
Al2O3 Particle Erosion Induced Phase Transformation: Structure, Mechanical Property, and Impact Toughness of an SLM Al-10Si-Mg Alloy


Abstract
:1. Introduction
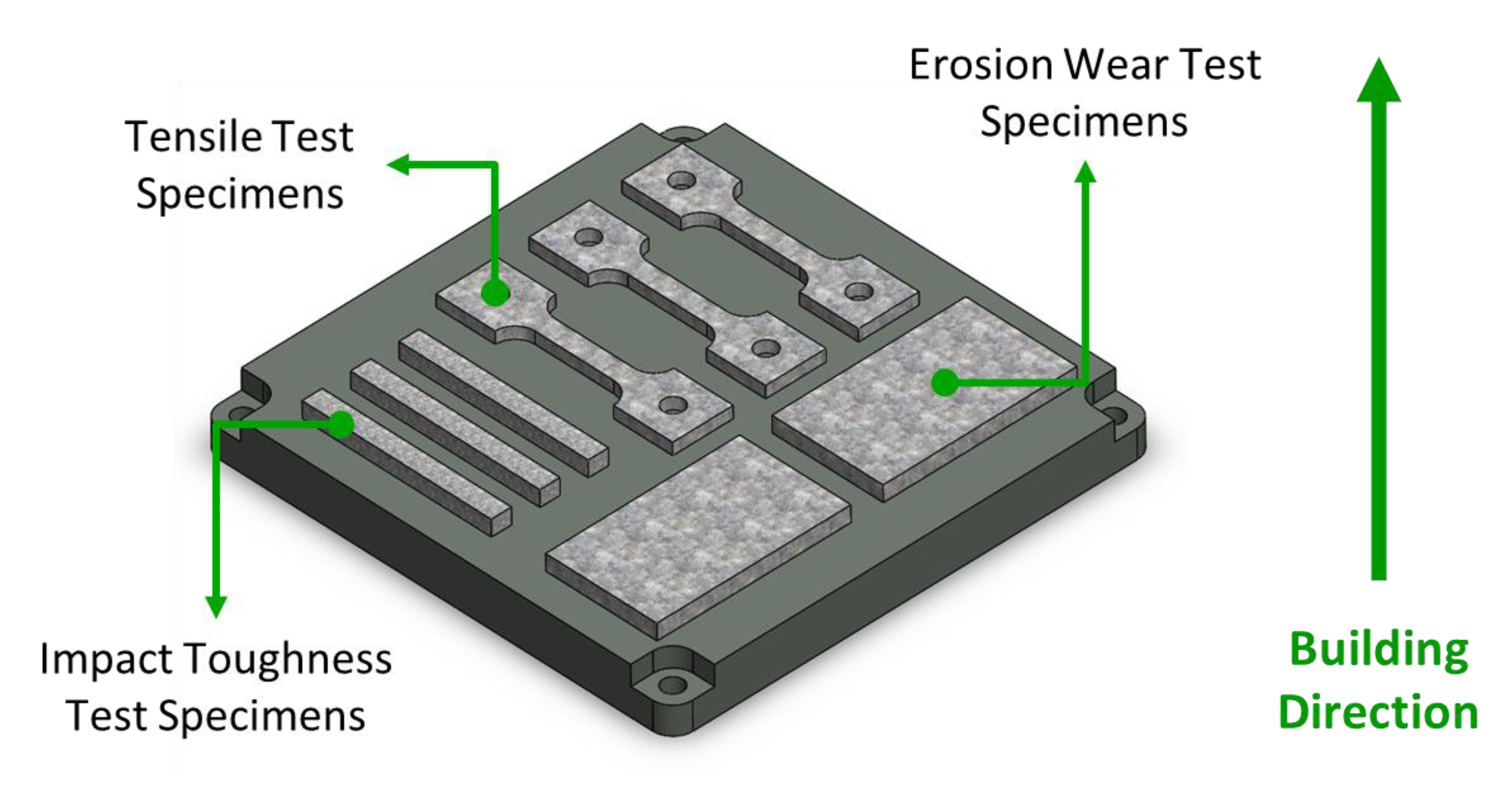
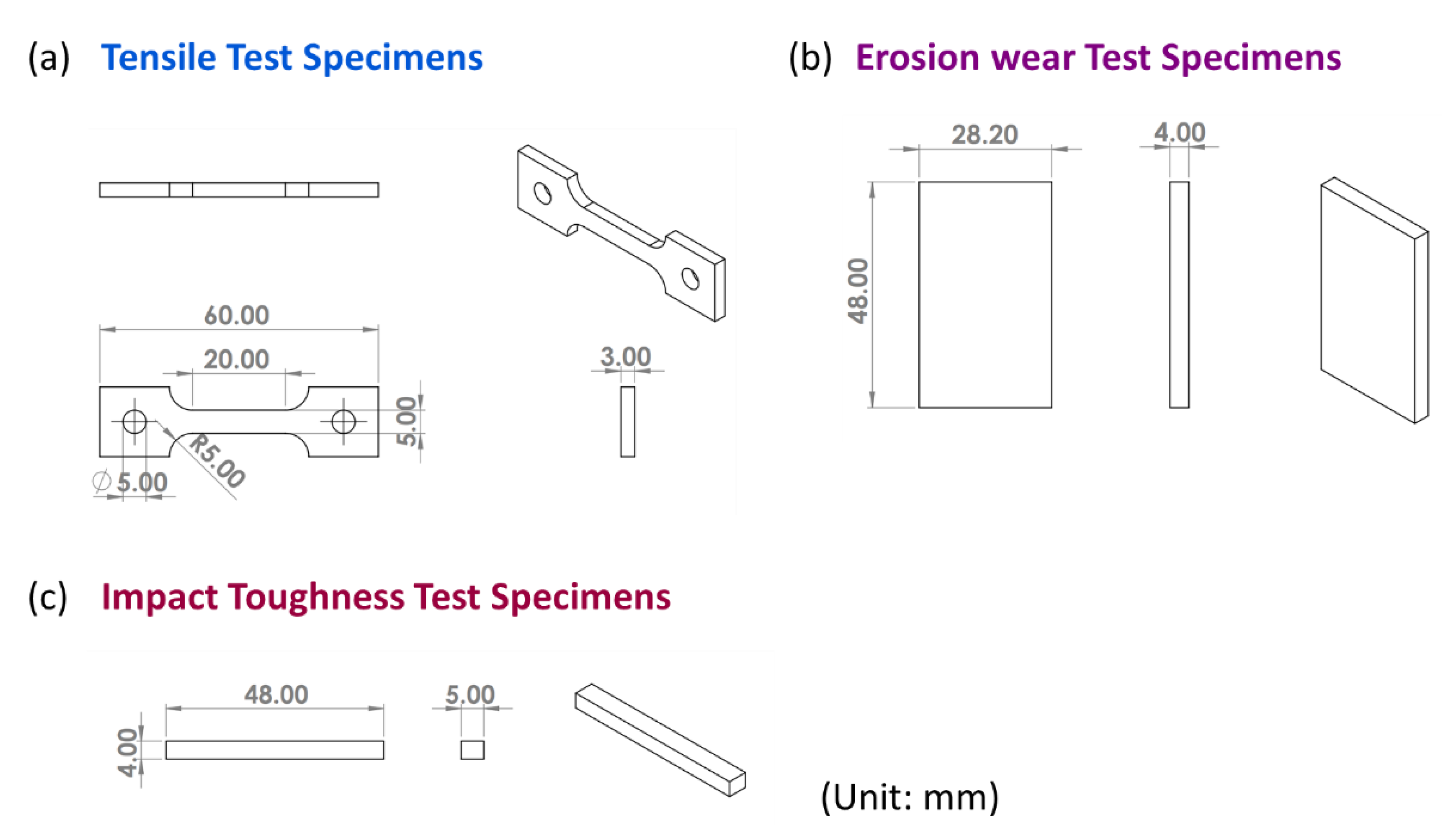
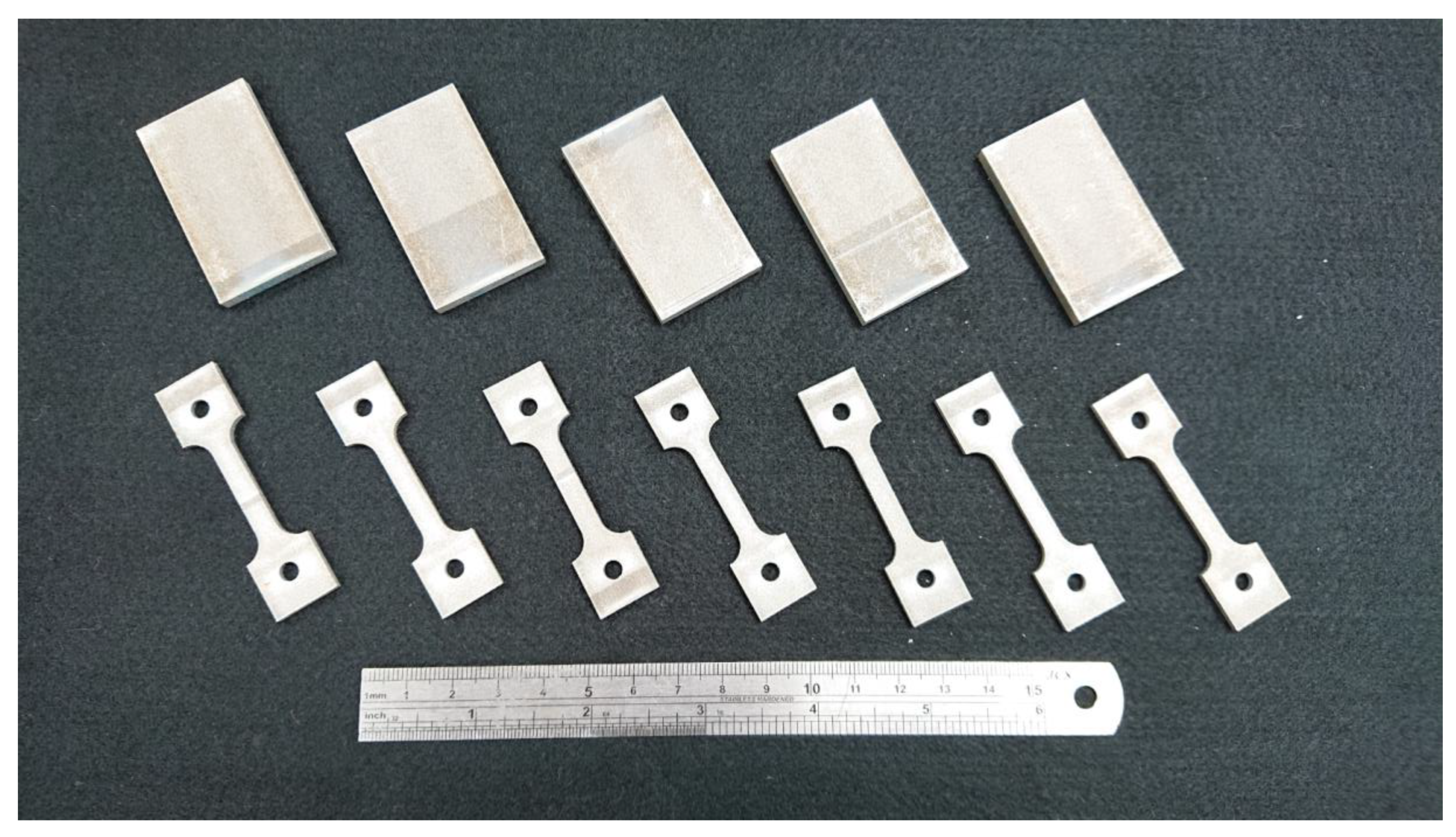
