
Continuous Wave Laser Nanowelding Process of Ag Nanowires on Flexible Polymer Substrates



Abstract
:1. Introduction
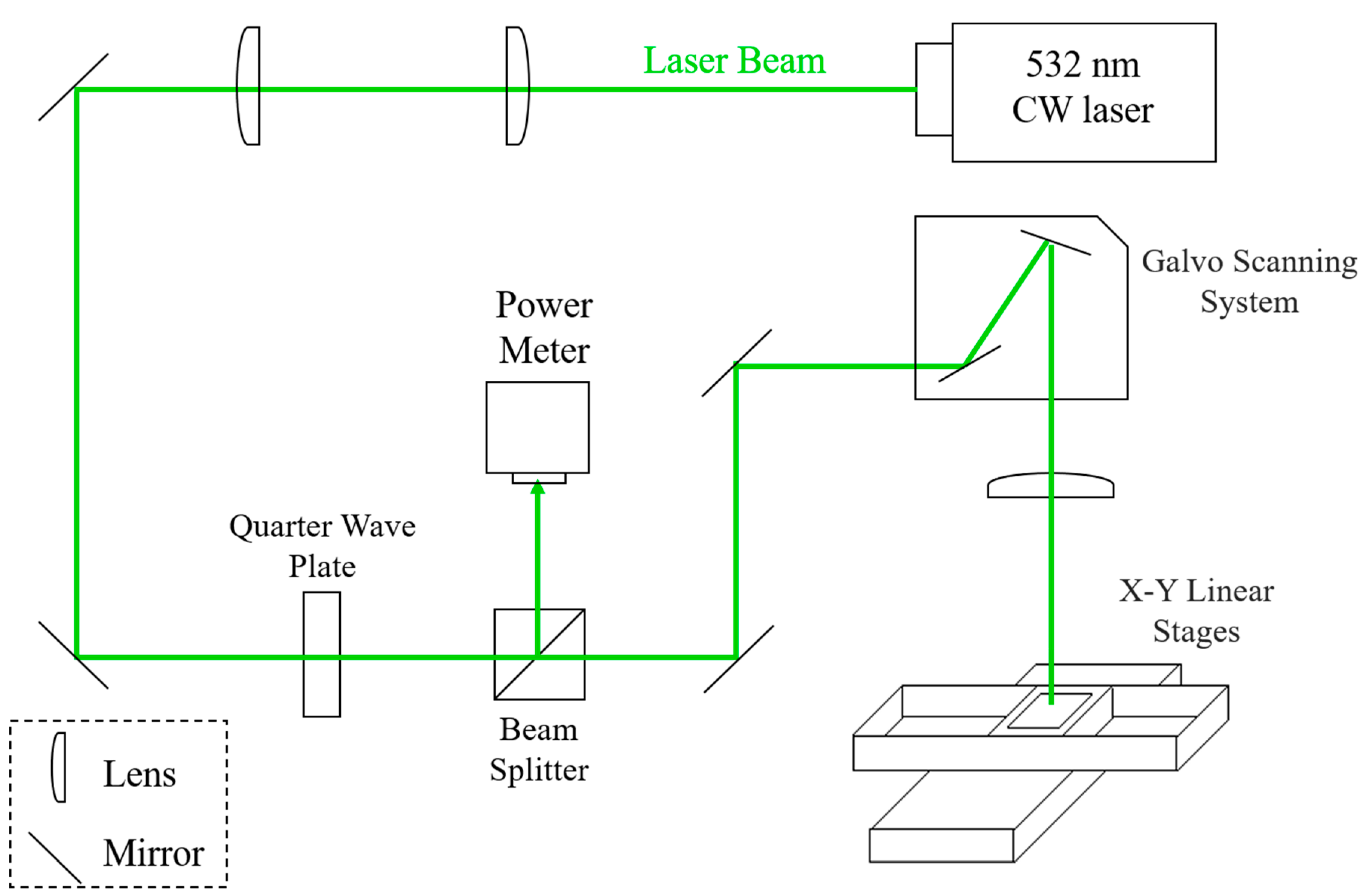
2. Experimental Setup
3. Results and Discussion
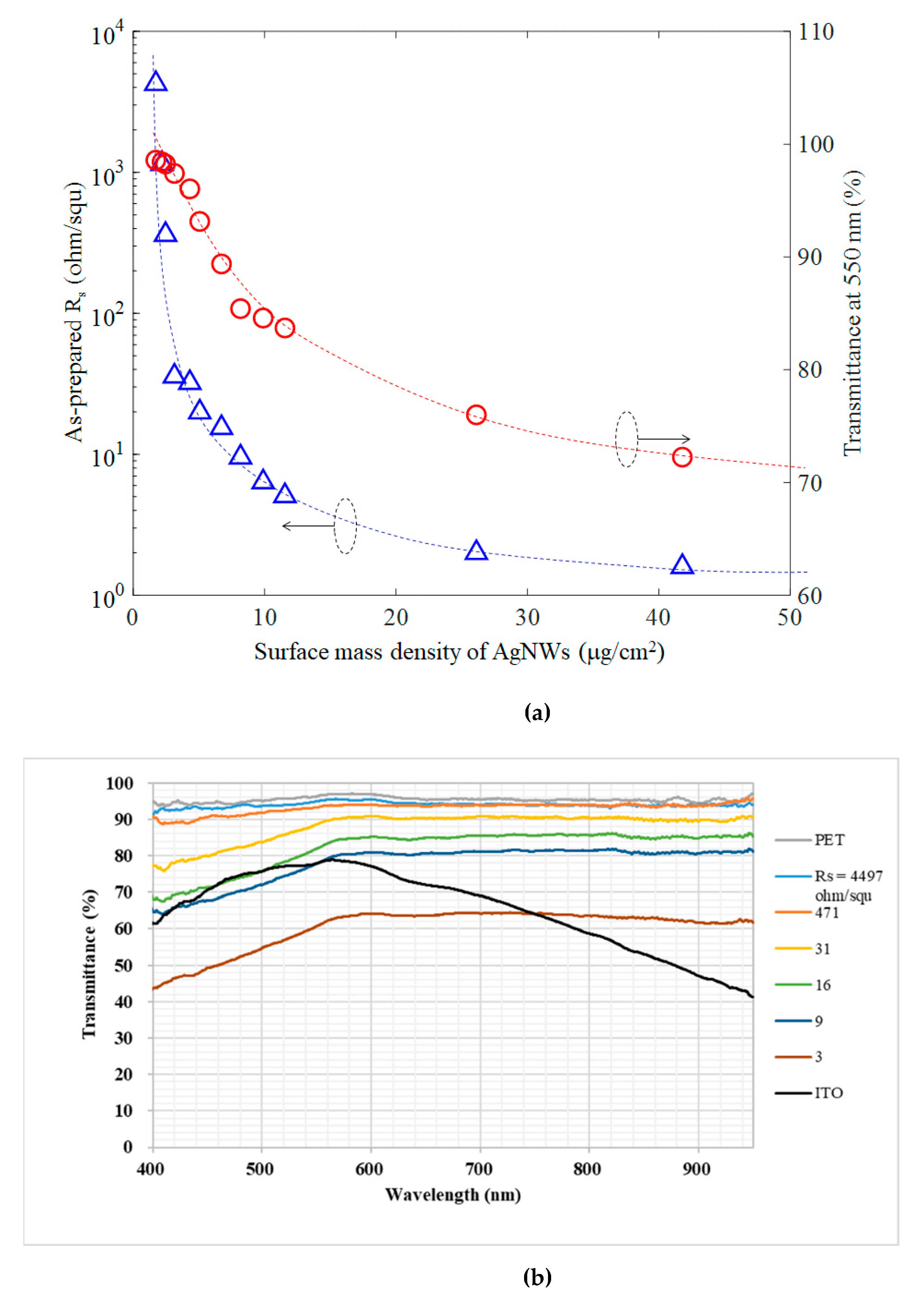
3.1. Correlation of Sheet Resistance and Transmittance
3.2. Study of Laser Processing Parameters
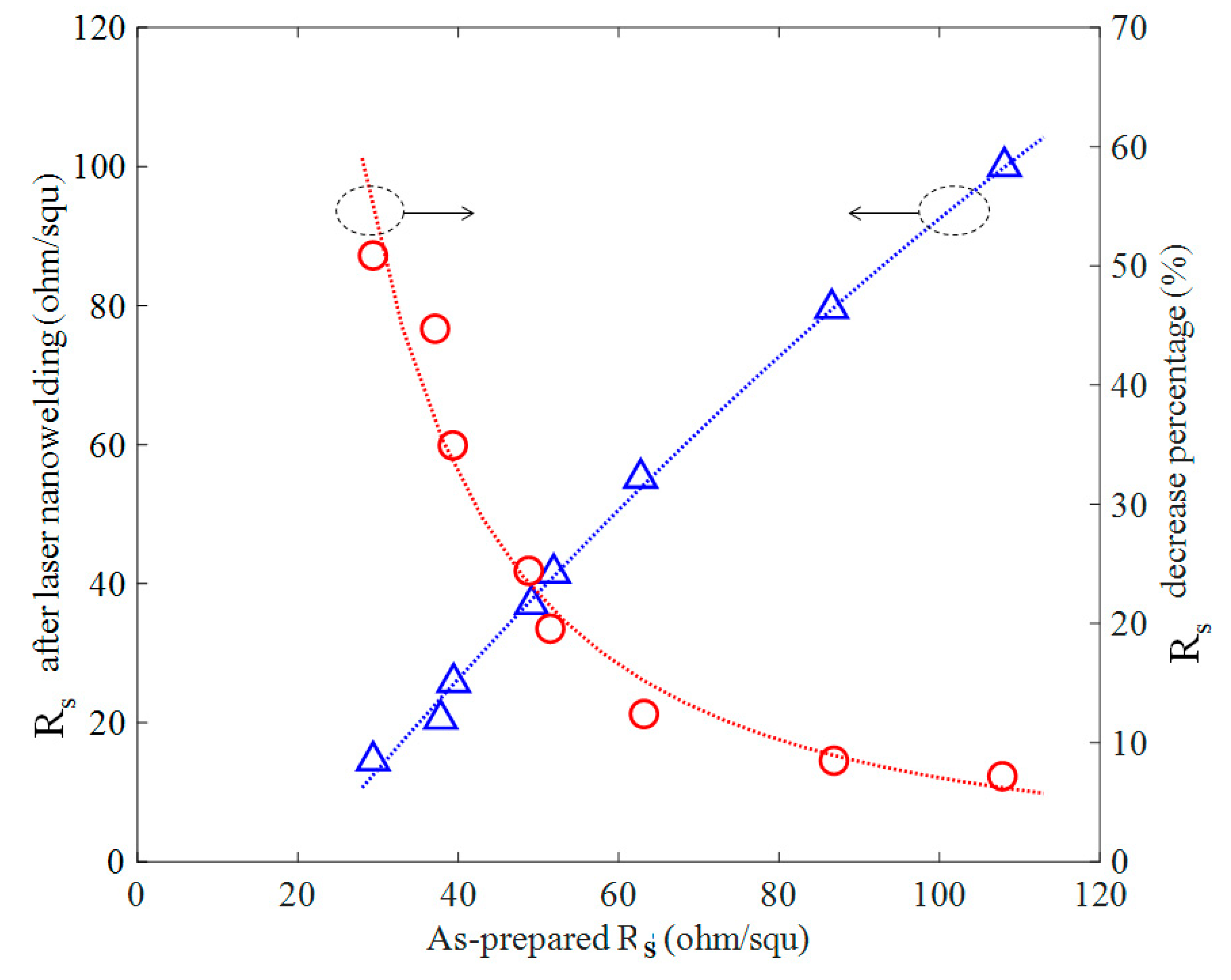
3.2.1. Effect of Laser Power
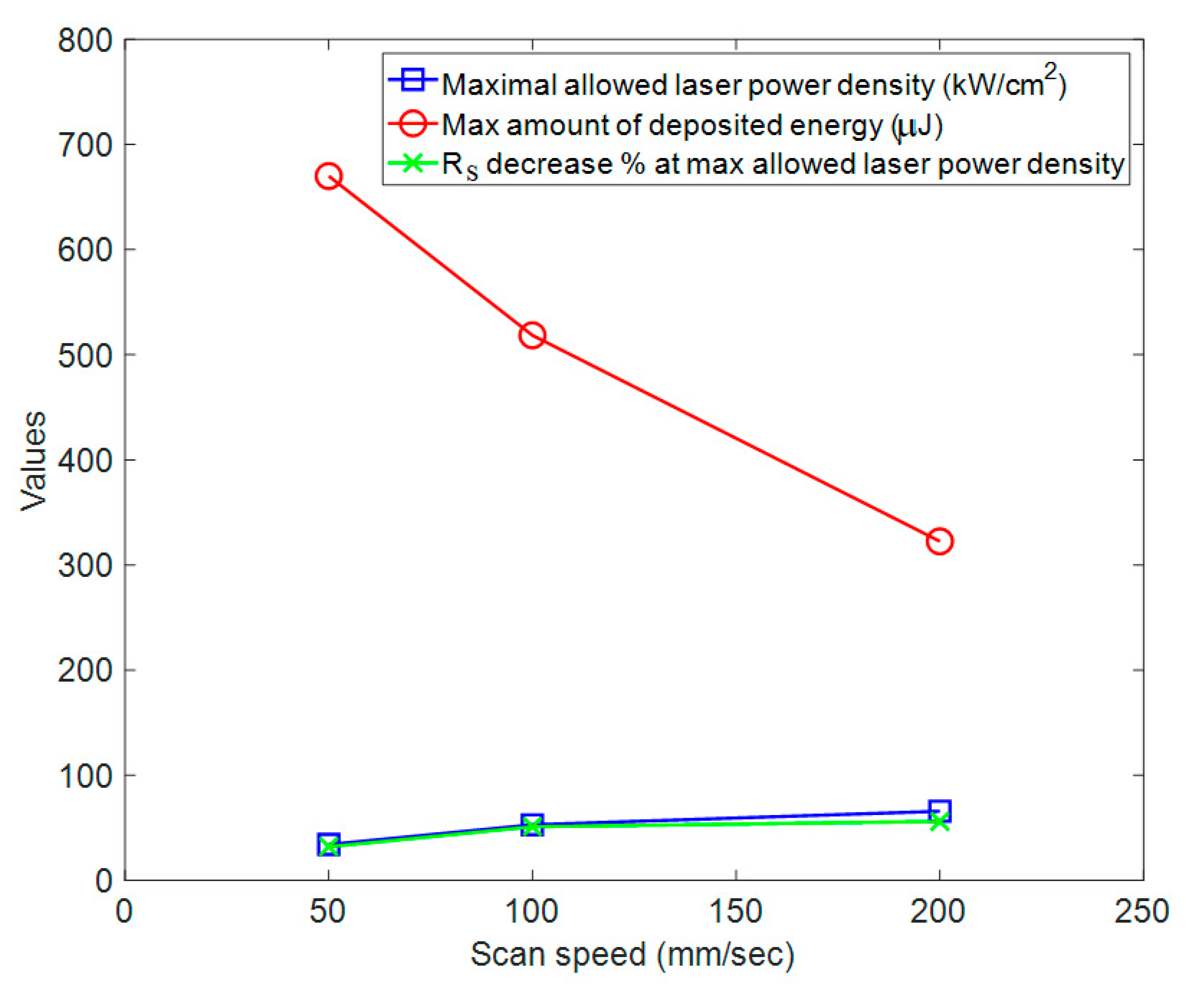
3.2.2. Effect of Laser Scan Speed
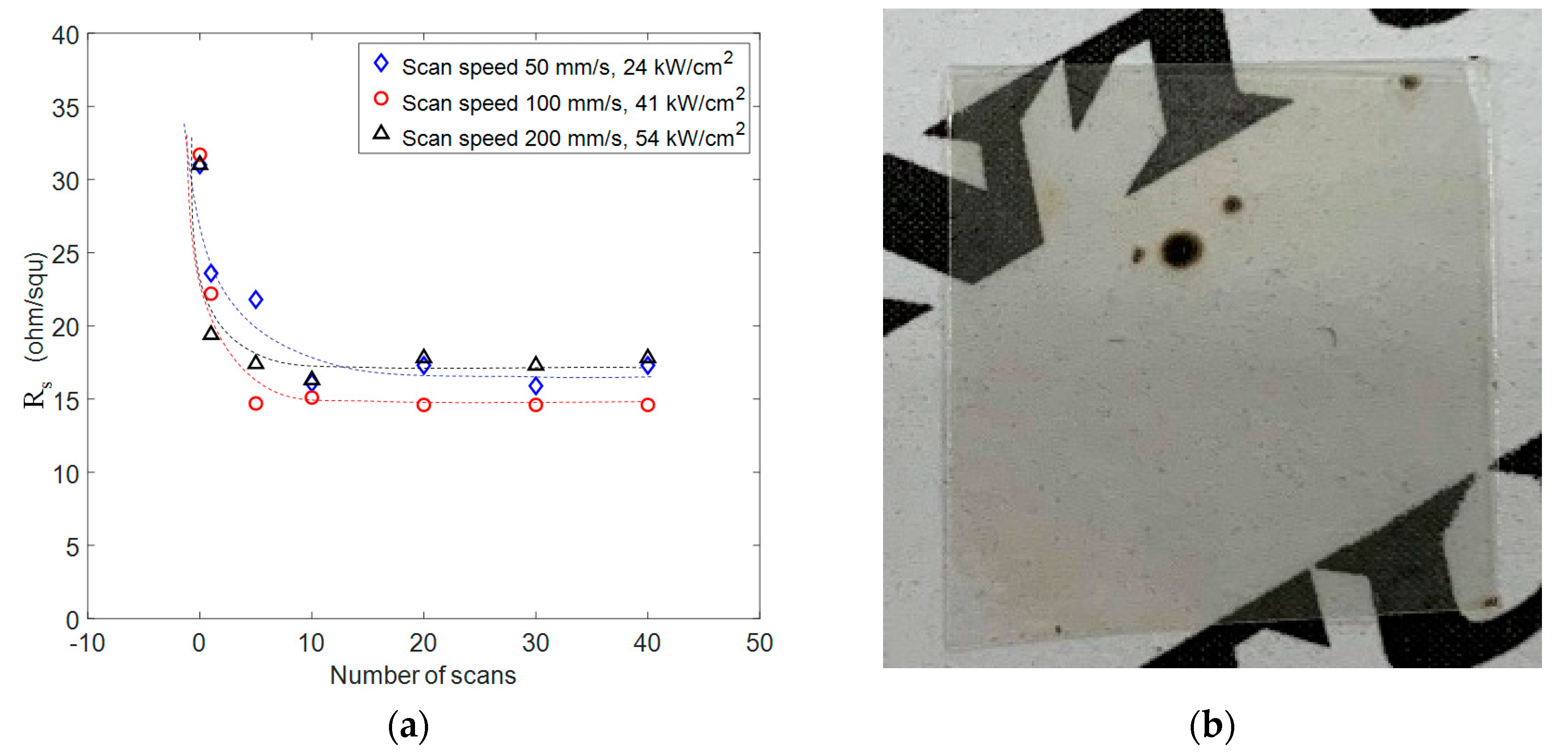
3.2.3. Effect of the Number of Scans
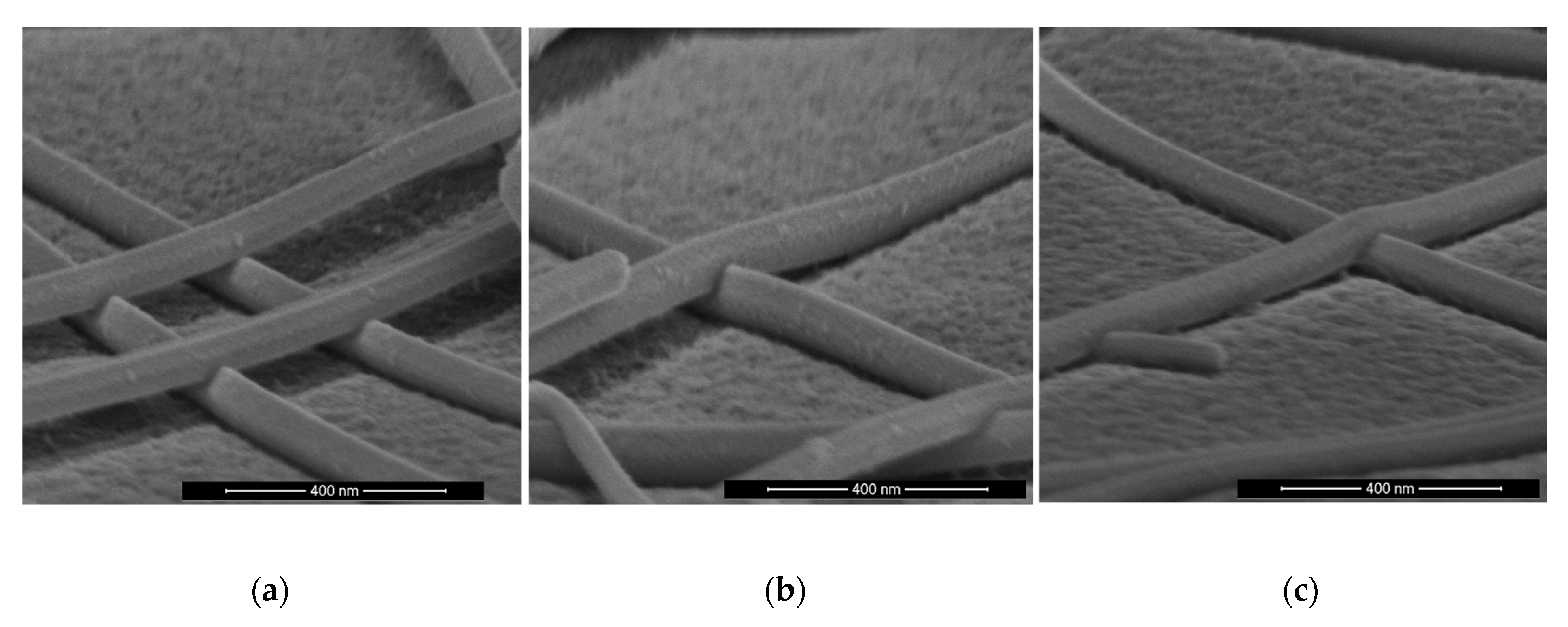
3.3. Morphology of Laser Processed AgNWs
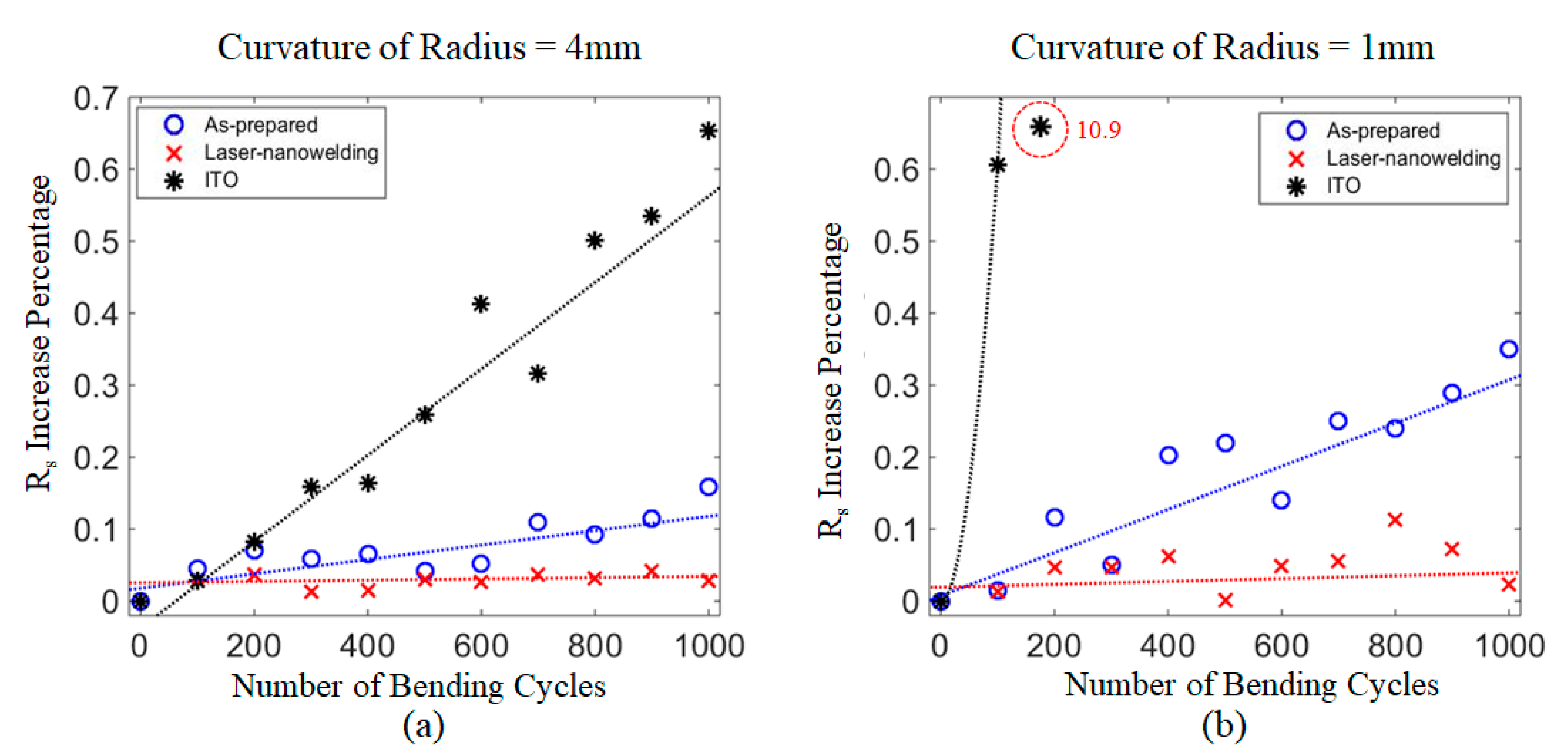
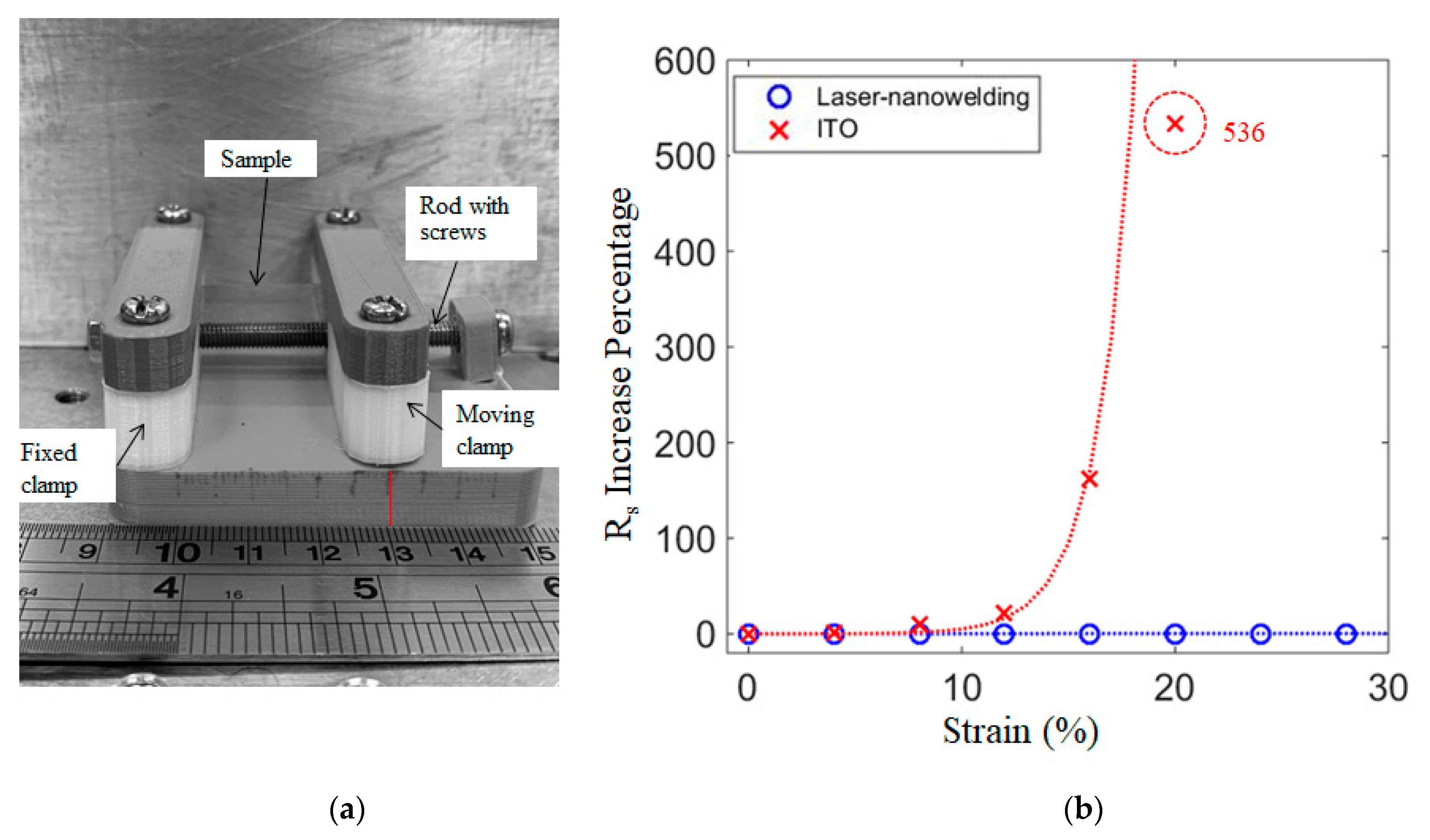
3.4. Bending and Stretching Tests
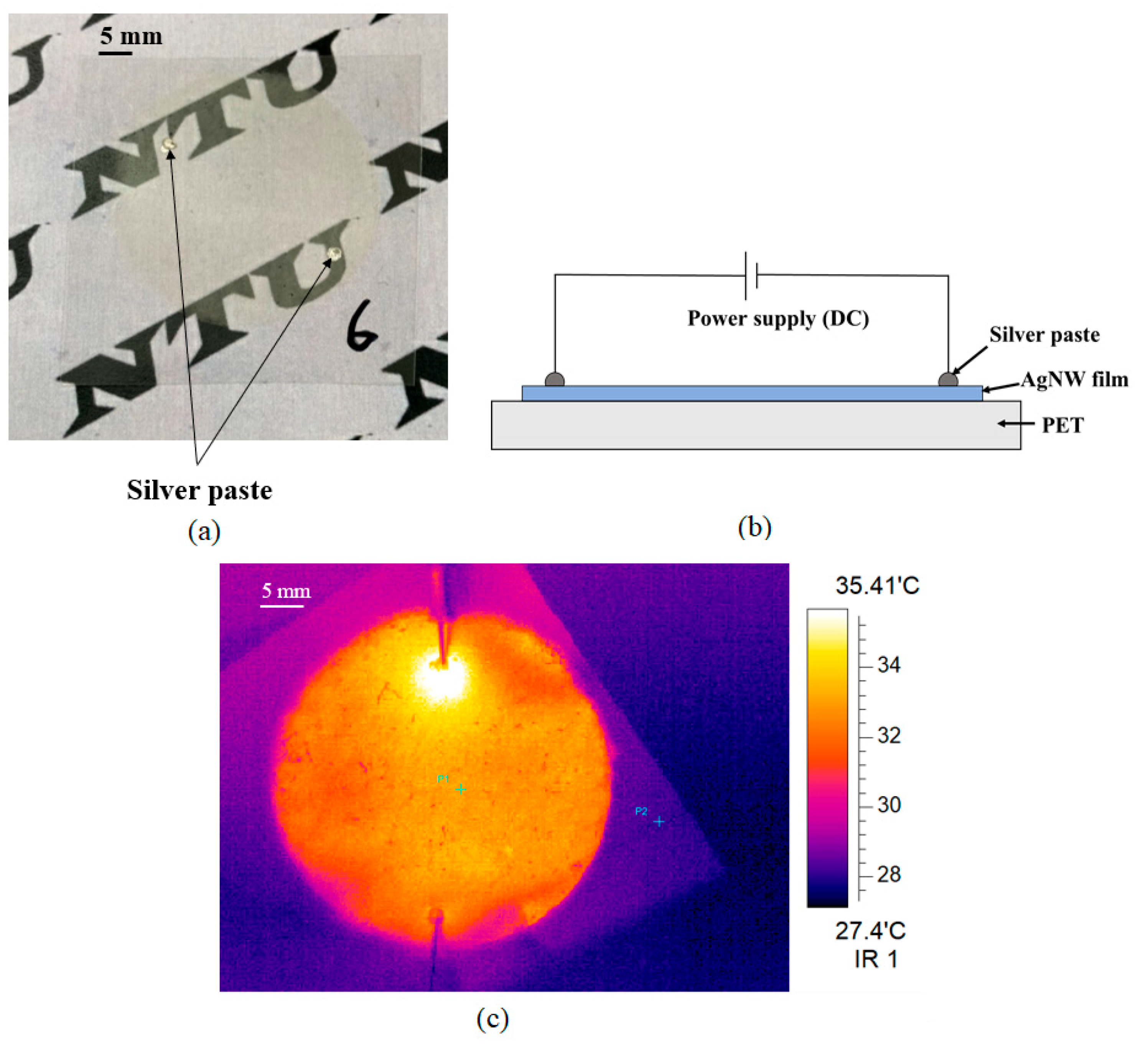
3.5. Fabrication of a Transparent Resistive Heater
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lipomi, D.J.; Bao, Z. Stretchable, elastic materials and devices for solar energy conversion. Energy Environ. Sci. 2011, 4, 3314–3328. [Google Scholar] [CrossRef]
