modified by TiB2. Tribol. Int. 2006, 39, 129–137. [Google Scholar] [CrossRef]
- Kevorkijan, V.; Škapin, S.D.; Jelen, M.; Krnel, K.; Meden, A. Cost-effective synthesis of AlMgB14–xTiB2. J. Eur. Ceram. Soc. 2007, 27, 493–497. [Google Scholar] [CrossRef]
- Muthu, D.V.S.; Chen, B.; Cook, B.A.; Kruger, M.B. Effects of sample preparation on the mechanical properties of AlMgB14. High Press. Res. 2008, 28, 63–68. [Google Scholar] [CrossRef]
- Cook, B.A.; Russell, A.M.; Peters, J.; Harringa, J.L. Estimation of surface energy and bonding between AlMgB14 and TiB2. J. Phys. Chem. Solids 2010, 71, 824–826. [Google Scholar] [CrossRef]
- Cook, B.A.; Peters, J.S.; Harringa, J.L.; Russell, A.M. Enhanced wear resistance in AlMgB14–TiB2 composites. Wear 2011, 271, 640–646. [Google Scholar] [CrossRef]
- Gaballa, O.; Ball, J.H.; Cook, B.; Peters, J.S.; Russell, A. Properties of AlMgB14 hot pressed with additions of ZrB2 and HfB2. Powder Technol. 2013, 235, 968–974. [Google Scholar] [CrossRef]
- Chen, J.; Cheng, J.; Li, F.; Zhu, S.; Qiao, Z.; Yang, J. The effect of compositional tailoring and sintering temperature on the mechanical and tribological properties of Cu/AlMgB14 composite. Tribol. Int. 2016, 96, 155–162. [Google Scholar] [CrossRef]
- Yumei, Z.; Zhang, F.; Li, P.; Kun, B.; Wu, S.; Shaoming, L. Synthesis and characterization of AlMgB14 hot pressed under different environments. Sci. Sinter. 2017, 49, 311–317. [Google Scholar] [CrossRef]
- Chen, J.; Cheng, J.; Zhu, S.; Tan, H.; Qiao, Z.; Yang, J. Tribological Behaviors of Cu/AlMgB14 Composite Under Deionized Water and Liquid Paraffin. Tribol. Lett. 2018, 67, 5. [Google Scholar] [CrossRef]
- Zhukov, I.A.; Nikitin, P.Y.; Grigoriev, M.V.; Vorozhtsov, A.B. Phase Composition and Hardness of AlMgB14-Based Polycrystalline Materials. Russ. Phys. J. 2019, 62, 882–885. [Google Scholar] [CrossRef]
- Zhukov, I.A.; Nikitin, P.Y.; Vorozhtsov, A.B.; Perevislov, S.N.; Sokolov, S.D.; Ziatdinov, M.H. The use of intermetallic AlxMgy powder to obtain AlMgB14-based materials. Mater. Today Commun. 2020, 22, 100848. [Google Scholar] [CrossRef]
- Jiang, J.; Xie, J.; Zhong, H.; Dong, F.; Liu, N.; Tang, W.; Zhu, H.; Zhang, J. Synthesis and mechanical properties of AlMgB14–Al composite. J. Alloys Compd. 2020, 818, 152910. [Google Scholar] [CrossRef]
- Miura, S.; Sasaki, H.; Takagi, K.-i.; Fujima, T. Effect of varying mixture ratio of raw material powders on the thermoelectric properties of AlMgB14-based materials prepared by spark plasma sintering. J. Phys. Chem. Solids 2014, 75, 951–953. [Google Scholar] [CrossRef]
