
Spark Plasma Sintering of Aluminum Nanocomposite Powders: Recent Strategy to Translate from Lab-Scale to Mass Production

 , , ,
, , , 

Abstract
:1. Introduction
2. Materials and Methods
2.1. Ball-Milling Powder Preparation and SPS Sintering Consolidation at Lab Scale
2.2. Morphology Characterization
2.3. Densification
2.4. Roughness Characterization
2.5. Vickers Hardness Tests
2.6. Electrical Conductivity
3. Recent Process to Translate Nanocomposite Powders from the Lab Scale to the Industrial Scale: Important Aspects
4. Results and Discussion
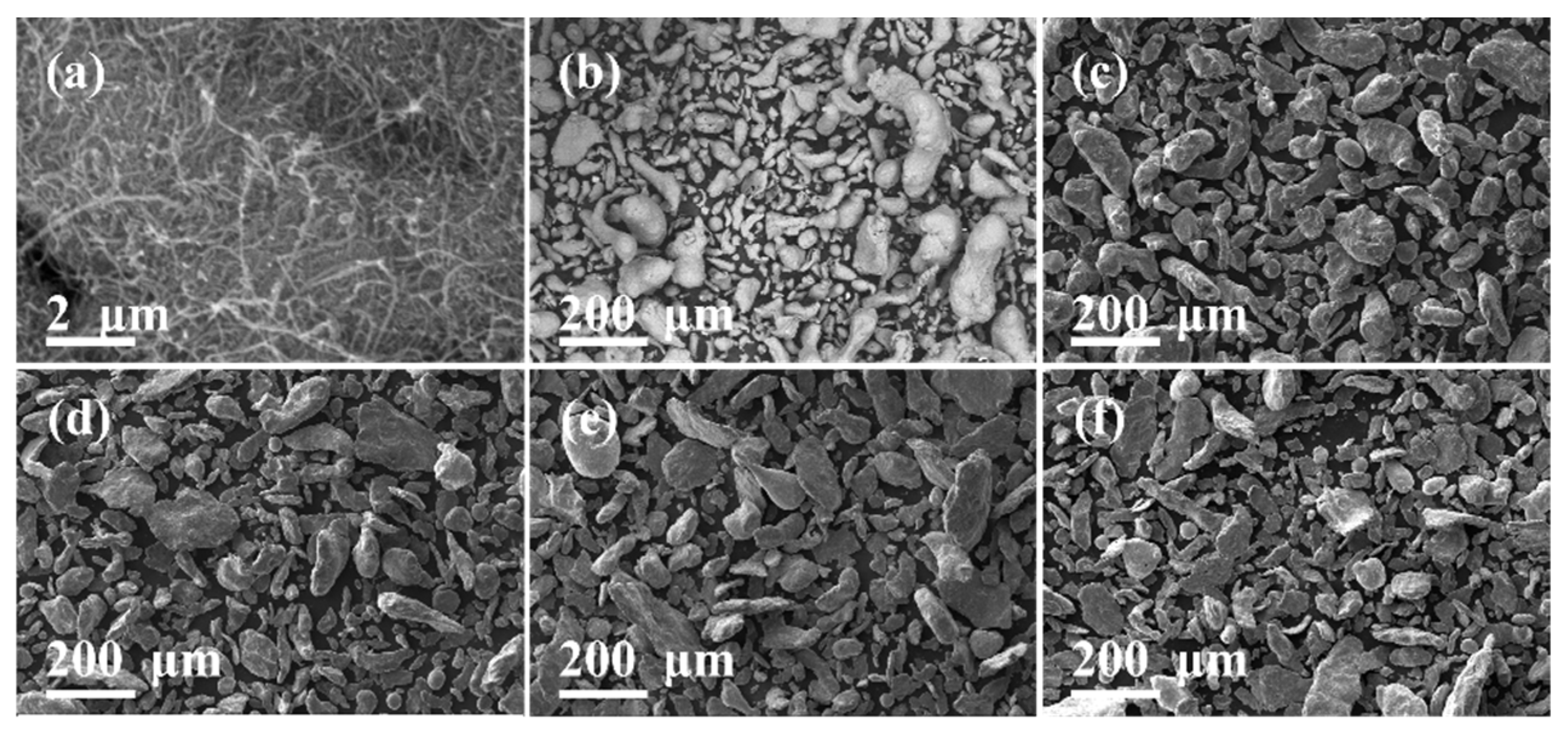
4.1. Morphological Analysis of Laboratory Ball-Milled Nanocomposite Powder
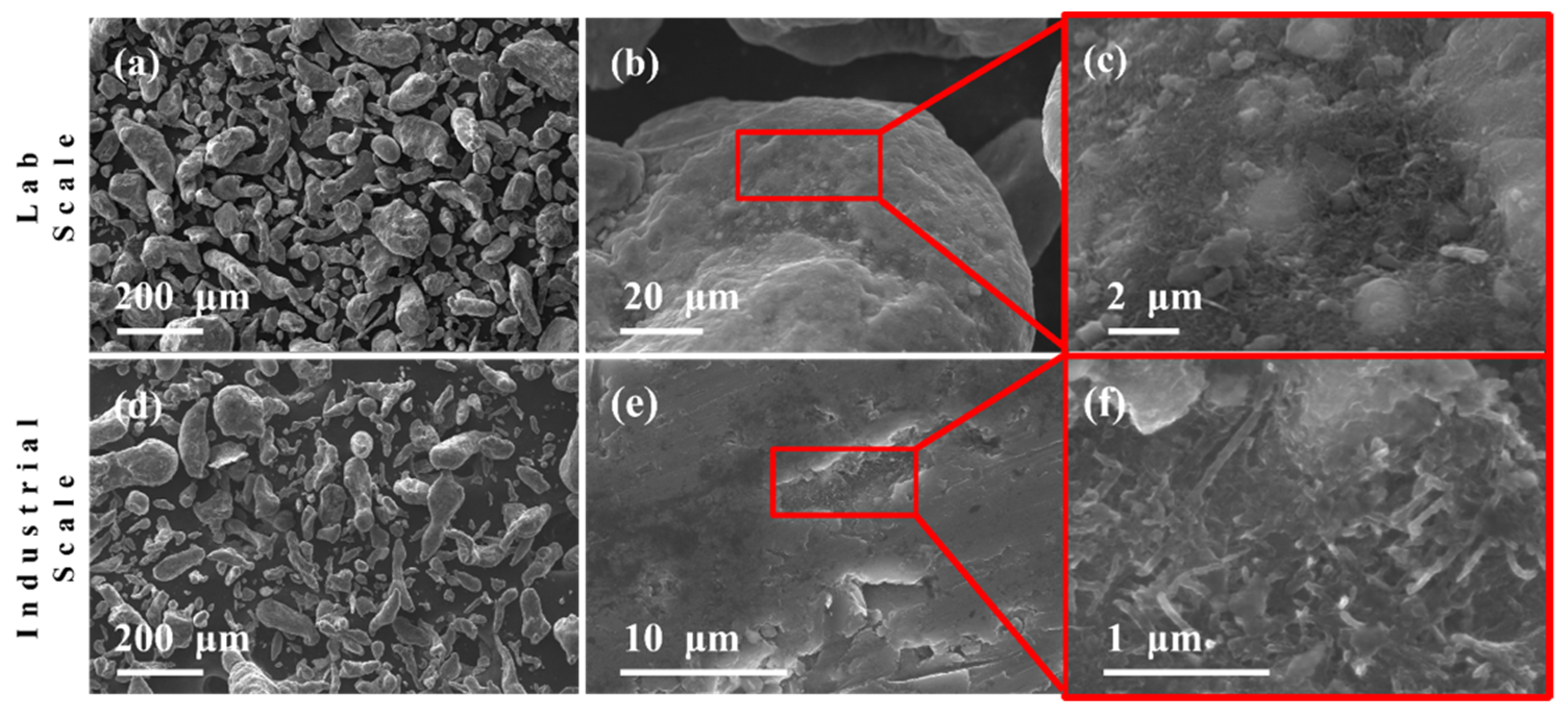
4.2. Morphological Analysis of Industrial Attrition Milling Nanocomposite Powder
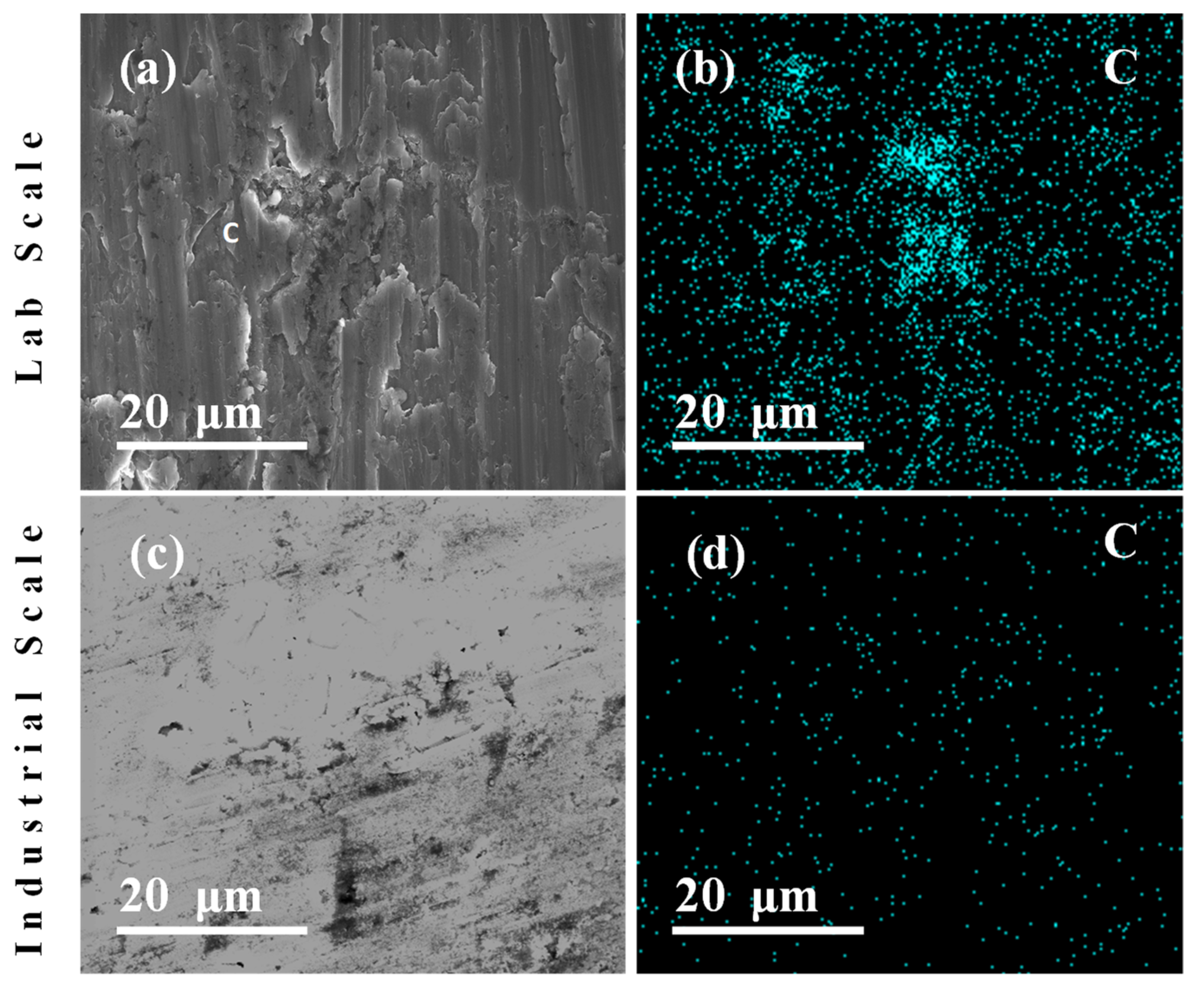
4.3. Sintering Consolidation and Densification at the Lab and Industrial Scale
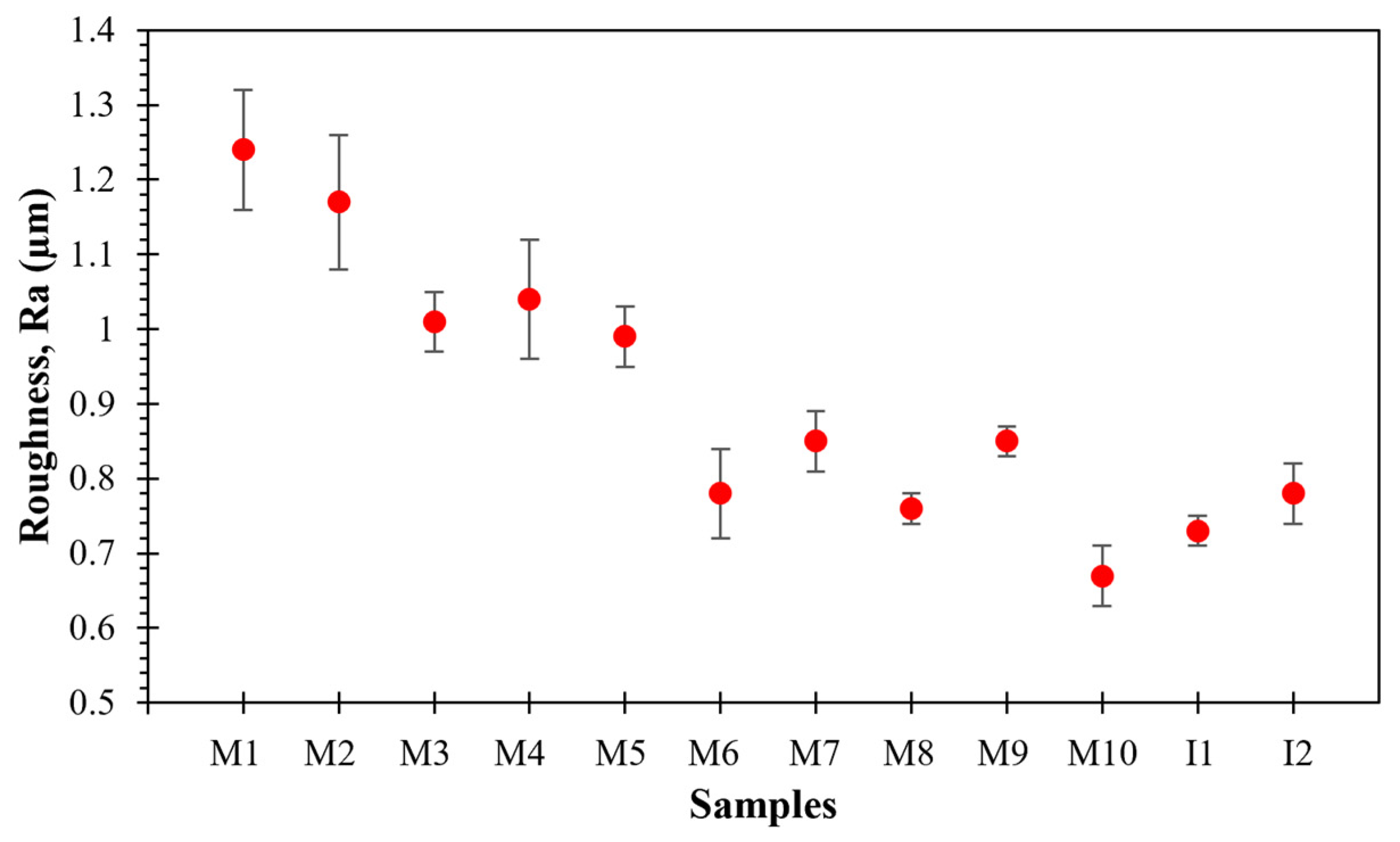
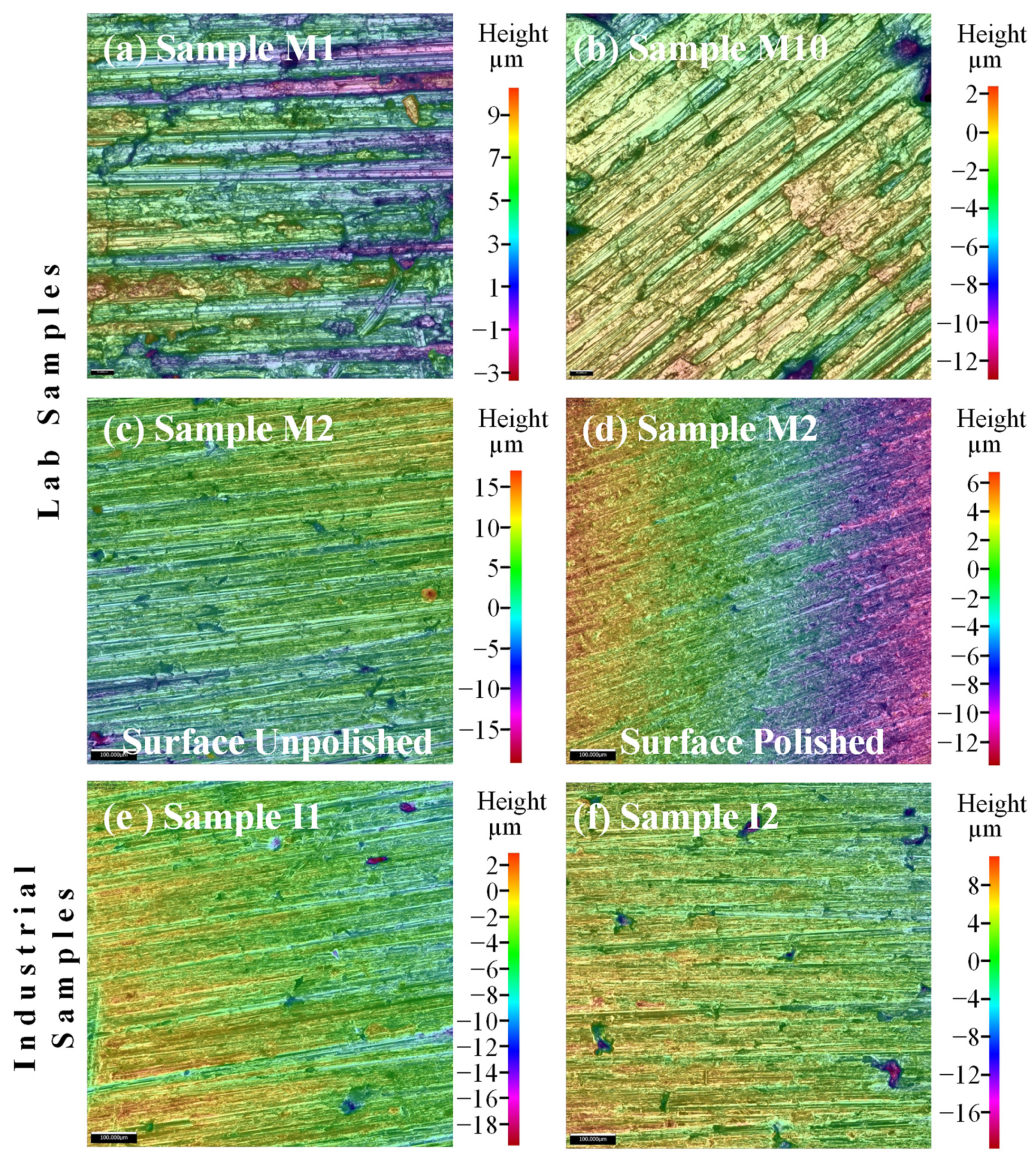
4.4. Surface Finishing Analysis of the Sintered Al-Based Nanocomposites
4.5. Micro-Hardness Analysis of Sintered Al-Based Nanocomposites
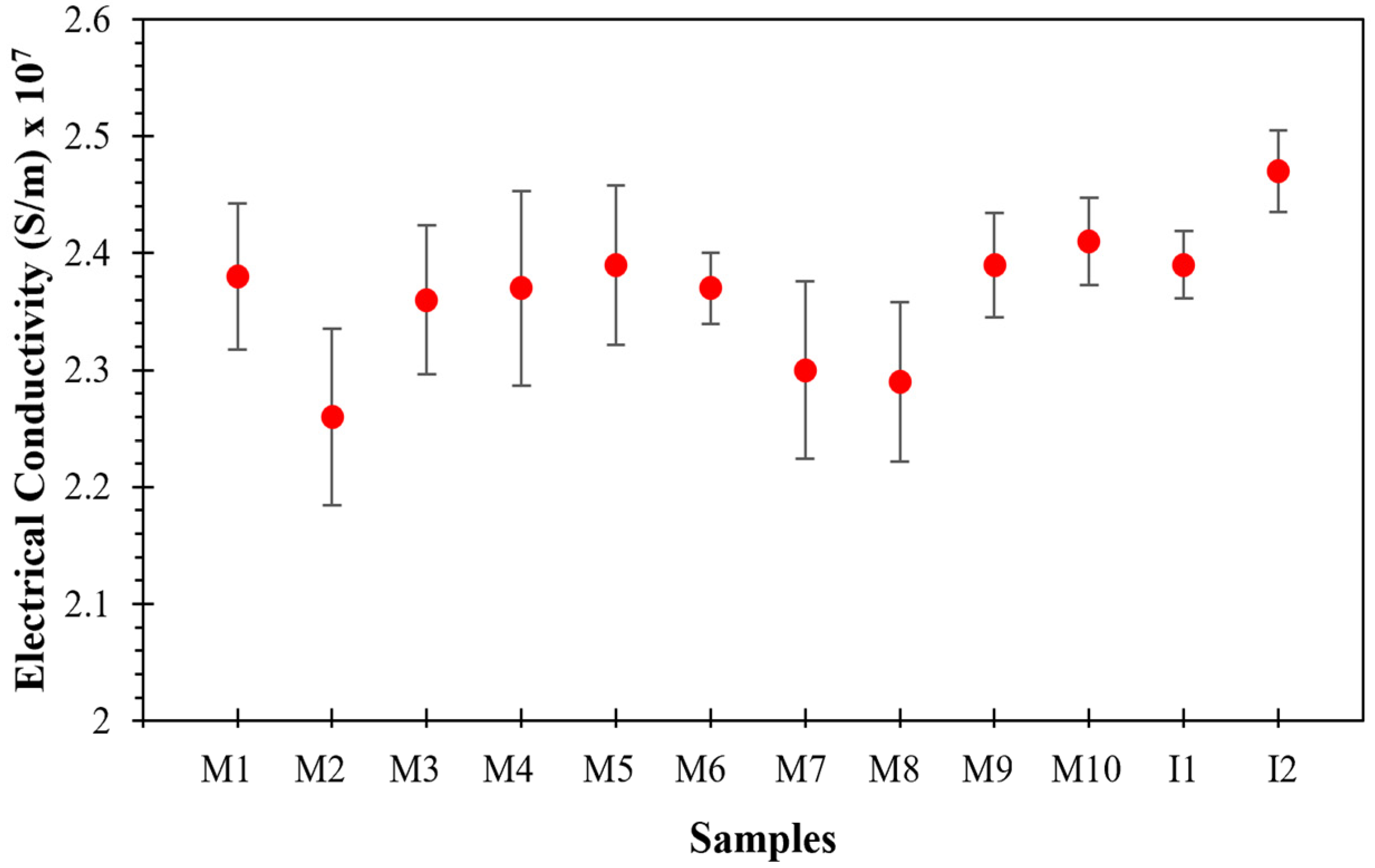
4.6. Electrical Conductivity of Sintered Al-Based Nanocomposites
5. Discussion
6. Conclusions
