
Adaptive Tracking and Cutting Control System for Tea Canopy: Design and Experimental Evaluation


 ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Composition of Tea Harvesting Mechanism
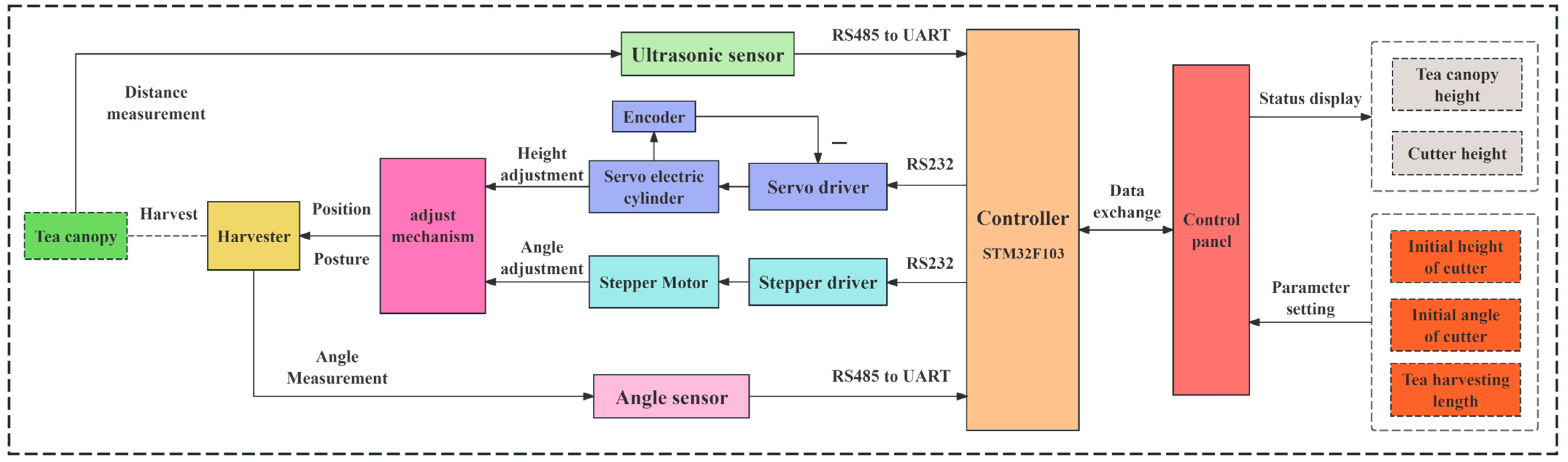
2.2. Design of the Control System
2.2.1. Structural Design
2.2.2. Control Principle