- Chen, J.; Cheng, J.; Li, F.; Zhu, S.; Li, W.; Yang, J.; Liu, W. Tribological study on a novel wear-resistant AlMgB14-Si composite. Ceram. Int. 2017, 43, 12362–12371. [Google Scholar] [CrossRef]
- Xie, Z.; DeLucca, V.; Haber, R.A.; Restrepo, D.T.; Todd, J.; Blair, R.G.; Orlovskaya, N. Aluminium magnesium boride: Synthesis, sintering and microstructure. Adv. Appl. Ceram. 2017, 116, 341–347. [Google Scholar] [CrossRef]
- Zhou, Y.M.; Zhang, T.; Xu, K.; Zhang, F.L.; Bai, K.; Huang, H.P.; Wu, S.H.; Luo, S.M. Effect of Y2O3 addition on microstructure and mechanical properties of spark plasma sintered AlMgB14 and AlMgB14-TiB2. Ceram. Int. 2018, 44, 8591–8598. [Google Scholar] [CrossRef]
- Nikitin, P.Y.; Zhukov, I.A.; Vorozhtsov, A.B. Decomposition mechanism of AlMgB14 during the spark plasma sintering. J. Mater. Res. Technol. 2021, 11, 687–692. [Google Scholar] [CrossRef]
- Nikitin, P.Y.; Zhukov, I.A.; Boldin, M.S.; Perevislov, S.N.; Chuvil’deev, V.N. Spark Plasma Sintering, Phase Composition, and Properties of AlMgB14 Ceramic Materials. Russ. J. Inorg. Chem. 2021, 66, 1252–1256. [Google Scholar] [CrossRef]
- Nikitin, P.; Zhukov, I.; Tkachev, D.; Abzaev, Y.; Ekaterina, M.; Vorozhtsov, A. Experimental and Theoretical Study of Ultra-Hard AlMgB14-TiB2 Composites: Structure, Hardness and Self-Lubricity. Materials 2022, 15, 8450. [Google Scholar] [CrossRef]
- Nikitin, P.; Zhukov, I.; Tkachev, D.; Kozulin, A.; Vorozhtsov, A. On the Tensile Strength of Spark Plasma Sintered AlMgB14 Ceramics. Nanomaterials 2022, 12, 3805. [Google Scholar] [CrossRef]
- Liu, W.; Miao, Y.; Meng, Q.; Chen, S. Structural Characterization of AlMgB14 Prepared by Field-activated, Pressure-assisted Synthesis. J. Mater. Sci. Technol. 2013, 29, 77–81. [Google Scholar] [CrossRef]
- Liu, W.; Luo, C.-X.; Yan, J.-X.; Zhang, T.-M. Mechanical Properties and Scratch Test Studies of New Ultra-hard AlMgB14 Modified by MWCNTs. Integr. Ferroelectr. 2014, 150, 137–146. [Google Scholar] [CrossRef]
- Zhang, Y.; Hu, L.; Meng, Q.; Wang, W.; Liu, W. Diffusion bonding and interfacial microstructure analysis of AlMgB14–TiB2 to Nb. Ceram. Int. 2015, 41, 3833–3838. [Google Scholar] [CrossRef]
- Liu, W.; Luo, C.-x.; Yan, J.-x.; Zhang, T.-m. Mechanism of Reactive Sintering of AlMgB14 by the Field Activated And Pressure Assisted Synthesis. Integr. Ferroelectr. 2015, 159, 98–107. [Google Scholar] [CrossRef]
- Zhuang, L.; Lei, Y.; Chen, S.; Hu, L.; Meng, Q. Microstructure and mechanical properties of AlMgB14–TiB2 associated with metals prepared by the field-assisted diffusion bonding sintering process. Appl. Surf. Sci. 2015, 328, 125–132. [Google Scholar] [CrossRef]
- Zhuang, L.; Miao, Y.; Liu, W.; Meng, Q.-S. Preparation and scratch test of AlMgB14 modified by TiB2. Rare Met. 2015, 34, 101–106. [Google Scholar] [CrossRef]
