3.1. Non-Destructive Testing
Radiographic recordings were made on welded samples. This type of testing belongs to the group of non-destructive testing that reveals defects in welded joints in a detailed, yet simple way [
26,
27].
Results of digital radiographic recordings are shown in
Table 5 (acceptable samples—A, not acceptable samples—NA), while
Figure 5 presents an example of radiographic testing of the U1 sample that exhibits an increased concentration of inclusions. Radiographic recordings showed defects that were not acceptable for pressure equipment (EN ISO 10675-1, errors: porosity, continuous undercut, excess weld metal), therefore, such welded joints were considered as of an unsatisfactory quality.
With an increased number of passes, the concentration of inclusions in the U2 sample was successfully reduced, since the second pass, even without cleaning, resulted in fewer inclusions in the welded joint. Radiographic control of the U3 and U4 samples of welded joints that were cleaned before welding showed no inclusions, however, the sample U3 exhibited central thinning at the beginning and the end of the welded joint, and the sample U4 had less central thinning because of an additional heat input that was introduced to the welded joint within the second pass.
In the U5 sample, the welded joint was made in two passes with a lower positioning of the tungsten electrode, which resulted in less evident central thinning if compared to the central thinning in the U4 sample. The samples U61 and U62 which were welded according to the same parameters as the U4 sample also exhibited central thinning, just as the U4 sample. Central thinning was also observed on cold-formed samples used for manufacturing the bellows.
Radiographic control of the U7 sample showed very small central thinning. The U7 sample was an additional sample prepared on narrower bars with the welding current set to 30 A and with an Ar down-flow of 15 l/min, so that it had a narrower weld seam with less evident central thinning when compared to the samples U3–U6 (Z1, Z2).
3.2. Mechanical Testing
The tensile test and measurements of dimensions were performed on the welded joints, all with the purpose of determining the interdependence between the radiographic control, the tensile test and the dimensional control of the welded joints.
There were two specimens of the weld metal prepared for each of the six samples. The first specimen was cut at the beginning of the weld, and the second specimen was cut at the end of the weld.
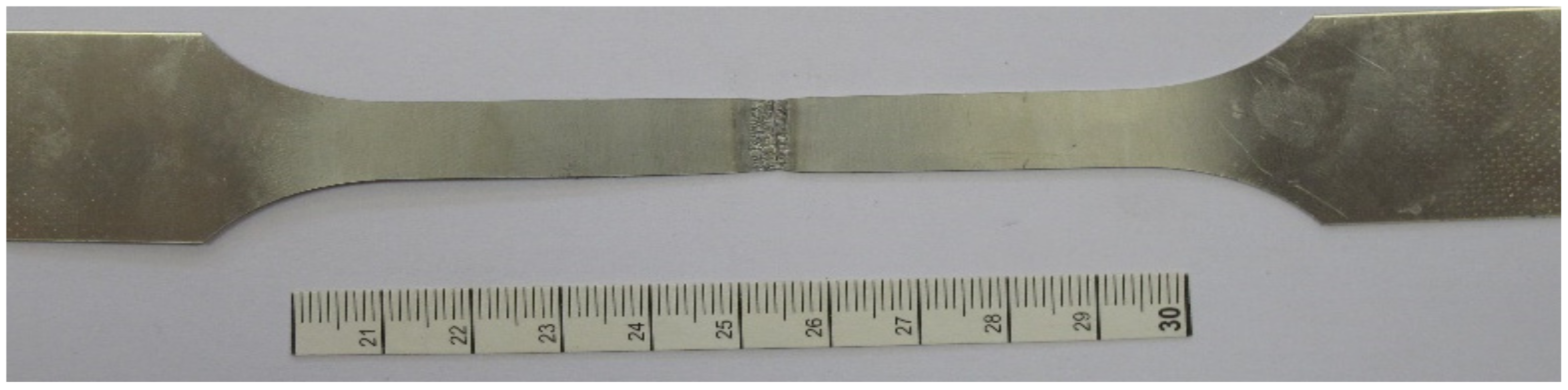
Figure 6 shows the weld metal specimen of sample 1.
