3. Packaging Machineries and Automation Systems
Food processors use a variety of machines for different production lines and for various food types. Several machine types are integrated into a single packaging line. Some of the machine types are cartooning, wrapping, labeling, shrinking, sealing, case and tray forming, caping, cooling and drying, feeding, palletizing, picking and placing (robotic systems), cleaning and sterilizing, in addition to inspection and detecting machines. According to the Organization for Machine Automation and Control (OMAC) [
21], the number of packaging machine types employed in a packaging line ranges from two to ten.
Food conveying systems in the plant: Medium to large-scale plants require an efficient means for food transport through the assembly line. Usually, transportation is achieved via conveyor systems and they are the real work force.
Figure 1 shows a conveyor system in a tomato processing plant. Note that the total length of the entire conveyer system in a large-scale tomato processing plant could be up to one kilometer or more.
The conveying systems perform functions such as washing, flipping, rotating, pushing, indexing, diverting, or accumulating products at various points in the product line. Some conveyor systems run around the clock for two to three months because of harvesting season. Their capabilities and limitations are therefore enforced and influenced by material and physical properties such as tension, length, and friction, as well as operational capability that include electrical systems. Also, there are various metrics to consider during the selection and installation of a conveyor system, such as appropriate material, ergonomic and user-friendly interfaces, flexibility and scalability, application environment (horizontal, vertical or incline), and load capacity [
22]. Industrial food processing requires a wide range of conveyor belts depending upon the applications. Some of the conveyor types are roller, vertical reciprocating, horizontal, gravity, sortation, accumulation, dual timing, carousel indexing, round belt, end drive, incline, vacuum, vibratory, wheel, and wire mesh conveyors. Creating a safe environment free of toxins and contaminants is one of the great challenges in building a conveying system.
The most important aspects of conveyor design are not the automation and control or electrical interfacings, however the materials used for the mechanical structure. Stainless steel is recommended to prevent microorganism growth in crevices and small joints in the belt system. The issue here is that over time bacterial biofilms form on stagnate areas. Anti-bacterial coating materials such as modified polyolefine improve safe food production [
16]. The anti-bacterial coating contains an additive that prevents the growth of microorganisms on belt surfaces. Cleaning in regular intervals can prevent the issue. Cleaning is usually done with high temperature. Sometimes chemical sanitizers or physical scrubbing is required to prevent food contamination with pathogens such as listeria, salmonella, and staphylococcus. Essentially, there are other contaminants besides the bacterial forms. Known as food soils, these are sugar, fats, proteins, and minerals from extraneous substances. The removal of the food soils depends upon the food product being processed. There are several methods adopted: foam, high pressure, clean-in/out-place and mechanical. Commonly used procedures are pre-rinse, rinse, acid rinse, and sanitize. The Hazard Analysis and Critical Control Point (HACCP) Working Group addresses food safety. The scope of the activity includes analysis and control of biological, chemical, and physical hazards from raw material production, procurement and handling, to manufacturing, distribution and consumption of the finished product.
Application of robots: Applications of robots are found in welding and assembly lines. Food processing is still a minor application area for robots. Higher cost and lower productivity are leading towards increased application of robots in the food sector [
23,
24]. Robotic system can pack meat and chocolates into the trays faster. FANUC robotics, Inc. has developed several models of pick-and-place articulated robot for the food industry that meet stringent hygiene requirements. The exterior design is smooth with no dark/damp regions for contaminants or microorganisms. The robot comprises of several arms called kinematic chains linking their base to mobile parts. Some robotic system can handle 300 parts a minute and attain accelerations of 200 m per square second with loads of two kilograms.
Many food processing plants are constantly automating their final product with the palletizing robot due to the demand for increased productivity. The sophisticated control system with a built-in palletizing function makes it possible to load and unload the objects with high precision and accuracy. Robotic palletizers can handle up to four production lines and multiple product types simultaneously. Their compact design makes them ideal for small space. Depalletizers provide an efficient means to sort containers from bulk layered pallets onto a conveyor or conveying system. Some palletizers are equipped with up to more than 4000 slots. The system also palletizes 1000 cases with a load of 20 lbs.; working hours up to 10 h per day for 5–6 days is common. The machine can provide quality, reliable and high performance palletizer solutions to diversified industries. KUKA Robotics is one of the world’s leading manufacturers of industrial robots, with an annual production volume approaching 10,000 units, and an installed base of over 75,000 units. The company’s five and six-axis robots range from 3 kg to 570 kg payloads, and 635 mm to 3700 mm reach.
Automation: According to ARC Advisory Group [
25] the food industries are in a state of change driven by cost of operations. This change is driving the need for automation solutions and IT equipment that can enable the industry to become leaner and more agile. Increasing safety and liability issues are a major concern for food companies and they are affecting their investment decisions. The need for more automated traceability has become a basic requirement. Although PLC (Programmable Logic Controller)-based architecture has been commonly used in the food industry, they were not designed for making secure electronic records, nor were they designed with version control and software security in mind. It is becoming increasingly difficult to make PLCs compliant with Food and Drug Administration (FDA) regulations. The FDA and USDA (U.S. Department of Agriculture) will be looking for evidence of control system validation for regulated food processes. There are about 28,000 establishments manufacturing food [
26] in the US. Processed food sales worldwide are in the order of trillions of dollars and over tens of millions of people work in the industry. Implementation of advanced automation and control strategy in the food packaging domain plays a vital role. Compared to traditional methods, advanced control methods have several advantages. The traditional methods use discrete electronics, PLCs, Industrial Computers and even high-computing systems such as the DSP (Digital Signal Processor) platform. These automation platforms have issues such as reliability, flexibility, scalability. For example, PC- or PLC-based systems are considered to be redundant because they require maintenance and additional expertise. They have restricted interoperability due to incompatibility in host-platform requirements. Similarly, DSP systems require customization and expertise in addition to being very costly.
