
Insight into Structural Changes and Electrochemical Properties of Spark Plasma Sintered Nanostructured Ferritic and Austenitic Stainless Steels


 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
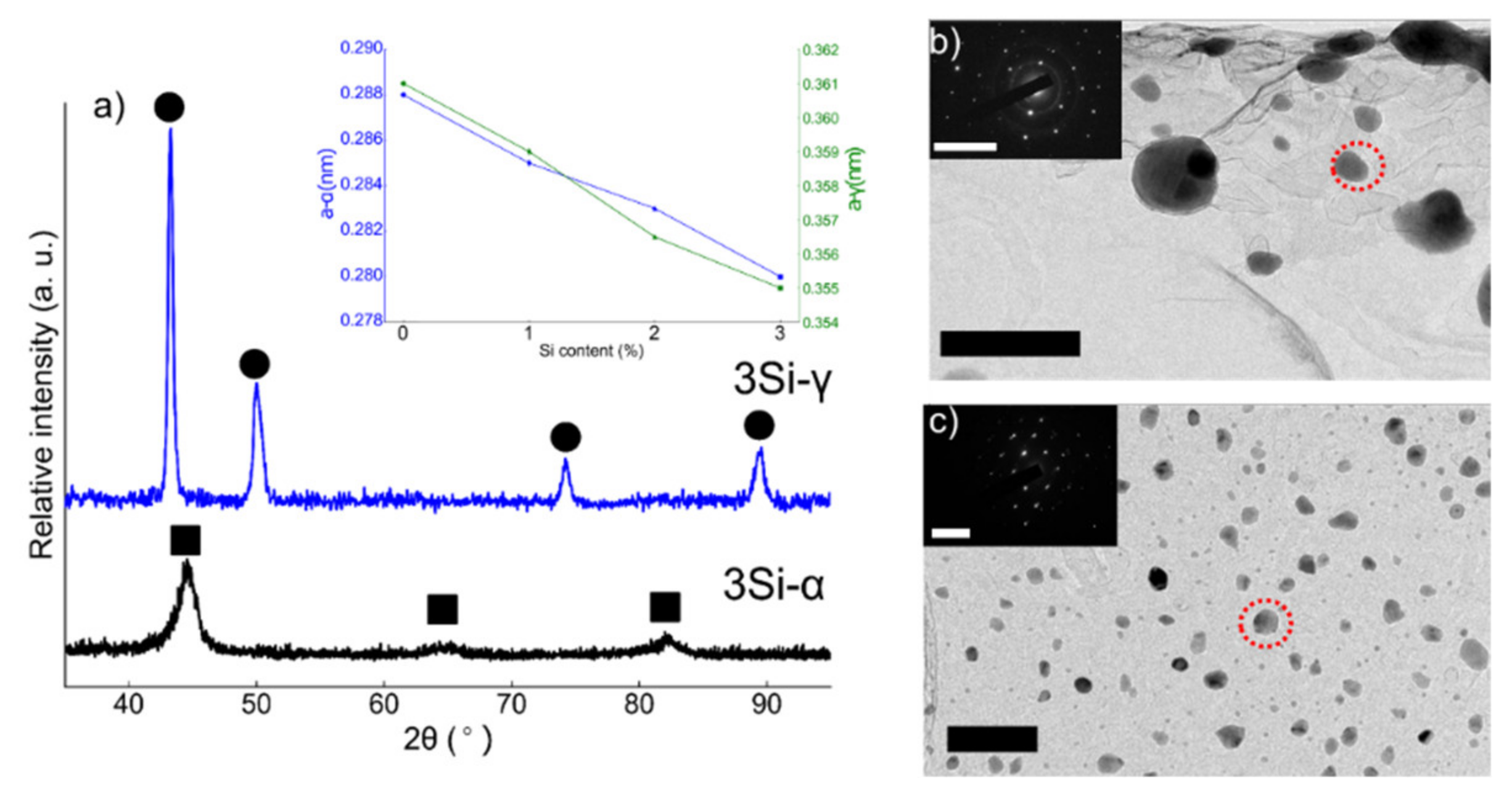
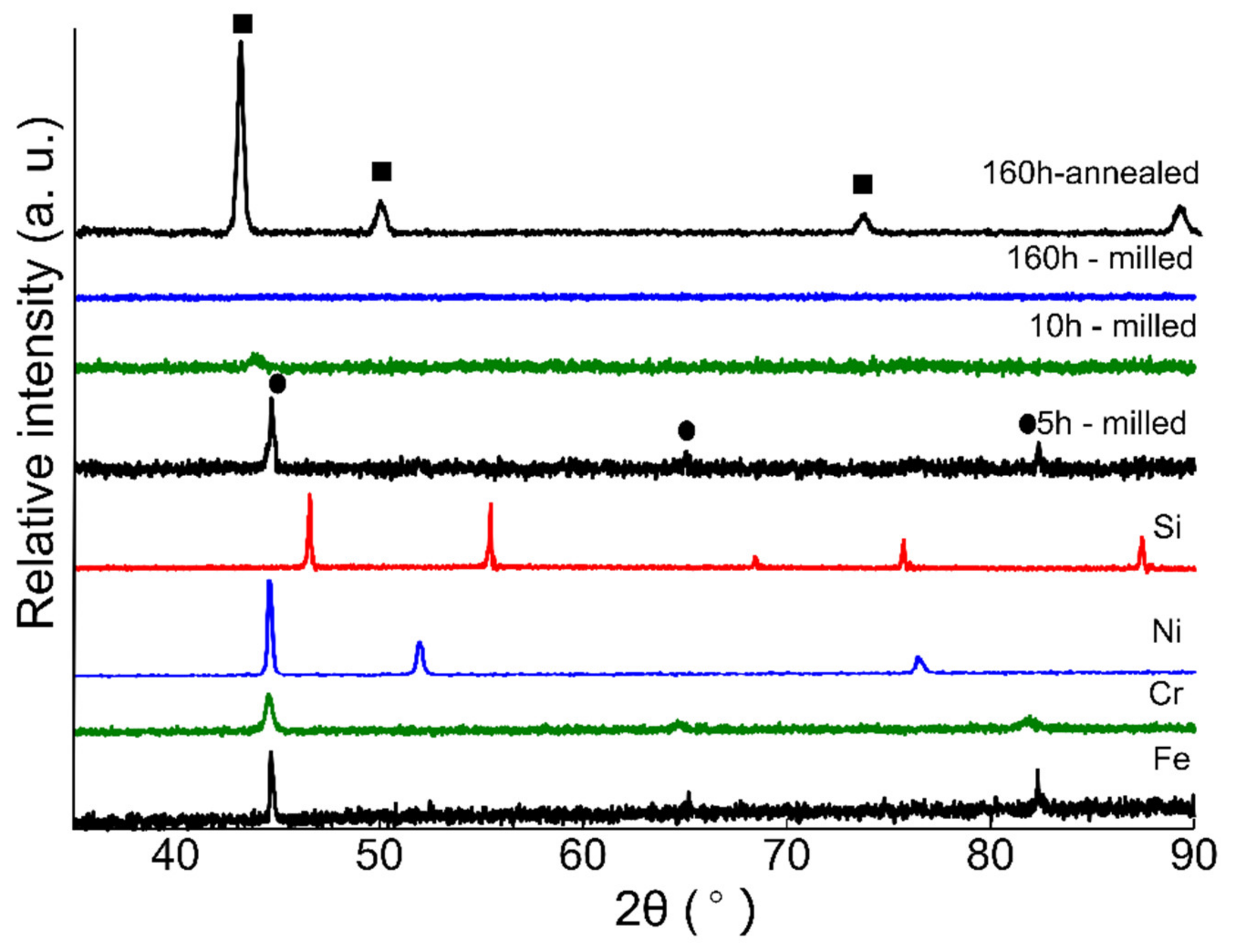
3.1. Characterization of Ball-Milled Powders
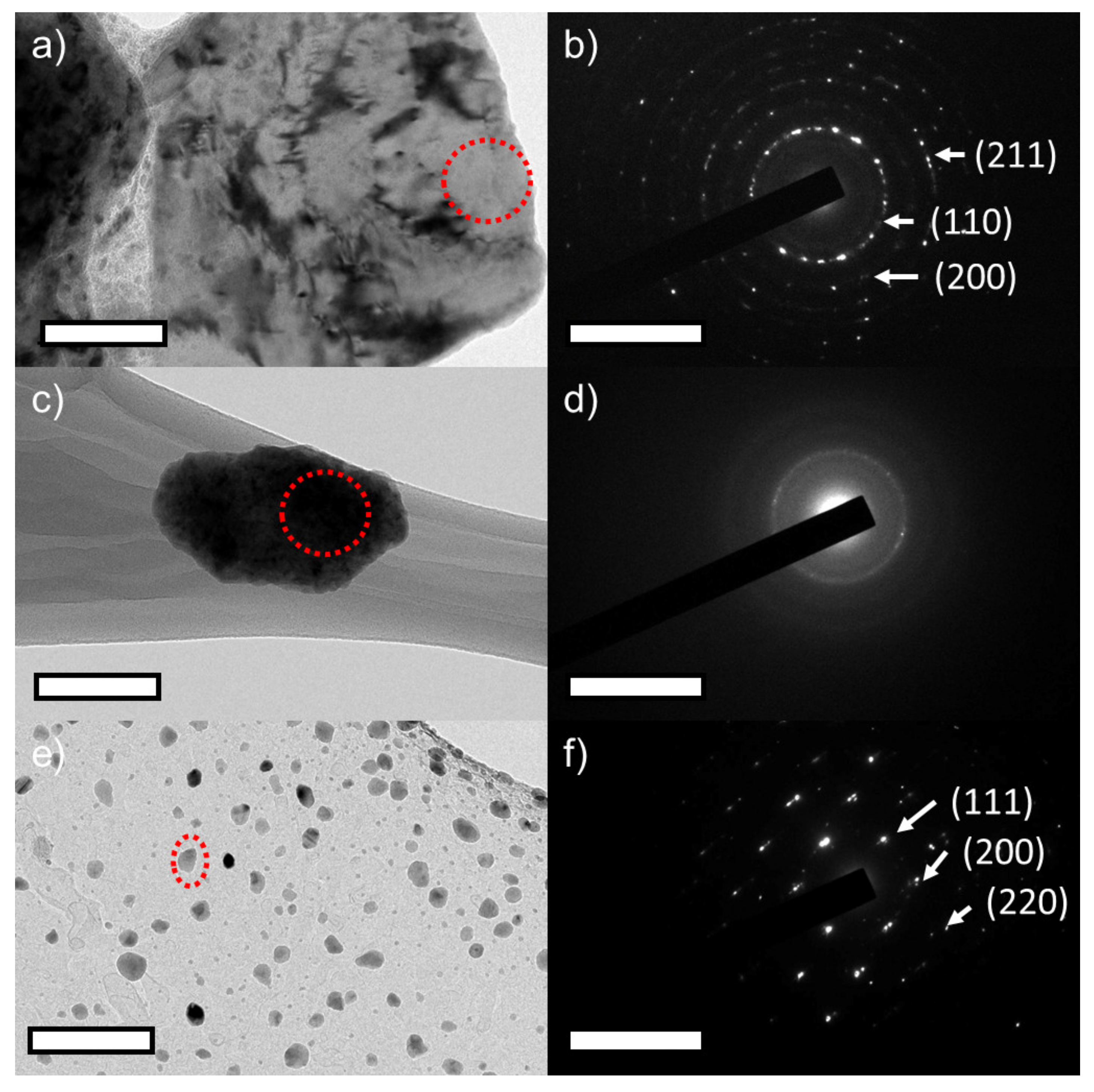
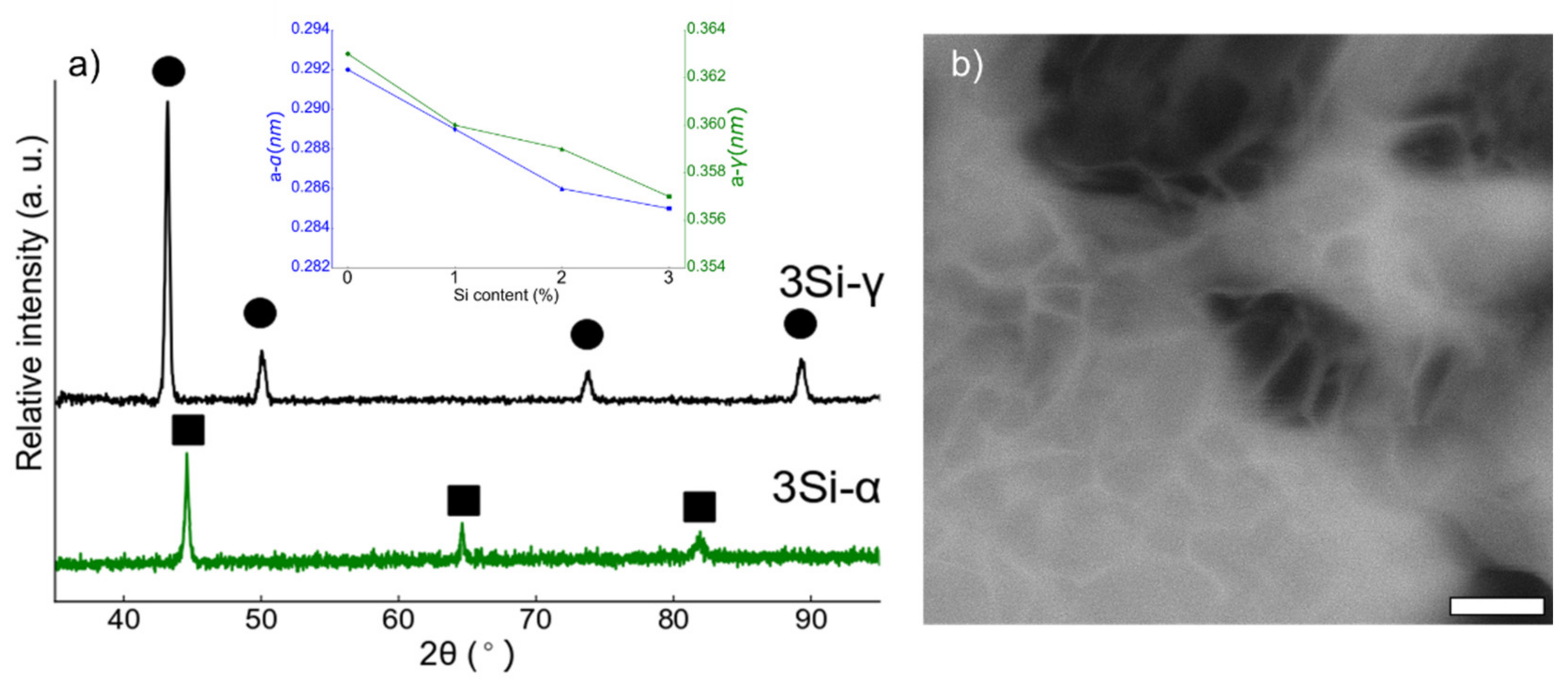
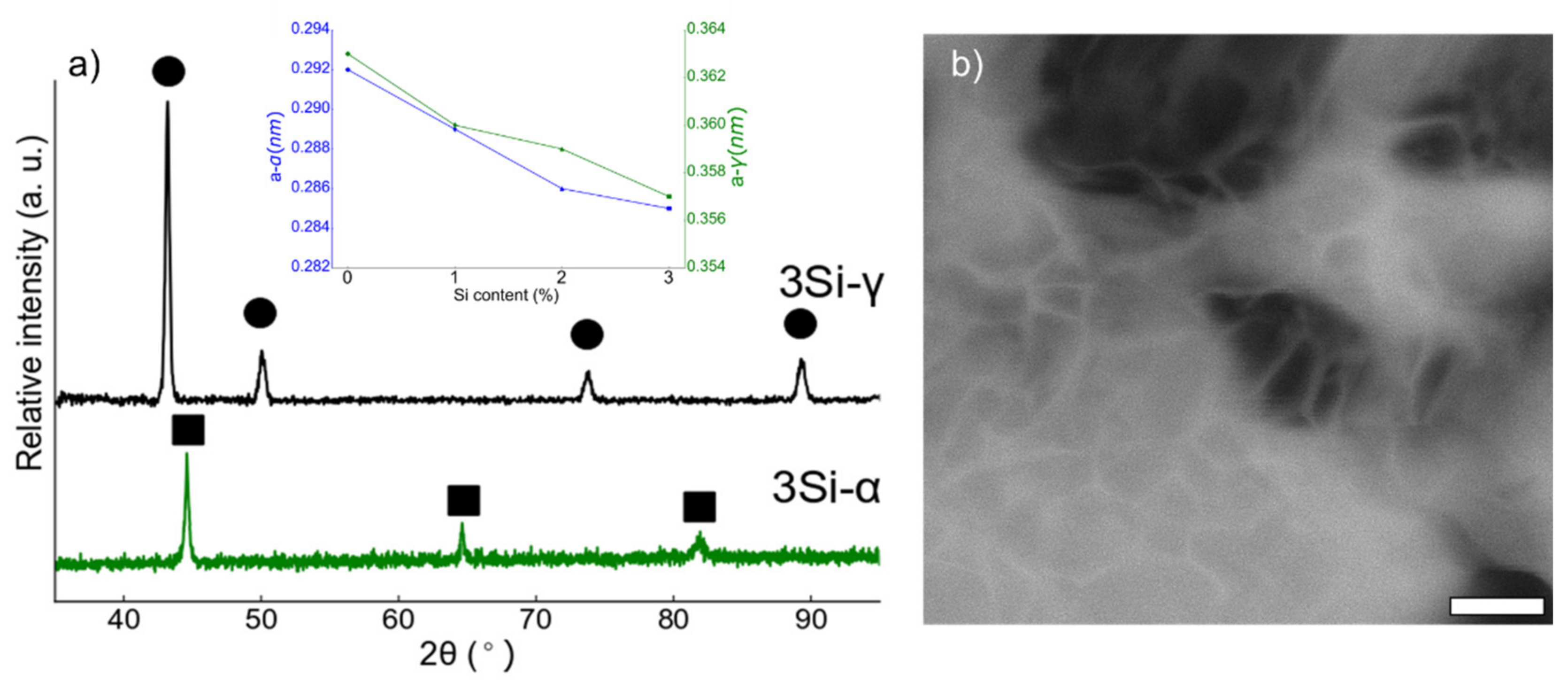
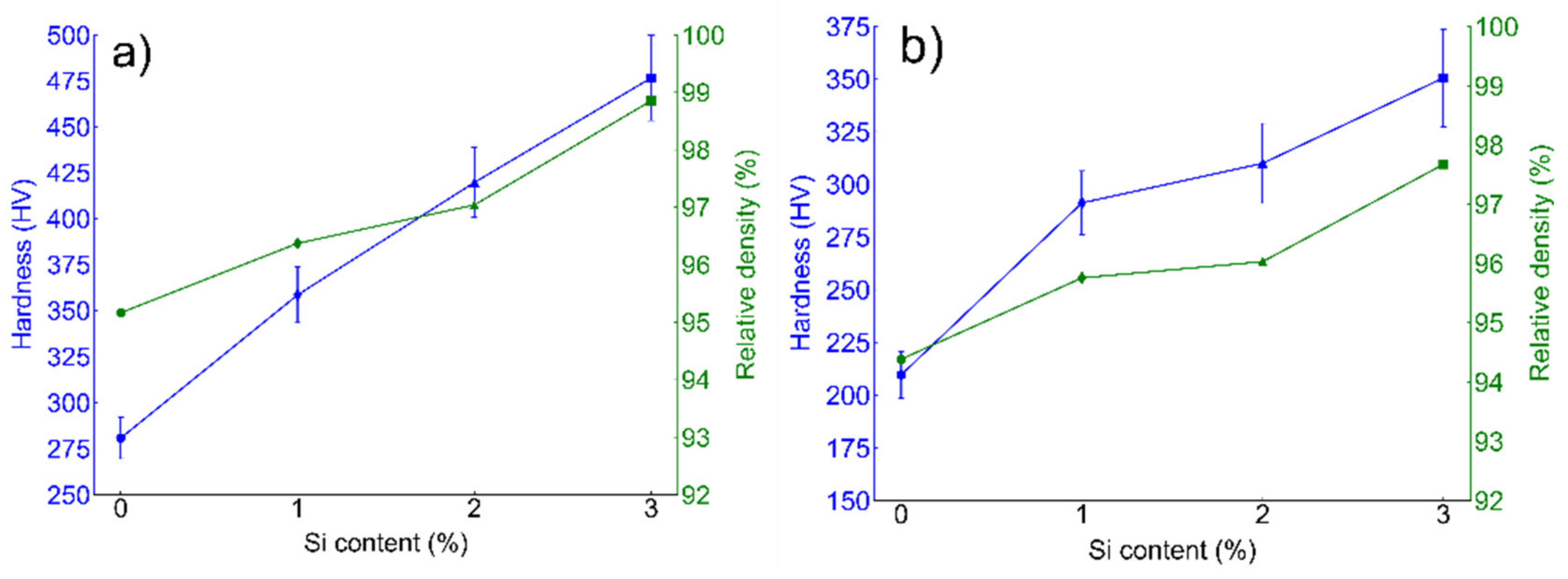
3.2. Characterization of Spark Plasma Sintered Specimens
3.3. Electrochemical Investigations
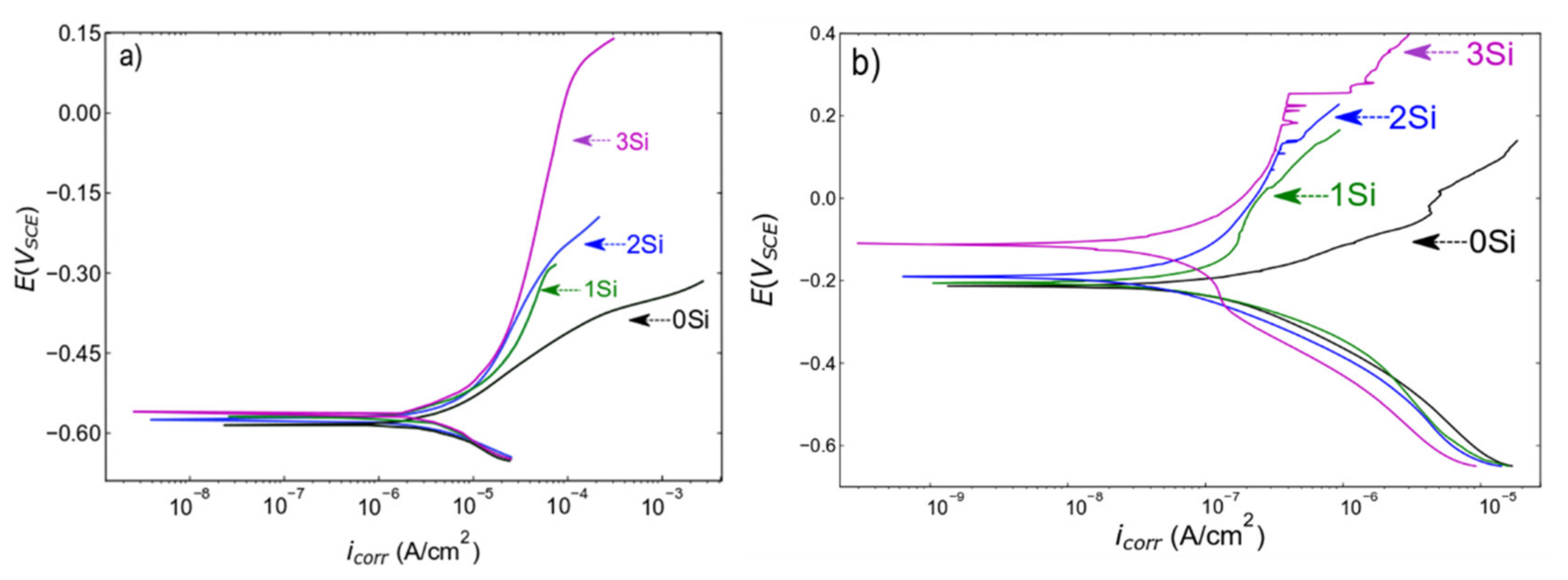
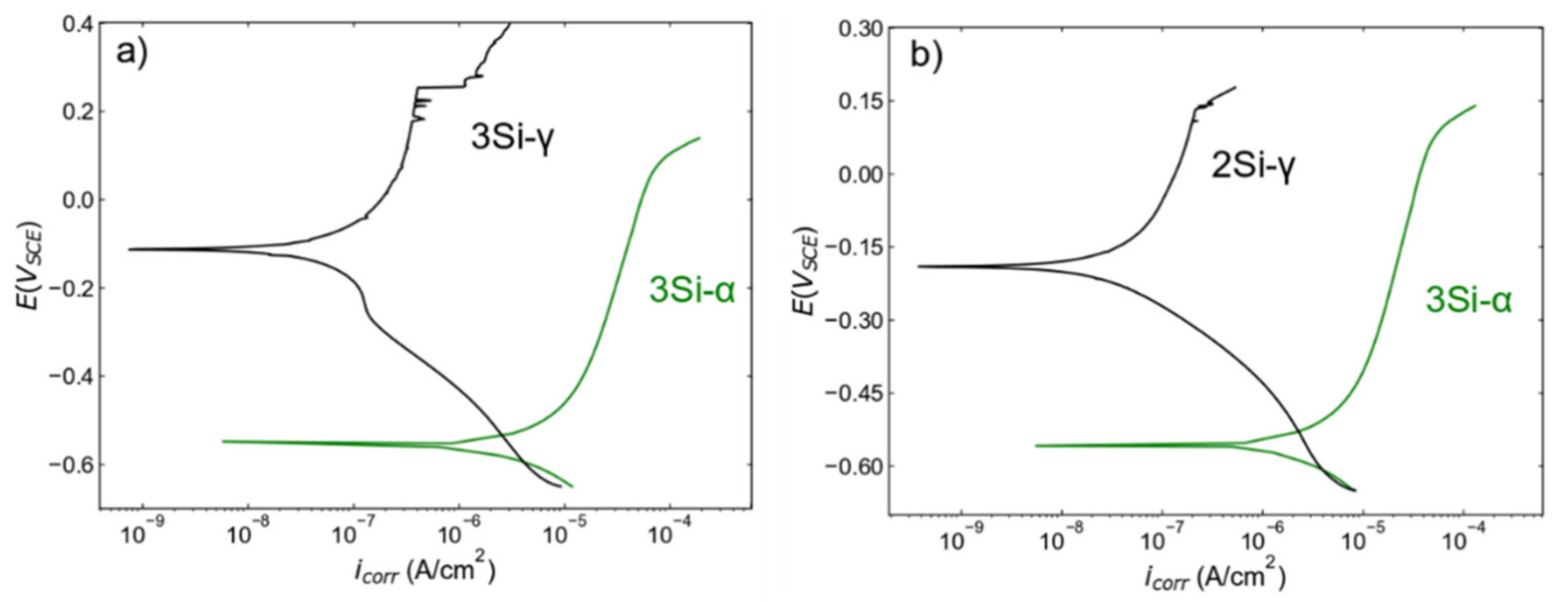
3.3.1. Potentiodynamic Polarization (PDP)
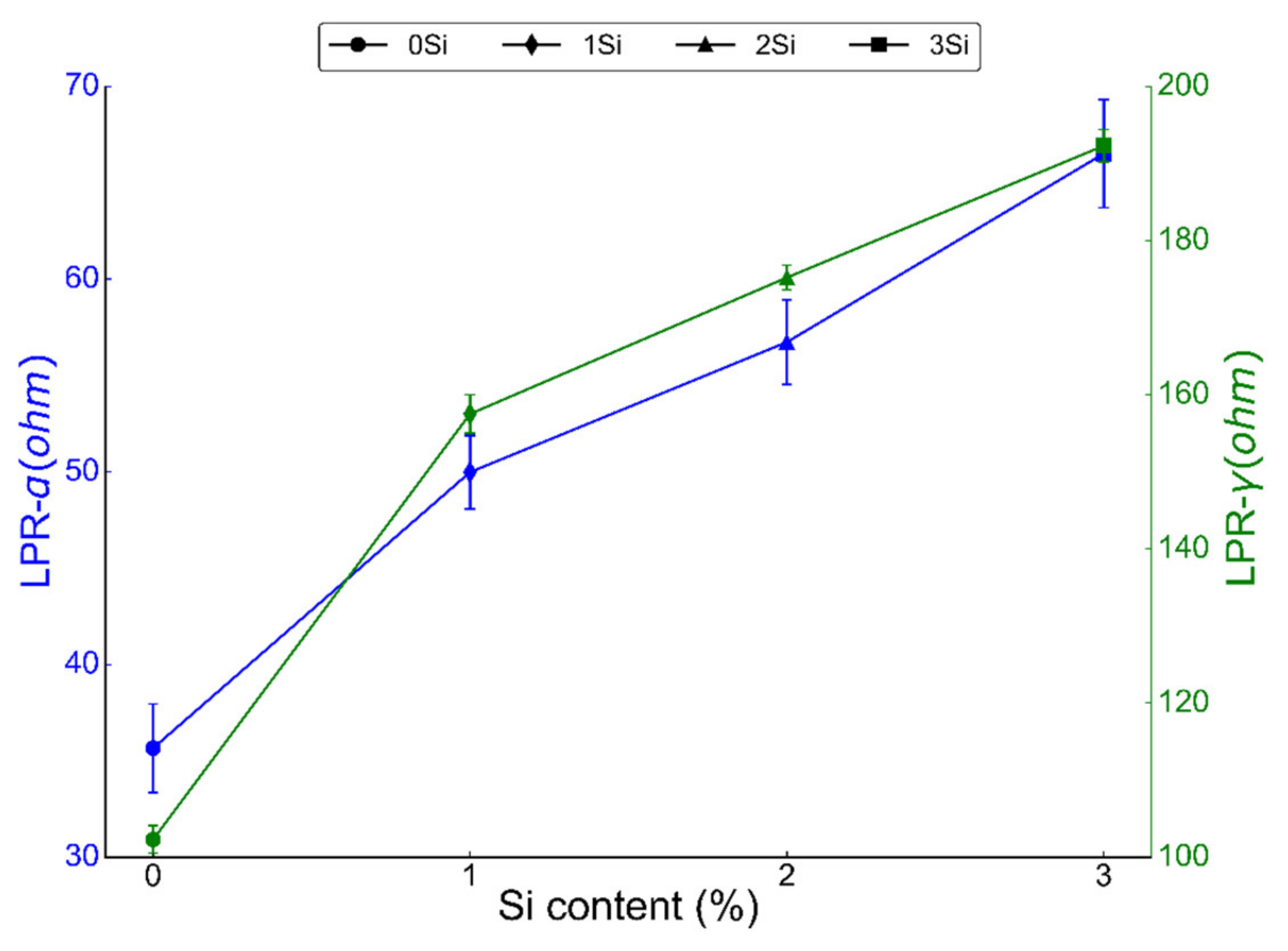
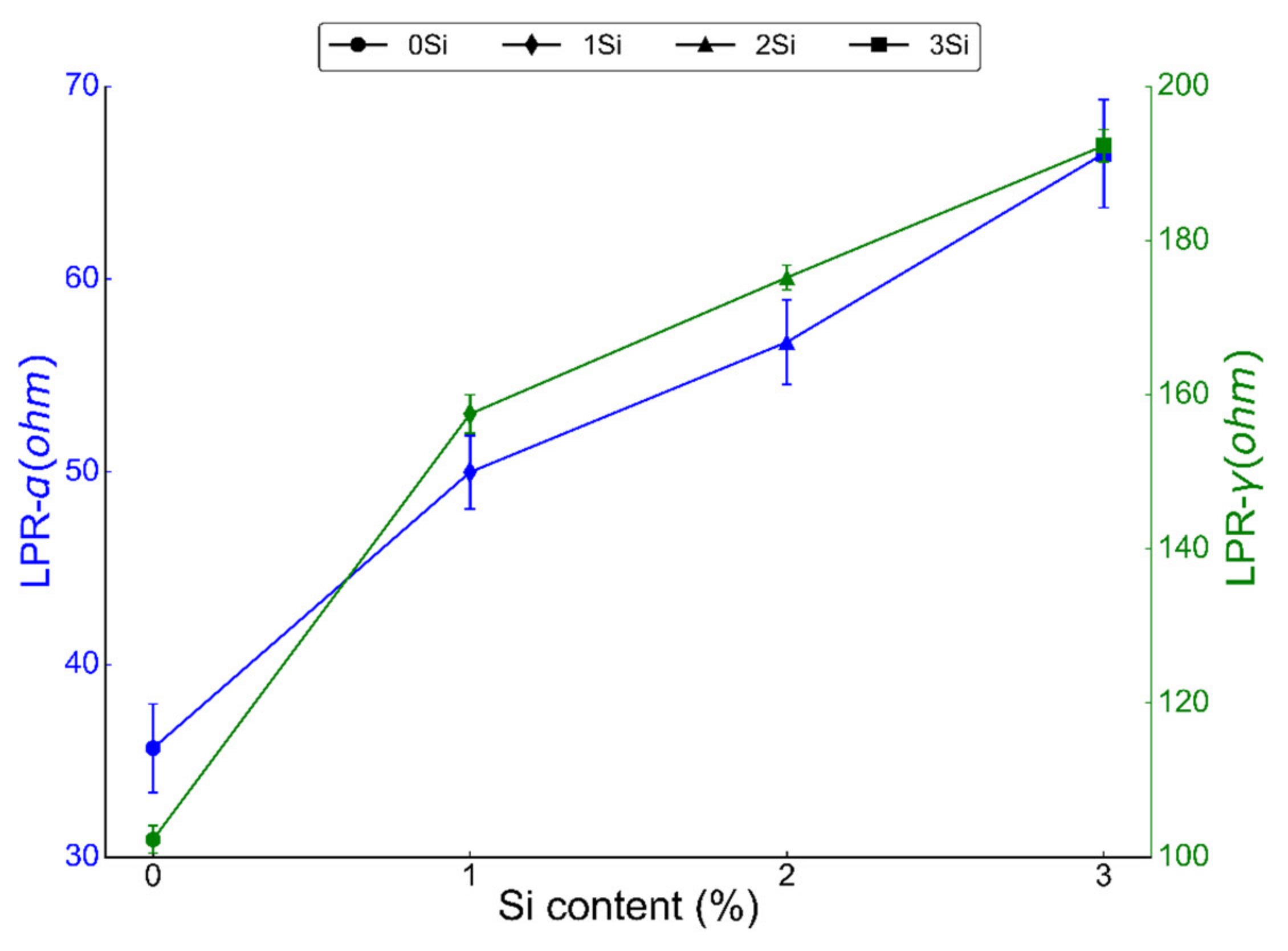
3.3.2. Linear Polarization Resistance (LPR)
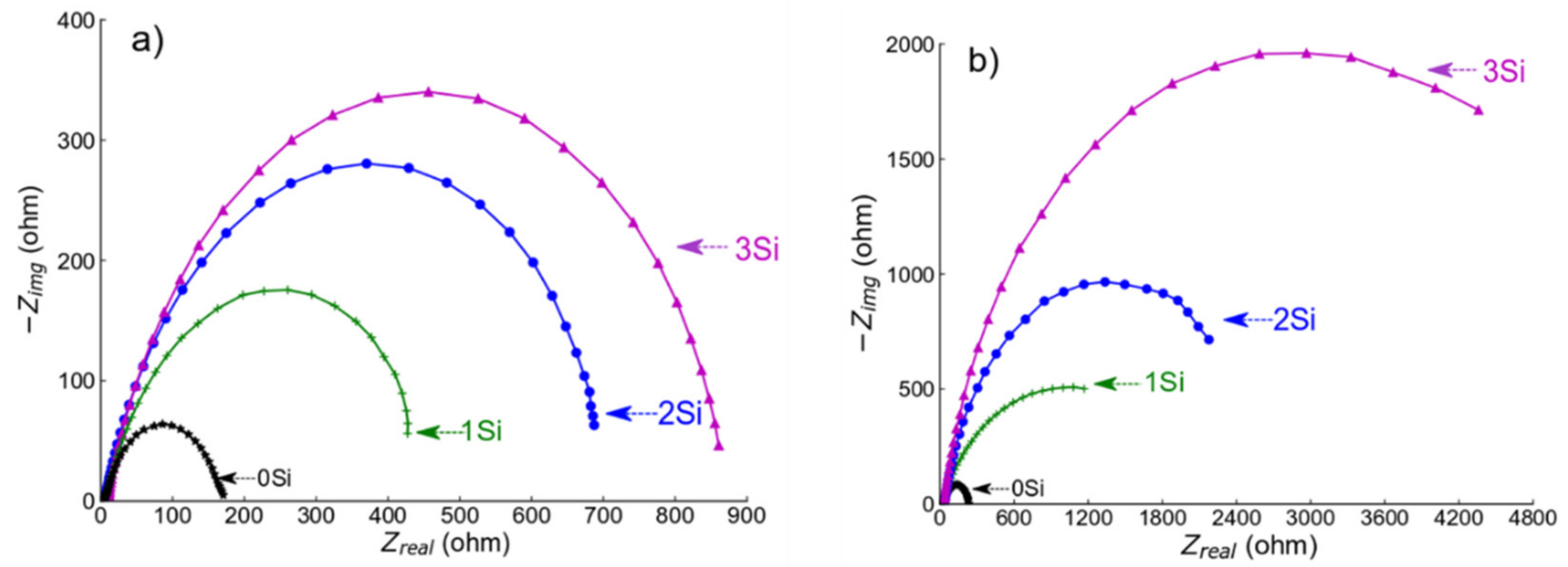
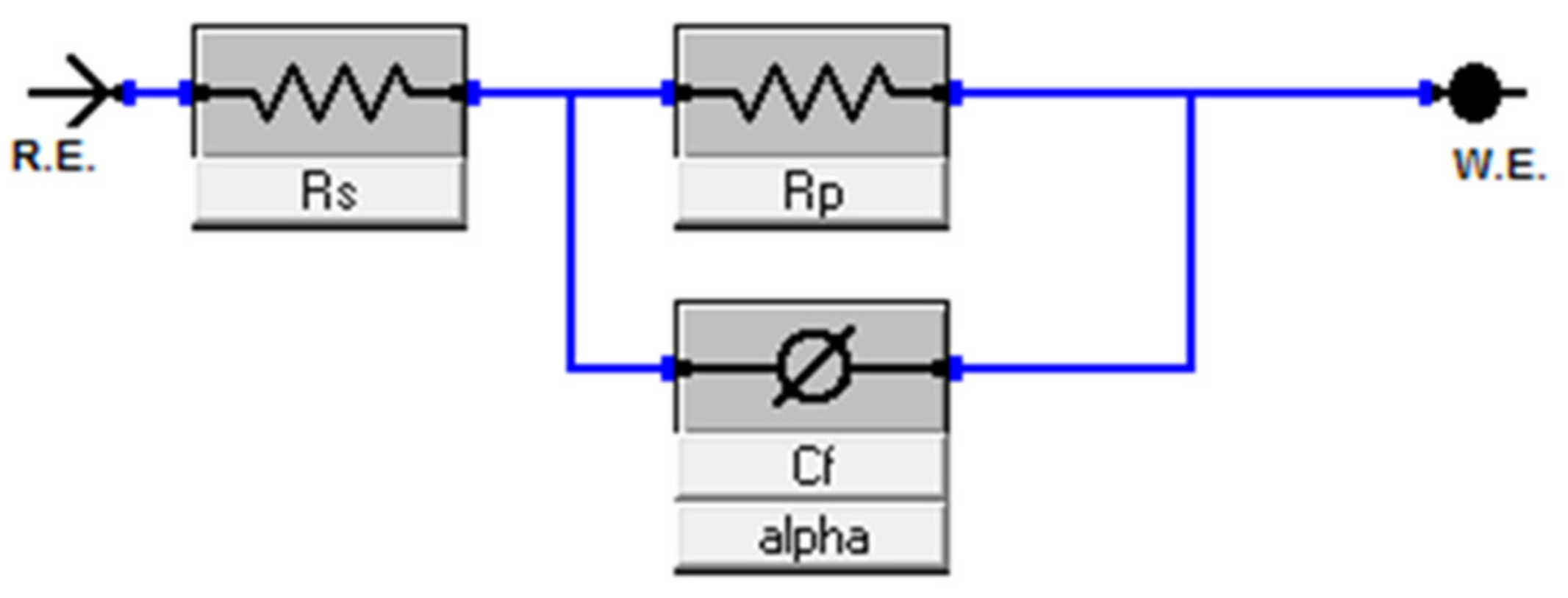
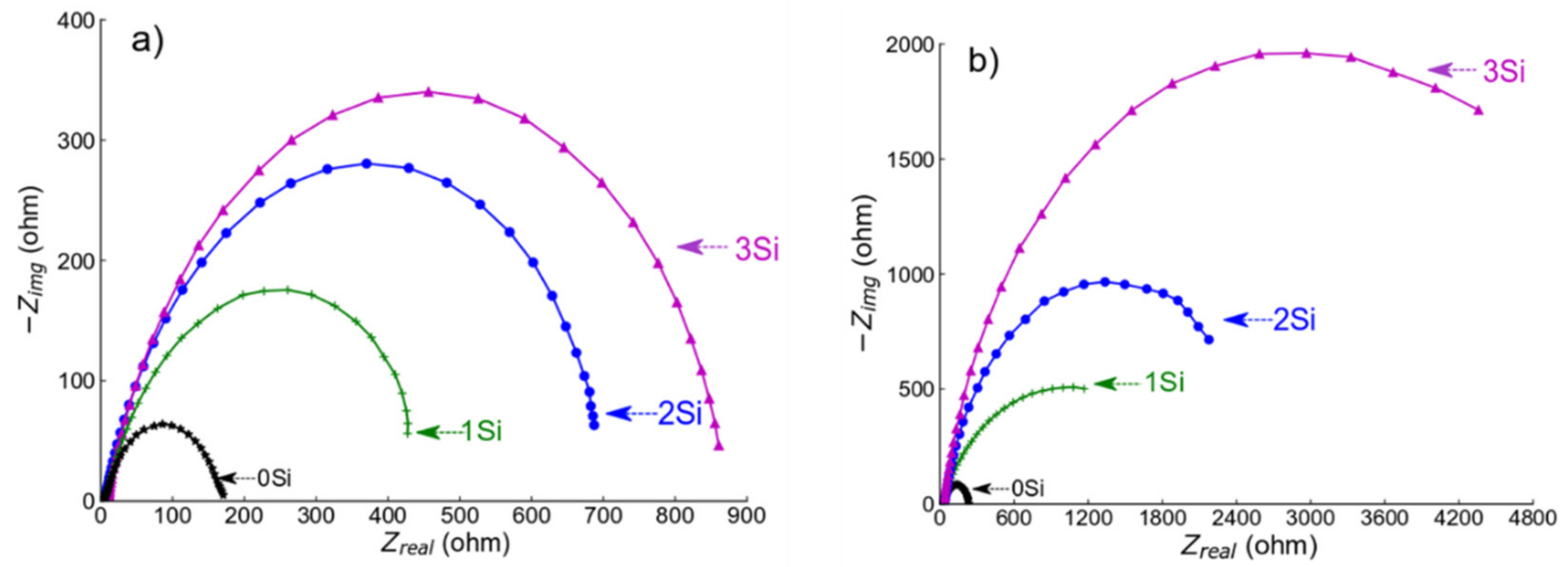
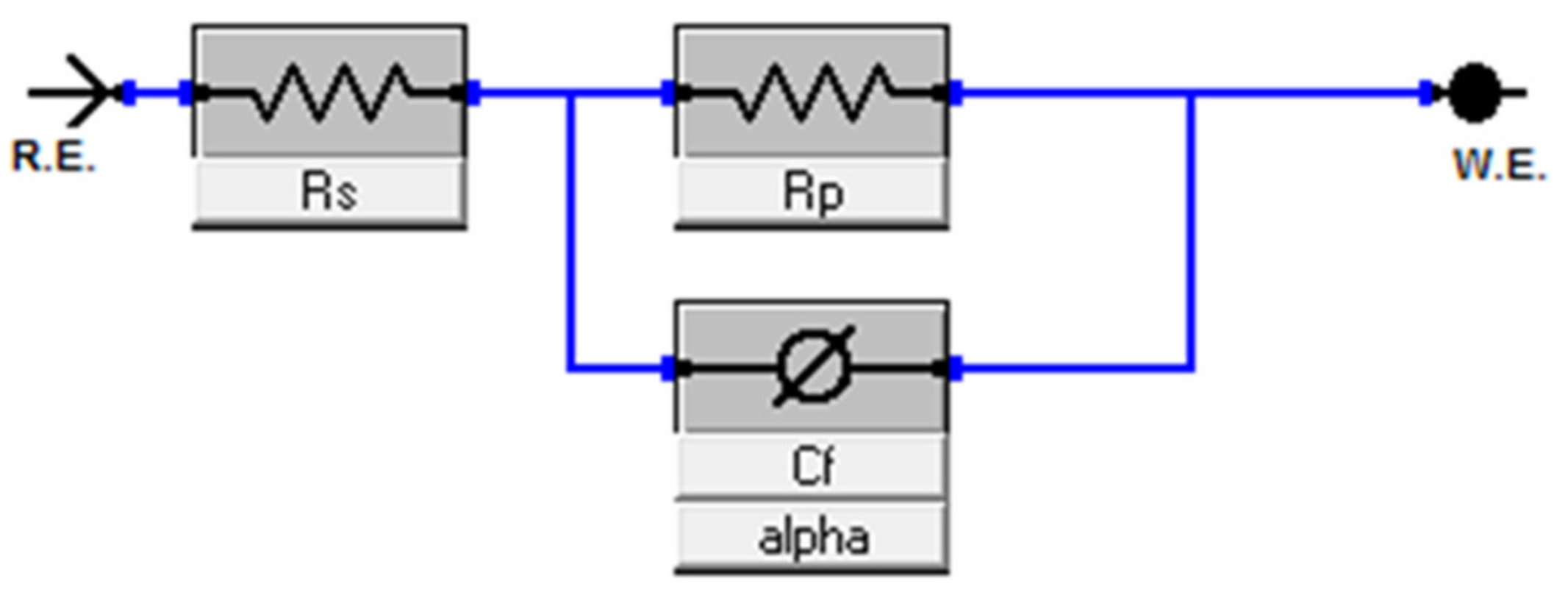
3.3.3. Electrochemical Impedance Spectroscopy (EIS)
4. Discussion
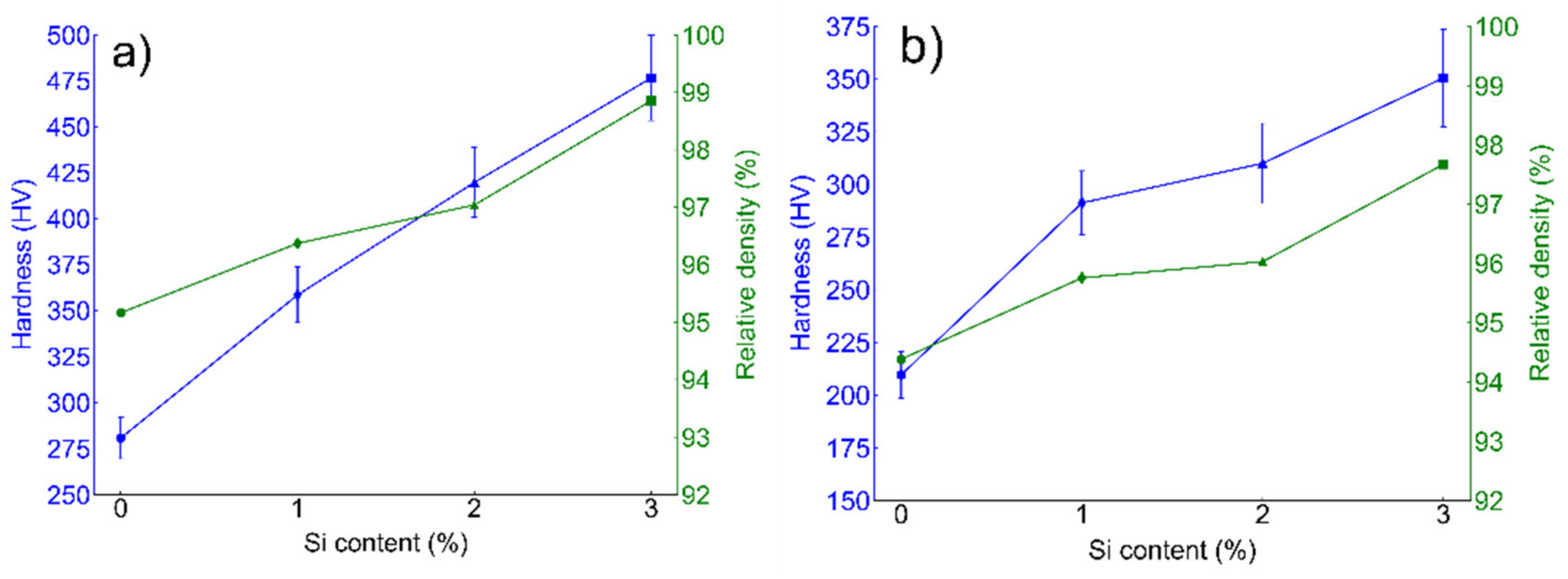
4.1. Microstructure and Mechanical Characterization
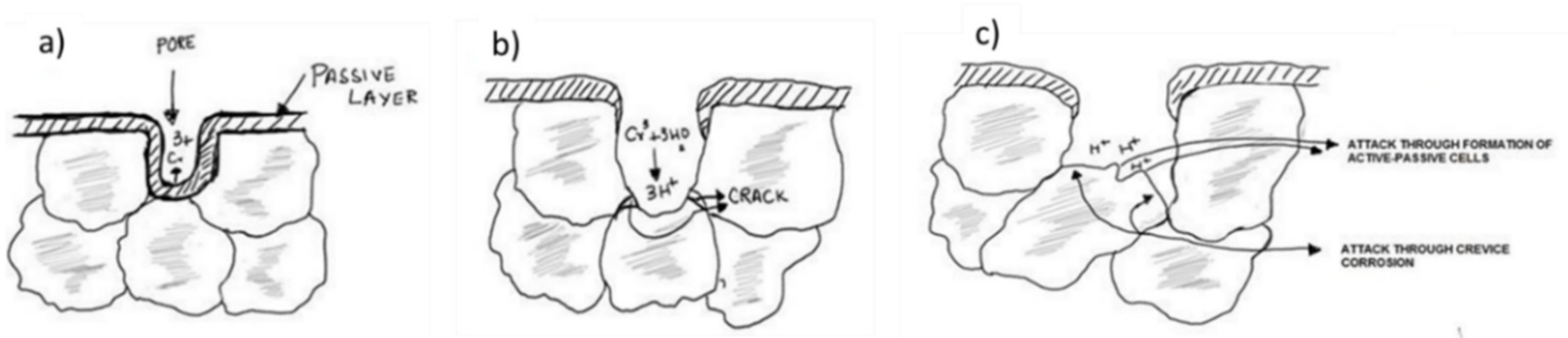
4.2. Electrochemical Mechanism in PM Alloys
4.3. Comparison of Ferritic SSs with Austenitic SSs
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Suryanarayana, C.; Ivanov, E. Advances in Powder Metallurgy: 3. In Mechanochemical Synthesis of Nanocrystalline Metal Powders; Elsevier Science: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Oke, S.R.; Ige, O.O.; Falodun, O.E.; Okoro, A.M.; Mphahlele, M.R.; Olubambi, P.A. Powder metallurgy of stainless steels and composites: A review of mechanical alloying and spark plasma sintering. Int. J. Adv. Manuf. Technol. 2019, 102, 3271–3290. [Google Scholar] [CrossRef]
- Kurgan, N. Effects of sintering atmosphere on microstructure and mechanical property of sintered powder metallurgy 316L stainless steel. Mater. Des. 2013, 52, 995–998. [Google Scholar] [CrossRef]
- Uzunsoy, D. Investigation of dry sliding wear properties of boron doped powder metallurgy 316L stainless steel. Mater. Des. 2013, 31, 3896–3900. [Google Scholar] [CrossRef]