As referential values, there were specimens prepared of the base metal sheet taken in the rolling direction and two specimens of the base metal taken in a perpendicular direction.
Figure 7 shows the specimen of the base metal taken in the rolling direction.
The
Figure 8 shows the stress–strain graphs for the base metal taken a) in the rolling direction (OM1) and b) in the perpendicular direction (OM2), whereby it was noticed that the base metal in the rolling direction had a tensile strength of 675.632 N/mm
2 and elongation of
A = 41.9375%, while the specimen taken in a perpendicular direction, as seen in the
Figure 8b, exhibited a tensile strength of
Rm = 626.107 N/mm
2 and elongation of
A = 47.80%. Therefore, it is concluded that the base metal has greater tensile strength when it is formed (tested) in the rolling direction, while its elongation decreases.
The results of the tensile experiment are shown in
Table 6 and
Figure 9 through diagrams.
The U1 sample cracked at the welded joint, and its elongation value was the lowest if compared to other samples, being 28.8225%. The U2 sample reached the value of a tensile strength of Rm = 630,274 N/mm2 and elongation of A = 47.1025%, which was close to the base metal values. A fracture of the U3 sample occurred in the heat affected zone, which was seen from the lowered value of elongation A = 41.8550%, while the tensile strength was still retained in the boundaries of the base metal, being Rm = 631.480 N/mm2. When compared to the U3 sample made with a single pass, an increased number of passes in the U4 sample affected the increase of the tensile strength, which was Rm = 633.675 N/mm2, as well as the increase of elongation A = 43.5175%. Changes in the setting of the automatic longitudinal TIG welding had a significant influence on the mechanical properties of the U5 sample, meaning that reducing the space between the tungsten electrode and the workpiece from 2.8 mm to 2.5 mm resulted in an increased tensile strength of Rm = 658.593 N/mm2 and an elongation of A = 42.0325%. By reducing the space between bars (above = below) from 2.5 mm to 2.2 mm, the tensile strength of the U7 sample was Rm = 616.059 N/mm2 and its elongation was A = 46.4100%.
The results of the macro testing are overviewed in the
Table 7. The
Figure 10a presents points at which dimensions of welded joints were measured (
m1,
m2 and
m3), whereas the
Figure 10b shows the appearance of the U1 sample prepared for measuring (BM—base material, HAZ—heat affected zone, WM—weld metal).
Macro testing confirmed that the samples U1, U2, U3, U4, U5, U61 (Z1), U62 (Z2), and U7 did not have anomalies, such as microcracks and cracks, however, there is a confirmed presence of central thinning in the U3 and U5 samples. The greatest thinning occurred on the U5 sample, being 14% in relation to the base metal thickness of 0.07 mm.
There is thinning observed on the fusion line of the samples U1, U3, U5, and U7, of which the greatest thinning of 4% occurred on the U5 sample, when measured in relation to the base metal thickness of 0.02 mm. An increased central rise occurred on welded joints that were made in two passes, where the highest rise was measured on the U2 sample, being 13.79% in relation to the base metal thickness of 0.08mm. Spacing between the tungsten electrode and the workpiece had a significant influence on the welded joint dimensions, since the greatest changes in dimensions of thinning at the welded joint occurred on the U5 sample when the spacing between the tungsten electrode and the workpiece was reduced from 2.8 mm to 2.5 mm.
Referring to the cold-formed samples U61 (Z1) and U62 (Z2), there was a central rise of 1.96% or 0.01 mm happening on the U62 (Z2) sample and on the fusion line, while the U61 (Z1) sample exhibited thickening of the welded joint on the fusion line in a value of 1.96% or 0.01 mm.