Conversely, the modern food industry entails sophisticated control architecture. The food processing and packaging control system embeds a generic set of essential requirements with regard to timing, error diagnostics, coordination, periphery-control acknowledgement, and synchronization. Moreover, its imperative error recovery and fault corrections are needed during run time [
27]. Furthermore, the control systems should satisfy other fault-tolerant features such as interlock checking, lockout checking, and user-friendly, intuitive status display with error messaging. Applying modern control network technology to the food industry can markedly improve food productivity, manufacturing, preservation, and handling. Currently, however, the industry’s automation systems are predominantly centralized. Though there is some modular approach, the overall system is implemented with static functionality.
The conventional PC-, PLC-, or DSP-based centralized automation strategy characterizes a central processing unit with peripheral devices such as sensors, actuators, and drives. One of the important requirements is the integration of drive systems, I/O interfacings, instrumentation hardware, supports for diagnostics and prognostics, data collection and operator interfaces. The architecture needed to be flexible in terms of extendibility, scalability and configurability to enable features to be developed independently and added, modified or removed, along with the addition of new features required for the future [
28].
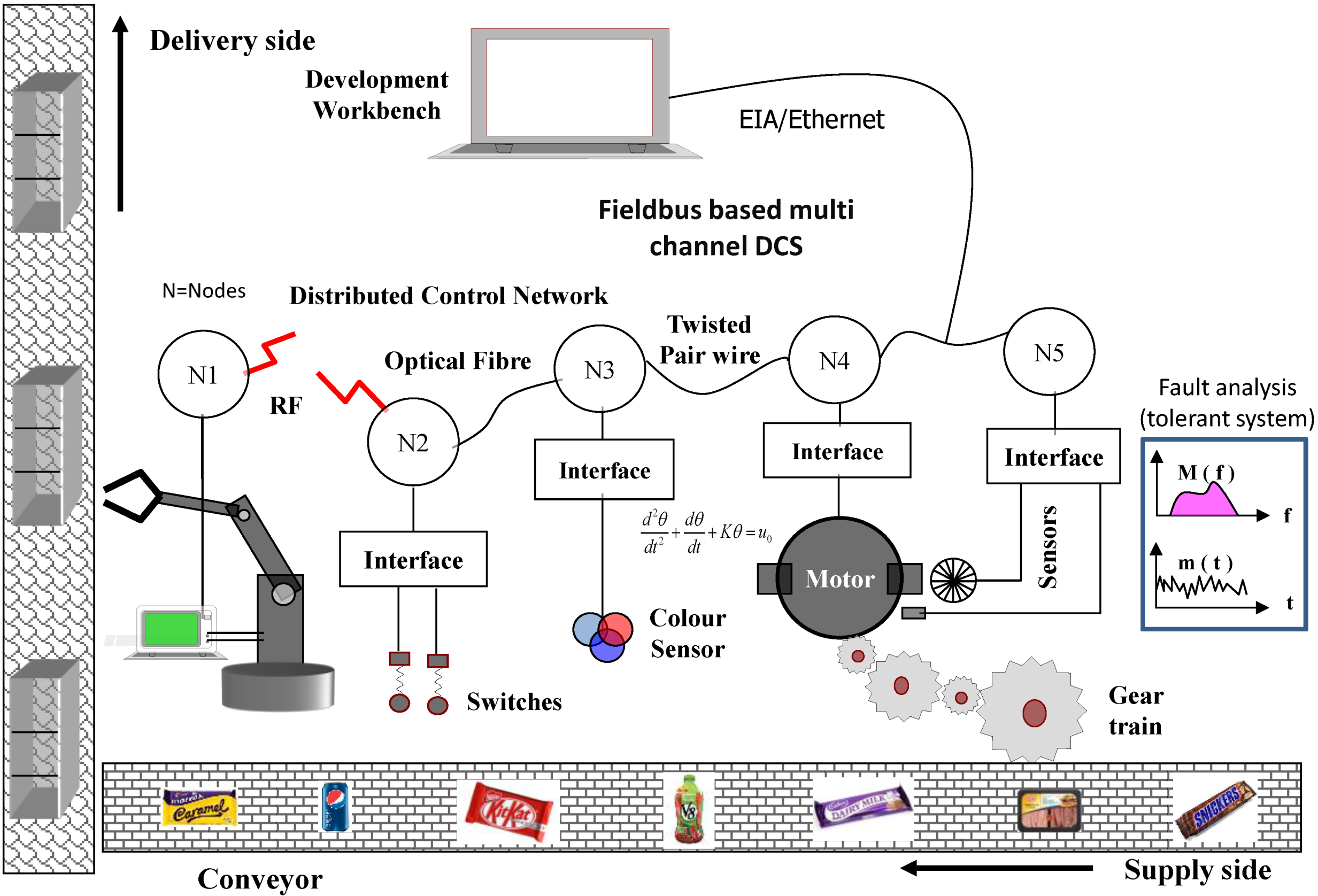
Figure 2.
Distributed Control Architecture [
29].
