

Room and High Temperature Tensile Responses of Tib2-Graphene Al 7075 Hybrid Composite Processed through Squeeze Casting

 , , , and
, , , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
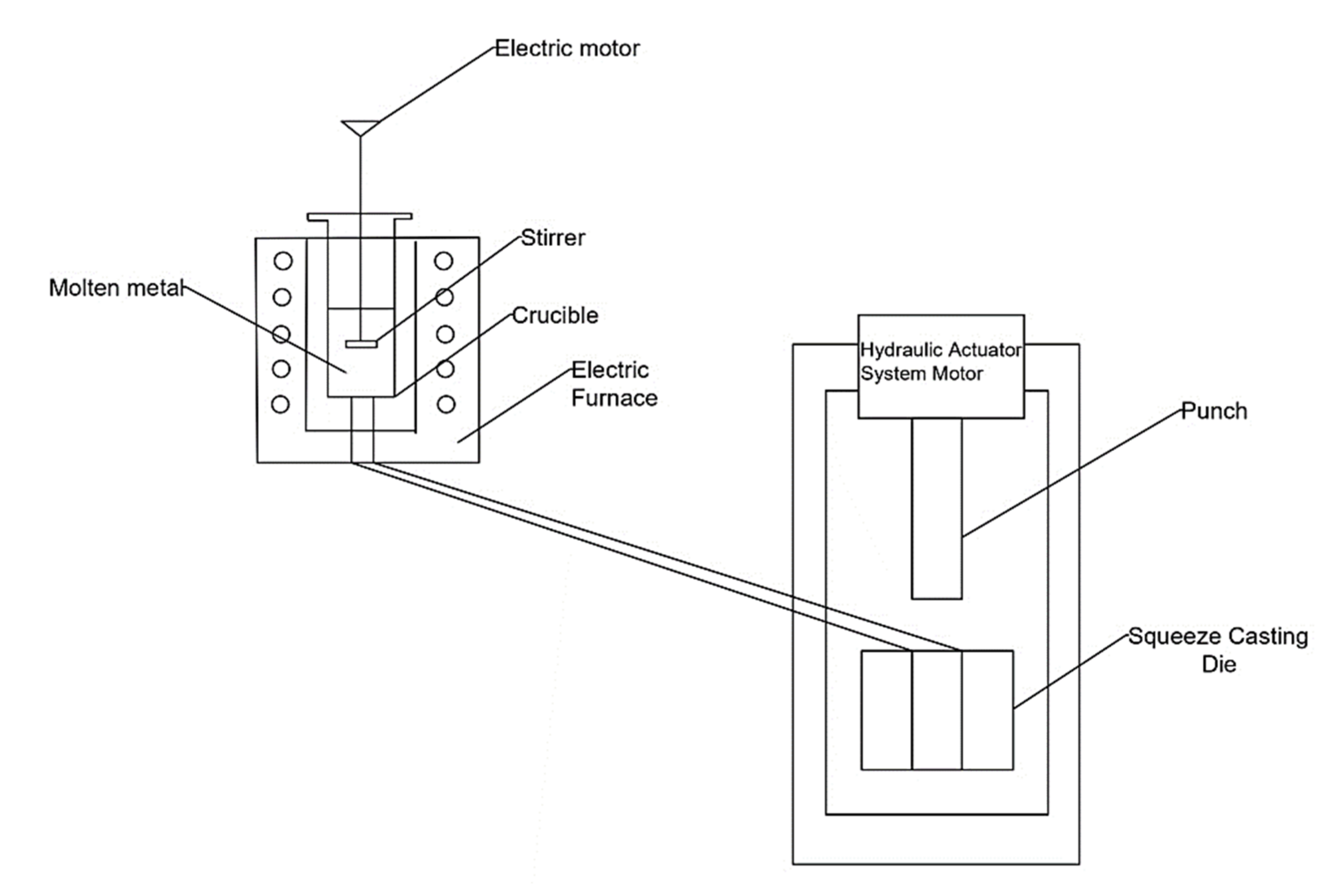
2.2. Processing of Hybrid Composite
2.3. Characterization
2.4. Dislocation Density
2.5. Tensile Test
2.6. Hardness and Flexural Test
3. Results and Discussion
3.1. Density Evaluation
3.2. Characterisation of Hybrid Composite
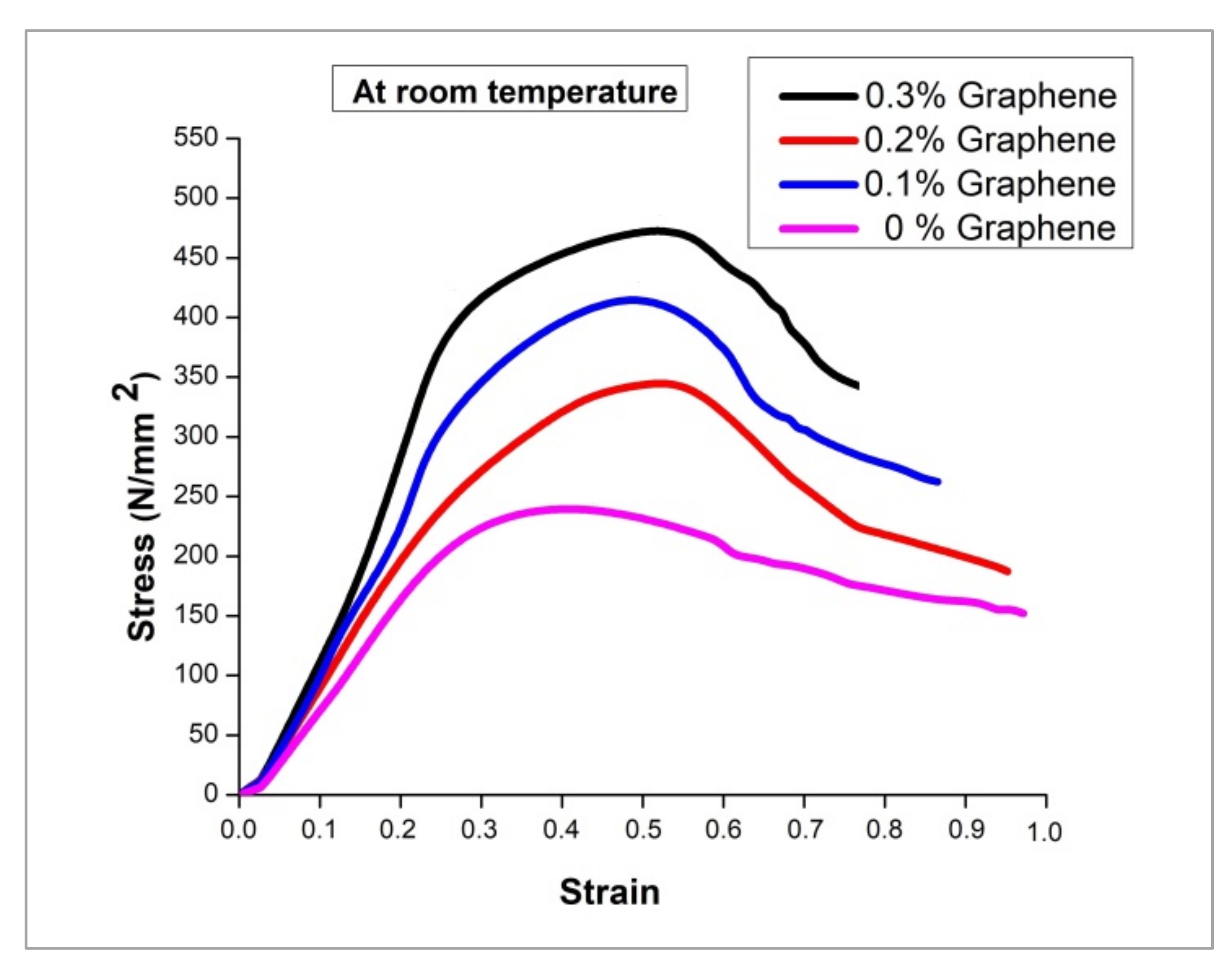
3.3. Room Temperature Tensile Strength
3.4. Evaluation of Dislocation Density
3.5. High Temperature Tensile Strength
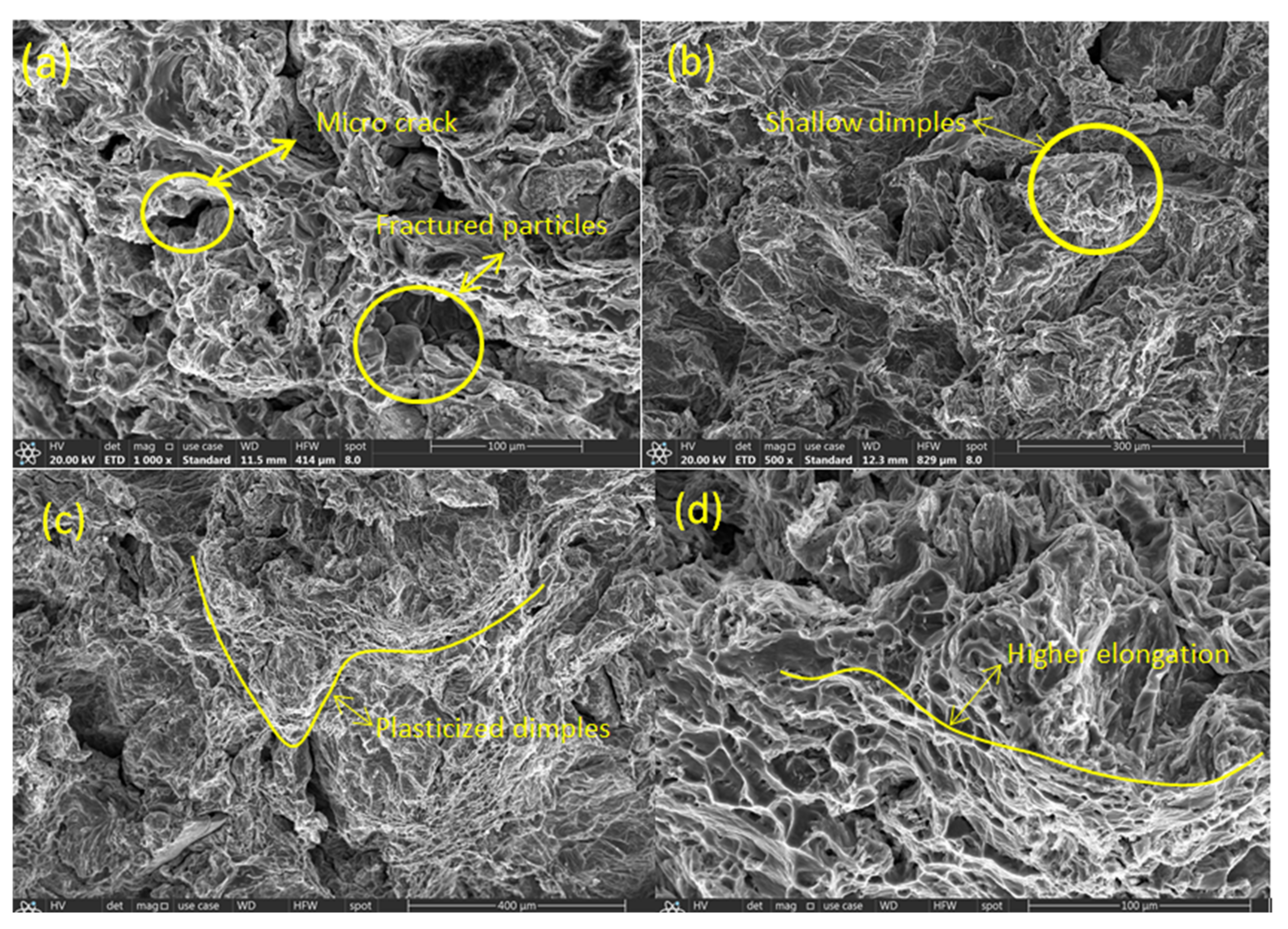
3.6. Fracture Morphology
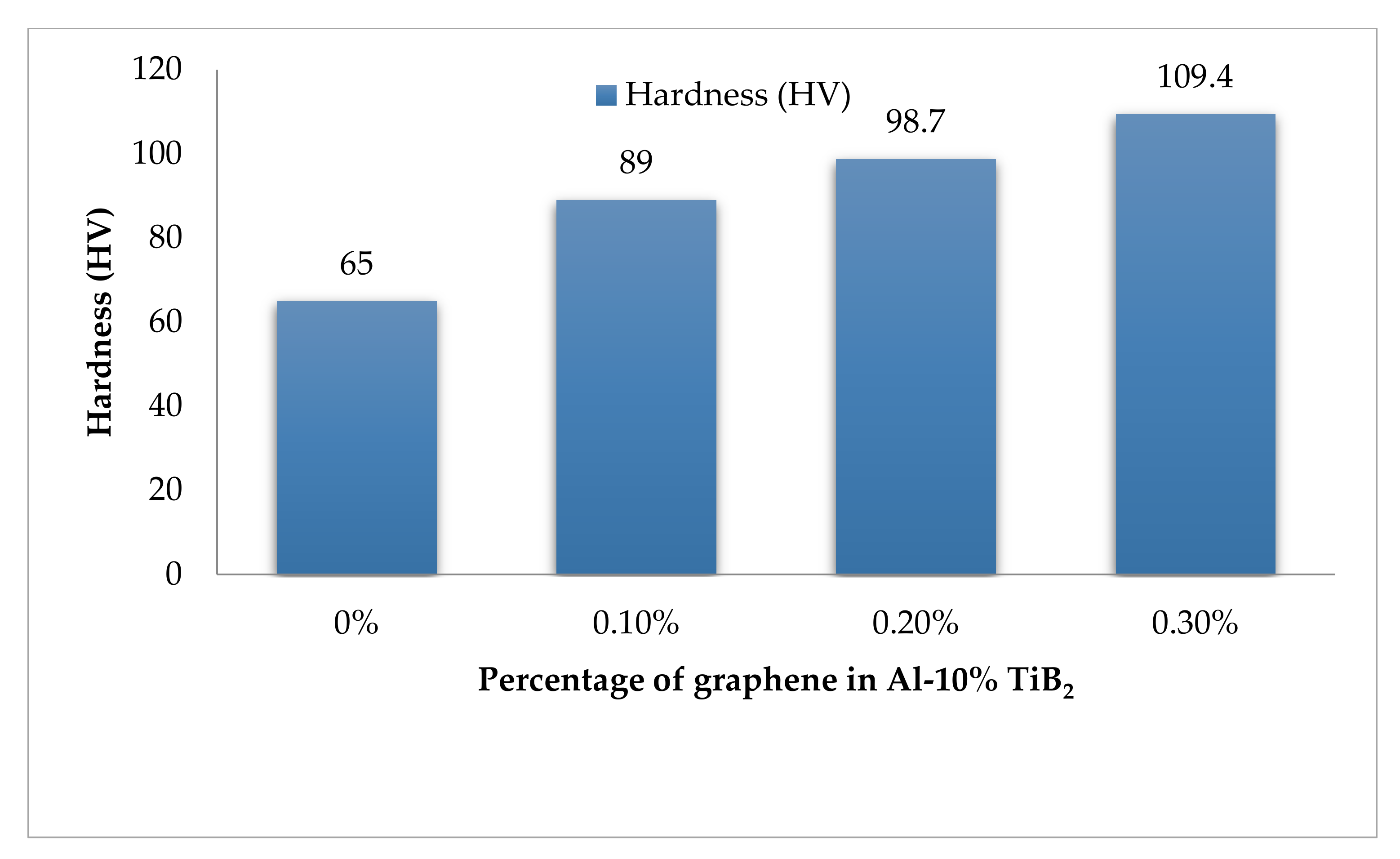
3.7. Hardness
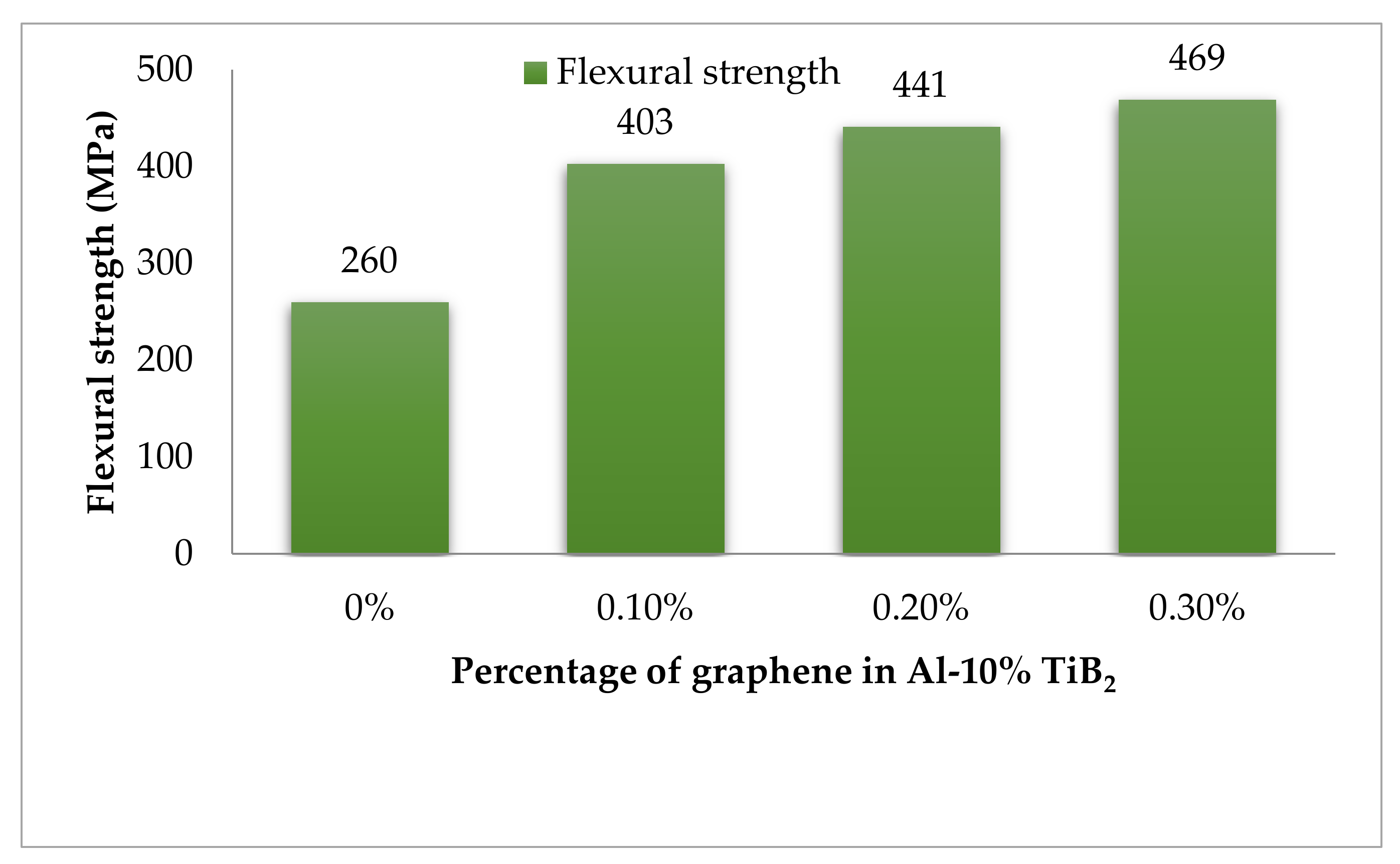
3.8. Flexural Strength
4. Conclusions
- The investigation of the tensile response of squeeze casted TiB2 and graphene reinforced Al 7075 hybrid composite in the room and at high-temperate environments arrives at the following conclusions.
- The theoretical and experimental evaluation of the density of the developed composite affirms the negligence void content of 0.2%. The excellent agreement between the theoretical and experimental results of density acknowledges the porous-free nature of the hybrid composite.
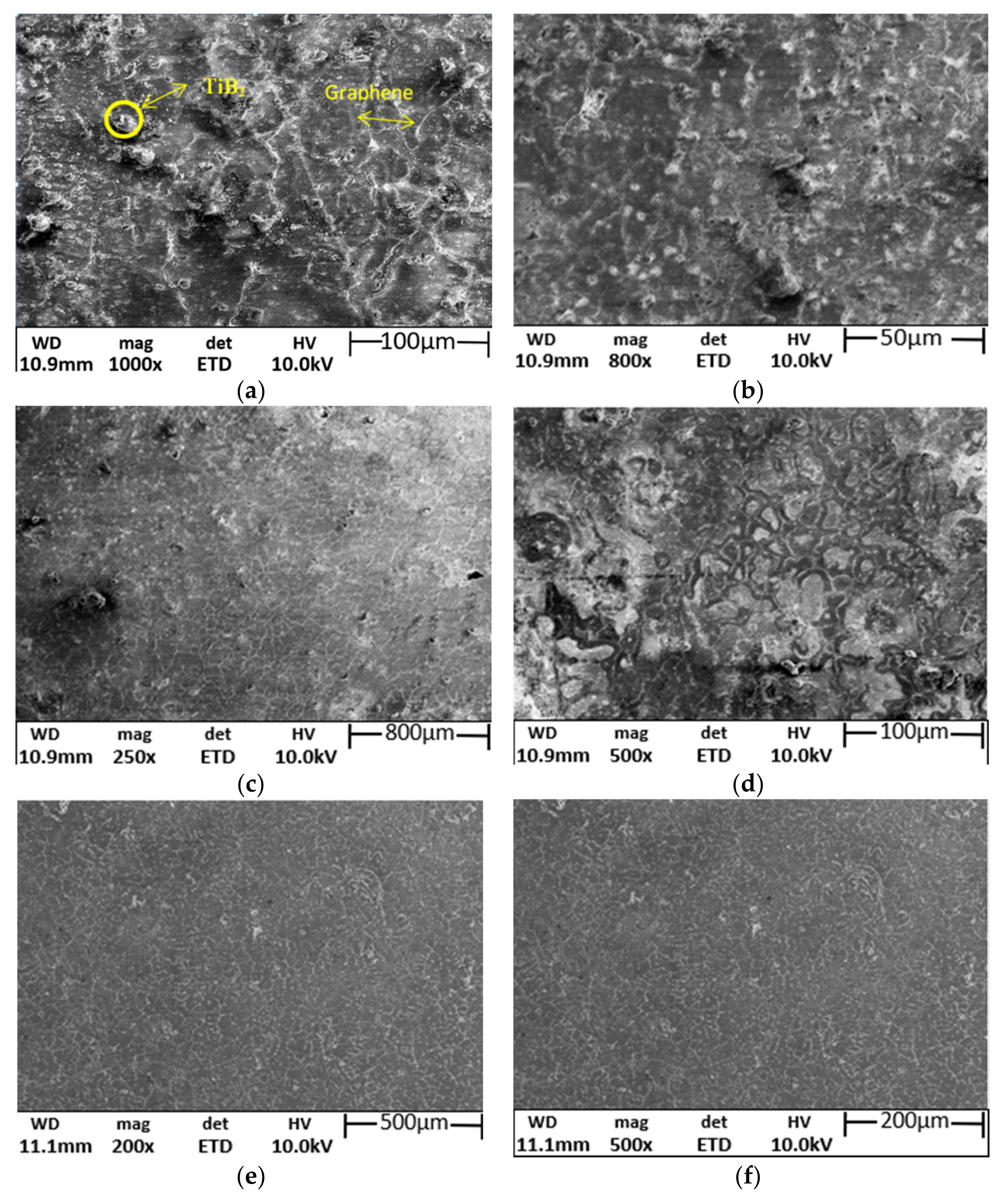
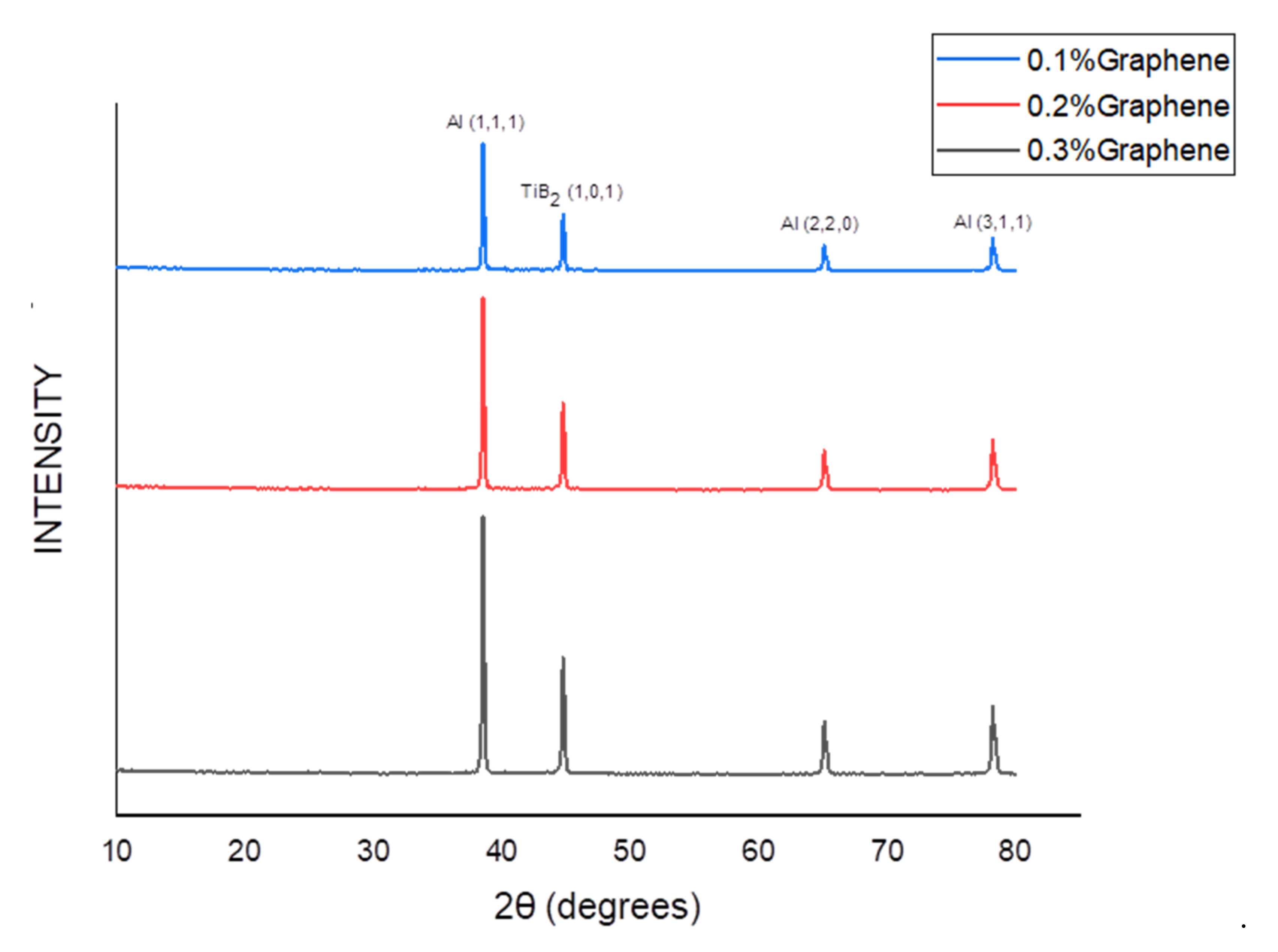
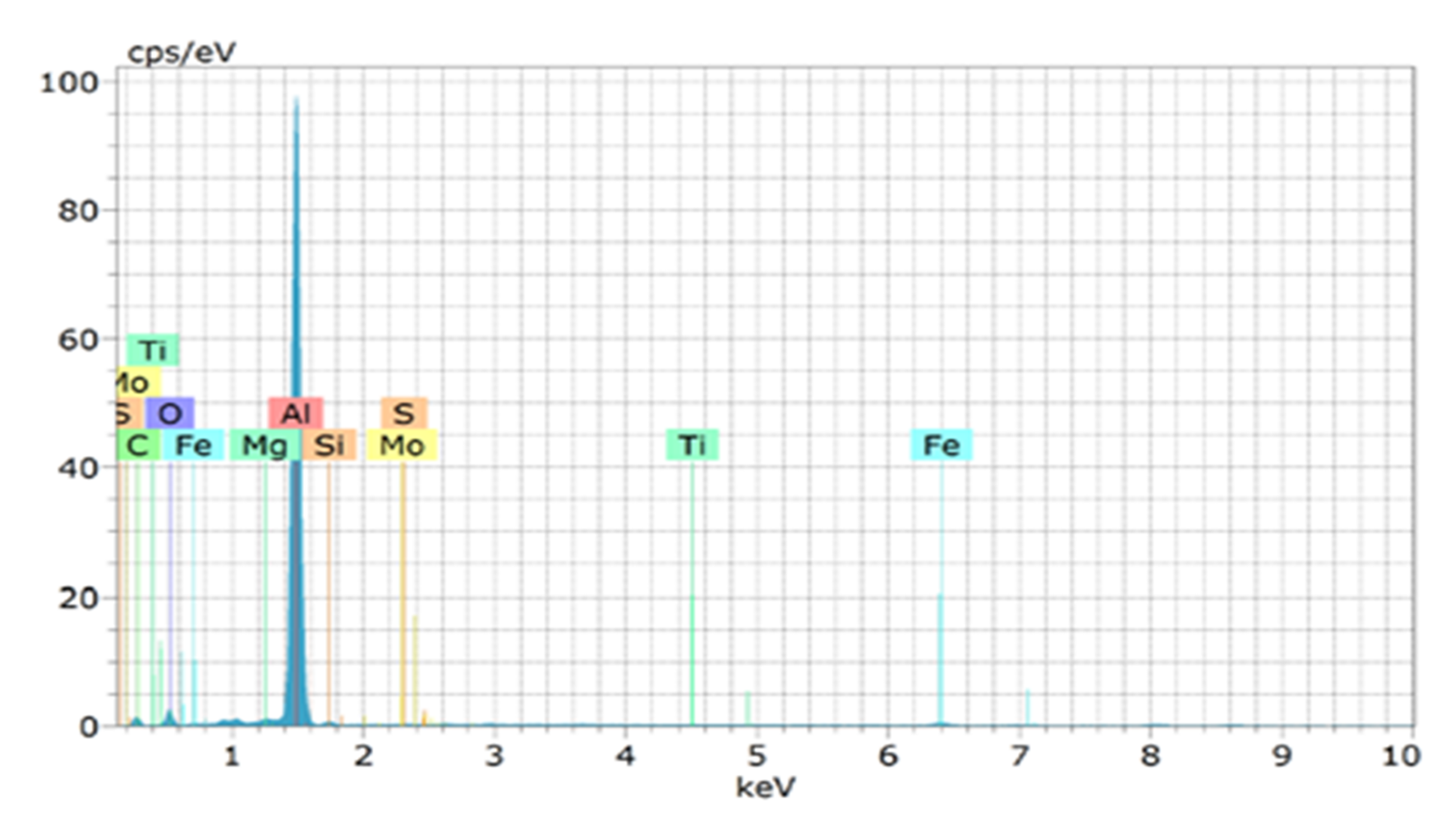
- The characterisation results earned through XRD, SEM and chemical spectroscopy confess the existence of constituent material in the homogenously dispersed state. Moreover, the improved grain structure has also been detected.
- The room temperature tensile test conducted for the specimens with varying graphene content, including base alloy, reveals the increment in tensile strength for every fold of graphene increment. The higher graphene content of 0.3% records a drastic improvement of 112%, in comparison with the base alloy.
