Relationship between Structural Characteristics of Cellulose Nanocrystals Obtained from Kraft Pulp

 , , and
, , and
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. CNC from Kraft Pulp
2.2.1. Design of Experiments
2.2.2. Preparations of CNCs and Yields
2.3. Atomic Force Microscope (AFM) Image and Morphology of CNCs
2.4. Characterization Methods of CNCs
2.4.1. Sulfur Content and Zeta Potential Analysis
2.4.2. Fourier Transform Infrared (FTIR) Spectroscopy
2.4.3. X-ray Diffraction (XRD) Analysis
2.4.4. Thermogravimetric Analysis (TGA)
3. Results and Discussion
3.1. Design of Experiments
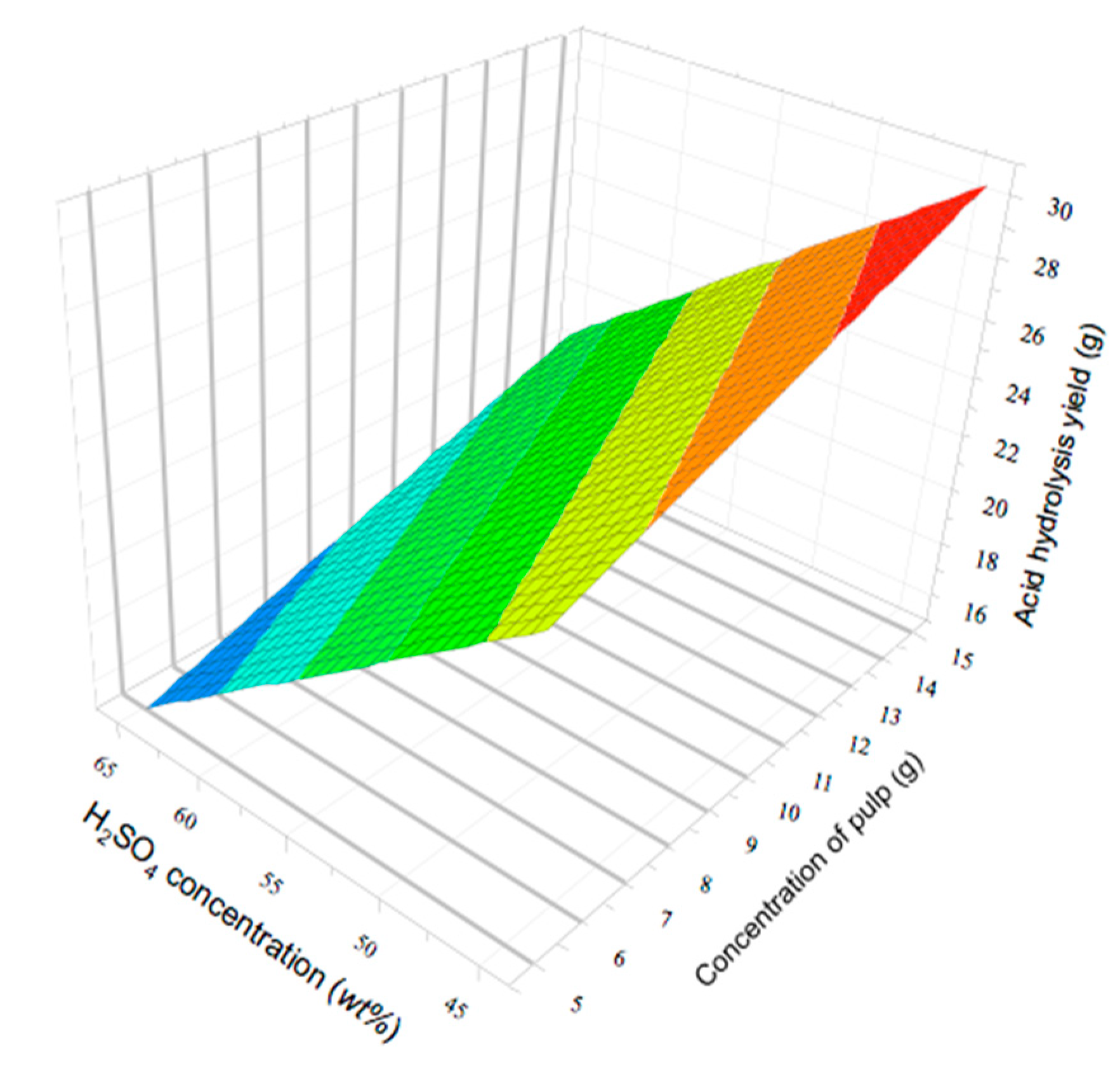
3.2. Yield Analysis of CNCs
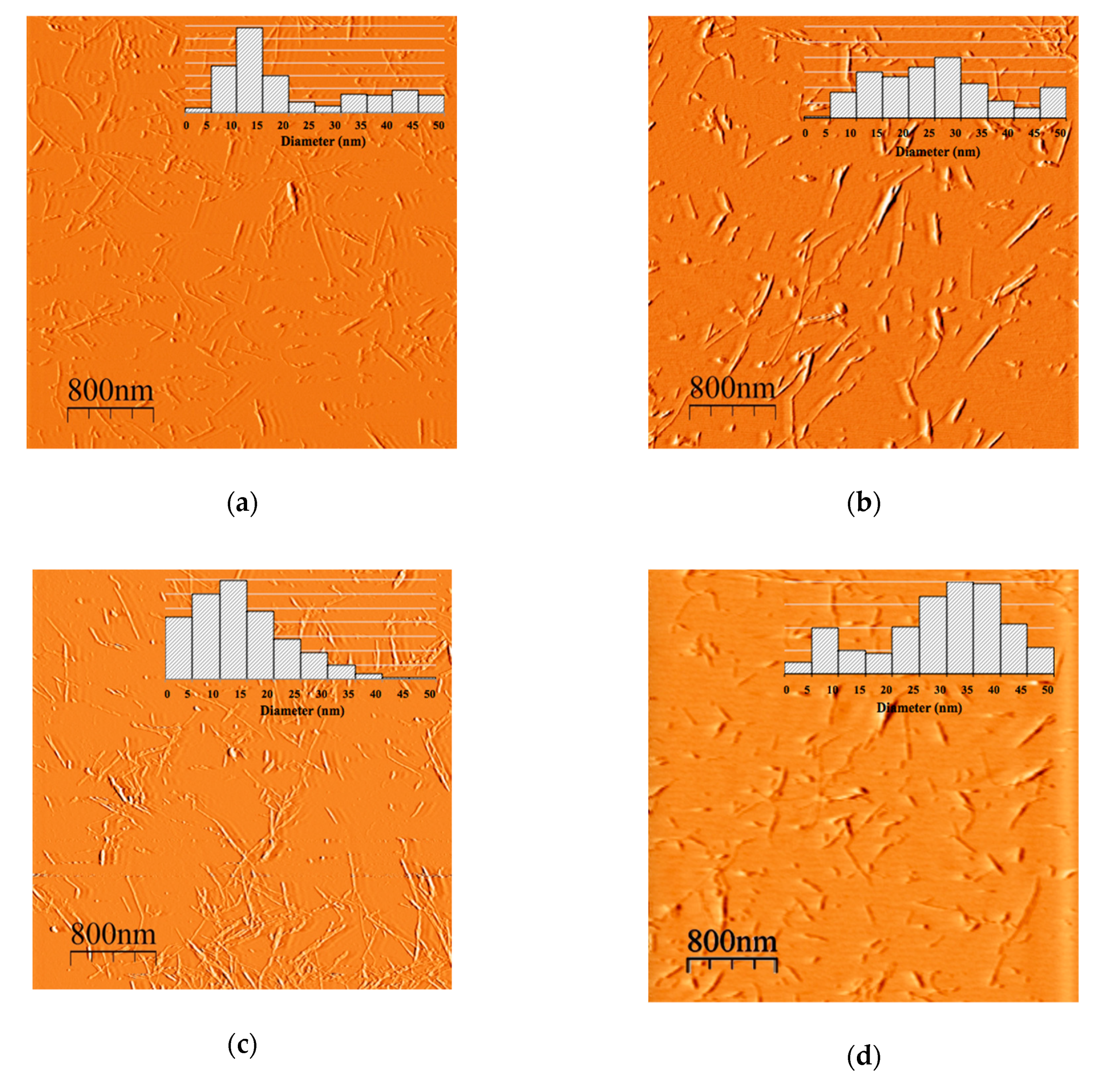
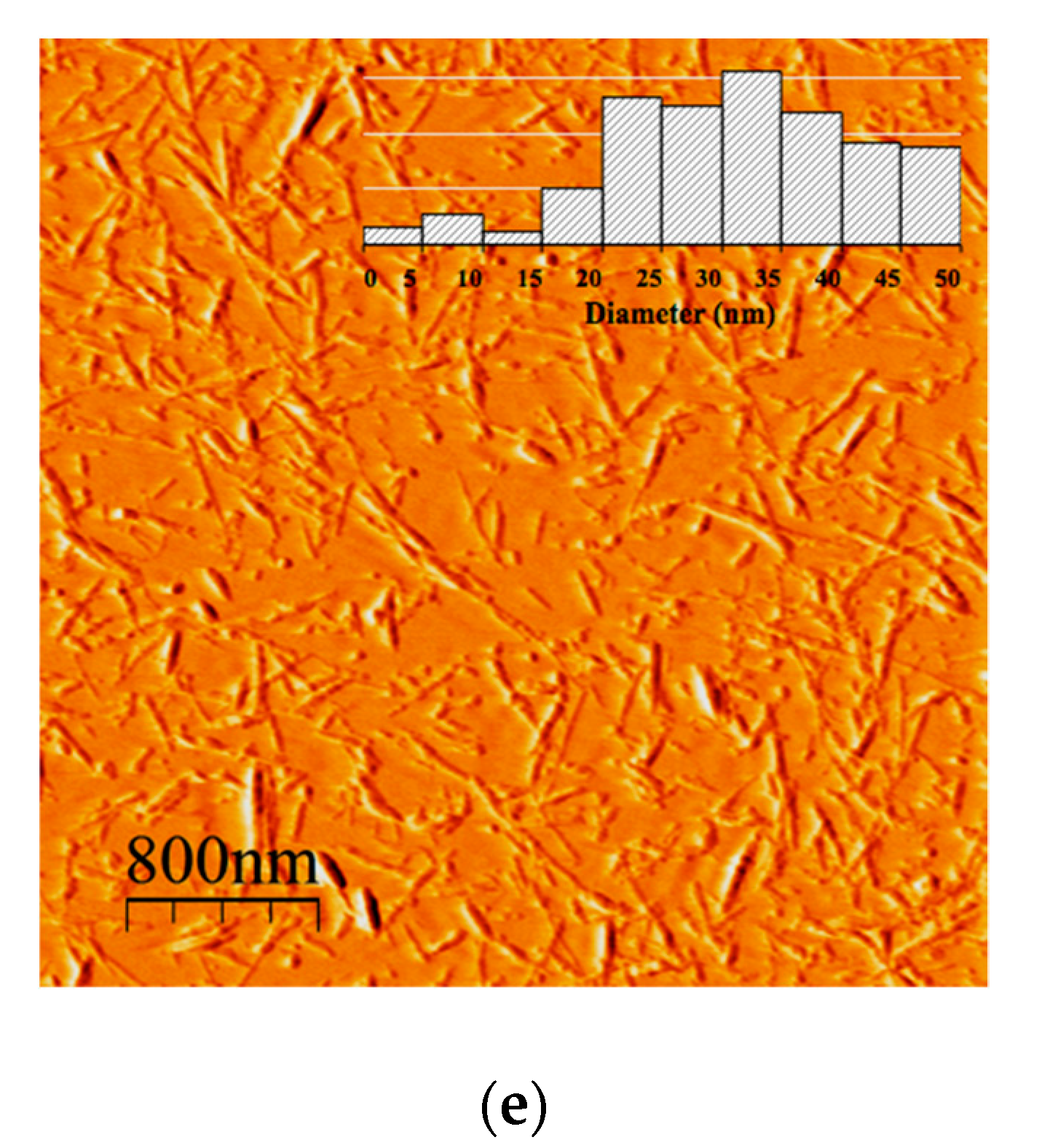
3.3. Morphological and Size Distributions of CNCs
3.4. Sulfur Content and Zeta Potential of CNCs
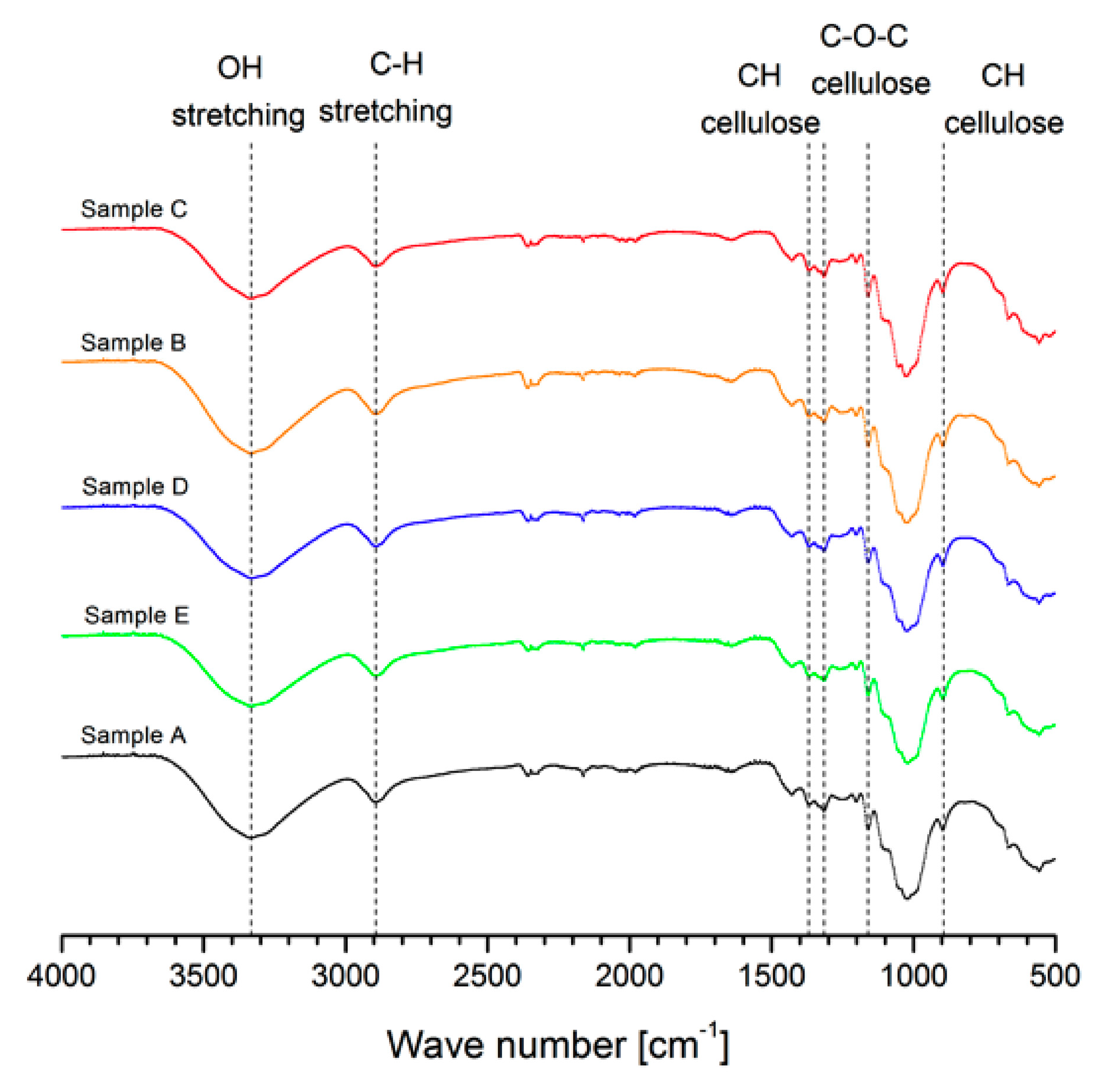
3.5. FTIR Analysis
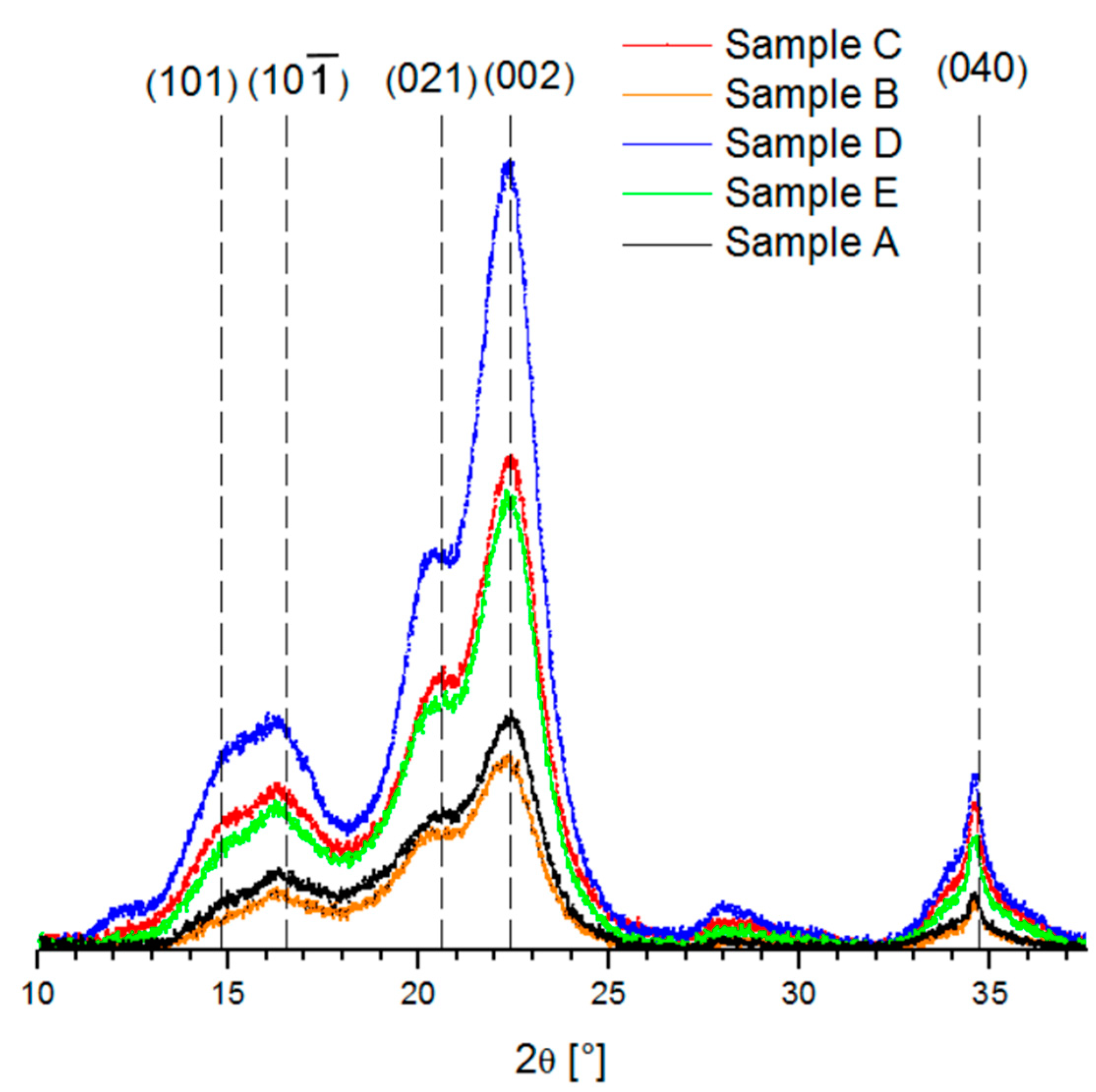
3.6. X-ray Diffraction (XRD) Pattern
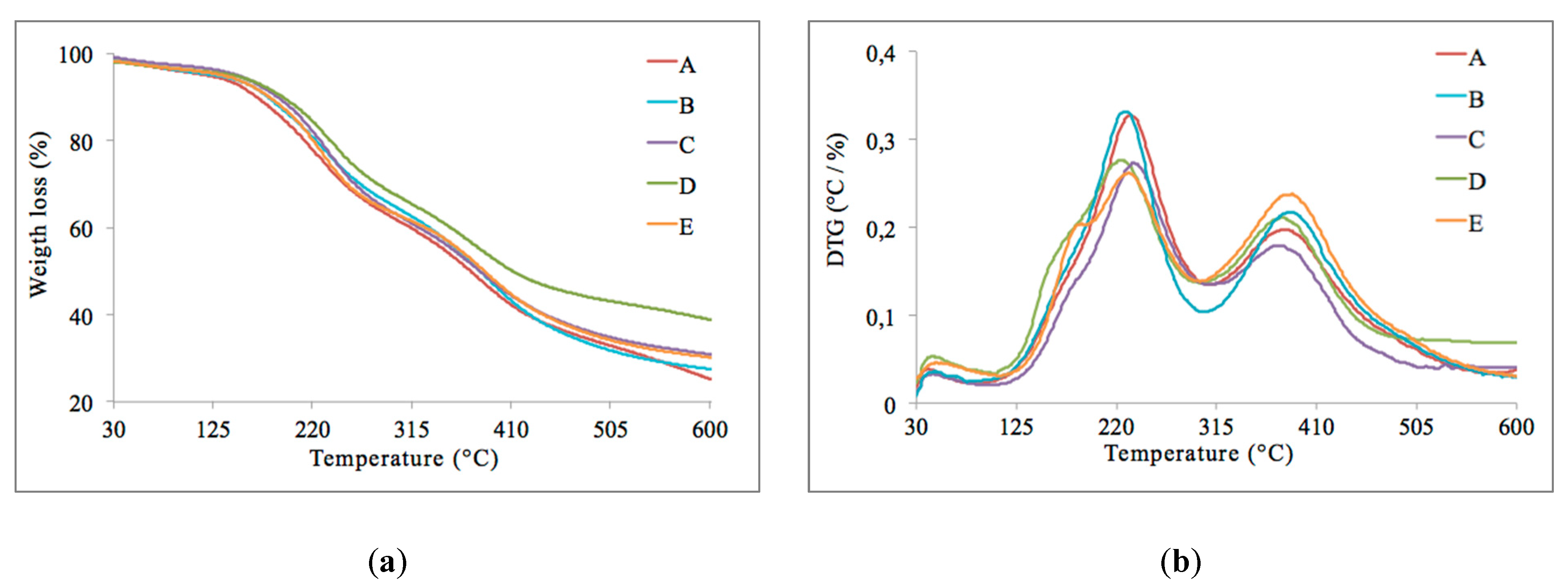
3.7. Thermal Stability of CNCs
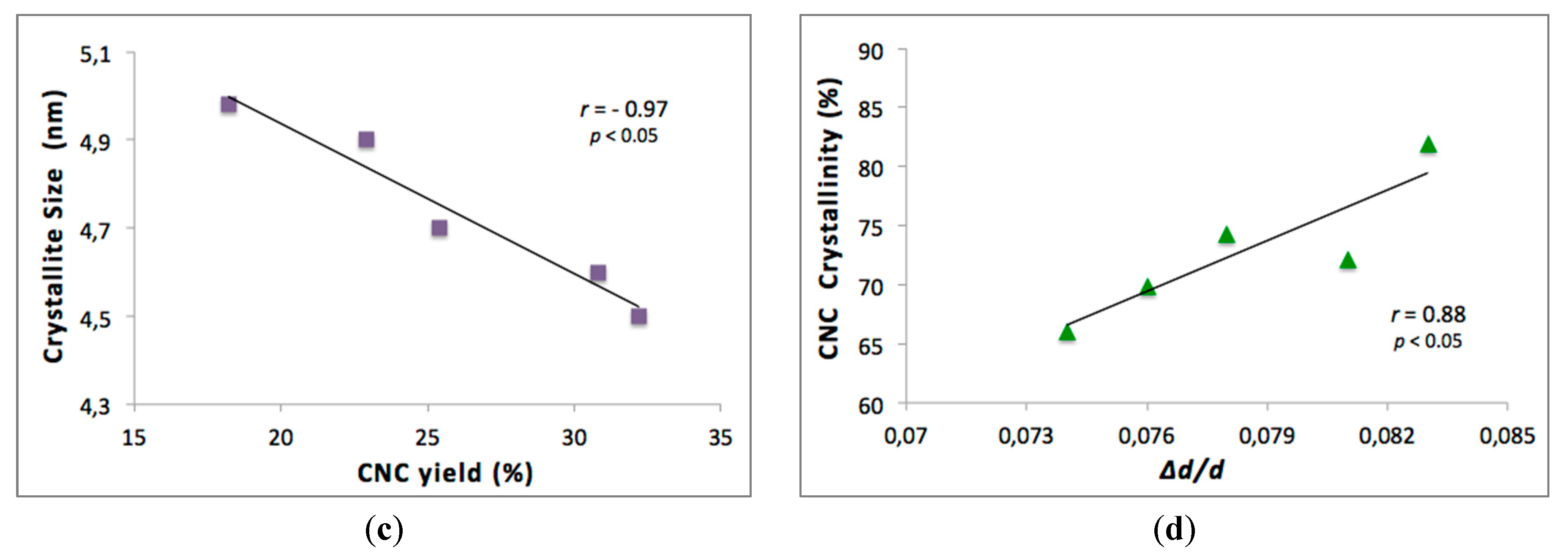
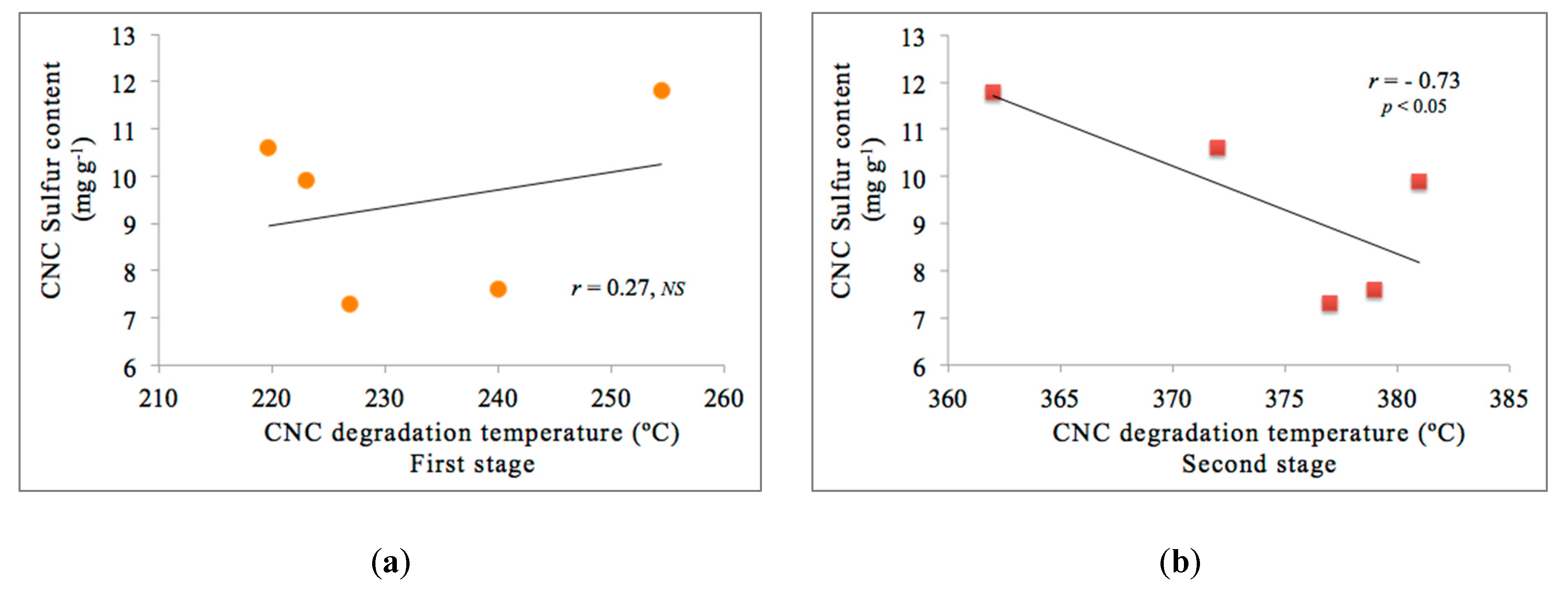
3.8. Relationship between CNCs Features
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Tingaut, P.; Zimmermann, T.; Sèbe, G. Cellulose nanocrystals and microfibrillated cellulose as building blocks for the design of hierarchical functional materials. J. Mater. Chem. 2012, 22, 20105–20111. [Google Scholar] [CrossRef]
- Klemm, D.; Kramer, F.; Moritz, S.; Lindstrom, T.; Ankerfors, M.; Gray, D.; Dorris, A. Nanocelluloses: A new family of nature-based materials. Angew. Chem. Int. Ed. 2011, 50, 5438–5466. [Google Scholar] [CrossRef] [PubMed]
- Moon, R.J.; Martini, A.; Nairn, J.; Simonsen, J.; Youngblood, J. Cellulose nanomaterials review: Structure, properties and nanocomposites. Chem. Soc. Rev. 2011, 40, 3941–3994. [Google Scholar] [CrossRef] [PubMed]
- Bondenson, D.; Mathew, A.; Oksman, K. Optimization of the isolation of nanocrystals from microcrystalline cellulose by acid hydrolysis. Cellulose 2006, 13, 171–180. [Google Scholar] [CrossRef]
