

Research on Multi-Equipment Cluster Scheduling of U-Shaped Automated Terminal Yard and Railway Yard

Abstract
1. Introduction
- Considering the loading and unloading process of the U-shaped automated quay crane and the path planning process of the IGV, and establishing the scheduling model between the yard and the railway yard;
- Considering the constraints of container storage and storage planning, and setting the IGV formation transportation mode;
- The characteristics of DCRC bilateral loading and unloading are studied to reduce the pressure of unilateral loading and unloading;
- Using ADMM dualized hard side-constraints to transformed the original problem into a specific set of RGC, IGV, and DCRC sub-problems, and iteratively adjusting the time cost of each subtask to obtain a cost-effective solution.
2. Literature Review
- A hybrid integer programming model of RGCs, IGVs, and DCRCs between the U-shaped automated terminal yard and railway is established, and the constraints of the storage plan of the train storage and the yard, IGV formation transportation are considered;
- ADMM is used to decompose the original model into specific RGC, IGV, and DCRC path subproblems, and through ADMM rolling, updates the iterative solution to improve the solution quality.
3. Problem Description and Model Formulation
3.1. Assumptions
- RGCs and DCRCs can only handle one container at a time for loading and unloading, and the time to complete loading and unloading containers each time is certain;
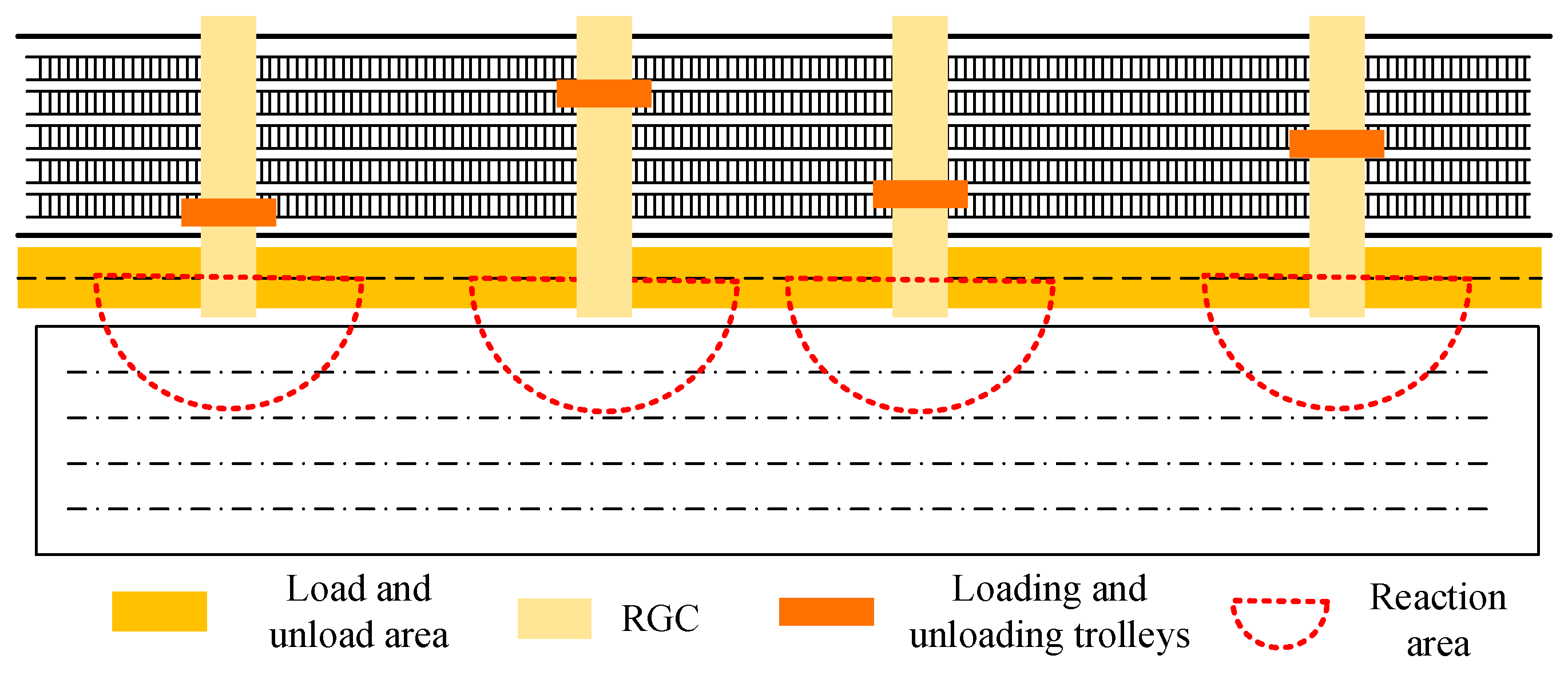
- There is a special loading and unloading channel under the RGC, which is separated from the drive channel of the IGVs, the drive channel cannot complete loading and unloading, and the IGV cannot travel more than one body distance on the loading and unloading channel to leave the loading and unloading channel;
- Each IGV has enough power, i.e., stoppages are not taken into account;
- The dimensions of all containers are standard size, and there is no situation where one IGV loads two standard containers;
- The speed change when the IGV turns is not considered.