- Lee, J.; Lee, P.; Lee, H.B.; Hong, S.; Lee, I.; Yeo, J.; Lee, S.S.; Kim, T.-S.; Lee, D.; Ko, S.H. Room-Temperature Nanosoldering of a Very Long Metal Nanowire Network by Conducting-Polymer-Assisted Joining for a Flexible Touch-Panel Application. Adv. Funct. Mater. 2013, 23, 4171–4176. [Google Scholar] [CrossRef]
- Lee, J.; Lee, P.; Lee, H.; Lee, D.; Lee, S.S.; Ko, S.H. Very long Ag nanowire synthesis and its application in a highly transparent, conductive and flexible metal electrode touch panel. Nanoscale 2012, 4, 6408–6414. [Google Scholar] [CrossRef] [PubMed]
- Koo, J.H.; Kim, D.C.; Shim, H.J.; Kim, T.H.; Kim, D.H. Flexible and Stretchable Smart Display: Materials, Fabrication, Device Design, and System Integration. Adv. Funct. Mater. 2018, 28, 23. [Google Scholar] [CrossRef]
- Hong, S.; Lee, H.; Lee, J.; Kwon, J.; Han, S.; Suh, Y.D.; Cho, H.; Shin, J.; Yeo, J.; Ko, S.H. Highly Stretchable and Transparent Metal Nanowire Heater for Wearable Electronics Applications. Adv. Mater. 2015, 27, 4744–4751. [Google Scholar] [CrossRef] [PubMed]
