
Effect of Wettability and Uniform Distribution of Reinforcement Particle on Mechanical Property (Tensile) in Aluminum Metal Matrix Composite—A Review




Abstract
:1. Introduction
1.1. Category of Composites
1.2. Matrix Materials in MMCs
1.3. Reinforcements
1.4. Applications of MMCs
1.5. Production of MMCs
1.6. Various Metal Matrix and Reinforcement Phases of Advanced Composites Using Different Techniques
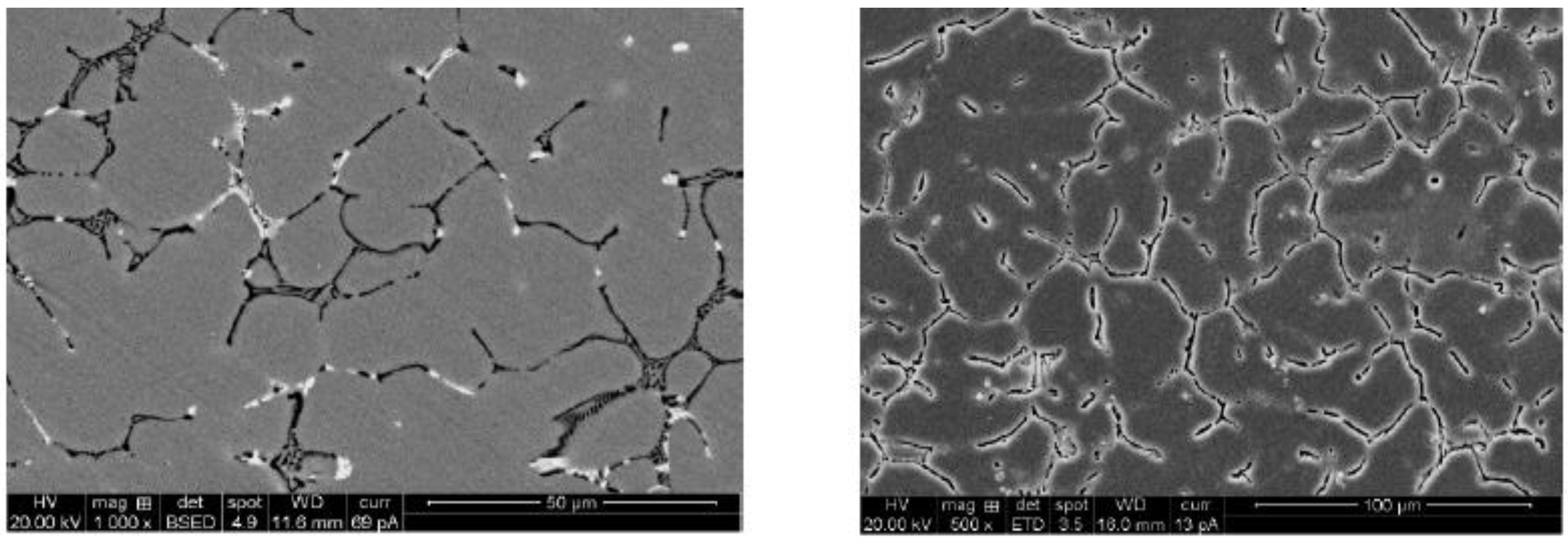
1.7. Analysis on Micrographs
1.7.1. Selection of Metal Matrix Phase
1.7.2. Preferred Property of Matrix Phase
1.7.3. Factors Are Taken into Account during the Selection of Matrix Phase
1.7.4. Selection of Reinforcement Phase
1.7.5. Percentage Composition of Reinforcement
1.8. Size of Reinforcement
1.9. Shape of Reinforcement
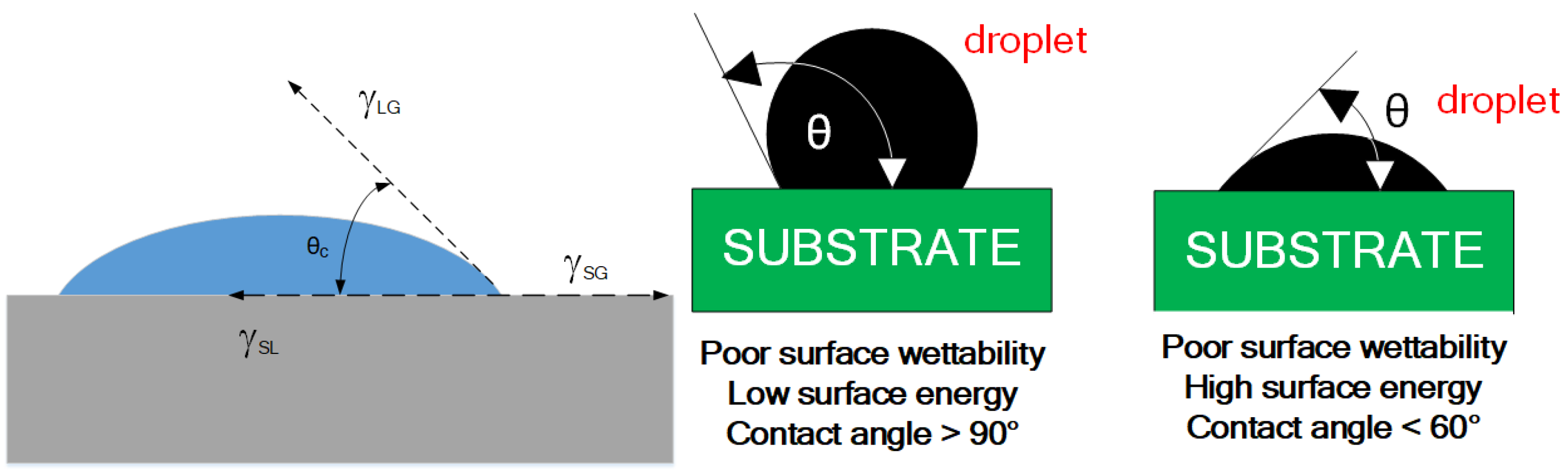
1.10. Wettability
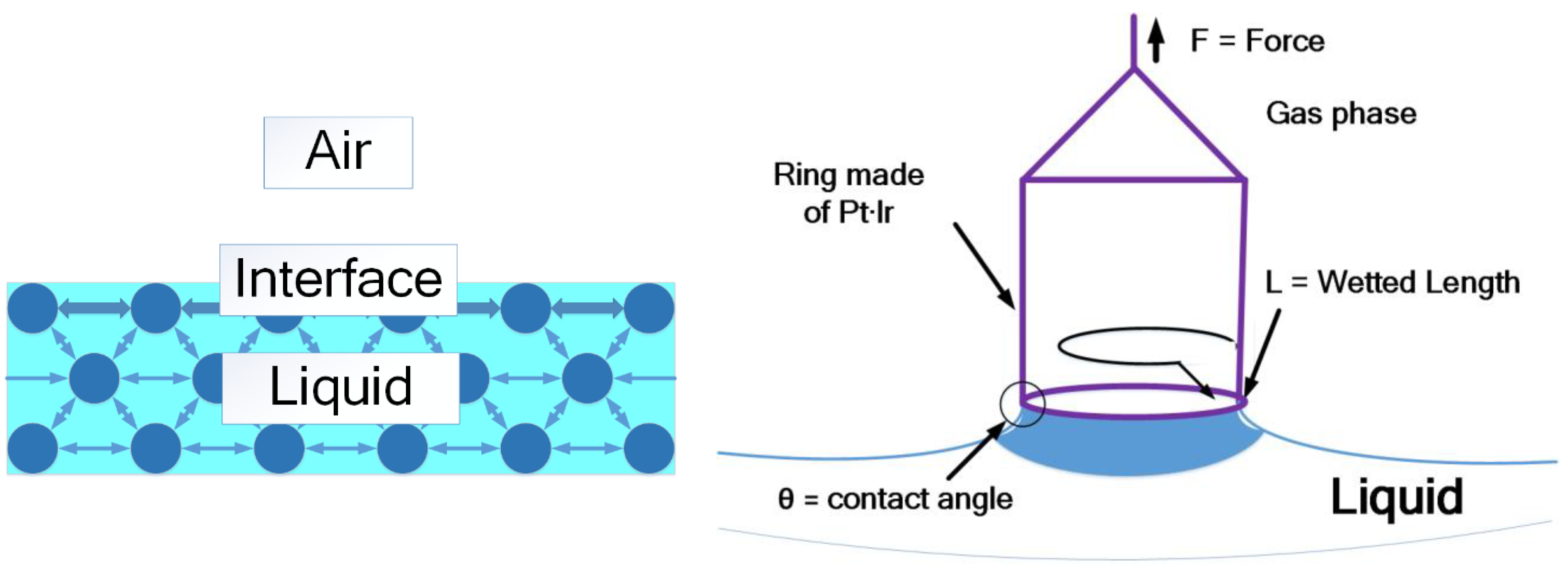
1.11. Surface Tension and Surface Chemistry
1.12. Interface Bonding
1.13. Prolonged Contact Time between the Matrix and Reinforcement Phase
1.14. Particle Matrix Interface Energy
1.15. Selection of Processing Route
1.16. Stir Casting Parameters
1.17. Uniform Dispersion
1.18. Inclusion of Slag
1.19. The Chemical Affinity between the Metal Matrix and Reinforcement Phase
1.20. Density Difference, Viscosity, Design, and Position of Blade and Gating System
1.21. Casting Environment
1.22. Rearrangement of the Reinforcement Particles during Solidification
1.23. Accuracy of Experiments
2. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Haghshenas, M. Metal—Matrix composites. Ref. Modul. Mater. Sci. Mater. Eng. 2016, 35, 03950-3. [Google Scholar]
- Haghshenas, M. Reference Module in Materials Science and Materials Engineering; Chapter Metal-Matrix Composites; Elsevier: Amsterdam, The Netherlands, 2016; pp. 1–28. [Google Scholar]
- Liu, W.; Webster, T.J. Toxicity and biocompatibility properties of nanocomposites for musculoskeletal tissue regeneration. In Nanocomposites for Musculoskeletal Tissue Regeneration; Woodhead Publishing: Cambridge, UK, 2016; pp. 95–122. [Google Scholar]
- Aramesh, M. Machinability of Titanium Metal Matrix Composites (Ti-MMCs). Ph.D. Thesis, École Polytechnique de Montréal, Montréal, QC, Canada, 2015. [Google Scholar]
- Congress, U.S. Advanced Materials by Design; US Government Printing Office: Washington, DC, USA, 1988.
- Mahmood, M.A.; Popescu, A.C.; Mihailescu, I.N. Metal matrix composites synthesized by laser-melting deposition: A review. Materials 2020, 13, 2593. [Google Scholar] [CrossRef] [PubMed]
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-reinforced polymer composites: Manufacturing, properties, and applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Molina, J.M.; Rhême, M.; Carron, J.; Weber, L. Thermal conductivity of aluminum matrix composites reinforced with mixtures of diamond and SiC particles. Scr. Mater. 2008, 58, 393–396. [Google Scholar] [CrossRef]
- Bello, S.A. Wear and thermal resistance properties of aluminium particulate micro composites. Bull. Mater. Sci. 2020, 43, 1–15. [Google Scholar] [CrossRef]
- Kallip, K. High Strength Ductile Aluminium Matrix Composite; Tallinn University of Technology: Tallinn, Estonia, 2017; ISBN 978-9949-83-175-3. [Google Scholar]
- Sharma, A.K.; Bhandari, R.; Aherwar, A.; Rimašauskienė, R.; Pinca-Bretotean, C. A study of advancement in application opportunities of aluminum metal matrix composites. Mater. Today Proc. 2020, 26, 2419–2424. [Google Scholar] [CrossRef]
