
An Innovative Strategy for Achieving Interface Gradient Material Using Co-Deposition Technology




Abstract
1. Introduction
2. Experiments and Simulation
2.1. Experiments and Characterization
2.2. Numerical Methodology
3. Results and Discussion
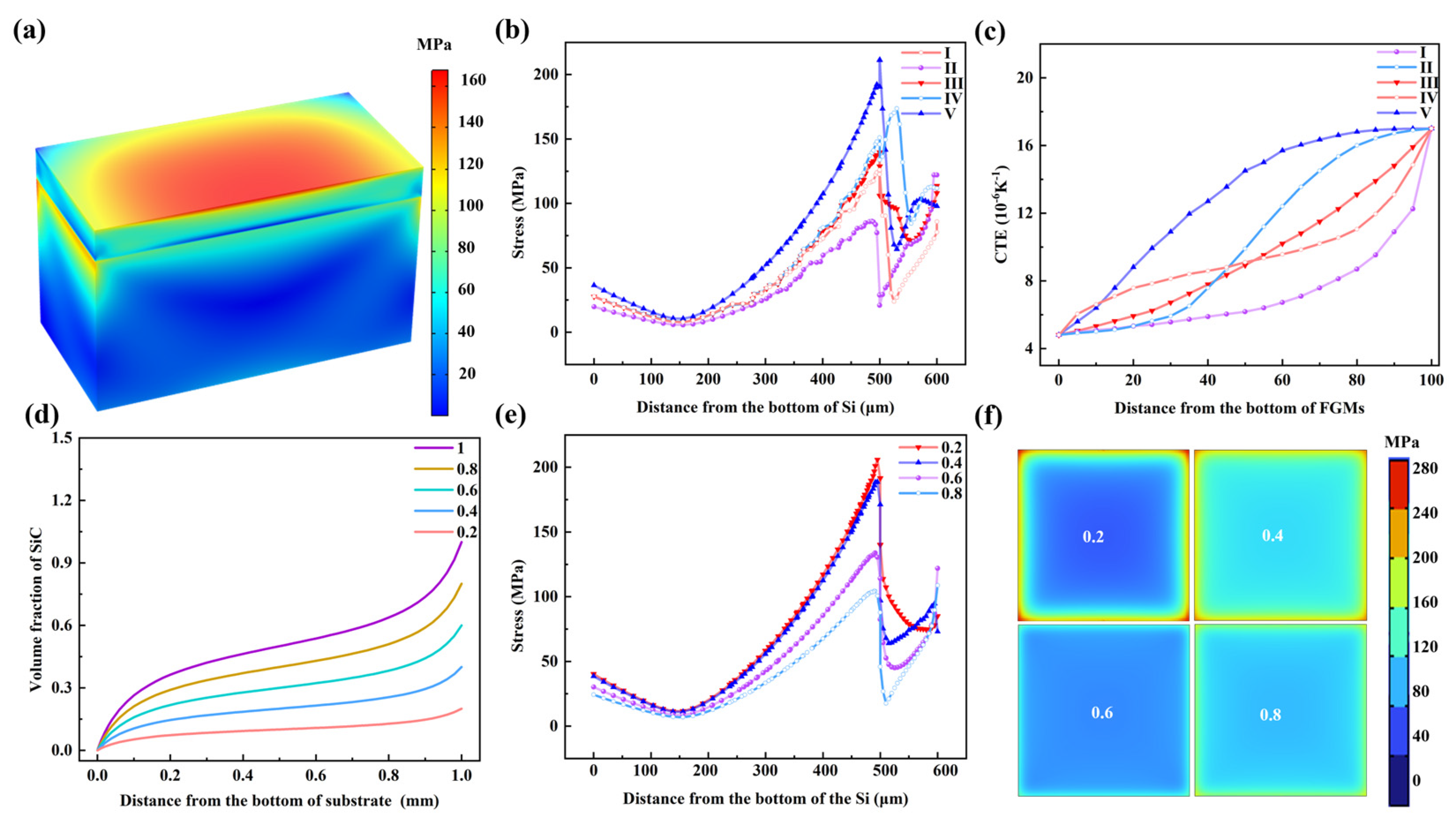
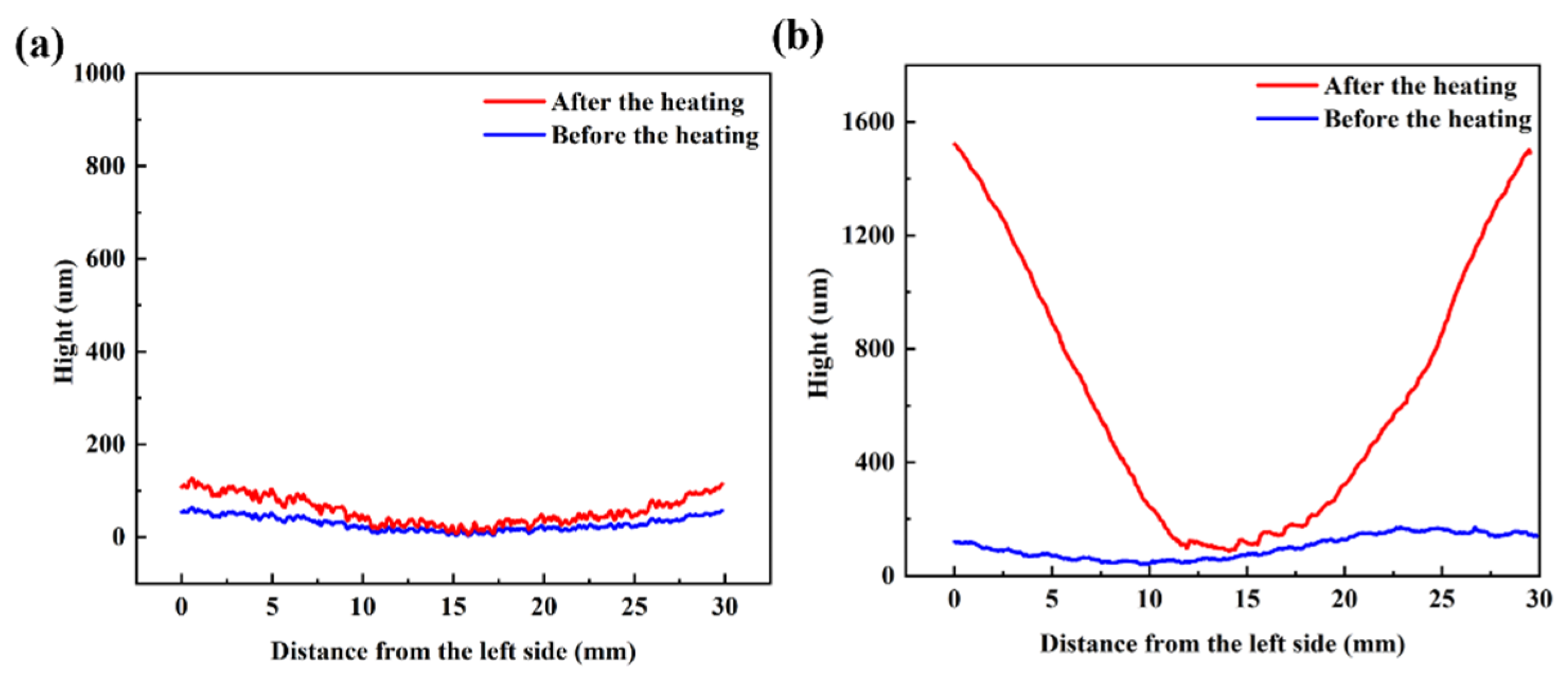
3.1. Deformation of the FGMs by Numeric Simulation
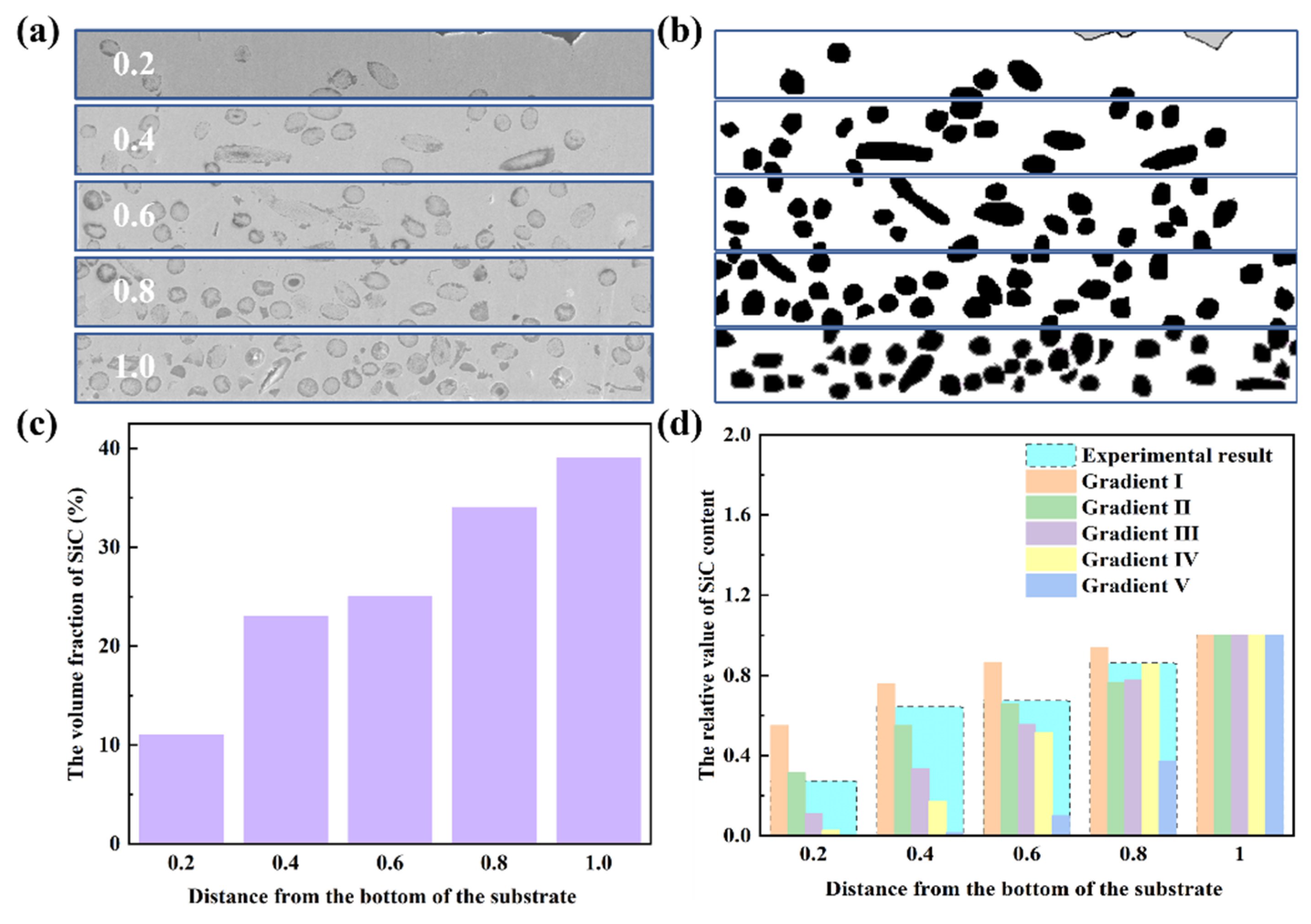
3.2. Microstructure and Morphology of the FGMs
3.2.1. Homogeneous Cu/SiCw Coating
3.2.2. Microstructure and Crystallographic Characteristics of FGMs
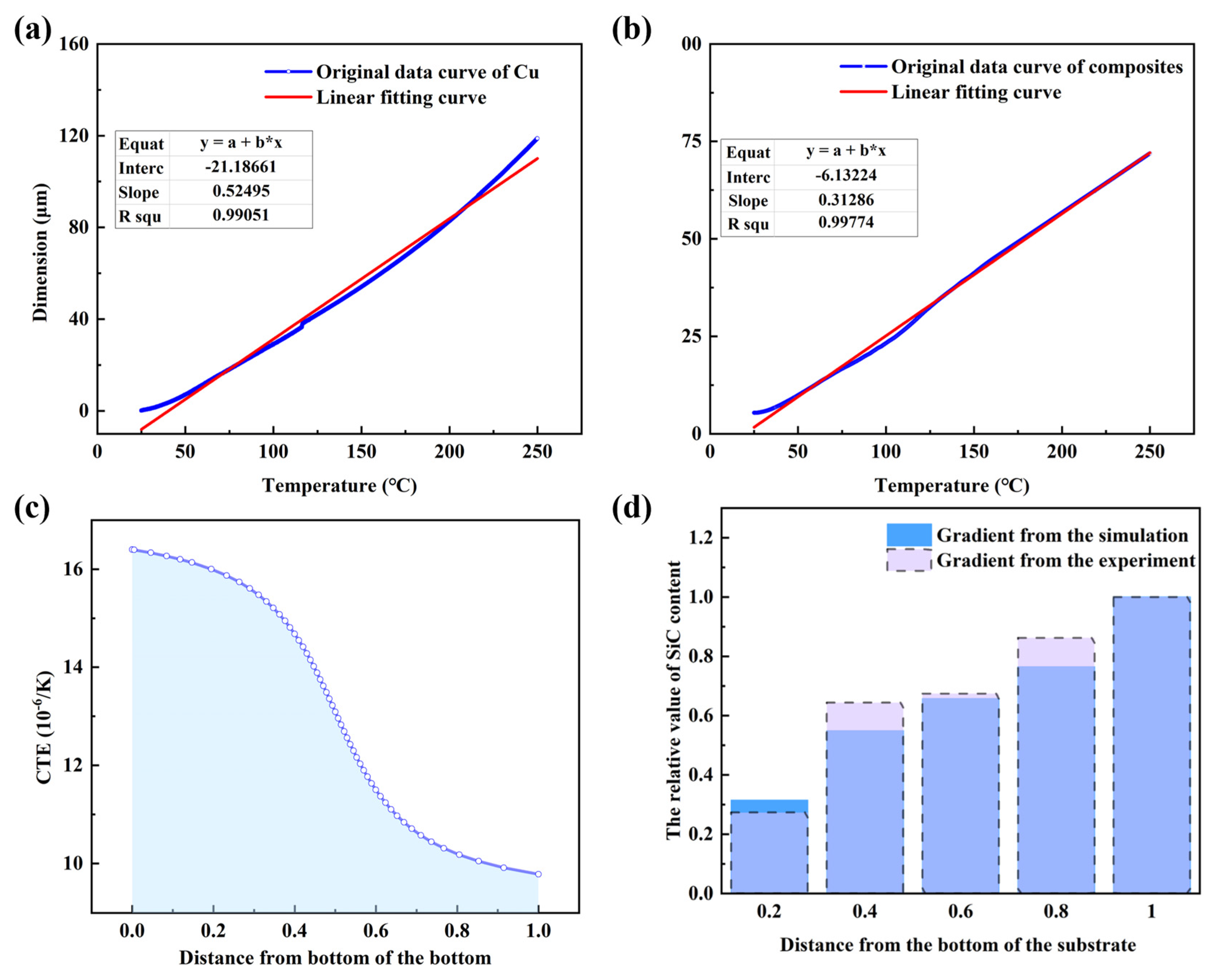
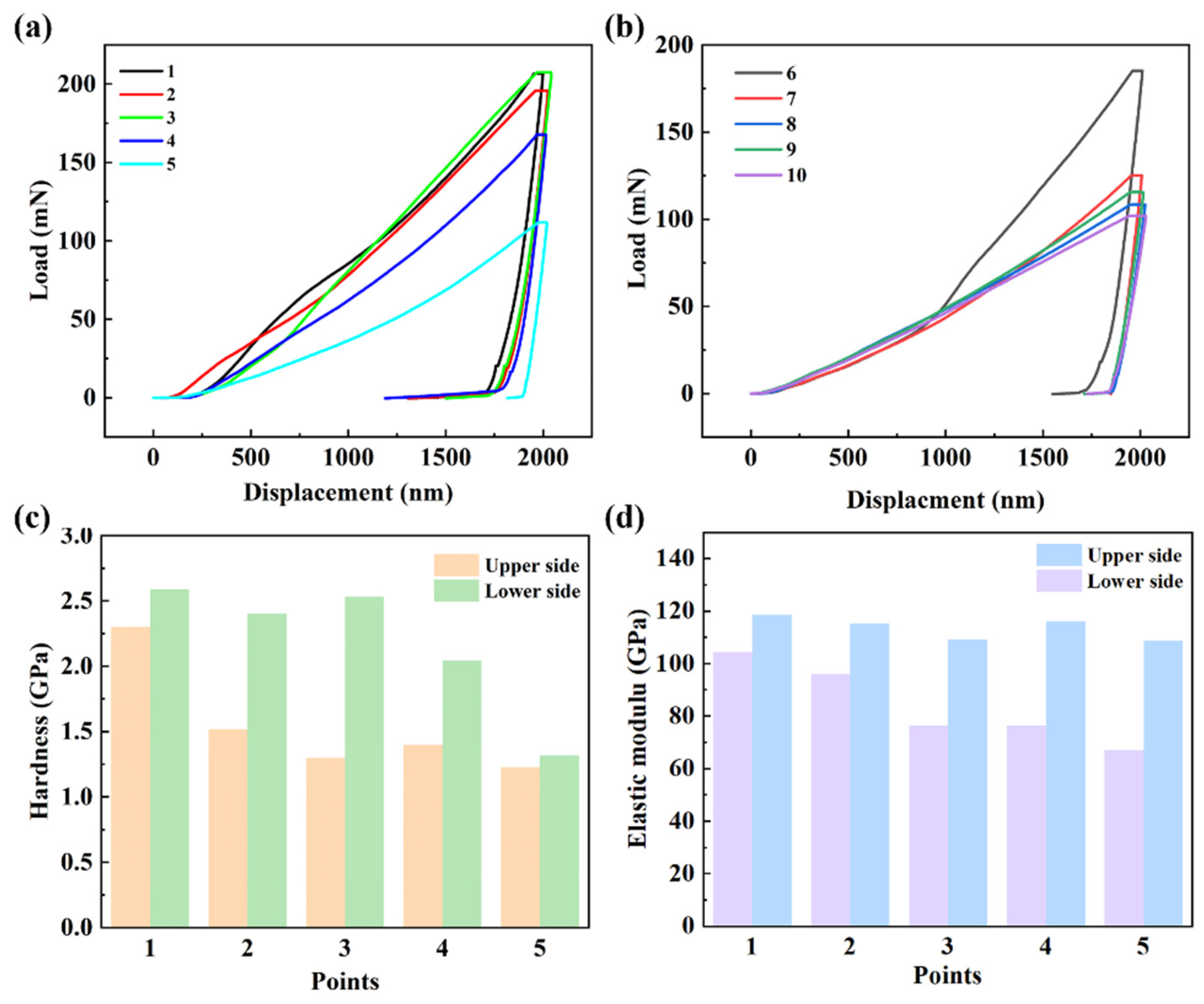
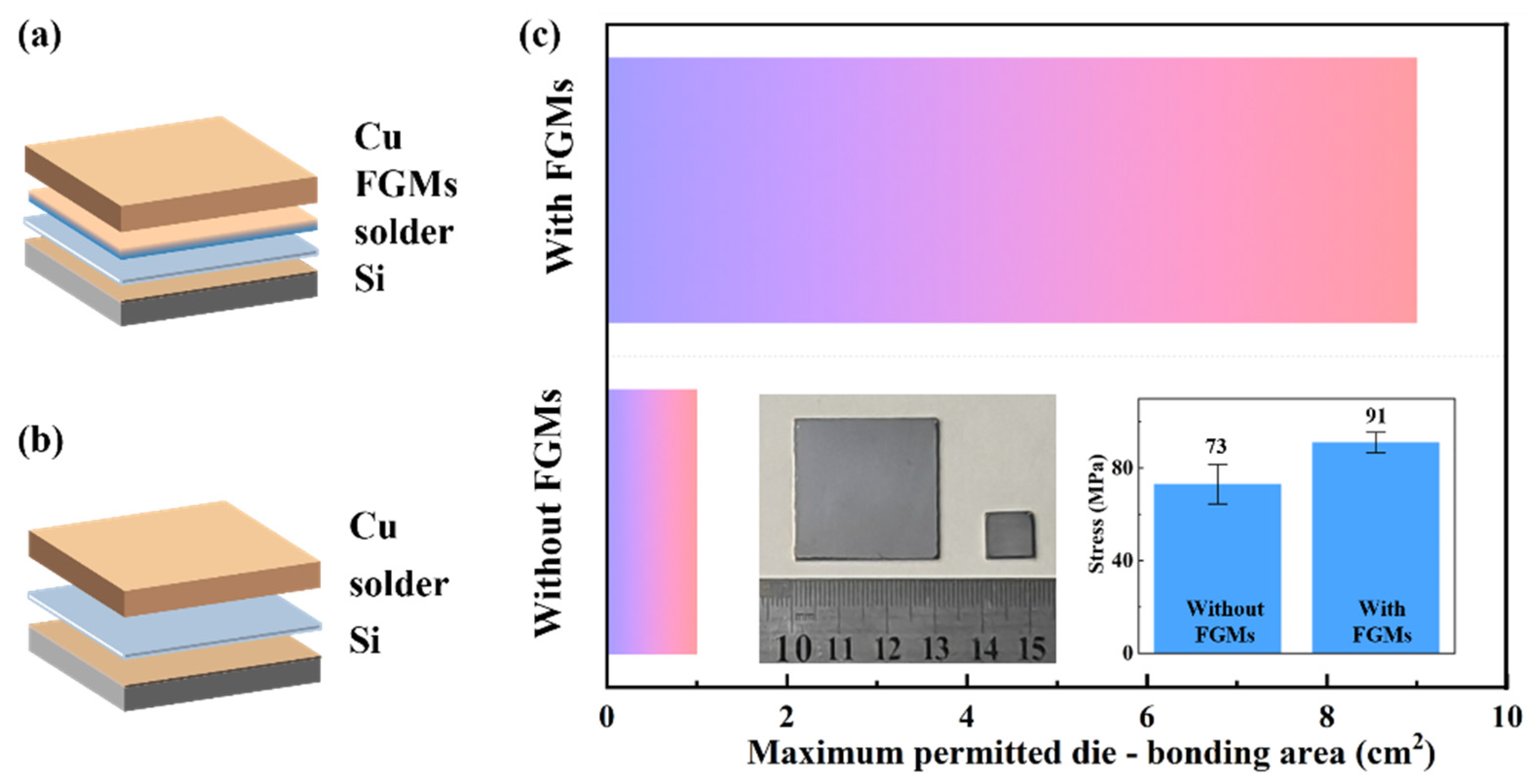
3.3. The Thermal and Mechanical Properties of the FGMs
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lai, L.; Niu, B.; Bi, Y.; Li, Y.; Yang, Z. Advancements in SiC-Reinforced Metal Matrix Composites for High-Performance Electronic Packaging: A Review of Thermo-Mechanical Properties and Future Trends. Micromachines 2023, 14, 1491. [Google Scholar] [CrossRef] [PubMed]