3.3. Finite Element Method
For the purpose of investigating how the weld shape affects the strength of a sheet metal specimen, finite element analysis was used. Data from a uniaxial tensile test on a Shimadzu AGS-X 10 kN tensile testing machine were statistically analyzed. Since the true stress–true strain functions could not be obtained for the Heat Affected Zone (HAZ) and the weld zone (no filler material was used), only data from the uniaxial tensile test were used in the finite element simulations.
Typically for dealing with nonlinear analysis, the material true stress (kf) as a function of true strain (φ) is given.
The mostly used mathematical models were [
27]:
(Ludwik’s power law);
(modified Ludwik–Hollomon);
(Swift).
Coefficients
A, C and
m, were determined by nonlinear regression analysis and obtained mathematical models are given in
Figure 11 [
28]:
- (a)
For the Swift model:
The coefficient of determination for Equation (1) is
R2 = 0.999507, and the estimated variance
V(
X) = 162.301. The results from regression analysis for Equation (1) are shown in the
Table 8.
- (b)
For the modified Ludwik–Hollomon equation:
The coefficient of determination for Equation (2) is
R2 = 0.999607, and the estimated variance
V(
X) = 129.266. The results from regression analysis for Equation (2) are shown in the
Table 9.
- (c)
For Ludwik’s model equation:
The coefficient of determination for Equation (3)
R2 = 0.988862, and the estimated variance
V(
X) = 3667.93. The results from regression for Equation (3) analysis are shown in the
Table 10.
Figure 12 shows a 3D model of the base sheet metal tensile test specimen (one quarter of a tensile test specimen gauge length, due to symmetry and for simplification). Boundary conditions are shown on the figure, and mesh refinement is visible in the area where necking is expected to occur.