- Swamy, P.K.; Mylaraiah, S.; GowdruChandrashekarappa, M.P.; Lakshmikanthan, A.; Pimenov, D.Y.; Giasin, K.; Krishna, M. Corrosion Behaviour of High-Strength Al 7005 Alloy and Its Composites Reinforced with Industrial Waste-Based Fly Ash and Glass Fibre: Comparison of Stir Cast and Extrusion Conditions. Materials 2021, 14, 3929. [Google Scholar] [CrossRef] [PubMed]
- Vasiliev, V.V.; Morozov, E.V. Advanced Mechanics of Composite Materials and Structural Elements; Newnes: London, UK, 2013. [Google Scholar]
- MMCs. Piston, piston ring, connecting rod, brake rotor, cylinder liner bearings, bushings, etc. In Automotive Applications for MMC’s Based on Short-Staple Alumina Fibres; Dinwoodie, J., Ed.; SAE Transactions: New York, NY, USA, 1987; pp. 269–279. [Google Scholar]
- Hashim, J.; Looney, L.; Hashmi, M.S.J. Metal matrix composites: Production by the stir casting method. J. Mater. Process. Technol. 1999, 92, 1–7. [Google Scholar] [CrossRef]
- Surappa, M.K. Microstructure evolution during solidification of DRMMCs (discontinuously reinforced metal matrix composites): State of the art. J. Mater. Process. Technol. 1997, 63, 325–333. [Google Scholar] [CrossRef]
- Skibo, M.; Morris, P.L.; Lloyd, D.J. Structure and properties of liquid metal processed SiC reinforced aluminium. In Proceedings of the World Materials Congress, Chicago, IL, USA, 24–30 September 1988; pp. 257–262. [Google Scholar]
- Iqbal, A.A.; Nuruzzaman, D.M. Effect of the reinforcement on the mechanical properties of aluminium matrix composite: A review. Int. J. Appl. Eng. Res. 2016, 11, 10408–10413. [Google Scholar]
- Abdizadeh, H.; Baghchesara, M.A. Investigation into the mechanical properties and fracture behavior of A356 aluminum alloy-based ZrO2-particle-reinforced metal-matrix composites. Mech. Compos. Mater. 2013, 49, 571–576. [Google Scholar] [CrossRef]
- Baghchesara, M.A.; Abdizadeh, H.; Baharvandi, H.R. Fractography of stir-casted Al-ZrO2 composites. Iran. J. Sci. Technol. Trans. B Eng. 2009, 33, 453–462. [Google Scholar]
- Hajizamani, M.; Baharvandi, H. Fabrication and studying the mechanical properties of A356 alloy reinforced with Al2O3-10% Vol. ZrO2 nanoparticles through stir casting. Adv. Mater. Phys. Chem. 2011, 1, 26–30. [Google Scholar] [CrossRef] [Green Version]
- Karthikeyan, G.; Jinu, G.R. Dry Sliding Wear Behaviour of Stir Cast LM25/ZrO2 Metal Matrix Composites. Trans. FAMENA 2016, 39, 89–98. [Google Scholar]
- Prajval, S.; Prasad, P.R. Synthesis and evaluation of mechanical properties of aluminium A356 alloy reinforced with mica and titanium dioxide hybrid composite at different aging conditions. Int. J. Adv. Res. Eng. Appl. Sci. 2016, 5, 13–21. [Google Scholar]
- Rajmohan, T.; Palanikumar, K.; Ranganathan, S. Evaluation of mechanical and wear properties of hybrid aluminium matrix composites. Trans. Nonferrous Met. Soc. China 2013, 23, 2509–2517. [Google Scholar] [CrossRef]
- Raj, R.; Thakur, D.G. Qualitative and quantitative assessment of microstructure in Al-B4C metal matrix composite processed by modified stir casting technique. Arch. Civ. Mech. Eng. 2016, 16, 949–960. [Google Scholar] [CrossRef]
- Beyrami, B.P.; Abdizadeh, H.; Baharvandi, H.R.; Bonab, M.M. The Effect of Composition and Stir-Casting Parameters on the Mechanical Properties of Al/ZrO2p Nanocomposites. In Proceedings of the 13th European Conference on Composite Materials, Stockholm, Sweden, 2–5 June 2008. [Google Scholar]
