Magnetic, Electrical, and Mechanical Behavior of Fe-Al-MWCNT and Fe-Co-Al-MWCNT Magnetic Hybrid Nanocomposites Fabricated by Spark Plasma Sintering


Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Characterization
3. Results and Discussion
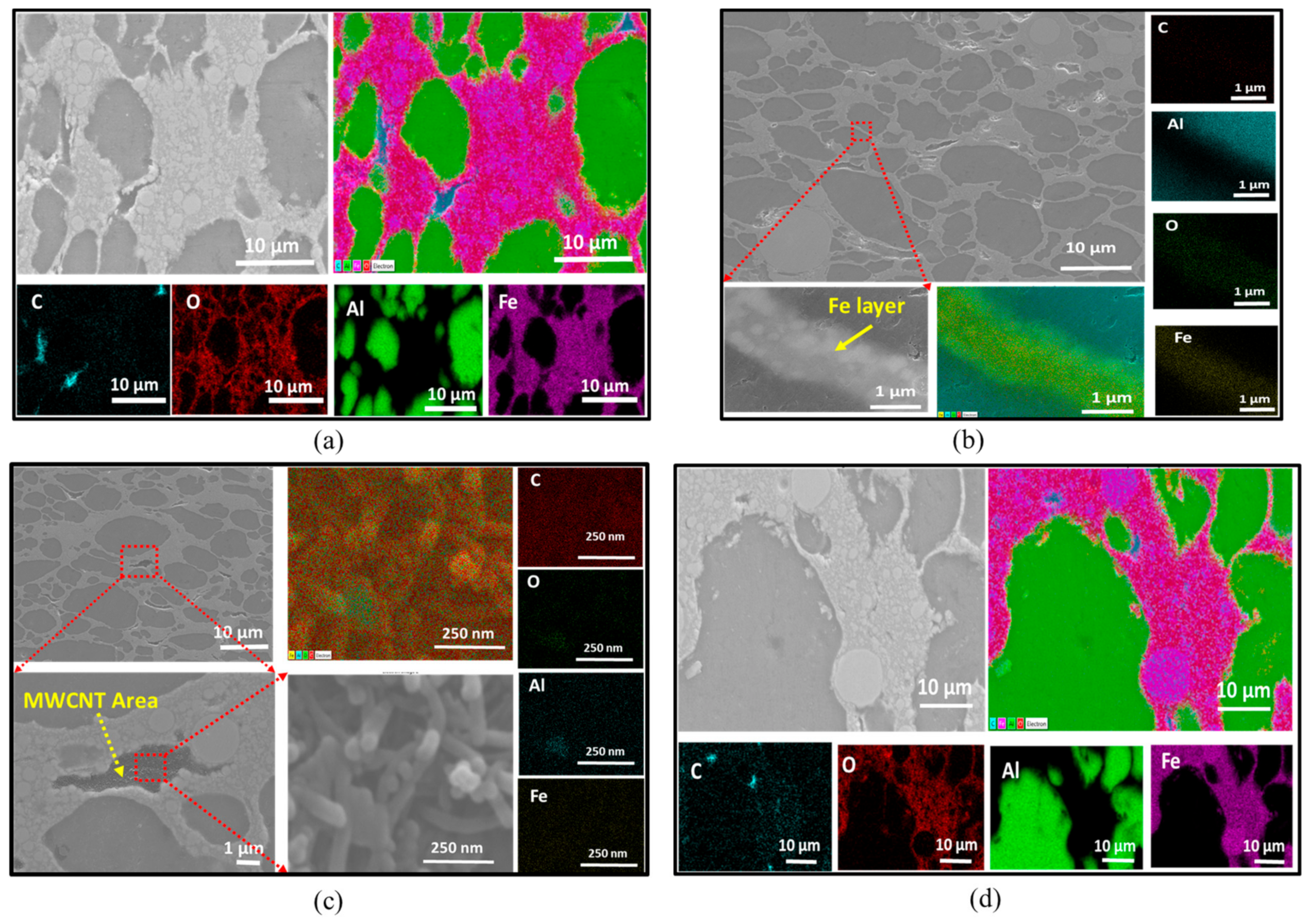
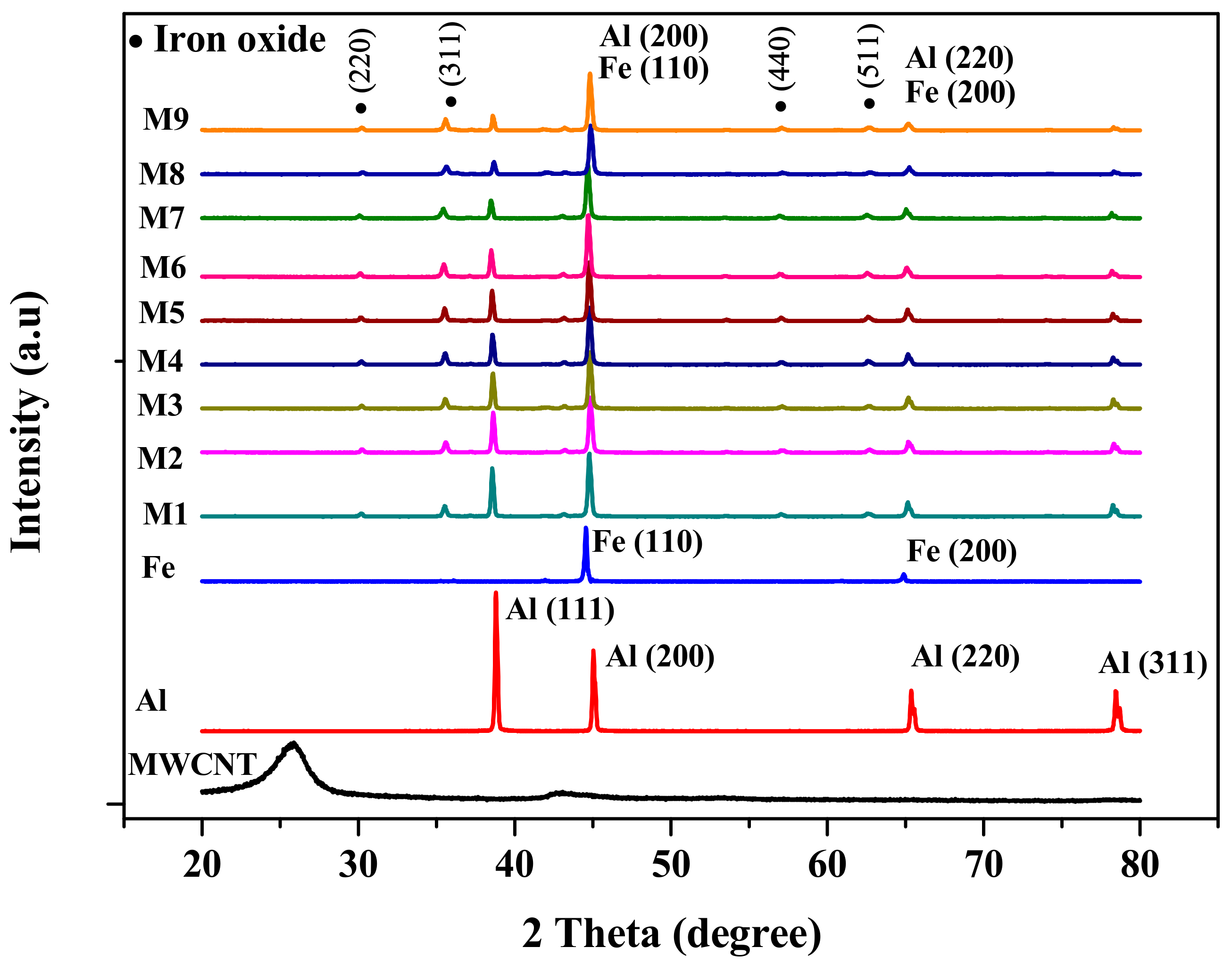
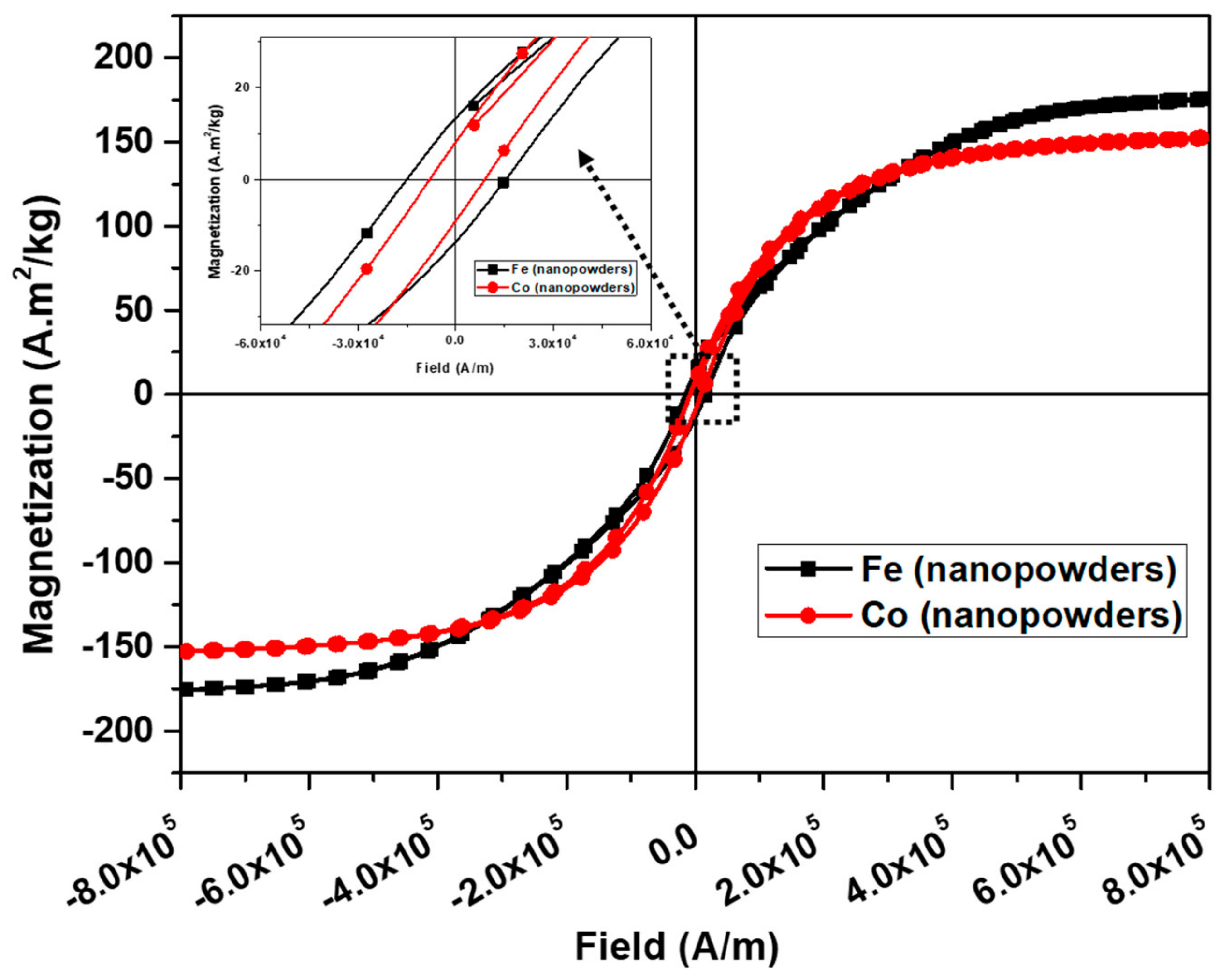
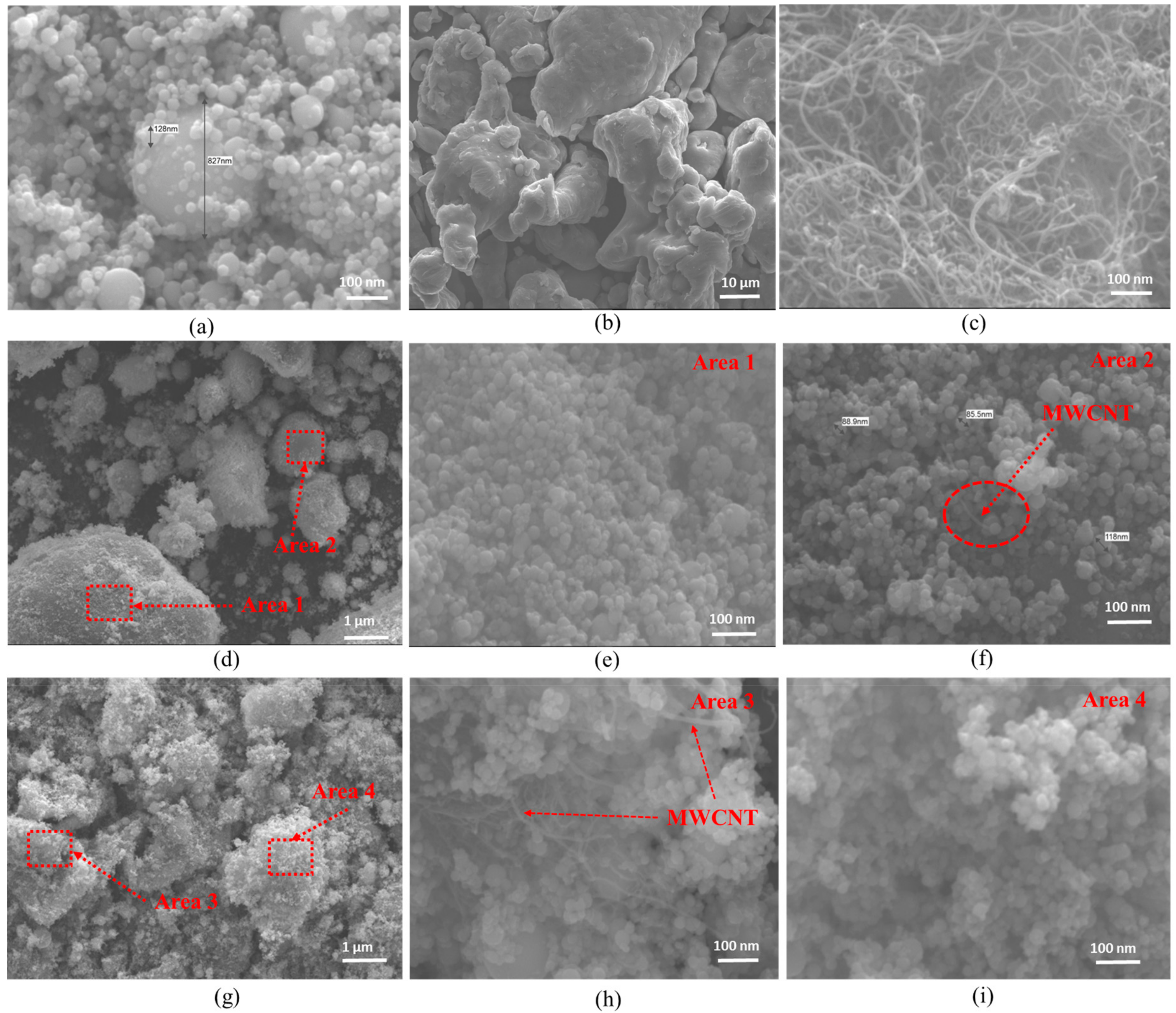
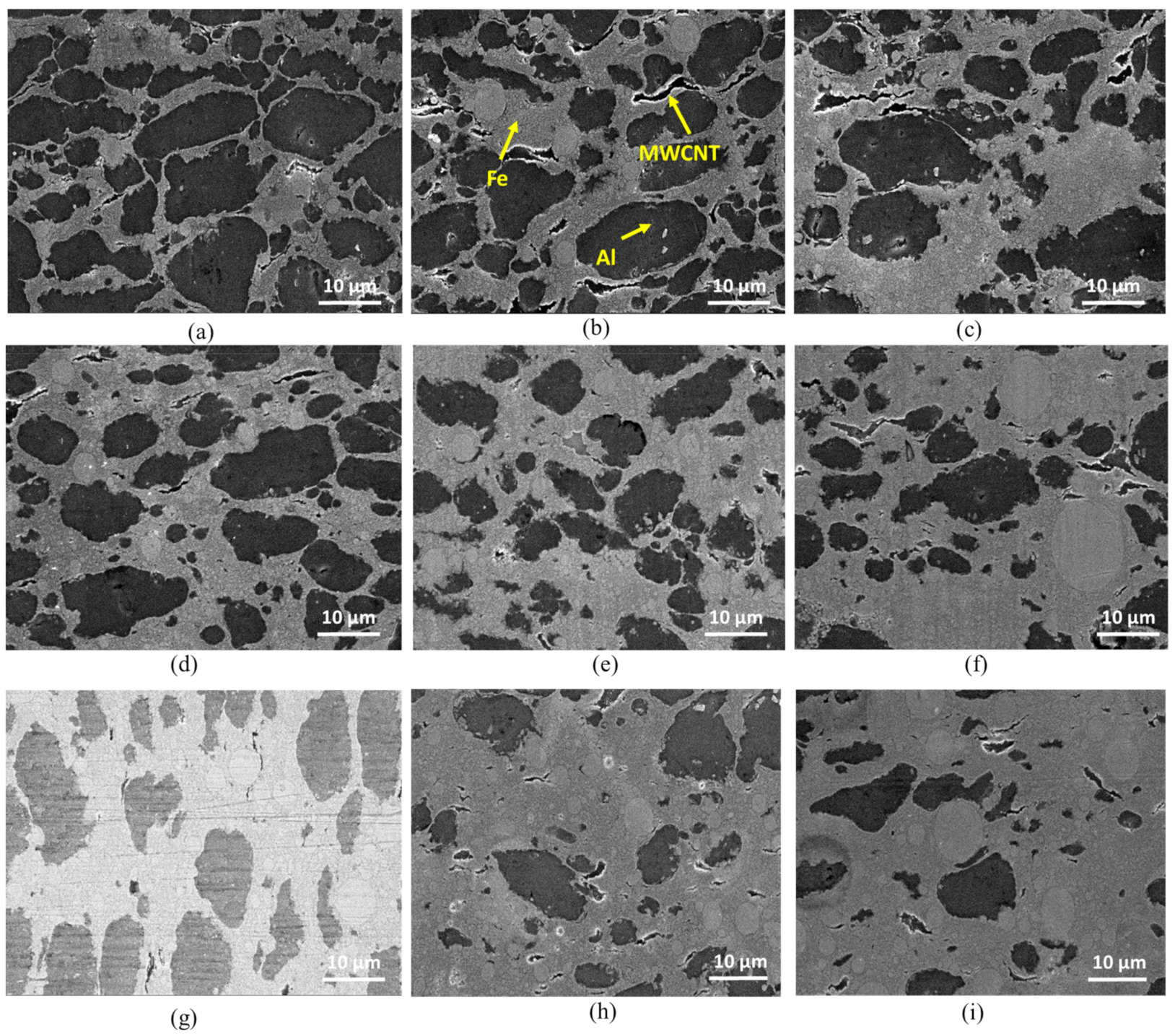
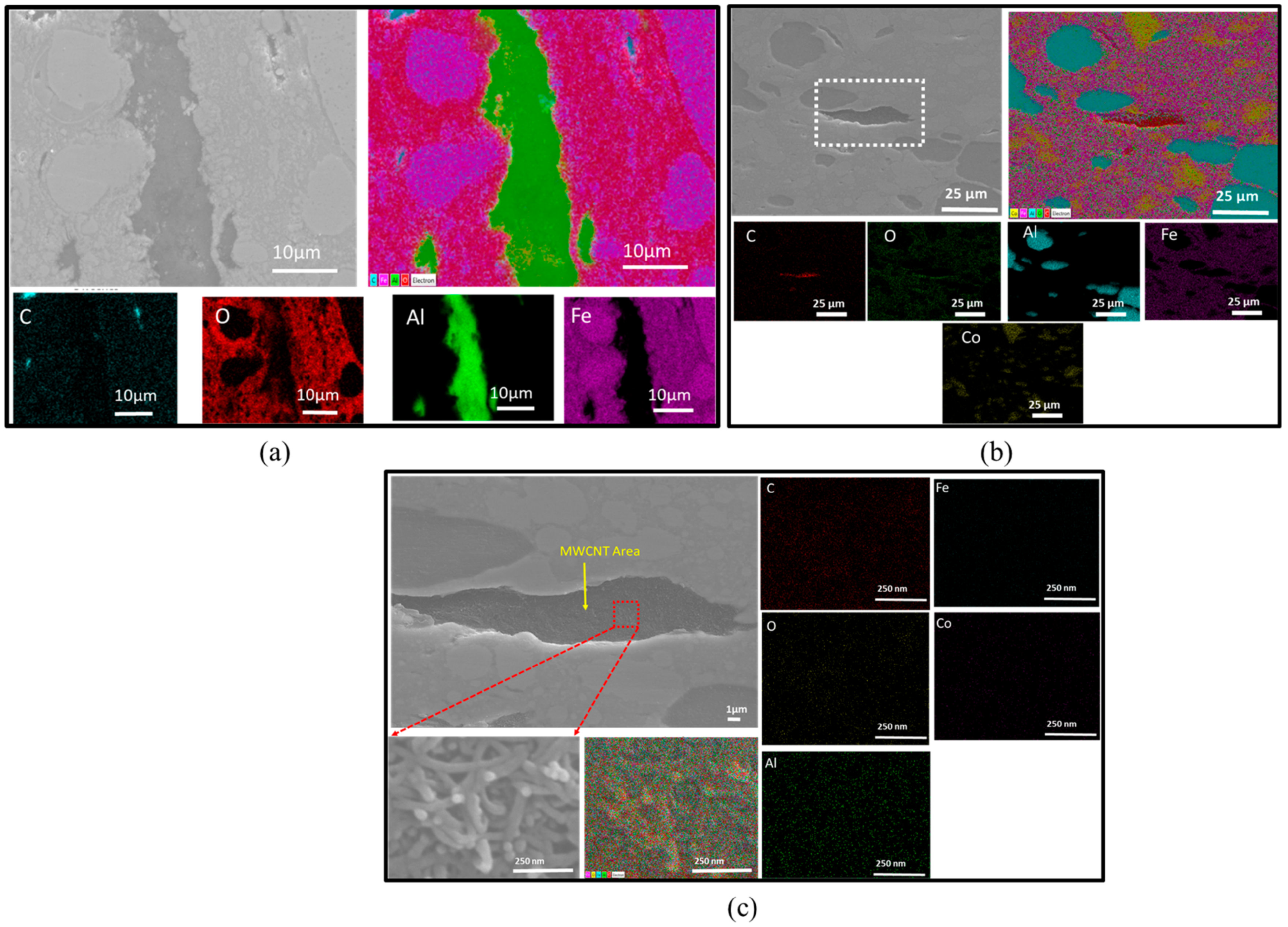
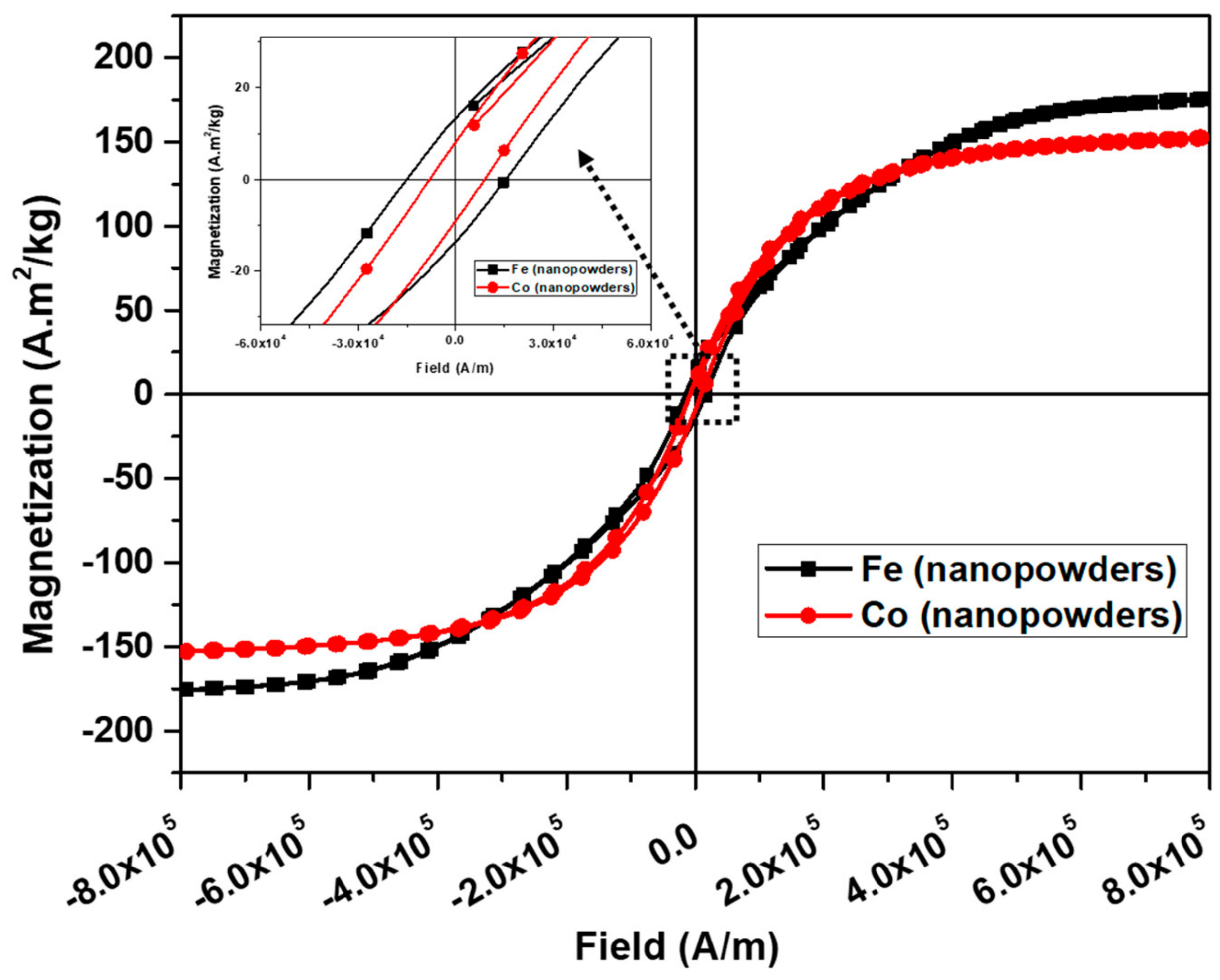
3.1. Microstructure Analysis of the As-Received Powders and Fe-Al-MWCNT Nanocomposites
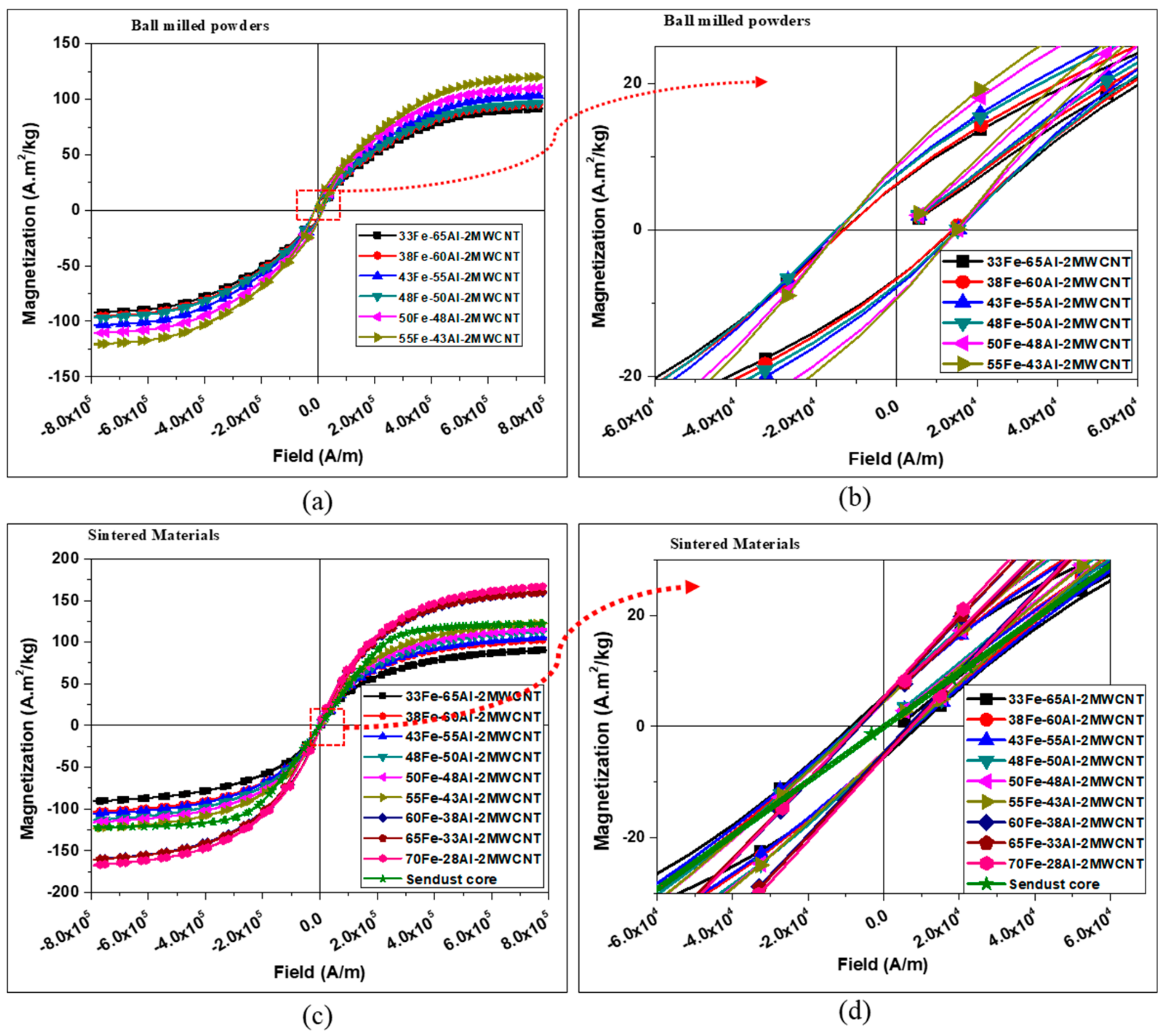
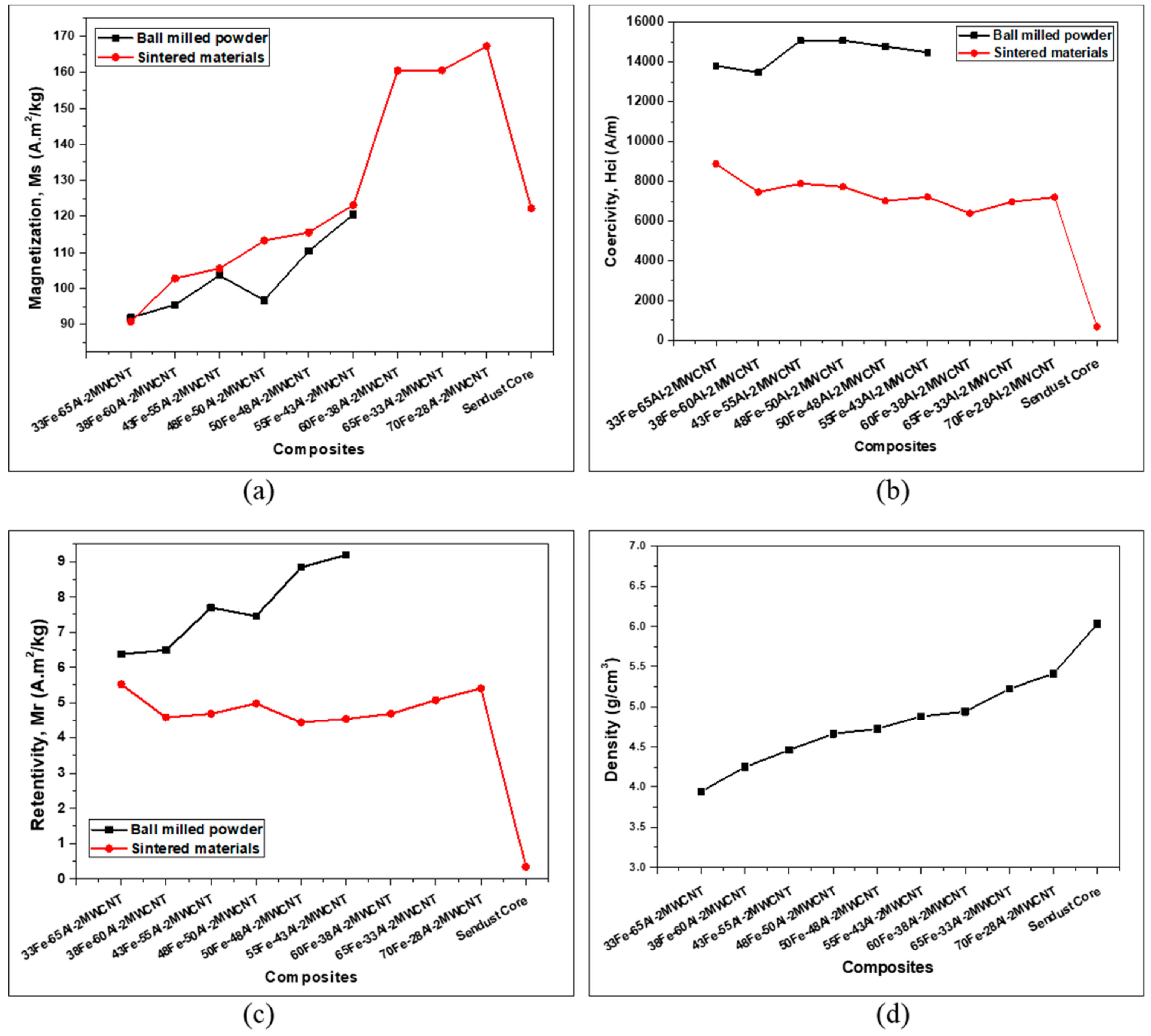
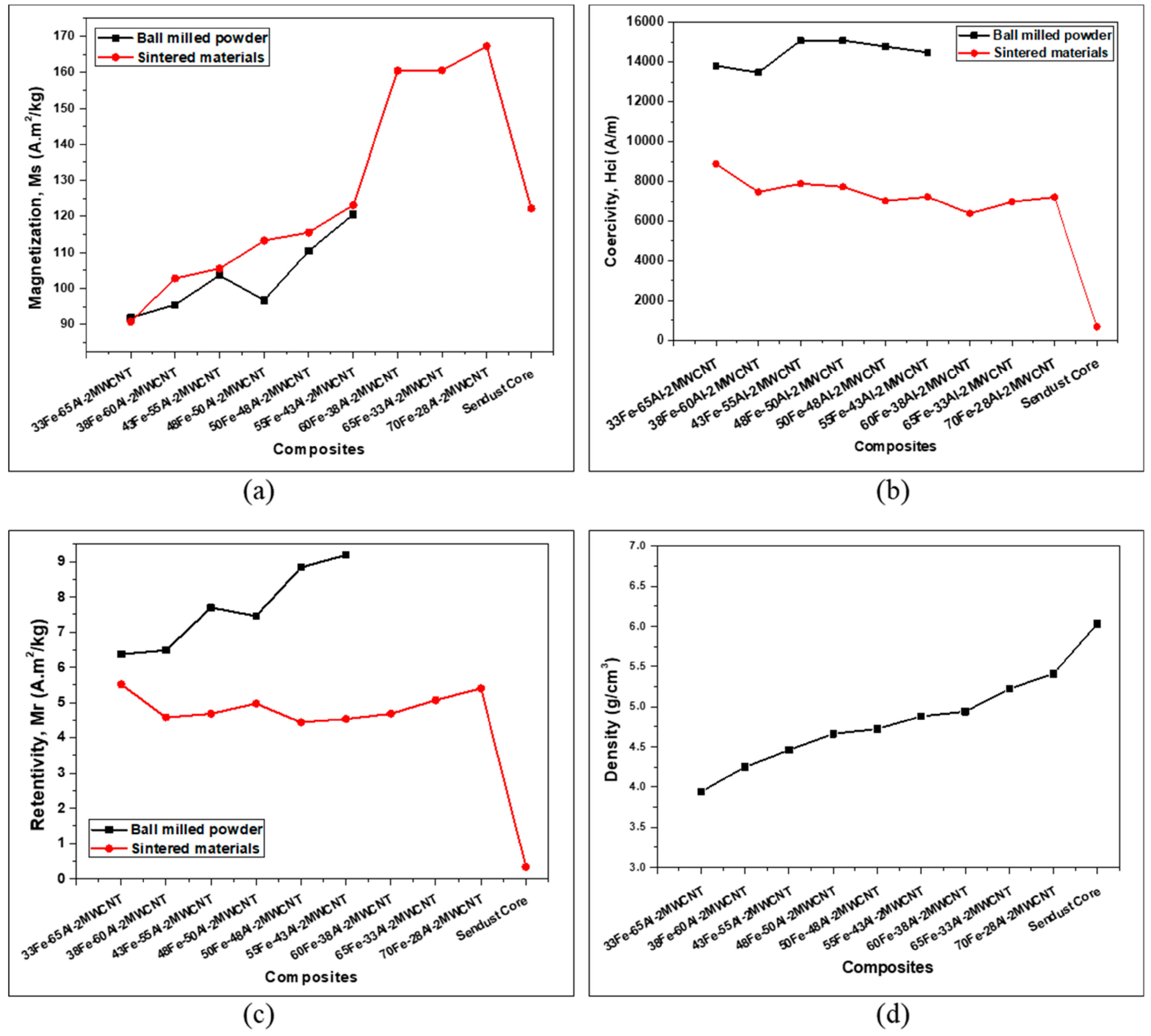
3.2. Magnetic Properties of Fe-Al-MWCNT Hybrid Nanocomposites
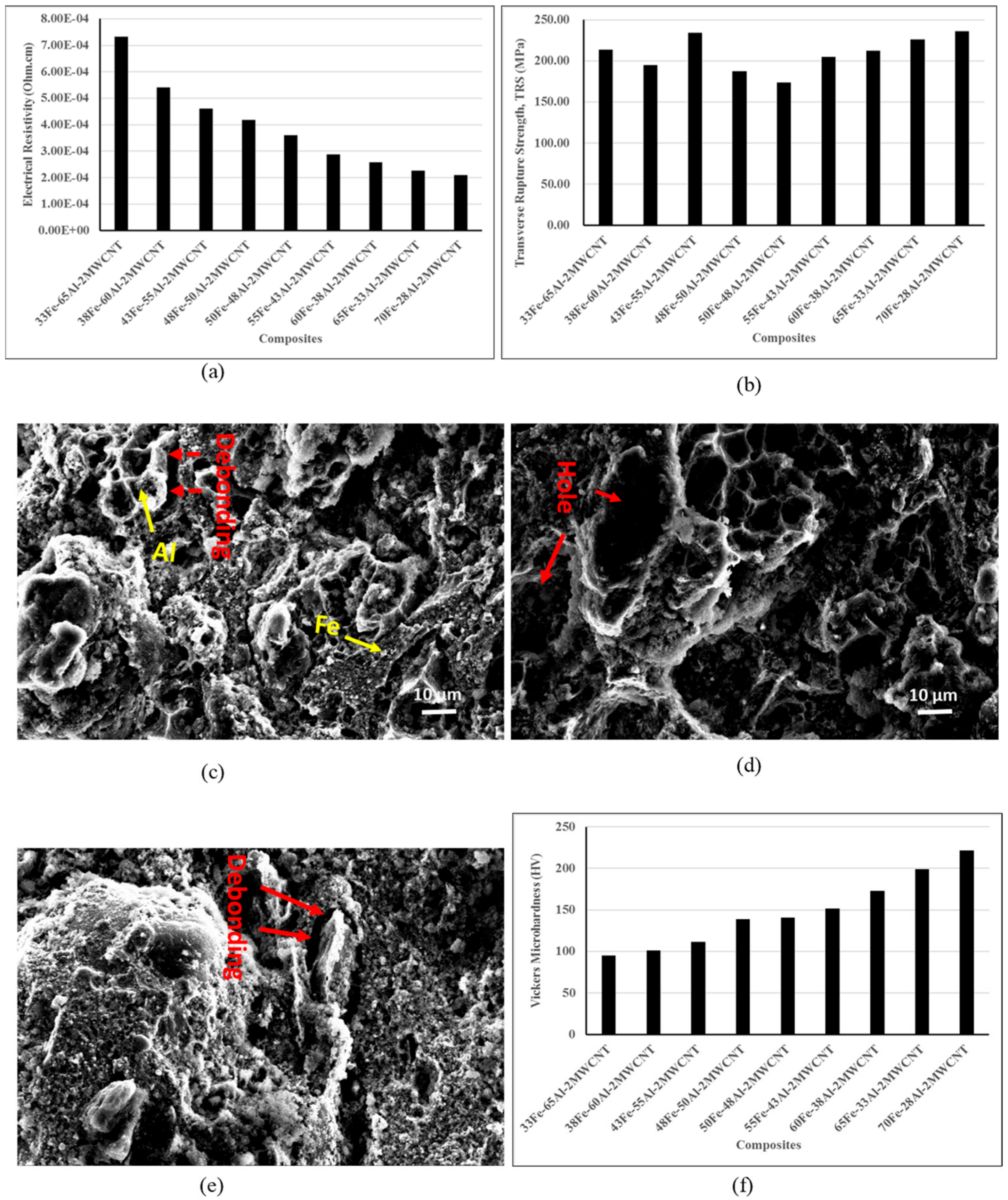
3.3. Electrical and Mechanical Properties of Fe-Al-MWCNT Hybrid Nanocomposites
3.4. Effect of Co Content on the Properties of (70-x)Fe-xCo-28Al-2MWCNT Hybrid Nanocomposites (x = 0 to 35 vol%)
3.4.1. Morphology
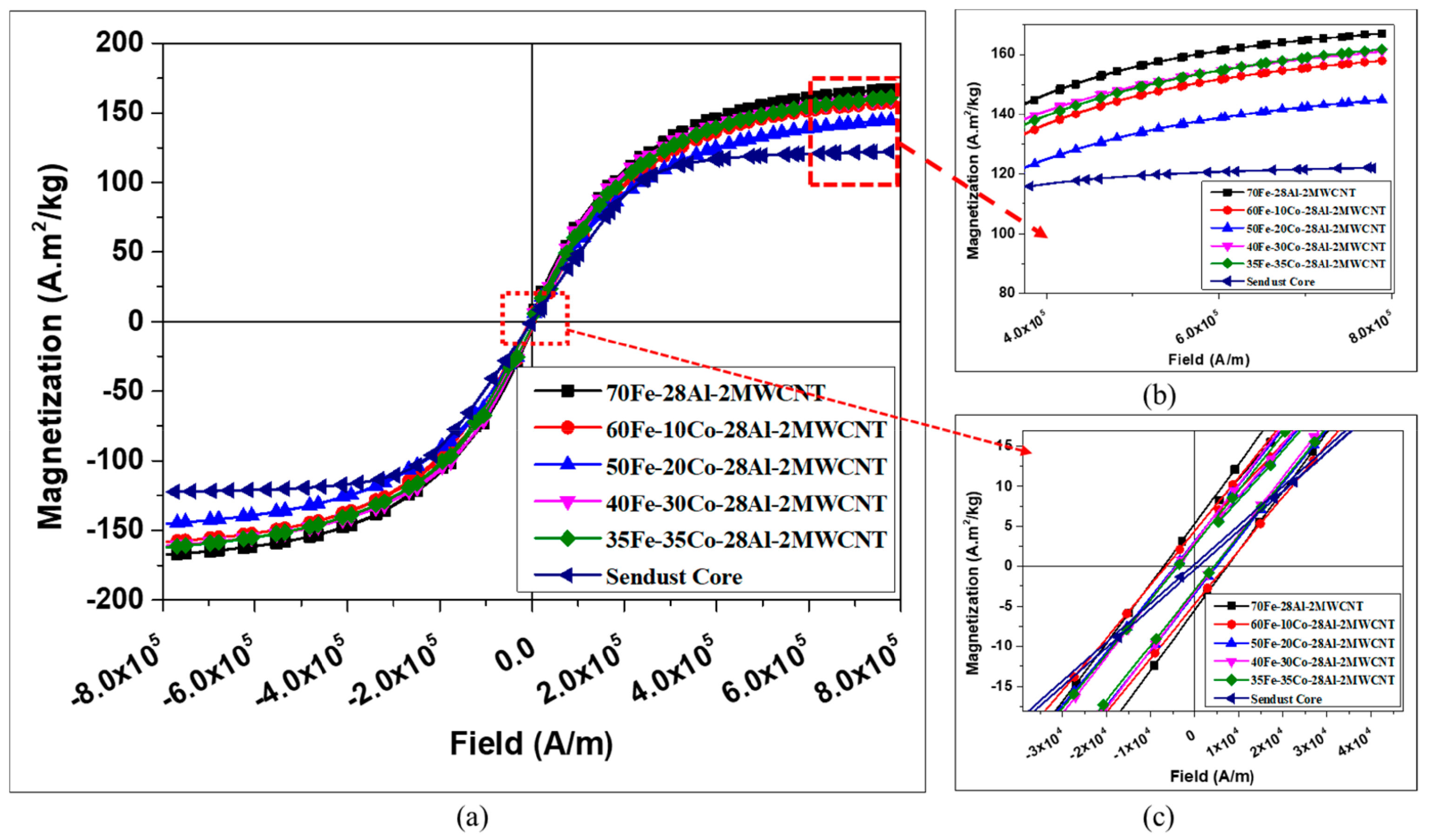
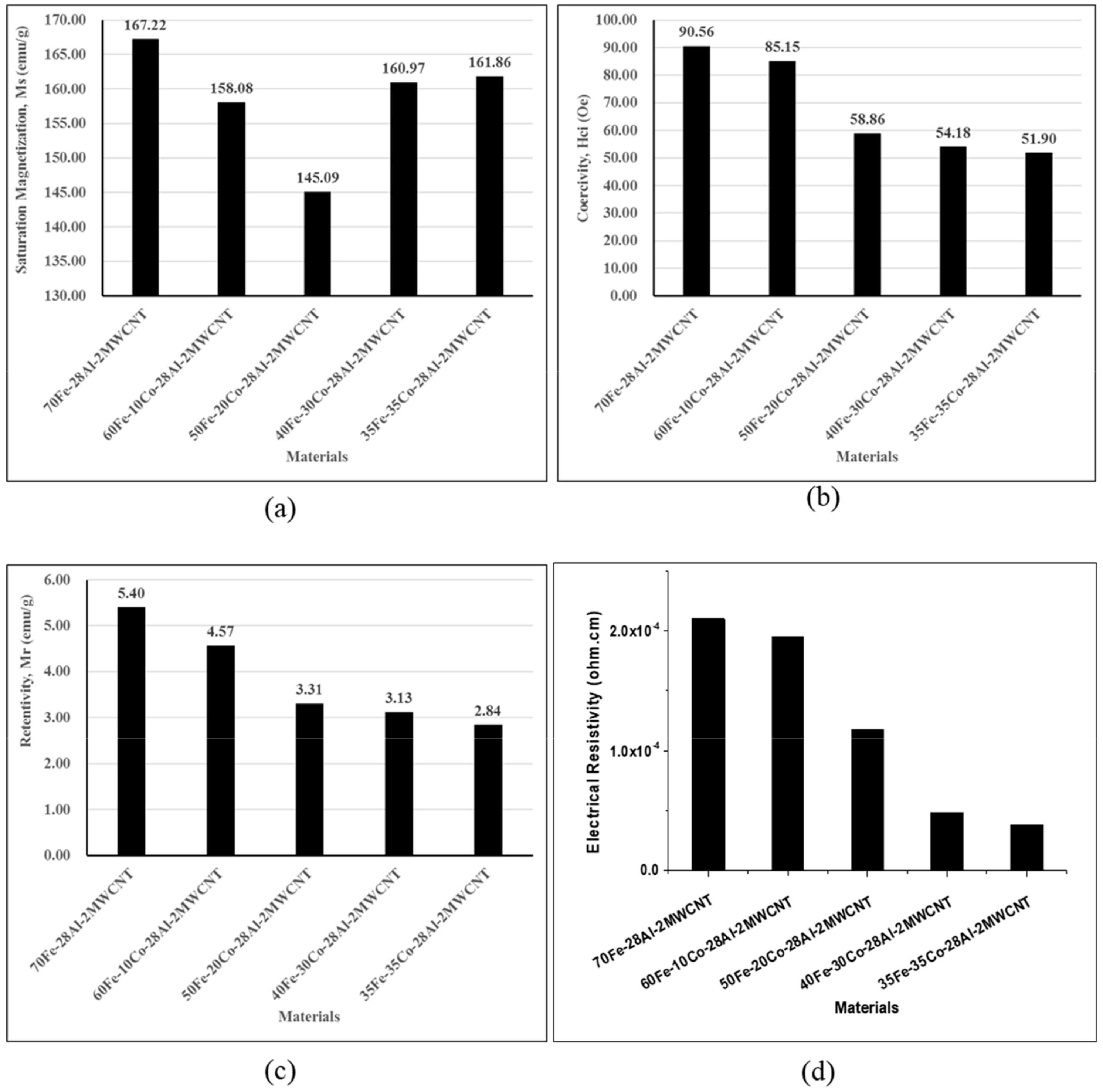