- Chu, K.K.; Yurovchak, T.; Chao, P.C.; Creamer, C.T. Thermal modeling of high power GaN-on-diamond HEMTs fabricated by low-temperature device transfer process. In Proceedings of the 2013 IEEE Compound Semiconductor Integrated Circuit Symposium (CSICS), Monterey, CA, USA, 13–16 October 2013; pp. 1–4. [Google Scholar] [CrossRef]
- Lakshminarayanan, V.; Sriraam, N. The effect of temperature on the reliability of electronic components. In Proceedings of the 2014 IEEE International Conference on Electronics, Computing and Communication Technologies (CONECCT), Bangalore, India, 6–7 January 2014; pp. 1–6. [Google Scholar] [CrossRef]
- Wang, L.; Li, J.; Bai, G.; Li, N.; Wang, X.; Zhang, H.; Wang, J.; Kim, M.J. Interfacial structure evolution and thermal conductivity of Cu-Zr/diamond composites prepared by gas pressure infiltration. J. Alloys Compd. 2019, 781, 800–809. [Google Scholar] [CrossRef]
- Zhang, R.; He, X.; Liu, Q.; Qu, X. Improvement in mechanical and thermal properties of graphite flake/Cu composites by introducing TiC coating on graphite flake surface. Metals 2019, 9, 519. [Google Scholar] [CrossRef]