- Beck-Candanedo, S.; Roman, M.; Gray, D.G. Effect of reaction conditions on the properties and behavior of wood cellulose nanocrystal suspension. Biomacromolecules 2005, 6, 1048–1054. [Google Scholar] [CrossRef]
- Dong, X.M.; Gray, D.G. Effect of counterions on ordered phase formation in suspensions of charged rod-like cellulose crystallites. Langmuir 1997, 13, 2404–2409. [Google Scholar] [CrossRef]
- Tang, L.R.; Huang, B.; Ou, W.; Chen, X.R.; Chen, Y.D. Manufacture of cellulose nanocrystals by cation exchange resin-catalyzed hydrolysis of cellulose. Bioresour. Technol. 2011, 102, 10973–10977. [Google Scholar] [CrossRef]
- Wang, Q.Q.; Zhu, J.Y.; Reiner, R.S.; Verrill, S.P.; Baxa, U.; McNeil, S.E. Approaching zero cellulose loss in cellulose nanocrystal (CNC) production: Recovery and characterization of cellulosic solid residues (CSR) and CNC. Cellulose 2012, 19, 2033–2047. [Google Scholar] [CrossRef]
- Luzi, F.; Fortunati, E.; Puglia, D.; Lavorgna, M.; Santulli, C.; Kenny, J.M.; Torre, L. Optimized extraction of cellulose nanocrystals from pristine and carded hemp fibres. Ind. Crops Prod. 2014, 56, 175–186. [Google Scholar] [CrossRef]
- Beltramino, F.; Roncero, M.B.; Torres, A.L.; Vidal, T.; Valls, C. Optimization of sulfuric acid hydrolysis conditions for preparation of nanocrystalline cellulose from enzymatically pretreated fibers. Cellulose 2016, 23, 1777–1789. [Google Scholar] [CrossRef] [Green Version]
- García-García, D.; Balart, R.; Lopez-Martinez, J.; Ek, M.; Moriana, R. Optimizing the yield and physico-chemical properties of pine cone cellulose nanocrystals by different hydrolysis time. Cellulose 2018, 25, 2925–2938. [Google Scholar] [CrossRef] [Green Version]
- De Oliveira, F.B.; Bras, J.; Pimenta, M.T.B.; da Silva Curvelo, A.A.; Belgacem, M.N. Production of cellulose nanocrystals from sugarcane bagasse fibers and pith. Ind. Crops Prod. 2016, 93, 48–57. [Google Scholar] [CrossRef]
- Zhang, K.; Sun, P.; Liu, H.; Shang, S.; Song, J.; Wang, D. Extraction and comparison of carboxylated cellulose nanocrystals from bleached sugarcane bagasse pulp using two different oxidation methods. Carbohydr. Polym. 2016, 138, 237–243. [Google Scholar] [CrossRef]
