
Fabrication of Low Roughness Gradient Nanostructured Inner Surface on an AISI 304 Stainless Steel Pipe via Ultra-Sonic Rolling Treatment (USRT)


Abstract
:1. Introduction
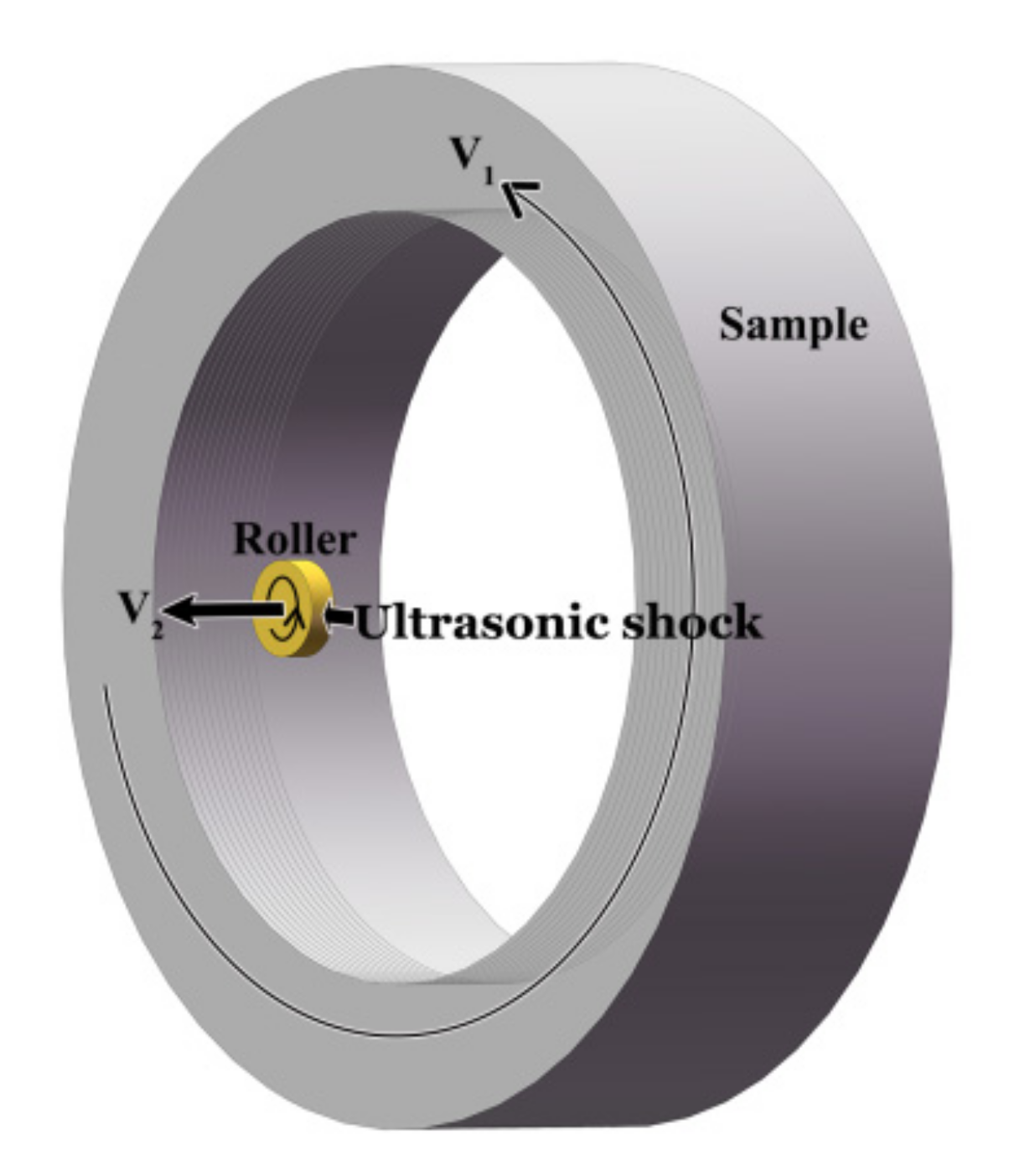
2. Materials and Methods
3. Results