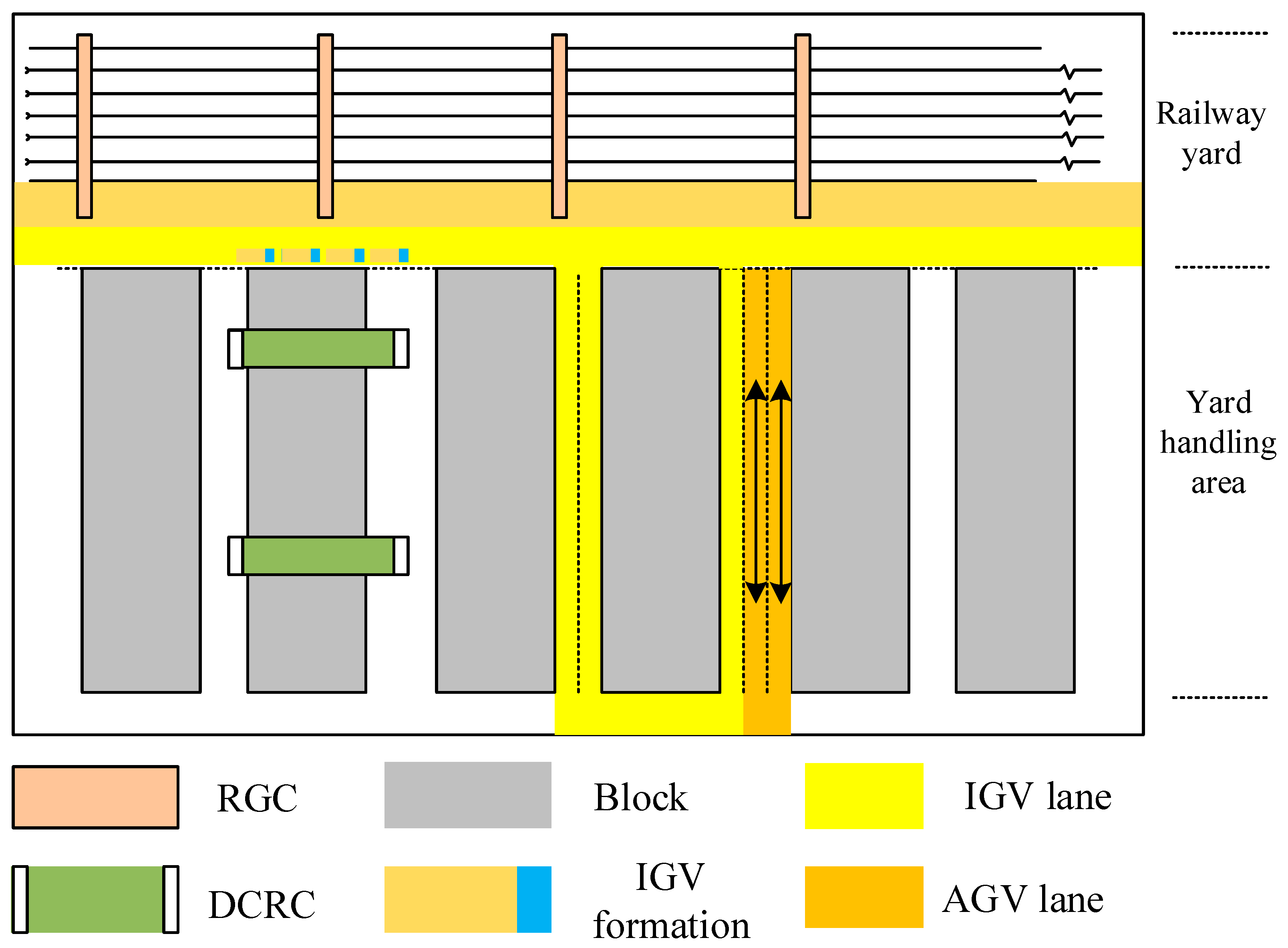
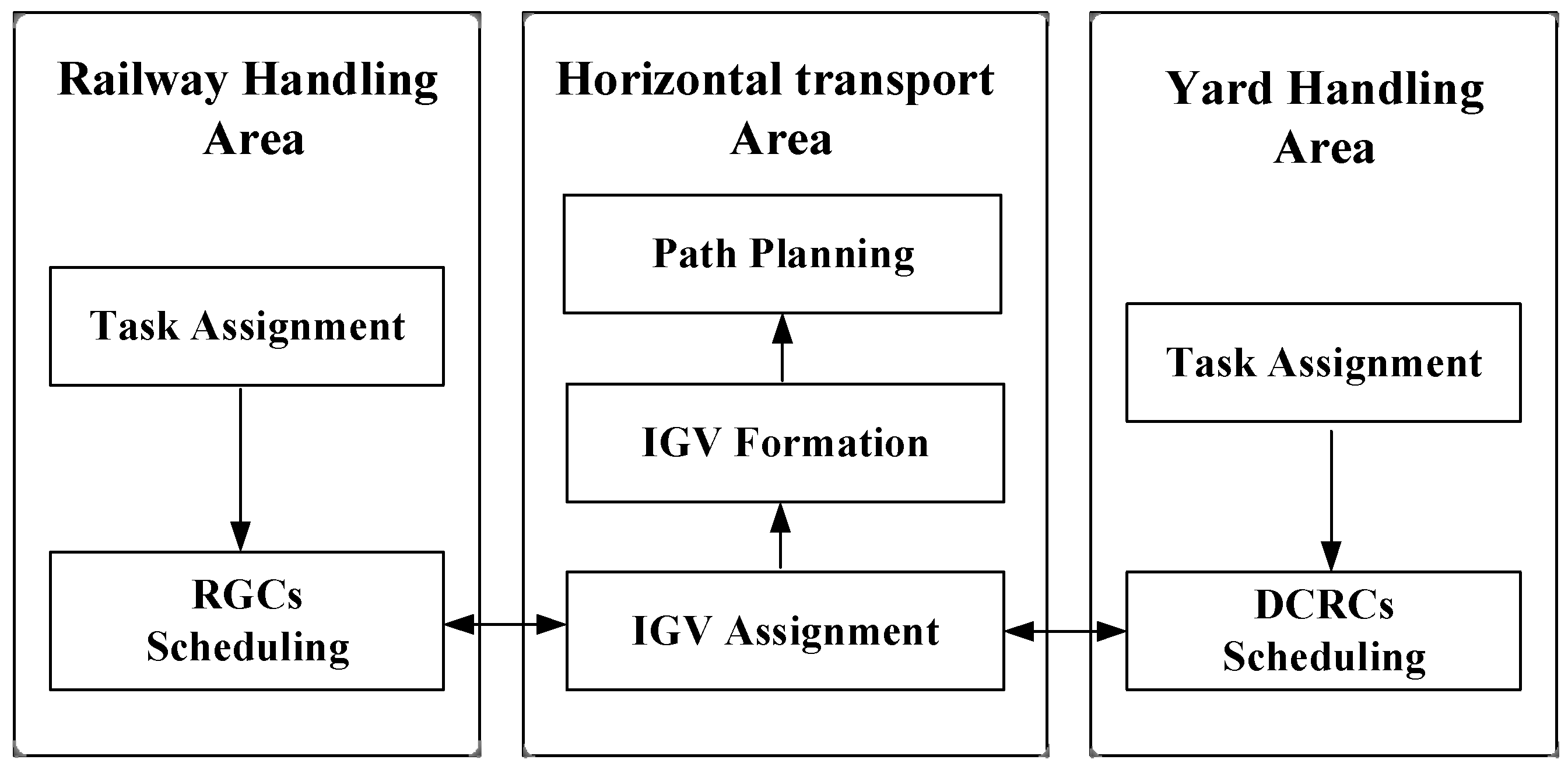
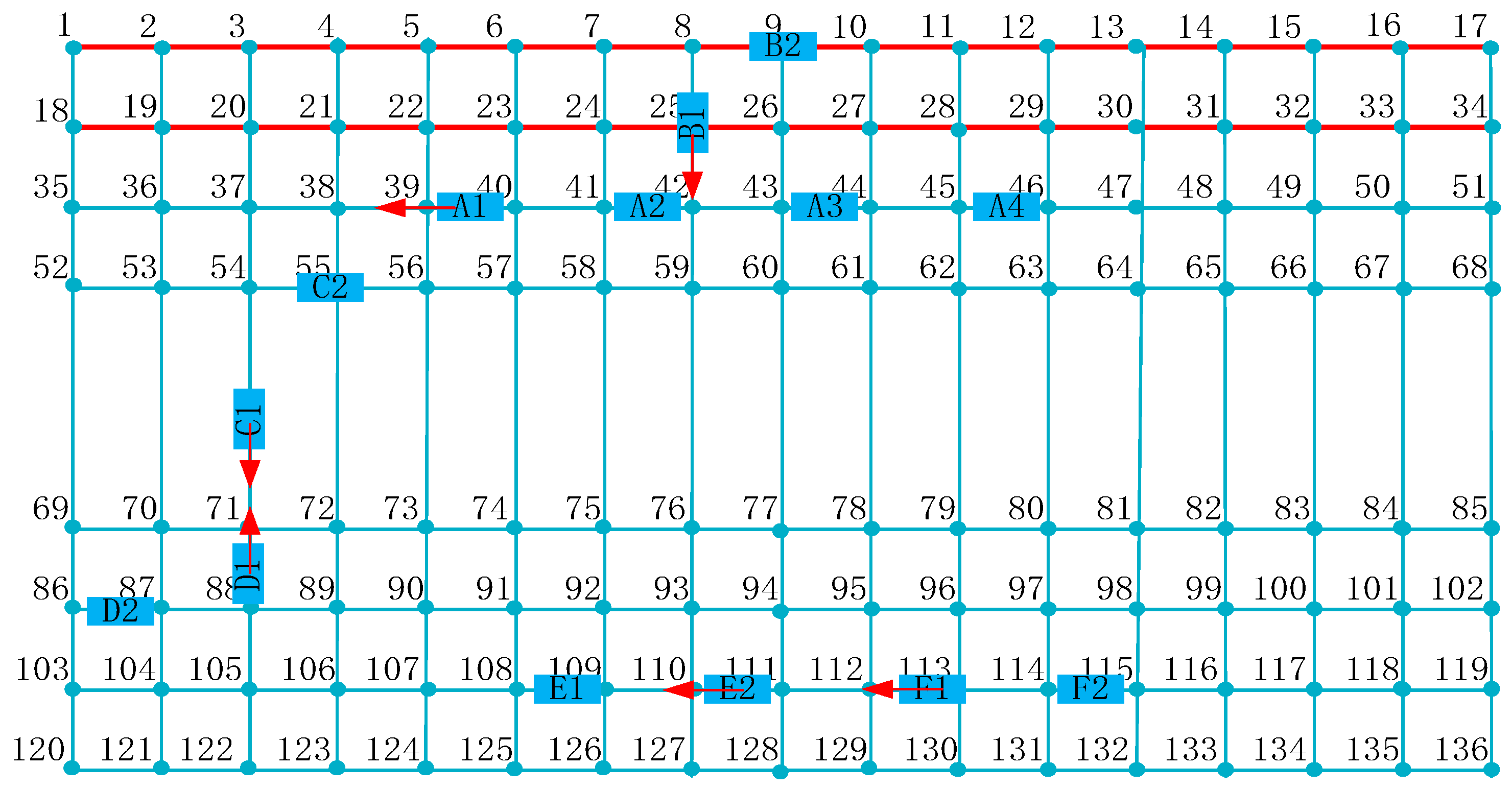
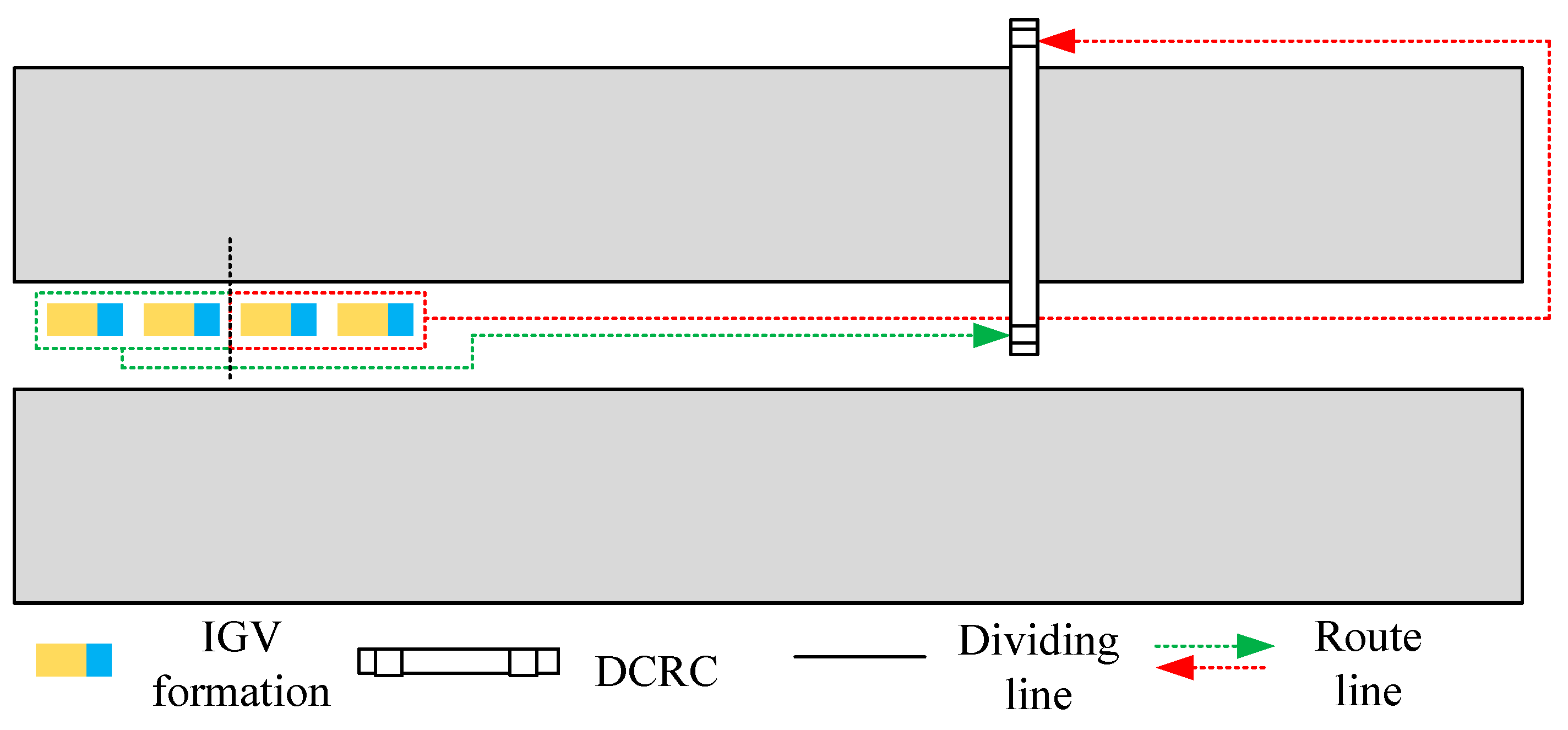
3.2. Problems Description
3.3. Parameter Description
3.4. Model Formulation
3.4.1. Loading and Unloading Models of RGCs
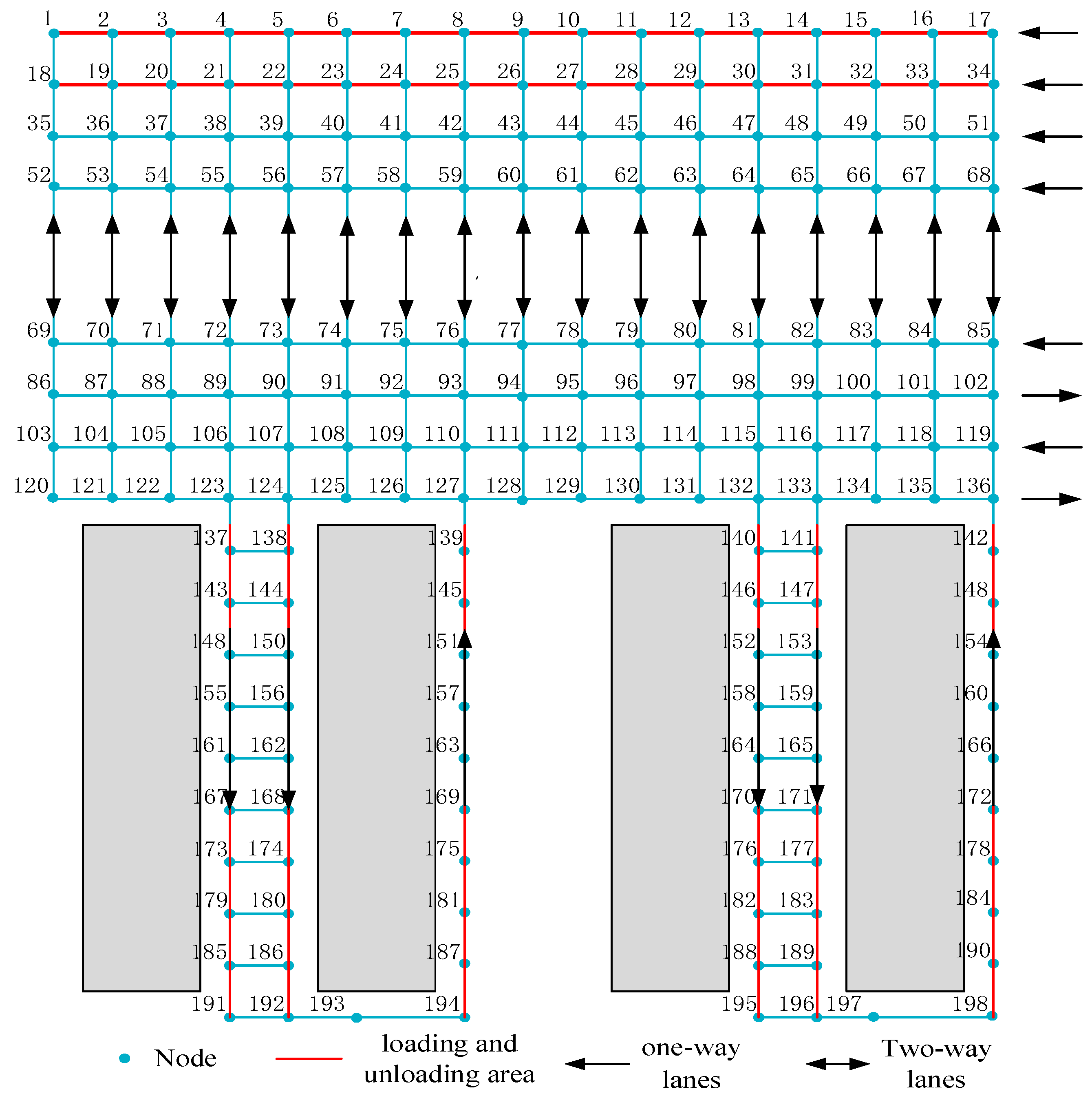
3.4.2. Conflict-Free Path Planning Model for IGVs Formations
3.4.3. Loading and Unloading Models of DCRCs
3.4.4. Coupling Coordination Policies
4. Complex Task Decomposition and Alternating Direction Method of Multipliers
4.1. Decomposition of Complex Tasks
4.1.1. The Original Model Is Dualized
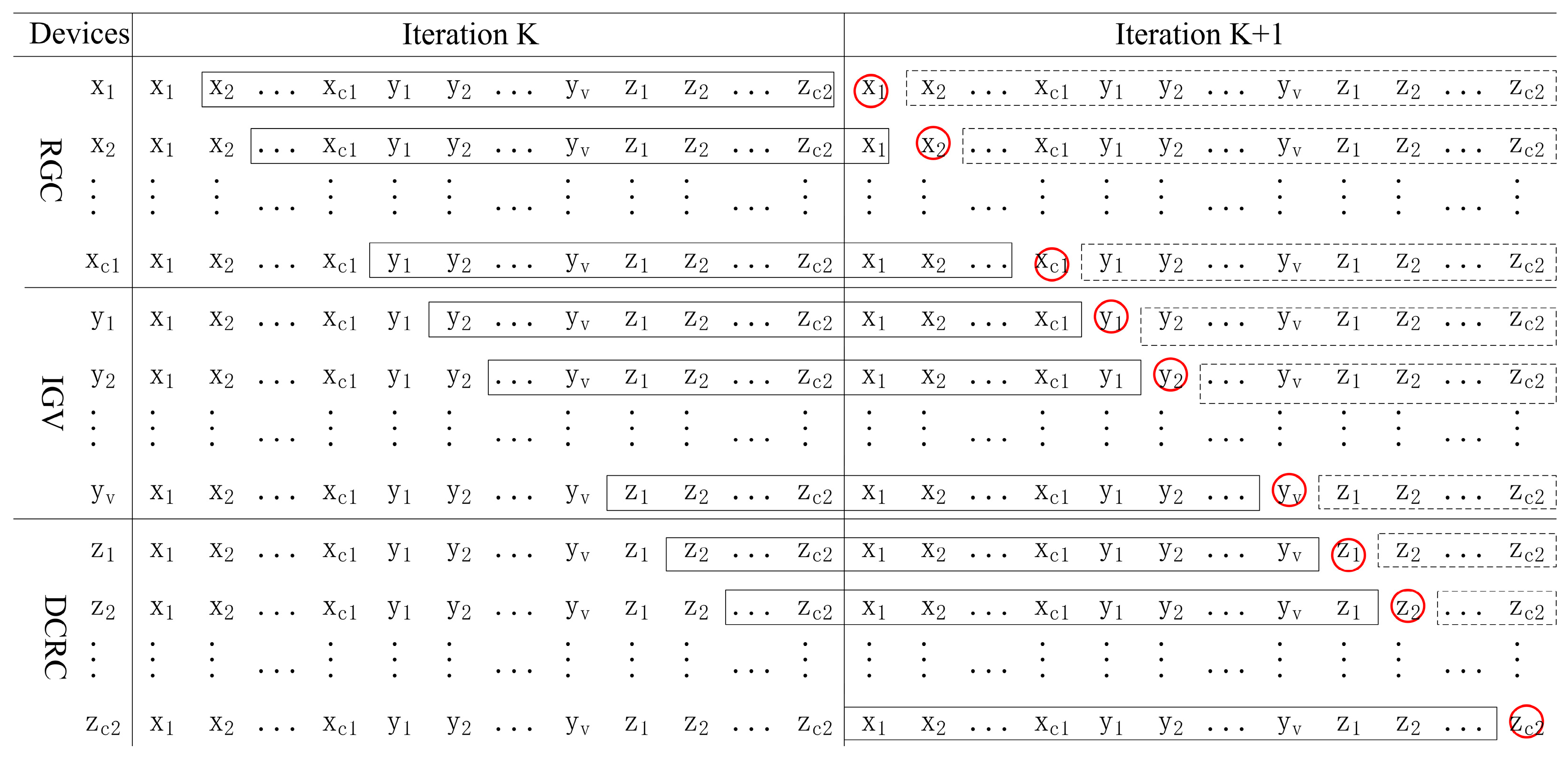
4.1.2. Gradient Descent Update Block