- The CNT distribution in the Al matrix at the industrial scale was performed by substituting the ball-milling equipment for an attrition milling process, which is ideal for the processing of high material volume. To attain the desired morphology of the milled nanocomposite powders for industrial mass production, we adjust the processing parameters and use stearic acid as a PCA.
- During the mass production of the nanocomposite powders, their morphology was successfully controlled by promoting a homogenous distribution of the MWCNT, which is similar to that obtained at the lab scale.
- The equipment used for the consolidation and densification of the obtained specimens for industrial mass production showed high densification values (around 99.2%), which are quite similar to those recorded in lab-made samples.
- During the surface finishing of the produced parts, the industrial-scaled specimens and surface roughness values are found to be lower than those measured for the samples produced following lab setting conditions after surface treatment (polishing). This is mainly due to the tool used, which has an electropolished surface that allows us to produce functional parts without any further post-process or machining operation.
- The homogenous CNT distribution during the milling of nanocomposite powders in combination with their corresponding sintering consolidation process promotes an effective reinforcement in the sintered samples for the industrial scale, which influences the hardness, tensile and yield strength values, which were around 58% higher than those values measured for the produced lab samples.
- The electrical conductivity values recorded from the mass production of metallic powder samples are about 42%IACS, which are consistent with those recorded from the produced lab-scale samples.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sharma, A.K.; Bhandari, R.; Aherwar, A.; Rimašauskiene, R.; Pinca-Bretotean, C. A study of advancement in application opportunities of aluminum metal matrix composites. Mater. Today Proc. 2020, 26, 2419–2424. [Google Scholar] [CrossRef]
- Ulloa-Castillo, N.; Martínez-Romero, O.; Hernandez-Maya, R.; Segura-Cárdenas, E.; Elías-Zúñiga, A. spark plasma sintering of aluminum-based powders reinforced with carbon nanotubes: Investigation of electrical conductivity and hardness properties. Materials 2021, 14, 373. [Google Scholar] [CrossRef] [PubMed]
- Ulloa-Castillo, N.A.; Hernández-Maya, R.; Islas-Urbano, J.; Martínez-Romero, O.; Segura-Cárdenas, E.; Elías-Zúñiga, A. enhancement of electrical conductivity of aluminum-based nanocomposite produced by spark plasma sintering. Nanomaterials 2021, 11, 1150. [Google Scholar] [CrossRef] [PubMed]
- Sutherland, L.; Shenoi, R.; Lewis, S. Size and scale effects in composites: I. Literature review. Compos. Sci. Technol. 1999, 59, 209–220. [Google Scholar] [CrossRef]