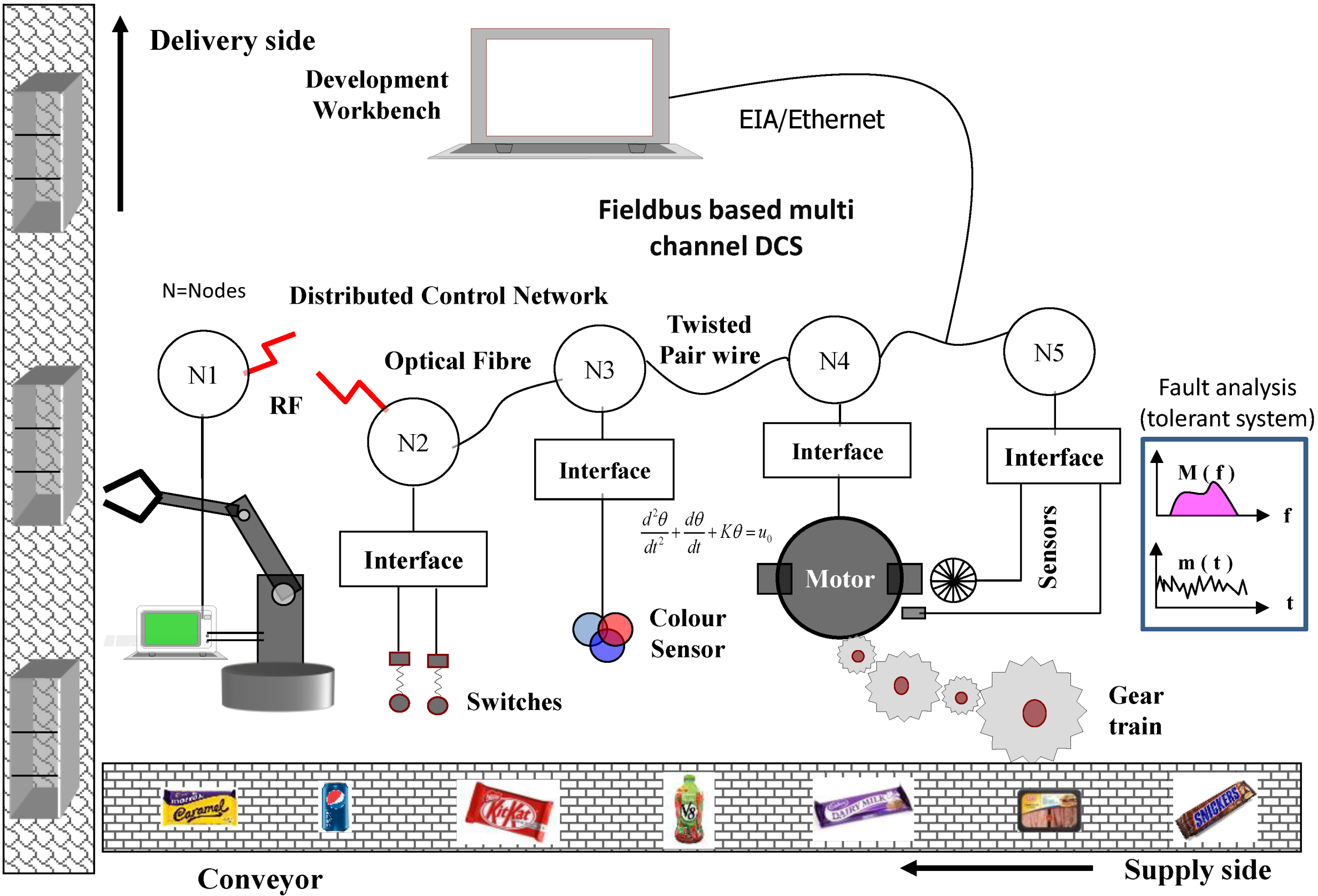
Figure 2.
Distributed Control Architecture [
29].
In order to be able to know about the appropriate control strategy for the food industry, the author conducted a survey. It was found that the industry preferred to implement the Distributed Control System (DCS) (
Figure 2) instead of a more centralized one, because of its advantageous flexibility over the whole operating range. Other benefits include low implementation cost, easy maintenance, configurability, scalability, and modularity. The potential benefits of adopting
decentralized automation have been widely recognized. However, fully integrated, distributed, agile and open control systems still need to be addressed [
30]. DCS interconnects devices with a single serial link and it is evidently a four-layer automation service. The bottom layer, referred to as the device level, includes the physical components such as micro-controller and sensors, actuators and switches. The interface layer is similar to the MAC sub-layer of the link layer protocol. The process layer includes application layer features. Since the control system does not transfer raw data through a physical media, an application layer should exist in the automation architecture. The application layer defines the variables, which are responsible for transferring data from one place to another when they are connected logically. Advances in distributed control principles indeed influenced many kinds of automation and control applications. Although a dedicated networking system for the food industry does not yet exist, the available proprietary standards are somehow adequate because they provide essential features in order to implement both DCS (Distributed Control Systems) and SCADA (Supervisory Control and Data Acquisition) architectures [
30]. Fieldbus technology is preferred for DCS implementation. The leading fieldbuses with their characteristics can be seen in [
31]. The technology includes a protocol, which can transmit and receive digital data through multiple media and channels. Recently, many fieldbuses have been made available in the technology marketplace. For industrial control applications, the type of bus used is described as a sensor-bus or device-bus, and it usually deals with devices such as sensors, motors, drives, switches and valves providing process variable information. In summary, the fieldbus provides a good basis for distributed real-time control implementation which is essential in food processing and packaging areas. It has been successfully tried and tested in many applications, including a wide range of general industrial applications from food processing, to conveyor system automation and packaging plant automation.