- Dong, Q.; Hara, Y.; Vrouwenvelder, K.T.; Shin, K.T.; Compiano, J.A.; Saif, M.; Lopez, R. Superflexibility of ITO Electrodes via Submicron Patterning. ACS Appl. Mater. Interfaces 2018, 10, 10339–10346. [Google Scholar] [CrossRef]
- Kaempgen, M.; Duesberg, G.S.; Roth, S. Transparent carbon nanotube coatings. Appl. Surf. Sci. 2005, 252, 425–429. [Google Scholar] [CrossRef]
- Eda, G.; Fanchini, G.; Chhowalla, M. Large-area ultrathin films of reduced graphene oxide as a transparent and flexible electronic material. Nat. Nanotechnol. 2008, 3, 270–274. [Google Scholar] [CrossRef] [PubMed]
- Zheng, Q.; Zhang, B.; Lin, X.; Shen, X.; Yousefi, N.; Huang, Z.-D.; Li, Z.; Kim, J.-K. Highly transparent and conducting ultralarge graphene oxide/single-walled carbon nanotube hybrid films produced by Langmuir–Blodgett assembly. J. Mater. Chem. 2012, 22, 25072–25082. [Google Scholar] [CrossRef]
- Kim, K.S.; Zhao, Y.; Jang, H.; Lee, S.Y.; Kim, J.M.; Kim, K.S.; Ahn, J.-H.; Kim, P.; Choi, J.-Y.; Hong, B.H. Large-scale pattern growth of graphene films for stretchable transparent electrodes. Nature 2009, 457, 706–710. [Google Scholar] [CrossRef] [PubMed]