- Arunachalama, R.; Krishnan, P.K.; Muraliraja, R. A review on the production of metal matrix composites through stir casting-Furnace design, properties, challenges, and research opportunities. J. Manuf. Process. 2019, 42, 213–245. [Google Scholar]
- Kwon, H.; Kawasaki, A. Effect of spark plasma sintering in fabricating carbon nanotube reinforced aluminum matrix composite materials, advances. In Composite Materials for Medicine and Nanotechnology; Attaf, B., Ed.; IntechOpen: London, UK, 2011. [Google Scholar] [CrossRef] [Green Version]
- Ujah, C.O.; Popoola, A.P.I.; Popoola, O.M.; Aigbodion, V.S. Optimisation of spark plasma sintering parameters of Al-CNTs-Nb nano-composite using Taguchi Design of Experiment. Int. J. Adv. Manuf. Technol. 2019, 100, 1563–1573. [Google Scholar] [CrossRef]
- Morsi, K.; Esawi, A.M.K.; Lanka, S.; Sayed, A.; Taher, M. Spark plasma extrusion (SPE) of ball-milled aluminum and carbon nanotube reinforced aluminum composite powders. Compos. Part A Appl. Sci. Manuf. 2010, 41, 322–326. [Google Scholar] [CrossRef]
- Cavaliere, P.; Sadeghi, B.; Shabani, A. Carbon nanotube reinforced aluminum matrix composites produced by spark plasma sintering. J. Mater. Sci. 2017, 52, 8618–8629. [Google Scholar] [CrossRef]