- Kurata, Y.; Futakawa, M.; Saito, S. Comparison of the corrosion behavior of austenitic and ferritic/martensitic steels exposed to static liquid Pb–Bi at 450 and 550 °C. J. Nucl. Mater. 2005, 343, 333–340. [Google Scholar] [CrossRef]
- Öztürk, B.; Topcu, A.; Cora, Ö.N. Influence of processing parameters on the porosity, thermal expansion, and oxidation behavior of consolidated Fe22Cr stainless steel powder. Powder Technol. 2021, 382, 199–207. [Google Scholar] [CrossRef]
- Baran, M.C.; Shaw, B.A. Corrosion modes in P/M ferritic stainless steels. Int. J. Powder Metall. 2000, 36, 57–68. [Google Scholar]
- Velasco, F.; Bautista, A. High-temperature oxidation and aqueous corrosion performance of ferritic, vacuum-sintered stainless steels prealloyed with Si. Corros. Sci. 2009, 51, 21–27. [Google Scholar] [CrossRef]
- Bautista, M.A.; Velasco, F.J.; Campos, M.; Rabanal, M.E.; Torralba, J.M. Oxidation behavior at 900°C of austenitic, ferritic, and duplex stainless steels manufactured by powder metallurgy. Oxid. Met. 2003, 59, 373–393. [Google Scholar] [CrossRef]
- Saeidi, K.; Kevetkova, L.; Lofaj, F.; Shen, Z. Novel ferritic stainless steel formed by laser melting from duplex stainless steel powder with advanced mechanical properties and high ductility. Mater. Sci. Eng. A 2016, 665, 59–65. [Google Scholar] [CrossRef]
- Martín, F.; García, C.; Blanco, Y.; Rodriguez-Mendez, M.L. Influence of sinter-cooling rate on the mechanical properties of powder metallurgy austenitic, ferritic, and duplex stainless steels sintered in vacuum. Mater. Sci. Eng. A 2015, 642, 360–365. [Google Scholar] [CrossRef]
- Otero, E.; Pardo, A.; Utrilla, M.; Sáenz, E.; Álvarez, J. Corrosion behaviour of aisi 304l and 316l stainless steels prepared by powder metallurgy in the presence of sulphuric and phosphoric acid. Corros. Sci. 1998, 40, 1421–1434. [Google Scholar] [CrossRef]
- Ahmed, J.; Toor, I.H.; Al-Aqeeli, N. Effect of sintering temperature on the corrosion properties of nanostructured Fe-18Cr-2Si alloy prepared by SPS. Mater. Corros. 2017, 68, 361–367. [Google Scholar] [CrossRef]
- Raghu, T.; Malhotra, S.N.; Ramakrishnan, P. Corrosion Behavior of Porous Sintered Type 316L Austenitic Stainless Steel in 3% NaCl Solution. Corrosion 1989, 45, 698–704. [Google Scholar] [CrossRef]