On the right side of the FEM model there is a surface defined, to which the right side nodes are attached (glued) as per the contact table option. This surface has a prescribed motion in the x-axis direction, u = 8.33925 mm, as per the uniaxial tensile test results.
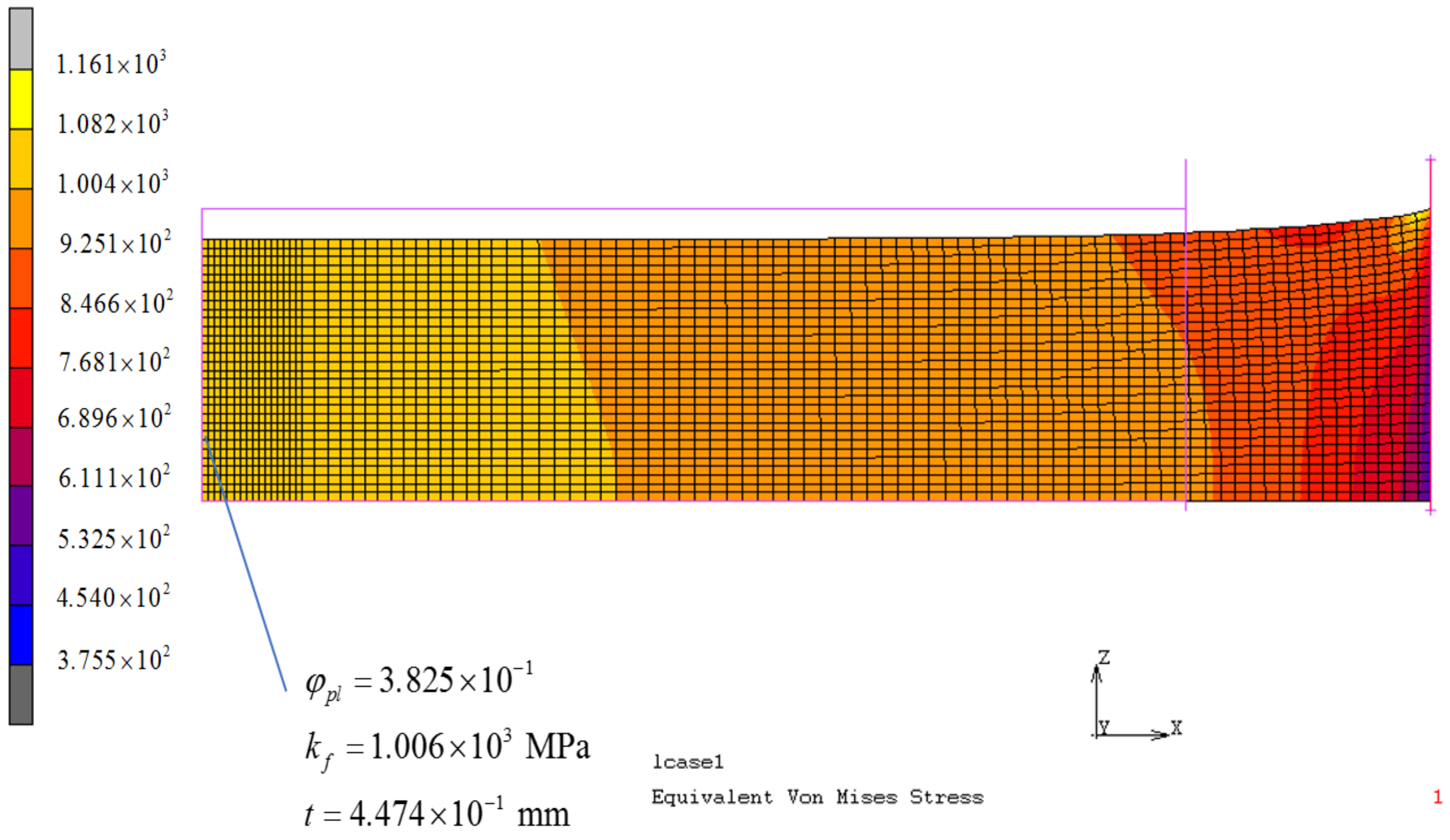
Figure 13 shows results from the FEM simulation in terms of true stress
kf, true strain φ and sheet metal thickness at the shown point. Using mathematical terms, true strain can be calculated to conventional (engineering strain as)
, which is related to a local strain higher than the one calculated based on specimen elongation
[
27,
29]. Engineering (conventional) can be calculated as
MPa which is a good approximation of the tensile test result of the U1 specimen cut parallel to the sheet metal rolling direction [
27].
Figure 14 shows comparison of data from the tensile test and FEM simulation results. It should be noted that the tensile test extensometer cannot measure local strain in the area where local necking occurs, so for this reason, FEM data are shown also with respect to the definition of the engineering strain.
Figure 15 shows a comparison of force as a function of specimen elongation (displacement), where a good FEM approximation can be observed, maximal deviation of results is under 5% (
).
For the assessment of damage, a Cockroft–Latham damage indicator was used (Equation (4)). The material constant on the fracture criterion C is calculated as follows [
30].
where
σmax is the maximal principal stress,
σH is the equivalent HMH stress,
φf is the fracture strain, and
φpl is the plastic strain.
Figure 16 shows the nodes for which the Cockroft–Latham damage indicator was calculated, and the average value was obtained. It is assumed that local necking and fractures will occur in the FEM model due to the ¼ model symmetry. A calculated fracture criterion
CCL was then applied to the FEM simulation where the model geometry was copied from specimen U5 in order to determine the possible fracture zone.