- Yeo, J.; Hong, S.; Lee, D.; Hotz, N.; Lee, M.-T.; Grigoropoulos, C.P.; Ko, S.H. Next Generation Non-Vacuum, Maskless, Low Temperature Nanoparticle Ink Laser Digital Direct Metal Patterning for a Large Area Flexible Electronics. PLoS ONE 2012, 7, e42315. [Google Scholar] [CrossRef] [Green Version]
- Hong, S.; Yeo, J.; Kim, G.; Kim, D.; Lee, H.; Kwon, J.; Lee, H.; Lee, P.; Ko, S.H. Nonvacuum, Maskless Fabrication of a Flexible Metal Grid Transparent Conductor by Low-Temperature Selective Laser Sintering of Nanoparticle Ink. ACS Nano 2013, 7, 5024–5031. [Google Scholar] [CrossRef]
- Liu, Y.-K.; Lee, M.-T. Laser Direct Synthesis and Patterning of Silver Nano/Microstructures on a Polymer Substrate. ACS Appl. Mater. Interfaces 2014, 6, 14576–14582. [Google Scholar] [CrossRef]
- Han, S.; Hong, S.; Ham, J.; Yeo, J.; Lee, J.; Kang, B.; Lee, P.; Kwon, J.; Lee, S.S.; Yang, M.-Y.; et al. Fast Plasmonic Laser Nanowelding for a Cu-Nanowire Percolation Network for Flexible Transparent Conductors and Stretchable Electronics. Adv. Mater. 2014, 26, 5808–5814. [Google Scholar] [CrossRef]