- Chang, G.; Sun, F.; Duan, J.; Che, Z.; Wang, X.; Wang, J.; Kim, M.J.; Zhang, H. Effect of Ti interlayer on interfacial thermal conductance between Cu and diamond. Acta Mater. 2018, 160, 235–246. [Google Scholar] [CrossRef]
- Akbarpour, M.R.; Gazani, F.; Mousa Mirabad, H.; Khezri, I.; Moeini, A.; Sohrabi, N.; Kim, H.S. Recent Advances in Processing, and Mechanical, Thermal and Electrical Properties of Cu-SiC Metal Matrix Composites Prepared by Powder Metallurgy; Elsevier Ltd.: Amsterdam, The Netherlands, 2023. [Google Scholar] [CrossRef]
- Matüš, F. Probabilistic conditional independence structures and matroid theory: Background. Int. J. Gen. Syst. 1993, 22, 185–196. [Google Scholar] [CrossRef]
- Kimoto, T.; Cooper, J.A. Fundamentals of Silicon Carbide Technology; John Wiley & Sons: Hoboken, NJ, USA, 2014. [Google Scholar] [CrossRef]
- Dong, S.; Zhang, X.; Hu, P.; Zhang, W.; Han, J.; Hu, P. Biomass-derived carbon and polypyrrole addition on SiC whiskers for enhancement of electromagnetic wave absorption. Chem. Eng. J. 2019, 359, 882–893. [Google Scholar] [CrossRef]