- Bautista, A.; Moral, C.; Velasco, F.; Simal, C.; Guzmán, S. Density-improved powder metallurgical ferritic stainless steels for high-temperature applications. J. Mater. Process. Technol. 2007, 189, 344–351. [Google Scholar] [CrossRef]
- Toor, I.-H.; Ahmed, J.; Hussein, M.A.; Al-Aqeeli, N. Optimization of process parameters for spark plasma sintering of nano-structured ferritic Fe-18Cr-2Si alloy. Powder Technol. 2016, 299, 62–70. [Google Scholar] [CrossRef]
- Mariappan, R.; Kumaran, S.; Rao, T.S. Effect of sintering atmosphere on structure and properties of austeno-ferritic stainless steels. Mater. Sci. Eng. A 2009, 517, 328–333. [Google Scholar] [CrossRef]
- García, C.; Martín, F.; De Tiedra, P.; Cambronero, L.G. Pitting corrosion behaviour of PM austenitic stainless steels sintered in nitrogen–hydrogen atmosphere. Corros. Sci. 2007, 49, 1718–1736. [Google Scholar] [CrossRef]
- Uzunsoy, D. The characterisation of PM 304 stainless steel sintered in the presence of a copper based additive. Mater. Lett. 2007, 61, 10–15. [Google Scholar] [CrossRef]
- Kazior, J.; Nykiel, M.; Pieczonka, T.; Puscas, T.M.; Molinari, A. Molinari, Activated sintering of P/M duplex stainless steel powders. J. Mater. Process. Technol. 2004, 157–158, 712–717. [Google Scholar] [CrossRef]
- Gupta, R.K.; Birbilis, N. The influence of nanocrystalline structure and processing route on corrosion of stainless steel: A review. Corros. Sci. 2015, 92, 1–15. [Google Scholar] [CrossRef]
- Raman, R.K.S.; Gupta, R.K. Oxidation resistance of nanocrystalline vis-à-vis microcrystalline Fe–Cr alloys. Corros. Sci. 2009, 51, 316–321. [Google Scholar] [CrossRef]
- Hamzaoui, R.; Elkedim, O.; Gaffet, E. Milling conditions effect on structure and magnetic properties of mechanically alloyed Fe–10% Ni and Fe–20% Ni alloys. Mater. Sci. Eng. A 2004, 381, 363–371. [Google Scholar] [CrossRef]
- Bensebaa, Z.; Bouzabata, B.; Otmani, A.; Djekoun, A.; Kihal, A.; Grenèche, J.M. Characterization of nanocrystalline FeSiCr powders prepared by ball milling. J. Magn. Magn. Mater. 2010, 322, 2099–2103. [Google Scholar] [CrossRef]
- Zaara, K.; Khitouni, M.; Escoda, L.; Saurina, J.; Suñol, J.-J.; Llorca-Isern, N.; Chemingui, M. Microstructural and Magnetic Behavior of Nanocrystalline Fe-12Ni-16B-2Si Alloy Synthesis and Characterization. Metals 2021, 11, 1679. [Google Scholar] [CrossRef]