2.3. Harvester Height Tracking Control Algorithm
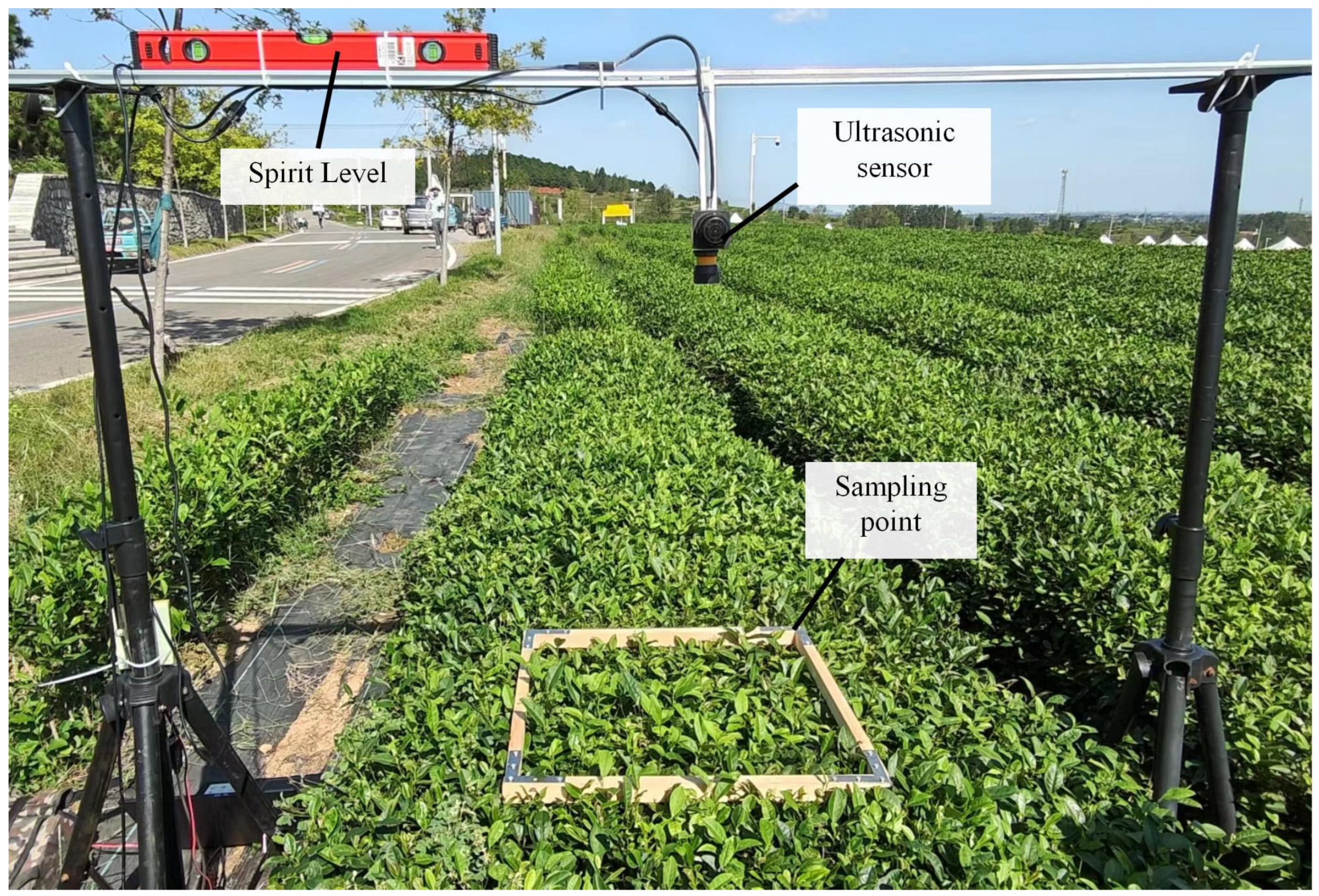
2.3.1. Acquisition of Tea Canopy Height
2.3.2. Control Method for Harvester with Matching Lifting Speed
2.4. Adaptive Control Algorithm for the Roll Angle of the Harvester
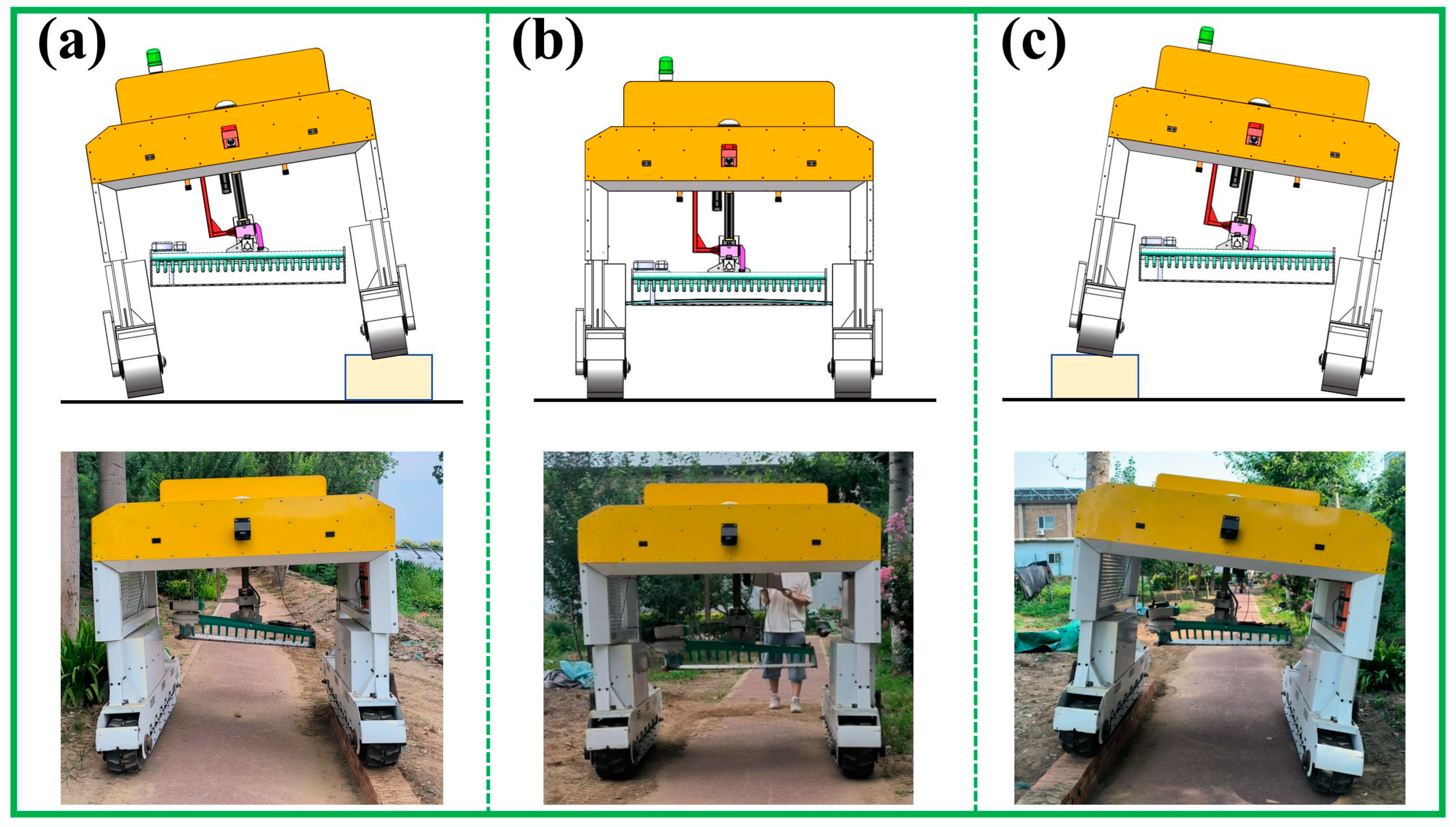
2.4.1. Methods for Correcting the Roll Angle of Harvesters