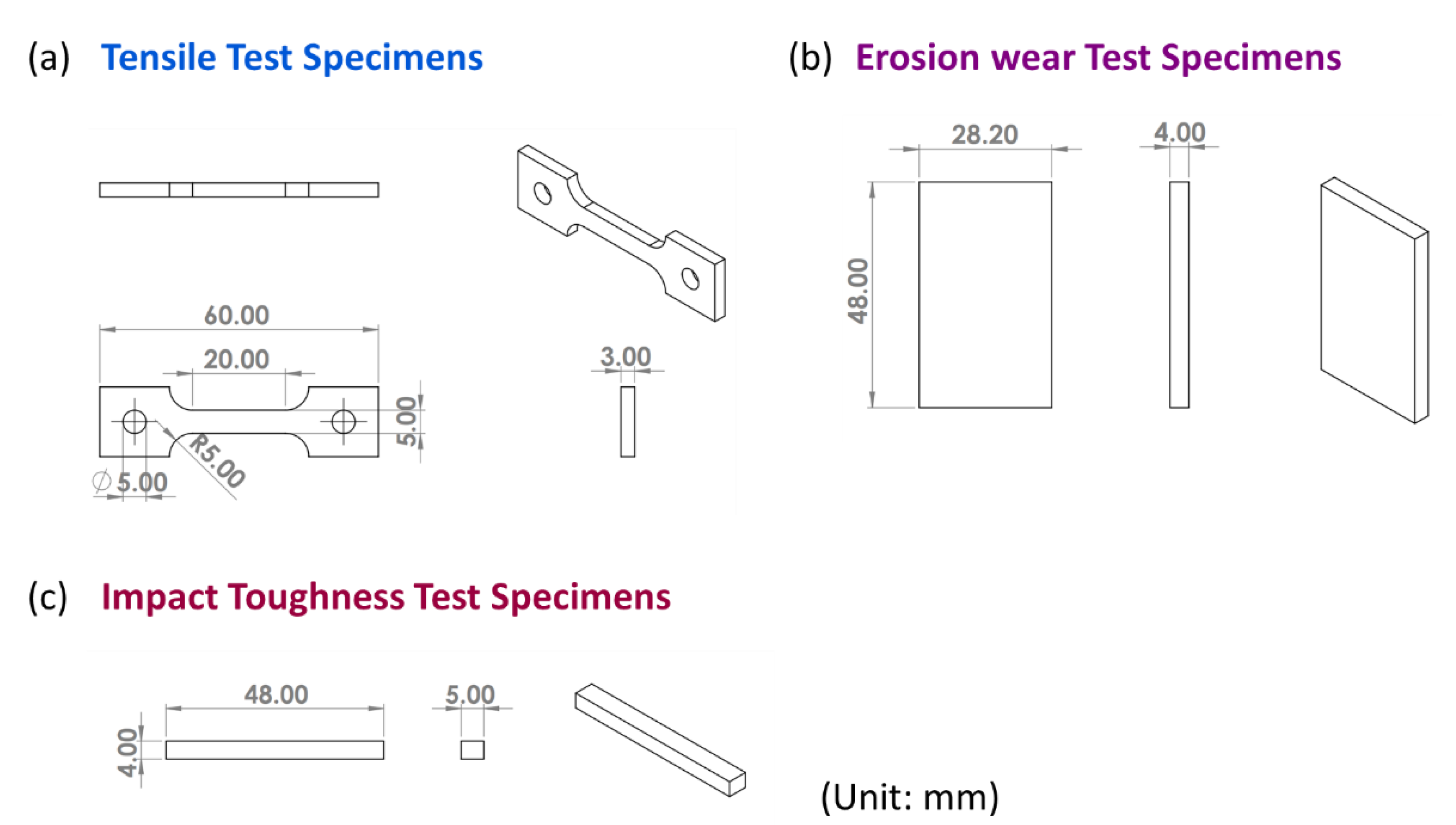
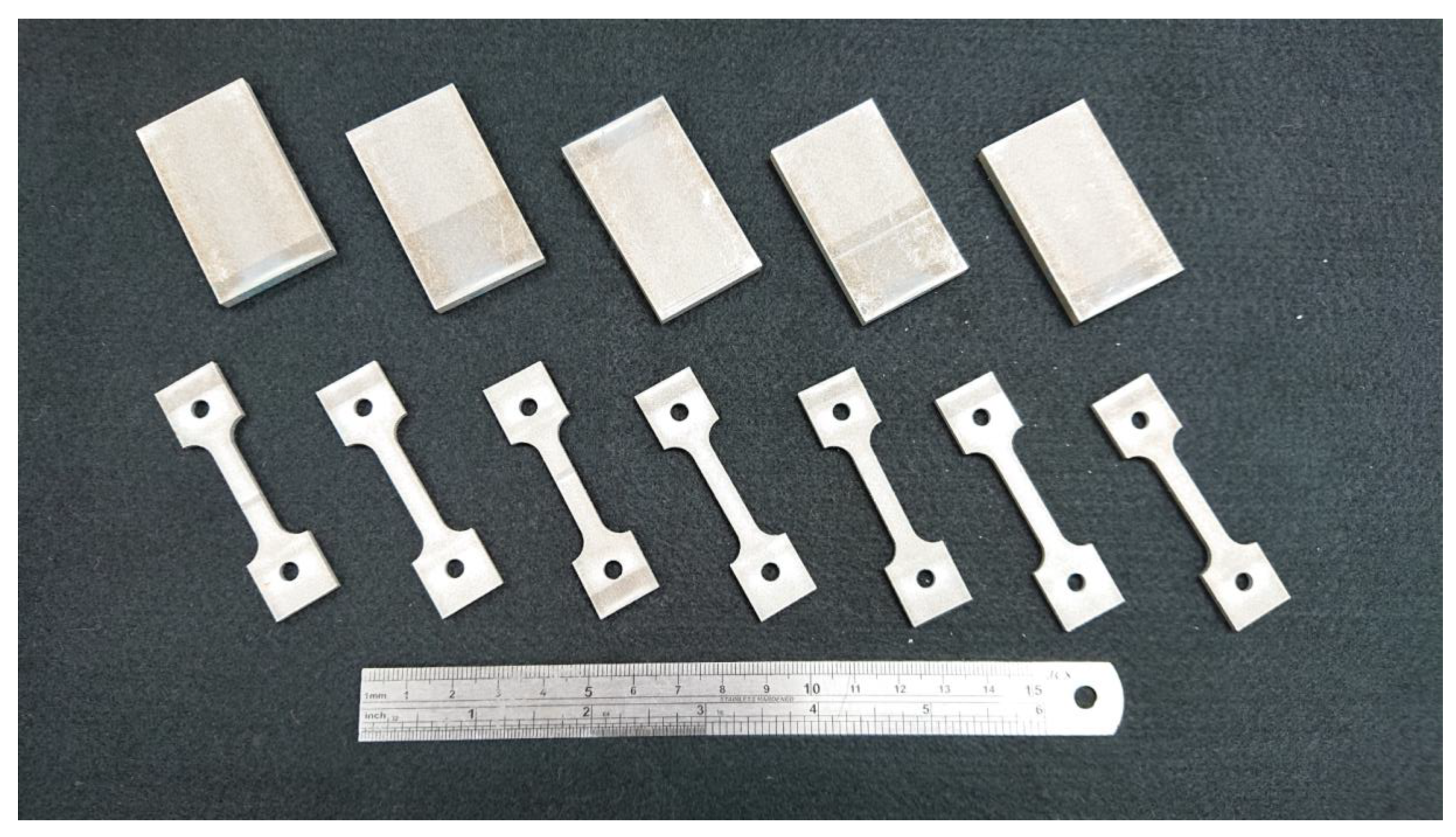
2. Materials and Methods
3. Results and Discussion
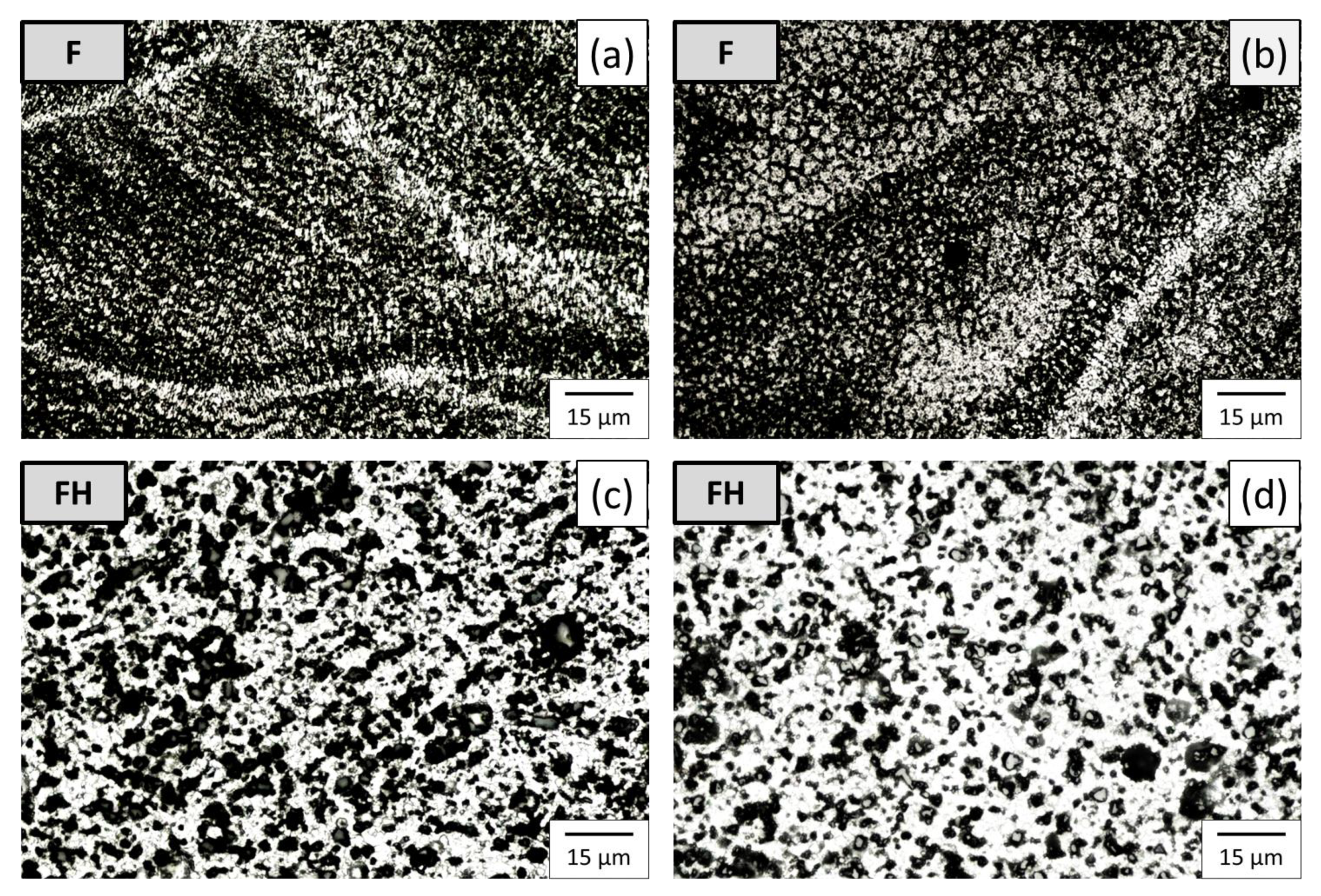
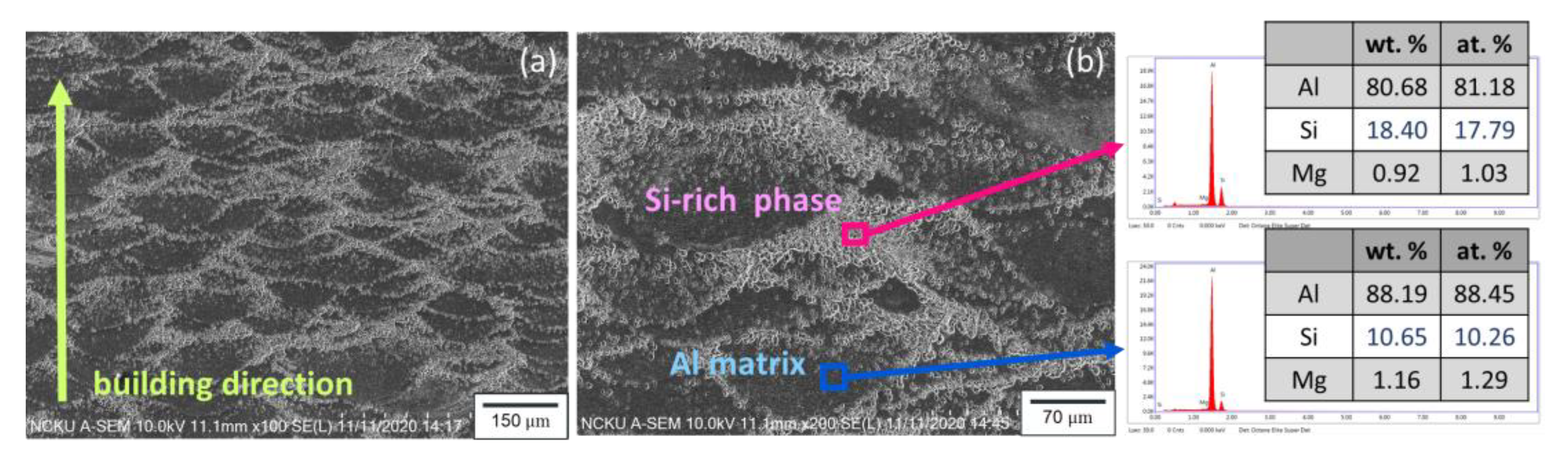
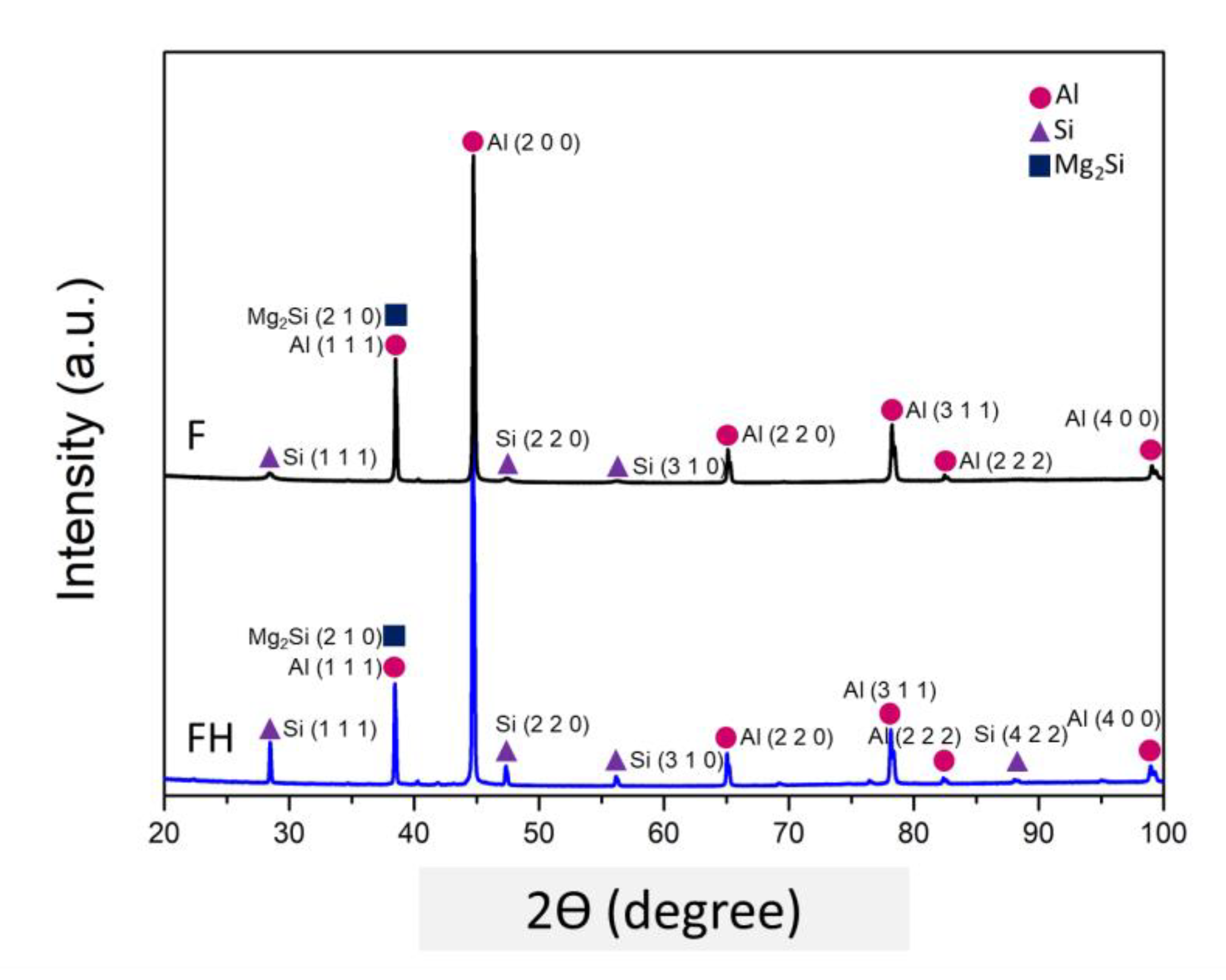