- Malhotra, S.; Narayan, R.; Gupta, R.D. Synthesis and characterization of Aluminium 6061 alloy—Fly ash & zirconia metal matrix composite. Int. J. Curr. Eng. Technol. 2013, 3, 1716–1719. [Google Scholar]
- Ramachandra, M.; Maruthi, G.D.; Rashmi, R. Evaluation of Corrosion Property of Aluminium-Zirconium Dioxide (AlZrO2) Nanocomposites. Evaluation 2016, 1, 56412. [Google Scholar]
- Patoliya, D.M.; Sharma, S.; Student, P.G. Preparation and Characterization of Zirconium Dioxide Reinforced Aluminium Metal Matrix Composites. Eng. Technol. 2015, 4, 3315–3321. [Google Scholar]
- Thyla, P.R.; Tiruvenkadam, N.; Kumar, M.S. Investigation of Corrosion Behavior of Light Weight NanoHybrid Al 6061-ZrO2–SiC-Gr Composites. Int. J. Chem. Technol. Res. 2015, 8, 312–316. [Google Scholar]
- Kalaiselvan, K.; Murugan, N.; Parameswaran, S. Production and characterization of AA6061–B 4 C stir cast composite. Mater. Des. 2011, 32, 4004–4009. [Google Scholar] [CrossRef]
- Amirkhanlou, S.; Jamaati, R.; Niroumand, B.; Toroghinejad, M.R. Manufacturing of high-performance Al356/SiCp composite by CAR process. Mater. Manuf. Process. 2011, 26, 902–907. [Google Scholar] [CrossRef]
- Alizadeh, A.; Taheri-Nassaj, E.; Hajizamani, M. The hot extrusion process affects the mechanical behavior of stir cast Al-based composites reinforced with mechanically milled B4C nanoparticles. J. Mater. Sci. Technol. 2011, 27, 1113–1119. [Google Scholar] [CrossRef]
- Kumar, B.A.; Murugan, N. Metallurgical and mechanical characterization of stir cast AA6061-T6–AlN p composite. Mater. Des. 2012, 40, 52–58. [Google Scholar] [CrossRef]
- Mazaheri, Y.; Meratian, M.; Emadi, R.; Najarian, A.R. Comparison of microstructural and mechanical properties of Al–TiC, Al–B4C, and Al–TiC–B4C composites prepared by casting techniques. Mater. Sci. Eng. A 2013, 560, 278–287. [Google Scholar] [CrossRef]
- Selvam, J.D.R.; Smart, D.R.; Dinaharan, I. Synthesis and characterization of Al6061-Fly Ashp-SiCp composites by stir casting and compo casting methods. Energy Procedia 2013, 34, 637–646. [Google Scholar] [CrossRef] [Green Version]
- Kumar, A.; Lal, S.; Kumar, S. Fabrication and characterization of A359/Al2O3 metal matrix composite using electromagnetic stir casting method. J. Mater. Res. Technol. 2013, 2, 250–254. [Google Scholar] [CrossRef] [Green Version]
- James, S.J.; Venkatesan, K.; Kuppan, P.; Ramanujam, R. Hybrid aluminium metal matrix composite reinforced with SiC and TiB2. Procedia Eng. 2014, 97, 1018–1026. [Google Scholar] [CrossRef]
- James, S.J.; Venkatesan, K.; Kuppan, P.; Ramanujam, R. Comparative study of composites reinforced with SiC and TiB2. Procedia Eng. 2014, 97, 1012–1017. [Google Scholar] [CrossRef] [Green Version]
- Bharath, V.; Nagaral, M.; Auradi, V.; Kori, S.A. Preparation of 6061Al-Al2O3 MMC’s by Stir Casting and Evaluation of Mechanical and Wear Properties. Procedia Mater. Sci. 2014, 6, 1658–1667. [Google Scholar] [CrossRef] [Green Version]
- Yang, R.; Zhang, Z.; Zhao, Y.; Chen, G.; Guo, Y.; Liu, M.; Zhang, J. Effect of multi-pass friction stir processing on microstructure and mechanical properties of Al 3 Ti/A356 composites. Mater. Charact. 2015, 106, 62–69. [Google Scholar] [CrossRef]
- Akbari, M.K.; Baharvandi, H.R.; Shirvanimoghaddam, K. Tensile and fracture behavior of nano/micro TiB2 particle reinforced casting A356 aluminum alloy composites. Mater. Des. (1980–2015) 2015, 66, 150–161. [Google Scholar] [CrossRef]