- Due to the high temperature, the thermal softening effect makes the hybrid material more plastic with a noticeable increment in the percentage of elongation. The reduction in tensile strength and increment in elongation percentage are 18.5% and 28%, respectively.
- The fracture morphology confirms the change in fracture mode from brittle to ductile, while the tensile examination changes from room temperature to high temperature. The plasticized dimples in SEM micrographs with noticeable length confirms the increment in elongation percentage, and hence the ductile failure is understood.
- The hardness results proclaim the evident increase in hardness of higher graphene content to the extent of 67.8%, when compared to the base alloy.
- An improvement of nearly 80% in the flexural strength of the hybrid composite has been reported, in comparison with the Al 7075 alloy, from the flexural strength results.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chenrayan, V.; Manivannan, C.; Velappan, S.; Shahapurkar, K.; Soudagar, M.E.M.; Khan, T.Y.; Elfasakhany, A.; Kumar, R.; Pruncu, C.I. Experimental assessment on machinability performance of CNT and DLC coated HSS tools for hard turning. Diam. Relat. Mater. 2021, 119, 108568. [Google Scholar] [CrossRef]
- Chou, S.-C.; Green, J.L.; Swanson, R.A. Mechanical Behavior of Silicon Carbide/2014 Aluminum Composite; ASTM International: West Conshohocken, PA, USA, 1988. [Google Scholar]
- Onoro, J.; Salvador, M.; Cambronero, L. High-temperature mechanical properties of aluminium alloys reinforced with boron carbide particles. Mater. Sci. Eng. A 2009, 499, 421–426. [Google Scholar] [CrossRef]