- Hidalgo-manrique, P.; Lei, X.; Xu, R.; Zhou, M.; Kinloch, I.A.; Young, R.J. Copper/graphene composites: A review. J. Mater. Sci. 2019, 54, 12236–12289. [Google Scholar] [CrossRef]
- Boggarapu, V.; Gujjala, R.; Ojha, S.; Acharya, S.; Venkateswara babu, P.; Chowdary, S.; kumar Gara, D. State of the art in functionally graded materials. Compos. Struct. 2021, 262, 113596. [Google Scholar] [CrossRef]
- Güler, O.; Alver, Ü.; Varol, T. Fabrication and characterization of novel layered materials produced by electroless plating and hot pressing. J. Alloys Compd. 2020, 835, 155278. [Google Scholar] [CrossRef]
- Kang, H.K.; Kang, S.B. Thermal decomposition of silicon carbide in a plasma-sprayed Cu/SiC composite deposit. Mater. Sci. Eng. A 2006, 428, 336–345. [Google Scholar] [CrossRef]
- Kim, D.; Lee, Y.; Kim, K.; Kwon, H. Effect of interdiffusion layer of functionally graded Al–Cu composites fabricated by spark plasma sintering on mechanical and thermal properties. J. Mater. Res. Technol. 2024, 30, 5278–5285. [Google Scholar] [CrossRef]
- Zhan, K.; Wang, W.; Li, F.; Cao, J.; Liu, J.; Yang, Z.; Wang, Z.; Zhao, B. Microstructure and properties of graphene oxide reinforced copper-matrix composite foils fabricated by ultrasonic assisted electrodeposition. Mater. Sci. Eng. A 2023, 872, 144995. [Google Scholar] [CrossRef]