- Lee, P.; Kwon, J.; Lee, J.; Lee, H.; Suh, Y.D.; Hong, S.; Yeo, J. Rapid and Effective Electrical Conductivity Improvement of the Ag NW-Based Conductor by Using the Laser-Induced Nano-Welding Process. Micromachines 2017, 8, 164. [Google Scholar] [CrossRef] [Green Version]
- Lee, C.; Oh, Y.; Yoon, I.S.; Kim, S.H.; Ju, B.-K.; Hong, J.-M. Flash-induced nanowelding of silver nanowire networks for transparent stretchable electrochromic devices. Sci. Rep. 2018, 8, 2763. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, Y.-R.; Hong, C.-C.; Liou, T.-M.; Hwang, K.C.; Guo, T.-F. Roller-Induced Bundling of Long Silver Nanowire Networks for Strong Interfacial Adhesion, Highly Flexible, Transparent Conductive Electrodes. Sci. Rep. 2017, 7, 16662. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pierret, R.F. Semiconductor Device Fundamentals; Addison-Wesley: Boston, MA, USA, 1996; pp. 792. [Google Scholar]
- Hu, L.; Kim, H.S.; Lee, J.-Y.; Peumans, P.; Cui, Y. Scalable Coating and Properties of Transparent, Flexible, Silver Nanowire Electrodes. ACS Nano 2010, 4, 2955–2963. [Google Scholar] [CrossRef] [PubMed]