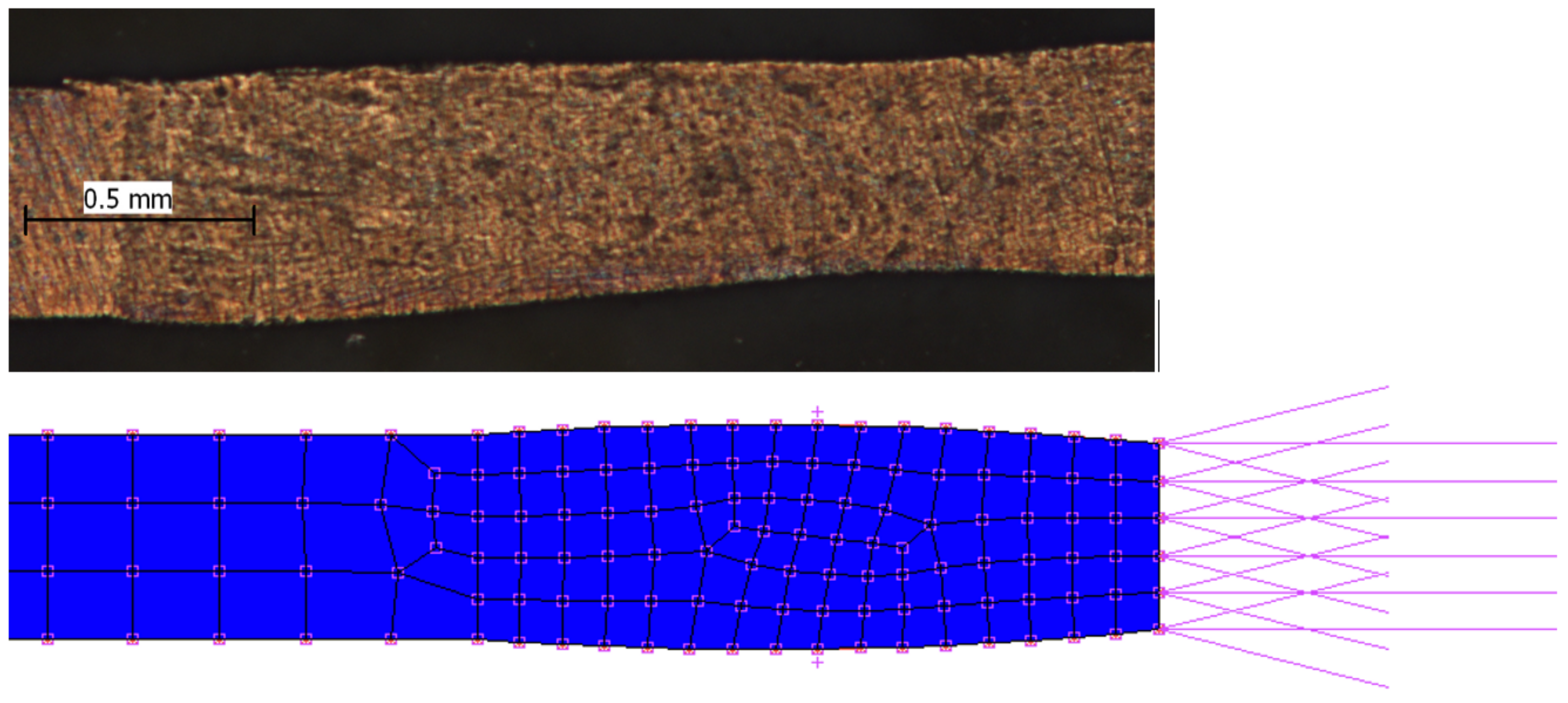
For the next numerical simulation, the goal was to apply a calculated Cockroft–Latham damage indicator on the FEM model, where the weld was modeled per specimen U5, as is shown in
Figure 17. The U5 specimen had the largest central thinning (
Figure 17 and
Table 6), and the hypothesis had been that this specimen would have failed at a lower tensile force due to the geometrical nonlinearity.
Figure 18 shows the equivalent true stress distribution in the tensile test specimen. In the weld zone, stresses are lower for the reason of a larger volume of material (weld nugget). A better representation of stresses is shown in
Figure 19.
Figure 20 shows the indication of probable material failure as per the Cockroft–Latham damage indicator. Tensile force at this instant was calculated
F = 4144 N. The measured maximal force in the uniaxial tensile test for specimen U5 was
F = 3951,6 N which is a difference of
.
For a better approximation of results, the two material models could be used in numerical simulations (base material, and heat affected material). Since these data are difficult to determine in uniaxial tensile test specimens, only the approximation of material data could be obtained from specialized software, such as, i.e., JMATPRO® software, or data could be obtained by other testing methods.


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}