- Banthia, S.; Sengupta, S.; Das, S.; Das, K. Synthesis and characterization of novel Cu, Cu-SiC functionally graded coating by pulse reverse electrodeposition. Appl. Surf. Sci. 2019, 467–468, 567–579. [Google Scholar] [CrossRef]
- Banthia, S.; Sengupta, S.; Das, S.; Das, K. Cu, Cu-SiC functionally graded coating for protection against corrosion and wear. Surf. Coat. Technol. 2019, 374, 833–844. [Google Scholar] [CrossRef]
- Barman, M.; Suresh, G.; Hari Teja, K.; Jagadeesh, M. Characterization of Cu based Functionally Graded materials reinforced with SiC. Mater. Today Proc. 2023, 10–13. [Google Scholar] [CrossRef]
- Han, L.; Wang, J.; Guo, S.; Chen, Y.; Shi, C.; Huang, Y.; Wang, Z.; Liu, Y.; Zhao, N. Fabrication and performance of SiC-reinforced Cu: Role of the aspect ratio of the SiC reinforcement phase. Mater. Des. 2022, 220, 110869. [Google Scholar] [CrossRef]
- Li, M.; Chen, F.; Si, X.; Wang, J.; Du, S.; Huang, Q. Copper–SiC whiskers composites with interface optimized by Ti3SiC2. J. Mater. Sci. 2018, 53, 9806–9815. [Google Scholar] [CrossRef]