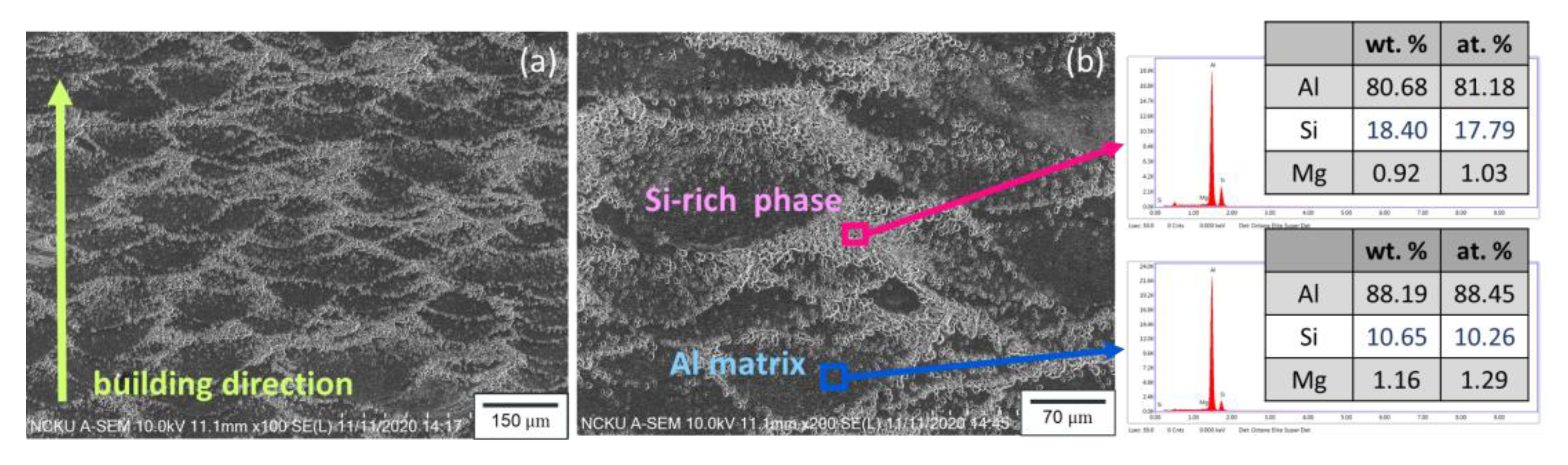
3.1. Microstructural Characteristics and Material Properties
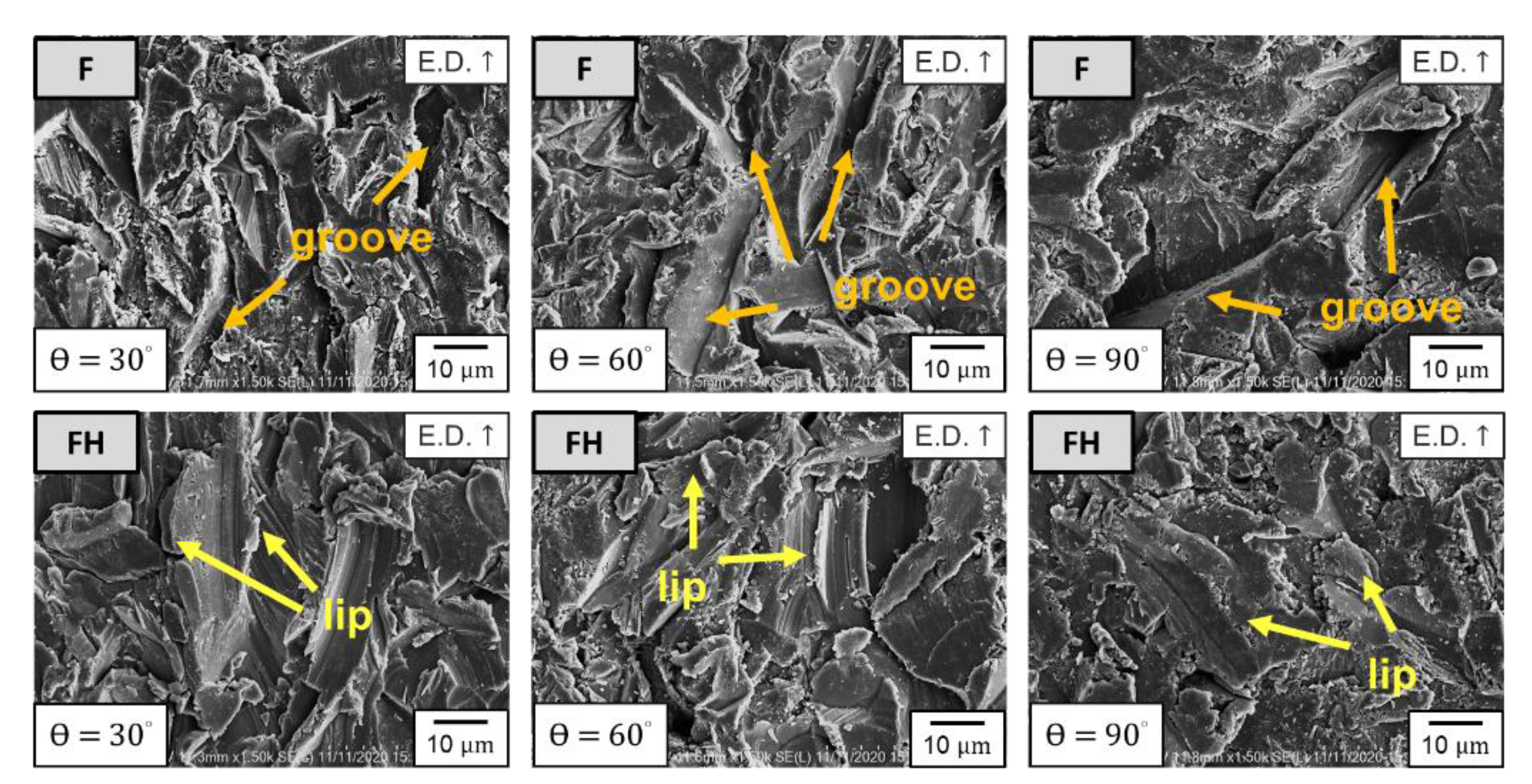
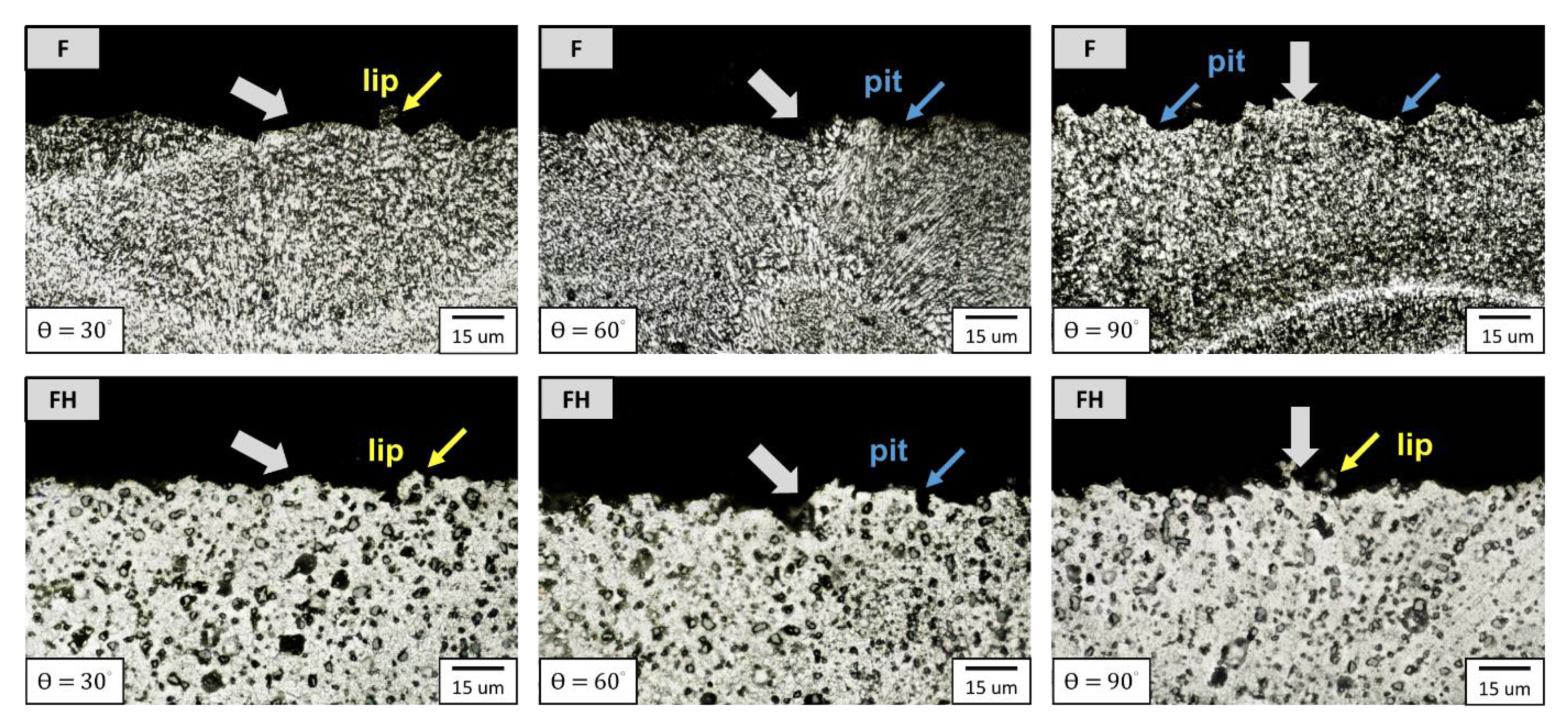
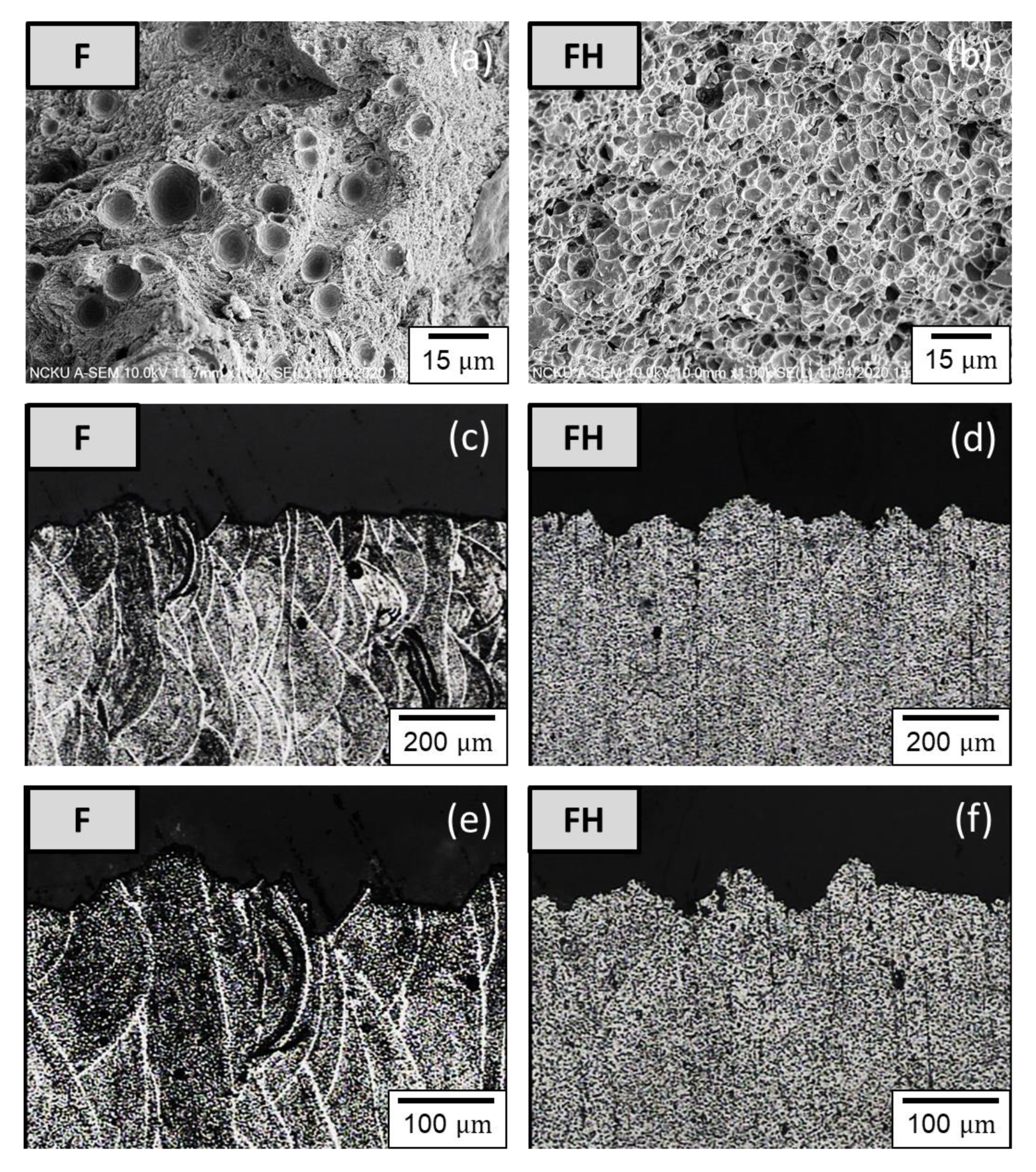
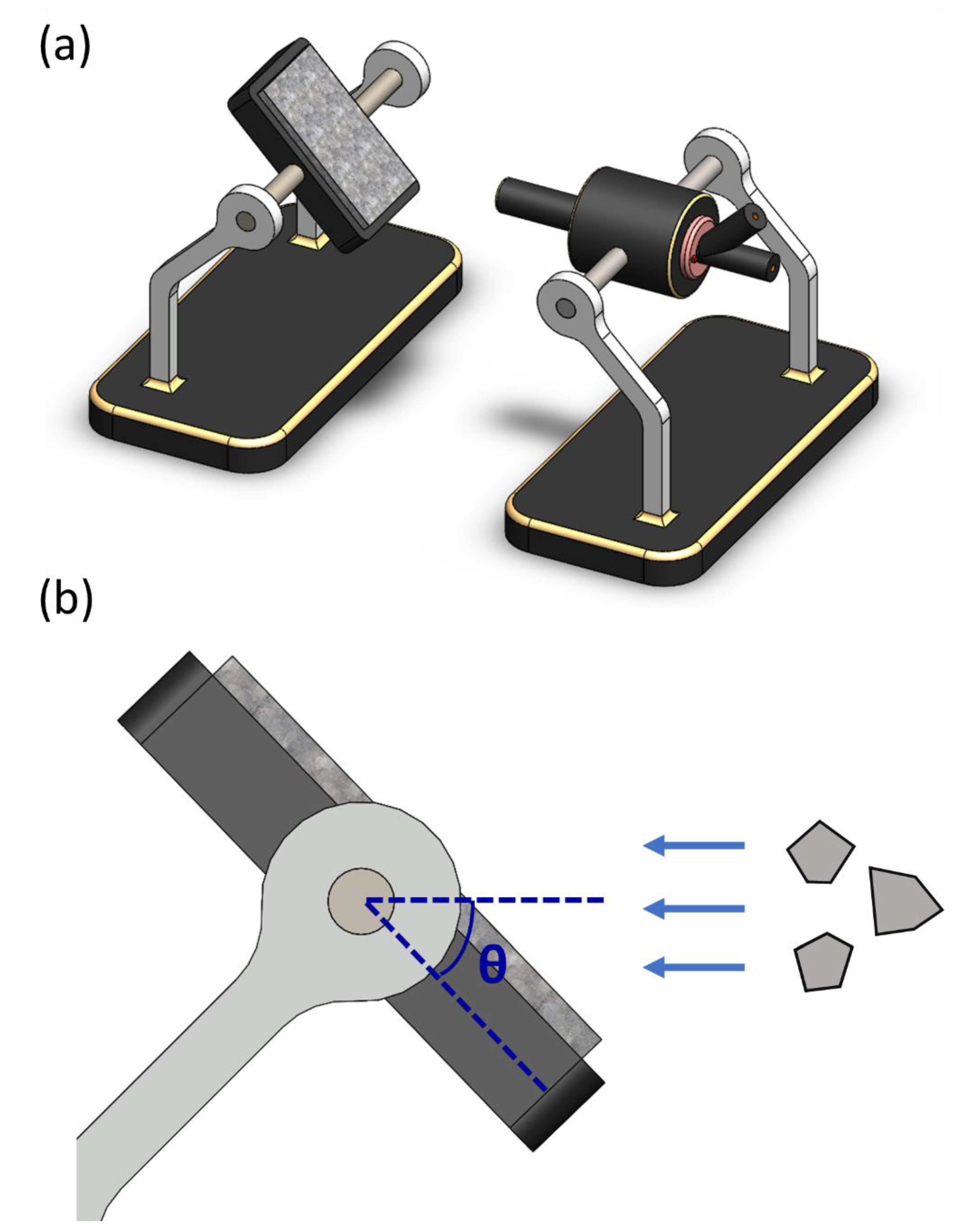