- Sharma, S.; Suryanarayana, C. Mechanical crystallization of Fe-based amorphous alloys. J. Appl. Phys. 2007, 102, 083544. [Google Scholar] [CrossRef] [Green Version]
- Suryanarayana, C.; Ivanov, E.; Boldyrev, V.V. The science and technology of mechanical alloying. Mater. Sci. Eng. A 2001, 304–306, 151–158. [Google Scholar] [CrossRef]
- Froes, F.H.; Suryanarayana, C.; Russell, K.; Li, C.-G. Synthesis of intermetallics by mechanical alloying. Mater. Sci. Eng. A 1995, 192–193, 612–623. [Google Scholar]
- Munir, Z.A.; Anselmi-Tamburini, U.; Ohyanagi, M. The effect of electric field and pressure on the synthesis and consolidation of materials: A review of the spark plasma sintering method. J. Mater. Sci. 2006, 41, 763–777. [Google Scholar] [CrossRef]
- Paúl, A.; Elmrabet, S.; Alves, L.; da Silva, M.; Soares, J.; Odriozola, J. Odriozola, Ion microprobe study of the scale formed during high temperature oxidation of high silicon EN-1.4301 stainless steel. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. Atoms 2001, 181, 394–398. [Google Scholar] [CrossRef]
- Pettersson, R.; Liu, L.; Sund, J. Cyclic oxidation performance of silicon-alloyed stainless steels in dry and moist air. Corros. Eng. Sci. Technol. 2005, 40, 211–216. [Google Scholar] [CrossRef]
- Pérez, F.J.; Cristóbal, M.J.; Hierro, M.P.; Pedraza, F. The influence of implanted silicon on the cyclic oxidation behaviour of two different stainless steels. Surf. Coatings Technol. 1999, 120–121, 442–447. [Google Scholar] [CrossRef]
- Dunning, J.S.; Alman, D.E.; Rawers, J.C. Influence of silicon and aluminum additions on the oxidation resistance of a lean-chromium stainless steel. Oxid. Met. 2002, 57, 409–425. [Google Scholar] [CrossRef]
- Bamba, G.; Wouters, Y.; Galerie, A.; Charlot, F.; Dellali, A. Thermal oxidation kinetics and oxide scale adhesion of Fe–15Cr alloys as a function of their silicon content. Acta Mater. 2006, 54, 3917–3922. [Google Scholar] [CrossRef]
- Yoo, Y.H.; Hong, J.H.; Kim, J.G.; Lee, H.Y.; Han, J.G. Effect of Si addition to CrN coatings on the corrosion resistance of CrN/stainless steel coating/substrate system in a deaerated 3.5 wt.% NaCl solution. Surf. Coatings Technol. 2007, 201, 9518–9523. [Google Scholar] [CrossRef]