- Rodriguez, N.L.G.; Thielemans, W.; Dufresne, A. Sisal cellulose whiskers reinforced polyvinyl acetate nanocomposites. Cellulose 2006, 13, 261–270. [Google Scholar] [CrossRef]
- Jain, M.; Pradhan, M.K. Morphology and mechanical properties of sisal fiber and nano cellulose green rubber composite: A comparative study. Int. J. Plast. Technol. 2016, 20, 378–400. [Google Scholar] [CrossRef]
- Morais, J.P.S.; de Freitas Rosa, M.; Nascimento, L.D.; do Nascimento, D.M.; Cassales, A.R. Extraction and characterization of nanocellulose structures from raw cotton linter. Carbohydr. Polym. 2013, 91, 229–235. [Google Scholar] [CrossRef] [Green Version]
- Ibrahim, I.K.; Hussin, S.M.; Al-Obaidi, Y. Extraction of cellulose nano crystalline from cotton by ultrasonic and its morphological and structural characterization. Int. J. Mater. Chem. Phys. 2015, 1, 99–109. [Google Scholar] [CrossRef] [Green Version]
- Rosa, M.F.; Medeiros, E.S.; Malmonge, J.A.; Gregorski, K.S.; Wood, D.F.; Mattoso, L.H.C.; Glennb, G.; Ortsb, W.J.; Imam, S.H. Cellulose nanowhiskers from coconut husk fibers: Effect of preparation conditions on their thermal and morphological behavior. Carbohydr. Polym. 2010, 81, 83–92. [Google Scholar] [CrossRef]
- Nurdiana, O.; Sam, S.T.; Faiq, A.M. Optimization of the product of nanocrystalline cellulose from coconut husks. IOP Conf. Ser. Mater. Sci. Eng. 2018, 429, 012041. [Google Scholar] [CrossRef]
- Zainuddin, S.Y.Z.; Ahmad, I.; Kargarzadeh, H. Cassava starch biocomposites reinforced with cellulose nanocrystals from kenaf fibers. Compos. Interfaces 2013, 20, 189–199. [Google Scholar] [CrossRef]
- Kargarzadeh, H.; Ahmad, I.; Abdullah, I.; Dufresne, A.; Zainudin, S.Y.; Sheltami, R.M. Effects of hydrolysis conditions on the morphology, crystallinity, and thermal stability of cellulose nanocrystals extracted from kenaf bast fibers. Cellulose 2012, 19, 855–866. [Google Scholar] [CrossRef]