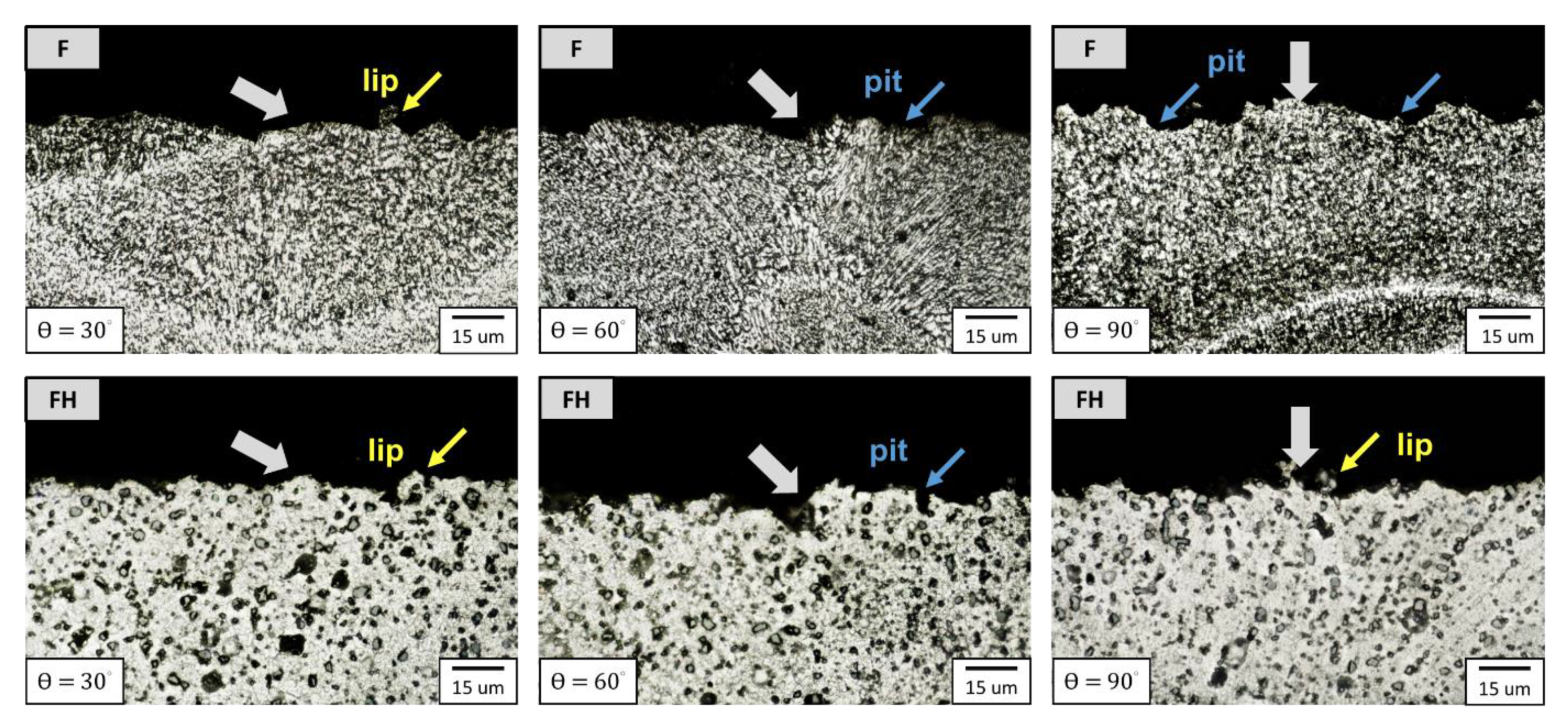
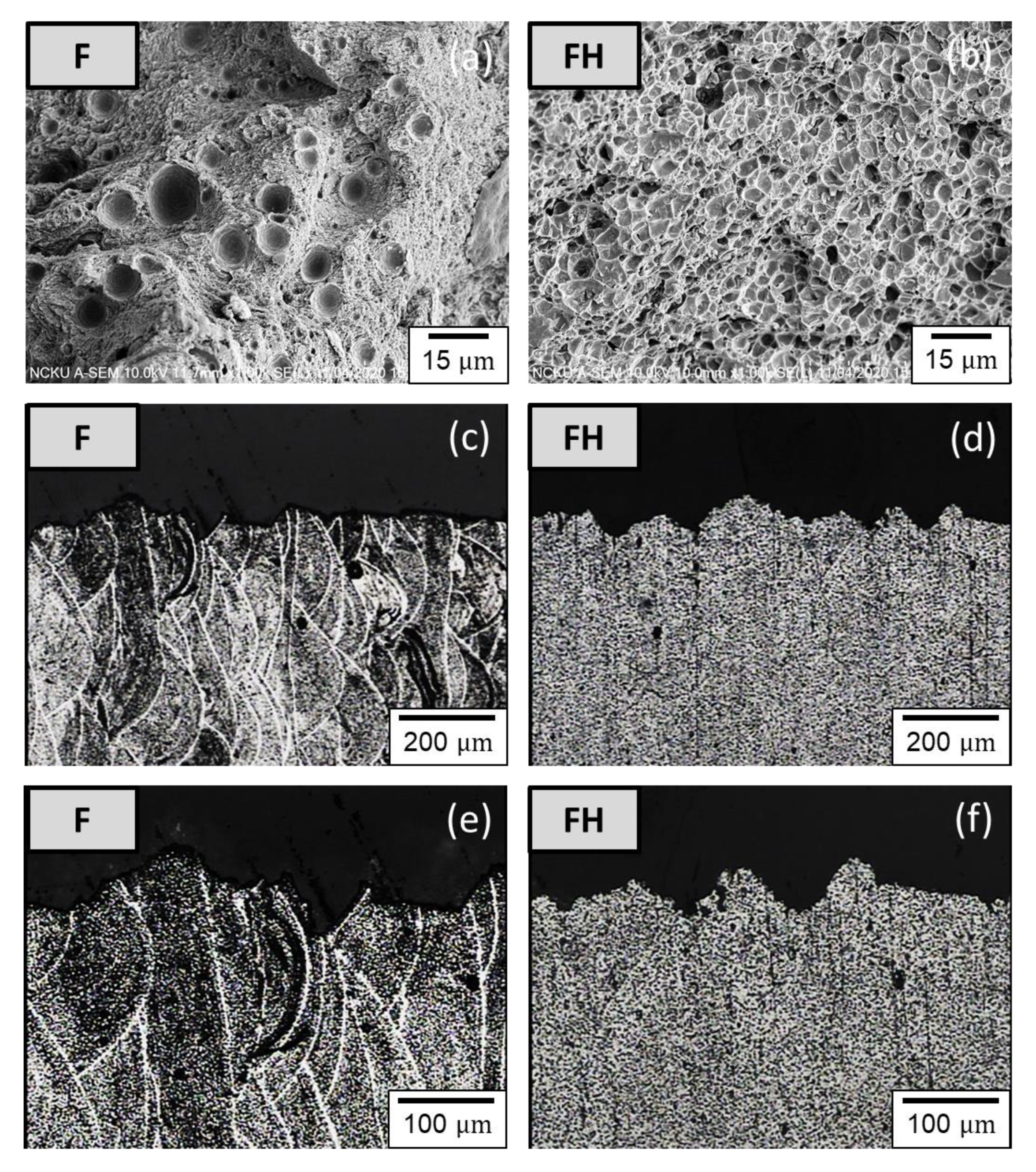
3.2. Particle Erosion Wear Mechanism
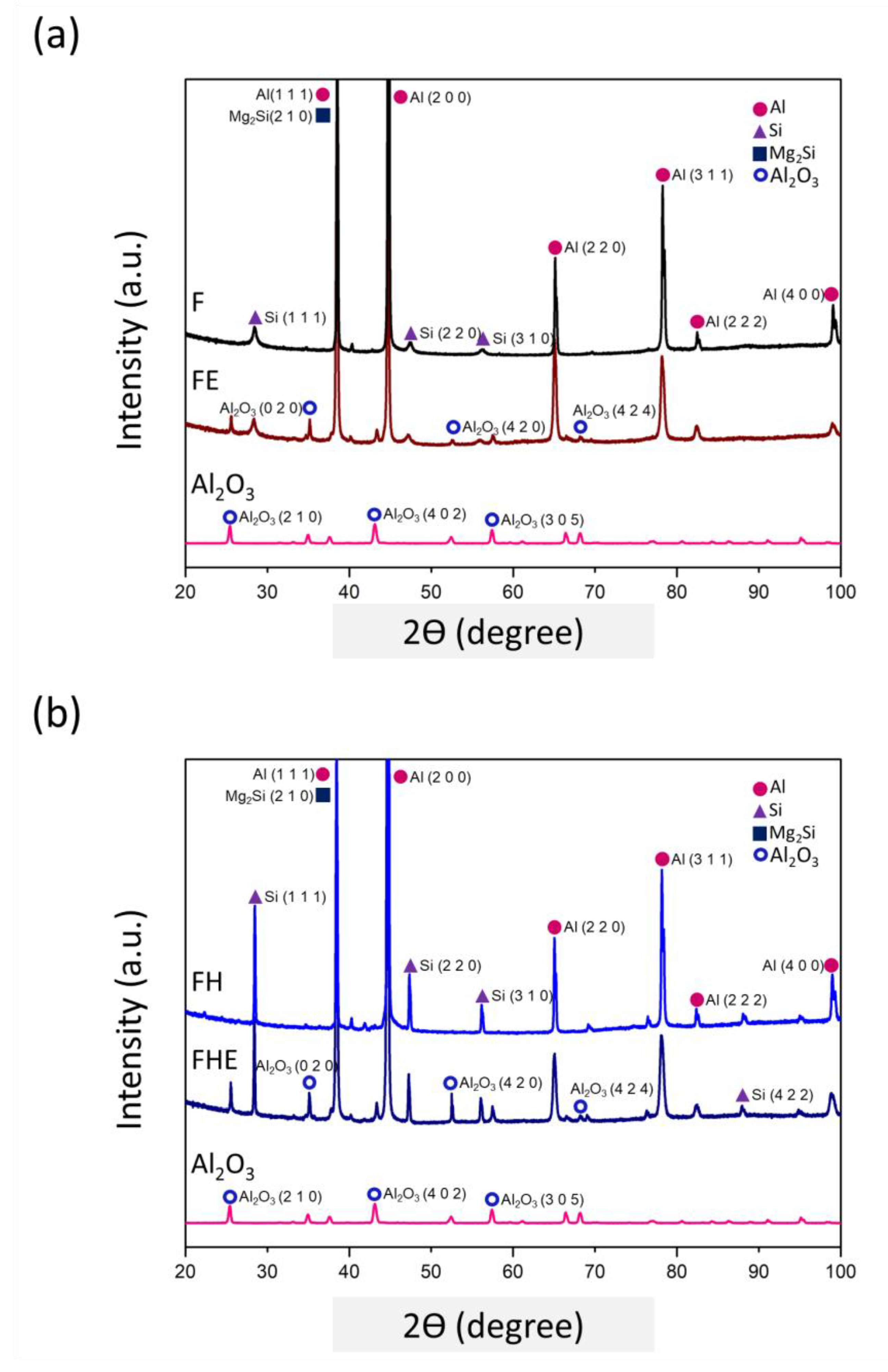
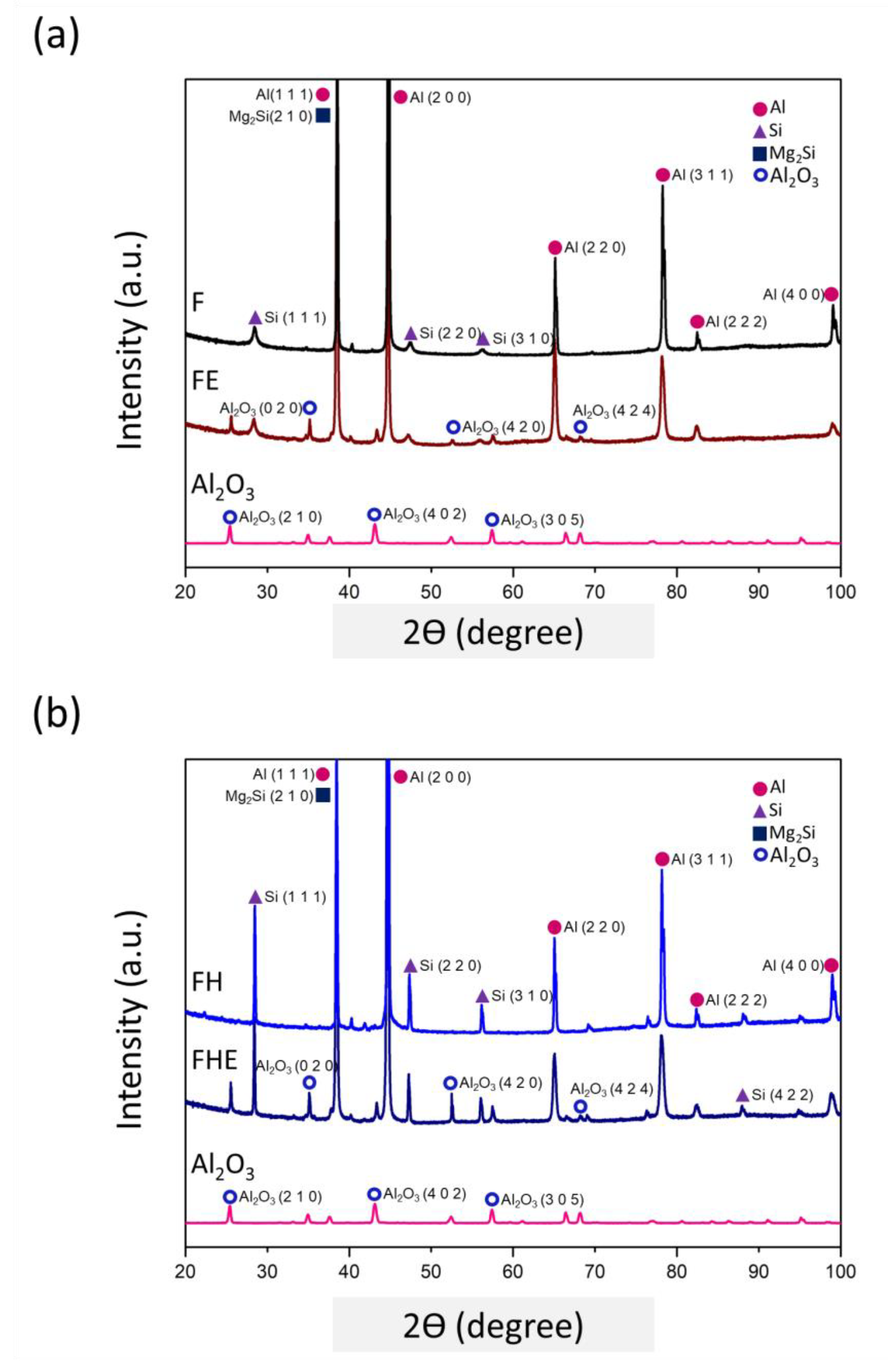
3.3. Erosion Induced Phase Transformation
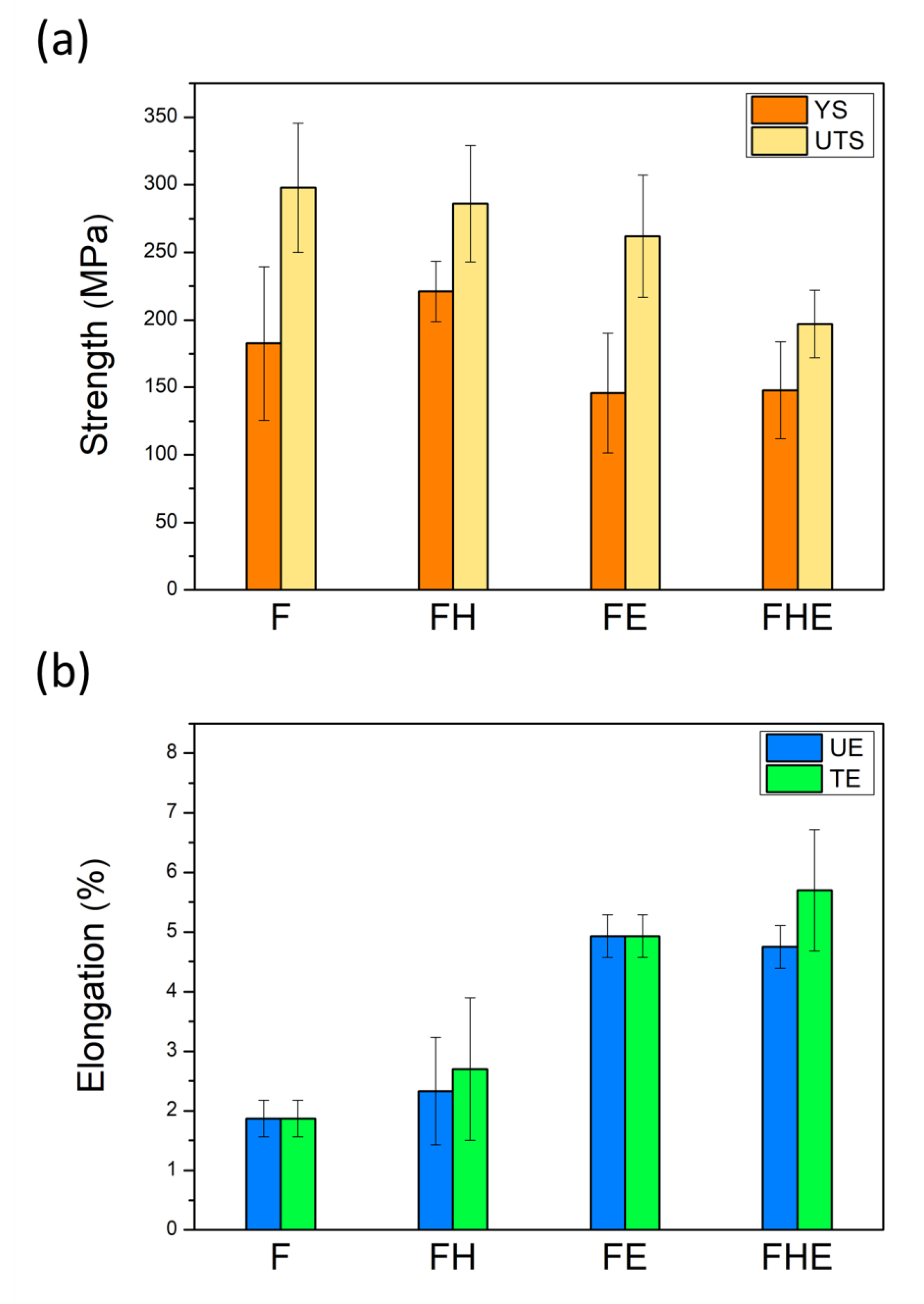