- Nikitin, P.Y.; Zhukov, I.A.; Matveev, A.E.; Sokolov, S.D.; Boldin, M.S.; Vorozhtsov, A.B. AlMgB14–TiB2 composite materials obtained by self-propagating high-temperature synthesis and spark plasma sintering. Ceram. Int. 2020, 46, 22733–22737. [Google Scholar] [CrossRef]
- Nikitin, P.Y.; Matveev, A.E.; Zhukov, I.A. Energy-effective AlMgB14 production by self-propagating high-temperature synthesis (SHS) using the chemical furnace as a source of heat energy. Ceram. Int. 2021, 47, 21698–21704. [Google Scholar] [CrossRef]
- Valikhov, V.D.; Zhukov, I.A.; Tkachev, D.A.; Grigoriev, M.V.; Matveev, A.E.; Volinsky, A.A. TiB2 effects on the AlMgB14–TiB2 ceramics structure and properties. Ceram. Int. 2024, 50, 10974–10981. [Google Scholar] [CrossRef]
- Sun, Y.Y.; Zhang, P.X.; Liu, G.Q.; Xiong, X.M.; Yang, F.; Jiao, G.F.; Zhang, C.P.; Yan, G. Effect of two-step heat treatment on the phase formation of MgAlB14. Mater. Lett. 2011, 65, 2158–2160. [Google Scholar] [CrossRef]
- Li, C.S.; Yang, F.; Yan, G.; Xiong, X.M.; Liu, G.Q.; Sun, Y.Y.; Zhang, S.N.; Wang, Q.Y.; Feng, J.Q. AlMgB14–TiB2 synthesized by a two-step heat-treatment method. J. Alloys Compd. 2014, 587, 790–793. [Google Scholar] [CrossRef]
- Nikitin, P.; Zhukov, I.; Matveev, A.; Sokolov, S.; Grigoriev, M.; Vorozhtsov, A. On the Structure and Properties of AlMgB14-TiB2 Composites Obtained from SHS Powders by Spark Plasma Sintering. Materials 2021, 14, 5521. [Google Scholar] [CrossRef]
- Evans, A.G.; Charles, E.A. Fracture Toughness Determinations by Indentation. J. Am. Ceram. Soc. 1976, 59, 371–372. [Google Scholar] [CrossRef]
- Xue, J.-X.; Shu, R.; Liao, Y.-H.; Ren, Q.-S. Pressureless sintering of HfB2-based ceramics as control rod materials: Synergistic effects of the sintering additive and solid solution. Ceram. Int. 2022, 48, 1191–1196. [Google Scholar] [CrossRef]
- Roberts, D.J.; Zhao, J.; Munir, Z.A. Mechanism of reactive sintering of MgAlB14 by pulse electric current. Int. J. Refract. Met. Hard Mater. 2009, 27, 556–563. [Google Scholar] [CrossRef]
- Saunders, N. A review and thermodynamic assessment of the Al-Mg and Mg-Li systems. Calphad 1990, 14, 61–70. [Google Scholar] [CrossRef]
- Zuo, Y.; Chang, Y.A. Thermodynamic calculation of the Al Mg phase diagram. Calphad 1993, 17, 161–174. [Google Scholar] [CrossRef]
- Arzhakov, M.S.; Aleksandrova, N.A.; Zhirnov, A.E.; Lukovkin, G.M.; Arzhakov, S.A. Universal temperature dependence of the vapor pressure of chemical elements. Dokl. Phys. Chem. 2008, 418, 26–29. [Google Scholar] [CrossRef]