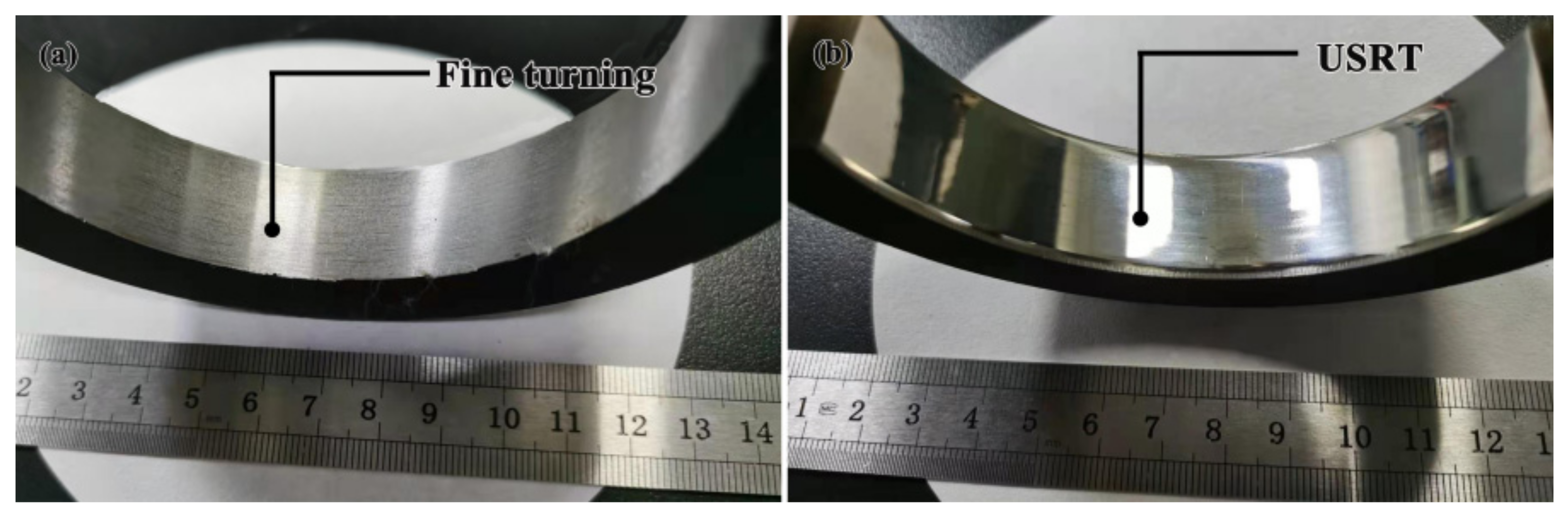
3.1. Surface Quality
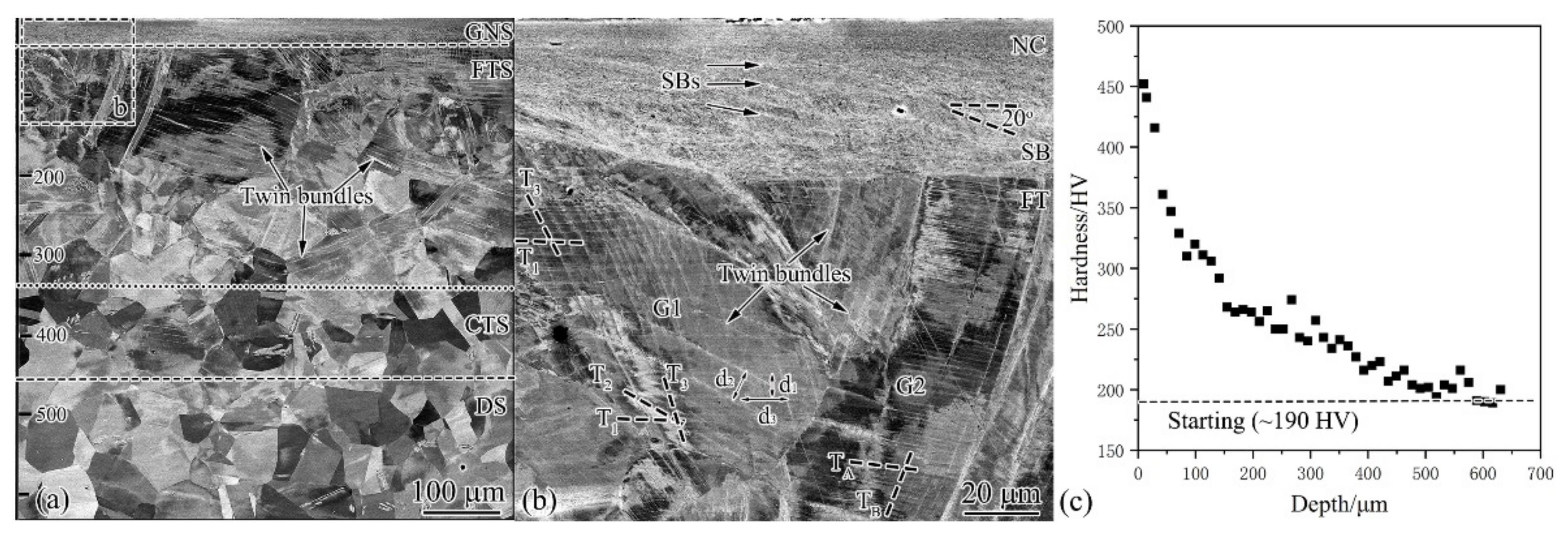
3.2. Cross-Sectional Microstructure and Hardness
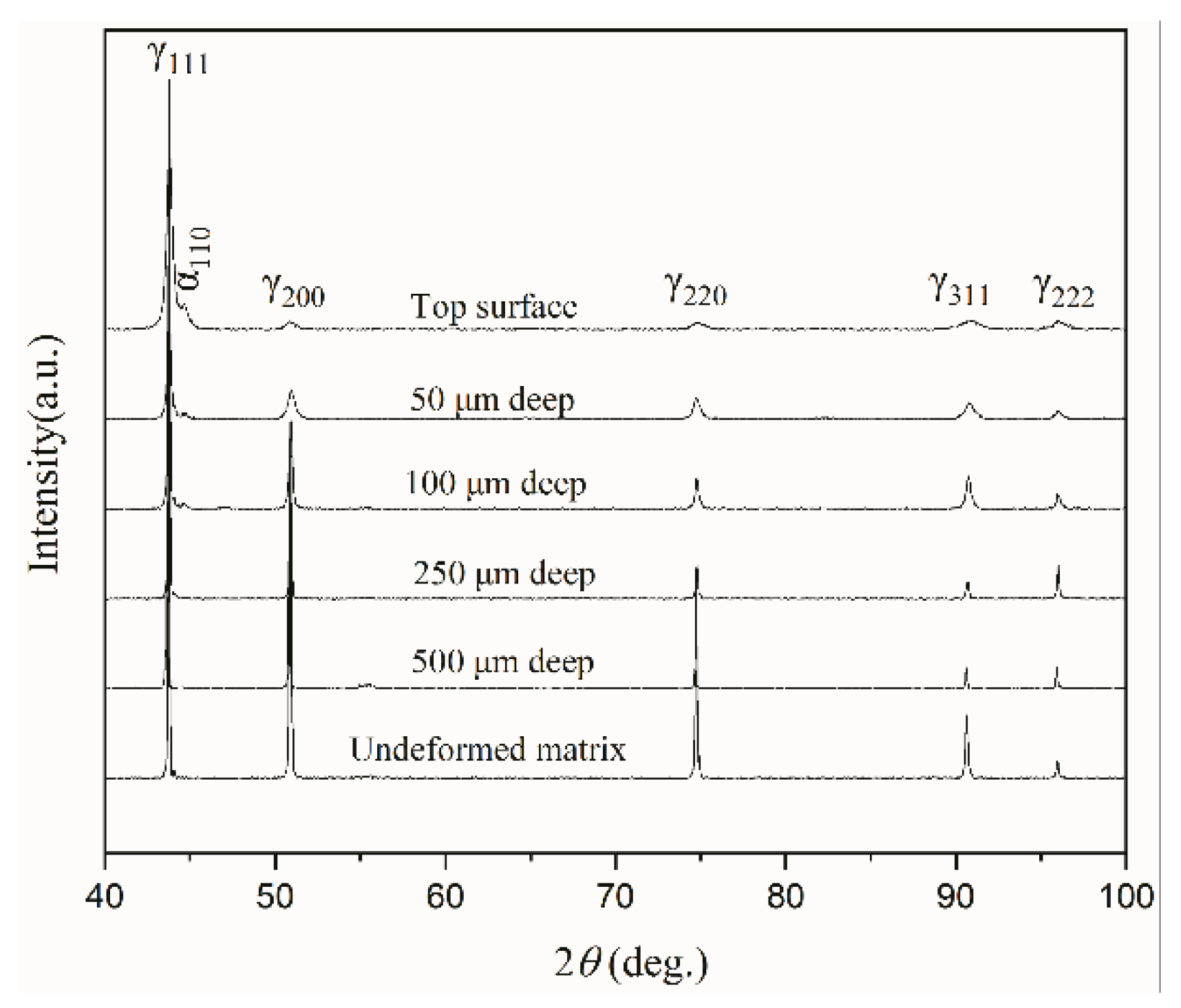
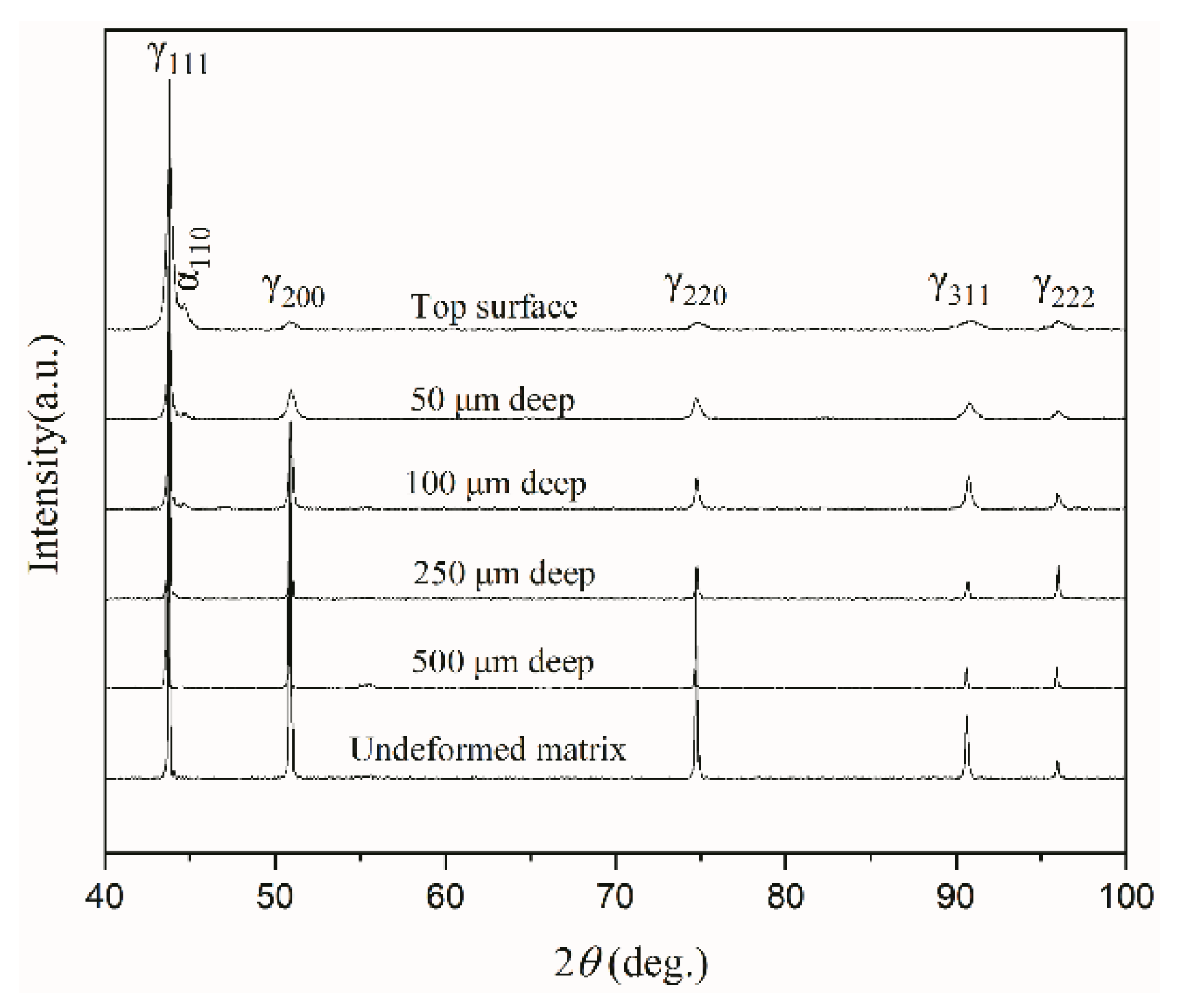
3.3. XRD Examination