Fieldbuses are classified based on topology, processing power, type, and speed. The leading fieldbuses with their characteristics can be seen in [
3]. There is a need for short production cycles with high performance and efficiency. Using fieldbus controls result in about 55% capital savings. There are various proprietary standards, including ModBus, PROFIBUS DP, CAN, LonWorks, FOUNDATION FIELDBUS, AS-I, SERCOS, and InterBus. Selecting the appropriate fieldbus for food plant applications is nontrivial due to the lack of a standard. The ProLinx Modbus TCP/IP serves as a gateway to BOSCH Packaging Machinery, creating a powerful connection between devices on an EtherNet/IP network and BOSCH packaging machinery. It is claimed that the MNET-BSCH modules are the ideal solution for the many applications where Modbus TCP/IP connectivity can be used to integrate BOSCH Packaging Machinery devices into a system. Profibus-DP technology is chosen by a beverage bottler in Germany to control its blow-molding machines. In addition, french fry carton maker Roberts PolyPro adopted Profibus technology for a new high-speed french fry scoop maker that can run at 1800 ft/min. DeviceNet, a system level product from CAN fieldbus, is used for a linear motor system that powers continuous vertical form-fill-seal and horizontal flow-wrapping equipment. The controller also incorporates the I/O for the sensing and actuation functions associated with the process, such as registration mark detection and zip position sensor. Using CANopen communication, the motion control system links to an operator panel, which allows the operator to define zip length, pouch size,
etc. [
32]. Echelon’s LonWorks technology, a fieldbus system and more, has been designed for several automation applications. Energy management is one of the important areas in fast food restaurant franchises. Fast food chains seek to manage labor and energy costs along multiple nodes of their supply chain. Echelon reports that McDonald’s franchise has already developed green kitchen technology via LonWorks fieldbus, which is a part of its LEED-Gold certification, a designation marking. FIELDBUS FOUNDATION has been successful in the food and beverage industry. Carlton and United Breweries, Australia’s leading beer brewer, is one of the top five brewers in the world, producing more than half the beer consumed in Australia; it requires tight process control as beer production is a complex method. The company embarked on a $17 million plan to replace the filtration room with a fieldbus-based control system that uses Fisher-Rosemount PlantWeb
® architecture [
3,
4,
5].
Appropriate selection of technology standards can improve the effectiveness of food production, processing and packaging. Readily available enabling and foolproof technologies can facilitate plug and play modular design strategy. Food processing and packaging industries entail: (i) integrated tool-set for design, implementation, installation, maintenance and modification of the automation architecture according to requirements; (ii) connectivity to support change; (iii) generic but flexible data models to accommodate emerging standards; (iv) flexible information storage mechanisms; (v) runtime functionality across the system based on enterprise-wide network technology; and (vi) dynamic configuration and re-configuration of run-time systems over a distributed wireless platform, providing the inherent flexibility.
4. Safety, Traceability, and Supply Chain
The most important requirement in food production and packaging is food safety. According to the USDA, more than 75 million people per year become ill from food poisoning. In the US, per year, 325,000 people are hospitalized, and 5000 of them die from pathogens like salmonella and E. coli that can be found in raw meat products. The FDA has widened food safety regulations to encompass vegetables, including tomato and jalapeno, as these industries have suffered big losses due to pathogens. Food safety research activities entail combined knowledge and understanding from both science and engineering, as well as technology fields. The importance of this collaborative effort is to use the expertise in these mutually inclusive sub-fields so as to help understand and eventually find the best feasible solution to real-world problems.
In food processing and packaging, traceability has been extremely important in order to maintain not only safety but also the authenticity of the product. The ability to trace and authenticate a product is of major concern. By and large, traceability is understood as the completeness of the information about every step in a process chain. In the foreseeable future, traceability guidelines will come into play that would even include withdrawal of dangerous food products from the market, operator responsibilities and requirements applicable to imports and exports, as reported. Currently, the bar coding and RFID (Radio Frequency Identification) methods are very popular for exchanging information sophisticatedly. RFID technology provides many advantages for temperature and humidity monitoring and tracking. Compared to conventional circuitry, RFID confirms a reduced amount of required instrumentation and interfacings. The most important feature with RFID is that it does not demand manual scanning without ever requiring line of sight between the tags and the reader, thereby saving considerable time and man hours, as well as decreasing the number of errors.
Research interests in these areas are biosensors design intended for the detection of pathogens in food and cells. Broadly, the interests are feasibility study and characterization of various spectroscopy and imaging approaches in order to enhance the sensitivity of the detection of target pathogens, and design of devices by the use of appropriate technology and methods. Considering the speed of detection, sensitivity, precision, accuracy, size and cost, the research should focus on analysis, design and development of biosensors as well, as other interfacing devices such as microfluidic devices and systems.
Technology-driven inspection: Automated food inspection is necessary to reduce both labor costs and maintain high productivity. Two important methods are widely used: X-ray-based inspection and multispectral inspection. The absorption differences of X-rays are caused by the variations in density or thickness in the food to be packaged. It is possible to detect both small and large product contaminants such as plastic, glass, bone, rubber, stone, and metal in food. Image processing, known as the non-destructive method for food inspection and grading [
33], has been a recent trend. Recent developments in hardware and software have expanded to accommodate multispectral and hyperspectral imaging technique for advanced food quality and safety inspection, including detection of disease, defects, and contamination. The dual-band spectral imaging systems have a two-port camera system that consists of two identical monochrome CCD cameras, an optical system, and two narrow bandpass filters. The optical components of the imaging system consist of a lens unit, a beamsplitter, two bandpass filters and two back lens units. The basic principle involves the reflected light of an object being collected by the front lens and split by the beamsplitter such that 50% is reflected at a right angle and the rest is allowed to pass through straight. Two bandpass filters are enclosed in
C-mount filter holders and attached at each exit port of the beamsplitter. Fourier Transform Infrared spectroscopy is applied to detect bacterial spoilage. Based on differences observed at unique wavelengths, near-infrared chemical imaging is investigated as a tool for the high-throughput analysis of self-contained microbial identification including quality attributes such as physical and chemical characteristics, including determination of fat, protein, moisture and connective tissue content.