- Nisar, A.; Zhang, C.; Boesl, B.; Agarwal, A. unconventional materials processing using spark plasma sintering. Ceramics 2021, 4, 3. [Google Scholar] [CrossRef]
- Cahoon, J.R.; Broughton, W.H.; Kutzak, A.R. The determination of yield strength from hardness measurements. Metall. Trans. 1971, 2, 1979–1983. [Google Scholar]
- William, D.; Callister, D.G.R. Fundamentals of Materials Science and Engineering: An Integrated Approach; John Wiley & Sons: Hoboken, NJ, USA, 2009. [Google Scholar]
- Hacıfazlıoğlu, H.; Korkmaz, A.V. Performance comparison of stirred media mill and ball (BOND) mill in bauxite grinding. Part. Sci. Technol. 2019, 38, 404–408. [Google Scholar] [CrossRef]
- Ramezani, M.; Nitzert, T. Mechanical milling of aluminum powder using planetary ball milling process. J. Achiev. Mater. Manuf. Eng. 2012, 55, 790–798. [Google Scholar]
- Toozandehjani, M.; Matori, K.A.; Ostovan, F.; Aziz, S.A.; Mamat, S. Effect of milling time on the microstructure, physical and mechanical properties of al-al2o3 nanocomposite synthesized by ball milling and powder metallurgy. Materials 2017, 10, 1232. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhbanov, A.I.; Pogorelov, E.G.; Chang, Y.-C. Van der waals interaction between two crossed carbon nanotubes. ACS Nano 2010, 4, 5937–5945. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mackie, A.J.; Hatton, G.D.; Hamilton, H.G.; Dean, J.; Goodall, R. Carbon uptake and distribution in Spark Plasma Sintering (SPS) processed Sm(Co, Fe, Cu, Zr) z. Mater. Lett. 2016, 171, 14–17. [Google Scholar] [CrossRef]