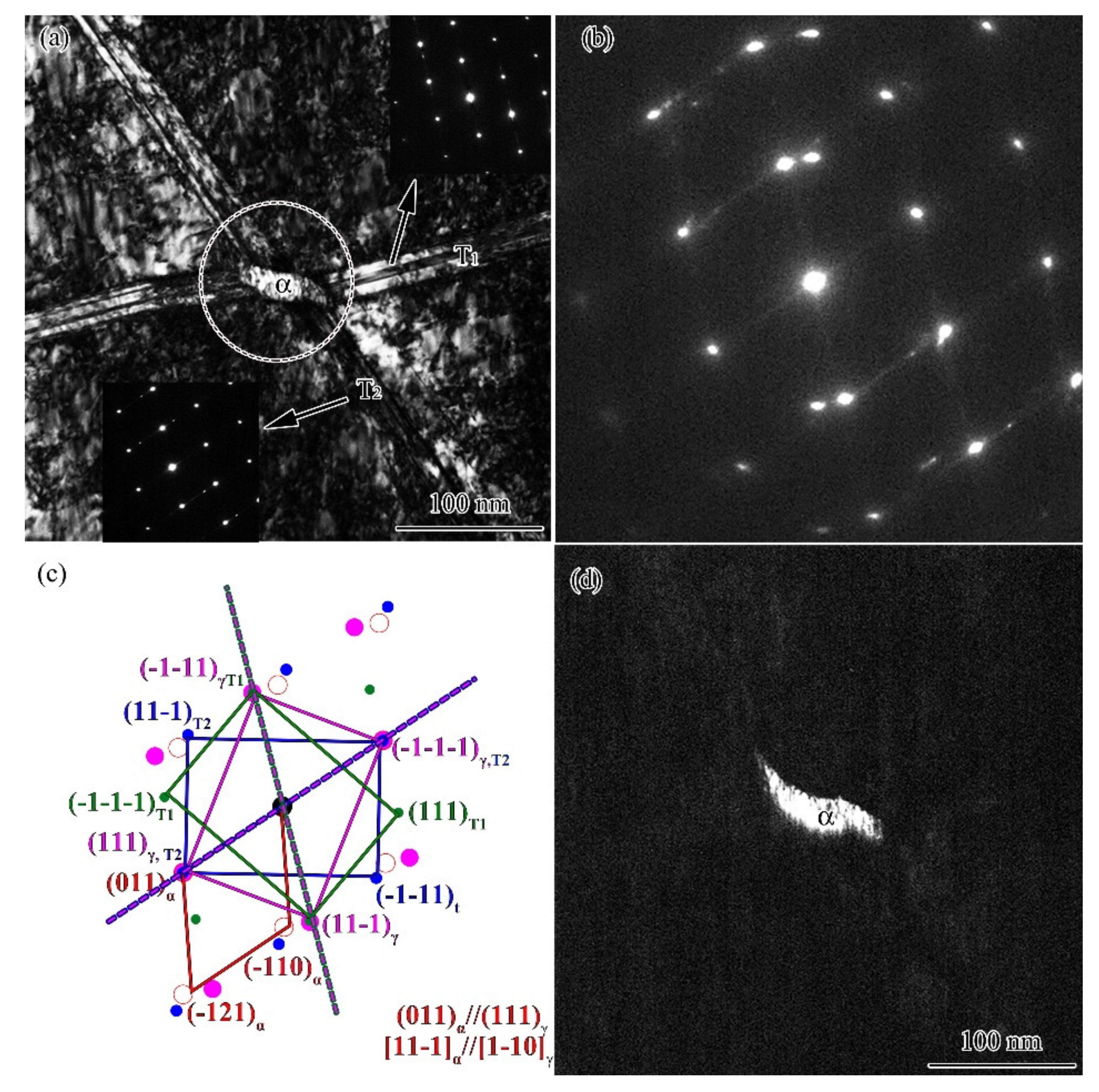
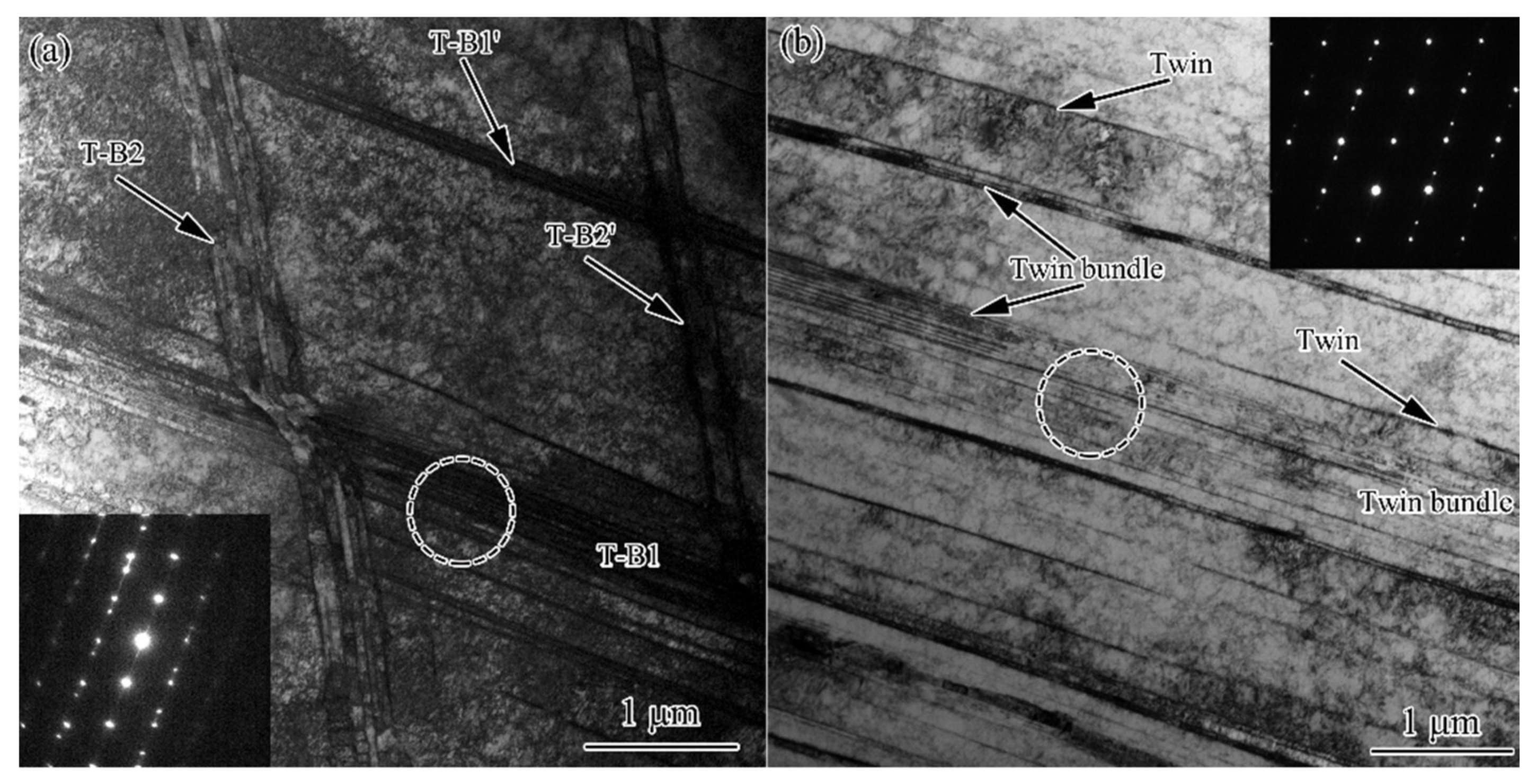
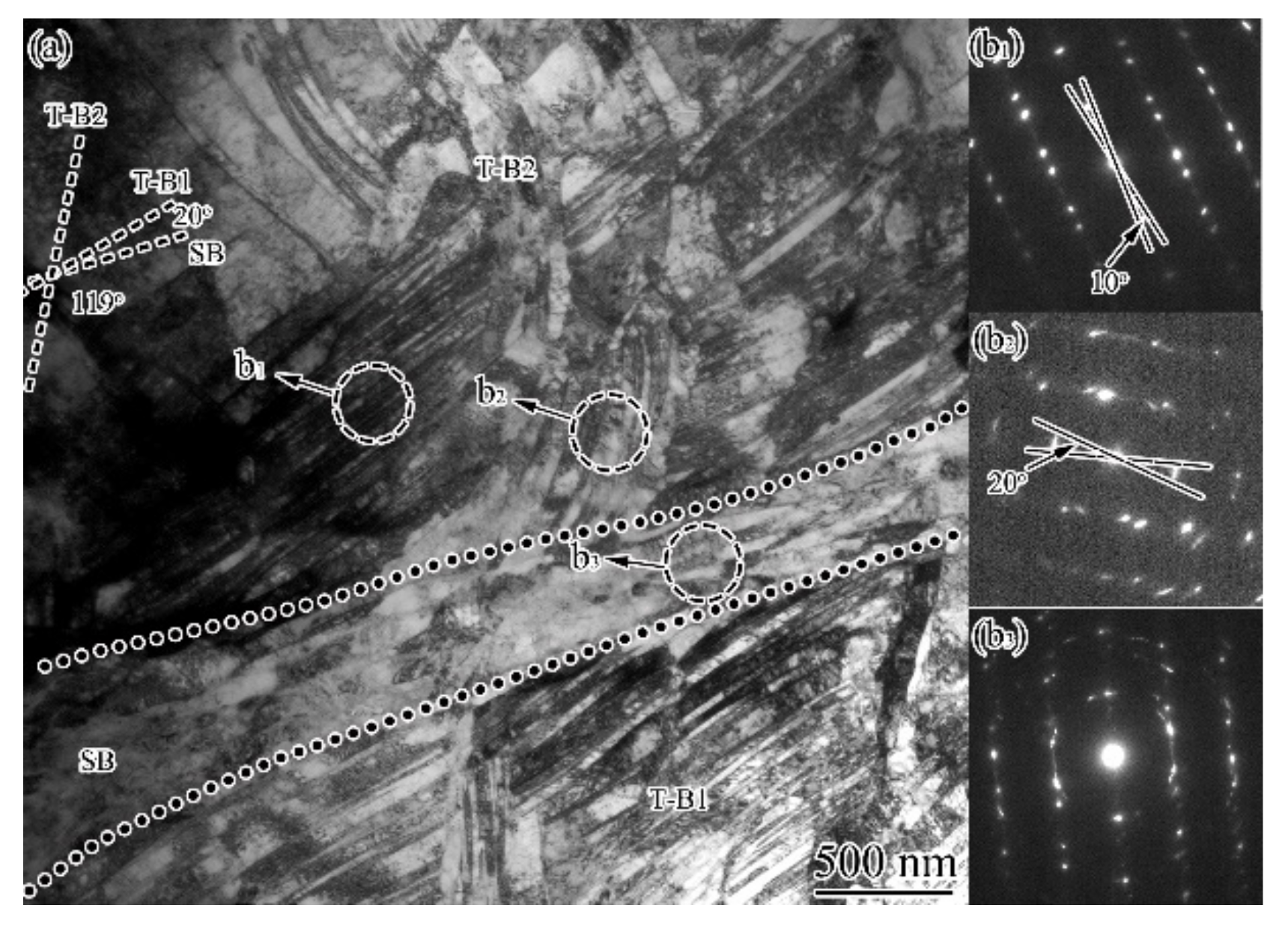
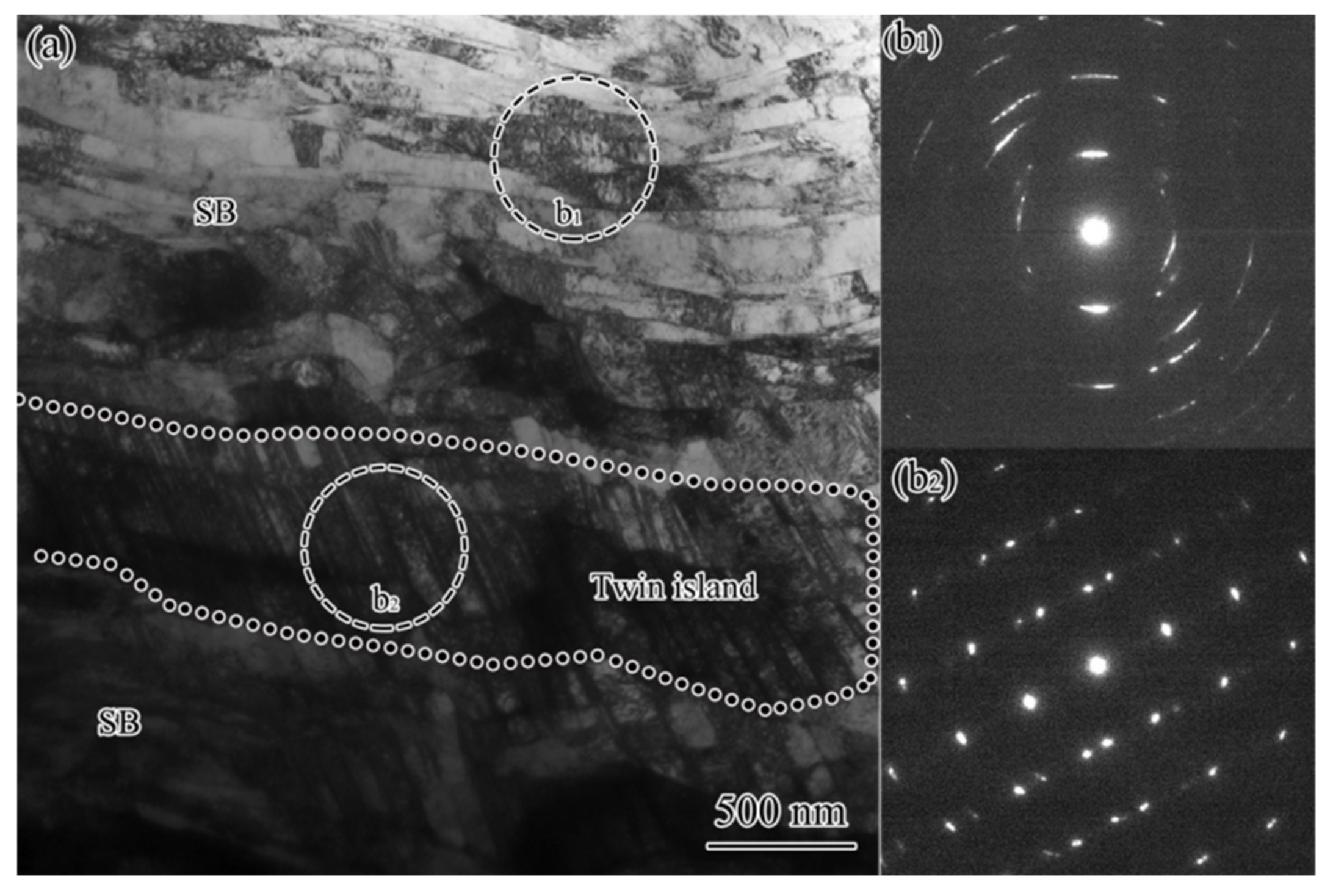
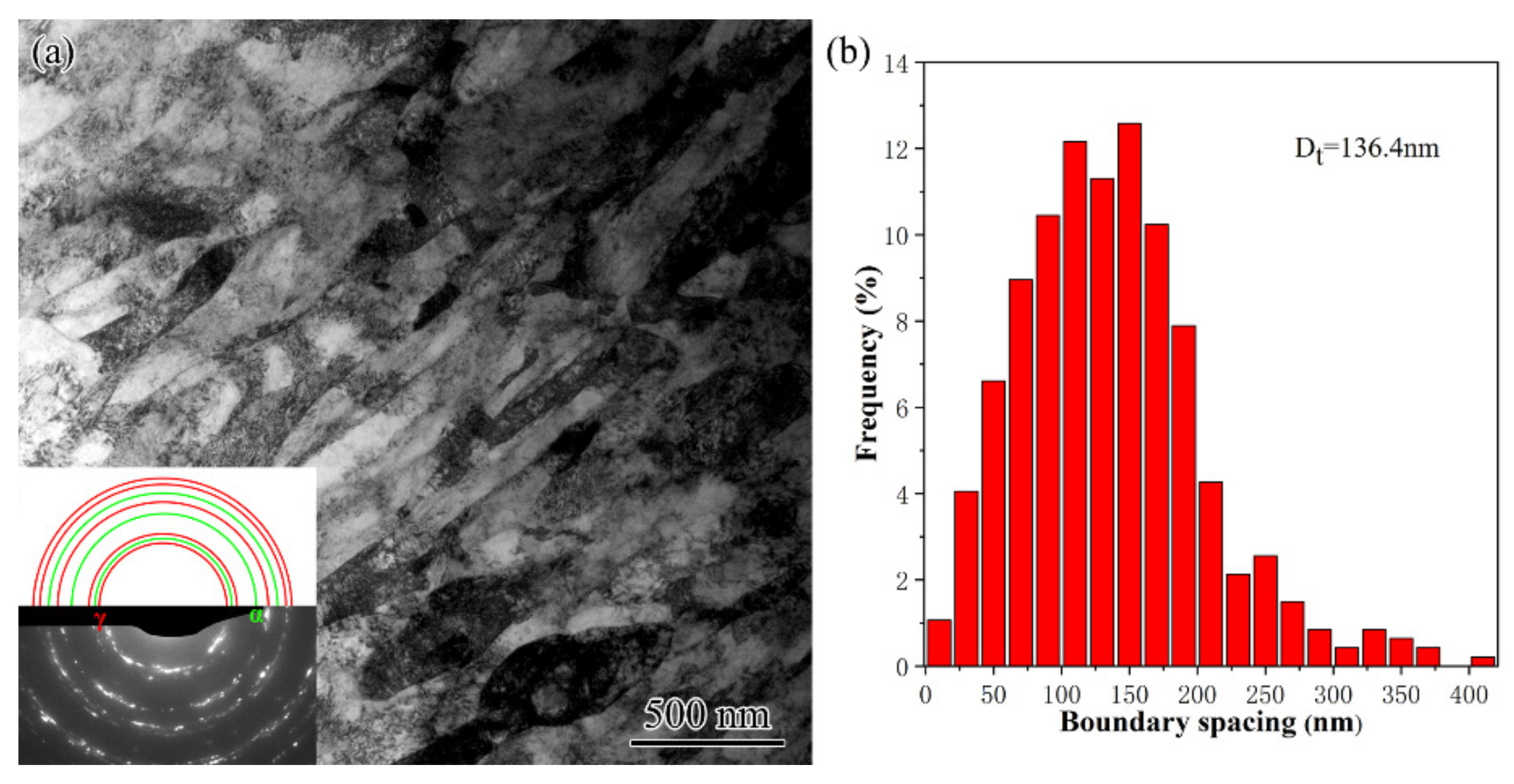
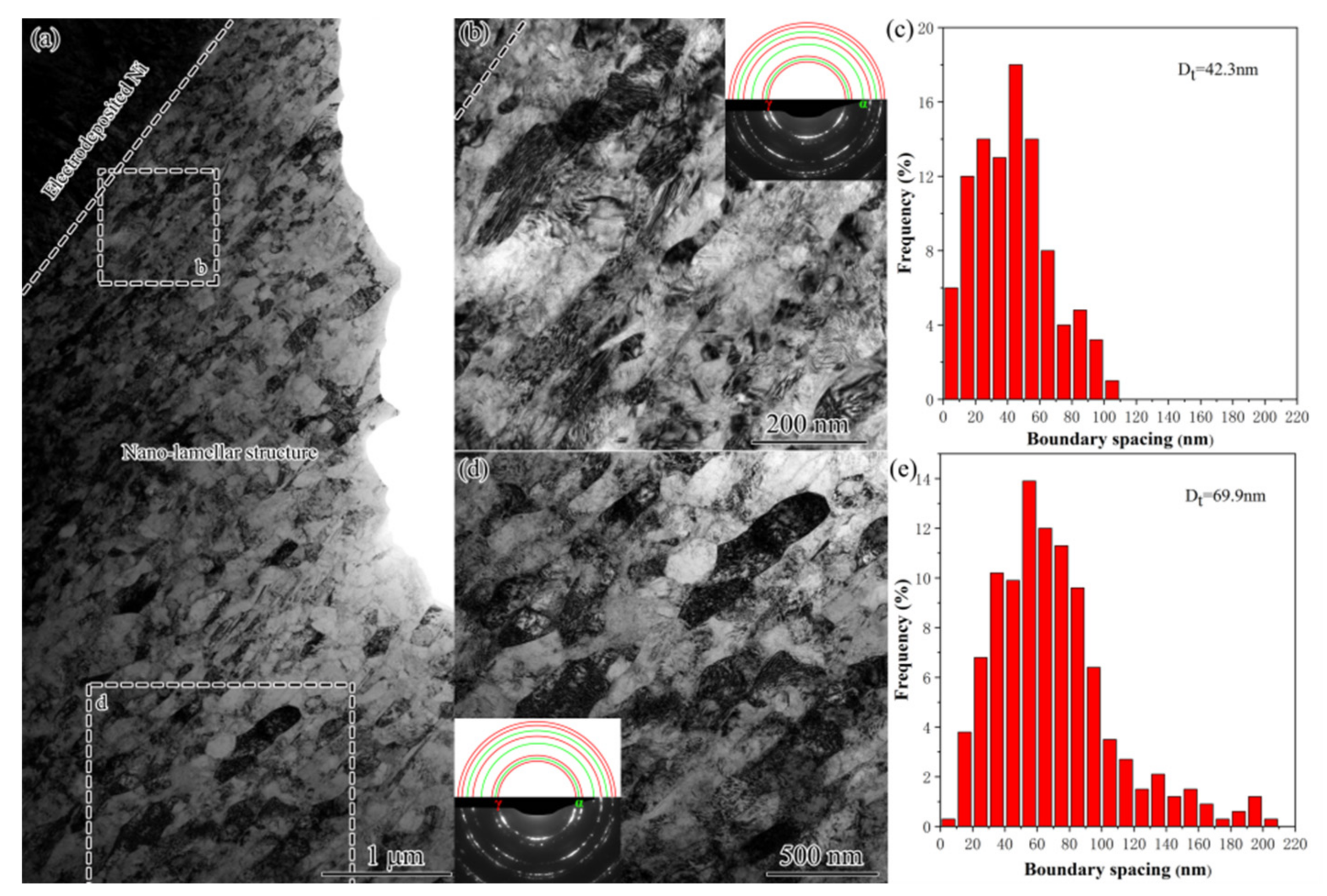