4.1.3. Linearization of RGC Sub-Problem
4.1.4. Linearization of IGV Formation Path Sub-Problem
4.1.5. Linearization of DCRC Sub-Problem
4.1.6. Evolution Steps
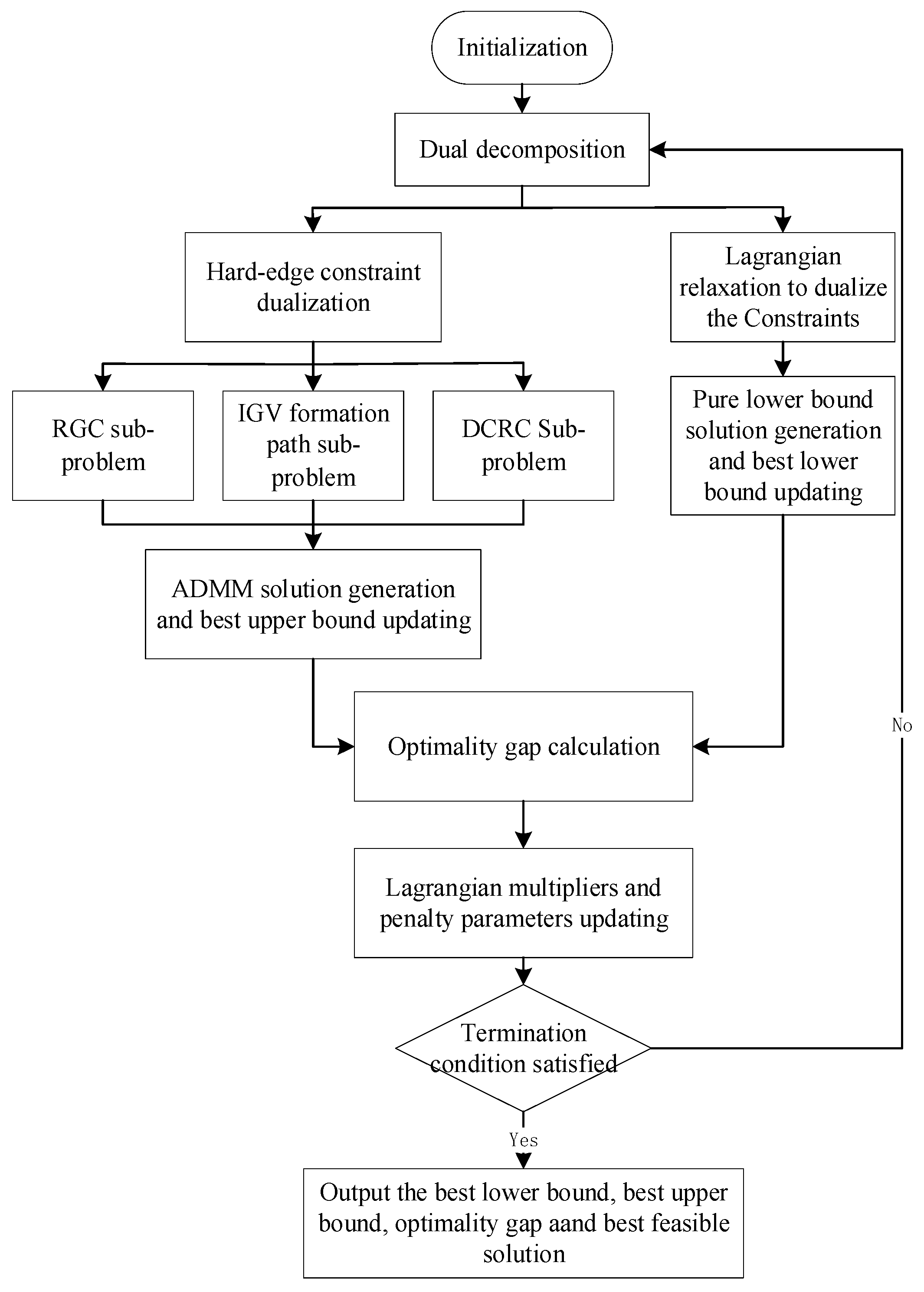
4.2. Process of ADMM-Based Solutions
5. Numerical Experiments
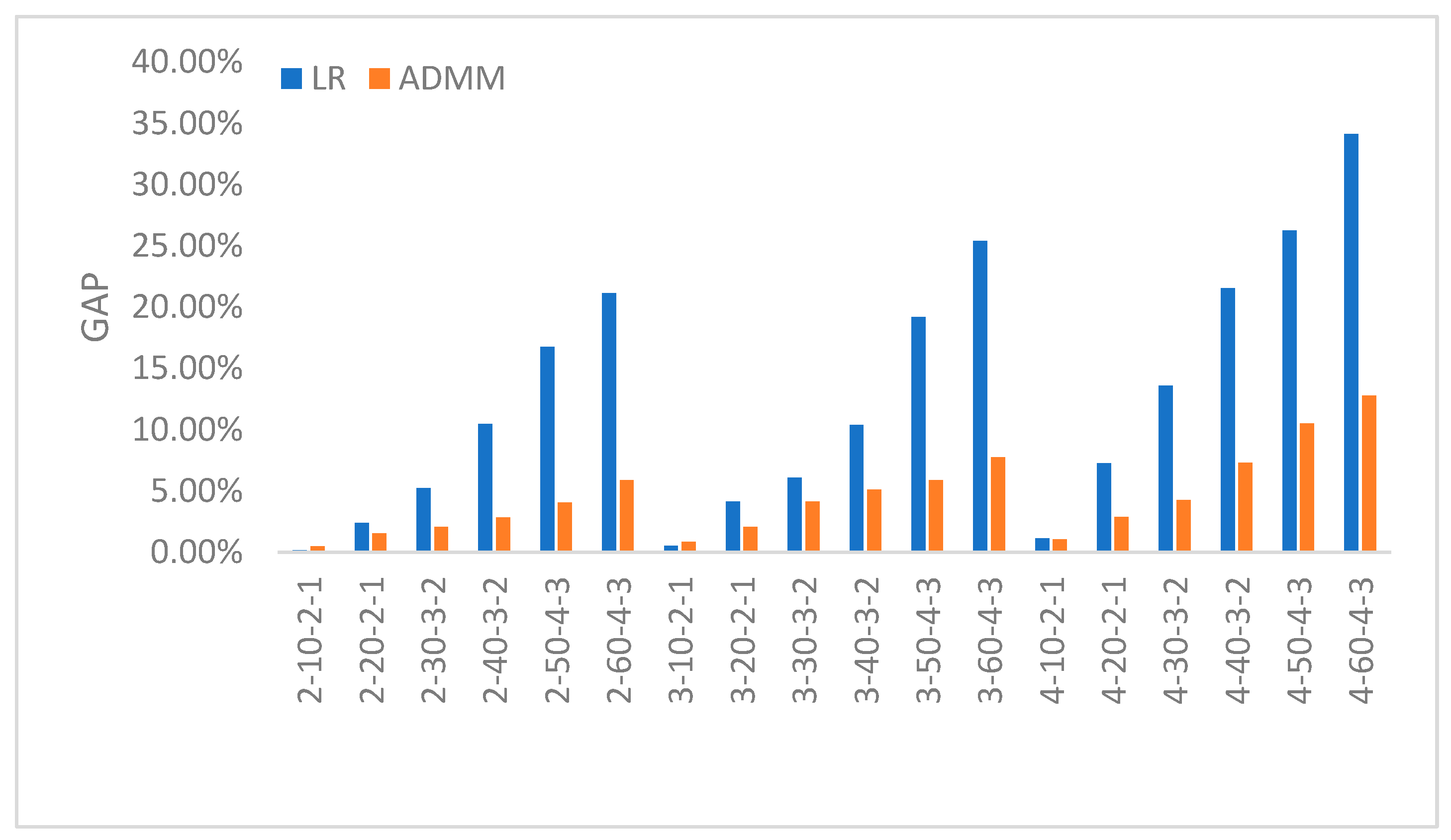
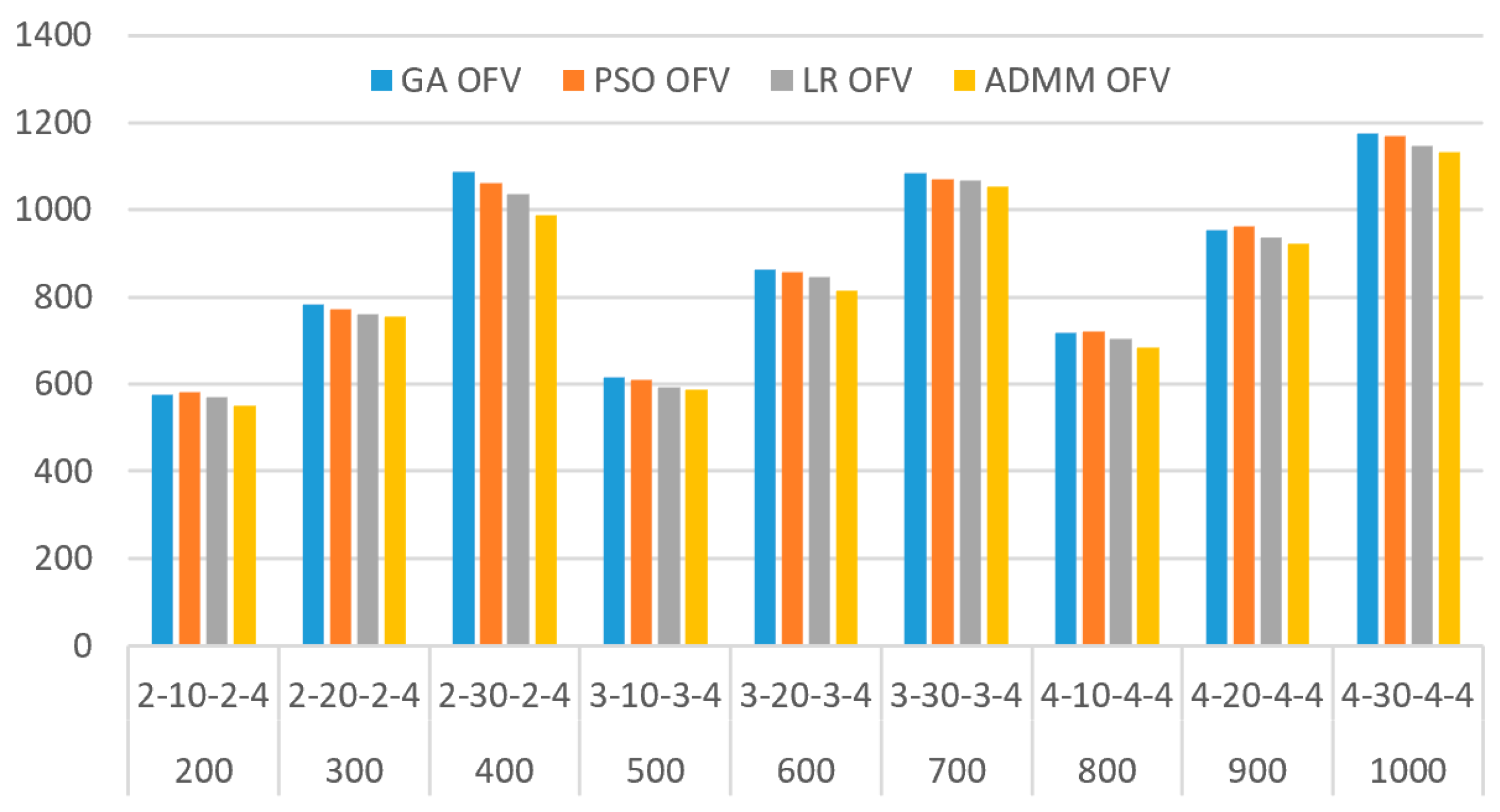
5.1. Solve the Result
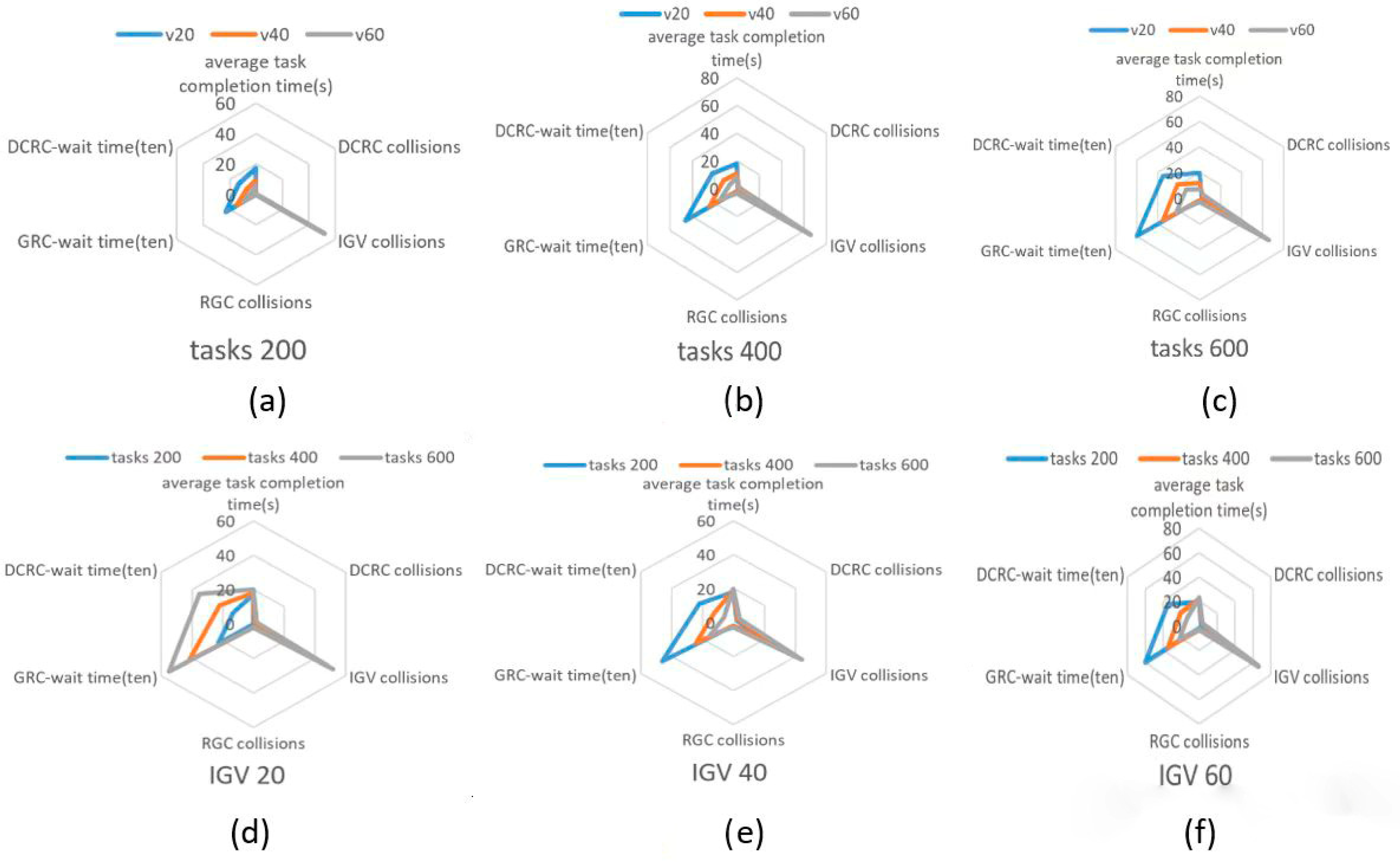
5.2. Sensitivity Analysis
- In the model formulation, RGCs and DCRCs are less affected by the number of tasks and the number of IGVs. This is explained by the fact that it is necessary to consider crane non-crossing constraints and safety distances in model designation.