- Zhao, M.; Liu, Y.; Bi, J. Correlation between tensile strength, elastic modulus and macrohardness in silicon carbide particle reinforced aluminium alloy matrix composites. Mater. Sci. Technol. 2005, 21, 429–432. [Google Scholar] [CrossRef]
- Venkatesan, R.; Venaktesh, C. Analytical, numerical and experimental approach for design and development of optimal die profile for the cold extrusion of B4C DRMM Al 6061 composite billet into hexagonal section. J. Mech. Sci. Technol. 2014, 28, 5117–5127. [Google Scholar] [CrossRef]
- Venkatesh, C.; Arun, N.; Venkatesan, R. Optimization of micro drilling parameters of B4C DRMM Al 6063 composite in μECM using taguchi coupled fuzzy logic. Procedia Eng. 2014, 97, 975–985. [Google Scholar] [CrossRef]
- Venkatesh, C.; Venkatesan, R. Optimization of process parameters of hot extrusion of SiC/Al 6061 composite using Taguchi’s technique and upper bound technique. Mater. Manuf. Processes 2015, 30, 85–92. [Google Scholar] [CrossRef]
- Venkatesh, C.; Venkatesan, R. Design and analysis of optimal die profile for the extrusion of round SiC DRMM Al 6061 composite billet into hexagonal section. J. Braz. Soc. Mech. Sci. Eng. 2015, 37, 1687–1700. [Google Scholar] [CrossRef]
- Baradeswaran, A.; Perumal, A.E. Study on mechanical and wear properties of Al 7075/Al2O3/graphite hybrid composites. Compos. Part B Eng. 2014, 56, 464–471. [Google Scholar] [CrossRef]
- Sahoo, B.P.; Das, D.; Chaubey, A.K. Strengthening mechanisms and modelling of mechanical properties of submicron-TiB2 particulate reinforced Al 7075 metal matrix composites. Mater. Sci. Eng. A 2021, 825, 141873. [Google Scholar] [CrossRef]
- Radhika, N.; Raghu, R. Investigation on mechanical properties and analysis of dry sliding Wear behavior of Al LM13/AlN metal matrix composite based on Taguchi's technique. ASME. J. Tribol. 2017, 139, 041602. [Google Scholar] [CrossRef]