- Rajaravi, C.; Niranjan, K.; Lakshminarayanan, P.R. Comparative Analysis of Al/TiB2 Metal Matrix Composites in Different Mould Conditions. J. Adv. Microsc. Res. 2015, 10, 260–264. [Google Scholar] [CrossRef]
- James, S.; Annamalai, A.; Kuppan, P.; Oyyaravelu, R. Fabrication of Hybrid Metal Matrix Composite Reinforced WithSiC/Al2O3/TiB2. Mech. Mater. Sci. Eng. MMSE J. Open Access 2017. [Google Scholar] [CrossRef]
- Johnyjames, S.; Annamalai, A. Fabrication of Aluminium Metal Matrix Composite and Testing of Its Property. Mech. Mater. Sci. Eng. MMSE J. Open Access 2017, 9, 306–311. [Google Scholar] [CrossRef]
- Kareem, A.; Qudeiri, J.A.; Abdudeen, A.; Ahammed, T.; Ziout, A. A review on AA 6061 metal matrix composites produced by stir casting. Materials 2021, 14, 175. [Google Scholar] [CrossRef]
- Sharma, V.K.; Kumar, V.; Joshi, R.S. Investigation of rare earth particulate on tribological and mechanical properties of Al-6061 alloy composites for aerospace application. J. Mater. Res. Technol. 2019, 8, 3504–3516. [Google Scholar] [CrossRef]
- Narendranath, S.; Chakradhar, D. Studies on microstructure and mechanical characteristics of as-cast AA6061/SiC/fly ash hybrid AMCs produced by stir casting. Mater. Today Proc. 2020, 20, A1–A5. [Google Scholar]
- Roseline, S.; Paramasivam, V.; Anandhakrishnan, R.; Lakshminarayanan, P.R. Numerical evaluation of zirconium reinforced aluminium matrix composites for a sustainable environment. Ann. Oper. Res. 2019, 275, 653–667. [Google Scholar] [CrossRef]
- Sharma, S.; Singh, J.; Gupta, M.K.; Mia, M.; Dwivedi, S.P.; Saxena, A.; Korkmaz, M.E. Investigation on mechanical, tribological, and microstructural properties of Al-Mg-Si–T6/SiC/muscovite-hybrid metal-matrix composites for high strength applications. J. Mater. Res. Technol. 2021, 12, 1564–1581. [Google Scholar] [CrossRef]
- Konopatsky, A.S.; Kvashnin, D.G.; Corthay, S.; Boyarintsev, I.; Firestein, K.L.; Orekhov, A.; Shtansky, D.V. Microstructure evolution during AlSi10Mg molten alloy/B.N. micro flakes interactions in metal matrix composites obtained through 3D printing. J. Alloys Compd. 2021, 859, 157765. [Google Scholar] [CrossRef]
- Sha, J.J.; LÜ, Z.Z.; Sha, R.Y.; Zu, Y.F.; Dai, J.X.; Xian, Y.Q.; Yan, C.L. Improved wettability and mechanical properties of metal-coated carbon-fiber-reinforced aluminum matrix composites by squeeze melt infiltration technique. Trans. Nonferrous Met. Soc. China 2021, 31, 317–330. [Google Scholar] [CrossRef]
- Rao, T.B. Microstructural, mechanical, and wear properties characterization, and strengthening mechanisms of Al7075/SiCnp composites processed through ultrasonic cavitation assisted stir-casting. Mater. Sci. Eng. A 2021, 805, 140553. [Google Scholar] [CrossRef]
- Kumar, M.S.; Begum, S.R.; Pruncu, C.I.; Asl, M.S. Role of homogeneous distribution of SiC reinforcement on the characteristics of stir cast Al–SiC composites. J. Alloys Compd. 2021, 869, 159250. [Google Scholar] [CrossRef]
- Velavan, K.; Palanikumar, K.; Natarajan, E.; Lim, W.H. Implications on the influence of mica on the mechanical properties of cast hybrid (Al+ 10% B4C+ Mica) metal matrix composite. J. Mater. Res. Technol. 2021, 10, 99–109. [Google Scholar] [CrossRef]
- Ezatpour, H.R.; Sajjadi, S.A.; Sabzevar, M.H.; Huang, Y. Investigation of microstructure and mechanical properties of Al6061-nanocomposite fabricated by stir casting. Mater. Des. 2014, 55, 921–928. [Google Scholar] [CrossRef]