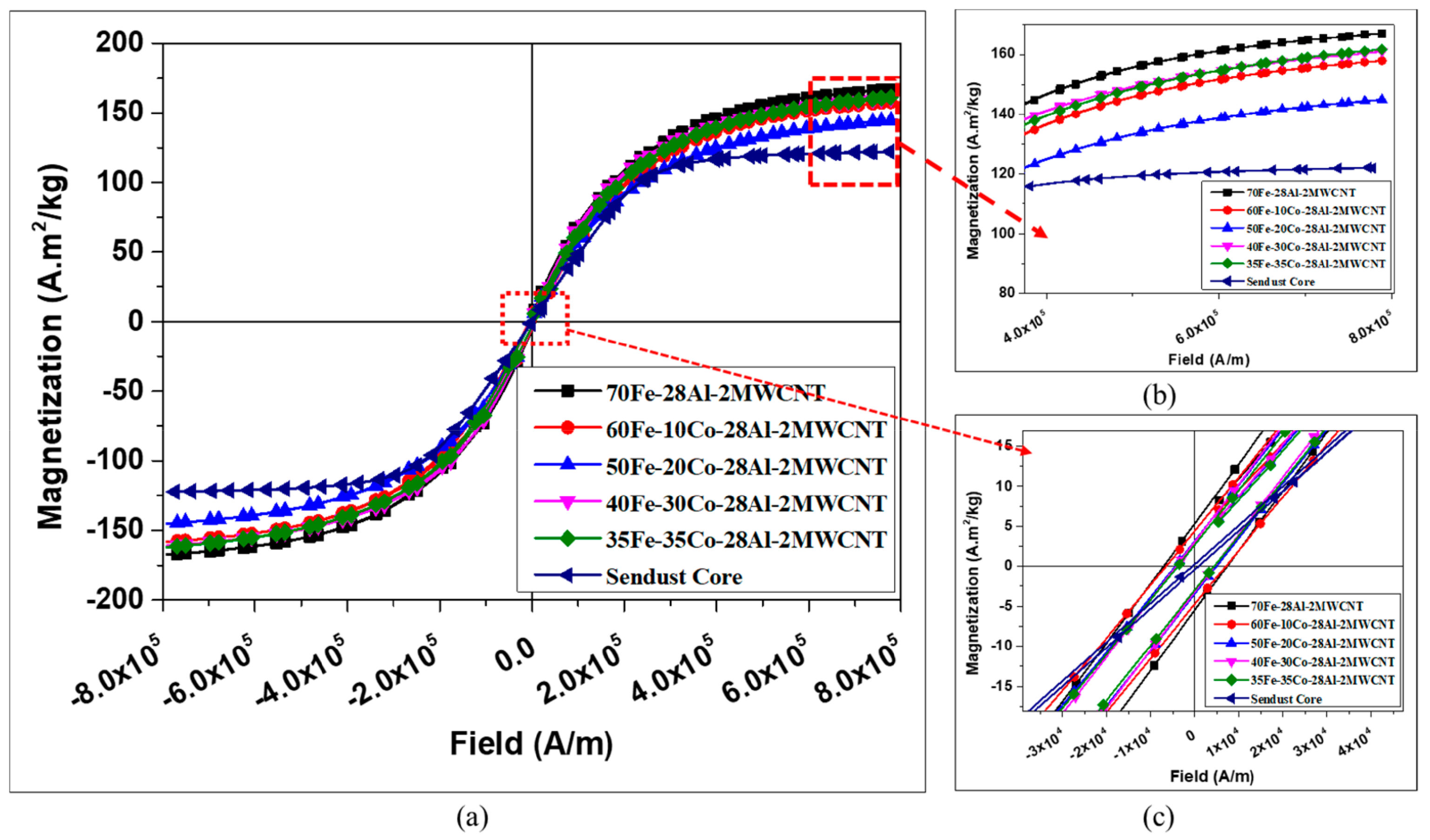
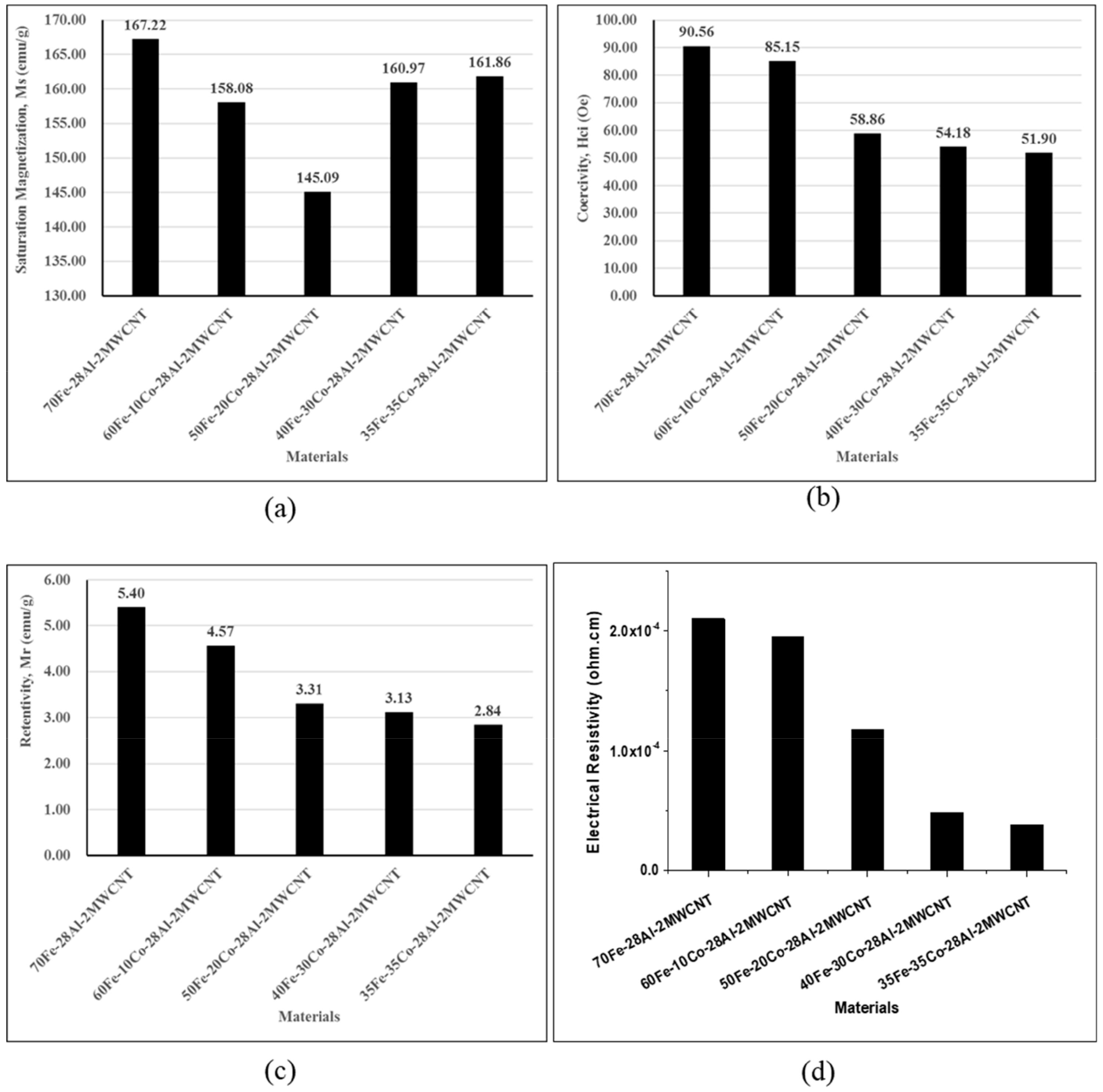
3.4.2. Magnetic and Electrical Properties
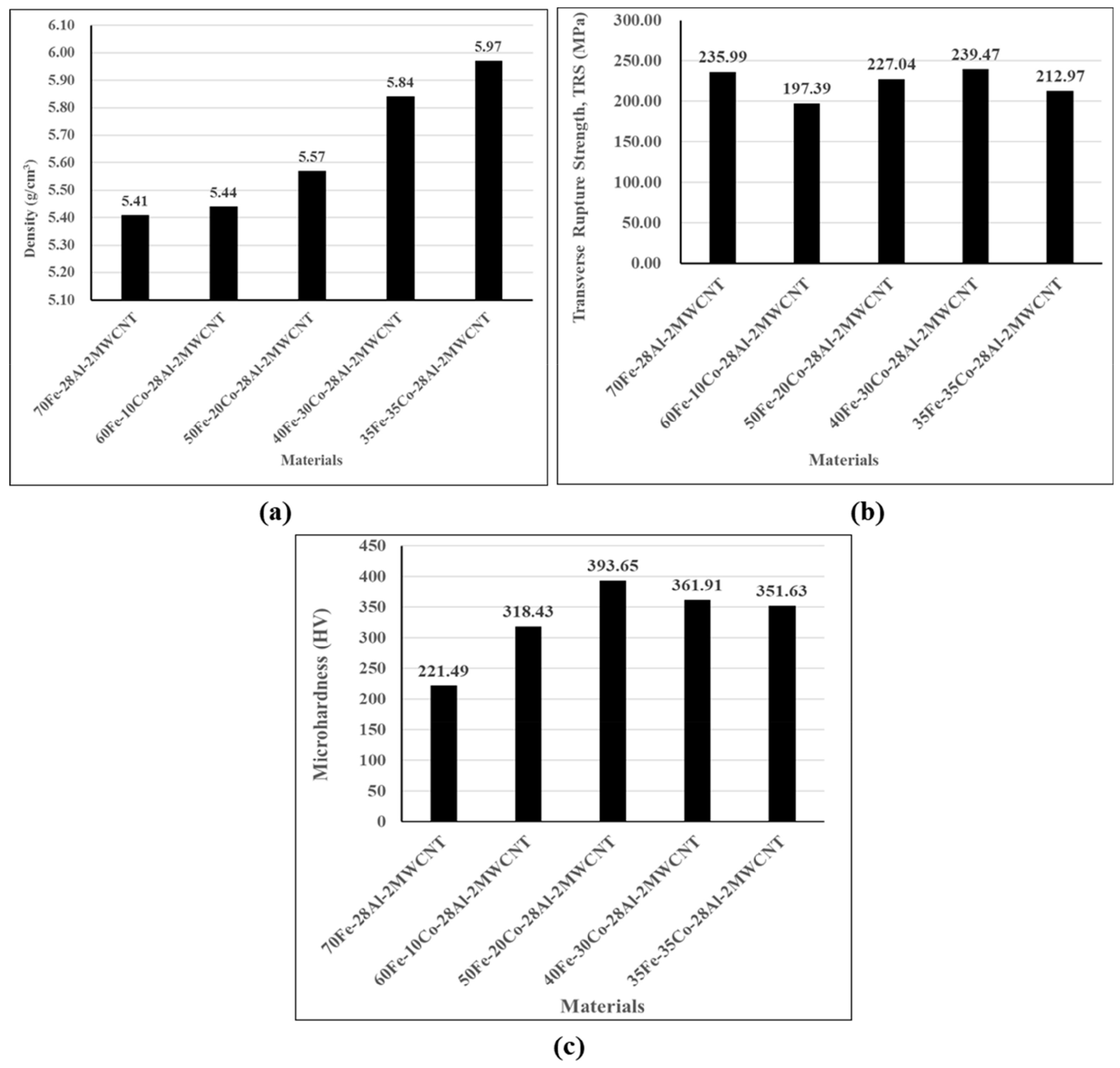
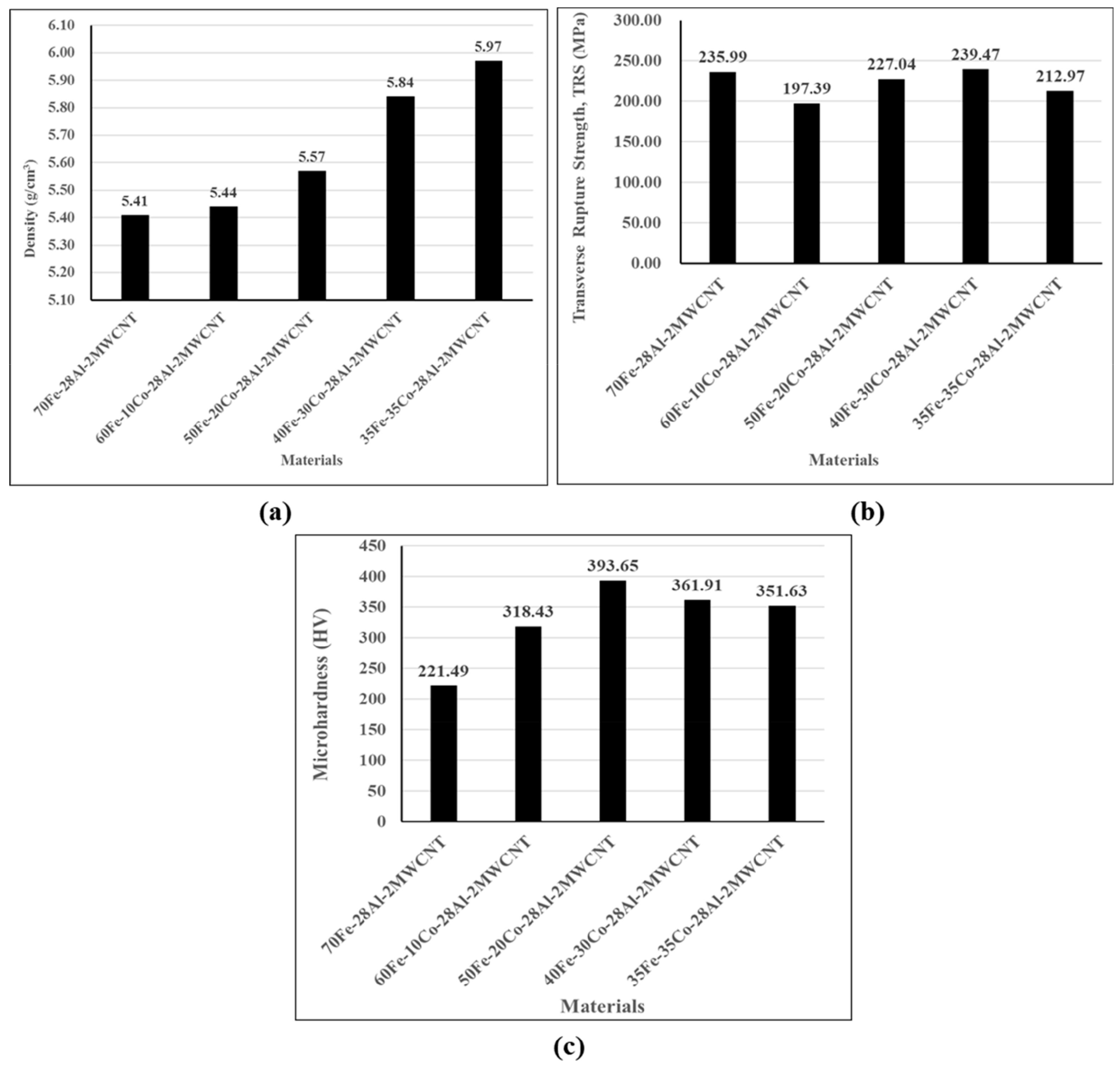
3.4.3. Mechanical Properties and Volume Density
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bayraktar, E.; Ayari, F.; Tan, M.J.; Tosun-Bayraktar, A.; Katundi, D. Manufacturing of aluminum matrix composites reinforced with iron oxide (Fe3O4) nanoparticles: Microstructural and mechanical properties. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2014, 45, 352–362. [Google Scholar] [CrossRef]
- Panwar, N.; Chauhan, A. Fabrication methods of particulate reinforced Aluminium metal matrix composite-A review. Mater. Today Proc. 2018, 5, 5933–5939. [Google Scholar] [CrossRef]
- Daoud, A. Microstructure and tensile properties of 2014 Al alloy reinforced with continuous carbon fibers manufactured by gas pressure infiltration. Mater. Sci. Eng. A 2005, 391, 114–120. [Google Scholar] [CrossRef]