- Tokuno, T.; Nogi, M.; Karakawa, M.; Jiu, J.; Nge, T.T.; Aso, Y.; Suganuma, K. Fabrication of silver nanowire transparent electrodes at room temperature. Nano Res. 2011, 4, 1215–1222. [Google Scholar] [CrossRef]
- Spechler, J.A.; Arnold, C.B. Direct-write pulsed laser processed silver nanowire networks for transparent conducting electrodes. Appl. Phys. A 2012, 108, 25–28. [Google Scholar] [CrossRef]
- Hu, Y.W.; Liang, C.; Sun, X.Y.; Zheng, J.F.; Duan, J.; Zhuang, X.Y. Enhancement of the Conductivity and Uniformity of Silver Nanowire Flexible Transparent Conductive Films by Femtosecond Laser-Induced Nanowelding. Nanomaterials 2019, 9, 13. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Spechler, J.A.; Nagamatsu, K.A.; Sturm, J.C.; Arnold, C.B. Improved Efficiency of Hybrid Organic Photovoltaics by Pulsed Laser Sintering of Silver Nanowire Network Transparent Electrode. ACS Appl. Mater. Interfaces 2015, 7, 10556–10562. [Google Scholar] [CrossRef]
- Ha, J.; Lee, B.J.; Hwang, D.J.; Kim, D. Femtosecond laser nanowelding of silver nanowires for transparent conductive electrodes. RSC Adv. 2016, 6, 86232–86239. [Google Scholar] [CrossRef] [Green Version]