- Ramnath, B.V.; Elanchezhian, C.; Jaivignesh, M.; Rajesh, S.; Parswajinan, C.; Ghias, A.S.A. Evaluation of mechanical properties of aluminium alloy–alumina–boron carbide metal matrix composites. Mater. Des. 2014, 58, 332–338. [Google Scholar] [CrossRef]
- Amouri, K.; Kazemi, S.; Momeni, A.; Kazazi, M. Microstructure and mechanical properties of Al-nano/micro SiC composites produced by stir casting technique. Mater. Sci. Eng. A 2016, 674, 569–578. [Google Scholar] [CrossRef]
- El-Sabbagh, A.M.; Soliman, M.; Taha, M.A.; Palkowski, H. Effect of rolling and heat treatment on tensile behavior of wrought Al-SiCp composites prepared by stir-casting. J. Mater. Process. Technol. 2013, 213, 1669–1681. [Google Scholar] [CrossRef]
- Yu, L.I.; Li, Q.L.; Dong, L.I.; Wei, L.I.U.; Shu, G.G. Fabrication and characterization of stir casting AA6061—31% B4C composite. Trans. Nonferrous Met. Soc. China 2016, 26, 2304–2312. [Google Scholar]
- Kandpal, B.C.; Singh, H. Fabrication and characterization of Al2O3/aluminium alloy 6061 composites fabricated by Stir casting. Mater. Today Proc. 2017, 4, 2783–2792. [Google Scholar] [CrossRef]
- Sumankant, Y.; Jawalkar, C.S.; Verma, A.S.; Surie, N.M. Fabrication of aluminium metal matrix composites with particulate reinforcement: A review. Mater. Today 2017, 4, 2927–2936. [Google Scholar]
- Alaneme, K.K.; Bodunrin, M.O. Mechanical behavior of alumina reinforced AA 6063 metal matrix composites developed by two step-stir casting process. Acta Tech. Corviniensis-Bull. Eng. 2013, 6, 105. [Google Scholar]
- Rino, J.J.; Sivalingappa, D.; Koti, H.; Jebin, V.D. Properties of Al6063 MMC reinforced with zircon sand and alumina. IOSR J. Mech. Civ. Eng. 2013, 5, 72–77. [Google Scholar] [CrossRef]
- Kumar, G.V.; Rao, C.S.P.; Selvaraj, N.; Bhagyashekar, M.S. Studies on Al6061-SiC and Al7075-Al2O3 metal matrix composites. J. Miner. Mater. Charact. Eng. 2010, 9, 43–55. [Google Scholar]
- Singh, V.; Prasad, R.C. Tensile and fracture behavior of 6061 al-sicp metal matrix composites. In Proceedings of the International Symposium of Research Students on Materials Science and Engineering, Madras, India, 20–22 December 2004; pp. 20–22. [Google Scholar]
- Azarniya, A.; Azarniya, A.; Abdollah-zadeh, A.; Madaah Hosseini, H.R.; Ramakrishna, S. In situ hybrid aluminum matrix composites: A review of phase transformations and mechanical aspects. Adv. Eng. Mater. 2019, 21, 1801269. [Google Scholar] [CrossRef]
- Awotunde, M.A.; Adegbenjo, A.O.; Obadele, B.A.; Okoro, M.; Shongwe, B.M.; Olubambi, P.A. Influence of sintering methods on the mechanical properties of aluminum nanocomposites reinforced with carbonaceous compounds: A review. J. Mater. Res. Technol. 2019, 8, 2432–2449. [Google Scholar] [CrossRef]
- Fan, J.; Njuguna, J. An introduction to lightweight composite materials and their use in transport structures. In Lightweight Composite Structures in Transport; Woodhead Publishing: Cambridge, UK, 2016; pp. 3–34. [Google Scholar]
- Nturanabo, F.; Masu, L.; Kirabira, J.B. Novel applications of aluminium metal matrix composites. Alum. Alloy. Compos. 2019. [Google Scholar] [CrossRef] [Green Version]
- Rajak, D.K.; Pagar, D.D.; Kumar, R.; Pruncu, C.I. Recent progress of reinforcement materials: A comprehensive overview of composite materials. J. Mater. Res. Technol. 2019, 8, 6354–6374. [Google Scholar] [CrossRef]