- Yashpal, K.; Suman, K.; Jawalkar, C.S.; Verma, A.S.; Suri, N.M. Fabrication of Aluminium Metal Matrix Composites with Particulate Reinforcement: A Review. Mater. Today Proc. 2017, 4, 2927–2936. [Google Scholar] [CrossRef]
- Subba Rao, E.; Ramanaiah, N. Influence of Heat Treatment on Mechanical and Corrosion Properties of Aluminium Metal Matrix composites (AA 6061 reinforced with MoS2). Mater. Today Proc. 2017, 4, 11270–11278. [Google Scholar] [CrossRef]
- Ezatpour, H.R.; Torabi Parizi, M.; Sajjadi, S.A.; Ebrahimi, G.R.; Chaichi, A. Microstructure, mechanical analysis and optimal selection of 7075 aluminum alloy based composite reinforced with alumina nanoparticles. Mater. Chem. Phys. 2016, 178, 119–127. [Google Scholar] [CrossRef]
- Tugirumubano, A.; Sun Ho, G.; Vijay, S.; Jae Shin, H.; Ku Kwac, L.; Gun Kim, H. Magnetic properties of Aluminum Matrix Reinforced with Hematite Powders. In Proceedings of the Korea Society for Composite Materials, Jeju, Korea, 5–7 April 2018. [Google Scholar]
- Vijay, S.J.; Tugirumubano, A.; Go, S.H.; Kwac, L.K.; Kim, H.G. Numerical simulation and experimental validation of electromagnetic properties for Al-MWCNT-Fe2O3 hybrid nano-composites. J. Alloys Compd. 2018, 731, 465–470. [Google Scholar] [CrossRef]