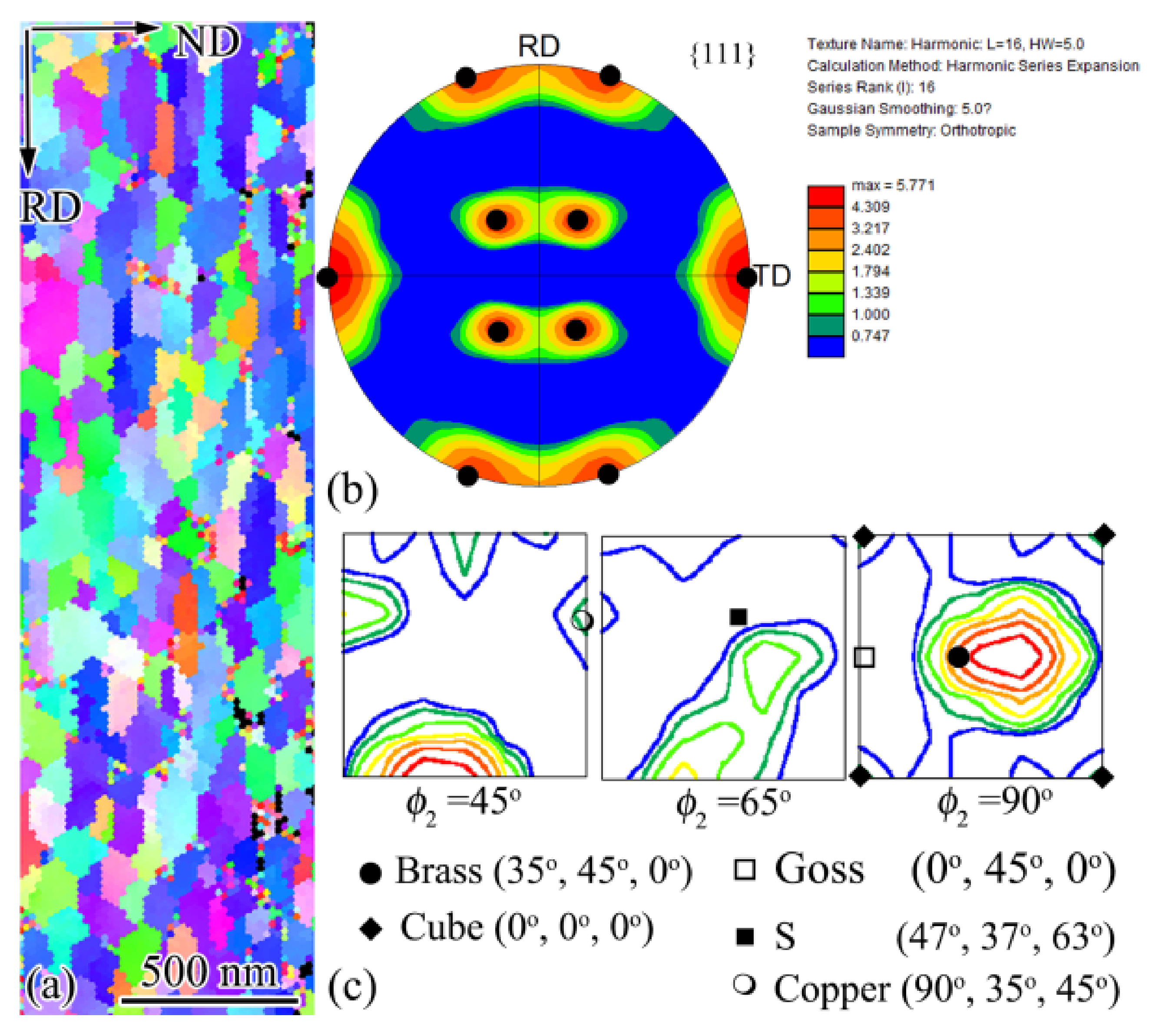
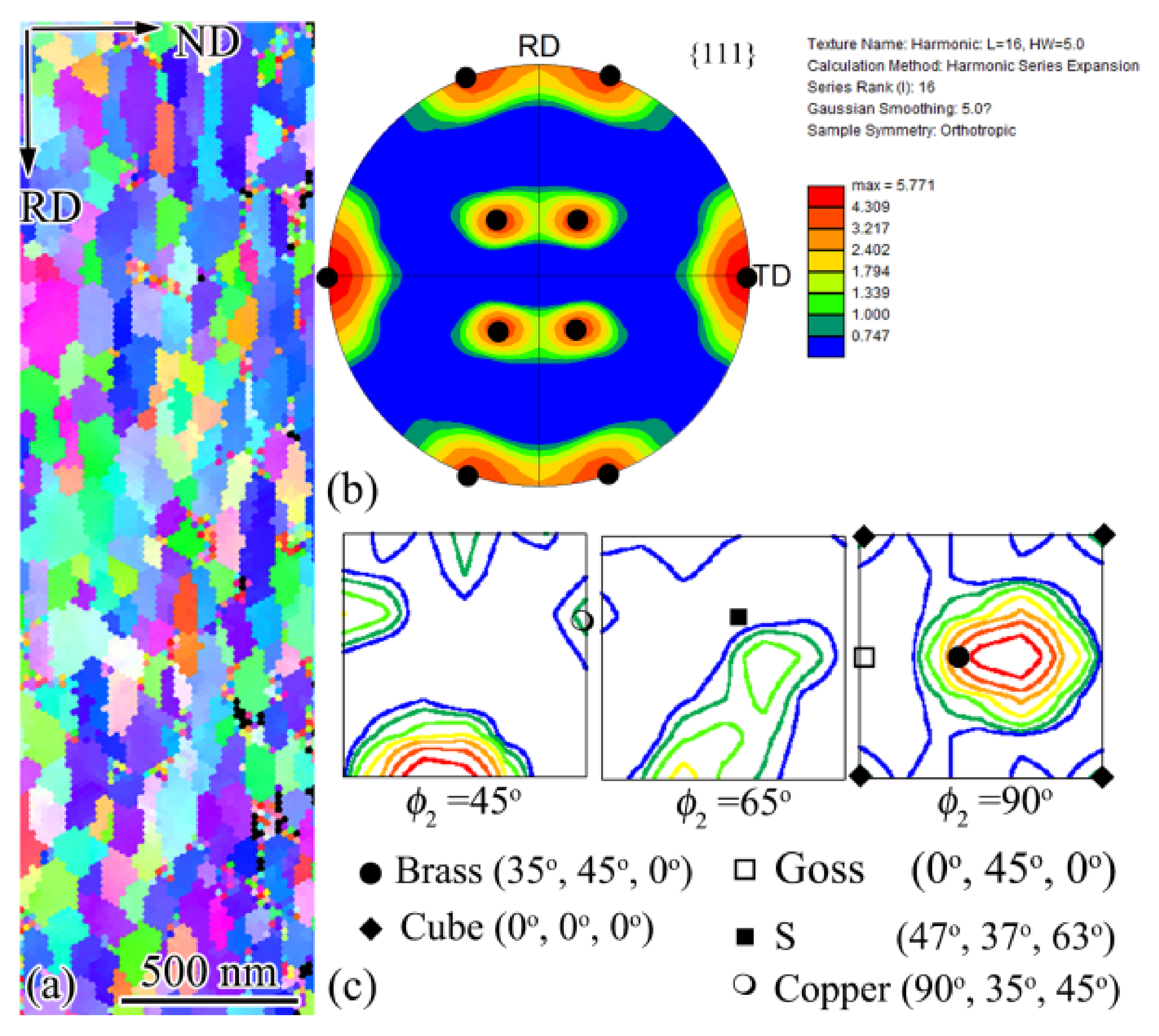
3.4. TEM Characterization
4. Discussion
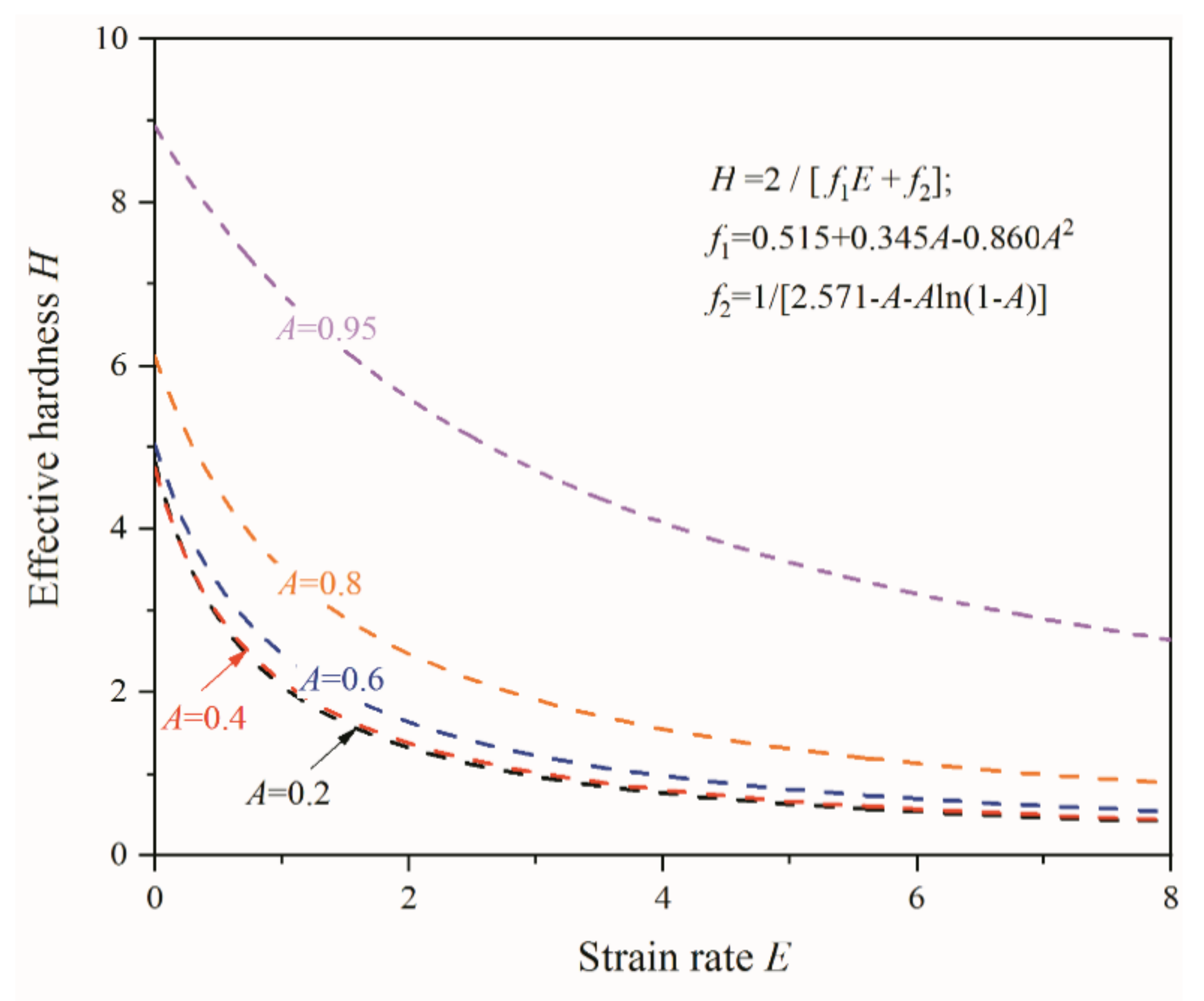
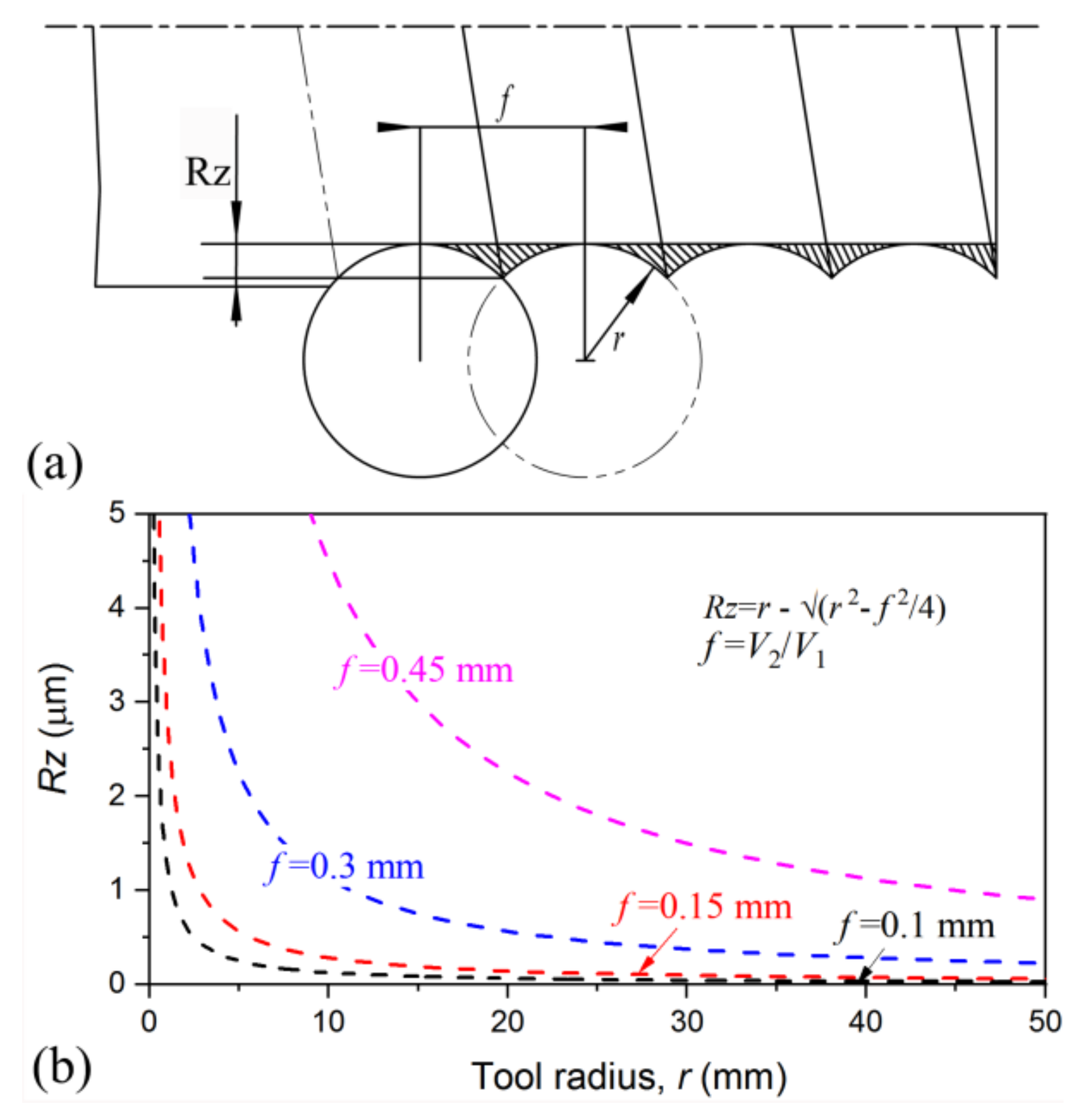
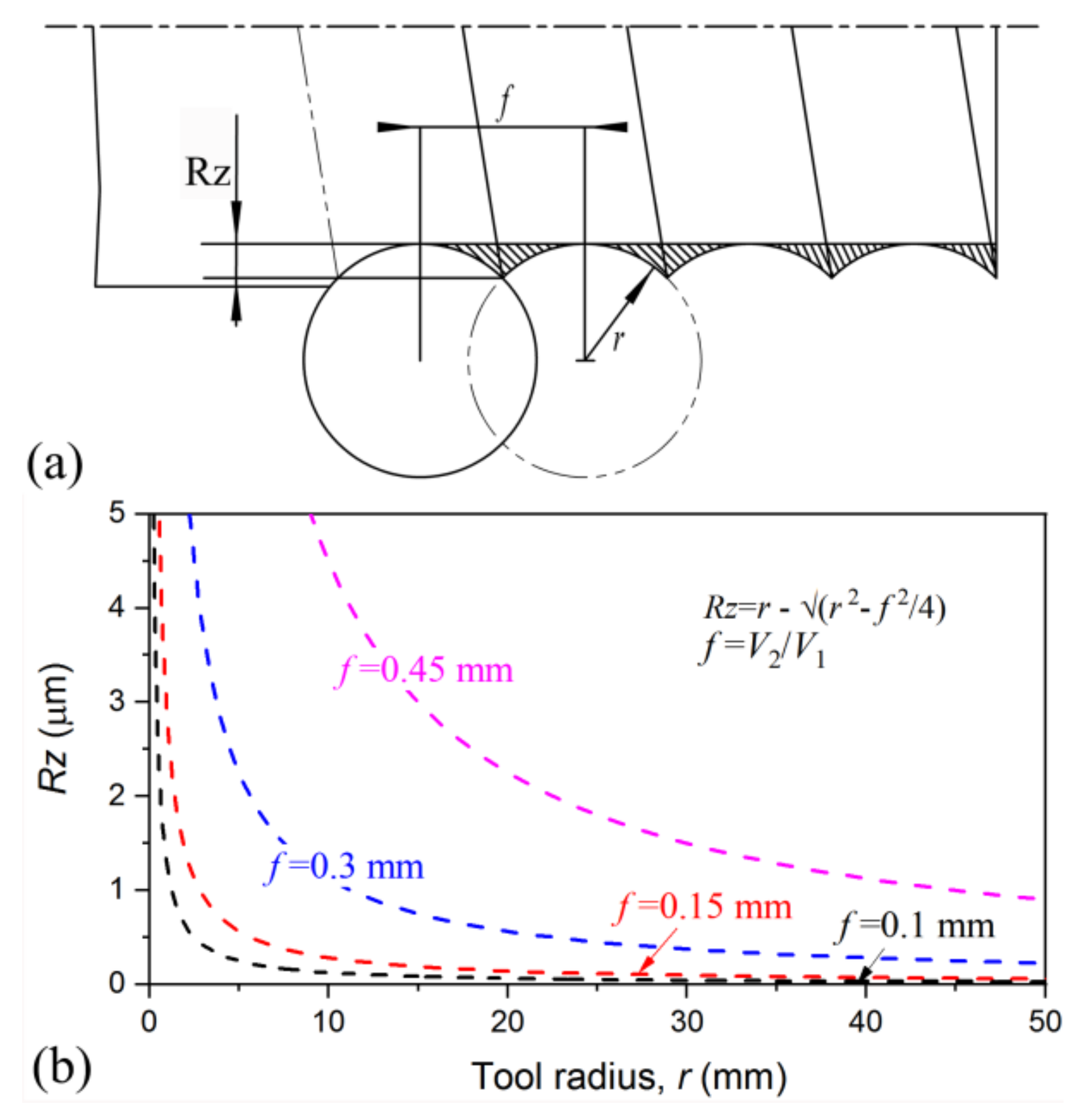
4.1. Asperity Flattening
4.2. Structural Evolution Process
5. Conclusions
- (1)
- USRT generated hardened layer of 600 μm thick and GNS of 20–30 μm thick. The surface microstructure was refined down to 42.3 nm, showing a hardness of 450 HV that was more than two times higher than that of the starting counterparts (190 HV).
- (2)
- USRT greatly enhanced the surface quality. Compared to the starting turning samples, Ra decreased by a factor of 20 from 3.92 to 0.19 μm, which was 7.8 times lower than that (1.49 μm) for rolling without ultrasonic vibration. The mechanism was proposed to be an asperity peak flattening process, of which the non-dimensional asperity hardness was reduced due to the ultrasonic vibration-induced high non-dimensional strain rate.