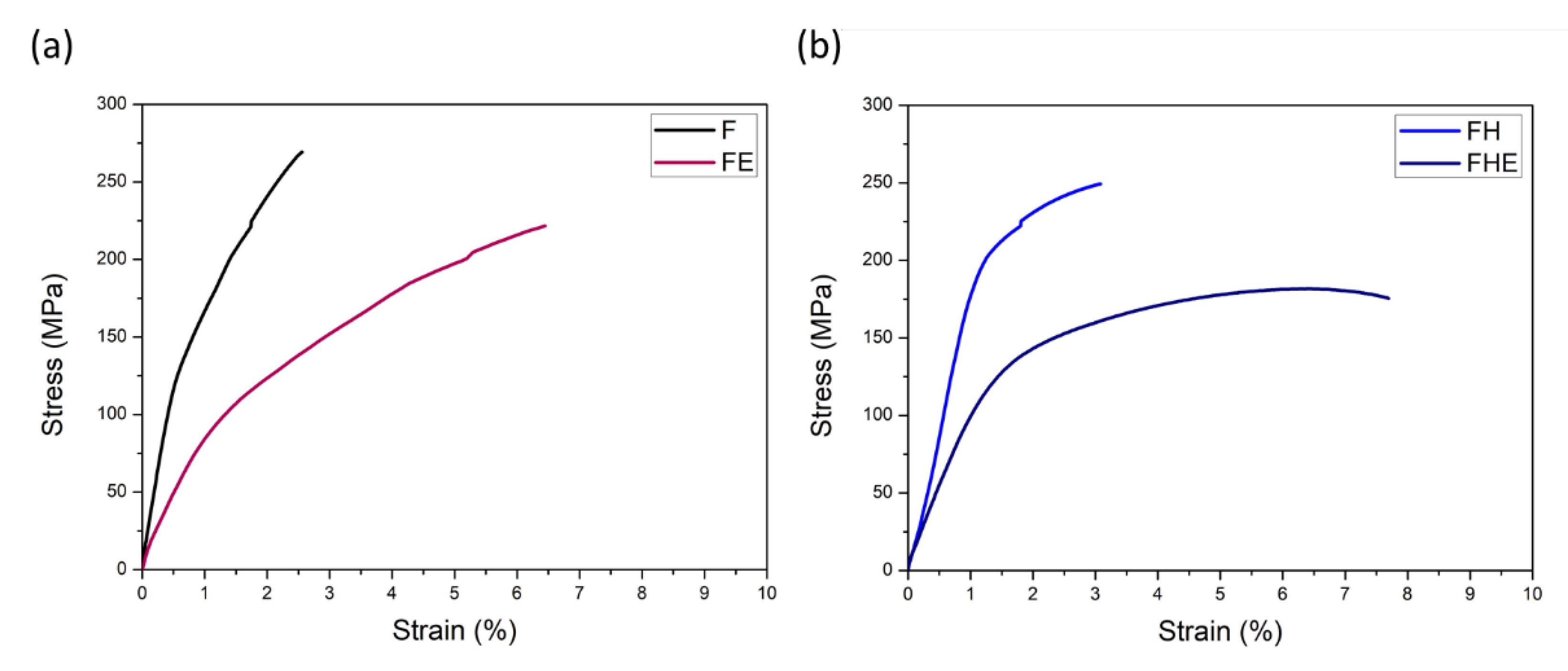
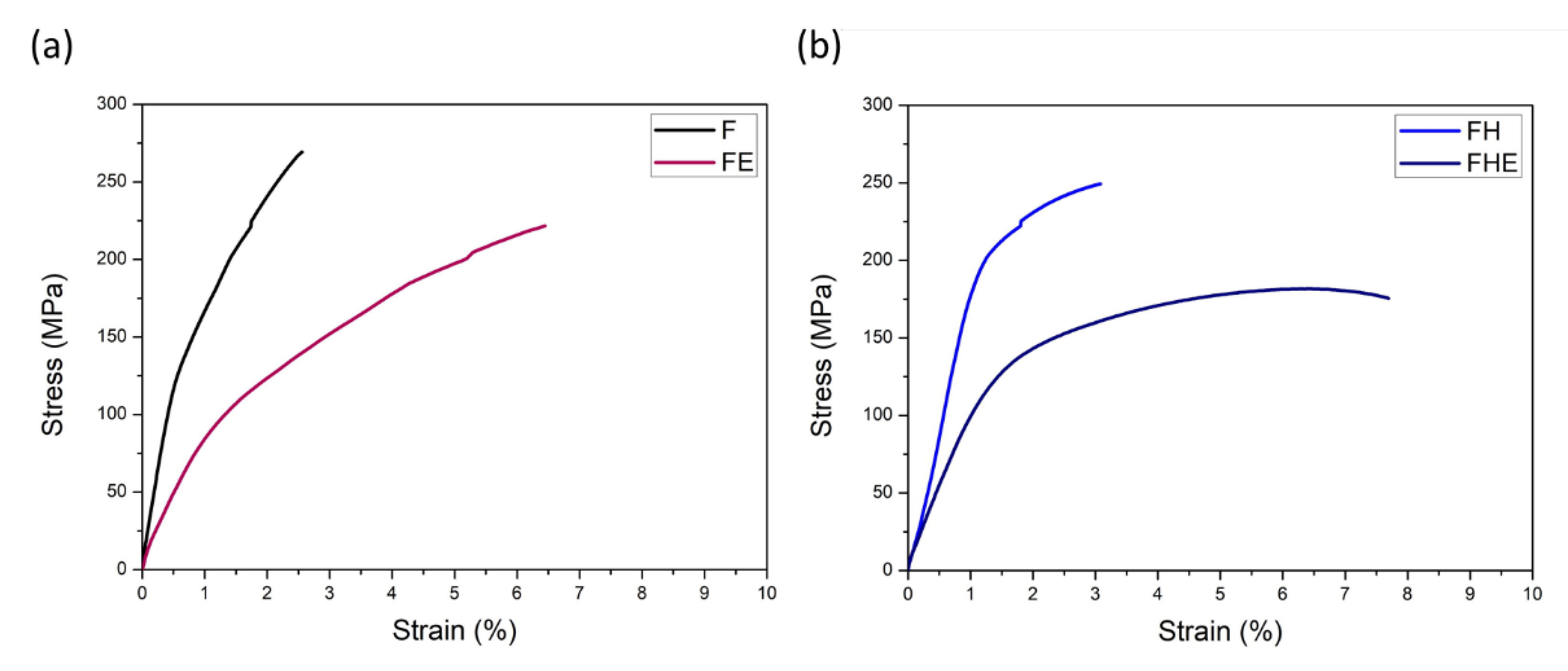
3.4. Changes in Tensile Mechanical Properties Caused by Erosion
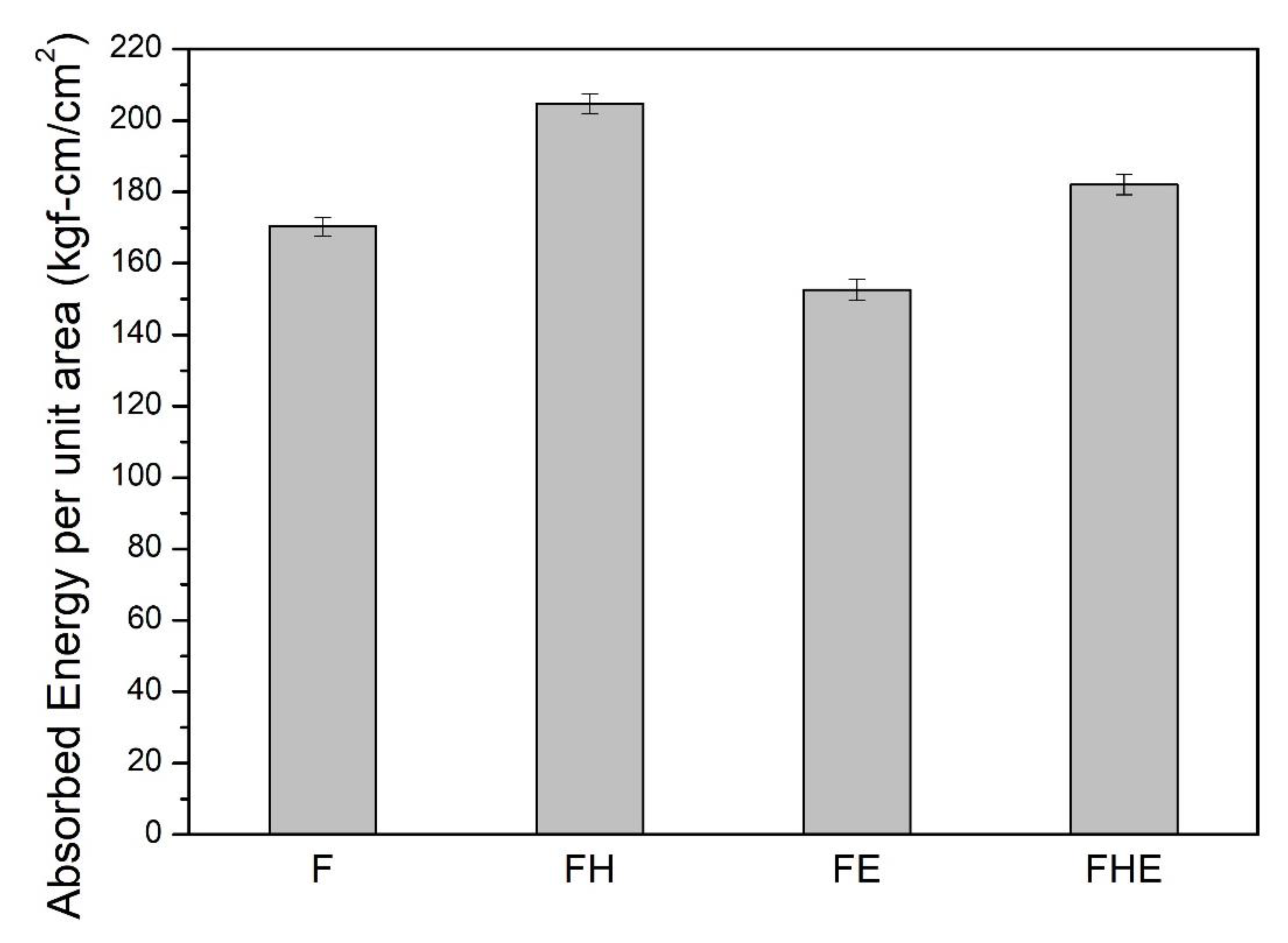
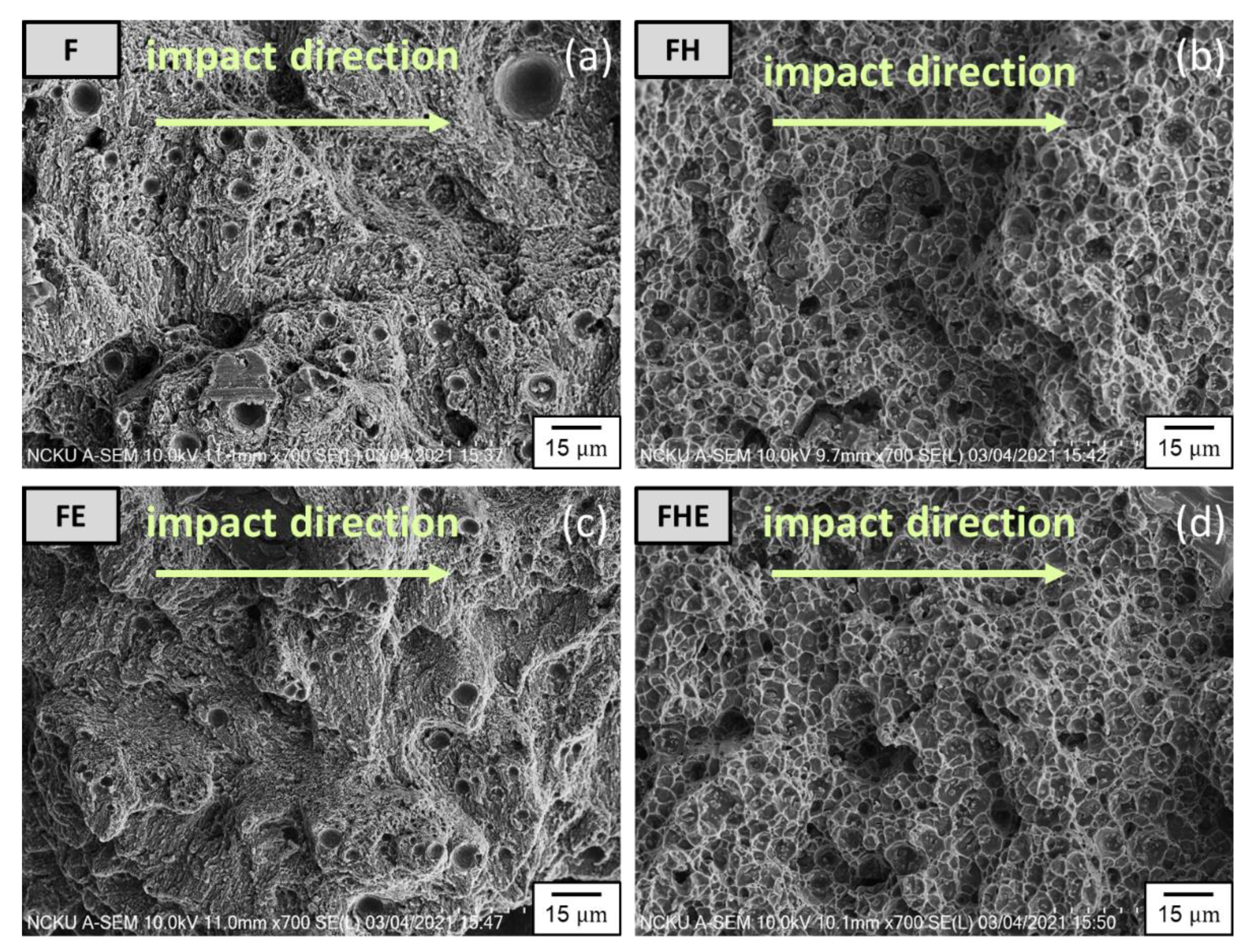
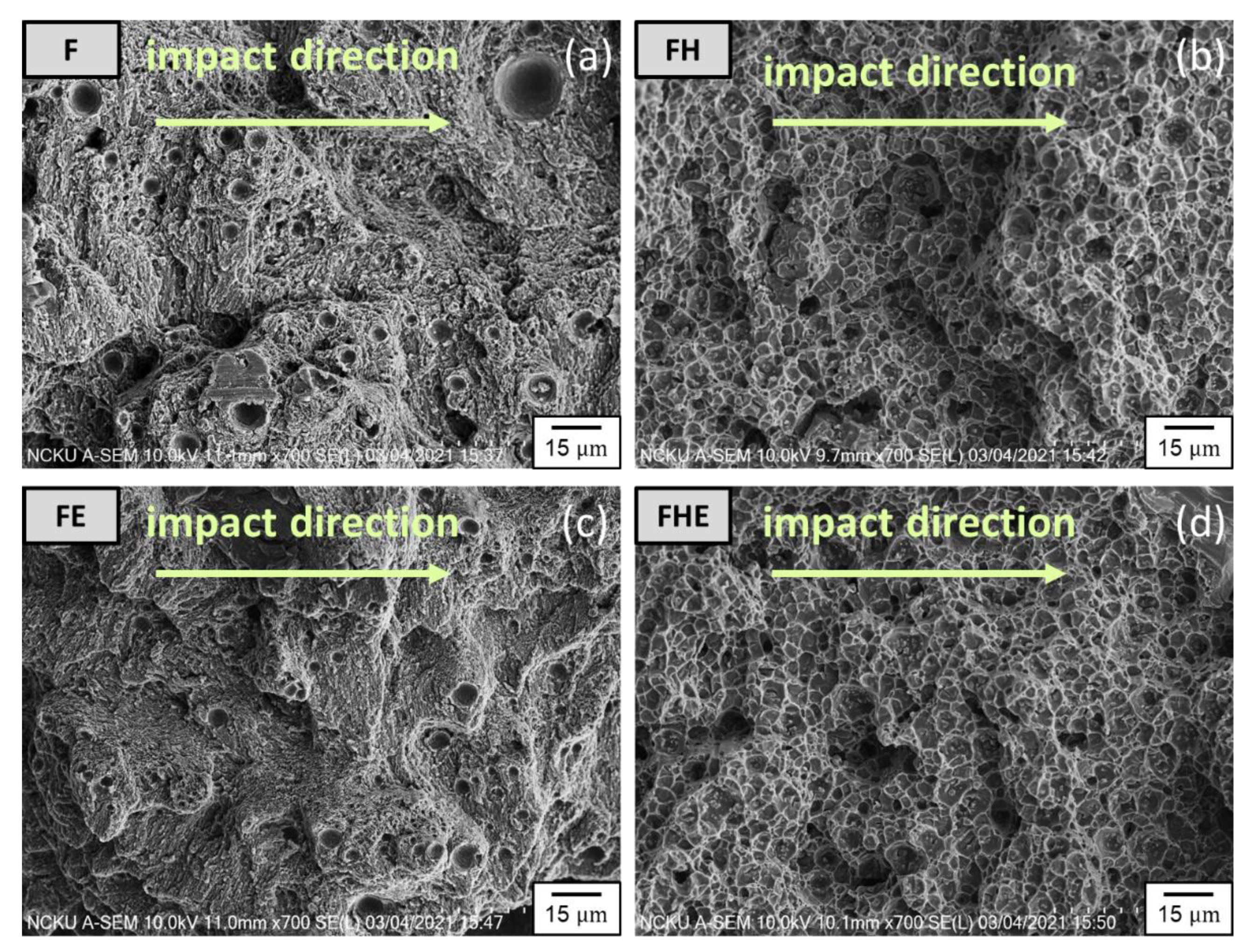