- The waiting time of cranes is less affected by the change in the number of tasks and more affected by the number of IGVs. This shows that the IGV travel distance in the U-shaped terminal becomes longer, resulting in a waiting time gap for the crane, and increasing the number of IGVs can improve the continuous work of the crane.
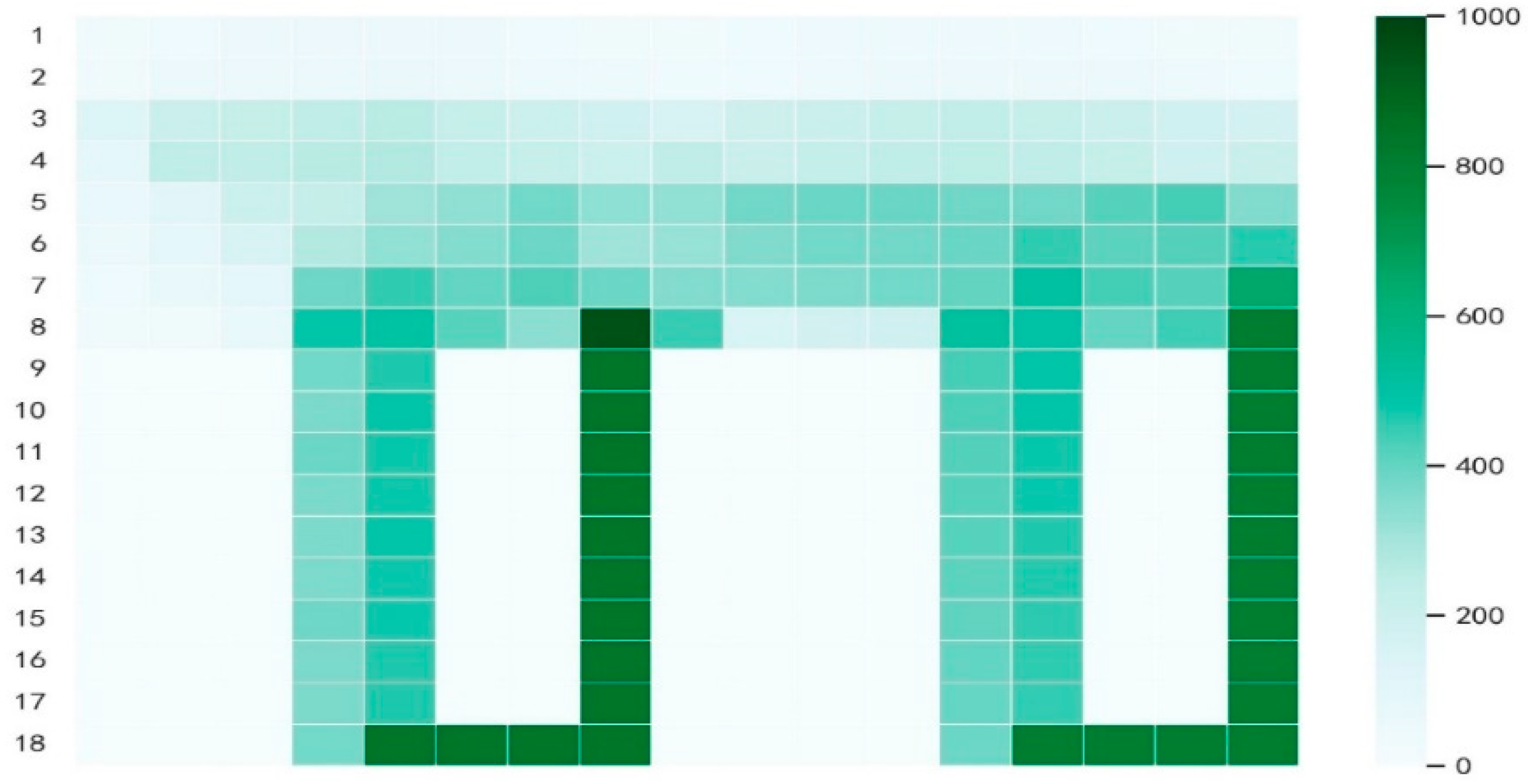
5.3. Path Experiment of IGV Formations
5.4. Discussion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sun, Z.W. The world’s First! Zhenhua Heavy Industry Releases New Technology for Container Terminal Loading and Unloading, China Water Transport Network 2019. Available online: http://app.zgsyb.com/news.html?aid=530549 (accessed on 10 December 2022.).