- Inoue, Y.; Hiraide, N.; Ushioda, K. Effect of Si Addition on Oxidation Behavior of Nb Containing Ferritic Stainless Steel. Iron Steel Inst. Jpn. Int. 2018, 58, 1117–1125. [Google Scholar] [CrossRef] [Green Version]
- Toor, I.-H.; Kwon, J.; Kwon, H. Effects of Si on the Repassivation Kinetics and SCC Susceptibility of Stainless Steels. J. Electrochem. Soc. 2008, 155, C495. [Google Scholar] [CrossRef]
- Tsai, W.-T.; Wen, Y.-N.; Lee, J.-T.; Liou, H.-Y.; Wang, W.-F. Effect of silicon addition on the microstructure and corrosion behavior of sintered stainless steel. Surf. Coatings Technol. 1988, 34, 209–217. [Google Scholar] [CrossRef]
- Riffard, F.; Buscail, H.; Caudron, E.; Cueff, R.; Issartel, C.; Perrier, S. In-situ characterization of the oxide scale formed on yttrium-coated 304 stainless steel at 1000 °C. Mater. Charact. 2002, 49, 55–65. [Google Scholar] [CrossRef]
- Toor, I.-H.; Ahmed, J.; Hussein, M.A.; Patel, F.; Al-Aqeeli, N. Phase evolution studies during mechanical alloying of Fe(82−x)-Cr18-Six (x = 0, 1, 2, 3) alloy. J. Alloys Compd. 2016, 683, 463–469. [Google Scholar] [CrossRef]
- Patil, U.; Hong, S.J.; Suryanarayana, C. An unusual phase transformation during mechanical alloying of an Fe-based bulk metallic glass composition. J. Alloys Compd. 2005, 389, 121–126. [Google Scholar] [CrossRef]
- Kaloshkin, S.; Tcherdyntsev, V.; Tomilin, I.; Baldokhin, Y.; Shelekhov, E. Phase transformations in Fe–Ni system at mechanical alloying and consequent annealing of elemental powder mixtures. Phys. B Condens. Matter. 2001, 299, 236–241. [Google Scholar] [CrossRef]
- Enayati, M.H.; Bafandeh, M.R. Phase transitions in nanostructured Fe–Cr–Ni alloys prepared by mechanical alloying. J. Alloys Compd. 2008, 454, 228–232. [Google Scholar] [CrossRef]
- Oleszak, D.; Grabias, A.; Pękała, M.; Świderska-Środa, A.; Kulik, T. Evolution of structure in austenitic steel powders during ball milling and subsequent sintering. J. Alloys Compd. 2007, 434–435, 340–343. [Google Scholar] [CrossRef]