- Lee, C.; Wei, X.; Kysar, J.W.; Hone, J. Measurement of the elastic properties and intrinsic strength of monolayer graphene. Sci. Adv. 2008, 321, 385–388. [Google Scholar] [CrossRef]
- Stankovich, S.; Dikin, D.A.; Dommett, G.H.; Kohlhaas, K.M.; Zimney, E.J.; Stach, E.A.; Piner, R.D.; Nguyen, S.T.; Ruoff, R.S. Graphene-based composite materials. Nature 2006, 442, 282–286. [Google Scholar] [CrossRef]
- Li, J.; Xiong, Y.; Wang, X.; Yan, S.; Yang, C.; He, W.; Chen, J.; Wang, S.; Zhang, X.; Dai, S.L.; et al. Microstructure and tensile properties of bulk nanostructured aluminum/graphene composites prepared via cryomilling. Mater. Sci. Eng. A 2015, 626, 400–405. [Google Scholar] [CrossRef]
- Singh, P.K. Mechanical characterization of graphene-aluminum nanocomposites. Mater. Today Proc. 2021, 44, 2304–2308. [Google Scholar] [CrossRef]
- Shahapurkar, K.; Venkatesh, C.; Tirth, V.; Manivannan, C.; Alarifi, I.M.; Soudagar, M.E.M.; El-Shafay, A.S. Influence of graphene nano fillers and carbon nano tubes on the mechanical and thermal properties of hollow glass microsphere epoxy composites. Processes 2021, 10, 40. [Google Scholar]
- Devaraju, A.; Kumar, A.; Kotiveerachari, B. Influence of addition of Grp/Al2O3p with SiCp on wear properties of aluminum alloy 6061-T6 hybrid composites via friction stir processing. Trans. Nonferrous Met. Soc. China 2013, 23, 1275–1280. [Google Scholar] [CrossRef]
- Escalera-Lozano, R.; Gutiérrez, C.; Pech-Canul, M.; Pech-Canul, M.I. Corrosion characteristics of hybrid Al/SiCp/MgAl2O4inum. Mater. Charact. 2007, 58, 953–960. [Google Scholar] [CrossRef]
- Patel, S.K.; Singh, V.P.; Roy, B.S.; Kuriachen, B. Recent research progresses in Al-7075 based in-situ surface composite fabrication through friction stir processing: A review. Mater. Sci. Eng. B 2020, 262, 114708. [Google Scholar] [CrossRef]