- Beibu Gulf Port. Qinzhou Port Automated Container Terminal Completed Renovation. 2021. Available online: https://www.bbwport.cn/a/xinwenzixun/gongsixinwen/938.html (accessed on 10 December 2022.).
- Wu, Y.; Li, W.; Petering, M.E.H.; Goh, M.; de Souza, R. Scheduling multiple yard cranes with crane interference and safety distance requirement. Transp. Sci. 2015, 49, 990–1005. [Google Scholar] [CrossRef]
- Gharehgozli, A.H.; Vernooij, F.G.; Zaerpour, N. A simulation study of the performance of twin automated stacking cranes at a seaport container terminal. Eur. J. Oper. Res. 2017, 261, 108–128. [Google Scholar] [CrossRef]
- Nossack, J.; Briskorn, D.; Pesch, E. Container dispatching and conflict-free yard crane routing in an automated container terminal. Transp. Sci. 2018, 52, 1059–1076. [Google Scholar] [CrossRef]
- Galle, V.; Barnhart, C.; Jaillet, P. Yard crane scheduling for container storage, retrieval, and relocation. Eur. J. Oper. Res. 2018, 271, 288–316. [Google Scholar] [CrossRef]
- He, J.; Tan, C.; Zhang, Y. Yard crane scheduling problem in a container terminal considering risk caused by uncertainty. Adv. Eng. Inform. 2019, 39, 14–24. [Google Scholar] [CrossRef]
- Guo, P.; Cheng, W.; Wang, Y.; Boysen, N. Gantry crane scheduling in intermodal rail-road container terminals. Int. J. Prod. Res. 2018, 56, 5419–5436. [Google Scholar] [CrossRef]
- Lei, D.; Zhang, P.; Zhang, Y.; Xia, Y.; Zhao, S. Research on optimization of multi stage yard crane scheduling based on genetic algorithm. J. Ambient Intell. Humaniz. Comput. 2020, 11, 483–494. [Google Scholar] [CrossRef]
- Stephan, K.; Boysen, N. Crane scheduling in railway yards: An analysis of computational complexity. J. Sched. 2017, 20, 507–526. [Google Scholar] [CrossRef]
- Li, W.; Du, S.; Zhong, L.; He, L. Multiobjective Scheduling for Cooperative Operation of Multiple Gantry Cranes in Railway Area of Container Terminal. IEEE Access 2022, 10, 46772–46781. [Google Scholar] [CrossRef]
- Chen, S.; Zeng, Q. Carbon-efficient scheduling problem of electric rubber-tyred gantry cranes in a container terminal. Eng. Optim. 2022, 54, 2034–2052. [Google Scholar] [CrossRef]
- Hu, H.; Yang, X.; Xiao, S.; Wang, F. Anti-conflict AGV path planning in automated container terminals based on multi-agent reinforcement learning. Int. J. Prod. Res. 2023, 61, 1–16. [Google Scholar] [CrossRef]
- Guo, K.; Zhu, J.; Shen, L. An improved acceleration method based on multi-agent system for AGVs conflict-free path planning in automated terminals. IEEE Access 2020, 9, 3326–3338. [Google Scholar] [CrossRef]
- Yang, Y.; Zhong, M.; Dessouky, Y.; Postolache, O. An integrated scheduling method for AGV routing in automated container terminals. Comput. Ind. Eng. 2018, 126, 482–493. [Google Scholar] [CrossRef]
- Miyamoto, T.; Inoue, K. Local and random searches for dispatch and conflict-free routing problem of capacitated AGV systems. Comput. Ind. Eng. 2016, 91, 1–9. [Google Scholar] [CrossRef]
- Roy, D.; Gupta, A.; De Koster, R.B.M. A non-linear traffic flow-based queuing model to estimate container terminal throughput with AGVs. Int. J. Prod. Res. 2016, 54, 472–493. [Google Scholar] [CrossRef]
- He, J.; Huang, Y.; Yan, W.; Wang, S. Integrated internal truck, yard crane and quay crane scheduling in a container terminal considering energy consumption. Expert Syst. Appl. 2015, 42, 2464–2487. [Google Scholar] [CrossRef]
- Zeng, Q.; Yang, Z. Integrating simulation and optimization to schedule loading operations in container terminals. Comput. Oper. Res. 2009, 36, 1935–1944. [Google Scholar] [CrossRef]
- Yan, B.; Jin, J.G.; Zhu, X.; Lee, D.-H.; Wang, L.; Wang, H. Integrated planning of train schedule template and container transshipment operation in seaport railway terminals. Transp. Res. Part E Logist. Transp. Rev. 2020, 142, 102061. [Google Scholar] [CrossRef]
- Yan, B.; Zhu, X.; Wang, L.; Chang, Y. Integrated scheduling of rail-mounted gantry cranes, internal trucks and reach stackers in railway operation area of container terminal. Transp. Res. Rec. 2018, 2672, 47–58. [Google Scholar] [CrossRef]
- Pratap, S.; Zhang, M.; Shen, C.; Huang, G.Q. A multi-objective approach to analyse the effect of fuel consumption on ship routing and scheduling problem. Int. J. Shipp. Transp. Logist. 2019, 11, 161–175. [Google Scholar] [CrossRef]
- Kenan, N.; Jebali, A.; Diabat, A. The integrated quay crane assignment and scheduling problems with carbon emissions considerations. Comput. Ind. Eng. 2022, 165, 107734. [Google Scholar] [CrossRef]
- Yin, Y.Q.; Zhong, M.; Wen, X.; Ge, Y.E. Scheduling quay cranes and shuttle vehicles simultaneously with limited apron buffer capacity. Comput. Oper. Res. 2023, 151, 106096. [Google Scholar] [CrossRef]
- Hsu, H.P.; Wang, C.N.; Fu, H.P.; Dang, T.T. Joint scheduling of yard crane, yard truck, and quay crane for container terminal considering vessel stowage plan: An integrated simulation-based optimization approach. Mathematics 2021, 9, 2236. [Google Scholar] [CrossRef]
- Li, J.; Yang, J.; Xu, B.; Yang, Y.; Wen, F.; Song, H. Hybrid scheduling for multi-equipment at U-shape trafficked automated terminal based on chaos particle swarm optimization. J. Mar. Sci. Eng. 2021, 9, 1080. [Google Scholar] [CrossRef]
- Chen, X.; He, S.; Zhang, Y.; Tong, L.; Shang, P.; Zhou, X. Yard crane and AGV scheduling in automated container terminal: A multi-robot task allocation framework. Transp. Res. Part C Emerg. Technol. 2020, 114, 241–271. [Google Scholar] [CrossRef]
- Mahmoudi, M.; Zhou, X. Finding optimal solutions for vehicle routing problem with pickup and delivery services with time windows: A dynamic programming approach based on state–space–time network representations. Transp. Res. Part B Methodol. 2016, 89, 19–42. [Google Scholar] [CrossRef]