Package printing methods and security: The use of printing inks also in food packaging falls under the jurisdiction of the Food and Drug Administration (FDA). The regulations in effect require that the ink materials be manufactured under safe conditions. It is recommended that the ink be composed of organic compounds. Rubber plates with a raised image area are printed with quick-drying inks directly on foil, plastic wrap, and other material. The typical composition of inks consists of colorants, binders, and carriers, depending upon the application. High quality inks and varnishes address many technical expectations including specific resistance, curing time, safety, and sustainable environmental requirements. Flexography printing process is appropriate for plastic-based cartons, and wrappers. Lithographic printing permits the reproduction and printing of finer screen rulings and photographic images. The electron Beam (EB) printing procedure facilitates the coating and drying of adhesives without heat or light. Some food manufacturers incorporate packaging security in printing to combat anything from consumer tampering to bioterrorism to product counterfeiting. Processors and suppliers adopt a variety of techniques to keep food safe from such interferences.
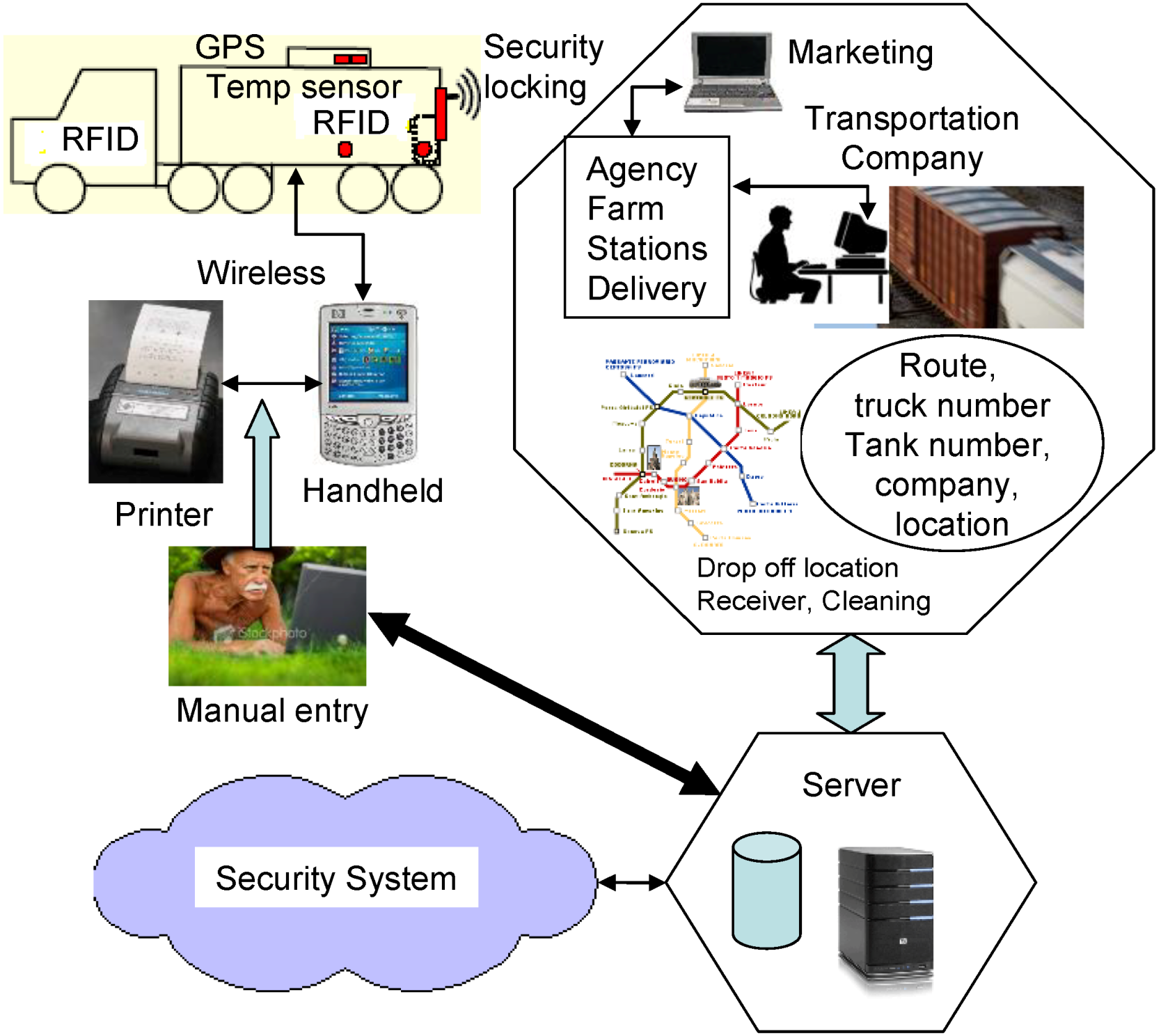
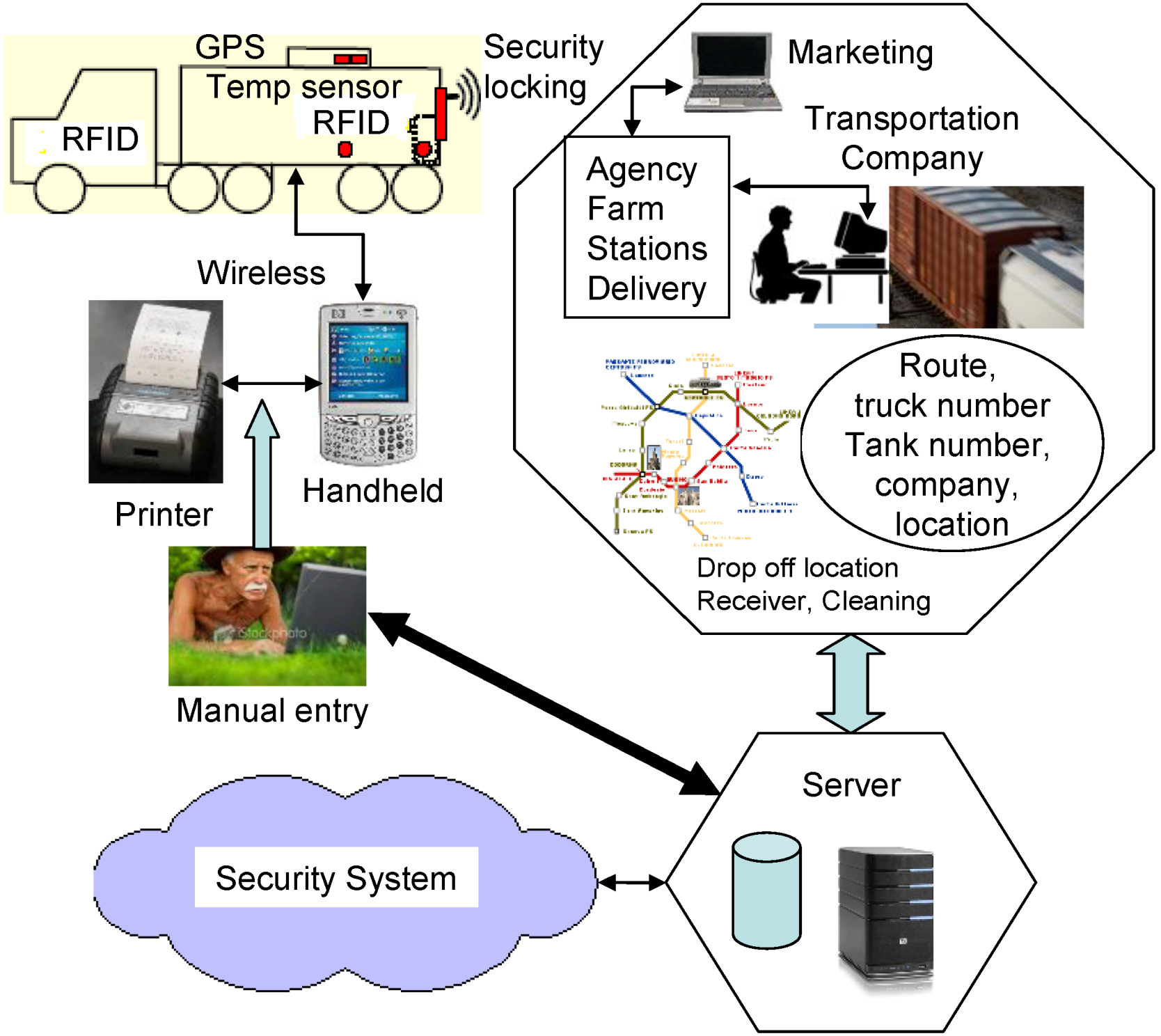
Supply chain and transportation: The transportation industry lacks a uniform and formal security policy for the food supply chain. Loaded and unloaded vehicles are often left unattended and sometimes are parked overnight in insecure as well as unsupervised areas. These locations are manually secluded and include production farms, transfer points, remote places, and hauling company property and even hauler residences. The existing methods used for securing during transport are very much paper intensive and prone to manual errors. There is thus a pressing need for the bulk transportation sectors to establish an enhanced security system that will reduce manual recording errors and enable normal transport activities, while providing peace-of-mind delivery strategy (