- Diler, E.A.; Ghiami, A.; Ipek, R. Effect of high ratio of reinforcement particle size to matrix powder size and volume fraction on microstructure, densification, and tribological properties of SiC p reinforced metal matrix composites manufactured via a hot pressing method. Int. J. Refract. Met. Hard Mater. 2015, 52, 183–194. [Google Scholar] [CrossRef]
- Manoharan, M.; Lewandowski, J.J. Effect of reinforcement size and matrix microstructure on the fracture properties of an aluminum metal matrix composite. Mater. Sci. Eng. A 1992, 150, 179–186. [Google Scholar] [CrossRef]
- Lewandowski, J.J.; Liu, D.S.; Liu, C. Observations on the effects of particulate size and superposed pressure on deformation of metal matrix composites. Scr. Metall. Mater. 1991, 25, 21–26. [Google Scholar] [CrossRef]
- Kamat, S.V.; Hirth, J.P.; Mehrabian, R. Mechanical properties of particulate-reinforced aluminum-matrix composites. Acta Metall. 1989, 37, 2395–2402. [Google Scholar] [CrossRef]
- Chen, S.H.; Wang, T.C. Size effects in the particle-reinforced metal-matrix composites. Acta Mech. 2002, 157, 113–127. [Google Scholar] [CrossRef]
- von Fraunhofer, J.A. Adhesion and cohesion. Int. J. Dent. 2012, 2012, 951324. [Google Scholar] [CrossRef]
- Libanori, R.; Carnelli, D.; Rothfuchs, N.; Binelli, M.R.; Zanini, M.; Nicoleau, L.; Feichtenschlager, B.; Albrecht, G.; Studart, A.R. Composites reinforced via mechanical interlocking of surface-roughened microplatelets within ductile and brittle matrices. Bioinspiration Biomim. 2016, 11, 036004. [Google Scholar] [CrossRef] [PubMed]
- Huang, M.; Li, Z. Influences of particle size and interface energy on the stress concentration induced by the oblate spheroidal particle and the void nucleation mechanism. Int. J. Solids Struct. 2006, 43, 4097–4115. [Google Scholar] [CrossRef] [Green Version]
- Jokhio, M.H.; Panhwer, M.I.; Unar, M.A. Manufacturing of aluminum composite material using a stir casting process. arXiv 2016, arXiv:1604.01251. [Google Scholar]
- Rajendra, K.; Babu, M.V.S.; Rao, P.G.; Suman, K.N.S. Recent Developments in the Fabrication of Metal Matrix Composites by Stir Casting Route: A Review. Int. J. Chem. Sci. 2016, 14, 2358–2366. [Google Scholar]
- Sozhamannan, G.G.; Prabu, S.B.; Venkatagalapathy, V.S.K. Effect of processing parameters on metal matrix composites: Stir casting process. J. Surf. Eng. Mater. Adv. Technol. 2012, 2, 11. [Google Scholar]
- Arulraj, M.; Palani, P.K.; Venkatesh, L. Optimization of process parameters in stir casting of hybrid metal matrix (LM25/SiC/B4C) Composite using Taguchi method. J. Adv. Chem. 2017, 13, 6475–6479. [Google Scholar] [CrossRef]
- Kumar, M.P.; Babu, M.S.; Ramana, V.S.N.V. Simulation of Stir Casting Process Using Computational Fluid Dynamics. Int. J. Eng. Res. Appl. 2015, 5, 132–135. [Google Scholar]
- Saravanan, C.; Subramanian, K.; Krishnan, V.A.; Narayanan, R.S. Effect of Particulate Reinforced Aluminium Metal Matrix Composite—A Review. Mech. Mech. Eng. 2015, 19, 23–30. [Google Scholar]
- Chawla, K.K.; Metzger, M. Initial dislocation distributions in tungsten fiber-copper composites. J. Mater. Sci. 1972, 7, 34–39. [Google Scholar] [CrossRef]
- Chappell, P.J. Reinforcement-Matrix Interface Effects in Metal Matrix Composites (No.MRL-TN-562); Materials Research Labs Ascot Vale: Victoria, Australia, 1989. [Google Scholar]
- Vogelsang, M.; Arsenault, R.J.; Fisher, R.M. Anin situ HVEM study of dislocation generation at Al/SiC interfaces in metal matrix composites. Metall. Mater. Trans. A 1986, 17, 379–389. [Google Scholar] [CrossRef] [Green Version]