- Naduparambath, S.; Jinitha, T.V.; Shaniba, V.; Sreejith, M.P.; Balan, A.K.; Purushothaman, E. Isolation and characterisation of cellulose nanocrystals from sago seed shells. Carbohydr. Polym. 2018, 180, 13–20. [Google Scholar] [CrossRef] [PubMed]
- Hemmati, F.; Jafari, S.M.; Kashaninejad, M.; Motlagh, M.B. Synthesis and characterization of cellulose nanocrystals derived from walnut shell agricultural residues. Int. J. Biol. Macromol. 2018, 120, 1216–1224. [Google Scholar] [CrossRef]
- Oliveira, M.M.D. Nanostructure Variability of Cellulose from Plants and the Impact on Cellulose Nanocrystals Production. Ph.D. Thesis, (Doutorado em Ciência e Engenharia de Materiais), Escola de Engenharia de São Carlos, Universidade de São Paulo, São Paulo, Brazil, 2018. [Google Scholar] [CrossRef]
- Foster, E.J.; Moon, R.J.; Agarwal, U.P.; Bortner, M.J.; Bras, J.; Camarero-Espinosa, S.; Chan, K.J.; Clift, M.J.D.; Cranston, E.D.; Eichhorn, S.J.; et al. Current Characterization Methods for Cellulose Nanomaterials. Chem. Soc. Rev. 2018, 47, 2609–2679. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- George, E.P.; Hunter, J.S.; Hunter, W.G.; Bins, R.; Kirlin IV, K.; Carroll, D. Statistics for Experimenters: Design, Innovation, and Discovery, 2nd ed.; Wiley: New York, NY, USA, 2005; pp. 235–273. [Google Scholar]
- Scarminio, I.S.; Bruns, R.E.; de Barros Neto, B. Statistical Design—Chemometrics (Data Handling in Science and Technology, 0922-3487; V. 25), 1st ed.; Elsevier Science Limited: Amsterdan, The Netherlands, 2006; pp. 365–383. [Google Scholar]
- Chen, L.; Wang, Q.; Hirth, K.; Baez, C.; Agarwal, U.P.; Zhu, J.Y. Tailoring the yield and characteristics of wood cellulose nanocrystals (CNC) using concentrated acid hydrolysis. Cellulose 2015, 22, 1753–1762. [Google Scholar] [CrossRef]
- Aguayo, M.G.; Pérez, A.F.; Reyes, G.; Oviedo, C.; Gacitúa, W.; Gonzalez, R.; Uyarte, O. Isolation and characterization of cellulose nanocrystals from rejected fibers originated in the kraft pulping process. Polymers 2018, 10, 1145. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Reyes, G.; Aguayo, M.G.; Fernández Pérez, A.; Pääkkönen, T.; Gacitúa, W.; Rojas, O.J. Dissolution and Hydrolysis of Bleached Kraft Pulp Using Ionic Liquids. Polymers 2019, 11, 673. [Google Scholar] [CrossRef]