- (3)
- Structural evolution from millimeter- to nanometer-scale was established. There were four stages: (i) generation of planar dislocation arrays and deformation twins, (ii) formation of twin bundles, (iii) initiation and development of SBs, and (iv) formation of ultrafine- and nano-laminated structure.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lu, K. Making strong nanomaterials ductile with gradients. Science 2014, 345, 1455–1456. [Google Scholar] [CrossRef]
- Wu, X.L.; Jiang, P.; Chen, L.; Yuan, F.P.; Zhu, Y.T. Extraordinary strain hardening by gradient structure. Proc. Natl. Acad. Sci. USA 2014, 111, 7197–7201. [Google Scholar] [CrossRef] [Green Version]
- Tao, N.R.; Wang, Z.B.; Tong, W.P.; Sui, M.L.; Lu, J.; Lu, K. An investigation of surface nanocrystallization mechanism in Fe induced by surface mechanical attrition treatment. Acta Mater. 2002, 50, 4603–4616. [Google Scholar] [CrossRef]
- Liu, X.C.; Zhang, H.W.; Lu, K. Formation of nanolaminated structure in nickel by means of surface mechanical grinding treatment. Acta Mater. 2015, 96, 24–36. [Google Scholar] [CrossRef]
- Wang, Z.; Kondo, K.; Mori, T. A Consideration of optimum conditions for surface smoothing based on lubricating mechanisms in ironing process. J. Eng. Ind. 1995, 117, 351–356. [Google Scholar] [CrossRef]
- Leonardo, S.A.; Sandro, C.X.; Romeu, C.R.; Nerilso, B.; Sonia, R.B. Electropolishing of AISI-304 stainless steel using an oxidizing solution originally used for electrochemical coloration. Electrochim. Acta 2005, 50, 2623–2627. [Google Scholar]
- Yamaguchi, H.; Shinmura, T. Internal finishing process for alumina ceramic components by a magnetic field assisted finishing process. Precis. Eng. 2004, 28, 135–142. [Google Scholar] [CrossRef]
- Vbordatchev, E.V.; Hafiz, A.M.K.; Tutunea-Fatan, O.R. Performance of laser polishing in finishing of metallic surfaces. Int. J. Adv. Manuf. Technol. 2014, 73, 35–52. [Google Scholar] [CrossRef] [Green Version]
- Ahmed, R.; Sutcliffe, M.P.F. An Experimental Investigation of Surface Pit Evolution During Cold-Rolling or Drawing of Stainless Steel Strip. J. Tribol. 2001, 123, 1–7. [Google Scholar] [CrossRef]
- Malaki, M.; Ding, H.T. A review of ultrasonic peening treatment. Mater. Des. 2015, 87, 1072–1086. [Google Scholar] [CrossRef]
- Tao, N.R.; Sui, M.L.; Lu, J.; Lu, K. Surface nanocrystallization of iron induced by ultrasonic shot peening. NanoStruct. Mater. 1999, 11, 433–440. [Google Scholar] [CrossRef] [Green Version]
- Suh, C.; Song, G.; Suh, M.; Pyoun, Y. Fatigue and mechanical characteristics of nano-structured tool steel by ultrasonic cold forging technology. Mater. Sci. Eng. A 2007, 443, 101–106. [Google Scholar] [CrossRef]
- Wang, T.; Wang, D.; Liu, G.; Gong, B.; Song, N. Investigations on the nanocrystallization of 40Cr using ultrasonic surface rolling processing. Appl. Surf. Sci. 2008, 255, 1824–1829. [Google Scholar]
- Zhang, H.W.; Zhao, Y.M.; Wang, Y.H.; Yu, H.X.; Zhang, C.L. Fabrication of nanostructure in inner-surface of AISI 304 stainless steel pipe with surface plastic deformation. J. Mater. Sci. Technol. 2018, 34, 2125–2130. [Google Scholar] [CrossRef]
- Zhang, H.W.; Hei, Z.K.; Liu, G.; Lu, J.; Lu, K. Formation of nanostructured surface layer on AISI 304 stainless steel by means of surface mechanical attrition treatment. Acta Mater. 2003, 51, 1871–1881. [Google Scholar] [CrossRef]
- Johnson, K.A.; Murr, L.E.; Staudhammer, K.P. Comparison of residual microstructures for 304 stainless steel shock loaded in plane and cylindrical geometries: Implications for dynamic compaction and forming. Acta Metall. 1985, 33, 677–684. [Google Scholar] [CrossRef]
- Remy, L. Kinetics of fcc. deformation twinning and its relationship to stress-strain behavior. Acta Metall. 1978, 26, 443–451. [Google Scholar] [CrossRef]
- Kurdjumow, G.V.; Sachs, G. Ber den mechanismus der stahlhrtung. Z. Phys. A Hadron. Nucl. 1930, 64, 325–343. [Google Scholar] [CrossRef]
- Luo, Z.P.; Zhang, H.W.; Hansen, N.; Lu, K. Quantification of the microstructures of high purity nickel subjected to dynamic plastic deformation. Acta Mater. 2012, 60, 1322–1333. [Google Scholar] [CrossRef]
- Zhang, H.W.; Zhao, Y.M.; Wang, Y.H.; Zhang, C.L.; Peng, Y. On the microstructural evolution pattern toward nano-scale of an AISI 304 stainless steel during high strain rate surface deformation. J. Mater. Sci. Technol. 2020, 44, 148–159. [Google Scholar] [CrossRef]
- Wilson, W.R.D.; Schmid, S.R. Surfaces in Metal Rolling. ASME 1993, 62, 91–100. [Google Scholar]
- Wilson, W.R.D.; Sheu, S. Real area of contact and boundary in metal forming. Int. J. Mech. Sci. 1988, 30, 475–489. [Google Scholar] [CrossRef]
- Tao, N.R.; Wang, Z.B.; Tong, W.P.; Lu, J.; Lu, K. Diffusion of chromium in nanocrystalline iron produced by means of surface mechanical attrition treatment. Acta Mater. 2003, 51, 4319–4329. [Google Scholar]
- Bay, B.; Hansen, N.; Hughes, D.A.; Kuhlmann, W.D. Evolution of FCC Deformation structures in polyslip. Acta Metal. Mater. 1992, 40, 205–219. [Google Scholar] [CrossRef]
- Ookawa, A. On the mechanism of deformation twin in fcc crystal. J. Phys. Soc. Jpn. 1957, 25, 825. [Google Scholar] [CrossRef]
- Venables, J.A. Deformation twinning in face-centered cubic metals. Philos. Mag. A 1961, 6, 379–396. [Google Scholar] [CrossRef]
- Niewczas, M.; Saada, G. Twinning nucleation in Cu-8 at.% Al single crystal. Philos. Mag. A 2002, 82, 167–191. [Google Scholar]
- Yamakov, V.; Wolf, D.; Phillpot, S.R.; Mukherjee, A.K.; Gleiter, H. Dislocation processes in the deformation of nanocrystalline aluminum by molecular-dynamics simulation. Nat. Mater. 2002, 1, 45–49. [Google Scholar] [CrossRef]
- Wang, J.; Huang, H.C. Shockley partial dislocations to twin: Another formation mechanism and generic driving force. Appl. Phys. Lett. 2004, 85, 5983–5985. [Google Scholar] [CrossRef]
- Wu, X.L.; Liao, X.Z.; Srinivasan, S.G.; Zhou, F.; Lavernia, E.J.; Valiev, R.Z. New deformation twinning mechanism generates zero macroscopic strain in nanocrystalline metals. Phys. Rev. Lett. 2008, 100, 095701. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bohme, M.; Wanger, M.F.X. On the correlation of shear band formation and texture evolution in alpha-brass during accumulative roll bonding. Scr. Mater. 2018, 154, 172–175. [Google Scholar] [CrossRef]
- Hong, C.S.; Tao, N.R.; Huang, X.; Lu, K. Nucleation and thickening of shear bands in nano-scale twin/matrix lamellae of a Cu–Al alloy processed by dynamic plastic deformation. Acta Mater. 2010, 58, 3103–3116. [Google Scholar] [CrossRef]
- Zhang, H.W.; Huang, X.; Hansen, N. Evolution of microstructural parameters and flow stresses toward limits in nickel deformed to ultra-high strains. Acta Mater. 2008, 56, 5451–5465. [Google Scholar] [CrossRef]
- Li, W.Q.; Zhao, Y.M.; Liu, N.; Li, C.J.; Ren, R.M.; Cai, D.Y.; Zhang, H.W. Strain gradient induced grain refinement far below the size limit in a low carbon hypoeutectoid steel (0.19 wt.%C) via pipe inner surface grinding treatment. J. Mater. Sci. Technol. 2021, 78, 155–159. [Google Scholar] [CrossRef]
- Wasnik, D.N.; Gopalakrishnan, I.K.; Yakhmi, J.V.; Kain, V.; Samajdar, I. Cold rolled texture and microstructure in types 304 and 316L austenitic stainless steels. ISIJ Int. 2003, 43, 1581–1589. [Google Scholar] [CrossRef] [Green Version]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ra (µm) | Rz (µm) | Rz (JIS) (µm) | Rs (µm) | Rp (µm) | |
|---|---|---|---|---|---|
| Turning | 3.92 | 19.14 | 15.78 | 103.64 | 9.08 |
| After RT | 1.49 | 8.11 | 6.76 | 88.18 | 1.86 |
| After USRT | 0.19 | 1.43 | 0.69 | 75.56 | 0.39 |
| Turning/RT | 2.6 | 2.4 | 2.3 | 1.2 | 4.9 |
| Turning/USRT | 20.6 | 13.4 | 22.9 | 1.4 | 23.3 |
| RT/USRT | 7.8 | 5.7 | 9.8 | 1.2 | 4.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, X.; Li, C.; Chen, C.; Zhang, X.; Zhang, H. Fabrication of Low Roughness Gradient Nanostructured Inner Surface on an AISI 304 Stainless Steel Pipe via Ultra-Sonic Rolling Treatment (USRT). Nanomaterials 2021, 11, 1769. https://doi.org/10.3390/nano11071769
Han X, Li C, Chen C, Zhang X, Zhang H. Fabrication of Low Roughness Gradient Nanostructured Inner Surface on an AISI 304 Stainless Steel Pipe via Ultra-Sonic Rolling Treatment (USRT). Nanomaterials. 2021; 11(7):1769. https://doi.org/10.3390/nano11071769
Chicago/Turabian StyleHan, Xiaolei, Changji Li, Chunhuan Chen, Xiaodan Zhang, and Hongwang Zhang. 2021. "Fabrication of Low Roughness Gradient Nanostructured Inner Surface on an AISI 304 Stainless Steel Pipe via Ultra-Sonic Rolling Treatment (USRT)" Nanomaterials 11, no. 7: 1769. https://doi.org/10.3390/nano11071769
APA StyleHan, X., Li, C., Chen, C., Zhang, X., & Zhang, H. (2021). Fabrication of Low Roughness Gradient Nanostructured Inner Surface on an AISI 304 Stainless Steel Pipe via Ultra-Sonic Rolling Treatment (USRT). Nanomaterials, 11(7), 1769. https://doi.org/10.3390/nano11071769