- Rhee, S.K. Wetting of ceramics by liquid aluminum. J. Am. Ceram. Soc. 1970, 53, 386–389. [Google Scholar] [CrossRef]
- Baker, A.A.; Shipman, M.C.; Cripwell, P.A.; Jackson, P.W. Oxidation of aluminum-coated carbon fibers and carbon-aluminum composites. Fibre Sci. Technol. 1972, 5, 285–302. [Google Scholar] [CrossRef]
- Meyerer, W.; Kizer, D.; Paprocki, S.; Paul, H. Versatility of GraphiteAluminum Composites. In Proceedings of the Second International Conference on Composites Materials, Toronto, ON, Canada, 16–20 April 1978; TS-AIME: New York, NY, USA, 1978; p. 141. [Google Scholar]
- Katzman, H.A. Fiber coatings for the fabrication of graphite-reinforced magnesium composites. J. Mater. Sci. 1987, 22, 144–148. [Google Scholar] [CrossRef]
- Naslain, R.; Thebault, J.; Pailler, R. Chemical Compatibility in Metal/B Composites. In Proceedings of the 1975 International Conference on Composite Materials, Geneva, Switzerland, 7–11 April 1975; TMS-AIME: New York, NY, USA, 1976; Volume 1, p. 116. [Google Scholar]
- Champion, A.R.; Krueger, W.H.; Hartman, H.S.; Dhingra, A.K. Fiber FP reinforced metal matrix composites. In Proceedings of the Second International Conference on Composites Materials, Toronto, ON, Canada, 16–20 April 1978; TMS-AIME: New York, NY, USA, 1978; p. 883. [Google Scholar]
- Kimura, Y.; Mishima, Y.; Umekawa, S.; Suzuki, T. Compatibility between carbon fiber and binary aluminum alloys. J. Mater. Sci. 1984, 19, 3107–3114. [Google Scholar] [CrossRef]
- Su, H.; Gao, W.; Zhang, H.; Liu, H.; Lu, J.; Lu, Z. Optimization of stirring parameters through numerical simulation to prepare aluminum matrix composite by the stir casting process. J. Manuf. Sci. Eng. 2010, 132, 061007. [Google Scholar] [CrossRef]
- Naher, S.; Brabazon, D.; Looney, L. Computational and experimental analysis of particulate distribution during Al–SiC MMC fabrication. Compos. Part A Appl. Sci. Manuf. 2007, 38, 719–729. [Google Scholar] [CrossRef] [Green Version]
- Sadowski, T.; de Borst, R. (Eds.) Lecture Notes on Composite Materials: Current Topics and Achievements; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2008; Volume 154. [Google Scholar]
- Evans, A.; San Marchi, C.; Mortensen, A. Metal matrix composites. In Metal Matrix Composites in Industry; Springer: Boston, MA, USA, 2003; pp. 9–38. [Google Scholar]
- Matthews, F.L.; Rawlings, R.D. Composite Materials: Engineering and Science; Elsevier: Amsterdam, The Netherlands, 1999. [Google Scholar]
- Almadhoni, K.; Khan, S. Review of effective parameters of stir casting process on metallurgical properties of ceramics particulate Al composites. IOSR J. Mech. Civ. Eng. 2015, 12, 22–40. [Google Scholar]
- Langford, J.C.; Perras, M.A. Obtaining reliable estimates of intact tensile strength. In Proceedings of the 48th US Rock Mechanics/Geomechanics Symposium, Minneapolis, MN, USA, 1–4 June 2014; OnePetro: Richardson, TX, USA, 2014. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
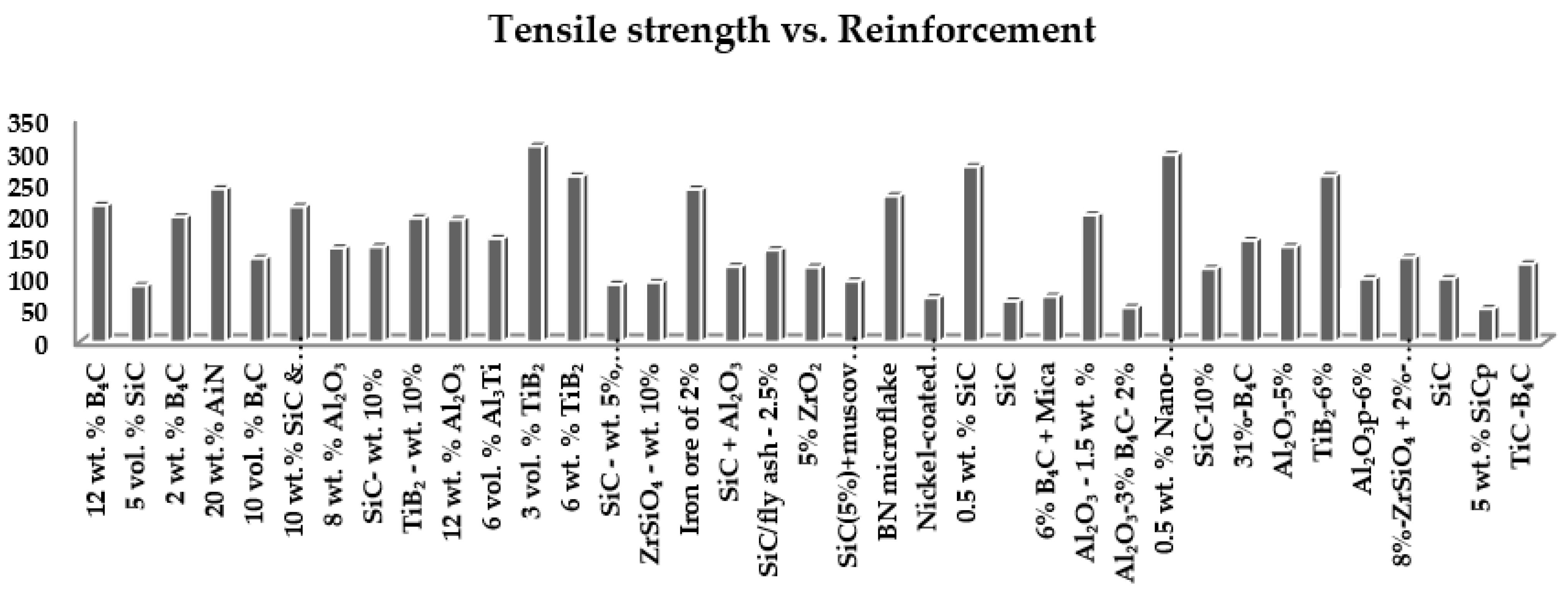
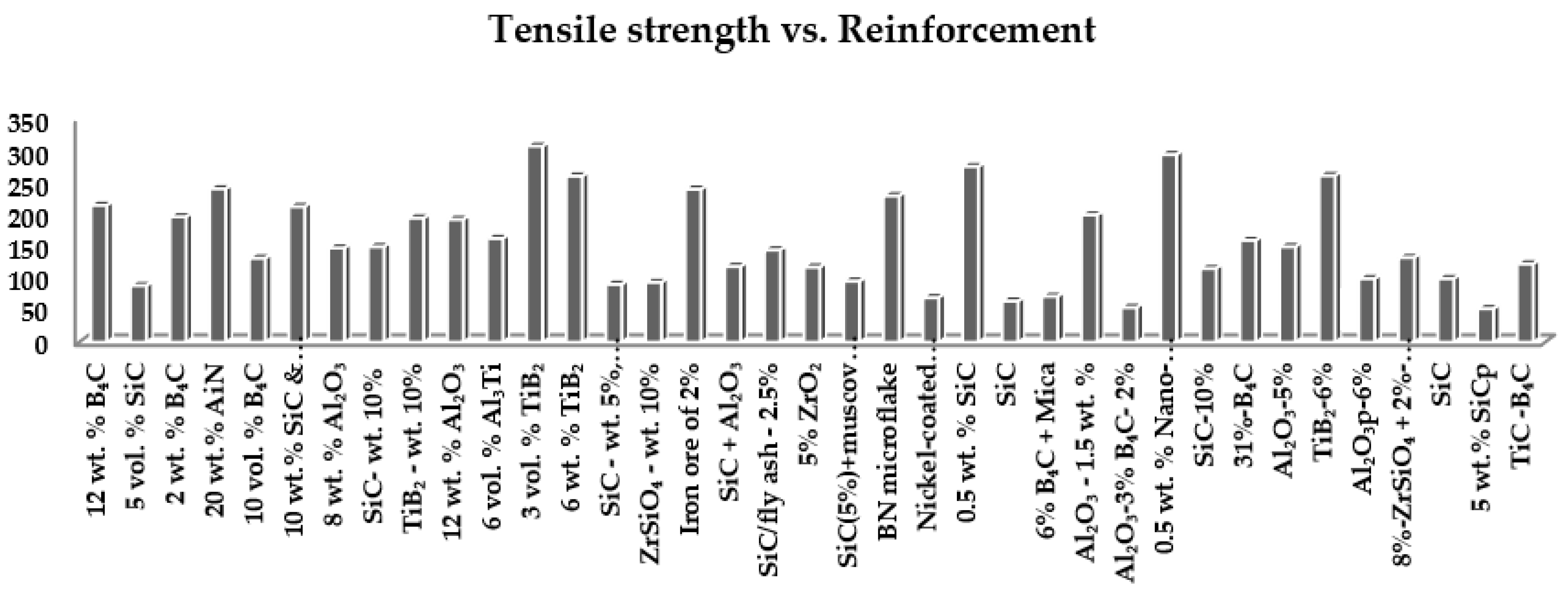
| S.L. No | Author | Metal Matrix | % and Reinforcement | Tensile Strength in MPa | Reference |
|---|---|---|---|---|---|
| 1 | Kalaiselvan (2011) | AA6061 | 12 wt.% B4C | 215 | [31] |
| 2 | Amirkhanlou and Niroumand (2011) | A356 | 5 vol.% SiC | 89 | [32] |
| 3 | Alizadeh (2011) | Al | 2 wt.% B4C | 197 | [33] |
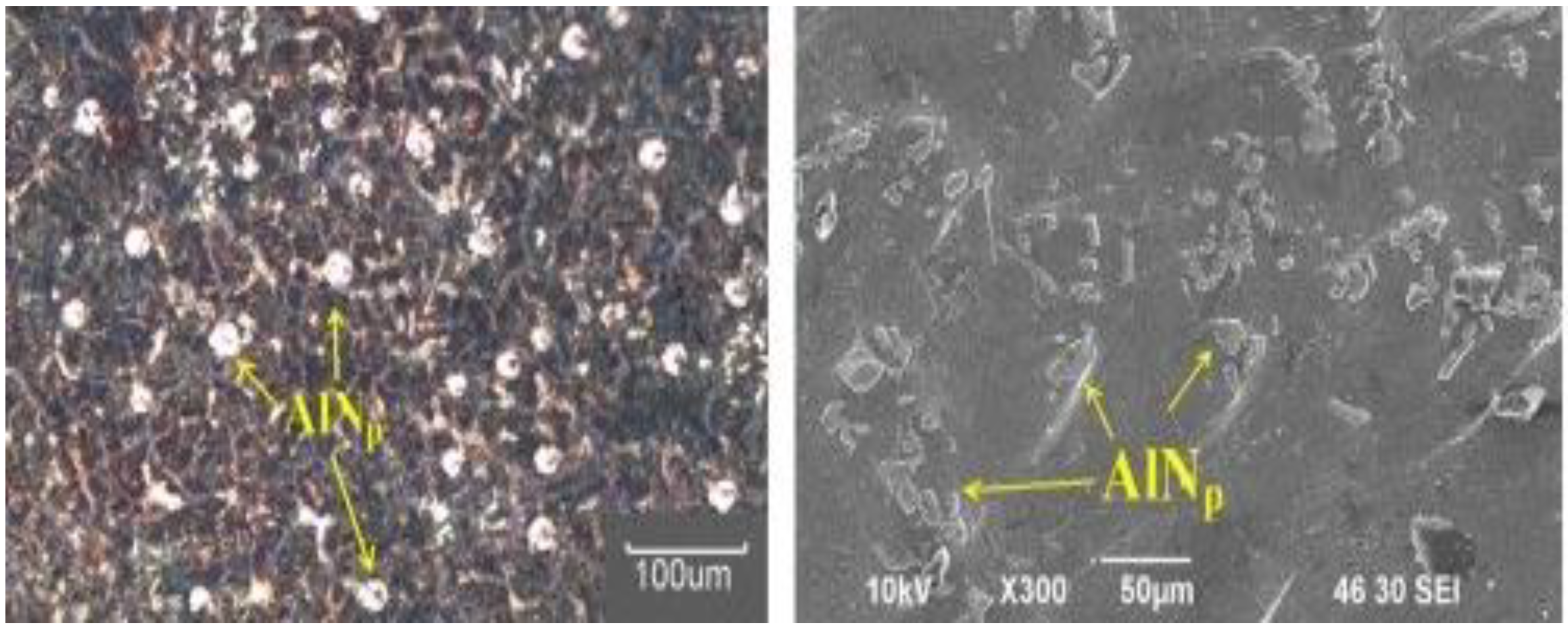