- Singh, L.K.; Bhadauria, A.; Laha, T. Al-MWCNT nanocomposite synthesized via spark plasma sintering: Effect of powder milling and reinforcement addition on sintering kinetics and mechanical properties. J. Mater. Res. Technol. 2019, 8, 503–512. [Google Scholar] [CrossRef]
- Simões, S.; Viana, F.; Reis, M.A.L.; Vieira, M.F. Aluminum and nickel matrix composites reinforced by cnts: Dispersion/mixture by ultrasonication. Metals 2017, 7, 279. [Google Scholar] [CrossRef]
- Kumar, A.; Banerjee, U.; Chowrasia, M.K.; Shekhar, H.; Banerjee, M.K. Effect of mwcnt content on the structure and properties of spark plasma-sintered iron-mwcnt composites synthesized by high-energy ball milling. J. Mater. Eng. Perform. 2019, 28, 2983–3000. [Google Scholar] [CrossRef]
- Singh, L.K.; Bhadauria, A.; Oraon, A.; Laha, T. Spark plasma sintered Al-0.5 wt% MWCNT nanocomposite: Effect of sintering pressure on the densification behavior and multi-scale mechanical properties. Diam. Relat. Mater. 2019, 91, 144–155. [Google Scholar] [CrossRef]
- Musa, A.I.; Yusuf, S.; Auwalu, Y.G.; Said, M.T. mechanical properties of aluminium matrix composite including sic/al2o3 by powder metallurgy—A review. Int. J. Adv. Res. Technol. 2019, 7, 23–38. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Relative Density (%) | Porosity (%) | Sample | Relative Density (%) | Porosity (%) |