- Madaria, A.R.; Kumar, A.; Ishikawa, F.N.; Zhou, C. Uniform, highly conductive, and patterned transparent films of a percolating silver nanowire network on rigid and flexible substrates using a dry transfer technique. Nano Res. 2010, 3, 564–573. [Google Scholar] [CrossRef] [Green Version]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Substrate | LASER TYPE | Pulse Width | Wavelength (nm) | Fluence (mJ/cm2) | Power Density (kW/cm2) | Rs (Ω/squ) | Transmittance | Morphology of AgNWs | Ref. |
|---|---|---|---|---|---|---|---|---|---|
| Glass | ns pulsed laser | 3 ns | 355 | 30~50 | --- | 3~6 | 55~70% (at 600 nm) | Balling | Spechler 2012 [21] |
| ns pulsed laser | 5 ns | 532 | 17.4~37.7 | --- | <10 | 95% | Balling | Lee 2017 [15] | |
| CW laser | --- | 532 | --- | 500 | <20 | 96% | Balling and ablation | Lee 2017 [15] | |
| Silicon Wafer | ns pulsed laser | 27 ns | 355 | 23.5 | --- | ~2.5 | ~82% (at 26% AgNWs area coverage) | Balling | Spechler 2015 [23] |
| Polymer | fs pulsed laser | 50 fs | 800 | 30~120 | --- | 25 | 94.3% (at 633 nm) | Intact | Ha 2016 [24] |