- Tugirumubano, A. Development and Characterization of Magnetic Particulate Composites for Magnetic Core Applications. PhD. Thesis, Jeonju University, Jeonju-si, Korea, 2020. [Google Scholar]
- Ferreira, L.M.P.; Bayraktar, E.; Robert, M.H. Magnetic and electrical properties of aluminium matrix composite reinforced with magnetic nano iron oxide (Fe3O4). Adv. Mater. Process. Technol. 2016, 2, 165–173. [Google Scholar]
- Ferreira, L.M.P.; Bayraktar, E.; Robert, M.H.; Miskioglu, I. Optimization of Magnetic and Electrical Properties of New Aluminium Matrix Composite Reinforced with Magnetic Nano Iron Oxide (Fe3O4); Conference Proceedings of the Society for Experimental Mechanics Series; Springer: New York, NY, USA, 2016; Volume 7, pp. 11–18. [Google Scholar]
- Fathy, A.; El-Kady, O.; Mohammed, M.M.M. Effect of iron addition on microstructure, mechanical and magnetic properties of Al-matrix composite produced by powder metallurgy route. Trans. Nonferrous Met. Soc. China Engl. Ed. 2015, 25, 46–53. [Google Scholar] [CrossRef]
- Dhandapani, S.; Rajmohan, T.; Palanikumar, K.; Charan, M. Synthesis and characterization of dual particle (MWCT+B4C) reinforced sintered hybrid aluminum matrix composites. Part. Sci. Technol. 2016, 34, 255–262. [Google Scholar] [CrossRef]
- Yoo, S.; Wang, H.; Oh, S.; Kang, S.; Choa, Y. Synthesis and Densification of CNTs/Fe/Al2O3 Nanocomposite Powders by Chemical Vapor Deposition. Key Eng. Mater. 2006, 317–318, 665–668. [Google Scholar] [CrossRef]
- Singla, D.; Amulya, K.; Murtaza, Q. CNT Reinforced Aluminium Matrix Composite—A Review. Mater. Today Proc. 2015, 2, 2886–2895. [Google Scholar] [CrossRef]
- ASTM. ASTM B528-99: Standard Test Methods for Transverse Rupture Strength of Metal Powder Specimens; ASTM Standards; ASTM: West Conshohocken, PA, USA, 2004. [Google Scholar]
- Geng, K.; Xie, Y.; Xu, L.; Yan, B. Structure and magnetic properties of ZrO2-coated Fe powders and Fe/ZrO2 soft magnetic composites. Adv. Powder Technol. 2017, 28, 2015–2022. [Google Scholar] [CrossRef]
- Wu, Z.; Fan, X.; Wang, J.; Li, G.; Gan, Z.; Zhang, Z. Core loss reduction in Fe-6.5 wt.%Si/SiO2 core-shell composites by ball milling coating and spark plasma sintering. J. Alloys Compd. 2014, 617, 21–28. [Google Scholar] [CrossRef]