| 4 | Kumar (2012) | AA6061 | 20 wt.% AlN | 241 | [34] |
| 5 | Mazaheri (2013) | Pure Al | 10 vol.% B4C | 132 | [35] |
| 6 | Selvam (2013) | AA6061 | 10 wt.% SiC and 7.5 wt.% flyash | 213 | [36] |
| 7 | Kumar (2013) | A359 | 8 wt.% Al2O3 | 148 | [37] |
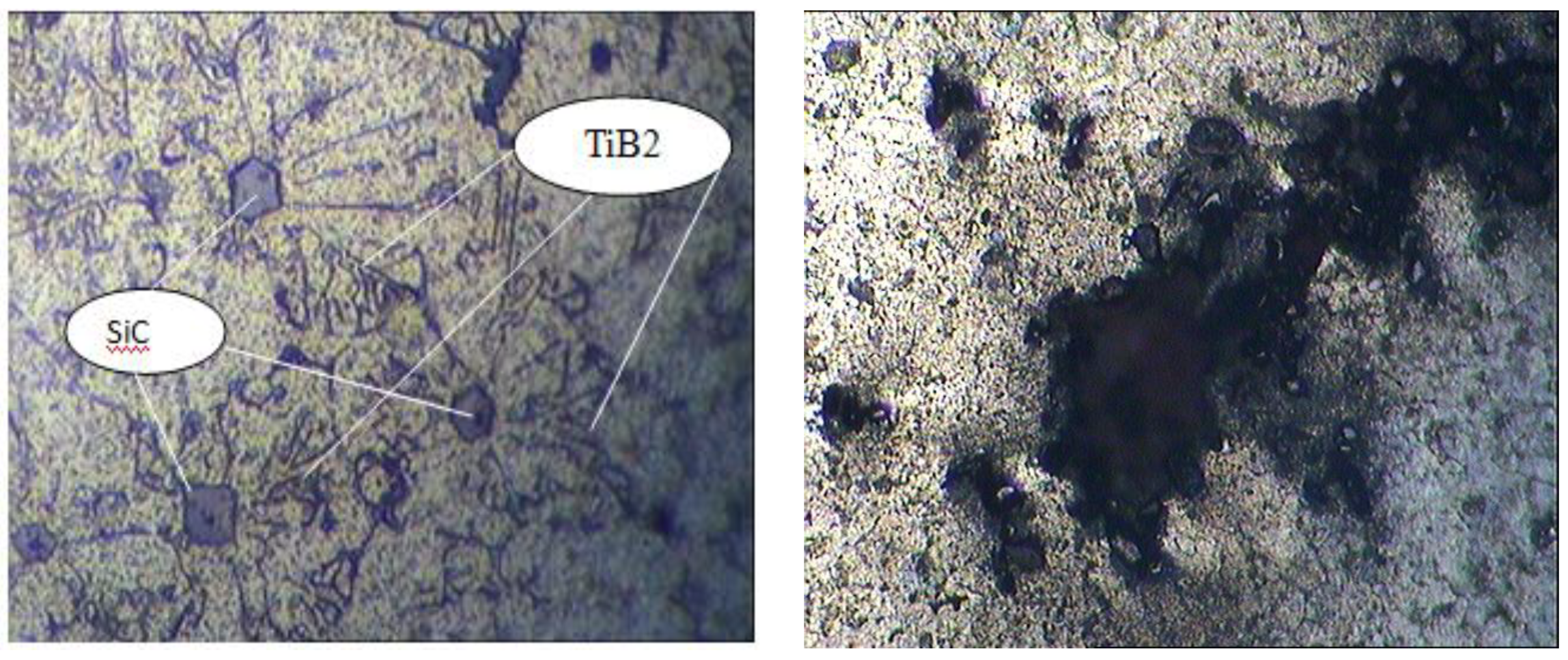
| 8 | James, S. J. (2014) | Al 6061 | SiC—10 wt.% | 150.1 | [38] |
| 9 | James, S. J. (2014) | Al 6061 | TiB2—10 wt.% | 195 | [39] |
| 10 | Bharath (2014) | AA6061 | 12 wt.% Al2O3 | 193 | [40] |
| 11 | Yang (2015) | A356 | 6 vol.% Al3Ti | 163 | [41] |
| 12 | Akbari (2015) | A356 | 3 vol.%TiB2 | 308 | [42] |
| 13 | Niranjan (2015) | A356 | 6 wt.% TiB2 | 261 | [43] |
| 14 | James, S (2017) | Al 6061 | SiC—5 wt.%, Al2O3—3 wt.%, TiB2—2 wt.% | 91 | [44] |
| 15 | JohnyJames, S (2017) | Al 6061 | ZrSiO4—10 wt.% | 94 | [45] |
| 16 | Ansar Kareem (2021) | AA 6061 | Iron ore of 2% | 240.5 | [46] |
| 17 | Vipin Kumar Sharma (2019) | AA 6061 | SiC + Al2O3 | 119 | [47] |
| 18 | S Narendranath (2020) | AA6061 | SiC/fly ash—2.5% | 145 | [48] |
| 19 | S. Roseline (2018) | Al6061 | 5% ZrO2 | 118 | [49] |
| 20 | Sharma (2021) | Al–Mg–Si–T6 | SiC (5%) + muscovite (2%) | 96.08 | [50] |
| 21 | Konopatsky (2021) | AlSi10 Mg | BN microflake | 230 | [51] |
| 22 | Sha, Jian-jun (2021) | Al Alloy | Nickel-coated carbon fiber | 70 | [52] |
| 23 | Rao (2021) | Al7075 | 0.5 wt.% SiC | 276 | [53] |
| 24 | Kumar (2021) | Al–SiC | SiC | 64.55 | [54] |
| 25 | Velavan (2021) | Al | 6% B4C + Mica | 72 | [55] |
| 26 | Ezatpour (2014) | Al6061 | Al2O3–1.5 wt.% | 200 | [56] |
| 27 | Ramnath (2014) | Al Alloy | Al2O3–3% B4C–2% | 54.6 | [57] |
| 28 | Amouri, K (2016) | A356 | 0.5 wt.% Nano-SiC | 295 | [58] |
| 29 | El-Sabbagh (2013) | 6061/F500 | SiC–10% | 115.66 | [59] |
| 30 | Yu, L. I., et al. (2016) | AA1100 | 31%–B4C | 160 | [60] |
| 31 | Kandpal (2017) | AA 6061 | Al2O3-5% | 150 | [61] |
| 32 | Sumankant (2017) | A356 | TiB2–6% | 261.84 | [62] |
| 33 | Alaneme (2013) | AA 6063 | Al2O3p–6% | 100 | [63] |
| 34 | Rino (2013) | AA 6064 | 8%–ZrSiO4 + 2%–Al2O3 | 132.98 | [64] |
| 35 | Kumar, G. V (2010) | Al6061 | SiC | 100 | [65] |
| 36 | Singh, V (2004) | AA 6061 | 5 wt.% SiCp | 52.8 | [66] |
| 37 | Mazaheri, Y (2013) | Al | TiC–B4C | 123 | [35] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
James, J.; Annamalai, A.R.; Muthuchamy, A.; Jen, C.-P. Effect of Wettability and Uniform Distribution of Reinforcement Particle on Mechanical Property (Tensile) in Aluminum Metal Matrix Composite—A Review. Nanomaterials 2021, 11, 2230. https://doi.org/10.3390/nano11092230
James J, Annamalai AR, Muthuchamy A, Jen C-P. Effect of Wettability and Uniform Distribution of Reinforcement Particle on Mechanical Property (Tensile) in Aluminum Metal Matrix Composite—A Review. Nanomaterials. 2021; 11(9):2230. https://doi.org/10.3390/nano11092230
Chicago/Turabian StyleJames, Johny, A. Raja Annamalai, A. Muthuchamy, and Chun-Ping Jen. 2021. "Effect of Wettability and Uniform Distribution of Reinforcement Particle on Mechanical Property (Tensile) in Aluminum Metal Matrix Composite—A Review" Nanomaterials 11, no. 9: 2230. https://doi.org/10.3390/nano11092230
APA StyleJames, J., Annamalai, A. R., Muthuchamy, A., & Jen, C.-P. (2021). Effect of Wettability and Uniform Distribution of Reinforcement Particle on Mechanical Property (Tensile) in Aluminum Metal Matrix Composite—A Review. Nanomaterials, 11(9), 2230. https://doi.org/10.3390/nano11092230