|---|---|---|---|---|---|
| M1 | 98.2 | 1.80 | M6 | 98.2 | 1.80 |
| M2 | 99.7 | 0.30 | M7 | 98.6 | 1.40 |
| M3 | 98.8 | 1.20 | M8 | 98.6 | 1.40 |
| M4 | 99.4 | 0.60 | M9 | 99.2 | 0.80 |
| M5 | 98.2 | 1.80 | M10 | 99.0 | 1.00 |
| I1 | 99.2 | 0.80 | I2 | 99.1 | 0.90 |
| Sample | Hardness Vickers (MPa) | Tensile Strength (MPa) | Yield Strength (MPa) |
|---|---|---|---|
| M1 | 692.3 ± 21.3 | 234.8 ± 7.25 | 145.6 ± 4.50 |
| M2 | 700.2 ± 46.1 | 237.5 ± 15.6 | 147.2 ± 9.70 |
| M3 | 713.9 ± 18.1 | 242 ± 6.17 | 150.1 ± 3.82 |
| M4 | 629.6 ± 14.3 | 213.5 ± 4.86 | 132.4 ± 3.01 |
| M5 | 782.6 ± 11.7 | 265.5 ± 4.00 | 164.6 ± 2.47 |
| M6 | 678.6 ± 31.6 | 230.2 ± 10.7 | 142.7 ± 6.66 |
| M7 | 641.3 ± 15.7 | 217.5 ± 5.32 | 134.9 ± 3.30 |
| M8 | 649.2 ± 32.1 | 220.2 ± 10.9 | 136.5 ± 6.75 |
| M9 | 621.7 ± 22.2 | 210.9 ± 7.55 | 130.7 ± 4.68 |
| M10 | 674.7 ± 19.2 | 228.9 ± 6.51 | 141.9 ± 4.04 |
| I1 | 957.1 ± 94.7 | 324.7 ± 32.1 | 201.3 ± 19.9 |
| I2 | 1190.5 ± 139.6 | 403.8 ± 47.3 | 250.4 ± 29.3 |
| Sample | Conductivity (S/m) | %IACS | Sample | Conductivity (S/m) | %IACS |
|---|---|---|---|---|---|
| M1 | 40.11 | M6 | 41.02 | ||
| M2 | 39.10 | M7 | 39.80 | ||
| M3 | 40.78 | M8 | 39.59 | ||