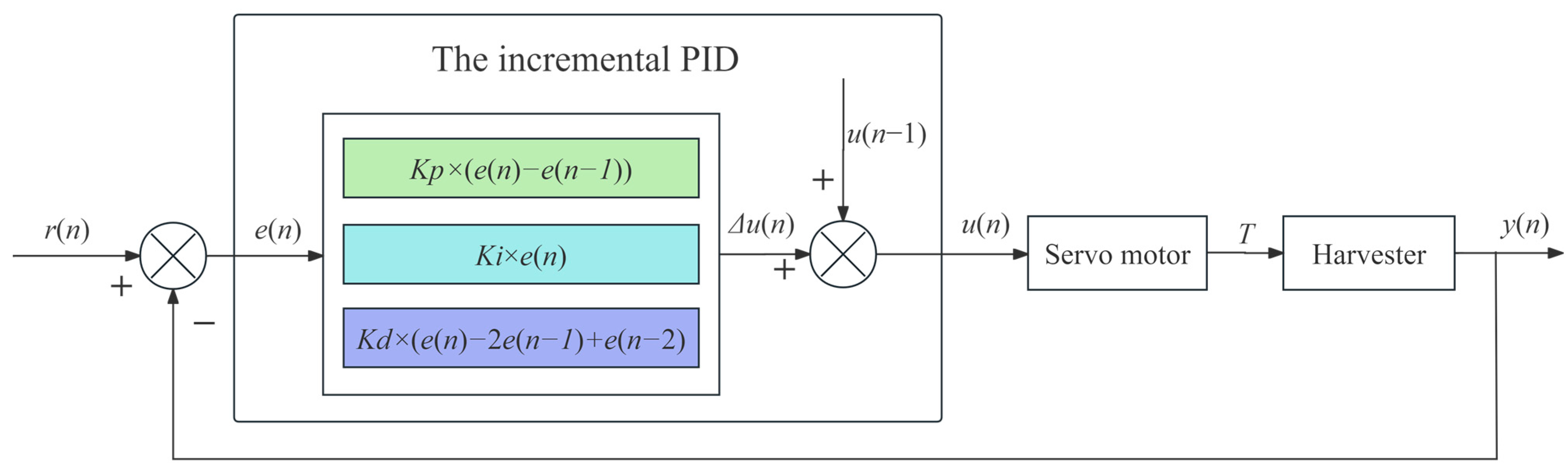
2.4.2. The Adaptive PID Control Algorithm for Roll Angle
2.5. Experiment
2.5.1. Verification of Height Tracking Stability
2.5.2. Verification of Roll Angle Correction Accuracy
2.5.3. Verification of Harvesting Quality Evaluation
3. Results and Discussion
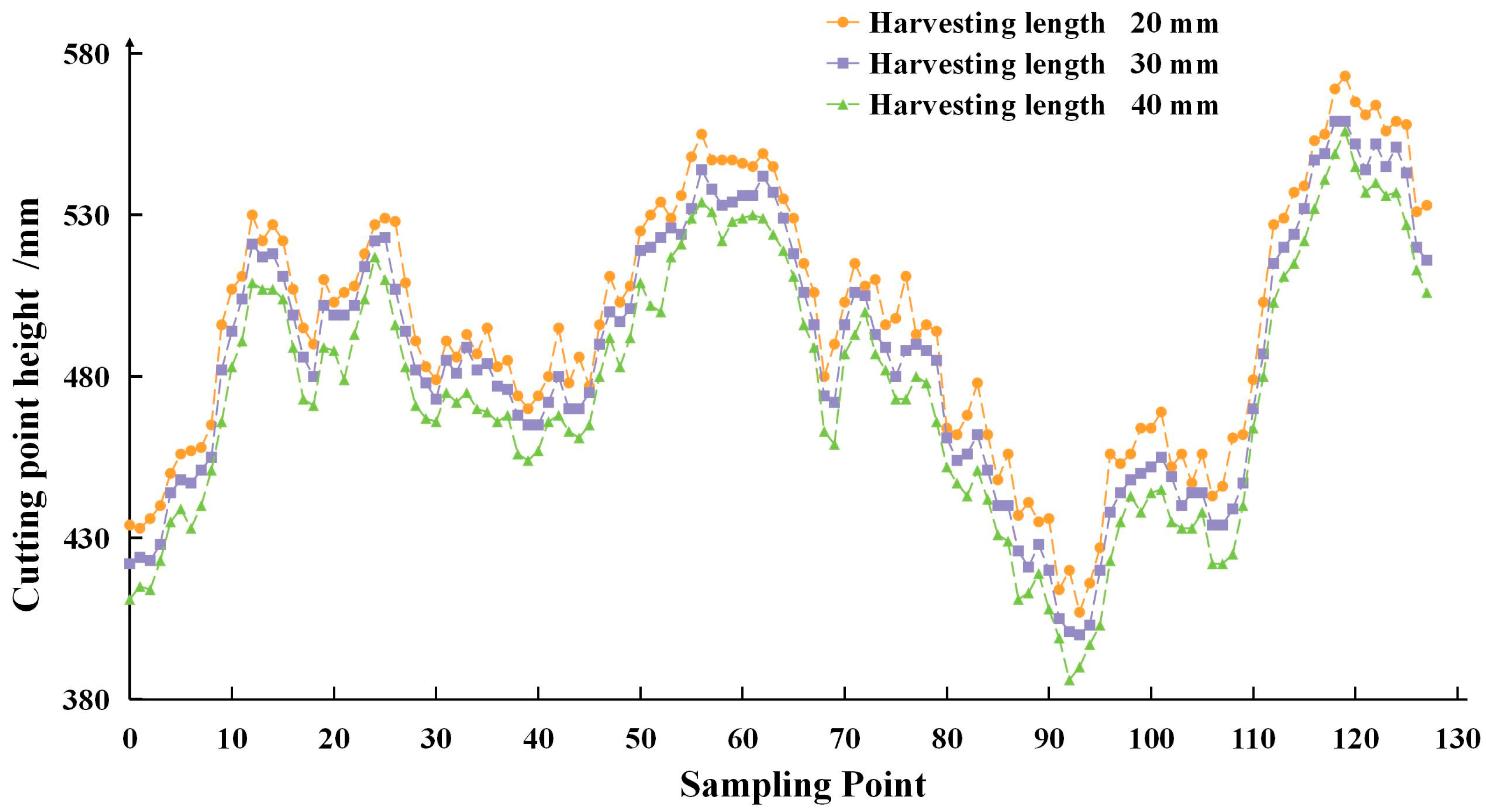