3.5. Changes in Impact Toughness Caused by Erosion
4. Conclusions
- (1)
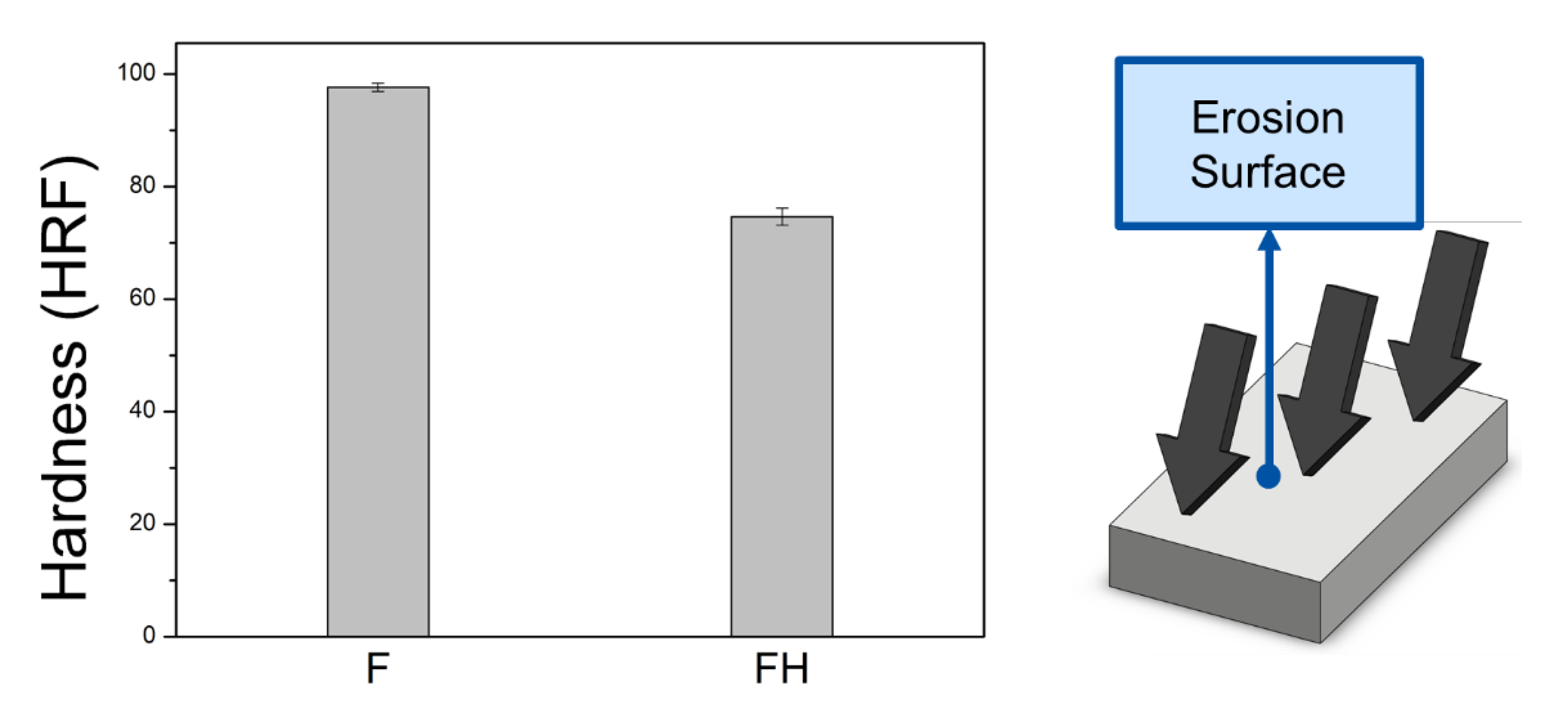
- After the T6 heat treatment of SLM Al-10Si-Mg alloy, the supersaturated silicon solid redissolved into the aluminum matrix and formed strengthening Mg2Si nanoprecipitates in the aluminum matrix. The SLM process produced extremely fine grains with high hardness. After the T6 heat treatment, the microstructure of the material changed, and stress was released, which reduced the hardness of the material.