- Esawi, A.M.K.; Morsi, K.; Sayed, A.; Taher, M.; Lanka, S. The influence of carbon nanotube (CNT) morphology and diameter on the processing and properties of CNT-reinforced aluminium composites. Compos. Part A Appl. Sci. Manuf. 2011, 42, 234–243. [Google Scholar] [CrossRef]
- Chen, B.; Shen, J.; Ye, X.; Imai, H.; Umeda, J.; Takahashi, M.; Kondoh, K. Solid-state interfacial reaction and load transfer efficiency in carbon nanotubes (CNTs)-reinforced aluminum matrix composites. Carbon N. Y. 2017, 114, 198–208. [Google Scholar] [CrossRef]
- Najimi, A.A.; Shahverdi, H.R. Microstructure and mechanical characterization of Al6061-CNT nanocomposites fabricated by spark plasma sintering. Mater. Charact. 2017, 133, 44–53. [Google Scholar] [CrossRef]
- Tumanski, S. Handbook of Magnetic Measurements, 1st ed.; Taylor & Francis: Milton Park, UK, 2011. [Google Scholar]
- Holladay, J.W. Review of Developments in Iron-Aluminum-Base Alloys; Battelle Memorial Institute, Defense Metals Information Center: Columbus, OH, USA, 1961. [Google Scholar]