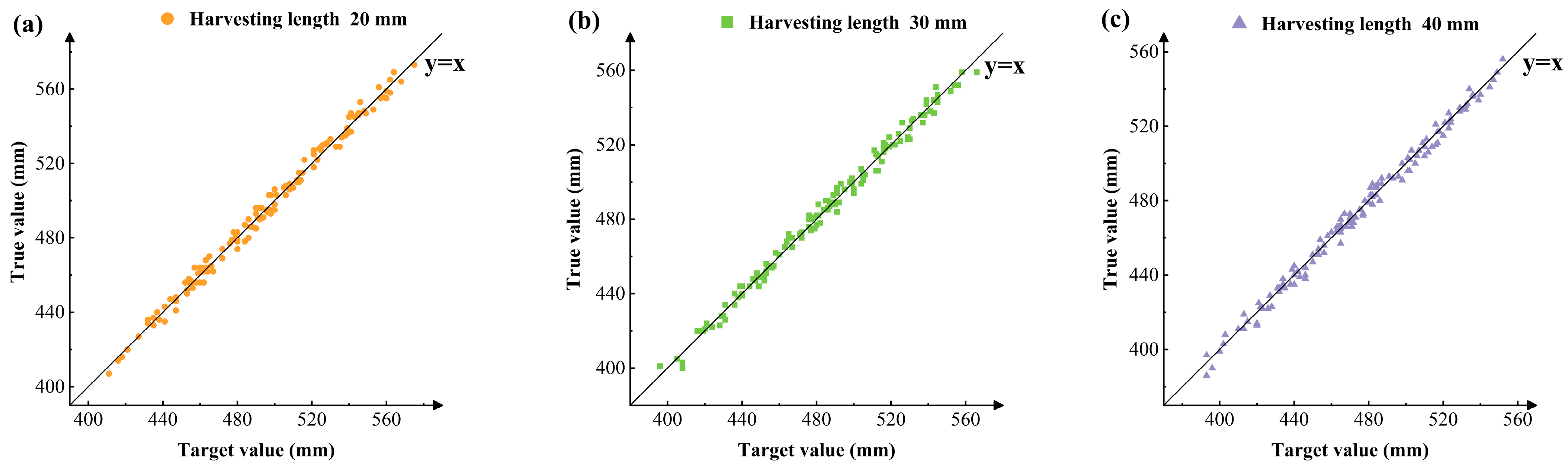
3.1. Height Tracking Stability
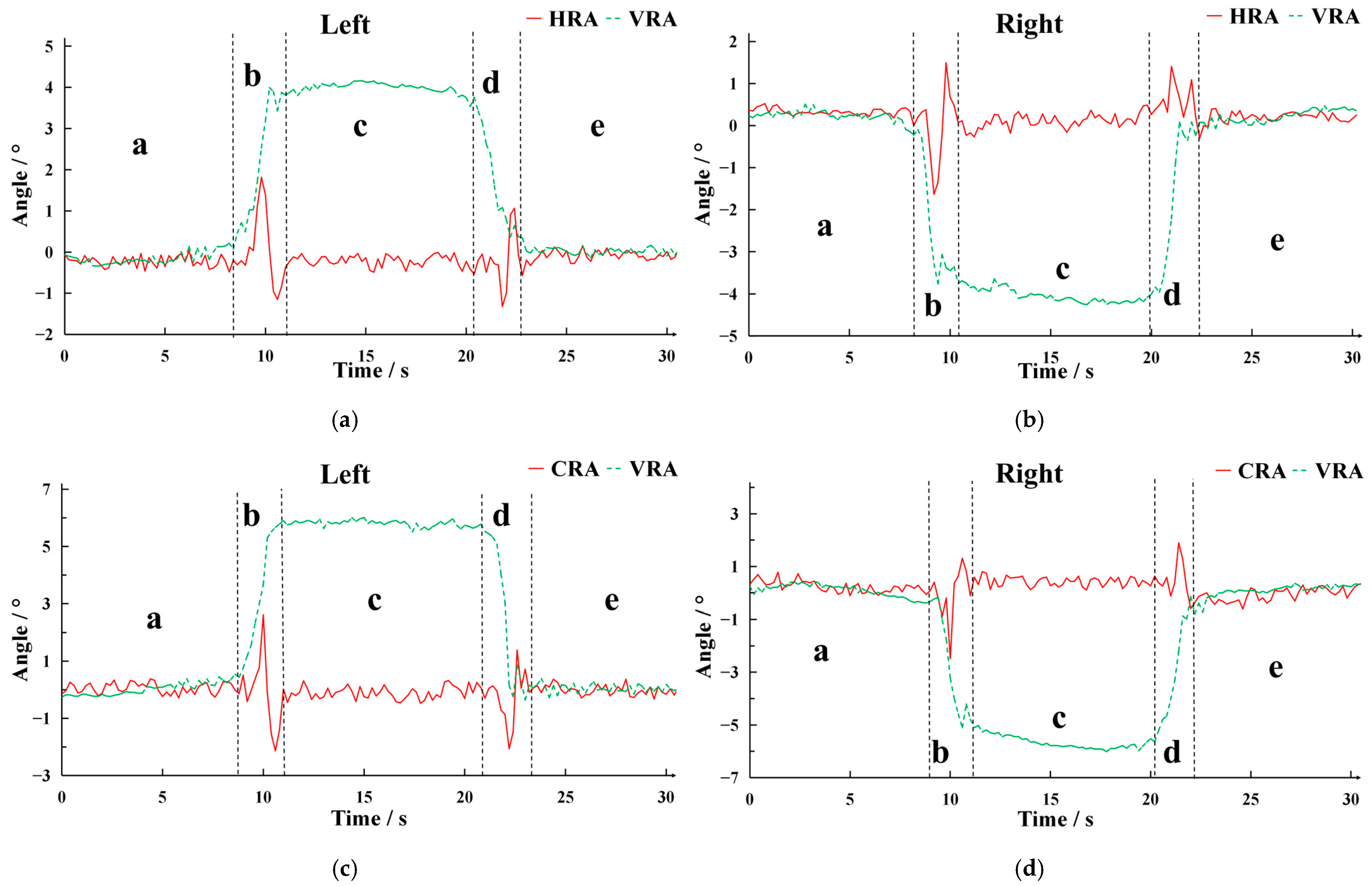
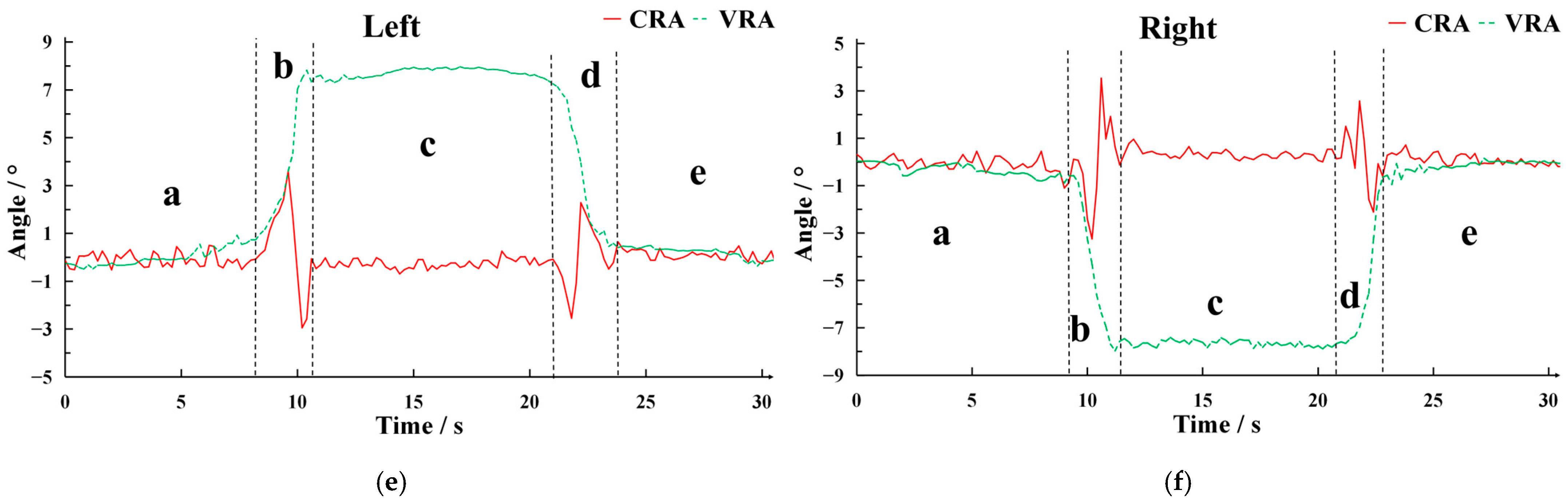
3.2. Correction Performance of the Harvester Roll Angle
3.3. Evaluation of Harvesting Quality
4. Conclusions
- (1)
- In this study, a self-adaptive following cutting control system for the tea canopy layer based on a gantry-type vehicle body was designed. It integrates the functions of height following and roll angle correction and is suitable for tea plantations with a slope less than 15° and a ridge height of 40 to 120 cm. It has the advantages of a simple structure, high operation efficiency, and high harvesting quality.