| M4 | 40.90 | M9 | 41.21 | ||
| M5 | 41.22 | M10 | 41.60 | ||
| I1 | 41.36 | I2 | 42.57 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hernández-Maya, R.; Ulloa-Castillo, N.A.; Martínez-Romero, O.; Segura-Cárdenas, E.; Elías-Zúñiga, A. Spark Plasma Sintering of Aluminum Nanocomposite Powders: Recent Strategy to Translate from Lab-Scale to Mass Production. Nanomaterials 2021, 11, 3372. https://doi.org/10.3390/nano11123372
Hernández-Maya R, Ulloa-Castillo NA, Martínez-Romero O, Segura-Cárdenas E, Elías-Zúñiga A. Spark Plasma Sintering of Aluminum Nanocomposite Powders: Recent Strategy to Translate from Lab-Scale to Mass Production. Nanomaterials. 2021; 11(12):3372. https://doi.org/10.3390/nano11123372
Chicago/Turabian StyleHernández-Maya, Roberto, Nicolás Antonio Ulloa-Castillo, Oscar Martínez-Romero, Emmanuel Segura-Cárdenas, and Alex Elías-Zúñiga. 2021. "Spark Plasma Sintering of Aluminum Nanocomposite Powders: Recent Strategy to Translate from Lab-Scale to Mass Production" Nanomaterials 11, no. 12: 3372. https://doi.org/10.3390/nano11123372
APA StyleHernández-Maya, R., Ulloa-Castillo, N. A., Martínez-Romero, O., Segura-Cárdenas, E., & Elías-Zúñiga, A. (2021). Spark Plasma Sintering of Aluminum Nanocomposite Powders: Recent Strategy to Translate from Lab-Scale to Mass Production. Nanomaterials, 11(12), 3372. https://doi.org/10.3390/nano11123372