- Venkatesan, S.; Xavior, M.A. Experimental investigation on stir and squeeze casted aluminum alloy composites reinforced with graphene. Mater. Res. Express 2019, 6, 126542. [Google Scholar] [CrossRef]
- Bi, J.; Lei, Z.; Chen, X.; Li, P.; Lu, N.; Chen, Y. Microstructure and mechanical properties of TiB2-reinforced 7075 aluminum matrix composites fabricated by laser melting deposition. Ceram. Int. 2019, 45, 5680–5692. [Google Scholar]
- Han, W.; Zhang, H.-m.; Cui, Z.-s.; Chen, Z.; Chen, D. Compressive response and microstructural evolution of in-situ TiB2 particle-reinforced 7075 aluminum matrix composite. Trans. Nonferrous Met. Soc. China 2021, 31, 1235–1248. [Google Scholar]
- Chak, V.; Chattopadhyay, H. Technology. Synthesis of graphene–aluminium matrix nanocomposites: Mechanical and tribological properties. Mater. Sci. Technol. 2021, 37, 467–477. [Google Scholar] [CrossRef]
- Raj, R.R.; Yoganandh, J.; Saravanan, M.; Kumar, S. Effect of graphene addition on the mechanical characteristics of AA7075 aluminium nanocomposites. Carbon Lett. 2021, 31, 125–136. [Google Scholar] [CrossRef]
- Kumar, H.P.; Xavior, M.A. Graphene reinforced metal matrix composite (GRMMC): A review. Procedia Eng. 2014, 97, 1033–1040. [Google Scholar] [CrossRef]
- Božić, D.; Vilotijević, M.; Rajković, V.; Gnjidić, Ž. Mechanical and fracture behaviour of a SiC-particle-reinforced aluminum alloy at high temperature. In Materials Science Forum; Trans Tech Publications: Bach, Switzerland, 2005; pp. 487–492. [Google Scholar]
- Hassan, S.; Tan, M.; Gupta, M. High-temperature tensile properties of Mg/Al2O3 nanocomposite. Mater. Sci. Eng. A 2008, 486, 56–62. [Google Scholar] [CrossRef]