- Movahedi, B.; Enayati, M.H.; Wong, C.C. Study on nanocrystallization and amorphization in Fe–Cr–Mo–B–P–Si–C system during mechanical alloying. Mater. Sci. Eng. B 2010, 172, 50–54. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Diouf, S.; Molinari, A. Densification mechanisms in spark plasma sintering: Effect of particle size and pressure. Powder Technol. 2012, 221, 220–227. [Google Scholar] [CrossRef]
- Haghir, T.; Abbasi, M.H.; Golozar, M.A.; Panjepour, M. Investigation of α to γ transformation in the production of a nanostructured high-nitrogen austenitic stainless steel powder via mechanical alloying. Mater. Sci. Eng. A 2009, 507, 144–148. [Google Scholar] [CrossRef]
- Wallinder, D.; Pan, J.; Leygraf, C.; Delblanc-Bauer, A. EIS and XPS study of surface modification of 316LVM stainless steel after passivation. Corros. Sci. 1998, 41, 275–289. [Google Scholar] [CrossRef]
- Fattah-Alhosseini, A.; Vafaeian, S. Comparison of electrochemical behavior between coarse-grained and fine-grained AISI 430 ferritic stainless steel by Mott–Schottky analysis and EIS measurements. J. Alloys Compd. 2015, 639, 301–307. [Google Scholar] [CrossRef]
- Toor, I.U.H. Effect of sintering holding time on the corrosion properties of nano-structured Fe-18Cr-2Si Alloy prepared by SPS. Int. J. Electrochem. Sci. 2016, 11, 2897–2908. [Google Scholar] [CrossRef]
- Butković, S.; Oruč, M.; Šarić, E.; Mehmedović, M. Effect of sintering parameters on the density, microstructure and mechanical properties of the niobium-modified heat-resistant stainless steel GX40CrNiSi25-20 produced by MIM technology. Mater. Tehnol. 2012, 46, 185–190. [Google Scholar]
- Murali, A.P.; Mahendran, S.; Ramajayam, M.; Ganesan, D.; Chinnaraj, R.K. Effect of Sintering Atmosphere and Solution Treatment on Density, Microstructure and Tensile Properties of Duplex Stainless Steels Developed from Pre-alloyed Powders. J. Inst. Eng. Ser. D 2017, 98, 219–229. [Google Scholar] [CrossRef]
- Yousefi, M.; Sharafi, S. The effect of simultaneous addition of Si and Co on microstructure and magnetic properties of nanostructured iron prepared by mechanical alloying. Mater. Des. 2012, 37, 325–333. [Google Scholar] [CrossRef]
- Chitsazan, B.; Shokrollahi, H.; Behvandi, A.; Mirzaee, O. Characterization and magnetic coercivity of nanostructured (Fe50Co50)100-XVX=0,2,4 powders containing a small amount of Co3V intermetallic obtained by mechanical alloying. Powder Technol. 2011, 214, 105–110. [Google Scholar] [CrossRef]