- Rubat du Merac, M.; Kleebe, H.-J.; Müller, M.M.; Reimanis, I.E. Fifty Years of Research and Development Coming to Fruition; Unraveling the Complex Interactions during Processing of Transparent Magnesium Aluminate (MgAl2O4) Spinel. J. Am. Ceram. Soc. 2013, 96, 3341–3365. [Google Scholar] [CrossRef]
- Ganesh, I. A review on magnesium aluminate (MgAl2O4) spinel: Synthesis, processing and applications. Int. Mater. Rev. 2013, 58, 63–112. [Google Scholar] [CrossRef]
- Zienert, T.; Fabrichnaya, O. Thermodynamic assessment and experiments in the system MgO–Al2O3. Calphad 2013, 40, 1–9. [Google Scholar] [CrossRef]
- Benitez, T.; Gómez, S.Y.; De Oliveira, A.P.N.; Travitzky, N.; Hotza, D. Transparent ceramic and glass-ceramic materials for armor applications. Ceram. Int. 2017, 43, 13031–13046. [Google Scholar] [CrossRef]
- Lei, Y.; Meng, Q.-S.; Zhuang, L.; Chen, S.-P.; Dai, J.-J. Oxidation behavior of AlMgB14-TiB2 composite at elevated temperature. Appl. Surf. Sci. 2015, 347, 155–161. [Google Scholar] [CrossRef]
- Thiele, M.; Herrmann, M.; Müller, C.; Michaelis, A. Formation of secondary borides in liquid phase-sintered B6O materials. J. Eur. Ceram. Soc. 2016, 36, 1549–1557. [Google Scholar] [CrossRef]
- Wen, Q.; Yu, Z.; Riedel, R.; Ionescu, E. Significant improvement of high-temperature oxidation resistance of HfC/SiC ceramic nanocomposites with the incorporation of a small amount of boron. J. Eur. Ceram. Soc. 2020, 40, 3499–3508. [Google Scholar] [CrossRef]
- Wang, Z.; Gao, J.; Song, J. High-Temperature Oxidation Behavior of TiB2-HfB2-Ni Cermet Material. Materials 2022, 15, 8860. [Google Scholar] [CrossRef] [PubMed]
- Koroglu, A.; Thompson, D.P. In vacuo production of α-AlB12, C4AlB24, AlB12C2 and Al3B48C2 powders. J. Eur. Ceram. Soc. 2012, 32, 3501–3507. [Google Scholar] [CrossRef]
- Zhang, J.-D.; Cheng, X.-L. The predicted structural and electronic properties of HfB2 under high pressure: First-principles calculations. Phys. B Condens. Matter 2010, 405, 3532–3536. [Google Scholar] [CrossRef]
- Ivanovskii, A.L. Mechanical and electronic properties of diborides of transition 3d–5d metals from first principles: Toward search of novel ultra-incompressible and superhard materials. Prog. Mater. Sci. 2012, 57, 184–228. [Google Scholar] [CrossRef]
- Huang, Y.-C.; Xiao, Z.-B.; Liu, Y. Crystallography of Zr poisoning of Al-Ti-B grain refinement using edge-to-edge matching model. J. Cent. South Univ. 2013, 20, 2635–2642. [Google Scholar] [CrossRef]
- Murthy, T.S.R.C.; Sonber, J.K.; Sairam, K.; Bedse, R.D.; Chakarvartty, J.K. Development of Refractory and Rare Earth Metal Borides & Carbides for High Temperature Applications. Mater. Today Proc. 2016, 3, 3104–3113. [Google Scholar] [CrossRef]