- Vaishnav, V.; Kumar, R.P.; Venkatesh, C. Influence of nano MoS2 particle on the mechanical and tribological properties of Al-TiB2–Gr hybrid composite. J. Mech. Sci. Tech. 2022, 36, 857–867. [Google Scholar] [CrossRef]
- Chenrayan, V.; Vaishnav, V.; Shahapurkar, K.; Tirth, V.; Alarifi, I.M.; Manivannan, C.; Soudagar, M.E.M. A comprehensive analysis to assess the impact of nano MoS2 on the wear characteristic of Al–TiB2–Gr composite. Mat. Res. Exp. 2022, 9, 016525. [Google Scholar] [CrossRef]
- Galbraith, J.; Tosten, M.; Howell, P.R. On the nucleation ofθ′ and T1 on Al3Zr precipitates in Al-Li-Cu-Zr alloys. J. Mater. Sci. 1987, 22, 27–36. [Google Scholar] [CrossRef]
- Calcagnotto, M.; Ponge, D.; Demir, E.; Raabe, D. Orientation gradients and geometrically necessary dislocations in ultrafine grained dual-phase steels studied by 2D and 3D EBSD. Mater. Sci. Eng. A 2010, 527, 2738–2746. [Google Scholar] [CrossRef]
- Atrian, A.; Nourbakhsh, S.H. Mechanical behavior of Al-SiCnp nanocomposite fabricated by hot extrusion technique. ADMT J. 2018, 11, 33–41. [Google Scholar]
- Zhao, Y.; Liao, X.; Jin, Z.; Valiev, R.; Zhu, Y.T. Microstructures and mechanical properties of ultrafine grained 7075 Al alloy processed by ECAP and their evolutions during annealing. Acta Mater. 2004, 52, 4589–4599. [Google Scholar] [CrossRef]
- Rane, K.; Dhokey, N. On the formation and distribution of in situ synthesized TiB2 reinforcements in cast aluminium matrix composites. J. Compos. Sci. 2018, 2, 52. [Google Scholar] [CrossRef]
- Xu, Q.; Hu, K.; Ma, X.; Gao, T.; Liu, X. The response of room temperature and high temperature tensile properties to the microstructure variation of an AlN+ Si3N4/Al composite by heat treatment. Mater. Sci. Eng. A 2018, 733, 211–219. [Google Scholar] [CrossRef]
- Hatano, T. Dynamics of a dislocation bypassing an impenetrable precipitate: The Hirsch mechanism revisited. Phys. Rev. B 2006, 74, 020102. [Google Scholar] [CrossRef] [Green Version]