- Lai, L.; Wu, Y.; Yang, Y.; Wang, H.; Yang, Z.; Ding, G. Microfabrication and Characterization of High Tensile Strength SiC Whisker-Reinforced Nickel Composite Coatings by Electrodeposition. J. Electrochem. Soc. 2019, 166, D726–D736. [Google Scholar] [CrossRef]
- Zhang, Y.; Lai, L.; Cui, D.; Zhu, Y.; Cai, H.; Yan, B.; Li, Y.; Yang, Z.; Ding, G. Hybrid effect on mechanical and thermal performance of copper matrix composites reinforced with SiC whiskers. Ceram. Int. 2024, 50, 16553–16563. [Google Scholar] [CrossRef]
- Somani, N.; Tyagi, Y.K.; Gupta, N.K. An investigation on the influence of sintering temperature on microstructural, physical and mechanical properties of Cu-SiC composites. J. Eng. Des. Technol. 2024, 22, 77–88. [Google Scholar] [CrossRef]
- Lai, L.; Li, H.; Sun, Y.; Ding, G.; Wang, H.; Yang, Z. Investigation of electrodeposition external conditions on morphology and texture of Ni/SiCw composite coatings. Appl. Sci. 2019, 9, 3824. [Google Scholar] [CrossRef]
- Zhang, Z.; Xu, Z.; Liao, Z.; Chen, C.; Wei, G. A novel synthesis method for functionally graded alloy coatings by induced electrodeposition. Mater. Lett. 2022, 312, 131681. [Google Scholar] [CrossRef]
- Biswal, H.J.; Kaur, J.J.; Vundavilli, P.R.; Gupta, A. Recent advances in energy field assisted hybrid electrodeposition and electroforming processes. CIRP J. Manuf. Sci. Technol. 2022, 38, 518–546. [Google Scholar] [CrossRef]
- Savall, C.; Godon, A.; Creus, J.; Feaugas, X. Influence of deposition parameters on microstructure and contamination of electrodeposited nickel coatings from additive-free sulphamate bath. Surf. Coat. Technol. 2012, 206, 4394–4402. [Google Scholar] [CrossRef]
- Liu, H.C.; Yang, S.C.; Ong, J.J.; Tran, D.P.; Gusak, A.M.; Tu, K.N.; Chen, C. Evolution of interfacial voids in Cu-to-Cu joints. Mater. Charact. 2022, 190, 112085. [Google Scholar] [CrossRef]
- Bazarnik, P.; Nosewicz, S.; Romelczyk-Baishya, B.; Chmielewski, M.; Strojny Nędza, A.; Maj, J.; Huang, Y.; Lewandowska, M.; Langdon, T.G. Effect of spark plasma sintering and high-pressure torsion on the microstructural and mechanical properties of a Cu–SiC composite. Mater. Sci. Eng. A 2019, 766, 138350. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Si | O | C | |