- Brinell Hardness of the Elements. Available online: https://periodictable.com/Properties/A/BrinellHardness.v.log.wt.html (accessed on 15 January 2020).





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composites | Materials ID | Fe (vol%) | Al (vol%) | MWCNT (vol%) |
|---|---|---|---|---|
| 33Fe-65Al-2MWCNT | M1 | 33 | 65 | 2 |
| 38Fe-60Al-2MWCNT | M2 | 38 | 60 | 2 |
| 43Fe-55Al-2MWCNT | M3 | 43 | 55 | 2 |
| 48Fe-50Al-2MWCNT | M4 | 48 | 50 | 2 |
| 50Fe-48Al-2MWCNT | M5 | 50 | 48 | 2 |
| 55Fe-43Al-2MWCNT | M6 | 55 | 43 | 2 |
| 60Fe-38Al-2MWCNT | M7 | 60 | 38 | 2 |
| 65Fe-33Al-2MWCNT | M8 | 65 | 33 | 2 |
| 70Fe-28Al-2MWCNT | M9 | 70 | 28 | 2 |
| Composites | ID | Fe | Co | Al | MWCNT |
|---|---|---|---|---|---|
| (vol%) | (vol%) | (vol%) | (vol%) | ||
| 70Fe-28Al-2MWCNT | M9 | 70 | 0 | 28 | 2 |
| 60Fe-10Co-28Al-2MWCNT | M10 | 60 | 10 | 28 | 2 |
| 50Fe-20Co-28Al-2MWCNT | M11 | 50 | 20 | 28 | 2 |
| 40Fe-30Co-28Al-2MWCNT | M12 | 40 | 30 | 28 | 2 |