Figure 3). The design of the transport security system incorporated all of the critical design requirements to ensure the secure transport of food between locations and specifically between farms, transfer stations, receiving stations and processors. The most important requirement in the food supply chain is the real-time data management for several reasons, though the prime concerns are safety and security. To ensure the production as well as delivery of quality products, food processors have to be able to efficiently produce, manage, and track items, information and resources throughout the supply chain, including across the enterprise. Concerns about food safety, potential liability issues as well as issues related to bio-security among consumers and suppliers are contributing to the increased demand for real-time information in terms of cradle-to-grave data management, security and safety (CDMS
3) for food and food products.
Figure 3.
A model for a secure supply chain transportation system.
Figure 3.
A model for a secure supply chain transportation system.
Growers, suppliers, and handlers must be aware of issues concerning the shelf life and shipping requirements of produce to ensure freshness, quality and minimum loss. The shipper should protect the produce from extreme temperatures during transport. The important involved parameters are temperature, humidity and ethylene. These parameters affect internal quality, the tendency of fruit to rot, and dehydration. Moreover, some products generate ethylene, potentially damaging other products in the same transportation carrier. There comes the issue of load compatibility during shipping. Many commodities can be handled in unison because of their inherent characteristics. Although packing of typical food is carefully maintained as regards to relative humidity and insulation, presently a dedicated data management system for real-time remote monitoring and management of mixed load shipping is again not available [
34]. Furthermore, because much food product shipping is managed by a third party, during transportation, both bio- and social security are of prime concern. To optimize the transportation conditions that can minimize impact of transportation on shelf life, environmental conditions during the long transportation period in temperature-controlled trailers are to be analyzed to detect spatial variation and time course environmental changes inside the trailers.