- Ertugrul, O.; Park, H.-S.; Onel, K.; Willert-Porada, M. Effect of particle size and heating rate in microwave sintering of 316L stainless steel. Powder Technol. 2014, 253, 703–709. [Google Scholar] [CrossRef]
- Robin, R.; Miserque, F.; Spagnol, V. Correlation between composition of passive layer and corrosion behavior of high Si-containing austenitic stainless steels in nitric acid. J. Nucl. Mater. 2008, 375, 65–71. [Google Scholar] [CrossRef]
- Wang, W.-F.; Wu, M.-J. Effect of silicon content and aging time on density, hardness, toughness and corrosion resistance of sintered 303LSC–Si stainless steels. Mater. Sci. Eng. A 2006, 425, 167–171. [Google Scholar] [CrossRef]
- Cabral-Miramontes, J.A.; Barceinas-Sánchez, J.D.O.; Poblano-Salas, C.A.; Pedraza-Basulto, G.K.; Nieves-Mendoza, D.; Zambrano-Robledo, P.C.; Almeraya-Calderón, F.; Chacón-Nava, J.G. Corrosion behavior of AISI 409Nb stainless steel manufactured by powder metallurgy exposed in H2SO4 and NaCl solutions. Int. J. Electrochem. Sci. 2013, 8, 564–577. [Google Scholar]
- Miramontes, J.A.C.; Sánchez, J.D.O.B.; Calderón, F.A.; Villafañe, A.M.; Nava, J.G.C. Effect of Boron Additions on Sintering and Densification of a Ferritic Stainless Steel. J. Mater. Eng. Perform. 2010, 19, 880–884. [Google Scholar] [CrossRef]
- Azuma, S.; Kudo, T.; Miyuki, H.; Yamashita, M.; Uchida, H. Effect of nickel alloying on crevice corrosion resistance of stainless steels. Corros. Sci. 2004, 46, 2265–2280. [Google Scholar] [CrossRef]
- Ujiro, T.; Yoshioka, K.; Staehle, R.W. Differences in Corrosion Behavior of Ferritic and Austenitic Stainless Steels. Corrosion 1994, 50, 953–962. [Google Scholar] [CrossRef]
- Loto, R.T. Corrosion resistance and morphological deterioration of 316Ti austenitic, GX4CrNiMo16-5-1 martensitic and 444 ferritic stainless steels in aqueous corrosive environments. Results Phys. 2019, 14, 102423. [Google Scholar] [CrossRef]
- Abreu, C.M.; Cristóbal, M.J.; Losada, R.; Nóvoa, X.R.; Pena, G.; Pérez, M.C. The effect of Ni in the electrochemical properties of oxide layers grown on stainless steels. Electrochim. Acta 2006, 51, 2991–3000. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material (wt % Si) | Ferritic SS (α) | Austenitic SS (γ) | ||||||