| 35Fe-35Co-28Al-2MWCNT | M13 | 35 | 35 | 28 | 2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tugirumubano, A.; Go, S.H.; Shin, H.J.; Kwac, L.K.; Kim, H.G. Magnetic, Electrical, and Mechanical Behavior of Fe-Al-MWCNT and Fe-Co-Al-MWCNT Magnetic Hybrid Nanocomposites Fabricated by Spark Plasma Sintering. Nanomaterials 2020, 10, 436. https://doi.org/10.3390/nano10030436
Tugirumubano A, Go SH, Shin HJ, Kwac LK, Kim HG. Magnetic, Electrical, and Mechanical Behavior of Fe-Al-MWCNT and Fe-Co-Al-MWCNT Magnetic Hybrid Nanocomposites Fabricated by Spark Plasma Sintering. Nanomaterials. 2020; 10(3):436. https://doi.org/10.3390/nano10030436
Chicago/Turabian StyleTugirumubano, Alexandre, Sun Ho Go, Hee Jae Shin, Lee Ku Kwac, and Hong Gun Kim. 2020. "Magnetic, Electrical, and Mechanical Behavior of Fe-Al-MWCNT and Fe-Co-Al-MWCNT Magnetic Hybrid Nanocomposites Fabricated by Spark Plasma Sintering" Nanomaterials 10, no. 3: 436. https://doi.org/10.3390/nano10030436
APA StyleTugirumubano, A., Go, S. H., Shin, H. J., Kwac, L. K., & Kim, H. G. (2020). Magnetic, Electrical, and Mechanical Behavior of Fe-Al-MWCNT and Fe-Co-Al-MWCNT Magnetic Hybrid Nanocomposites Fabricated by Spark Plasma Sintering. Nanomaterials, 10(3), 436. https://doi.org/10.3390/nano10030436