- (2)
- A dynamic following algorithm for the height of the tea canopy layer was proposed. Through the optimization of data from ultrasonic sensors and the control of speed matching, a height tracking accuracy within ±5 mm (with a correlation coefficient > 0.99) was achieved. By combining with the incremental PID algorithm, the roll angle of the harvester was corrected in real time. The maximum roll angle did not exceed 3.6°, and the leveling time was stabilized within 2.2 s, significantly improving the adaptability to the terrain.
- (3)
- A prototype was developed, and field tests were carried out. The results showed that when the vehicle speed of the system was 0.4 m/s, the integrity rate of tea reached over 79%, and the missed harvesting rate was lower than 1.1%. The efficiency increased by more than 13% compared with that of traditional handheld or passenger-type tea harvesters, verifying its stability and reliability. It provides a quantifiable and verifiable technical solution for the efficient and low loss harvesting of bulk tea.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- National Bureau of Statistics. EB/OL. National Data. Available online: https://data.stats.gov.cn/easyquery.htm?cn=C01&zb=A0D0W&sj=2023 (accessed on 5 December 2023).
- Chen, T.; Li, H.; Chen, J.; Zeng, Z.; Han, C.; Wu, W. Detection network for multi-size and multi-target tea bud leaves in the field of view via improved YOLOv7. Comput. Electron. Agric. 2024, 218, 108700. [Google Scholar] [CrossRef]
- Zhang, W.; Zhao, M.; Chen, Y.; Xu, Y.; Ma, Y.; Fan, S. Low-Carbon Ecological Tea: The Key to Transforming the Tea Industry towards Sustainability. Agriculture 2024, 14, 722. [Google Scholar] [CrossRef]
- Zheng, H.; Fu, T.; Xue, X.; Ye, Y.; Yu, G. Research status and prospect of tea mechanized picking technology. J. Chin. Agric. Mech. 2023, 44, 28–35. [Google Scholar]
- Li, H.; Chen, T.; Chen, Y.; Han, C.; Lv, J.; Zhou, Z.; Wu, W. Instance Segmentation and 3D Pose Estimation of Tea Bud Leaves for Autonomous Harvesting Robots. Agriculture 2025, 15, 198. [Google Scholar] [CrossRef]
- Wang, X.; Tang, D. Research Progress on Mechanical Tea Plucking. Acta Tea Sin. 2022, 56, 275–282. [Google Scholar]
- Wang, W.; Song, Z.; Zhao, Y.; Xia, X.; Zhan, C. Research status and development analysis of cultivation management machinery for tea garden. J. Chin. Agric. Mech. 2021, 42, 52–58+218. [Google Scholar]
- Wang, M.; Xu, Y.; Zhang, Z.; Zhu, L.; Lin, G. Research progress of intelligent mechanized tea picking technology and equipment. J. Chin. Agric. Mech. 2024, 45, 305–310. [Google Scholar]
- Du, Z.; Hu, Y.; Wang, S. Simulation and Experiment of Reciprocating Cutter Kinematic of Portable Tea Picking Machine. Trans. Chin. Soc. Agric. Mach. 2018, 49, 221–226. [Google Scholar]
- Jia, J.; Ye, Y.; Cheng, P.; Zhu, Y.; Fu, X.; Chen, J. Design and Experimental Optimization of Hand-held Manipulator for Picking Famous Tea Shoot. Trans. Chin. Soc. Agric. Mach. 2022, 53, 86–92. [Google Scholar]
- Wang, S. Research Design and Experimental Study on Portable Electric Tea Plucking Machine. Master’s Thesis, Jiangsu University, Zhenjiang, China, 2018. [Google Scholar]
- Liu, H.; He, F.; Li, R.; He, H.; Wang, Y. Design and Test of Portable Vacuum Absorption Tea Collector. J. Agric. Mech. Res. 2021, 43, 110–114. [Google Scholar]
- Wu, X.; Li, B.; Wang, X.; Li, S.; Zeng, C. Design and Analysis of Single Knapsack Tea Plucking Machine. J. Agric. Mech. Res. 2017, 39, 92–96+101. [Google Scholar]
- Han, Y.; Song, Z.; Chen, Q.; Mei, S.; Yang, G. Optimization and experiment of arc type reciprocating double-acting tea picking cutter. Trans. Chin. Soc. Agric. Eng. 2022, 38, 35–43. [Google Scholar]
- Song, Y.; Li, W.; Li, B.; Zhang, Z. Design and Test of Crawler Type Intelligent Tea Picker. J. Agric. Mech. Res. 2020, 42, 123–127. [Google Scholar]
- Han, Y.; Xiao, H.R.; Song, Z.Y.; Chen, Q.M.; Ding, W.Q.; Mei, S. Design and experiments of 4CJ-1200 self-propelled tea plucking machine. Int. J. Agric. Biol. Eng. 2021, 14, 75–84. [Google Scholar] [CrossRef]
- Wu, Z.; Chen, L.; Wang, Y.; Luo, K.; Lai, Y.; Zhang, X.; Cao, C. Design and Experiment on Traversibility of Traveling Chassis of Crawler Self-propelled Tea Picker. Trans. Chin. Soc. Agric. Mach. 2025, 56, 474–483. [Google Scholar]