5. Software and Workflow
Much like in other industries, an enterprise-wide software system plays a vital role in the food industry. In order to keep track of performance, most food industries have been using new methods and techniques, including lean principles and Six Sigma. There are IT solutions to support steady improvement by increasing visibility on plant performance and to implement easy-to-use technologies. It was reported earlier that Packaging Execution Systems (PES) are IT solutions that support the production processes in the food industry [
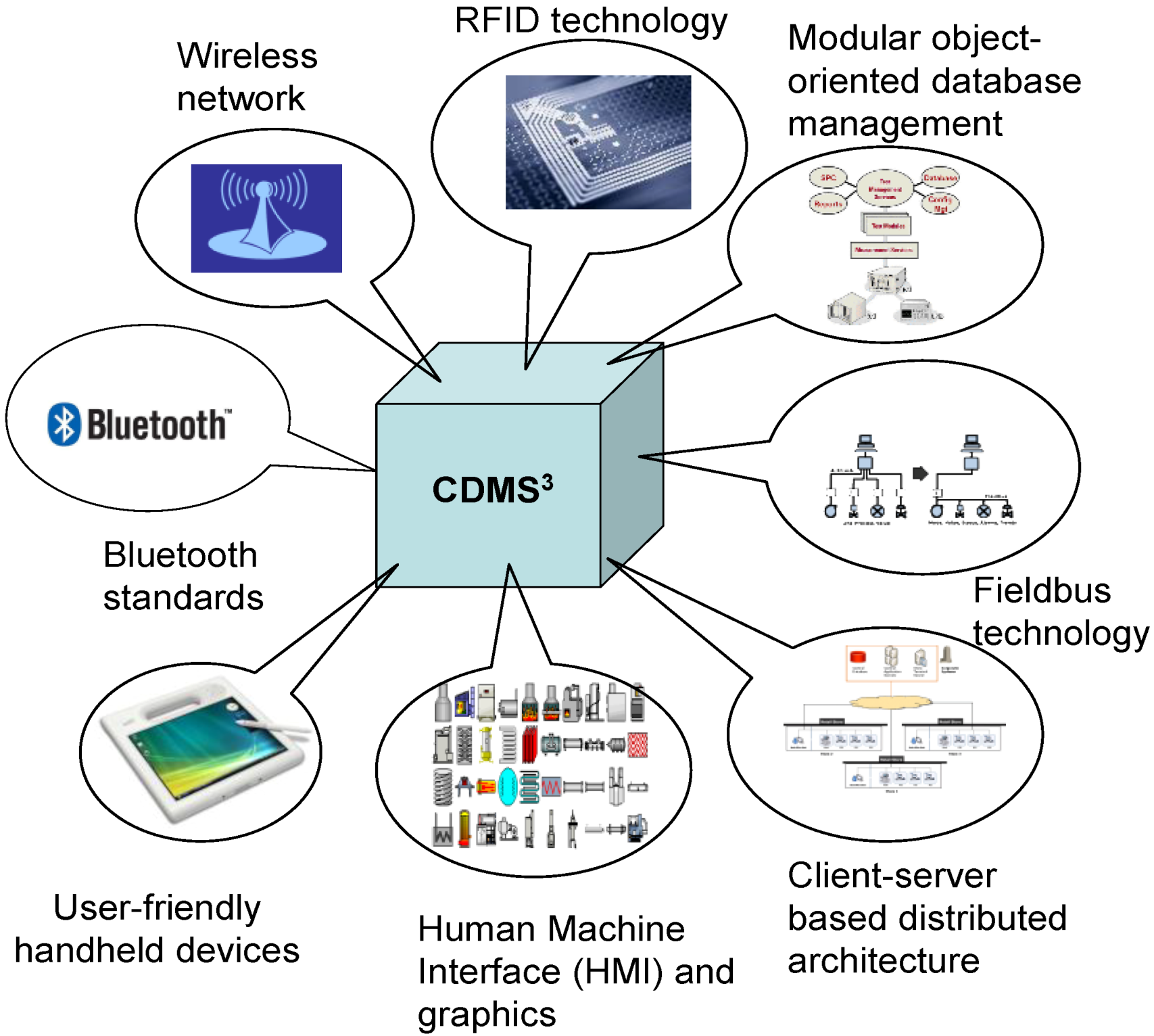
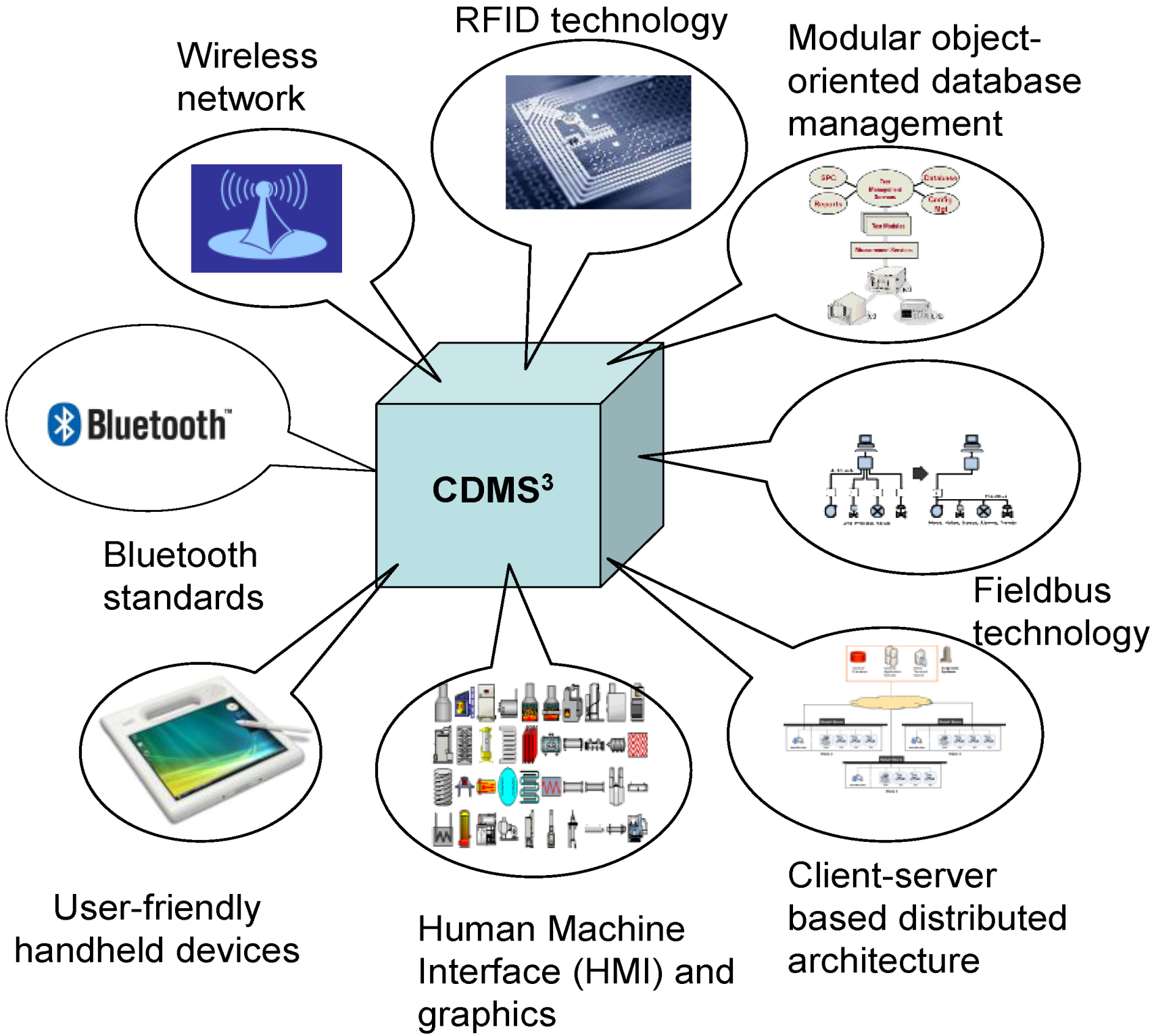
35]. PES especially closes the gap between the ERP (Enterprise Resource Planning) software kernel and equipment control systems such as DCS and SCADA (Supervisory Control And Data Acquisition). Because of the advent of technology and interoperability, PES now can support enterprise-wide internal supply chain management, production process, real-time automation and control, data collection and reporting. Some PES embeds production intelligence in order to improve production performance. Depending on the size of the plant, diversity of operations and the level of required intelligence, enterprise-wide networks vary. Several protocols are used on the same physical platform. The data carried are diverse and come from production, maintenance, stores and purchase, utilities and chemicals, marketing and sales, finance, administration, and transport and logistics. Apparently, wireless network, RFID technology, modular database, fieldbus technology, client-server-based connection, rouch screen human interface, handheld applications, local wireless standards (e.g., Bluetooth),
etc. have been common practice to incorporate CDMS in food industry (
Figure 4).
Figure 4.
Components of a modern enterprise-wide food processing plant.
Figure 4.
Components of a modern enterprise-wide food processing plant.
Standardization has a major impact on system integration. In an attempt to harmonize the line of thinking as regards to processing and packaging technology the OMAC Users Group (UG) took a step in order to collectively derive common solutions for both technical and non-technical issues in the development, implementation, and commercialization of open, modular architecture control (OMAC) technologies [
36]. The objective is to enhance flexibility, capability, and reduce integration costs. The guidelines for Packaging Automation version 3.1 documents the original guidelines developed by the group. There are five packaging sub-groups and their dedicated activities are as reported previously [
35]: (i)
PackSoft: Guidelines for machinery programming languages; (ii)
PackConnect: Define control architecture platforms and connectivity; (iii)
PackAdvantage: Identify the benefits of connect and pack guidelines; (iv)
PackML: Naming convention communications; and (v)
PackLearn: Educational and training needs of the industry. For detailed information, readers may visit the OMAC site [
37].