- Segal, L.; Creely, J.J.; Martin, A.E.; Conrad, C.M. An empirical method for estimating the degree of crystallinity of native cellulose using the X-ray diffractometer. Text. Res. J. 1959, 29, 786–794. [Google Scholar] [CrossRef]
- Scherrer, P. Bestimmung der Größe und der inneren Struktur von Kolloidteilchen mittels Röntgenstrahlen. Nachrichten von der Gesellschaft der Wissenschaften zu Göttingen Mathematisch-Physikalische Klasse 1918, 2, 98–100. [Google Scholar]
- Cullity, B.D.; Stock, S.R. Elements of X-Ray Diffraction, 3rd ed.; Prentice-Hall Inc.: Upper Saddle River, NJ, USA, 2001; pp. 167–184. [Google Scholar]
- Montgomery, D.C. Design and Analysis of Experiments; Minitab Manual; John Wiley & Sons: New York, NY, USA, 2010; pp. 394–443. [Google Scholar]
- Wang, Q.; Zhao, X.; Zhu, J.Y. Kinetics of strong acid hydrolysis of a bleached kraft pulp for producing cellulose nanocrystals (CNCs). Ind. Eng. Chem. Res. 2014, 53, 11007–11014. [Google Scholar] [CrossRef]
- Cranston, E.D.; Gray, D.G. Morphological and optical characterization of polyelectrolyte multilayers incorporating nanocrystalline cellulose. Biomacromolecules 2006, 7, 2522–2530. [Google Scholar] [CrossRef] [PubMed]
- Leung, A.C.; Hrapovic, S.; Lam, E.; Liu, Y.; Male, K.B.; Mahmoud, K.A.; Luong, J.H. Characteristics and properties of carboxylated cellulose nanocrystals prepared from a novel one-step procedure. Small 2011, 7, 302–305. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Abitbol, T.; Kloser, E.; Gray, D.G. Estimation of the surface sulfur content of cellulose nanocrystals prepared by sulfuric acid hydrolysis. Cellulose 2013, 20, 785–794. [Google Scholar] [CrossRef]
- Reid, M.S.; Villalobos, M.; Cranston, E.D. Benchmarking Cellulose Nanocrystals: From the Laboratory to Industrial Production. Langmuir 2017, 33, 1583–1598. [Google Scholar] [CrossRef] [PubMed]
- Bhattacharjee, S. DLS and Zeta Potential—What They Are and What They Are Not? J. Control. Release 2016, 235, 337–351. [Google Scholar] [CrossRef] [PubMed]