- An, J.; Song, J.; Liang, G.; Gao, J.; Xie, J.; Cao, L.; Wang, S.; Lv, M. Effects of HfB2 and HfN Additions on the Microstructures and Mechanical Properties of TiB2-Based Ceramic Tool Materials. Materials 2017, 10, 461. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder | Manufacturer | Particle Size | Purity |
|---|---|---|---|
| Al | Shanghai Xiangtian Nanomaterials Co., Ltd., Shanghai, China | 5 μm | 99.9% |
| Mg | Shanghai Xiangtian Nanomaterials Co., Ltd., Shanghai, China | 15 μm | 99.9% |
| B | Qinhuangdao Eno High-Tech Material Development Co., Ltd., Qinhuangdao, China | 0.5–2 μm | 95.0% |
| TiB2 | Qinhuangdao Eno High-Tech Material Development Co., Ltd., Qinhuangdao, China | 0.5–1 μm | 99.5% |
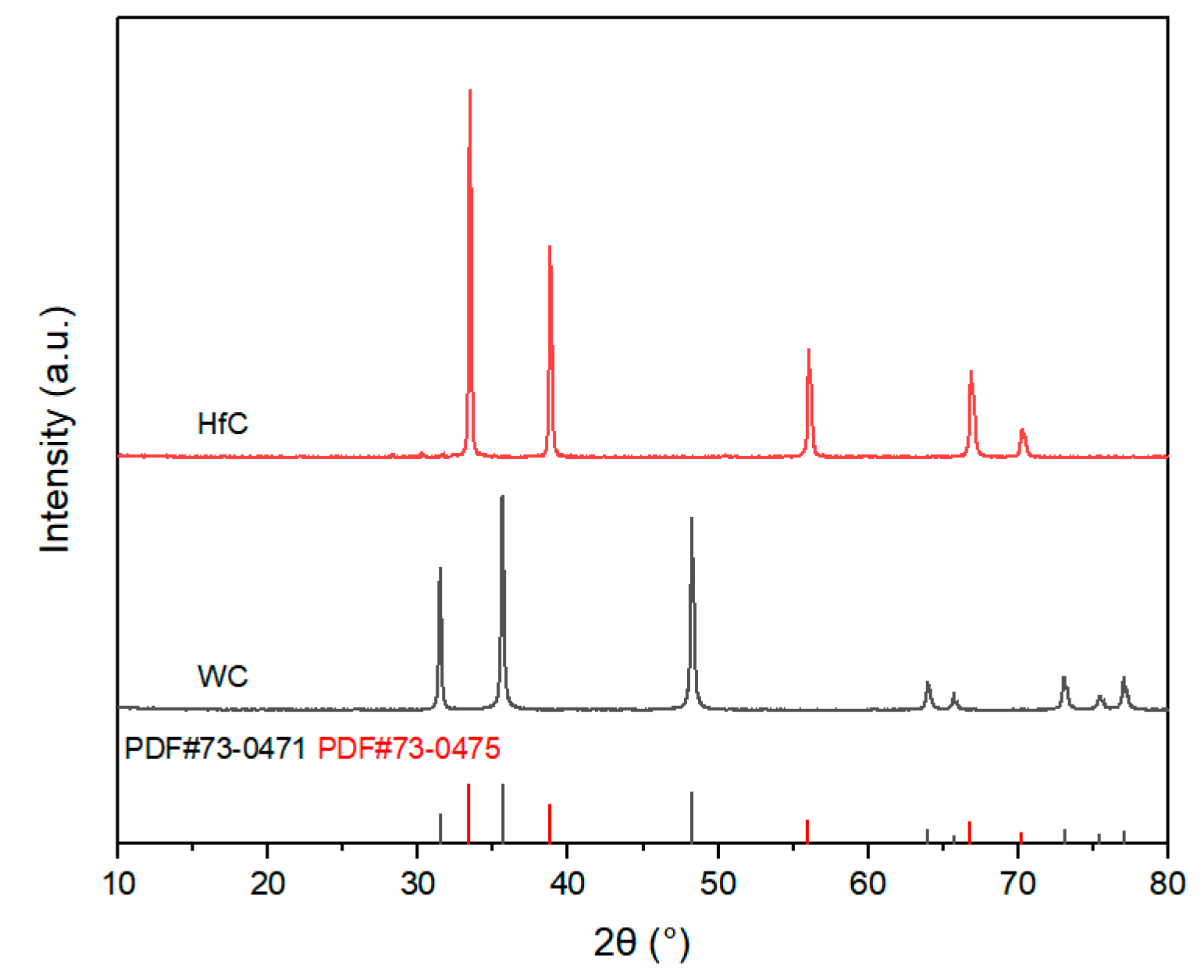
| HfC | Qinhuangdao Eno High-Tech Material Development Co., Ltd., Qinhuangdao, China | 1–3 μm | 99.5% |
| Sample | Main Phases |
|---|---|
| RAW | Al, Mg, B (amorphous) |
| 950 °C | Al0.5Mg0.5B2, MgAl2O4, B (amorphous) |
| 1000 °C | Al0.5Mg0.5B2, MgAl2O4, B (amorphous) |
| 1050 °C | Al0.5Mg0.5B2, AlMgB14, MgAl2O4 |
| 1100 °C | AlMgB142, Al0.5Mg0.5B, MgAl2O4 |
| 1150 °C | AlMgB14, MgAl2O4 |
| 1200 °C | AlMgB14, MgAl2O4 |
| Sample | Main Phases |
|---|---|
| RAW-Single (RAW-S) | AlMgB14, MgAl2O4 |
| RAW-Double (RAW-D) | AlMgB14, MgAl2O4 |
| TiB2 Modified (T) | AlMgB14, TiB2, MgAl2O4 |
| HfC Modified (H) | AlMgB14, HfB2, MgAl2O4 |
| TiB2-HfC Modified (TH) | AlMgB14, (Ti, Hf)B2, MgAl2O4 |
| Sample | Density (g/cm3) | Hardness (HV1, GPa) | Fracture Toughness (MPa·m1/2) | Bending Strength (MPa) |
|---|---|---|---|---|
| RAW-S | 2.61 | 23.2 ± 0.4 | 3.16 ± 0.17 | 507 ± 58 |
| RAW-D | 2.64 | 23.6 ± 0.4 | 3.29 ± 0.10 | 489 ± 40 |
| T | 2.99 | 25.3 ± 0.5 | 5.91 ± 0.52 | 646 ± 46 |
| H | 3.43 | 23.3 ± 0.2 | 4.97 ± 0.48 | 559 ± 55 |
| TH | 3.22 | 25.3 ± 0.9 | 6.94 ± 0.49 | 615 ± 118 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, T.; Luo, Z.; Duan, Y.; Zhang, J. Preparation and Properties of High-Toughness AlMgB14 Material. Nanomaterials 2025, 15, 764. https://doi.org/10.3390/nano15100764
Sun T, Luo Z, Duan Y, Zhang J. Preparation and Properties of High-Toughness AlMgB14 Material. Nanomaterials. 2025; 15(10):764. https://doi.org/10.3390/nano15100764
Chicago/Turabian StyleSun, Tianxing, Zhaohua Luo, Yusen Duan, and Jingxian Zhang. 2025. "Preparation and Properties of High-Toughness AlMgB14 Material" Nanomaterials 15, no. 10: 764. https://doi.org/10.3390/nano15100764
APA StyleSun, T., Luo, Z., Duan, Y., & Zhang, J. (2025). Preparation and Properties of High-Toughness AlMgB14 Material. Nanomaterials, 15(10), 764. https://doi.org/10.3390/nano15100764