E-maintenance: The food industry faces diverse challenges such as government regulations, harsh working conditions and complex equipment requiring constant maintenance to preserve safety and standards. The need for continuous cleaning mostly creates a wet environment which in turn causes havoc on processing machineries and equipment. Food safety regulations can affect a company in many different ways. The Hazardous Analysis and Critical Control Point (HACCP) regulation is an FDA quality-related guideline. E-maintenance has becoming a trend in food industries. E-maintenance integrates software backbone, information and communication technology for remote monitoring and control. Advanced technology systems such as sensor network, RFID, apps, and open-system standards are used to replace human-centered maintenance.
6. Trends
The recent trend is that food processing and packaging companies have been constantly upgrading the entire automation and supply chain processes (ASCP), utilizing advanced technology systems in the manufacturing and production areas, assembly lines, monitoring and control, instrumentation, data management and processing, and machineries [
38]. Quality, cost, and productivity have been a mandatory requirement in food processing and packaging [
39]. All this means an effective system-of-systems approach to ASCP that also includes (a) knowledge-based management and decision support systems; (b) novel technologies and strategies; (c) new technologies for waste reduction; (d) technologies for effective water and energy management and optimization; (e) waste reductions, recycling and reuse, sustainable technology; and, finally; (f) adaptation of ideas to face challenges and provide solutions. ASCP not only entails interdisciplinary knowledge, but also trans-disciplinary knowledge [
40] that embeds the latest processing and packaging principles and practices. Furthermore, in-plant research activities on how new science, engineering, and technology should be utilized in process, production, machineries, planning, management and logistics, and communication have been a recent trend [
41]. Above all, food companies are now eager to establish more academic and professional links in order to provide opportunities to build community engagement [
42]. Many industries have units to handle programs such as formation of membership database with partnering and client companies, development and submission and research grants and proposals, creation of internships and paid projects. The objectives of these programs are to establish organizational links and provide
ad hoc information to the community and professional societies through industry–institute interactions. They also help establish indirect publicity and achievement plans, prepare future customers, remain aware of underlying principle and food processing integration methods (the designs, control systems and instrumentation, computer software and management, machine interfaces, and technology trends) for the promotion of technology-related business for the future, as well as understand organizational structure and hierarchy in staffing and professionals for future recruitment at the time of enhancements, share research and development knowledge, and distribute documentation for societal acceptance to their business strategies; these have all been new additions under trans-disciplinary entities [
43].


{kind=link}
{kind=link}
{kind=link}
{kind=link}