- Tsuboi, M. Infrared spectrum and crystal structure of cellulose. J. Polym. Sci. 1957, 25, 159–171. [Google Scholar] [CrossRef]
- Carrillo, I.; Mendonça, R.T.; Ago, M.; Rojas, O.J. Comparative study of cellulosic components isolated from different Eucalyptus species. Cellulose 2018, 25, 1011–1029. [Google Scholar] [CrossRef]
- Jonoobi, M.; Harun, J.; Shakeri, A.; Misra, M.; Oksman, K. Chemical composition, crystallinity, and thermal degradation of bleached and unbleached kenaf bast (Hibiscus cannabinus) pulp and nanofibers. BioResources 2009, 4, 626–639. [Google Scholar]
- Wang, Z.; Yao, Z.; Zhou, J.; Zhang, Y. Reuse of waste cotton cloth for the extraction of cellulose nanocrystals. Carbohydr. Polym. 2017, 157, 945–952. [Google Scholar] [CrossRef]
- Li, R.; Fei, J.; Cai, Y.; Li, Y.; Feng, J.; Yao, J. Cellulose whiskers extracted from mulberry: A novel biomass production. Carbohydr. Polym. 2009, 76, 94–99. [Google Scholar] [CrossRef]
- Park, S.; Baker, J.O.; Himmel, M.E.; Parilla, P.A.; Johnson, D.K. Cellulose crystallinity index: Measurement techniques and their impact on interpreting cellulase performance. Biotechnol. Biofuels 2010, 3, 10. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bhatnagar, A.; Sain, M. Processing of cellulose nanofiber-reinforced composites. J. Reinf. Plast. Compos. 2005, 24, 1259–1268. [Google Scholar] [CrossRef]
- Gusev, A.I.; Rempel, A.A. Nanocrystalline Materials; Cambridge International Science Publishing: Cambridge, UK, 2004; pp. 146–147. [Google Scholar]
- Lin, K.H.; Enomae, T.; Chang, F.C. Cellulose nanocrystal isolation from hardwood pulp using various hydrolysis conditions. Molecules 2019, 24, 3724. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Roman, M.; Winter, W.T. Effect of sulfate groups from sulfuric acid hydrolysis on the thermal degradation behavior of bacterial cellulose. Biomacromolecules 2004, 5, 1671–1677. [Google Scholar] [CrossRef] [PubMed]
- Riande, E.; Diaz-Calleja, R.; Prolongo, M.; Masegosa, R.; Salom, C. (Eds.) Polymer Viscoelasticity: Stress and Strain in Practice; CRC Press: Bosa Roca, FL, USA, 1999; pp. 29–31. [Google Scholar]