- (2)
- The maximum and minimum erosion rates of the F and FH groups of specimens occurred at 30° and 90°, respectively. The erosion fracture was dominated by the ductile cutting mechanism. The T6 heat treatment improved the ductility of the material and generated strengthening Mg2Si nanoprecipitates, which can improve the wear resistance of the material.
- (3)
- The tensile strength of the SLM Al-10Si-Mg alloy decreased after erosion. The high surface temperature induced by particle impingement softened the aluminum matrix and increased the elongation significantly. Moreover, erosion of the die reduced Young’s modulus and impact toughness of the SLM Al-10Si-Mg alloy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wu, L.; Zhu, H.; Gai, X.; Wang, Y. Evaluation of the mechanical properties and porcelain bond strength of cobalt-chromium dental alloy fabricated by selective laser melting. J. Prosthet. Dent. 2014, 111, 51–55. [Google Scholar] [CrossRef]
- Yasa, E.; Kruth, J.-P. Microstructural investigation of Selective Laser Melting 316L stainless steel parts exposed to laser re-melting. Procedia Eng. 2011, 19, 389–395. [Google Scholar] [CrossRef]
- Cherry, J.; Davies, H.; Mehmood, S.; Lavery, N.; Brown, S.; Sienz, J. Investigation into the effect of process parameters on microstructural and physical properties of 316L stainless steel parts by selective laser melting. Int. J. Adv. Manuf. Technol. 2015, 76, 869–879. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Song, B.; Wei, Q.; Bourell, D.; Shi, Y. A review of selective laser melting of aluminum alloys: Processing, microstructure, property and developing trends. J. Mater. Sci. Technol. 2019, 35, 270–284. [Google Scholar] [CrossRef]
- Chang, K.C.; Zhao, J.R.; Hung, F.Y. Effects of Hyper-High-Temperature Solid-Solution Treatment on Microstructure Evolution and Nanoprecipitation of the Al-Ni-Cu-Fe-Zr-Sc Alloy Manufactured by Selective Laser Melting. J. Alloys Compd. 2021, 883, 160781. [Google Scholar] [CrossRef]
- Zhang, W.N.; Wang, L.Z.; Feng, Z.X.; Chen, Y.M. Research progress on selective laser melting (SLM) of magnesium alloys: A review. Optik 2020, 207, 163842. [Google Scholar] [CrossRef]
- Gieseke, M.; Noelke, C.; Kaierle, S.; Wesling, V.; Haferkamp, H. Selective laser melting of magnesium and magnesium alloys. In Magnesium Technology 2013; Springer: Cham, Switzerland, 2013; pp. 65–68. [Google Scholar]
- Zhang, L.C.; Attar, H. Selective laser melting of titanium alloys and titanium matrix composites for biomedical applications: A review. Adv. Eng. Mater. 2016, 18, 463–475. [Google Scholar] [CrossRef]
- Zhao, J.-R.; Hung, F.-Y.; Lui, T.-S.; Wu, Y.-L. The relationship of fracture mechanism between high temperature tensile mechanical properties and particle erosion resistance of selective laser melting Ti-6Al-4V alloy. Metals 2019, 9, 501. [Google Scholar] [CrossRef] [Green Version]
- Wu, J.; Wang, X.; Wang, W.; Attallah, M.; Loretto, M. Microstructure and strength of selectively laser melted AlSi10Mg. Acta Mater. 2016, 117, 311–320. [Google Scholar] [CrossRef] [Green Version]
- Yan, Q.; Song, B.; Shi, Y. Comparative study of performance comparison of AlSi10Mg alloy prepared by selective laser melting and casting. J. Mater. Sci. Technol. 2020, 41, 199–208. [Google Scholar] [CrossRef]
- Liu, X.; Zhao, C.; Zhou, X.; Shen, Z.; Liu, W. Microstructure of selective laser melted AlSi10Mg alloy. Mater. Des. 2019, 168, 107677. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, Z.; Jiang, Y.; Wang, G.; Yang, Y.; Zhang, L. Gradient in microstructure and mechanical property of selective laser melted AlSi10Mg. J. Alloy. Compd. 2018, 735, 1414–1421. [Google Scholar] [CrossRef]
- Tradowsky, U.; White, J.; Ward, R.; Read, N.; Reimers, W.; Attallah, M. Selective laser melting of AlSi10Mg: Influence of post-processing on the microstructural and tensile properties development. Mater. Des. 2016, 105, 212–222. [Google Scholar] [CrossRef] [Green Version]
- Trevisan, F.; Calignano, F.; Lorusso, M.; Pakkanen, J.; Aversa, A.; Ambrosio, E.P.; Lombardi, M.; Fino, P.; Manfredi, D. On the selective laser melting (SLM) of the AlSi10Mg alloy: Process, microstructure, and mechanical properties. Materials 2017, 10, 76. [Google Scholar] [CrossRef] [Green Version]
- Brandl, E.; Heckenberger, U.; Holzinger, V.; Buchbinder, D. Additive manufactured AlSi10Mg samples using Selective Laser Melting (SLM): Microstructure, high cycle fatigue, and fracture behavior. Mater. Des. 2012, 34, 159–169. [Google Scholar] [CrossRef]
- Chen, K.-J.; Hung, F.-Y.; Lui, T.-S.; Tsai, C.-L. Improving the applicability of wear-resistant Al–10Si–0.5 Mg alloy obtained through selective laser melting with T6 treatment in high-temperature, and high-wear environments. J. Mater. Res. Technol. 2020, 9, 9242–9252. [Google Scholar] [CrossRef]
- Zhu, Y.; Zou, J.; Zhao, W.; Chen, X.; Yang, H. A study on surface topography in cavitation erosion tests of AlSi10Mg. Tribol. Int. 2016, 102, 419–428. [Google Scholar] [CrossRef]
- Zou, J.; Zhu, Y.; Pan, M.; Xie, T.; Chen, X.; Yang, H. A study on cavitation erosion behavior of AlSi10Mg fabricated by selective laser melting (SLM). Wear 2017, 376, 496–506. [Google Scholar] [CrossRef] [Green Version]
- Zhao, J.-R.; Hung, F.-Y.; Lui, T.-S. Erosion Resistance and Particle Erosion-Induced Tensile Embrittlement of 3D-Selective Laser Melting Inconel 718 Superalloy. Metals 2020, 10, 21. [Google Scholar] [CrossRef] [Green Version]
- Harsha, A.; Bhaskar, D.K. Solid particle erosion behaviour of ferrous and non-ferrous materials and correlation of erosion data with erosion models. Mater. Des. 2008, 29, 1745–1754. [Google Scholar] [CrossRef]
- Hung, F.-Y.; Chen, L.-H.; Lui, T.-S. Phase transformation of an austempered ductile iron during an erosion process. Mater. Trans. 2004, 45, 2981–2986. [Google Scholar] [CrossRef]
- Liou, J.; Lui, T.; Chen, L. SiO2 particle erosion of A356. 2 aluminum alloy and the related microstructural changes. Wear 1997, 211, 169–176. [Google Scholar] [CrossRef]
- Malik, J.; Toor, I.; Ahmed, W.; Gasem, Z.; Habib, M.; Ben-Mansour, R.; Badr, H. Evaluating the effect of hardness on erosion characteristics of aluminum and steels. J. Mater. Eng. Perform. 2014, 23, 2274–2282. [Google Scholar] [CrossRef]
- Chang, K.-C.; Zhao, J.-R.; Hung, F.-Y. Microstructure, mechanical properties, and fatigue fracture characteristics of high-fracture-resistance selective laser melting Al-Ni-Cu alloys. Metals 2021, 11, 87. [Google Scholar] [CrossRef]
- Tran, H.-C.; Lo, Y.-L. Systematic approach for determining optimal processing parameters to produce parts with high density in selective laser melting process. Int. J. Adv. Manuf. Technol. 2019, 105, 4443–4460. [Google Scholar] [CrossRef]
- Hadadzadeh, A.; Amirkhiz, B.S.; Li, J.; Mohammadi, M. Columnar to equiaxed transition during direct metal laser sintering of AlSi10Mg alloy: Effect of building direction. Addit. Manuf. 2018, 23, 121–131. [Google Scholar] [CrossRef]
- Desale, G.R.; Gandhi, B.K.; Jain, S. Slurry erosion of ductile materials under normal impact condition. Wear 2008, 264, 322–330. [Google Scholar] [CrossRef]
- Lin, C.-W.; Hung, F.-Y.; Lui, T.-S.; Chen, L.-H. Structural Characteristics and Particle Erosion Resistance of SIMA-Processed Al-Mg-Si Alloy. Mater. Trans. 2016, 57, 135–142. [Google Scholar] [CrossRef] [Green Version]
- Lindsley, B.; Marder, A. The effect of velocity on the solid particle erosion rate of alloys. Wear 1999, 225, 510–516. [Google Scholar] [CrossRef]
- Zhao, J.-R.; Hung, F.-Y.; Lui, T.-S. Particle erosion induced phase transformation of different matrix microstructures of powder bed fusion Ti-6Al-4V alloy flakes. Metals 2019, 9, 730. [Google Scholar] [CrossRef] [Green Version]
- Chahar, B.S.; Siddhartha, A.K.P. Erosion wear of ductile materials: A review. In Proceedings of the International Conference on Advancements and Recent Innovations in Mechanical, Production and Industrial Engineering (ARIMPIE—2016), ELK Asia Pacific Journal, Gaziabad, India, 15–16, April, 2016; pp. 15–16. [Google Scholar]
- Iturrioz, A.; Gil, E.; Petite, M.; Garciandia, F.; Mancisidor, A.; San Sebastian, M. Selective laser melting of AlSi10Mg alloy: Influence of heat treatment condition on mechanical properties and microstructure. Weld. World 2018, 62, 885–892. [Google Scholar] [CrossRef]
- Chen, J.; Costan, E.; Van Huis, M.; Xu, Q.; Zandbergen, H. Atomic pillar-based nanoprecipitates strengthen AlMgSi alloys. Science 2006, 312, 416–419. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chintapalli, R.K.; Marro, F.G.; Jimenez-Pique, E.; Anglada, M. Phase transformation and subsurface damage in 3Y-TZP after sandblasting. Dent. Mater. 2013, 29, 566–572. [Google Scholar] [CrossRef] [PubMed]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Cu | Mn | Mg | Ni | Zn | Pb | Sn | Ti | Al | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Composition | 10.00 | 0.55 | 0.05 | 0.45 | 0.65 | 0.05 | 0.10 | 0.05 | 0.05 | 0.15 | Bal. |
| Laser Power | Scanning Speed | Beam Size | Hatch Space | Layer Thickness |
|---|---|---|---|---|
| 300 W | 700 mm/s | 35 μm | 100 μm | 30 μm |
| Group | Post-Processing Conditions |
|---|---|
| F | Raw material |
| FE | Raw material after T6 heat treatment |
| FH | Raw material + Erosion wear |
| FHE | Raw material after T6 heat treatment + Erosion wear |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, B.-C.; Hung, F.-Y. Al2O3 Particle Erosion Induced Phase Transformation: Structure, Mechanical Property, and Impact Toughness of an SLM Al-10Si-Mg Alloy. Nanomaterials 2021, 11, 2131. https://doi.org/10.3390/nano11082131
Huang B-C, Hung F-Y. Al2O3 Particle Erosion Induced Phase Transformation: Structure, Mechanical Property, and Impact Toughness of an SLM Al-10Si-Mg Alloy. Nanomaterials. 2021; 11(8):2131. https://doi.org/10.3390/nano11082131
Chicago/Turabian StyleHuang, Bo-Chin, and Fei-Yi Hung. 2021. "Al2O3 Particle Erosion Induced Phase Transformation: Structure, Mechanical Property, and Impact Toughness of an SLM Al-10Si-Mg Alloy" Nanomaterials 11, no. 8: 2131. https://doi.org/10.3390/nano11082131
APA StyleHuang, B.-C., & Hung, F.-Y. (2021). Al2O3 Particle Erosion Induced Phase Transformation: Structure, Mechanical Property, and Impact Toughness of an SLM Al-10Si-Mg Alloy. Nanomaterials, 11(8), 2131. https://doi.org/10.3390/nano11082131