- Soltani, M.; Atrian, A. High temperature tensile behavior and microstructure of Al-SiC nanocomposite fabricated by mechanical milling and hot extrusion technique. Mater. Res. Express 2018, 5, 025026. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, B.; Gao, Q.; Song, J.; Han, G. A review on microstructures and properties of graphene-reinforced aluminum matrix composites fabricated by friction stir processing. J. Manuf. Processes 2021, 68, 126–135. [Google Scholar] [CrossRef]
- Arsenault, R.; Shi, N. Dislocation generation due to differences between the coefficients of thermal expansion. Mater. Sci. Eng. 1986, 81, 175–187. [Google Scholar] [CrossRef]
- Venkatesh, C.; Karthi, A.; Logeswaran, T.; Prithivirajan, V.; Santhosh, M. Experimenta l investigation of tribological characteristics of nanocrystalline nickel protective coating developed through electro deposition technique. Mater. Today: Proc. 2016, 3, 3121–3129. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Density (gm/cm3) | Melting Point (°C) | Yield Strength (MPa) | Tensile Strength |
|---|---|---|---|---|
| Aluminium 7075 | 2.81 | 477 | 103 | 228 MPa |
| Graphene | 2.267 | 3652 | 270 | 130 GPa |
| TiB2 | 5.06 | 3230 | 400 | 373 MPa |
| S.No. | Labels | Material Composition |
|---|---|---|
| 1 | 0% | Al 7075 Alloy |
| 2 | 0.1% | Al 7075, 10 wt.% TiB2, 0.1% Graphene |
| 3 | 0.2% | Al 7075, 10 wt.% TiB2, 0.2% Graphene |
| 4 | 0.3% | Al 7075, 10 wt.% TiB2, 0.3% Graphene |
| Parameter | Value |
|---|---|
| Stirring temperature | 800 °C |
| Stirring time | 10 min |
| Stirrer speed | 525 rpm |
| Preheating temperature of reinforcement | 200 °C |
| Squeezing pressure | 100 MPa |
| Die temperature | 250 °C |
| Holding time in pressure | 45 s |