- Amoroso, L.; Muratore, G.; Ortenzi, M.A.; Gazzotti, S.; Limbo, S.; Piergiovanni, L. Fast production of cellulose nanocrystals by hydrolytic-oxidative microwave-assisted treatment. Polymers 2020, 12, 68. [Google Scholar] [CrossRef] [Green Version]
- Johnston, L.J.; Jakubek, Z.J.; Beck, S.; Araki, J.; Cranston, E.D.; Danumah, C.; Fox, D.; Li, H.; Wang, J.; Mester, Z.; et al. Determination of sulfur and sulfate half-ester content in cellulose nanocrystals: An interlaboratory comparison. Metrologia 2018, 55, 872. [Google Scholar] [CrossRef]
- Rincón-Iglesias, M.; Lizundia, E.; Correia, D.M.; Costa, C.M.; Lanceros-Méndez, S. The role of CNC surface modification on the structural, thermal and electrical properties of poly (vinylidene fluoride) nanocomposites. Cellulose 2020, 1–14. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors Levels | Low (−1) | Central (0) | High (+1) |
|---|---|---|---|
| Kraft pulp (g 100 mL−1) | 5.0 | 10.0 | 15.0 |
| H2SO4 (wt%) | 44.1 | 55.1 | 64.8 |
| Time (min) | 10.0 | 65.0 | 120.0 |
| Temperature (°C) | 40.0 | 60.0 | 80.0 |
| Sonication time (min) | 10.0 | 20.0 | 30.0 |
| Sample | Experimental Conditions 1 | Response Yield (%) | ||||
|---|---|---|---|---|---|---|
| Kraft Pulp (g 100 ml−1) | H2SO4 (wt%) | Time of Reaction (min) | Temperature (°C) | Sonication Time (min) | ||
| 1 | 5 (−1) | 44.1 (−1) | 10 (−1) | 40 (−1) | 30 (+1) | 2.9 |
| 2 | 15 (+1) | 44.1 (−1) | 10 (−1) | 40 (−1) | 10 (−1) | 10.8 |
| 3 | 5 (−1) | 64.8 (+1) | 10 (−1) | 40 (−1) | 10 (−1) | 3.2 |
| 4 | 15 (+1) | 64.8 (+1) | 10 (−1) | 40 (−1) | 30 (+1) | 19.3 |
| 5 | 5 (−1) | 44.1 (−1) | 120 (+1) | 40 (−1) | 10 (−1) | 11.5 |
| 6 | 15 (+1) | 44.1 (−1) | 120 (+1) | 40 (−1) | 30 (+1) | 19.8 |
| 7 | 5 (−1) | 64.8 (+1) | 120 (+1) | 40 (−1) | 30 (+1) | 15.4 |
| 8 | 15 (+1) | 64.8 (+1) | 120 (+1) | 40 (−1) | 10 (−1) | 30.8 |
| 9 | 5 (−1) | 44.1 (−1) | 10 (−1) | 80 (+1) | 10 (−1) | 9.5 |
| 10 | 15 (+1) | 44.1 (−1) | 10 (−1) | 80 (+1) | 30 (+1) | 35.7 |