|---|---|---|---|---|---|---|---|---|
(mV) | (µA) | (mV) | (mA/cm2) | (mV) | (pA/cm2) | (mV) | (µA/cm2) | |
| 0 | −511.8 | 98.42 | N/A | N/A | −231.6 | 0.886 | N/A | N/A |
| 1 | −485.8 | 86.66 | −220.1 | 822.2 | −233 | 0.773 | −18.2 | 279.2 |
| 2 | −460 | 63.63 | −164.1 | 876.3 | −173.5 | 565.2 | 134.2 | 146.8 |
| 3 | −454.5 | 10.08 | 125.2 | 889.2 | −104.4 | 739.2 | 259.6 | 112.2 |
| Material (wt % Si) | Ferritic SS (α) | Austenitic SS (γ) | ||||
|---|---|---|---|---|---|---|
(Ω) | (Ω) | CPE (µF/cm2) | (Ω) | (Ω) | CPE (µF/cm2) | |
| 0 | 171.1 | 35.85 | 0.835 | 214.5 | 34.18 | 1.99 |
| 1 | 424.2 | 36.22 | 0.320 | 1.87e3 | 33.81 | 1.67 |
| 2 | 722.7 | 37.34 | 0.260 | 2.16e3 | 28.46 | 1.64 |
| 3 | 876.5 | 40.16 | 0.238 | 564e3 | 21.07 | 1.10 |
| Sample Name | LPR (Ω-cm2) | Sample Name | LPR (Ω-cm2) [59] |
|---|---|---|---|
| γ–0Si | 511.5 | Fe409 | 529.39 |
| γ–1Si | 787.5 | Fe0.8B | 961.74 |
| γ–2Si | 876.2 | Fe1.0B | 584.14 |
| γ–3Si | 961.5 | Fe1.2B | 583.02 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmed, J.; Toor, I.-u.-H.; Hussein, M.A.; Al-Aqeeli, N.; Baig, M.M.A. Insight into Structural Changes and Electrochemical Properties of Spark Plasma Sintered Nanostructured Ferritic and Austenitic Stainless Steels. Nanomaterials 2022, 12, 1225. https://doi.org/10.3390/nano12071225
Ahmed J, Toor I-u-H, Hussein MA, Al-Aqeeli N, Baig MMA. Insight into Structural Changes and Electrochemical Properties of Spark Plasma Sintered Nanostructured Ferritic and Austenitic Stainless Steels. Nanomaterials. 2022; 12(7):1225. https://doi.org/10.3390/nano12071225
Chicago/Turabian StyleAhmed, Junaid, Ihsan-ul-Haq Toor, Mohamed A. Hussein, Nasser Al-Aqeeli, and Mirza M. A. Baig. 2022. "Insight into Structural Changes and Electrochemical Properties of Spark Plasma Sintered Nanostructured Ferritic and Austenitic Stainless Steels" Nanomaterials 12, no. 7: 1225. https://doi.org/10.3390/nano12071225
APA StyleAhmed, J., Toor, I.-u.-H., Hussein, M. A., Al-Aqeeli, N., & Baig, M. M. A. (2022). Insight into Structural Changes and Electrochemical Properties of Spark Plasma Sintered Nanostructured Ferritic and Austenitic Stainless Steels. Nanomaterials, 12(7), 1225. https://doi.org/10.3390/nano12071225