- Wang, P.; Yi, W.; Xiong, C.; Cheng, F.; Deng, J.; Zhou, Y.; Geng, Y.; Wu, J. Design and Test of 4CJZ-1000 Self-propelled Tea Picker. J. Southwest Univ. (Nat. Sci. Ed.) 2022, 44, 228–233. [Google Scholar]
- Tang, Y.; Han, W.; Hu, A.; Wang, W. Design and Experiment of Intelligentized Tea-plucking Machine for Human Riding Based on Machine Vision. Trans. Chin. Soc. Agric. Mach. 2016, 47, 15–20. [Google Scholar]
- Yan, J. Optimization Research on the Optimal Design of the Profiling Tea Picking Machine and Its Coordination with Tea Garden Management. Master’s Thesis, Anhui Agricultural University, Hefei, China, 2019. [Google Scholar]
- Huan, X.; Wu, M.; Bian, X.; Jia, J.; Kang, C.; Wu, C.; Zhao, R.; Chen, J. Design and Experiment of Ordinary Tea Profiling Harvesting Device Based on Light Detection and Ranging Perception. Agriculture 2024, 14, 1147. [Google Scholar] [CrossRef]
- Zhao, R.; Bian, X.; Chen, J.; Dong, C.; Wu, C.; Jian, J.; Mao, M.; Xiong, Y. Development and Test for Distributed Control Prototype of the Riding Profiling Tea Harvester. J. Tea Sci. 2022, 42, 263–276. [Google Scholar]
- Bian, X. Design and Experiment on the Height Perception Method of Ordinary Tea Canopy and the Profiling Harvesting Device of the Riding Tea Picker. Master’s Thesis, Zhejiang Sci-Tech University, Hangzhou, China, 2023. [Google Scholar]
- Wu, M.; Huan, X.; Chen, J.; Dong, C.; Shao, B.; Bian, X.; Fan, G. Research and Experiment on Profiling Method of Tea Picker Based on Fusion of 2D-LiDAR and Attitude and Heading Reference System. J. Tea Sci. 2023, 43, 135–145. [Google Scholar]
- Yu, S.; Liu, Y.; Chen, W.; Ren, J.; Zheng, S. Design and analysis of tea-plucking device with adaptive adjustment of cutter. J. Chin. Agric. Mech. 2024, 45, 36–41+167. [Google Scholar] [CrossRef]
- Zhang, S.; Yang, H.; Yang, C.; Yuan, W.; Li, X.; Wang, X.; Zhang, Y.; Cai, X.; Sheng, Y.; Deng, X.; et al. Edge Device Detection of Tea Leaves with One Bud and Two Leaves Based on ShuffleNetv2-YOLOv5-Lite-E. Agronomy 2023, 13, 577. [Google Scholar] [CrossRef]
- Yu, R.; Xie, Y.; Li, Q.; Guo, Z.; Dai, Y.; Fang, Z.; Li, J. Development and Experiment of Adaptive Oolong Tea Harvesting Robot Based on Visual Localization. Agriculture 2024, 14, 2213. [Google Scholar] [CrossRef]
- Weng, X.; Tan, D.; Wang, G.; Chen, C.; Zheng, L.; Yuan, M.; Li, D.; Chen, B.; Jiang, L.; Hu, X. CFD Simulation and Optimization of the Leaf Collecting Mechanism for the Riding-Type Tea Plucking Machine. Agriculture 2023, 13, 946. [Google Scholar] [CrossRef]
- Li, Y.; Wu, S.; He, L.; Tong, J.; Zhao, R.; Jia, J.; Chen, J.; Wu, C. Development and field evaluation of a robotic harvesting system for plucking high-quality tea. Comput. Electron. Agric. 2023, 206, 107659. [Google Scholar] [CrossRef]
- Fu, T. Design and Test of Tea Self-Adaptive Profiling Picking Device. Master’s Thesis, Zhejiang University of Science and Technology, Hangzhou, China, 2024. [Google Scholar]
- Shen, H.; Ji, E.; Ding, W.; Deng, J.; Hua, Y.; Li, T. Mechanism Design and Dynamic Balance Analysis of a 6-DOF Hybrid Robot for Tea-picking. Trans. Chin. Soc. Agric. Mach. 2023, 54, 416–426. [Google Scholar]
- Li, Y.; He, L.; Jia, J.; Lv, J.; Chen, J.; Qiao, X.; Wu, C. In-field tea shoot detection and 3D localization using an RGB-D camera. Comput. Electron. Agric. 2021, 185, 106149. [Google Scholar] [CrossRef]
- Zhu, Y.; Wu, C.; Tong, J.; Chen, J.; He, L.; Wang, R.; Jia, J. Deviation Tolerance Performance Evaluation and Experiment of Picking End Effector for Famous Tea. Agriculture 2021, 11, 128. [Google Scholar] [CrossRef]
- Wei, Y.; Wen, Y.; Huang, X.; Ma, P.; Wang, L.; Pan, Y.; Lv, Y.; Wang, H.; Zhang, L.; Wang, K.; et al. The dawn of intelligent technologies in tea industry. Trends Food Sci. Technol. 2024, 144, 104337. [Google Scholar] [CrossRef]
- Sun, Z.; Xia, C.; Jiang, Y.; Guo, Y.; Wang, R. Omnidirectional Leveling Control of Crawler Machine Based on QBP-PID. Trans. Chin. Soc. Agric. Mach 2023, 54, 397–406. [Google Scholar]
- NY/T 2614-2014; Operating Quality for Tea Picking Machines. Ministry of Agriculture of the People’s Republic of China: Beijing, China, 2014. Available online: https://hbba.sacinfo.org.cn/attachment/onlineRead/14a3d271fdc0dc963b32f4430d316222e978c034ef2a04d584b52fb56589da44 (accessed on 10 June 2023).