| 11 | 5 (−1) | 64.8 (+1) | 10 (−1) | 80 (+1) | 30 (+1) | 50.7 |
| 12 | 15 (+1) | 64.8 (+1) | 10 (−1) | 80 (+1) | 10 (−1) | 9.1 |
| 13 | 5 (−1) | 44.1 (−1) | 120 (+1) | 80 (+1) | 30 (+1) | 53.9 |
| 14 | 15 (+1) | 44.1 (−1) | 120 (+1) | 80 (+1) | 10 (−1) | 0 |
| 15 | 5 (−1) | 64.8 (+1) | 120 (+1) | 80 (+1) | 10 (−1) | 0 |
| 16 | 15 (+1) | 64.8 (+1) | 120 (+1) | 80 (+1) | 30 (+1) | 0 |
| 17 | 10 (0) | 54.5 (0) | 65 (0) | 60 (0) | 20 (0) | 35.2 |
| 18 | 10 (0) | 54.5 (0) | 65 (0) | 60 (0) | 20 (0) | 33.1 |
| 19 | 10 (0) | 54.5 (0) | 65 (0) | 60 (0) | 20 (0) | 27.6 |
| Sample Selected 1 | CNC Samples | CNC Yield 2 (%) | CNC Yield by COD 3 (%) |
|---|---|---|---|
| 8 | A | 30.8 | 18.2 (0.2) |
| 10 | B | 35.7 | 22.9 (0.3) |
| 11 | C | 50.7 | 30.8 (0.1) |
| 13 | D | 53.9 | 32.2 (0.1) |
| 17 | E | 35.2 | 23.4 (0.4) |
| CNC Sample 1 | CNC Sulfur Content (mg g−1) | φz (mV) |
|---|---|---|
| A | 10.6 (0.5) | −21.3 (1.2) |
| B | 7.3 (0.3) | −24.2 (1.6) |
| C | 11.6 (0.1) | −28.9 (1.2) |
| D | 7.6 (0.5) | −25.8 (4.5) |
| E | 9.9 (0.3) | −22.6 (0.6) |
| CNC Sample | Crystallinity Index (%) | Crystallite Size (nm) | Δd/d |
|---|---|---|---|
| A | 66.1 | 5.0 | 0.074 |
| B | 69.9 | 4.9 | 0.076 |
| C | 72.2 | 4.6 | 0.081 |
| D | 81.9 | 4.5 | 0.083 |
| E | 74.3 | 4.7 | 0.078 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aguayo, M.G.; Fernández-Pérez, A.; Oviedo, C.; Reyes, G.; Reyes-Contreras, P. Relationship between Structural Characteristics of Cellulose Nanocrystals Obtained from Kraft Pulp. Nanomaterials 2020, 10, 1775. https://doi.org/10.3390/nano10091775
Aguayo MG, Fernández-Pérez A, Oviedo C, Reyes G, Reyes-Contreras P. Relationship between Structural Characteristics of Cellulose Nanocrystals Obtained from Kraft Pulp. Nanomaterials. 2020; 10(9):1775. https://doi.org/10.3390/nano10091775
Chicago/Turabian StyleAguayo, María Graciela, Arturo Fernández-Pérez, Claudia Oviedo, Guillermo Reyes, and Pablo Reyes-Contreras. 2020. "Relationship between Structural Characteristics of Cellulose Nanocrystals Obtained from Kraft Pulp" Nanomaterials 10, no. 9: 1775. https://doi.org/10.3390/nano10091775