| % of Graphene | Theoretical Density (g/cm3) | Experimental Density (g/cm3) | Void % |
|---|---|---|---|
| 0.1 | 3.034 | 3.0291 | 0.16 |
| 0.2 | 3.0365 | 3.0302 | 0.2 |
| 0.3 | 3.0388 | 3.0339 | 0.16 |
| Percentage of Graphene | Dislocation Density |
|---|---|
| 0.1 | 7.6 × 1012 m−2 |
| 0.2 | 9.07 × 1012 m−2 |
| 0.3 | 3.4 × 1013 m−2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mathimurugan, N.; Vaishnav, V.; Praveen Kumar, R.; Boobalan, P.; Nandha, S.; Chenrayan, V.; Shahapurkar, K.; Tirth, V.; Alarifi, I.M.; Eldirderi, M.M.A.; et al. Room and High Temperature Tensile Responses of Tib2-Graphene Al 7075 Hybrid Composite Processed through Squeeze Casting. Nanomaterials 2022, 12, 3124. https://doi.org/10.3390/nano12183124
Mathimurugan N, Vaishnav V, Praveen Kumar R, Boobalan P, Nandha S, Chenrayan V, Shahapurkar K, Tirth V, Alarifi IM, Eldirderi MMA, et al. Room and High Temperature Tensile Responses of Tib2-Graphene Al 7075 Hybrid Composite Processed through Squeeze Casting. Nanomaterials. 2022; 12(18):3124. https://doi.org/10.3390/nano12183124
Chicago/Turabian StyleMathimurugan, N., V. Vaishnav, R. Praveen Kumar, P. Boobalan, S. Nandha, Venkatesh Chenrayan, Kiran Shahapurkar, Vineet Tirth, Ibrahim M. Alarifi, Moutaz Mustafa A. Eldirderi, and et al. 2022. "Room and High Temperature Tensile Responses of Tib2-Graphene Al 7075 Hybrid Composite Processed through Squeeze Casting" Nanomaterials 12, no. 18: 3124. https://doi.org/10.3390/nano12183124
APA StyleMathimurugan, N., Vaishnav, V., Praveen Kumar, R., Boobalan, P., Nandha, S., Chenrayan, V., Shahapurkar, K., Tirth, V., Alarifi, I. M., Eldirderi, M. M. A., Khedher, K. M., & Najm, H. M. (2022). Room and High Temperature Tensile Responses of Tib2-Graphene Al 7075 Hybrid Composite Processed through Squeeze Casting. Nanomaterials, 12(18), 3124. https://doi.org/10.3390/nano12183124