- Yu, S. Optimization Design and Experimental Study of Tea-Plucking Machine with Adaptive Adjustment of Cutter. Master’s Thesis, Fujian Agriculture and Forestry University, Fuzhou, China, 2024. [Google Scholar]
- Wang, Q. Design and Experimental Study of a Tea Picker with Adaptive Adjustment of Cutter Height. Master’s Thesis, Fujian Agriculture and Forestry University, Fuzhou, China, 2018. [Google Scholar]
- Han, Y.; Song, Z.; Chen, Q. Design and experiment of 4CJ-1200F intelligent tea plucking machine. J. Intell. Agric. Mech. (Chin. Engl.) 2022, 3, 1–6. [Google Scholar]
- Zhe, D. Research on Biomimetic Design of Cutting Blade for Tea Stem and Its Cutting Performance. Ph.D. Thesis, Jiangsu University, Zhenjiang, China, 2020. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| External Dimensions /mm | Max Speed/ m/s | Max Roll Angle/° | Drive Mode | Track Width /mm | Track Grounding Length /mm | Motor Power /W |
|---|---|---|---|---|---|---|
| 2150 × 1950 × 2250 | 1.5 | 20 | Crawler-type | 1350 | 1100 | 2 × 850 |
| External Dimensions /mm | Cutting Width /mm | Cutting Blade Shape | Drive Mode | Max Power /W | Fan Speed /r/min | Frequency /Hz |
|---|---|---|---|---|---|---|
| 1470 × 580 × 460 | 1200 | Flat type | Two-stroke gasoline engine | 2200 | 360 | 2.78 |
| Distance | 200 mm | 300 mm | 400 mm | 500 mm | 600 mm |
|---|---|---|---|---|---|
| Maximum error/mm | 2 | −2 | −3 | 2 | 3 |
| Cutting Height/mm | RMSE/mm | PCC | MAE/mm |
|---|---|---|---|
| 20 | 3.45 | 0.9914 | 2.98 |
| 30 | 3.59 | 0.9958 | 2.93 |
| 40 | 3.62 | 0.9959 | 2.95 |
| Base Height/cm | Average Maximum Deflection Angle/° | Average Recovery Level Time/s | |||
|---|---|---|---|---|---|
| Left | Right | Left | Right | ||
| 10 | Uphill | 1.7 | 1.6 | 2.8 | 1.7 |
| Downhill | 1.3 | 1.4 | 2.1 | 2.0 | |
| 15 | Uphill | 2.6 | 2.5 | 1.7 | 1.8 |
| Downhill | 2.0 | 1.9 | 2.1 | 2.2 | |
| 20 | Uphill | 3.6 | 3.5 | 1.8 | 1.6 |
| Downhill | 2.5 | 2.6 | 2.2 | 2.1 | |
| Sampling Segment | Tea Integrity Rate/% | Tea Missed Harvesting Rate/% |
|---|---|---|
| I | 79 | 0.9 |
| II | 83 | 1.1 |
| III | 85 | 0.8 |
| Height difference | 81 | 1.0 |
| Machine Models | Tea Integrity Rate/% | Tea Missed Harvesting Rate/% |
|---|---|---|
| Convenient machine | ≈70 | ≈1 |
| Passenger vehicle | ≈80 | ≈1 |
| Other copying machines | ≈80 | ≈0.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, D.; Zhang, R.; Chen, L.; Zhang, L.; Yi, T.; Feng, Q. Adaptive Tracking and Cutting Control System for Tea Canopy: Design and Experimental Evaluation. Agriculture 2025, 15, 557. https://doi.org/10.3390/agriculture15050557
Zhang D, Zhang R, Chen L, Zhang L, Yi T, Feng Q. Adaptive Tracking and Cutting Control System for Tea Canopy: Design and Experimental Evaluation. Agriculture. 2025; 15(5):557. https://doi.org/10.3390/agriculture15050557
Chicago/Turabian StyleZhang, Danzhu, Ruirui Zhang, Liping Chen, Linhuan Zhang, Tongchuan Yi, and Quan Feng. 2025. "Adaptive Tracking and Cutting Control System for Tea Canopy: Design and Experimental Evaluation" Agriculture 15, no. 5: 557. https://doi.org/10.3390/agriculture15050557
APA StyleZhang, D., Zhang, R., Chen, L., Zhang, L., Yi, T., & Feng, Q. (2025). Adaptive Tracking and Cutting Control System for Tea Canopy: Design and Experimental Evaluation. Agriculture, 15(5), 557. https://doi.org/10.3390/agriculture15050557