- Zhang, Y.; Peng, Q.; Yao, Y.; Zhang, X.; Zhou, X. Solving cyclic train timetabling problem through model reformulation: Extended time-space network construct and Alternating Direction Method of Multipliers methods. Transp. Res. Part B Methodol. 2019, 128, 344–379. [Google Scholar] [CrossRef]
- Yan, S.; Lu, C.C.; Hsieh, J.H.; Lin, H.C. A dynamic and flexible berth allocation model with stochastic vessel arrival times. Netw. Spat. Econ. 2019, 19, 903–927. [Google Scholar] [CrossRef]
- Li, X.; Hua, G.; Huang, A.; Sheu, J.B.; Cheng, T.C.E.; Huang, F. Storage assignment policy with awareness of energy consumption in the Kiva mobile fulfilment system. Transp. Res. Part E Logist. Transp. Rev. 2020, 144, 102158. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Indices | Definitions |
|---|---|
| Set of RGC | |
| Set of IGV | |
| Set of DCRC | |
| Set of nodes for a railway yard | |
| Set of nodes for a horizontal transport area | |
| Set of nodes for a yard | |
| The set of distances between nodes i and nodes j on path P | |
| A set of conflict points between paths N1 and N2 of the IGV |
| Parameters | Definitions |
|---|---|
| The initial position of the crane | |
| Destination node of crane | |
| The initial position of the IGV | |
| Destination node of crane | |
| Safety distance of RGC | |
| Safety distance for DCRC | |
| Reaction distance of IGV | |
| The reaction distance of the loading trolley | |
| The distance of vehicles inside the IGV formation | |
| Safe distance between formations | |
| The distance between path node i and node j | |
| Lagrangian multipliers associated with the vehicle flow and crane flow coupling constraint, and non-crossing constraint for crane moving, respectively. | |
| Non-negative penalty parameters in ADMM associated with the vehicle flow and crane flow coupling constraint, and non-crossing constraint, respectively. |
| Subscripts | Definitions |
|---|---|
| Decision Variables | |
| The RGC is at node i at time t and t at node j | |
| IGV is at node i at time t and t’ at node j | |
| The DCRC is at node i at time t and t at node j |
| Scenario | GCs-AGVs-YCs-Blocks | LR | ADMM | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Lower Bound | Upper Bound | Iterations | CPU Time | Lower Bound | Upper Bound | Iterations | CPU Time | ||
| 1 | 2-10-2-1 | 127.2 | 127.4 | 12 | 0.619 | 126.7 | 127.3 | 17 | 0.716 |
| 2 | 2-20-2-1 | 256.5 | 262.7 | 23 | 1.167 | 258.4 | 262.5 | 27 | 1.271 |
| 3 | 2-30-3-2 | 364.1 | 384.2 | 29 | 5.013 | 376 | 383.9 | 34 | 5.737 |
| 4 | 2-40-3-2 | 455.7 | 509.1 | 45 | 13.223 | 495.6 | 510.1 | 39 | 13.989 |
| 5 | 2-50-4-3 | 560.6 | 673.6 | 92 | 18.947 | 645.9 | 673.2 | 48 | 24.135 |
| 6 | 2-60-4-3 | 637.2 | 808 | 118 | 39.462 | 759.9 | 807.3 | 61 | 35.738 |
| 7 | 3-10-2-1 | 128.2 | 128.9 | 17 | 0.883 | 127.7 | 128.8 | 17 | 0.977 |
| 8 | 3-20-2-1 | 262 | 273.3 | 29 | 0.916 | 267.4 | 273.1 | 23 | 1.218 |
| 9 | 3-30-3-2 | 356.4 | 379.4 | 43 | 4.246 | 363.9 | 379.7 | 26 | 3.224 |
| 10 | 3-40-3-2 | 472.4 | 527.1 | 77 | 6.180 | 499.5 | 526.4 | 35 | 6.027 |
| 11 | 3-50-4-3 | 532.4 | 658.8 | 104 | 14.227 | 621.4 | 660.3 | 44 | 9.917 |
| 12 | 3-60-4-3 | 614.5 | 823.7 | 147 | 26.192 | 761.2 | 825.2 | 61 | 23.187 |
| 13 | 4-10-2-1 | 129.7 | 131.2 | 22 | 0.993 | 129 | 130.4 | 25 | 1.012 |
| 14 | 4-20-2-1 | 256.9 | 277 | 35 | 1.473 | 268.4 | 276.3 | 31 | 1.251 |
| 15 | 4-30-3-2 | 340.9 | 394.5 | 58 | 1.968 | 377.4 | 394.2 | 33 | 1.327 |
| 16 | 4-40-3-2 | 406.9 | 518.7 | 96 | 4.285 | 480.6 | 518.5 | 41 | 3.371 |
| 17 | 4-50-4-3 | 502.2 | 681.1 | 133 | 10.932 | 609.5 | 680.9 | 47 | 6.293 |
| 18 | 4-60-4-3 | 538.2 | 817.2 | 178 | 19.141 | 714.9 | 819.6 | 62 | 15.847 |
| Number of IGV | Average Task Completion Time (s) | DCRC Collisions | IGV Collisions | RGC Collisions | GRC Wait Time (s) | DCRC Wait Time (s) |
|---|---|---|---|---|---|---|
| 20 | 48 | 0 | 0 | 0 | 17 | 5 |
| 30 | 27 | 0 | 3 | 0 | 12 | 0 |
| 40 | 18 | 0 | 11 | 0 | 5 | 0 |
| 50 | 14 | 0 | 34 | 0 | 0 | 0 |
| 60 | 11 | 1 | 61 | 0 | 0 | 0 |
| Containers | RGC-IGV-DCRC-Blocks | GA | PSO | LR | ADMM |
|---|---|---|---|---|---|
| OFV | OFV | OFV | OFV | ||
| 200 | 2-10-2-4 | 577 | 583 | 569 | 550 |
| 300 | 2-20-2-4 | 782 | 773 | 761 | 755 |
| 400 | 2-30-2-4 | 1087 | 1061 | 1036 | 988 |
| 500 | 3-10-3-4 | 617 | 610 | 594 | 587 |
| 600 | 3-20-3-4 | 862 | 858 | 845 | 814 |
| 700 | 3-30-3-4 | 1083 | 1071 | 1068 | 1052 |
| 800 | 4-10-4-4 | 719 | 721 | 705 | 683 |
| 900 | 4-20-4-4 | 954 | 961 | 937 | 921 |
| 1000 | 4-30-4-4 | 1175 | 1169 | 1147 | 1132 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Yan, L.; Xu, B. Research on Multi-Equipment Cluster Scheduling of U-Shaped Automated Terminal Yard and Railway Yard. J. Mar. Sci. Eng. 2023, 11, 417. https://doi.org/10.3390/jmse11020417
Li J, Yan L, Xu B. Research on Multi-Equipment Cluster Scheduling of U-Shaped Automated Terminal Yard and Railway Yard. Journal of Marine Science and Engineering. 2023; 11(2):417. https://doi.org/10.3390/jmse11020417
Chicago/Turabian StyleLi, Junjun, Lixing Yan, and Bowei Xu. 2023. "Research on Multi-Equipment Cluster Scheduling of U-Shaped Automated Terminal Yard and Railway Yard" Journal of Marine Science and Engineering 11, no. 2: 417. https://doi.org/10.3390/jmse11020417
APA StyleLi, J., Yan, L., & Xu, B. (2023). Research on Multi-Equipment Cluster Scheduling of U-Shaped Automated Terminal Yard and Railway Yard. Journal of Marine Science and Engineering, 11(2), 417. https://doi.org/10.3390/jmse11020417