| fs pulsed laser | 120 fs | 800 | 0.2~2 × 10−3 | --- | 16.1 | 91% (at 550 nm) | Intact | Hu 2019 [22] | |
| Xe flash light | --- | 400~1000 | 4000~7000 | (not specified) | 36.2 | 80% (at 550 nm) | Intact | Lee 2018 [16] | |
| CW laser | --- | 532 | --- | 53 | 12 | 92% (at 550 nm) | Intact | This work |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, L.; Weng, W.-C.; Yeh, Y.-C. Continuous Wave Laser Nanowelding Process of Ag Nanowires on Flexible Polymer Substrates. Nanomaterials 2021, 11, 2511. https://doi.org/10.3390/nano11102511
Xu L, Weng W-C, Yeh Y-C. Continuous Wave Laser Nanowelding Process of Ag Nanowires on Flexible Polymer Substrates. Nanomaterials. 2021; 11(10):2511. https://doi.org/10.3390/nano11102511
Chicago/Turabian StyleXu, Li, Wei-Chia Weng, and Ying-Chin Yeh. 2021. "Continuous Wave Laser Nanowelding Process of Ag Nanowires on Flexible Polymer Substrates" Nanomaterials 11, no. 10: 2511. https://doi.org/10.3390/nano11102511
APA StyleXu, L., Weng, W.-C., & Yeh, Y.-C. (2021). Continuous Wave Laser Nanowelding Process of Ag Nanowires on Flexible Polymer Substrates. Nanomaterials, 11(10), 2511. https://doi.org/10.3390/nano11102511