|---|---|---|---|---|
| Point 1 | 80.7 | 1.1 | 4.6 | 13.6 |
| Point 2 | 2.8 | 42.7 | 11.3 | 42.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Lai, L.; Luo, Y.; Yang, Z.; Ding, G. An Innovative Strategy for Achieving Interface Gradient Material Using Co-Deposition Technology. Nanomaterials 2025, 15, 718. https://doi.org/10.3390/nano15100718
Zhang Y, Lai L, Luo Y, Yang Z, Ding G. An Innovative Strategy for Achieving Interface Gradient Material Using Co-Deposition Technology. Nanomaterials. 2025; 15(10):718. https://doi.org/10.3390/nano15100718
Chicago/Turabian StyleZhang, Yanxin, Liyan Lai, Yan Luo, Zhuoqing Yang, and Guifu Ding. 2025. "An Innovative Strategy for Achieving Interface Gradient Material Using Co-Deposition Technology" Nanomaterials 15, no. 10: 718. https://doi.org/10.3390/nano15100718
APA StyleZhang, Y., Lai, L., Luo, Y., Yang, Z., & Ding, G. (2025). An Innovative Strategy for Achieving Interface Gradient Material Using Co-Deposition Technology. Nanomaterials, 15(10), 718. https://doi.org/10.3390/nano15100718